Настоящее изобретение относится к установке вакуумного осаждения для нанесения на подложку покрытий, сформированных из металла или металлических сплавов, таких как, например, цинк и цинк-магниевые сплавы, при этом, более конкретно, упомянутое устройство предназначено для нанесения покрытий на стальную полосу, но не ограничиваясь этим. Настоящее изобретение также относится к способу нанесения покрытий на вышеуказанную подложку.
Известны различные процессы нанесения металлических покрытий, в некоторых случаях состоящих из сплавов, на подложку, такую как стальная полоса. Среди них можно упомянуть нанесение покрытий погружением в расплав, гальваническое осаждение, а также различные процессы вакуумного осаждения, такие как вакуумное испарение и магнетронное распыление.
Из документов WO97/47782 и WO2009/047333 известен способ непрерывного нанесения покрытия на стальную подложку, в котором струя паров металла, перемещающаяся со скоростью более 500 м/с, входит в контакт с подложкой. Тем не менее, было замечено, что пары цинка имеют тенденцию к конденсации, что приводит к дефектам типа микрокапель в металлическом покрытии и на его поверхности.
Таким образом, целью настоящего изобретения является устранение недостатков установок и процессов предшествующего уровня техники, например, путем обеспечения установки для вакуумного осаждения, которая предотвращает конденсацию паров металлов или металлических сплавов.
С этой целью первым предметом настоящего изобретения является установка для вакуумного осаждения для непрерывного осаждения на перемещающуюся подложку покрытий, сформированных из металла или металлического сплава, при этом установка содержит тигель для испарения, подходящий для подачи паров металла или металлического сплава и содержащий испарительную трубку, камеру для осаждения, подходящую для прохождения подложки по заданной траектории, и устройство для нанесения покрытий струей пара, соединяющее испарительную трубку с камерой для осаждения, при этом устройство для нанесения покрытий струей пара дополнительно включает в себя:
- распределительную камеру, проходящую поперечно от испарительной трубки и по всей ширине заданной траектории и содержащую по меньшей мере одно средство повторного нагрева, позиционируемое внутри распределительной камеры, и
- сопло для выпуска пара, содержащее нижнее отверстие, соединяющее сопло для выпуска пара с распределительной камерой, верхнее отверстие, через которое пар может выходить в камеру для осаждения, и две боковые поверхности, соединяющие нижнее отверстие с верхним отверстием, при этом боковые поверхности сопла для выпуска пара сходятся друг к другу в направлении верхнего отверстия.
Установка в соответствии с изобретением может также иметь перечисленные ниже необязательные признаки, рассматриваемые по отдельности или в сочетании:
- сопло для выпуска пара является трапециевидным в поперечном сечении вдоль плоскости, перпендикулярной его длине,
- сопло для выпуска пара представляет собой равнобедренную трапецию в поперечном сечении вдоль плоскости, перпендикулярной его длине,
- угол основания равнобедренной трапеции имеет значение более 60°,
- боковые поверхности сопла для выпуска пара экспоненциально сходятся друг к другу в направлении верхнего отверстия,
- угол между нижним отверстием и каждой боковой поверхностью имеет значение более 60° на выходе из сопла для выпуска пара,
- соотношение между шириной нижнего отверстия и шириной верхнего отверстия сопла для выпуска пара составляет 1,6 - 2,4,
- соотношение между длиной боковой поверхности и шириной нижнего отверстия составляет 4 - 8.
Другие характеристики и преимущества изобретения будут описаны более подробно в нижеследующем описании.
Изобретение будет более понятным при чтении последующего описания, которое предоставляется исключительно в целях пояснения, и никоим образом не предназначено для ограничения, со ссылкой на:
- фиг. 1, на которой иллюстрируется вид в разрезе варианта осуществления установки, в соответствии с изобретением,
- фиг. 2, которая иллюстрирует поперечное сечение варианта осуществления устройства для нанесения покрытий струей пара, в соответствии с изобретением,
- фиг. 3, которая иллюстрирует результаты численного моделирования, сравнивающие изобретение с предшествующим уровнем техники.
Следует отметить, что термины «ниже», «под», «внутрь», «внутри», «наружу», «снаружи», «выше по ходу потока», «ниже по ходу потока»,…, используемые в этой заявке, относятся к положениям и ориентациям различных составляющих элементов установки при ее монтаже на линии вакуумного осаждения.
Целью настоящего изобретения является осаждение на подложку покрытий, сформированных из металла или металлических сплавов. В частности, цель состоит в том, чтобы получать цинковые или цинково-магниевые покрытия. Однако процесс не ограничивается этими покрытиями, но, предпочтительно, охватывает любое покрытие на основе одного единственного металла или металлического сплава, элементы которого имеют давление паров при температуре ванны, не отличающееся более чем на 10%, поскольку контроль их соответствующего относительного содержания является в этом случае упрощенным.
Таким образом, для удобства обозначения можно упомянуть покрытия, выполненные из цинка, в качестве основного элемента, и из дополнительного(ых) элемента(ов), таких как хром, никель, титан, марганец, магний, кремний и алюминий, рассматриваемых по отдельности или в сочетании.
Толщина покрытия предпочтительно составляет 0,1 - 20 мкм. С одной стороны, ниже 0,1 мкм существует риск того, что защита подложки от коррозии будет недостаточной. С другой стороны, нет необходимости превышать 20 мкм для того, чтобы достичь уровня коррозионной стойкости, который требуется, в частности, в автомобильной или строительной области. Обычно толщина может быть ограничена 10 мкм для автомобильных применений.
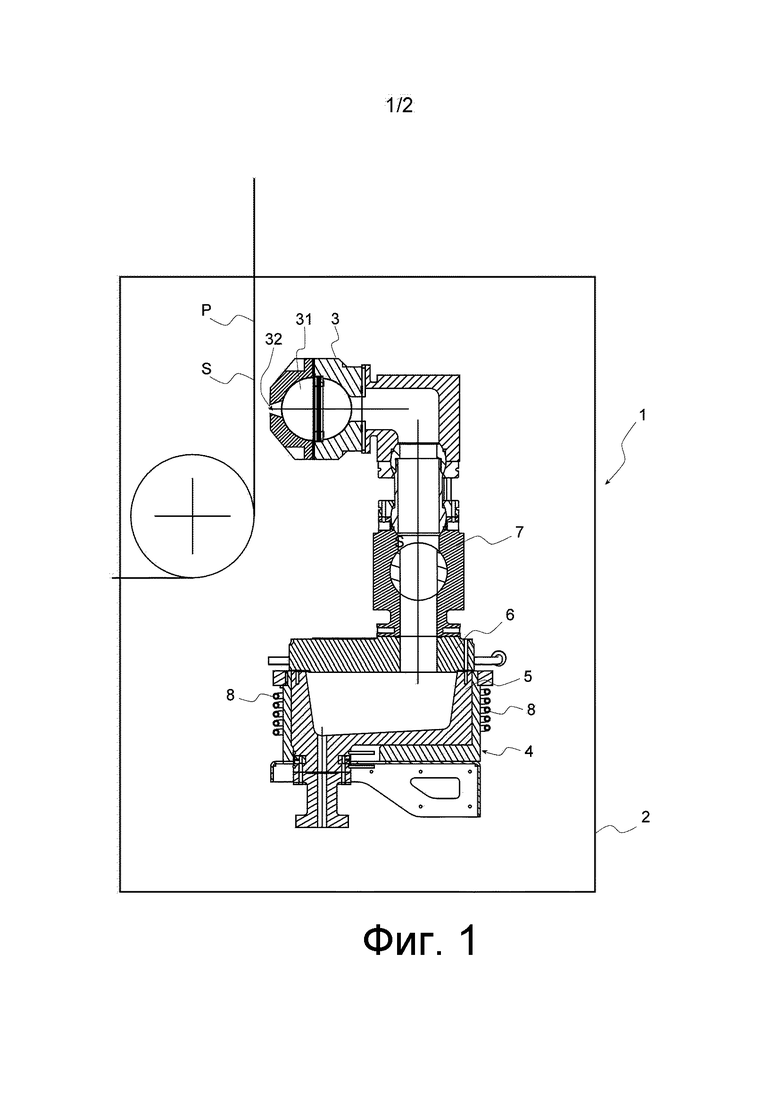
Как показано на фиг. 1, установка 1, в соответствии с изобретением, в первую очередь содержит камеру 2 для осаждения и средство перемещения подложки через камеру.
Эта камера 2 для осаждения является герметично закрывающейся коробкой, в которой, предпочтительно, поддерживается давление 10-8-10-3 бар*. Она имеет входную шлюзовую камеру и выходную шлюзовую камеру (они не показаны), между которыми подложка S, такая как, например, стальная полоса, может перемещаться по заданной траектории Р в направлении перемещения.
Перемещение подложки S может осуществляться любыми подходящими средствами, в зависимости от природы и формы упомянутой подложки. В частности, может использоваться поворотный опорный ролик, на который может опираться стальная полоса.
В камере 2 для осаждения, рядом с лицевой стороной подложки S, на которую необходимо нанести покрытие, имеется устройство 3 для нанесения покрытий струей пара. Это устройство для нанесения покрытий подходит для направления на перемещающуюся подложку S струи паров металлического сплава, выходящих из тигля 4 для испарения.
Устройство 3 для нанесения покрытий струей пара монтируется, непосредственно или нет, на тигле 4 для испарения. Последний подходит для размещения ванны металла или металлического сплава, генерирующей пар, который должен осаждаться на подложке S, и подходит для подачи паров металла в устройство для нанесения покрытий струей пара. Тигель 4 для испарения предпочтительно размещается в камере 2 для осаждения.
Тигель 4 для испарения в основном состоит из емкости 5, крышки 6 и испарительной трубки 7, соединенной с одной стороны с крышкой, а с другой - с устройством 3 для нанесения покрытий струей пара. Предпочтительно, клапан, расположенный между испарителем и эжектором, управляет потоком паров металла. Эти различные детали могут изготавливаться, например, из графита.
Тигель 4 для испарения снабжается нагревательным средством 8, обеспечивающим образование паров металла и их подачу в устройство 3 для нанесения покрытий струей пара. Тигель 4 для испарения предпочтительно обеспечивается индукционным нагревателем, преимуществом которого является более легкое перемешивание и обеспечение однородности состава металлического сплава в ванне.
Устройство 3 для нанесения покрытий струей пара предпочтительно является устройством для нанесения покрытий струей пара со скоростью звука, то есть устройством для нанесения покрытий, генерирующим струю пара со скоростью звука. Этот тип устройства для нанесения покрытий также обычно называют устройством JVD (Jet Vapor Deposition). Читатель может обратиться к патентным заявкам WO97/47782 и WO2009/047333 для более полного описания подробностей этого типа устройства.
Устройство 3 для нанесения покрытий струей пара, предпочтительно, содержит распределительную камеру 31, обеспеченную узким соплом 32 для выпуска пара, длина которого близка к ширине подложки, на которую наносится покрытие. Распределительная камера позволяет пару металла равномерно распределяться по ширине подложки. Фактически, она проходит в поперечном направлении от испарительной трубки 7 по всей ширине траектории Р, т.е. по всей ширине подложки при функционировании установки. Предпочтительно, она проходит параллельно траектории Р, таким образом, чтобы все точки подложки находились на одинаковом расстоянии от устройства для нанесения покрытий струей пара, что дополнительно способствует однородности нанесения покрытия. Предпочтительно, она выполняется в виде трубки, проходящей поперек траектории Р. Эта камера может изготавливаться, например, из графита.
Распределительная камера дополнительно содержит по меньшей мере одно средство 33 повторного нагрева, позиционируемое внутри распределительной камеры, то есть в полости, ограниченной боковыми поверхностями распределительной камеры 31. Это средство позволяет повторно нагревать пар, выходящий из испарительной трубки после того, как он расширился при входе в распределительную камеру. Поэтому оно предотвращает конденсацию в распределительной камере. Средство повторного нагрева проходит по длине распределительной камеры, предпочтительно по всей длине. Предпочтительно, средство выполнено в форме нагревательного патрона. Количество и положение средства повторного нагрева можно отрегулировать для оптимизации повторного нагрева пара.
Сопло 32 для выпуска пара в основном представляет собой щелевое отверстие, которое, предпочтительно, можно регулировать по длине и ширине. Возможность регулировки его ширины позволяет поддерживать струю пара в широком диапазоне температур поверхности испаряемого металла и, следовательно, в широком диапазоне скоростей испарения. Кроме того, возможность адаптации его длины к ширине подложки, на которую наносится покрытие, позволяет свести к минимуму потери испаренного металла.
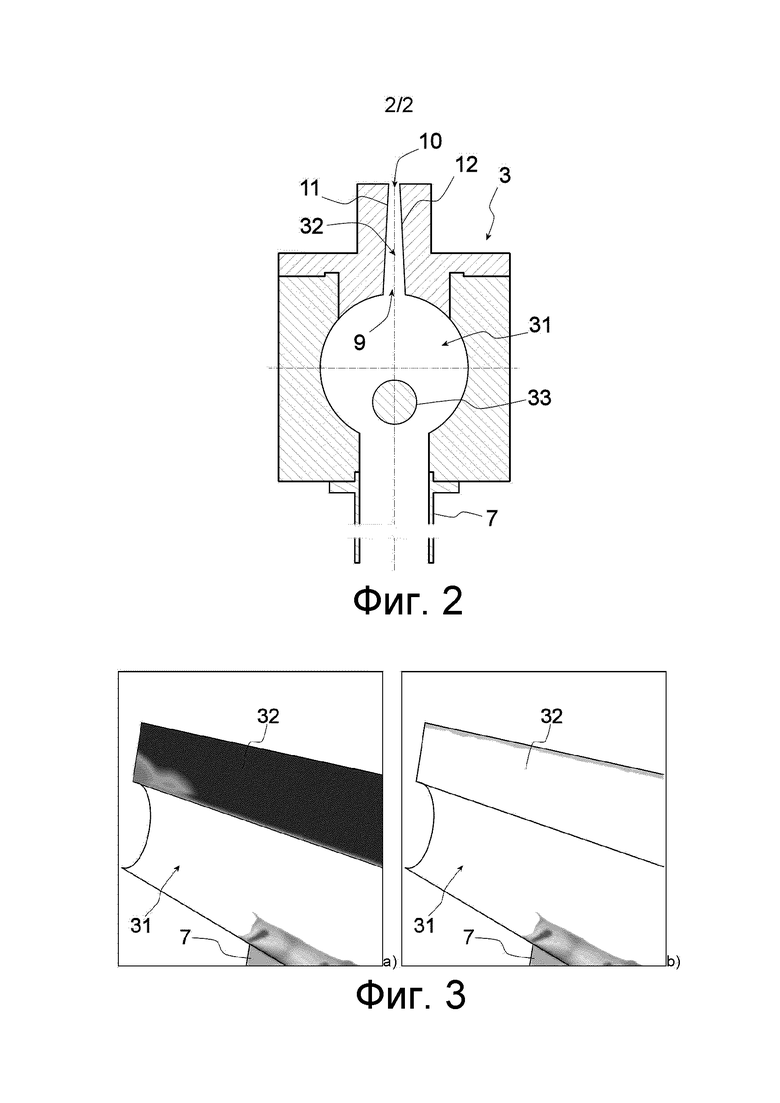
Как показано на фиг. 2, в поперечном сечении по плоскости, перпендикулярной его длине, сопло для выпуска пара содержит нижнее отверстие 9, вырезанное в стенке распределительной камеры 31 таким образом, чтобы соединять сопло для выпуска пара с распределительной камерой, верхнее отверстие 10, через которое пар может выходить в камеру для осаждения, и две боковые поверхности 11, 12, соединяющие нижнее отверстие с верхним отверстием. Верхнее отверстие 10, предпочтительно, располагается в плоскости, параллельной траектории Р, таким образом, чтобы пары металлов или их сплавов более равномерно осаждались на подложке.
Авторы изобретения неожиданно обнаружили, что риск конденсации паров металлов или металлических сплавов в устройстве 3 для нанесения покрытий струей пара и в испарительной трубке 7 эффективно предотвращался, если боковые поверхности 11, 12 сопла 32 для выпуска пара сходились друг к другу в направлении верхнего отверстия. Не связанные какой-либо научной теорией, изобретатели считают, что это ограничение ширины на выходе сопла 32 для выпуска пара имеет эффект локализации звукового удара на выходе сопла 32 для выпуска пара, что предотвращает конденсацию до этой точки.
Фраза «сходятся друг к другу» означает, что ширина верхнего отверстия сопла для выпуска пара меньше, чем ширина его нижнего отверстия. Это никоим образом не ограничивает форму боковых поверхностей. Боковые поверхности могут быть, например, прямыми линиями, изогнутыми линиями или их сочетанием.
В соответствии с первым вариантом изобретения, сопло 32 для выпуска пара в поперечном сечении имеет форму трапеции. В этом случае, учитывая общую форму сопла, это означает, что малое основание трапеции расположено на выходе сопла 32 для выпуска пара. Такое линейное сокращение ширины сопла способствует равномерному и постепенному ускорению струи пара. С промышленной точки зрения эта форма также является хорошим компромиссом между эффективностью и простотой изготовления.
Более предпочтительно, форма сопла 32 для выпуска пара в поперечном сечении представляет собой равнобедренную трапецию, то есть трапецию, в которой боковые поверхности 11, 12 имеют одинаковую длину, а углы основания имеют одинаковую величину. Благодаря зеркальной симметрии, струя пара, выходящая из сопла для выпуска пара, является более равномерной.
Предпочтительно, угол основания имеет значение свыше 60°, а более предпочтительно - свыше 80°. Это помогает сфокусировать струю пара на подложке.
Предпочтительно, соотношение между нижним отверстием 9 и верхним отверстием 10 сопла для выпуска пара составляет 1,6-2,4. Было обнаружено, что это эффективно локализует звуковой удар на выходе из сопла для выпуска пара, минимизируя потери давления, обусловленные формой сопла.
Предпочтительно, соотношение между длиной боковой поверхности и шириной нижнего отверстия составляет 4-8. Благодаря этому соотношению линии потока струи пара успевают стабилизироваться после разрыва на стыке между распределительной камерой 31 и соплом 32 для выпуска пара.
В соответствии со вторым вариантом изобретения, боковые поверхности 11, 12 сопла 32 для выпуска пара экспоненциально сходятся друг другу в направлении верхнего отверстия 10. Фраза «сходятся экспоненциально» означает, что каждая боковая поверхность имеет в поперечном сечении экспоненциальную форму. Эта форма способствует переходу между распределительной камерой и соплом для выпуска пара. Таким образом, линии потока струи пара меньше нарушаются на стыке между распределительной камерой и соплом для выпуска пара.
Предпочтительно, две боковые поверхности 11, 12 имеют одинаковую экспоненциальную форму. Благодаря зеркальной симметрии струя пара, выходящая из сопла для выпуска пара, является более равномерной.
Предпочтительно, угол между нижним отверстием 10 и боковой поверхностью составляет значение более 60° на выходе из сопла для выпуска пара, а более предпочтительно - более 80°. Это помогает сфокусировать струю пара на подложке.
Предпочтительно, соотношение между шириной нижнего отверстия 9 и шириной верхнего отверстия 10 сопла для выпуска пара составляет 1,6-2,4. Было обнаружено, что это эффективно локализует звуковой удар на выходе из сопла для выпуска пара, минимизируя потери давления, обусловленные формой сопла.
Предпочтительно, соотношение между длиной боковой поверхности и шириной нижнего отверстия составляет 4-8. Благодаря этому соотношению, линии потока струи пара успевают стабилизироваться после разрыва на стыке между распределительной камерой и соплом для выпуска пара.
В обоих вариантах ширина верхнего отверстия 10 регулируется в зависимости от скорости потока, необходимой в промышленной установке вакуумного осаждения. Специалист в данной области техники знает, как отрегулировать эту ширину в зависимости от других параметров, управляющих скоростью потока, в частности, на основе численного моделирования.
В обоих вариантах ширина нижнего отверстия 9 и ширина верхнего отверстия 10, предпочтительно, являются постоянными по длине сопла 32 для выпуска пара для того, чтобы способствовать равномерному осаждению паров металла или металлических сплавов на подложке.
Предпочтительно, обе боковые поверхности 11, 12 сопла для выпуска пара нагреваются для того, чтобы ограничить риск конденсации на них паров металлов или металлических сплавов.
Для оценки эффективности установки, содержащей сопло для выпуска пара в соответствии с изобретением, было выполнено численное моделирование.
Модель применялась к установке, содержащей испарительную трубку 7, соединенную с устройством 3 для нанесения покрытий струей пара, содержащим распределительную камеру 31, обеспеченную узким соплом 32 для выпуска пара. В частности, модель применялась на основе следующих значений:
- испаряемый металл: цинк,
- давление на входе в испарительную трубку: 5869 Па,
- температура на входе в испарительную трубку: 953 К,
- температура боковых поверхностей: 1042 К,
- расход цинка: 170 г/с,
- клапан для пара полностью открыт.
На фиг. 3а) иллюстрируются результаты, полученные с соплом 32 для выпуска пара прямоугольного сечения, при этом и нижнее отверстие, и верхнее отверстие составляют 24 мм, а сопло имеет длину 1750 мм.
На фиг. 3b) иллюстрируются результаты, полученные с соплом 32 для выпуска пара, которое в поперечном сечении представляет собой равнобедренную трапецию, нижнее отверстие составляет 48 мм, верхнее отверстие - 24 мм, а боковые поверхности - 100 мм.
На обеих фигурах уровень серого цвета указывает на риск конденсации. Чем темнее, тем выше риск конденсации.
Как видно из сравнения фиг. 3а) и 3b), цинк конденсируется в прямоугольном выходном сопле, в то время как в трапециевидном выходном сопле это не происходит.
Установка, выполненная в соответствии с изобретением, применима, в частности, но не исключительно, для обработки металлических полос, как с предварительно нанесенным покрытием, так и без покрытия. Конечно, процесс в соответствии с изобретением можно использовать для любой подложки с покрытием или без покрытия, такой как, например, алюминиевая полоса, цинковая полоса, медная полоса, стеклянная полоса или керамическая полоса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ВАКУУМНОГО НАНЕСЕНИЯ ПОКРЫТИЯ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ | 2018 |
|
RU2741042C1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ВАКУУМНОГО НАНЕСЕНИЯ ПОКРЫТИЯ | 2017 |
|
RU2706830C1 |
| УСТРОЙСТВО ДЛЯ ВАКУУМНОГО НАНЕСЕНИЯ ПОКРЫТИЯ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ | 2018 |
|
RU2744334C1 |
| ПРОМЫШЛЕННЫЙ ПАРОГЕНЕРАТОР ДЛЯ НАНЕСЕНИЯ НА МЕТАЛЛИЧЕСКУЮ ЛЕНТУ ПОКРЫТИЯ ИЗ СПЛАВА | 2008 |
|
RU2429312C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ И УСТРОЙСТВО ВАКУУМНОГО ОСАЖДЕНИЯ МЕТАЛЛИЧЕСКОГО СПЛАВА | 2008 |
|
RU2456372C2 |
| МЕТАЛЛИЧЕСКАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2018 |
|
RU2764256C2 |
| ПРОМЫШЛЕННЫЙ ГЕНЕРАТОР ПАРА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ СПЛАВА НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ (II) | 2009 |
|
RU2515875C2 |
| ОСНОВНОЙ ИСПАРИТЕЛЬНЫЙ ЭЛЕМЕНТ С СОДЕРЖАЩЕЙ ПОКРЫВАЮЩУЮ ПЛЕНКУ КРЕМНИЕВОЙ ПОДЛОЖКОЙ ДЛЯ ЭЛЕКТРОННОЙ СИГАРЕТЫ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2745644C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОГО ОСАЖДЕНИЯ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ | 2019 |
|
RU2755327C1 |
| УСТАНОВКА ДЛЯ ВАКУУМНОГО ОСАЖДЕНИЯ ПОКРЫТИЙ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ НА ПОДЛОЖКУ | 2019 |
|
RU2755323C1 |
Изобретение относится к оборудованию для нанесения покрытий на подложку. Установка для вакуумного осаждения для непрерывного осаждения на перемещающуюся подложку покрытий, сформированных из металла или металлического сплава, содержит тигель для испарения, выполненный с возможностью подачи паров металла или металлического сплава и содержащий испарительную трубку 7, камеру для осаждения, выполненную с возможностью прохождения подложки по заданной траектории, и устройство 3 для нанесения покрытий струёй пара, соединяющее испарительную трубку 7 с камерой для осаждения, при этом устройство 3 для нанесения покрытий струёй пара дополнительно включает в себя распределительную камеру 31, содержащую по меньшей мере одно средство повторного нагрева 33, расположенное внутри распределительной камеры, и сопло 32 для выпуска пара, содержащее нижнее отверстие 9, соединяющее сопло 32 для выпуска пара с распределительной камерой 31, верхнее отверстие 10, через которое пар может выходить в камеру для осаждения, и две боковые поверхности 11, 12, сходящиеся друг к другу в направлении верхнего отверстия 10. Технический результат изобретения состоит в равномерном распределении паров металла или металлического сплава с предотвращением их конденсации в распределительной камере. 7 з.п. ф-лы, 3 ил.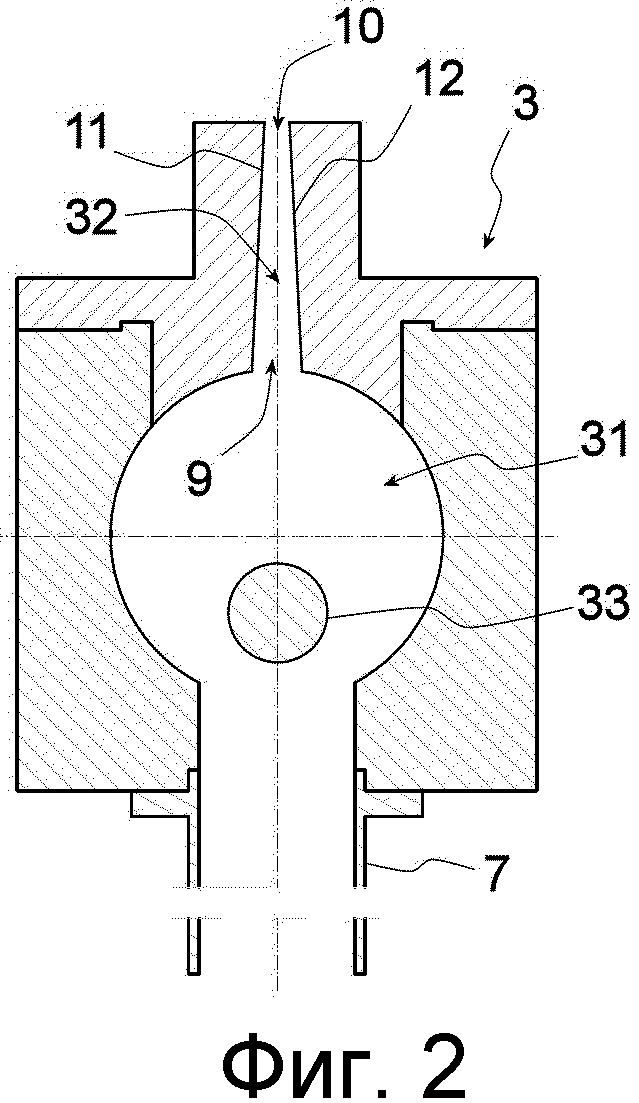
1. Установка (1) для вакуумного осаждения для непрерывного осаждения на перемещающуюся подложку (S) покрытий, сформированных из металла или металлического сплава, при этом установка содержит:
- тигель (4) для испарения, выполненный с возможностью подачи паров металла или металлического сплава и содержащий испарительную трубку (7),
- камеру (2) для осаждения, выполненную с возможностью прохождения подложки (S) по заданной траектории (P), и
- устройство (3) для нанесения покрытий струей пара, соединяющее испарительную трубку с камерой для осаждения,
при этом устройство для нанесения покрытий струей пара дополнительно содержит:
- распределительную камеру (31), проходящую поперечно от испарительной трубки и по всей ширине заданной траектории и содержащую по меньшей мере одно средство (33) повторного нагрева, позиционируемое внутри распределительной камеры, и
- сопло (32) для выпуска пара, содержащее нижнее отверстие (9), соединяющее сопло для выпуска пара с распределительной камерой, верхнее отверстие (10), через которое пар может выходить в камеру для осаждения, и две боковые поверхности (11, 12), соединяющие нижнее отверстие с верхним отверстием, при этом боковые поверхности сопла для выпуска пара сходятся друг к другу в направлении верхнего отверстия.
2. Установка по п.1, в которой сопло для выпуска пара является трапециевидным в поперечном сечении вдоль плоскости, перпендикулярной его длине.
3. Установка по п.2, в которой сопло для выпуска пара представляет собой равнобедренную трапецию в поперечном сечении вдоль плоскости, перпендикулярной его длине.
4. Установка по п.3, в которой угол основания равнобедренной трапеции имеет значение более 60°.
5. Установка по п.1, в которой боковые поверхности (11, 12) сопла (32) для выпуска пара экспоненциально сходятся друг к другу в направлении верхнего отверстия (10).
6. Установка по п.5, в которой угол между нижним отверстием (9) и каждой боковой поверхностью (11, 12) имеет значение более 60° на выходе из сопла для выпуска пара.
7. Установка по любому из пп.1-6, в которой соотношение между шириной нижнего отверстия (9) и шириной верхнего отверстия (10) сопла для выпуска пара составляет 1,6-2,4.
8. Установка по любому из пп.1-7, в которой соотношение между длиной боковой поверхности и шириной нижнего отверстия составляет 4-8.
| Магнитная муфта для соединения лопастного насоса и привода | 1979 |
|
SU909342A1 |
| ХИМИЧЕСКОЕ ОСАЖДЕНИЕ ИЗ ПАРОВОЙ ФАЗЫ ПРИ АТМОСФЕРНОМ ДАВЛЕНИИ | 2005 |
|
RU2421418C2 |
| US 2013189445 A1, 25.07 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ очистки сточных вод от цианидов | 1983 |
|
SU1215307A1 |
| CN 103589997 A, 19.02.2014 | |||
| WO 2018020296 A1, 01.02.2018. | |||

