Изобретение относится к устройству для вакуумного нанесения на подложку покрытий, образованных из металла или металлических сплавов, например, из цинка или магний-цинковых сплавов. Более конкретно, указанное устройство предназначено для нанесения покрытия на стальную полосу, не ограничиваясь данным применением. Изобретение относится также к способу нанесения покрытия на подложку.
Известны различные способы нанесения металлических покрытий, обычно образованных из сплавов, на подложку, например, на стальную полосу. Среди известных способов можно упомянуть нанесение покрытий погружением в расплав, электролитическое осаждение, а также различные способы вакуумного осаждения, такие как вакуумное напыление и магнетронное напыление.
Из патентного документа WO97/47782 известен способ непрерывного нанесения покрытия на стальную подложку, в соответствии с которым струя паров металла, инжектируемая со скоростью более 500 м/с, входит в контакт с подложкой. Для повышения эффективности этого способа соответствующее устройство для вакуумного нанесения покрытия содержит камеру осаждения, внутренние стенки которой приспособлены для нагревания до температуры достаточно высокой, что позволяет предотвратить конденсацию металла или металлических сплавов на этих стенках.
Однако, несмотря на это, наблюдались случаи, когда пары цинка имели тенденцию выходить из камеры осаждения и конденсироваться в устройстве для вакуумного нанесения покрытия снаружи камеры осаждения, что в значительной степени уменьшает эффективность процесса нанесения покрытия и усложняет очистку устройства для вакуумного нанесения покрытия.
В связи с изложенным задача изобретения заключается в устранении недостатков известных в уровне техники устройств и способов за счет создания устройства для вакуумного нанесения покрытия, которое позволяет предотвратить конденсацию паров металла или металлических сплавов снаружи камеры осаждения.
Первым объектом изобретения для решения этой задачи является устройство для непрерывного вакуумного нанесения на движущуюся подложку покрытий, образованных из металла или металлического сплава, при этом устройство содержит вакуумную камеру, через которую подложка способна перемещаться по заданной траектории движения, при этом вакуумная камера дополнительно содержит:
центральный корпус, имеющий входное отверстие для подложки и выходное отверстие для подложки, расположенные на двух противоположных сторонах центрального корпуса, и устройство для нанесения покрытия струей пара, при этом внутренние стенки центрального корпуса приспособлены к нагреванию при температуре, превышающей температуру конденсации паров металла или металлического сплава;
пароотделитель в виде внешнего корпуса, размещенного на выходном отверстии для подложки центрального корпуса, при этом указанный пароотделитель содержит обращенное внутрь отверстие, примыкающее к центральному корпусу, и обращенное наружу отверстие, расположенное с противоположной стороны пароотделителя, причем внутренние стенки пароотделителя приспособлены поддерживаться при температуре ниже температуры конденсации паров металла или металлического сплава.
Устройство в соответствии с изобретением может также характеризоваться перечисленными далее дополнительными особенностями, взятыми по отдельности или в сочетании, а именно:
устройство для вакуумного нанесения покрытий, кроме того, содержит второй пароотделитель, размещенный на входном отверстии для подложки центрального корпуса;
длина пароотделителя в направлении движения подложки составляет от 0,5 до 3,5 ширины подложки;
стенки пароотделителя вокруг обращенного внутрь отверстия перпендикулярны траектории движения подложки;
нижняя и верхняя стенки пароотделителя сближаются в направлении наружу;
пароотделитель имеет, в продольном сечении, форму трапеции, ориентированной в направлении, противоположном центральному корпусу;
внутренние стенки пароотделителя выполнены съемными;
терморегулирование пароотделителя обеспечивается контуром охлаждения, питаемого теплоносителем, выбранным из воды и азота.
Вторым объектом изобретения является способ непрерывного нанесения на движущуюся подложку покрытий, образованных из металла или металлического сплава, при этом способ включает в себя:
первый этап, на котором пары металла выпускают в направлении, по меньшей мере, одной стороны движущейся подложки, и на указанной стороне образуется первый слой металла или металлического сплава за счет конденсации первой части выпускаемых паров, и этот первый этап осуществляют в центральном корпусе, содержащем входное отверстие для подложки, выходное отверстие для подложки, расположенные на двух противоположных сторонах центрального корпуса, и внутренние стенки, нагретые при температуре выше температуры конденсации паров металла или металлического сплава;
второй этап, на котором на указанной стороне подложки формируют второй слой металла или металлического сплава за счет конденсации второй части выпускаемых паров, при этом второй этап осуществляют в пароотделителе, выполненном в виде внешнего корпуса, размещенного на выходном отверстии для подложки центрального корпуса и содержащего внутренние стенки, которые поддерживают при температуре ниже температуры конденсации паров металла или металлического сплава.
Второй этап в соответствии с изобретением может, кроме того, дополнительно осуществляться во втором пароотделителе, размещенном на выходном отверстии для подложки центрального корпуса.
Третьим объектом изобретения является комплект для сборки устройства для непрерывного нанесения на движущуюся подложку покрытий, образованных из металла или металлического сплава, при этом указанный комплект включает в себя:
центральный корпус, содержащий входное отверстие для подложки и выходное отверстие для подложки, расположенные на двух противоположных сторонах центрального корпуса, и выходное отверстие устройства для нанесения покрытия струей пара, при этом внутренние стенки центрального корпуса приспособлены к нагреванию при температуре выше температуры конденсации паров металла или металлического сплава;
пароотделитель в виде внешнего корпуса, приспособленного для размещения на выходном отверстии для подложки центрального корпуса, при этом указанный пароотделитель содержит обращенное внутрь отверстие, примыкающее к центральному корпусу, и обращенное наружу отверстие, расположенное с противоположной стороны пароотделителя, причем внутренние стенки пароотделителя способны поддерживаться при температуре ниже температуры конденсации паров металла или металлического сплава.
В соответствии с приведенными далее пояснениями изобретение основано на дополнении устройства пароотделителем, размещенным на выходном отверстии центрального корпуса так, что пары, выходящие из центрального корпуса, конденсируются как на подложке, так и на внутренних стенках пароотделителя, который, с одной стороны, повышает выход осаждения и, с другой стороны, предотвращает конденсацию паров на стенках вакуумной камеры.
Другие характерные особенности и преимущества изобретения будут описаны более подробно в приведенном далее описании изобретения.
Изобретение будет более понятным из последующего описания со ссылками на сопровождающие чертежи. Следует отметить, что описание приведено лишь в целях пояснения, и его никаким образом не следует рассматривать как ограничивающее изобретение.
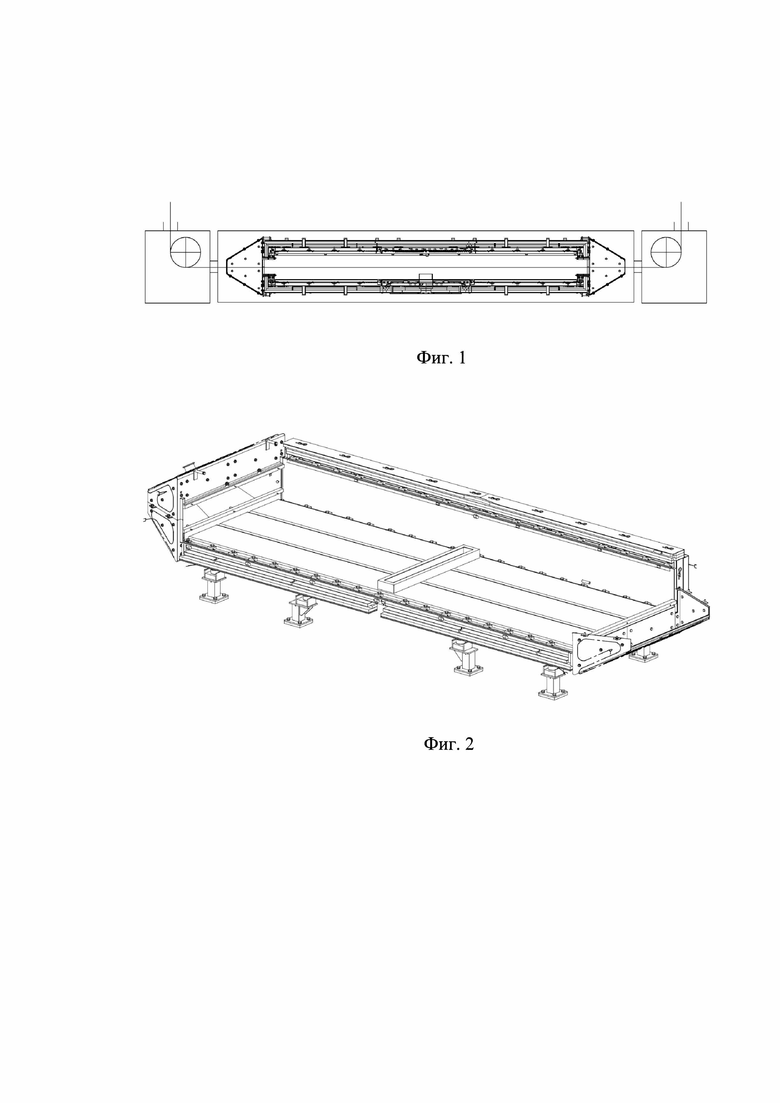
На фиг.1 показано устройство согласно варианту осуществления изобретения, вид в разрезе;
на фиг.2 – вакуумная камера согласно варианту осуществления изобретения, вид, отображающий внутреннюю часть устройства.
Следует отметить, что используемые в настоящем описании понятия «нижний», «ниже», «обращенный внутрь», «внутрь», «обращенный наружу», «наружу, за пределы», «выше по направлению движения», «ниже по направлению движения», относятся к позициям и ориентациям различных составляющих элементов устройства, когда последнее установлено на линии вакуумного нанесения покрытия.
Задача изобретения заключается в нанесении на подложку покрытий, образованных из металла или металлических сплавов. В частности, задача заключается в получении цинковых или магний-цинковых покрытий. Однако способ не ограничивается этими покрытиями, но предпочтительно охватывает любые покрытия на основе одного единственного металла или металлического сплава, элементы которого имеют давления паров при температуре электролита в ванне, которые не отличается более чем на 10%, что облегчает контроль их соответствующего относительного содержания.
Что касается покрытий, то они могут быть образованы из цинка, используемого в качестве основного элемента, и дополнительного элемента (элементов), такого как хром, никель, титан, марганец, магний, кремний и алюминий, взятых по отдельности или в комбинации.
Толщина покрытия предпочтительно находится в интервале от 0,1 до 20 мкм. С одной стороны, при толщине покрытия менее 0,1 мкм защита подложки от коррозии может быть недостаточной. С другой стороны, для того чтобы обеспечить необходимый уровень коррозионной стойкости эта толщина не обязательно должна превышать 20 мкм, в частности, в автомобильной или строительной областях. Обычно при использовании в автомобильной отрасти толщина покрытия может быть ограничена величиной 10 мкм.
Как показано на фиг.1, устройство 1 в соответствии с изобретением содержит, в первую очередь, вакуумную камеру 2 и средства для перемещения подложки через камеру.
Эта вакуумная камера 2 представляет собой герметично уплотненный короб, который поддерживается при давлении в интервале от 10-8 до 10-3 бар. Указанный короб содержит входную шлюзовую камеру и выходную шлюзовую камеру (не показаны), между которыми может перемещаться подложка S, например, стальная полоса, по заданной траектории Р в направлении движения.
Подложка S может быть приспособлена для перемещения с помощью любых подходящих средств, в зависимости от свойств и формы указанной подложки. Может быть использован, в частности, вращающийся опорный ролик 3, несущий стальную полосу.
Вакуумная камера 2 содержит центральный корпус 4. Указанный корпус представляет собой короб, охватывающий траекторию Р движения подложки на заданной длине, как правило на длине от 2 до 8 м. Стенки корпуса ограничивают полость. Корпус содержит два отверстия, т.е. входное отверстие 5 для подложки и выходное отверстие 6 для подложки, размещенные с двух противоположных сторон центрального корпуса. Предпочтительно центральный корпус имеет форму параллелепипеда, ширина которого немного больше ширины подложек, подлежащих покрытию.
Стенки центрального корпуса приспособлены для того, чтобы быть нагретыми. Нагрев может быть обеспечен с помощью любых подходящих средств, таких, например, как индукционный нагреватель, нагреватели сопротивления, пучок электронов. Указанные средства нагревания приспособлены для нагревания внутренних стенок центрального корпуса до температуры достаточно высокой, чтобы предотвратить конденсацию на них паров металла или металлического сплава. Предпочтительно стенки центрального корпуса приспособлены для нагревания до температуры выше температуры конденсации металлических элементов, образующих наносимое покрытие, обычно до температуры выше 500°С, например, в интервале от 500°С до 700°С так, чтобы предотвратить конденсацию паров цинка или паров магний-цинкового сплава. Благодаря таким средствам нагрева внутренние стенки центрального корпуса не засоряются, и отсутствует необходимость в частом прекращении работы устройства для его очистки.
Как показано на фиг.2, в центральном корпусе 4, кроме того, размещено устройство 7 для нанесения покрытия струей пара, предпочтительно установленное на одной стороне центрального корпуса, ориентированной параллельно траектории движения подложки, вблизи поверхности подложки S, подлежащей покрыванию. Упомянутое устройство для нанесения покрытия приспособлено для напыления паров металла или металлического сплава на движущуюся подложку S. Устройство для нанесения покрытия предпочтительно содержит выходную камеру, содержащую узкое отверстие 71 для выпуска паров, длина которого близка к ширине покрываемой подложки.
Отверстие 71 для выпуска паров может иметь подходящую форму, например, форму щели, которая может быть выполнена, например, с регулируемой длиной и шириной. Возможность приспосабливания длины щели к ширине подложки, на которую наносится покрытие, позволяет минимизировать потери испаренного металла.
Устройство для нанесения покрытия представляет собой устройство для нанесения покрытия струей пара, выпускаемой со скоростью звука, т.е. устройство, способное генерировать струю пара со скоростью звука. Такой тип устройства для нанесения покрытий также обычно именуется JVD (Jet Vapor Deposition – струйное нанесение покрытий осаждением паров) устройством.
Более полное описание одного варианта устройства такого типа приведено в патентном документе WO97/47782. Устройство для нанесения покрытий может быть присоединено к любому виду генератора металлических паров, такому, например, как испарительный тигель с индукционным нагревом или генератор паров с магнитной левитацией.
Предпочтительно центральный корпус заключен в изоляционные панели, которые снаружи охвачены охлаждающими панелями. Это обеспечивает уменьшение тепловых потерь в вакуумной камере 2 и улучшение энергетической эффективности процесса, осуществляемого в центральном корпусе.
Благодаря описанной конструкции центрального корпуса, в частности, средств нагрева и устройства 7 для нанесения покрытий струей пара, пары металла или металлического сплава выпускаются в направлении, по меньшей мере, одной стороны подложки, и первый слой металла или металлического сплава формируется на этой стороне за счет конденсации первой части выпущенного пара, при отсутствии конденсации пара на внутренних стенках центрального корпуса.
Вакуумная камера 2, кроме того, содержит пароотделитель 8 в виде внешнего корпуса, размещенного на выходном отверстии 6 для подложки центрального корпуса 4, т.е. размещенного ниже по ходу движения относительно центрального корпуса в направлении движения подложки.
Предпочтительно вакуумная камера 2, кроме того, содержит второй пароотделитель 8 в виде внешнего корпуса, размещенного на входном отверстии 5 для подложки центрального корпуса 4, т.е. размещенного выше по ходу движения относительно центрального корпуса в направлении движения подложки.
Каждый пароотделитель 8 представляет собой короб, охватывающий траекторию движения подложки на заданной длине в направлении движения, обычно на длине в интервале от 0,2 до 7 м, например, на длине, составляющей от 0,5 до 3,5 ширины подложки. Стенки пароотделителя ограничивают полость. Пароотделитель содержит отверстие 9, обращенное внутрь, и отверстие 10, обращенное наружу, которые расположены на двух противоположных сторонах пароотделителя и обеспечивают возможность входа и выхода подложки из пароотделителя. Обращенное внутрь отверстие 9 примыкает к центральному корпусу, в то время как отверстие 10, обращенное наружу, находится с противоположной стороны.
Стенки пароотделителя приспособлены для терморегулирования. Терморегулирование может быть осуществлено с помощью любых подходящих средств, таких, например, как контур охлаждения, в котором циркулирует теплоноситель, например, вода или азот. Указанные средства терморегулирования приспособлены для поддерживания внутренних стенок пароотделителя при температуре достаточно низкой, что способствует конденсации паров металла или металлических сплавов на внутренних стенках, обычно при температуре ниже 100°С. Благодаря этим средствам терморегулирования пары металла или металлических сплавов, которые выходят из центрального корпуса, улавливаются и не выпускаются в вакуумную камеру, которая противном случае может быть засорена.
Благодаря наличию пароотделителя 8 часть выпущенных паров, которая не сконденсировалась на подложке в центральном корпусе 4, после выхода из центрального корпуса улавливается в полости небольшого размера по сравнению с внутренней полостью вакуумной камеры 2, что облегчает очистку устройства. Кроме того, выпущенные пары этой части располагают немного большим промежутком времени для конденсации и осаждения на подложке в виде второго слоя металла или металлического сплава, что повышает эффективность процесса нанесения покрытия за счет увеличения количества осажденных паров.
Каждый пароотделитель 8 находится в контакте с центральным корпусом 4. При этом обращенные внутрь отверстия 9 первого пароотделителя и второго пароотделителя выровнены с входным отверстием 5 для подложки центрального корпуса и выходным отверстием 6 для подложки центрального корпуса, соответственно, в результате чего образуется соответствующий канал, соединяющий центральный корпус с каждым пароотделителем.
В соответствии с одним вариантом изобретения пароотделитель имеет прямоугольную форму.
Предпочтительно стенки пароотделителя вокруг обращенного внутрь отверстия перпендикулярны траектории Р движения подложки. Благодаря такому расположению эти стенки находятся на максимально возможном расстоянии от упомянутых отверстий 5, 6 центрального корпуса, что уменьшает опасность засорения отверстий вследствие осаждения металла на холодных стенках пароотделителя вблизи отверстий. Благодаря такому расположению пар, поступающий в пароотделитель, кроме того, более предпочтительно конденсируются на подложке, а не на этих стенках, что дополнительно повышает эффективность процесса нанесения покрытия. Предпочтительно расстояние между нижней и верхней стенками пароотделителя уменьшается в направлении наружу, т.е. высота обращенной наружу стенки меньше высоты обращенной внутрь стенки. В результате пары захватываются более эффективно прежде, чем достигнут отверстия 10, обращенного наружу.
Более предпочтительно пароотделитель 8 имеет в продольном сечении трапецеидальную форму, при этом трапеция сужается в направлении противоположном расположению центрального корпуса. В такой конструкции основание трапеции расположено вертикально и прилегает к центральному корпусу. За счет такого расположения основания стенки пароотделителя вокруг отверстия центрального корпуса находятся на допустимо максимальном расстоянии от отверстия, что дополнительно уменьшает опасность засорения отверстия вследствие осаждения металла на холодных стенках пароотделителя, находящихся в непосредственной близости от отверстия. При такой конструкции края трапеции сближаются в направлении наружу, что позволяет захватить как можно большее количество паров до выхода этих паров через обращенное наружу отверстие 10.
В соответствии с одним вариантом осуществления изобретения внутренние стенки пароотделителя 8 выполнен съемными для того чтобы облегчить их очистку. Вместо остановки технологической линии осаждения покрытия на продолжительный период времени для очистки устройства, засоренные внутренние стенки могут быть быстро удалены и заменены очищенными внутренними стенками.
На устройстве вакуумного нанесения покрытия были проведены испытания, чтобы оценить эффективность устройства, содержащего два пароотделителя, при испарении цинка.
Количество испаренного цинка определяли путем взвешивания испарительного тигеля, питающего устройство для нанесения покрытий струей паров, до и после проведения испытания. Количество осажденного цинка получено при контактировании пароотделителей с кислым раствором для растворения цинка. Растворенное количество затем измеряли с помощью индуктивно связанной плазмы. Отсутствие цинка, осажденного в вакуумной камере, было установлено визуально.
Первый опыт, проведенный со стальной подложкой шириной 500 мм, с выпускным отверстием 71 для паров, ширина которого была на 10 мм больше ширины стальной подложки с каждой её стороны, при давлении 10-1 мбар, показал, что при испарении 13,5 кг цинка в пароотделителе было осаждено 1,835 г цинка и отсутствовало осаждение цинка в вакуумной камере. Это соответствует выходу осаждения 99,99%.
Второй опыт, проведенный со стальной подложкой шириной 300 мм в менее благоприятных условиях, т.е. с выпускным отверстием для паров на 50 мм шире, чем ширина стальной подложки с каждой стороны подложки при давлении 10-1 мбар, показал, что при испарении 10,5 кг цинка в обращенном внутрь отверстии 9 пароотделителя было осаждено 4,915 г цинка и отсутствовало осаждение цинка в вакуумной камере. Это соответствует выходу осаждения 99,95%.
Сравнительное испытание, проведенное на устройстве в таких же условиях без пароотделителей, показало, что выход осаждения составляет 99,5%. Несмотря на указанную достаточно высокую величину, такой выход осаждения не может быть приемлемым на линии промышленной установки, поскольку количество осажденного цинка, за час работы промышленной установки, может составлять 6 кг, иначе говоря, после двухнедельной производственной кампании масса осажденного цинка составляет 2 тонны. Такому выходу осаждения соответствует выход нарастания 0,5%, что от 10 до 50 раз больше, чем выход нарастания, наблюдаемый при осуществлении изобретения.
Устройство в соответствии с изобретением применимо, в частности, но не только, к обработке металлических полос, независимо от того, были они покрыты предварительно или совсем не покрыты. Способ в соответствии с изобретением может быть, безусловно, использован для любых покрытых или непокрытых подложек, таких, например, как алюминиевая полоса, цинковая полоса, медная полоса, стеклянная полоса или полоса из керамики.
Группа изобретений относится к устройству для непрерывного вакуумного нанесения на движущуюся подложку покрытий, образованных из металла или металлического сплава, способу нанесения указанных покрытий и комплекту для сборки указанного устройства. Упомянутое устройство содержит вакуумную камеру и средства перемещения подложки через вакуумную камеру вдоль заданного пути. Вакуумная камера содержит центральный корпус, имеющий входное и выходное отверстия для подложки, расположенные на двух противоположных сторонах центрального корпуса, и устройство для нанесения покрытия струей пара. Внутренние стенки центрального корпуса приспособлены для нагревания при температуре выше температуры конденсации паров металла или металлического сплава. Пароотделитель в виде внешнего корпуса размещен на выходном отверстии для подложки центрального корпуса. Внутренние стенки пароотделителя приспособлены поддерживаться при температуре ниже температуры конденсации паров металла или металлического сплава. Обеспечивается предотвращение конденсации паров металла или металлических сплавов снаружи камеры осаждения, уменьшается опасность засорения отверстия центрального корпуса вследствие осаждения металла на холодных стенках пароотделителя. 3 н. и 8 з.п. ф-лы, 2 ил.
1. Устройство (1) для непрерывного вакуумного нанесения на движущуюся подложку (S) покрытий, образованных из металла или металлического сплава, содержащее вакуумную камеру (2), через которую способна перемещаться подложка (S) по заданной траектории (Р), при этом вакуумная камера дополнительно содержит:
центральный корпус (4), имеющий входное отверстие (5) для подложки и выходное отверстие (6) для подложки, расположенные на двух противоположных сторонах центрального корпуса, и устройство (7) для нанесения покрытия струей пара, при этом внутренние стенки центрального корпуса приспособлены к нагреванию при температуре, превышающей температуру конденсации паров металла или металлического сплава;
пароотделитель (8) в виде внешнего корпуса, размещенного на выходном отверстии (6) для подложки центрального корпуса, содержащий обращенное внутрь отверстие (9), примыкающее к центральному корпусу, и обращенное наружу отверстие (10), расположенное с противоположной стороны пароотделителя, причем внутренние стенки пароотделителя приспособлены поддерживаться при температуре ниже температуры конденсации паров металла или металлического сплава.
2. Устройство для вакуумного нанесения покрытий по п.1, дополнительно содержащее второй пароотделитель (8), размещенный на входном отверстии (5) для подложки центрального корпуса.
3. Устройство для вакуумного нанесения покрытий по п.1 или 2, в котором длина пароотделителя (8) в направлении движения подложки составляет от 0,5 до 3,5 ширины подложки.
4. Устройство для вакуумного нанесения покрытий по любому из пп. 1-3, в котором стенки пароотделителя (8) вокруг обращенного внутрь отверстия (9) расположены перпендикулярно траектории (Р) движения подложки.
5. Устройство для вакуумного нанесения покрытий по любому из пп. 1-4, в котором нижняя и верхняя стенки пароотделителя сближаются в направлении наружу.
6. Устройство для вакуумного нанесения покрытий по любому из пп. 1-5, в котором пароотделитель (8) имеет в продольном сечении форму трапеции, ориентированной в направлении, противоположном центральному корпусу (4).
7. Устройство для вакуумного нанесения покрытий по любому из пп. 1-6, в котором внутренние стенки пароотделителя (8) выполнены съемными.
8. Устройство для вакуумного нанесения покрытий по любому из пп. 1-7, в котором терморегулирование пароотделителя (8) осуществляется с помощью контура охлаждения, питаемого теплоносителем, выбранным из воды и азота.
9. Способ непрерывного нанесения на движущуюся подложку (S) покрытий, образованных из металла или металлического сплава, при этом способ включает:
первый этап, на котором пары металла выпускают в направлении по меньшей мере одной стороны движущейся подложки, и на указанной стороне образуется первый слой металла или металлического сплава за счет конденсации первой части выпускаемого пара, и этот первый этап осуществляют в центральном корпусе (4), содержащем входное отверстие (5) для подложки и выходное отверстие (6) для подложки, расположенные на двух противоположных сторонах центрального корпуса, и внутренние стенки, нагретые при температуре выше температуры конденсации паров металла или металлического сплава;
второй этап, на котором на указанной стороне формируют второй слой металла или металлического сплава за счет конденсации второй части выпускаемого пара, при этом второй этап осуществляют в пароотделителе (8), выполненном в виде внешнего корпуса, размещенного на выходном отверстии (6) для подложки центрального корпуса и содержащего внутренние стенки, которые поддерживают при температуре ниже температуры конденсации паров металла или металлического сплава.
10. Способ по п.9, в котором второй этап дополнительно осуществляют во втором пароотделителе (8), размещенном на входном отверстии (5) центрального корпуса.
11. Комплект для сборки устройства для непрерывного вакуумного нанесения на движущуюся подложку (S) покрытий, образованных из металла или металлического сплава, включающий:
центральный корпус (4), содержащий входное отверстие (5) для подложки и выходное отверстие (6) для подложки, расположенные на двух противоположных сторонах центрального корпуса, и выпускное отверстие (71) для паров устройства (7) для нанесения покрытия струей пара, при этом внутренние стенки центрального корпуса приспособлены для нагревания при температуре выше температуры конденсации паров металла или металлического сплава;
пароотделитель (8) в виде внешнего корпуса, приспособленного для размещения на выходном отверстии (6) для подложки центрального корпуса, содержащего обращенное внутрь отверстие (9), примыкающее к центральному корпусу, и обращенное наружу отверстие (10), расположенное с противоположной стороны пароотделителя, при этом внутренние стенки пароотделителя приспособлены поддерживаться при температуре ниже температуры конденсации паров металла или металлического сплава.
| US 20120291708 A1, 22.11.2012 | |||
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ | 2008 |
|
RU2471015C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОДЛОЖКУ | 2006 |
|
RU2388846C2 |
| WO 1997047782 A1, 18.12.1997 | |||
| US 20110142746 A1, 16.06.2011. | |||

