Изобретение относится к плазменной горелке, в частности к плазменному резаку.
Плазма является термически сильно нагретым электропроводящим газом, состоящим из положительных и отрицательных ионов, электронов и возбужденных и нейтральных атомов и молекул. В качестве плазмообразующего газа используются различные газы, например, одноатомный аргон, и/или двухатомные газы, такие как водород, азот, кислород или воздух. Эти газы ионизируются и диссоциируются энергией электрической дуги. Электрическая дуга, ограниченная соплом, называется плазменной струей. Параметры плазменной струи могут сильно зависеть от конструкции сопла и электрода. Эти параметры плазменной струи представляют собой, например, диаметр струи, температуру, плотность энергии и скорость потока газа.
Во время плазменной резки плазма, как правило, ограничена соплом, которое может охлаждаться с помощью газа или воды. Таким образом, может быть достигнута плотность энергии до 2×106 Вт/см2. Температуры, возникающие в плазменной струе, имеют значения до 30000°С, что, в сочетании с высокой скоростью газового потока, обеспечивает очень большие скорости резки материалов.
Плазменные горелки обычно состоят из наконечника и ствола. Электрод и сопло крепятся в наконечнике горелки. Плазмообразующий газ протекает между ними и выходит через отверстие сопла. Плазмообразующий газ обычно направляется через направляющую для газа, установленную между электродом и соплом, которая может быть приведена во вращение.
Современные плазменные горелки также имеют подводящий канал для вторичной среды, либо газа, либо жидкости. Сопло также окружено защитным колпачком. Сопло закреплено, в частности, в случае плазменных горелок с жидкостным охлаждением, крышкой сопла, как описано, например, в патентном документе Германии №102004049445 А1. Охлаждающая среда протекает между крышкой сопла и соплом. Вторичная среда затем протекает между соплом или колпачком сопла и защитным колпачком сопла и выходит из отверстия защитного колпачка сопла. Указанная вторичная среда влияет на плазменную струю, образованную дугой и плазмообразующим газом. Указанная вторичная среда может приводиться во вращение направляющей для газа, которая расположена между соплом или колпачком сопла и защитным колпачком сопла.
Защитный колпачок сопла защищает сопло и колпачок сопла от нагрева или распыления расплавленного металла заготовки, в частности, во время обработки с врезной подачей плазменной струи в материал разрезаемой заготовки. Кроме того, указанный защитный колпачок сопла создает определенную атмосферу вокруг плазменной струи во время резки.
Например, в качестве вторичного газа часто используется азот для того, чтобы во время плазменной резки легированных сталей предотвращать контакт кислорода, который присутствует в окружающем воздухе, с горячими кромками и их окисление. Кроме того, азот приводит к тому, что поверхностное натяжение расплава снижается и, таким образом, он более эффективно вытесняется из разреза. Образуются разрезы без заусенцев.
Также с использованием кислорода в качестве плазмообразующего газа для резки конструкционных сталей, различные эффекты в отношении качества резки могут быть достигнуты с помощью различных составов вторичного газа, как описано в патентном документе Германии №102006018858 А1, например, различных фракций азота и кислорода.
Также известно изменение состава вторичного газа между отдельными операциями резки, чтобы сначала вырезать маленькие отверстия, а затем вырезать большие контуры. Здесь переключение осуществляется в период времени, в который резка не выполняется.
Известны также устройства, в которых клапаны, предпочтительно клапаны с электромагнитным управлением, переключают или регулируют вторичную среду. Они расположены в соединительном блоке между газовыми шлангами плазменной горелки и шлангами подачи газа для источника газа.
Недостатками известного уровня техники являются:
- невозможность быстро активировать и деактивировать вторичную среду,
- невозможность быстро переключиться с одной вторичной среды на другую,
- во время процесса резки, невозможность быстро реагировать на изменения путем переключения вторичной среды, например, во время начала резки, обработки с врезной подачей, прорезания, во время процесса резки, при пересечении разреза или в конце резки,
- невозможность быстро переключаться между двумя процессами резки.
Причиной этого являются линии между клапанами и плазменной горелкой. Это особенно важно, если необходимо переключаться между различными вторичными средами, например, окисляющим (кислород, воздух) и неокисляющим газом или газовой смесью. Переключение между жидкостью (например, водой, эмульсией, маслом, аэрозолем) и газом также имеет решающее значение, поскольку при использовании общего подводящего канала, например, шланга, газ должен сначала продуть всю оставшуюся в нем жидкость. Это может занять несколько сот миллисекунд.
Установка клапанов на ствол плазменной горелки является неблагоприятной для крепления в направляющей системе и особенно вредна для поворотных узлов.
Поэтому целью изобретения является определение возможностей улучшения условий подачи вторичной среды при деактивации, переключении или изменениях в управляемой или регулируемой работе плазменной горелки.
В плазменной горелке, выполненной в соответствии с изобретением, в частности плазменного резака, по меньшей мере одна вторичная среда направляется по меньшей мере одним подводящим каналом через корпус плазменной горелки к отверстию защитной крышки сопла и/или к дополнительным отверстиям, которые выполнены в защитном колпачке сопла. Непосредственно внутри корпуса плазменной горелки в указанном по меньшей мере одном подводящем канале выполнен по меньшей мере один клапан для открытия и закрытия подводящего канала.
Подводящий канал преимущественно может быть разделен на по меньшей мере два параллельных подводящих канала, через которые вторичная среда протекает в направлении отверстия защитного колпачка сопла и/или других отверстий, при этом также установлены по меньшей мере два клапана, каждый из которых выполнен с возможностью активации отдельно от другого, предназначенные для открытия и закрытия соответствующего разделенного подводящего канала, так что один из клапанов может самостоятельно открывать подводящий канал для вторичной среды, чтобы вторичная среда проходила через оба разделенных подводящих канала одновременно, или для переключения от одного к другому разделенному подводящему каналу.
По меньшей мере в одном из разделенных подводящих каналов можно использовать отверстие, дроссель или элемент, который изменяет свободное поперечное сечение соответствующего подводящего канала относительно свободного поперечного сечения соответствующего другого разделенного подводящего канала, так что в разделенных подводящих каналах могут быть реализованы разные сопротивления потока для вторичной среды, а также разные скорости потока и давления вторичной среды.
Особенно предпочтительно, чтобы по меньшей мере два подводящих канала для двух разных вторичных сред могли проходить через корпус плазменной горелки к отверстию защитного колпачка сопла и/или могли быть направлены к дополнительным отверстиям, которые выполнены в защитном колпачке сопла, при этом в подводящих каналах для каждого вторичного носителя внутри корпуса может быть установлен по меньшей мере один клапан для открытия и закрытия соответствующего подводящего канала.
Подводящие каналы должны быть выполнены таким образом, чтобы объединение разделенных подводящих каналов для одной вторичной среды или объединение подводящих каналов для разных вторичных сред происходило внутри корпуса плазменной горелки, внутри плазменной головки, в пространстве, образованном соплом или колпачком сопла и защитным колпачком сопла, а место слияния потоков вторичной среды из разделенных подводящих каналов осуществлялось до и/или во время или после прохождения через направляющую для газа плазменной горелки. Соответственно, слияние должно происходить внутри корпуса или внутри плазменной головки.
На направляющей для газа должно быть выполнено не менее двух отверстий или двух групп отверстий, которые направляют соответствующую вторичную среду / среды. С помощью этих отверстий может быть достигнуто целевое влияние на вторичные среды, выходящие из отверстий. Для этого отверстия могут иметь свободные поперечные сечения различного размера и геометрической формы и/или могут быть ориентированы в разных осевых направлениях. Отверстия разных групп могут быть расположены радиально смещенными относительно друг друга. Кроме того, количество отверстий может в отдельных группах может быть выбрано различным.
Клапаны, расположенные внутри корпуса, могут приводиться в действие электрически, пневматически или гидравлически и, особенно предпочтительно, могут быть выполнены в виде осевых клапанов.
Клапаны, расположенные в корпусе, должны иметь максимальный наружный диаметр или максимальную среднюю диагональ поверхности, равную 15 мм, предпочтительно не более 11 мм и/или максимальную длину 50 мм, предпочтительно не более 40 мм, особенно предпочтительно не более 30 мм, и/или максимальный наружный диаметр корпуса должен составлять 52 мм и/или максимальный наружный диаметр клапанов должен составлять не более 1/4, предпочтительно не более 1/5 от наружного диаметра или максимальной средней диагонали поверхности корпуса, и/или для своей работы должны потреблять максимальную электрическую мощность 10 Вт, предпочтительно 3 Вт, особенно предпочтительно 2 Вт.
В случае одного или нескольких электрически приводимых в действие клапанов, соответствующая вторичная среда или плазмообразующий газ должны протекать через обмотку катушки (S), чтобы реализовать охлаждающий эффект.
Преимущественно, плазменная горелка может быть выполнена в виде быстросменной горелки, в которой ствол выполнен с возможностью отделения от наконечника плазменной горелки. Таким образом, можно быстро и легко перейти на разные задачи обработки.
В дополнение к отверстию защитного колпачка сопла или к держателю защитного колпачка сопла, защитный колпачок сопла должен иметь по меньшей мере одно отверстие, через которое протекает по меньшей мере часть вторичной среды. Когда имеется несколько отверстий, в каждом случае одна вторичная среда может выходить через одно или несколько выбранных отверстий в направлении поверхности заготовки. Однако, как уже говорилось, также возможно, чтобы вторичная среда вытекала через одну группу отверстий, и чтобы другая вторичная среда могла вытекать через отверстия, присвоенные другой группе. Также возможно выполнить по меньшей мере одно отверстие, через которое может выходить смесь вторичной среды, образованная из двух различных вторичных сред.
Можно использовать газообразные и/или жидкие вторичные среды. Это могут быть два разных газа, например, выбранные из кислорода, азота и инертного газа, две разные жидкости, например, выбранные из воды, эмульсии, масла и аэрозоля, или же газообразная и жидкая вторичная среда. Однако также можно использовать две смеси вторичных сред, каждая из которых образована из одних и тех же газов и/или жидкостей, и при этом только доли вторичных сред, образующих соответствующую смесь, отличаются друг от друга. Это может быть, например, другая доля кислорода, содержащаяся в смеси вторичных сред.
Клапан(ы), который(е) расположен(ы) в подводящих каналах для вторичной среды, должен(ы) быть открыт(ы), когда по меньшей мере часть электрического тока резки проходит через заготовку, так что в этом рабочем состоянии вторичная среда может вытекать из плазменной горелки в направлении поверхности заготовки. В период времени, в котором образуется вспомогательная дуга, клапан(ы) должен(ы) оставаться закрытым(и). Это может быть достигнуто с помощью контроллера, который предпочтительно подключен к базе данных.
Во время обработки с врезной подачей плазменной струи в материал заготовки в качестве вторичной среды может использоваться жидкость или смесь газ-жидкость, а для резки в качестве вторичной среды может использоваться газ или газовая смесь.
Клапан(ы), который расположен(ы) в подводящем канале для вторичной среды, должен быть открыт таким образом, чтобы вторичная среда вытекала из отверстия защитного колпачка сопла как можно раньше, в тот момент, когда во время обработки с врезной подачей в заготовку, заготовка была прорезана не менее чем на 1/3, предпочтительно наполовину, а в идеале полностью.
По меньшей мере один клапан, который расположен в подводящем канале для вторичной среды, должен иметь возможность активироваться, деактивироваться во время начала резки, между двумя участками резки, при пересечении разреза F или в конце резки. Также имеется возможность переключения двух клапанов, которые расположены в двух разных подводящих каналах для вторичной среды, при начале или во время этих задач обработки. То есть, до настоящего времени открытый клапан может быть закрыт, а до настоящего времени закрытый клапан может быть открыт.
После начала резки с помощью плазменной струи может быть выполнен врезной или начальный проход.
Во время вырезания контура могут быть изменены параметры вторичной среды (как описано выше), при этом по меньшей мере один дополнительный параметр процесса плазменной резки может быть изменен. Это изменение может, например, представлять собой адаптацию электрических параметров, адаптацию скорости продвижения, объемного потока, расстояния между плазменной горелкой и поверхностью заготовки и/или состава плазмообразующего газа. Для этой цели все параметры могут быть сохранены в базе данных и использованы таким образом, что возможна автоматическая работа с помощью контроллера плазменной горелки. В дополнение к упомянутым параметрам, также в базе данных могут иметься и быть использованы параметры для соответствующей обработки заготовки.
Изобретение объяснено на примере ниже. Отдельные признаки, показанные на чертежах и поясненные в связи с ними, могут быть объединены друг с другом независимо от соответствующего примера или соответствующего чертежа.
На чертежах:
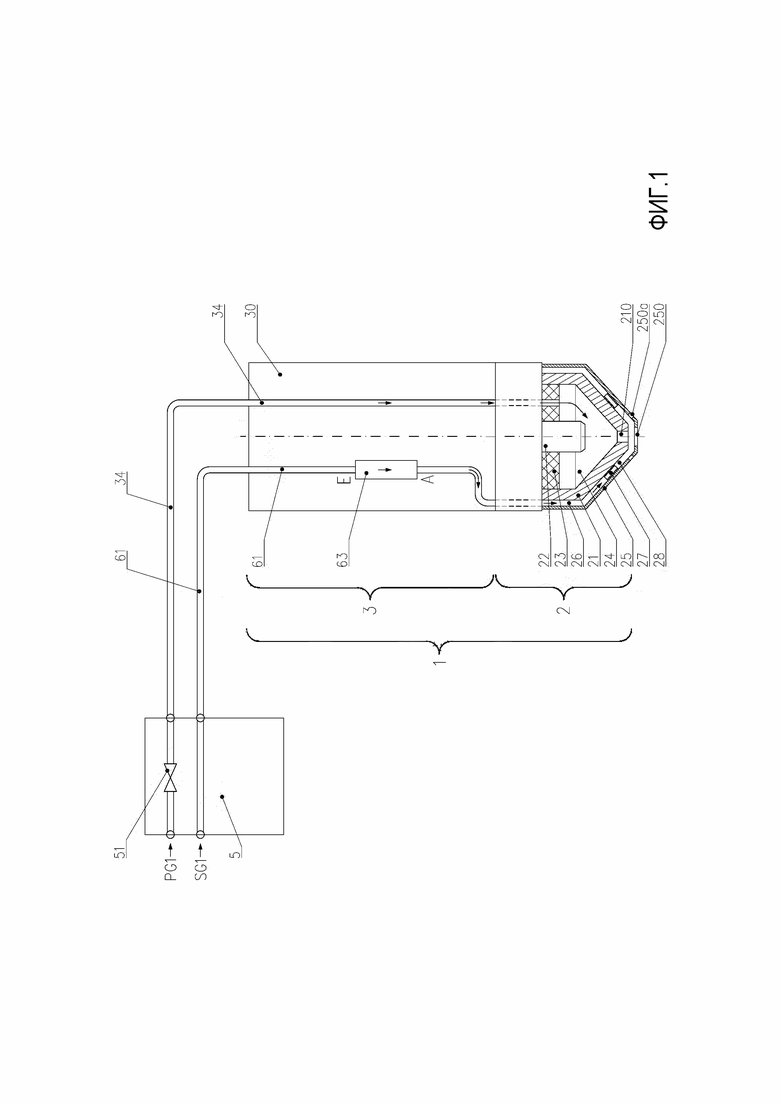
Фиг. 1 схематически изображает вид в разрезе примера предложенной плазменной горелки, с подводящим каналом для вторичной среды, имеющим клапан, и с подводящим каналом для плазмообразующего газа,
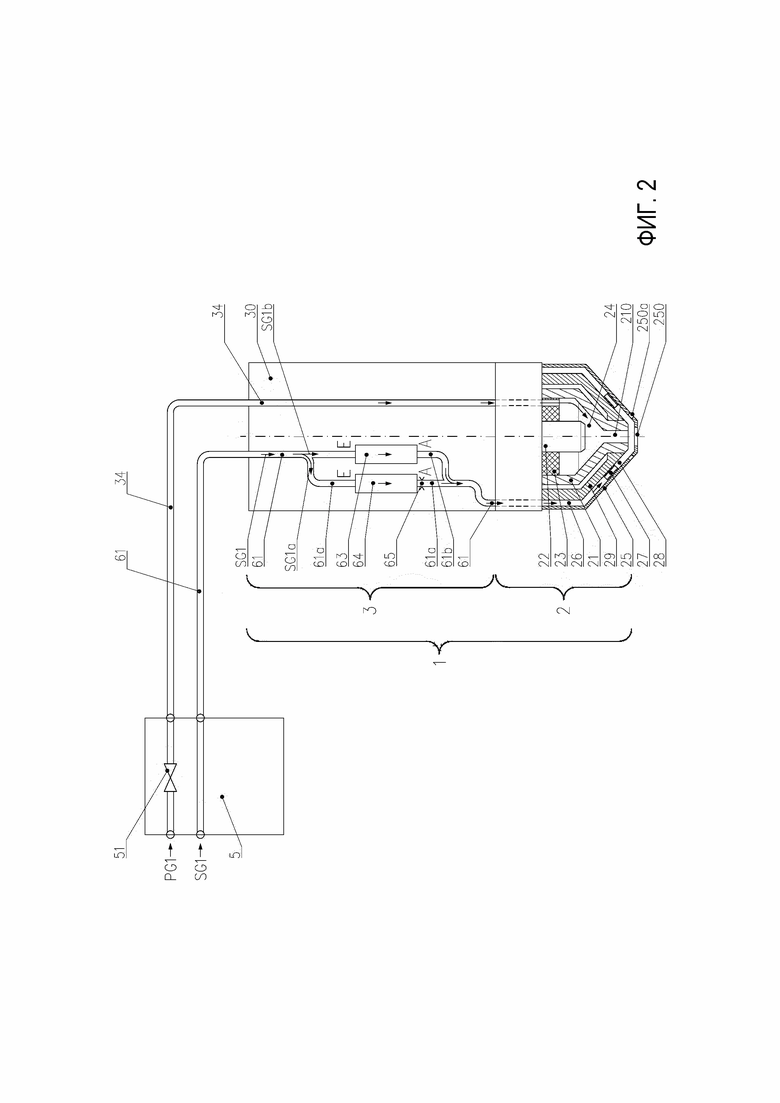
Фиг.2 схематически изображает вид в разрезе примера предложенной плазменной горелки с подводящим каналом для вторичной среды, имеющим клапан, и с подводящим каналом для плазмообразующего газа,
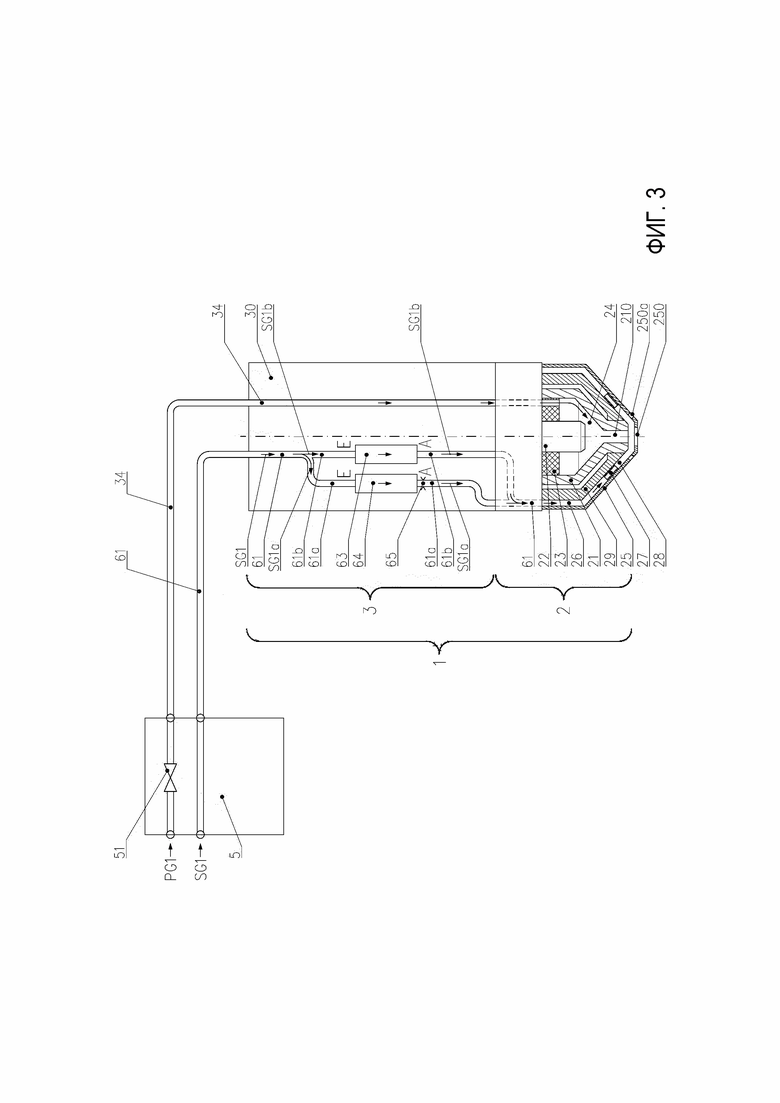
Фиг. 3 схематически изображает вид в разрезе еще одного примера предложенной плазменной горелки с подводящим каналом для вторичной среды, имеющим клапан, и с подводящим каналом для плазмообразующего газа,
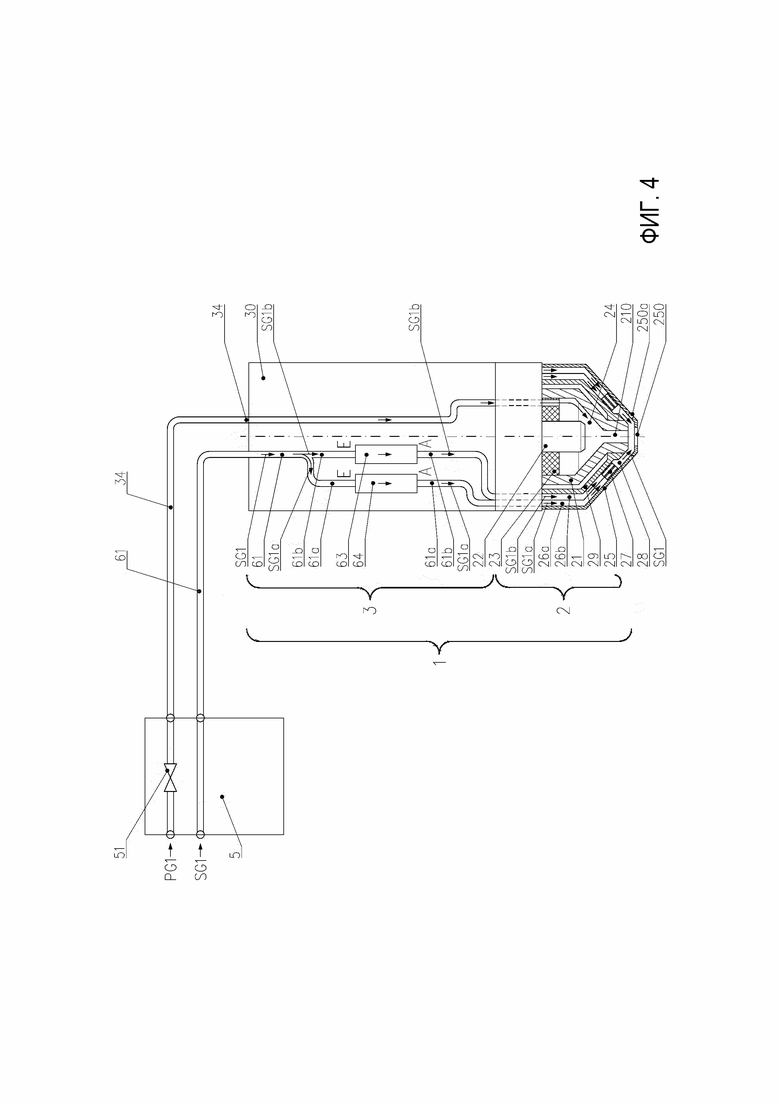
Фиг. 4 схематически изображает вид в разрезе еще одного примера предложенной плазменной горелки с подводящим каналом для вторичной среды, имеющим клапан, и с подводящим каналом для плазмообразующего газа,
Фиг. 5а и b изображают направляющую для вторичных сред, Фиг. 6 схематически изображает вид в разрезе примера предложенной плазменной горелки с двумя подводящими каналами для вторичной среды, имеющими два клапана, и с подводящим каналом для плазмообразующего газа,
Фиг. 7 схематически изображает вид в разрезе еще одного примера предложенной плазменной горелки с двумя подводящими каналами для вторичной среды, имеющими два клапана, и с подводящим каналом для плазмообразующего газа,
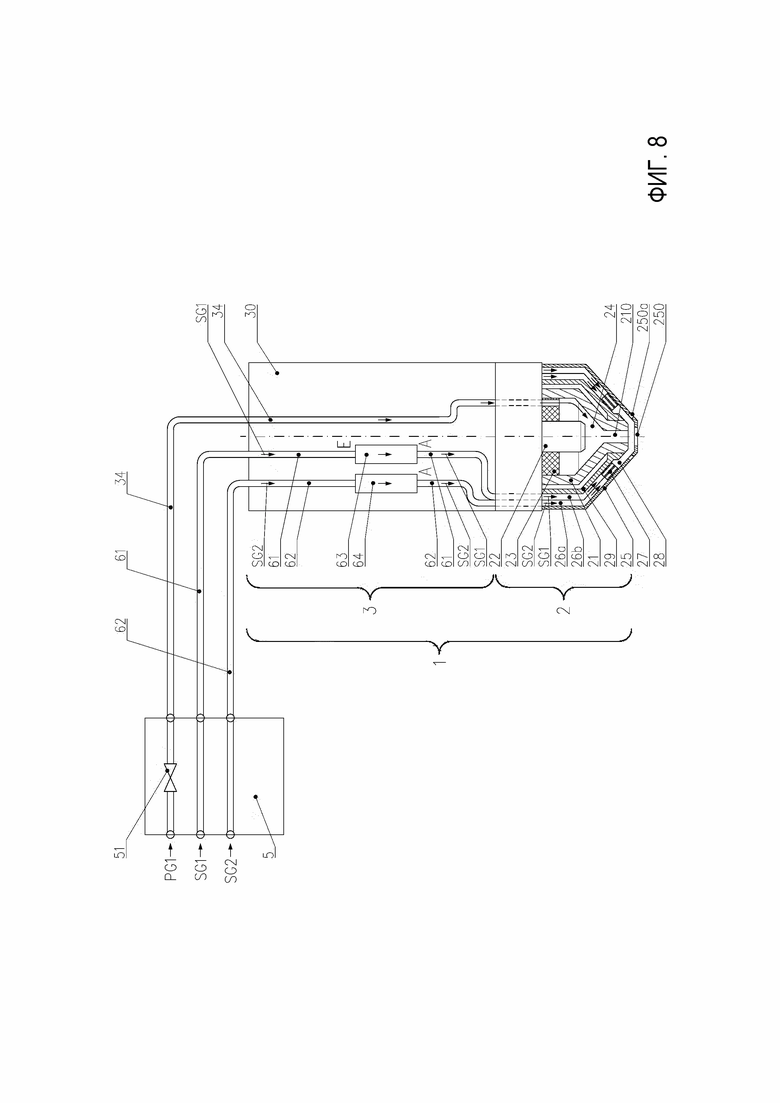
Фиг. 8 схематически изображает вид в разрезе еще одного примера предложенной плазменной горелки с двумя подводящими каналами для вторичной среды, имеющими два клапана, и с подводящим каналом для плазмообразующего газа,
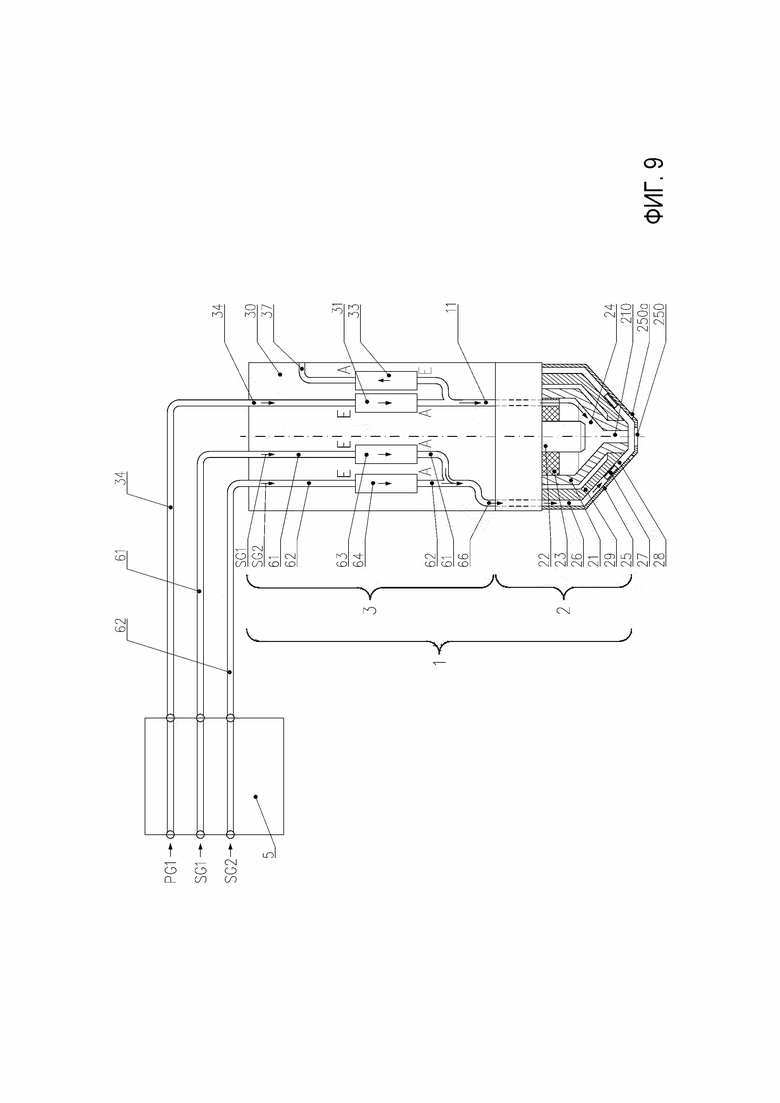
Фиг. 9 схематически изображает вид в разрезе примера предложенной плазменной горелки с двумя подводящими каналами для вторичной среды, имеющими два клапана, и с подводящим каналом для плазмообразующего газа, имеющим клапан и вентиляционный клапан,
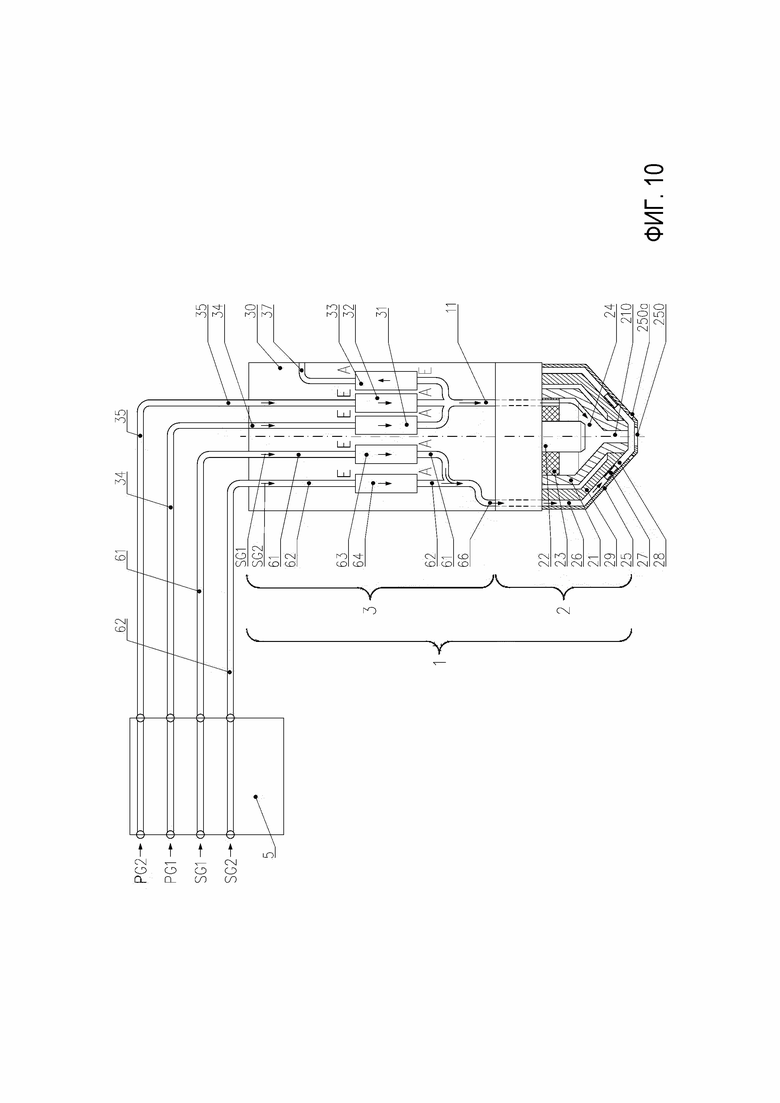
Фиг. 10 схематически изображает вид в разрезе примера предложенной плазменной горелки с двумя подводящими каналами для вторичной среды, имеющими два клапана, и двумя подводящими каналами для плазмообразующего газа, имеющими два клапана и вентиляционный клапан,
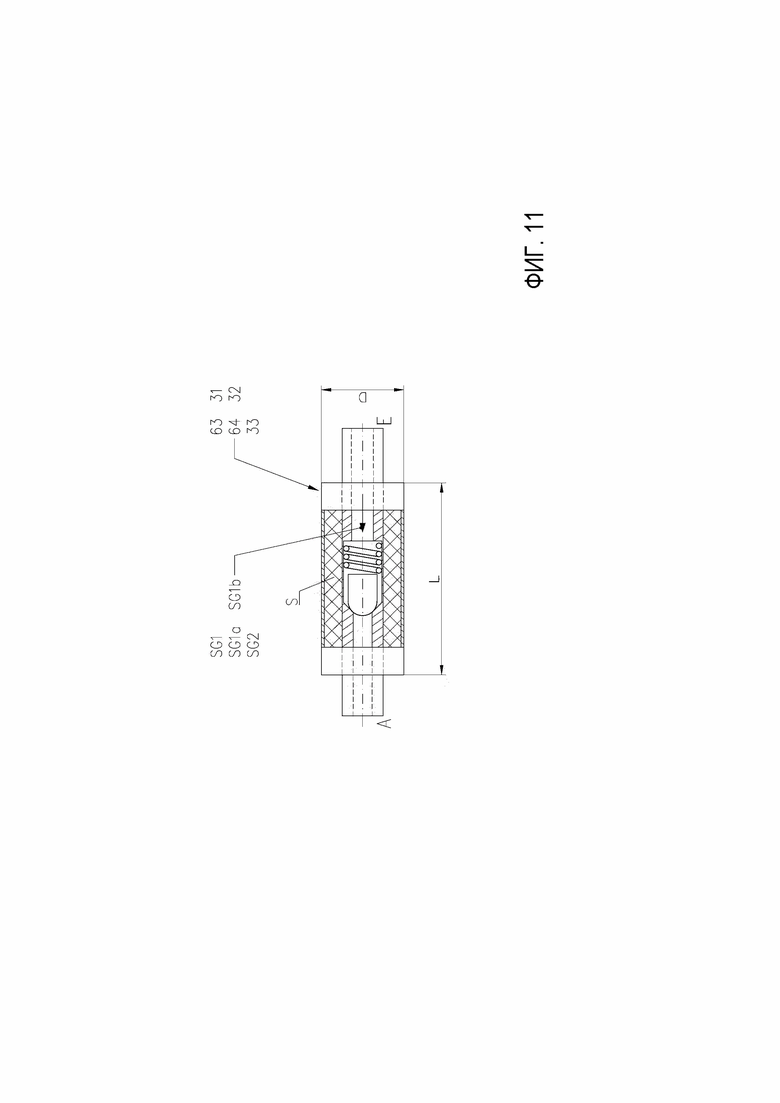
Фиг. 11 изображает вид в разрезе осевого клапана, который может быть использован в настоящем изобретении,
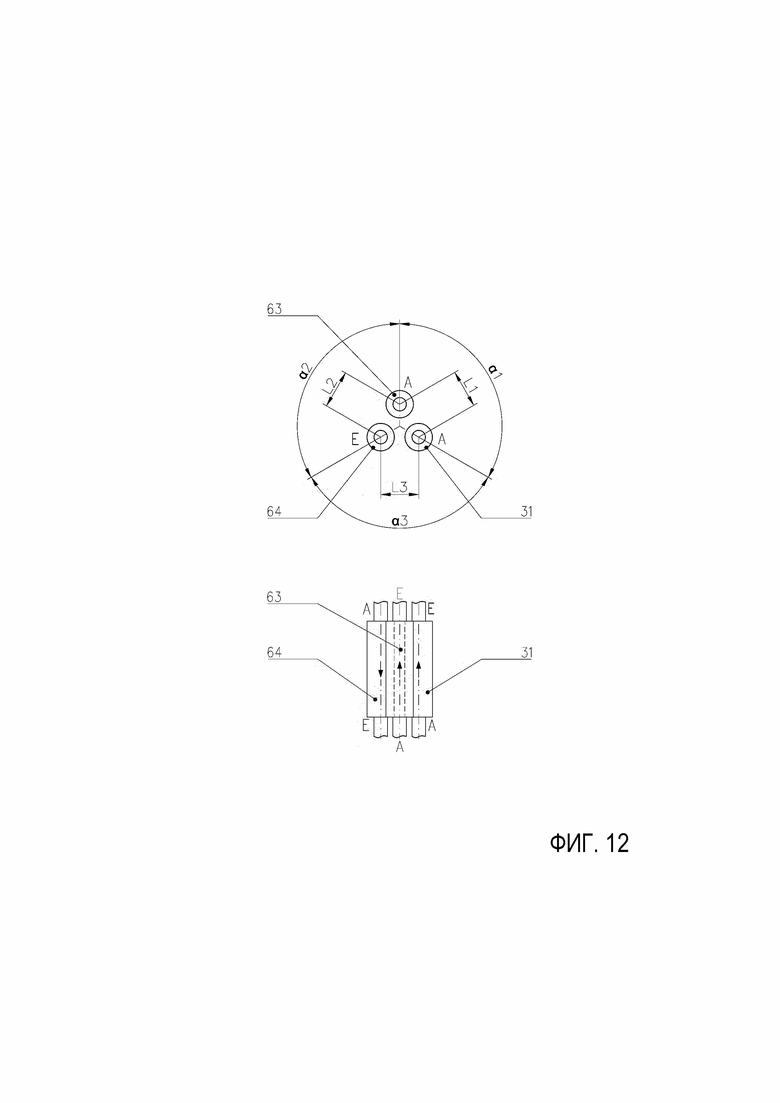
Фиг. 12 иллюстрирует возможности расположения клапанов внутри корпуса плазменной горелки, а
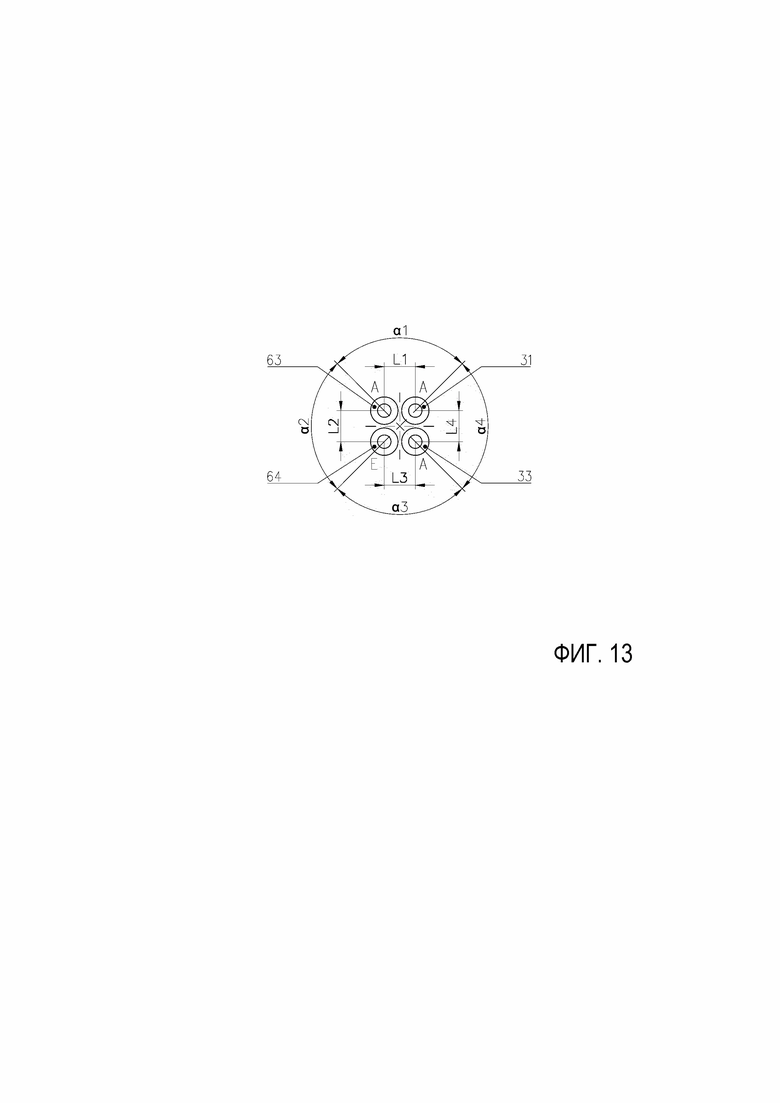
Фиг. 13 иллюстрирует дополнительные возможности расположения клапанов внутри корпуса плазменной горелки.
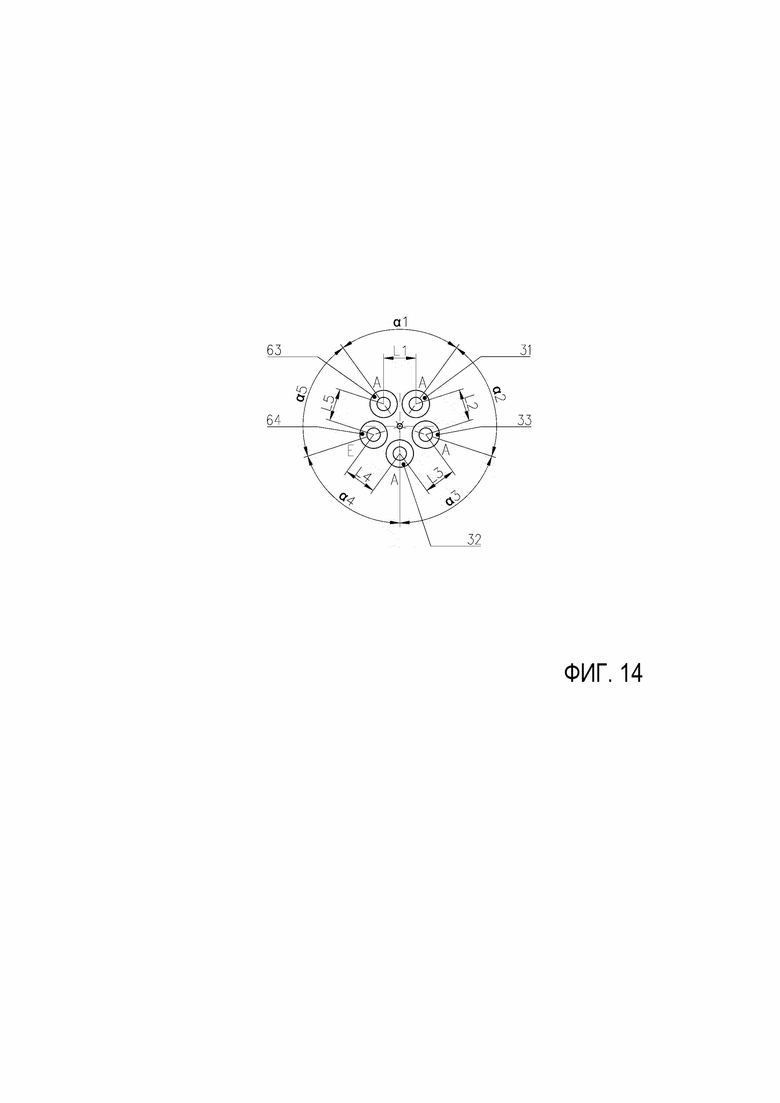
Фиг. 14 иллюстрирует дополнительные возможности расположения клапанов внутри корпуса плазменной горелки.
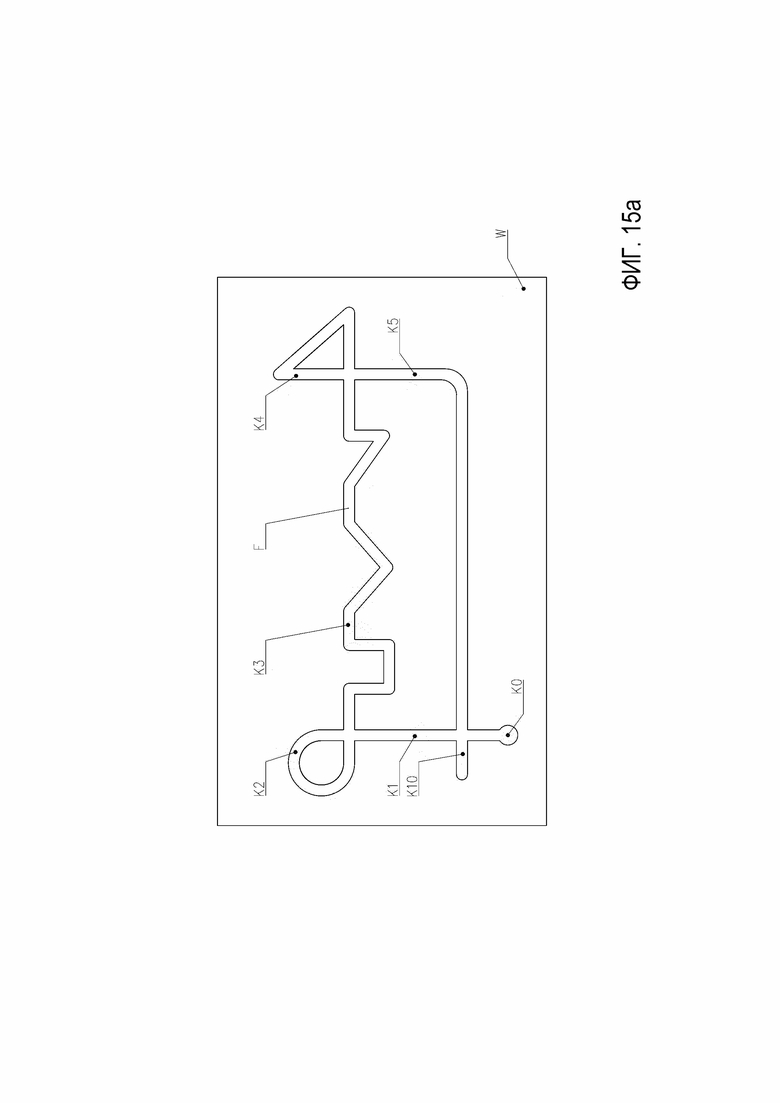
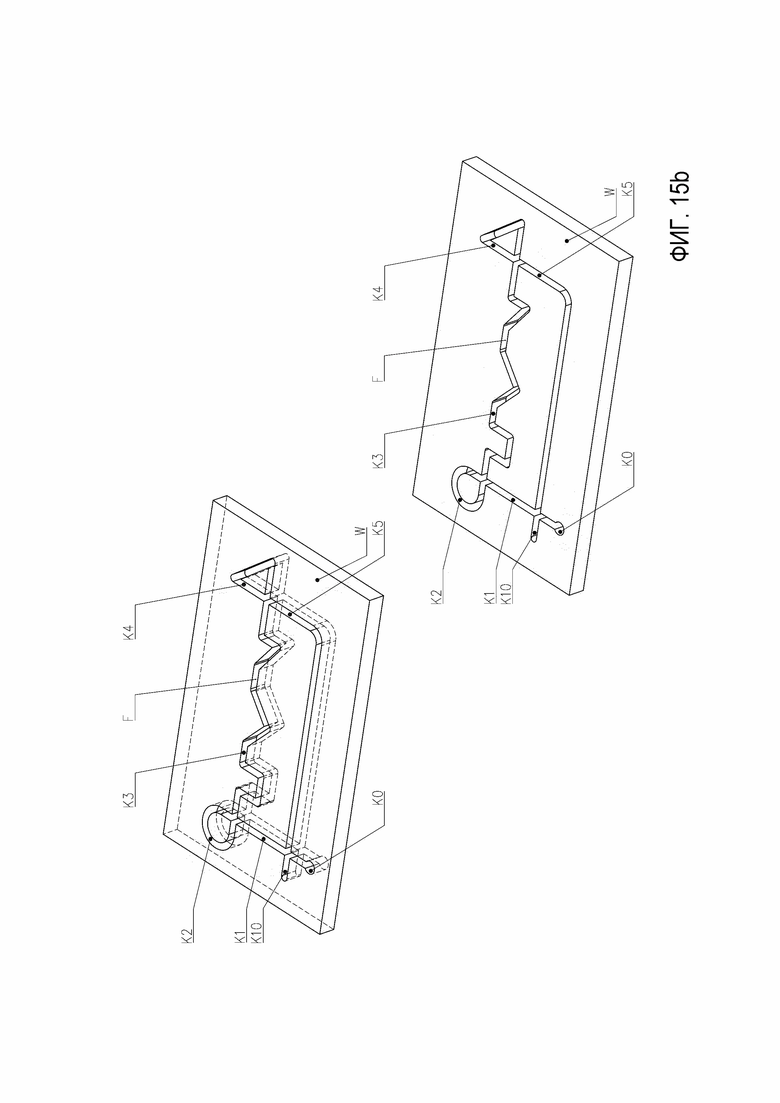
Фиг. 15а и b иллюстрируют разрезанный контур с большими и маленькими участками (контурами).
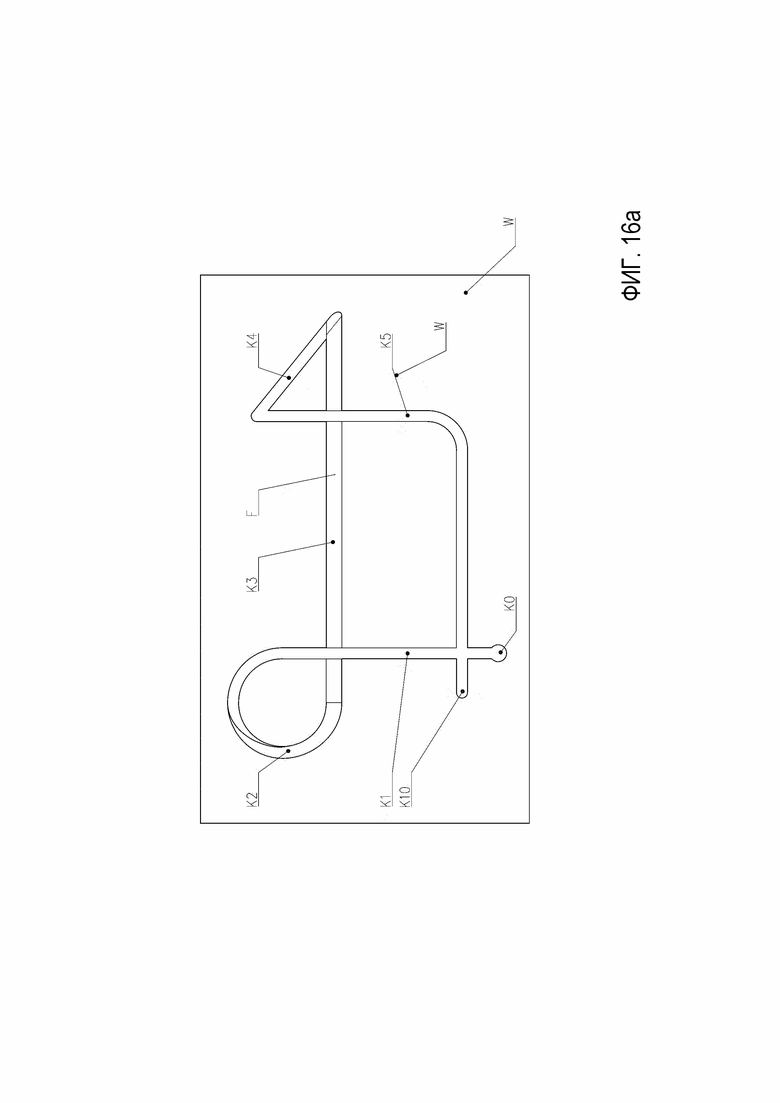
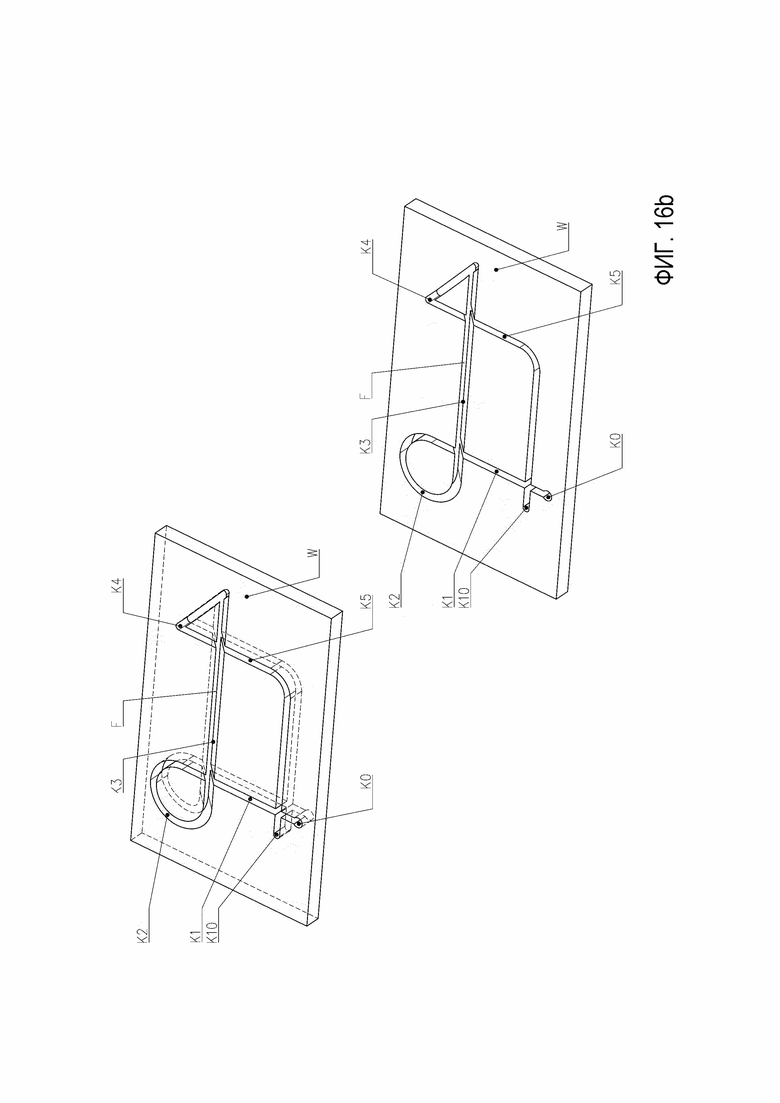
Фиг. 16а и b иллюстрируют разрезанный контур с перпендикулярными и скошенными разрезами, и
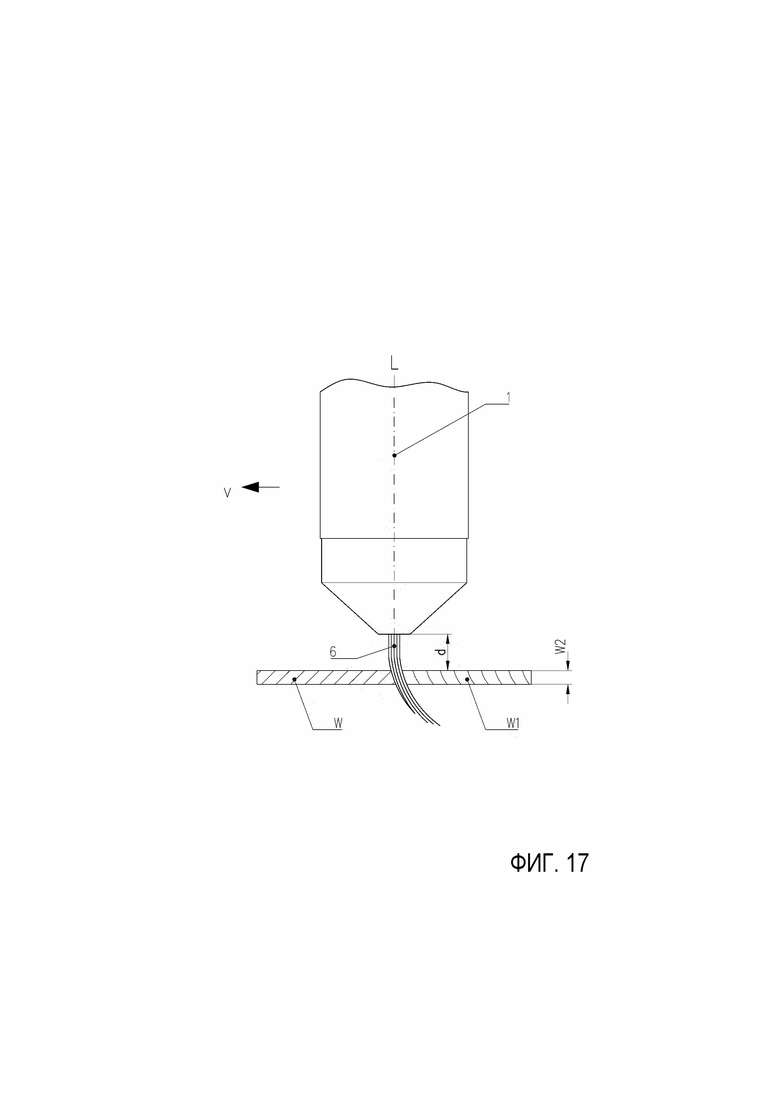
Фиг. 17 изображает плазменную горелку и ее расположение относительно заготовки.
На Фиг. 1 показана плазменная горелка 1, имеющая наконечник 2 с соплом 21, электрод 22, защитный колпачок 25 сопла, подводящий канал 34 для плазмообразующего газа PG1, подводящий канал 61 для вторичной среды SG1 и ствол 3 плазменной горелки, который имеет корпус 30. В изобретении, то есть во всех других примерах, охватываемых настоящим изобретением, ствол 3 плазменной горелки может быть выполнен в виде одной части и может иметь только один корпус 30, имеющий соответствующую конфигурацию, в которой могут быть предусмотрены и сформированы все необходимые компоненты.
Подводящий канал 61 может представлять собой газовый шланг снаружи корпуса 30, который подсоединен к соединительному блоку 5 для подачи вторичной среды SG1. Газовый шланг присоединен с помощью дополнительной части подводящего канала 61 и посредством клапана 63, которые расположены внутри корпуса 30.
Подводящий канал 34 может представлять собой газовый шланг снаружи корпуса 30, который соединен с соединительным блоком 5 для подачи плазмообразующего газа PG1. В соединительном блоке 5 установлен электромагнитный клапан 51 для открытия и закрытия подводящего канала 34. Другая часть подводящего канала 34 соединяет газовый шланг и выполнена в корпусе 30.
Электрод 22 и сопло 21 расположены на расстоянии друг от друга посредством направляющей 23 для газа, так что внутри сопла 21 образовано пространство 24. Подводящий канал 34 для плазмообразующего газа PG1 соединен с пространством 24. Сопло 21 имеет отверстие 210, диаметр которого может изменяться в зависимости от электрического тока резки от 0,5 мм для 20 А до 7 мм для 800 А. Аналогичным образом, направляющая 23 для газа также имеет отверстия или каналы (не показаны), через которые протекает плазмообразующий газ PG. Они также могут иметь различный размер или диаметры и даже быть выполнены в разных количествах.
Сопло 21 и защитный колпачок 25 расположены на расстоянии друг от друга, так что внутри защитного колпачка 25 сопла образованы пространства 26 и 28. Пространство 26 расположено перед направляющей 27, если смотреть в направлении потока вторичной среды SG1, а пространство 28 расположено между направляющей 27 и отверстием 250 защитного колпачка сопла. С помощью направляющей 27 для газа поток вторичной среды SG1, например, газ, газовая смесь, жидкость или газожидкостная смесь могут быть уравновешены и/или приведены во вращение. Также возможно использование направляющей 27, если, например, вращение вторичной среды SG1 не требуется. Кроме того, сопло 21 может быть закреплено с помощью крышки сопла или тому подобного (не показано). Тогда крышка сопла и защитный колпачок сопла образуют пространства 26 и 28.
Вторичный газ SG1, таким образом, подается через подводящий канал 61 и клапан 63, расположенный в стволе плазменной горелки, в пространство 26 и уравновешивается и приводится во вращение посредством направляющей 27. Вторичный газ SG1 затем протекает в пространство 28, а затем выходит из него через отверстие 250 защитного колпачка сопла. Также возможно, чтобы один или несколько дополнительных каналов 250а были выполнены в защитном колпачке 25 или в держателе для защитного колпачка 25, через которые вытекает наружу вторичная среда SG1.
Клапан 63 выполнен в виде клапана осевого потока небольшого размера. Например, наружный диаметр D клапана может составлять 11 мм, а его длина L - 40 мм. Для уменьшения выработки тепла в корпусе 30, при работе клапана требуется небольшая электрическая мощность, например, приблизительно 2 Вт.
При воспламенении электрической дуги и во время процесса резки плазмообразующий газ PG1 протекает через открытый клапан 51 и подводящий канал 34 в корпус 30, а оттуда - в пространство 24 между электродом 22 и соплом 21 и, наконец, вытекает наружу через канал 210 сопла и отверстие 250 защитного колпачка сопла. После окончания процесса резки клапан 51 снова закрывается, и подводящий канал 34 плазмообразующего газа PG1 откачивается.
Вторичная среда, в этом примере газ (вторичный газ SG1), может переключаться клапаном 63 одновременно с клапаном 51 плазмообразующего газа PG1. Благодаря предложенной конструкции клапана 63 в стволе 3 плазменной горелки и вблизи наконечника 2 вторичная среда SG1 также может быть активирована и деактивирована в другие моменты времени. Во время процесса плазменной резки сначала вспомогательная дуга воспламеняется небольшим электрическим током, например, от 10 до 30 А, причем эта вспомогательная дуга горит между электродом 22 и соплом 21. Когда плазменная струя 6, генерируемая вспомогательной дугой, касается обрабатываемой заготовки W, дуга передается от сопла 21 к заготовке W. Управление системой плазменной резки обнаруживает это с помощью детектора и увеличивает электрический ток на площади обработки до требуемого значения, в зависимости от толщины заготовки - от 30 А до 600 А.
Во время горения вспомогательной дуги вторичная среда SG1 еще не требуется. Указанная вторичная среда даже разрушает и укорачивает плазменную струю 6, выходящую из сопла 21, потому что указанная вторичная среда сталкивается с боковой стороной указанной плазменной струи. Следовательно, горелка 1 должна располагаться так, чтобы отверстие 250 защитного колпачка сопла и/или отверстия 250а были ближе к заготовке W. Это, в свою очередь, приводит к тому, что защитный колпачок 25 и сопло 21 подвергаются риску из-за горячего распыляемого вверх расплавленного материала. Этот риск устраняется тем, что вторичная среда SG1 не активируется до момента времени, когда по меньшей мере часть электрического тока резки не будет протекать через заготовку W, а дуга, по меньшей мере частично, не будет перенесена на заготовку W. Таким образом, с одной стороны, отверстие 250 защитного колпачка сопла горелки 1 может быть расположено достаточно далеко от верхней поверхности заготовки для процесса обработки с врезной подачей, а дуга, тем не менее, переносится. С другой стороны, с помощью конструкции, выполненной в соответствии с изобретением, которая обеспечивает быструю подачу и поток с небольшой задержкой по времени после активации клапана 63 вторичной среды SG1, защитный колпачок 25 и сопло 21 защищены от распыляемого вверх расплавленного горячего материала от подлежащей обработке заготовки W. Это особенно важно в случае резки толстых заготовок с толщиной более чем приблизительно 20 мм.
Напротив, в случае относительно тонких заготовок W часто даже лучше, если вторичная среда SG1 не протекает через отверстие 250 защитного колпачка сопла до тех пор, пока заготовка W не будет частично или полностью прорезана плазменной струей 6. Если вторичный газ не протекает в течение части времени процесса прорезания отверстия или всего времени процесса прорезания отверстия, то есть времени, необходимого для полного прорезания через заготовку W, то могут быть получены отверстия с меньшим диаметром врезки. Это приводит к меньшему отложению шлака на поверхности заготовки, который может нарушать процесс резки.
Даже в случае начала резки на кромке, целесообразно не допустить, чтобы протекала вторичная среда SG1, и при этом держать клапан 63 закрытым, поскольку и здесь вспомогательная дуга переходит к заготовке W уже при наличии относительно большого зазора и более надежно запускает процесс резки.
Во время самого процесса резки вторичная среда SG1, в свою очередь, требуется для того, чтобы улучшить качество резки. Это должно происходить сразу после прорезания отверстия или начала резки, чтобы добиться хорошего качества разреза с самого начала процесса резки. Качество разреза включает допуск перпендикулярности и допуск наклона, шероховатость и наличие заусенцев, а также отставание кромок (groove drag) (DIN EN ISO 9013).
Отсутствие протекания вторичной среды SGI также может оказывать положительное влияние на пересечение разрезов F или во время резки углов или закруглений. Колебания или пульсация плазменной струи 6 могут быть уменьшены.
На Фиг. 2 показана конструкция, аналогичная той, которая показана на Фиг. 1, но на котором два параллельно соединенных клапана 63 и 64 расположены в подводящем канале 61 для вторичной среды SG1 в корпусе 30 плазменной горелки 1. Подводящий канал 61 вторичной среды SG1, тем самым, разделяется на подводящий канал 61а с клапаном 64 и подводящий канал 61b с клапаном 63. Таким образом, можно активировать и деактивировать поток вторичной среды SG1 в моменты времени, упомянутые в описании, относящемся к Фиг. 1, но дополнительно можно также быстро изменить объемный расход простым способом. Здесь, в качестве примера, в подводящем канале 61а имеется отверстие 65, которое уменьшает объемный расход по сравнению с подводящим каналом 61b, что может быть достигнуто посредством соответственно меньшего свободного поперечного сечения, через которое может протекать вторичная среда SG1. Подводящие каналы 61а и 61b парциальных газовых потоков вторичной среды SG1a и SG1b вторичного газа SG1 в этом случае снова объединяются в стволе 3 плазменной горелки. Таким образом, должен быть выполнен только один подводящий канал 61 для вторичной среды SG1, ведущий к наконечнику 2 плазменной горелки. Это является преимуществом, в частности, для плазменной горелки 1 с быстросменным наконечником.
Уменьшение потока вторичной среды оказывает положительный эффект в те же моменты времени, что и участки без протекающей вторичной среды SG1, как описано в примере, приведенном со ссылкой на Фиг. 1.
Благодаря дополнительной возможности настройки объемных расходов различной величины, в дополнение к быстрой активации и деактивации потока вторичной среды SG1, процесс плазменной резки может быть дополнительно усовершенствован, в частности, при переходных процессах, таких как обработка с врезной подачей, начало резки, прохождение над разрезом F, резка угла или закругления.
Кроме того, в отличие от примера, приведенного со ссылкой на Фиг. 1, сопло 21 в этом случае закреплено колпачком 29. Это позволяет охлаждающей среде, например охлаждающей воде, протекать (не показано) в пространстве между соплом 21 и колпачком 22.
На Фиг. 3 в качестве примера показана конструкция, аналогичная изображенной на Фиг. 2, но на котором подводящие каналы 61а и 61b для вторичных сред SG1a и SG1b сначала объединены, чтобы сформировать вторичную среду SG1 в наконечнике 2 плазменной горелки. В этом примере объединение происходит далее по потоку от направляющей 27 для вторичной среды, если смотреть в направлении потока вторичной среды SG1.
На Фиг. 4 также показана конструкция, в которой подводящие каналы 61а и 61b для вторичной среды SG1 сначала объединены в наконечнике 2 плазменной горелки. В этом примере объединение происходит в защитной крышке 25 сопла и в крышке 29 сопла ниже по потоку от направляющей 27 для газа вторичной среды в направлении потока вторичной среды SG1. Направляющая 27 имеет две группы отверстий: одну группу для вторичной среды SG1a и другую группу для вторичной среды SG1b.
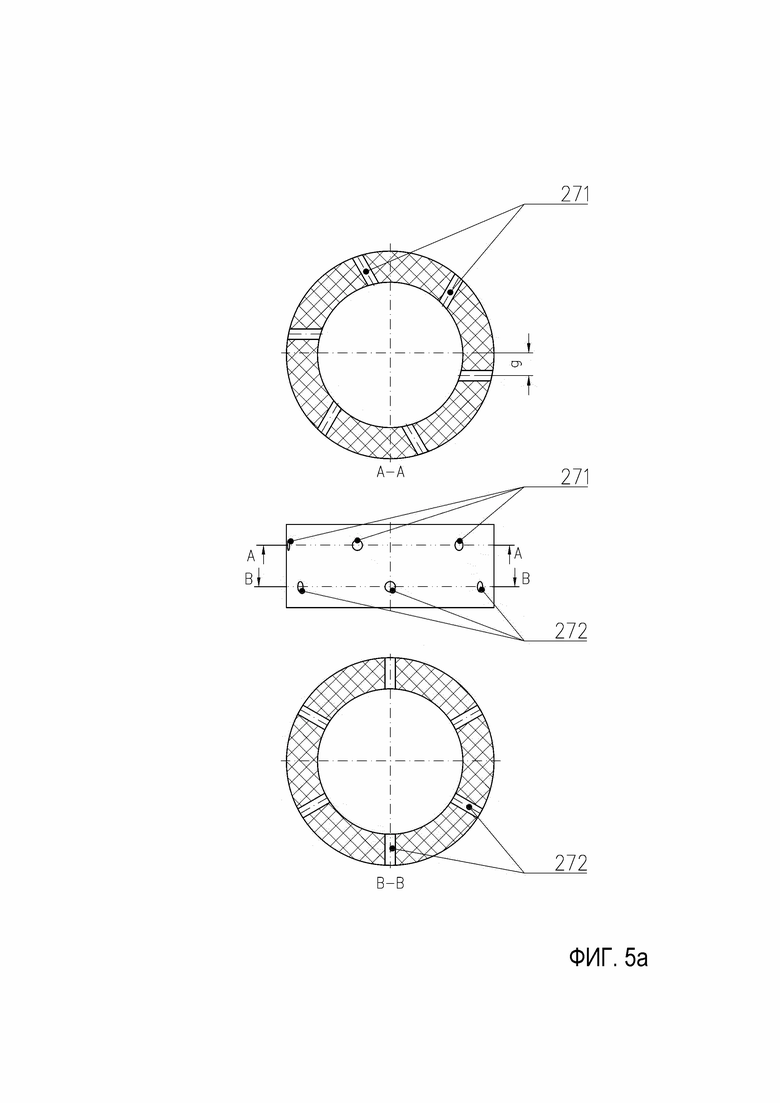
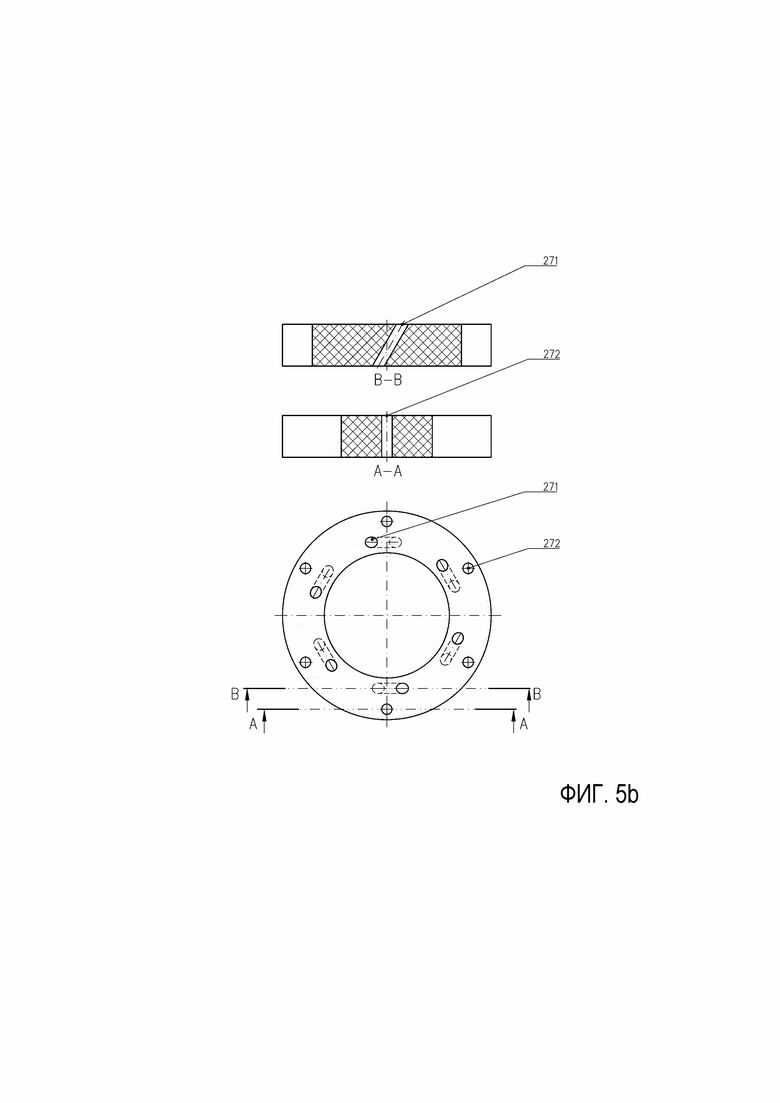
Отверстия преимущественно отличаются по своей конструкции, размерам и/или ориентации своих центральных осей (штрихпунктирные линии), в этом случае, например, с точки зрения смещения от радиальности. Отверстия 271 и 272 этих групп могут быть расположены в разных плоскостях и в каждом случае смещены относительно друг друга в этих плоскостях. Это также показано на Фиг. 5. Таким образом, вторичная среда SG1 может быть разделена на два по-разному вращающихся потока вторичной среды SG1a и SG1b, а также SG1 и SG2, которые, в конечном итоге, обтекают плазменную струю 6.
Во время обработки с врезной подачей в материал заготовки W часто происходит так, что целесообразно иметь небольшое вращение протекающей вторичной среды SG1, или его полное отсутствие, тогда как более интенсивное вращение является предпочтительным во время процесса резки. Путем большего смещения g от радиальности, вращение выходящего потока вторичной среды увеличивается. В результате появляется дополнительная возможность влиять на качество разреза в процессе резки путем переключения или совместной активации потоков вторичных сред SG1a и SG1b. В этом случае длинные прямые участки разрезаются при интенсивном вращении вытекающей вторичной среды SG1 и высокой скорости ее продвижения, а небольшие участки разрезаются при менее интенсивном вращении вытекающей вторичной среды SG1 и более низкой скорости ее продвижения. Длинный участок обычно начинается с длины, которая по меньшей мере вдвое превышает толщину разрезаемой заготовки W, но имеет длину по меньшей мере 10 мм. При более интенсивном вращении, то есть при большей угловой скорости потока вторичной среды SG1, резка может выполняться быстрее, а при менее интенсивном вращении резка должна выполняться медленнее. Однако более низкая скорость продвижения является предпочтительной для разрезания небольших участков, например малых радиусов, которые, например, короче удвоенной толщины заготовки W, пилообразных контуров, четырехугольных контуров, длина кромки которых также меньше, чем удвоенная толщина заготовки W в соответствующей области обработки. Благодаря относительно низкой скорости продвижения, направляющая система более точно направляет плазменную горелку 1 даже в случае изменения направления выполняемого движения. Кроме того, плазменная струя 6 не отстает, а отставание кромок уменьшается, что положительно влияет на углы во внутренних контурах (Фиг. 17) и на внутренние углы. В случае длинных участков это не имеет значения, и здесь резка может выполняться с интенсивным вращением потока вторичной среды SG1 и с относительно высокой скоростью ее продвижения.
На Фиг. 5а и b в качестве примера показана направляющая 27 для вторичной среды, в данном случае, в качестве примера, газа, который обозначен здесь как вторичный газ SG1, SG2, SG1a и SG1b.
Группа отверстий 271 предназначена для вторичной среды SG1 или SG1a, отверстия группы 272 предназначены для вторичной среды SG2 или SG1b. Отверстия одной группы расположены в одной плоскости. Группа отверстий 271 имеет, в качестве примера, смещение относительно радиального направления в 3 мм, а группа отверстий 272 не имеет смещения относительно радиального направления. Если эта направляющая 27 установлена в плазменной горелке 1, изображенной на Фиг. 4, то поток вторичной среды SG1a, который подается через подводящий канал 61а и группу отверстий 271, испытывает более интенсивное вращение с более высокой угловой скоростью, чем поток вторичной среды SG1b, который подается через подводящий канал 61b и группу отверстий 272.
Другие отверстия, такие как, например, канавки, отверстия квадратной, полукруглой или угловой формы, также возможны в качестве отверстий 271 и 272. Аналогично, отверстия могут иметь свободные поперечные сечения различного размера, через которые может выходить вторичная среда.
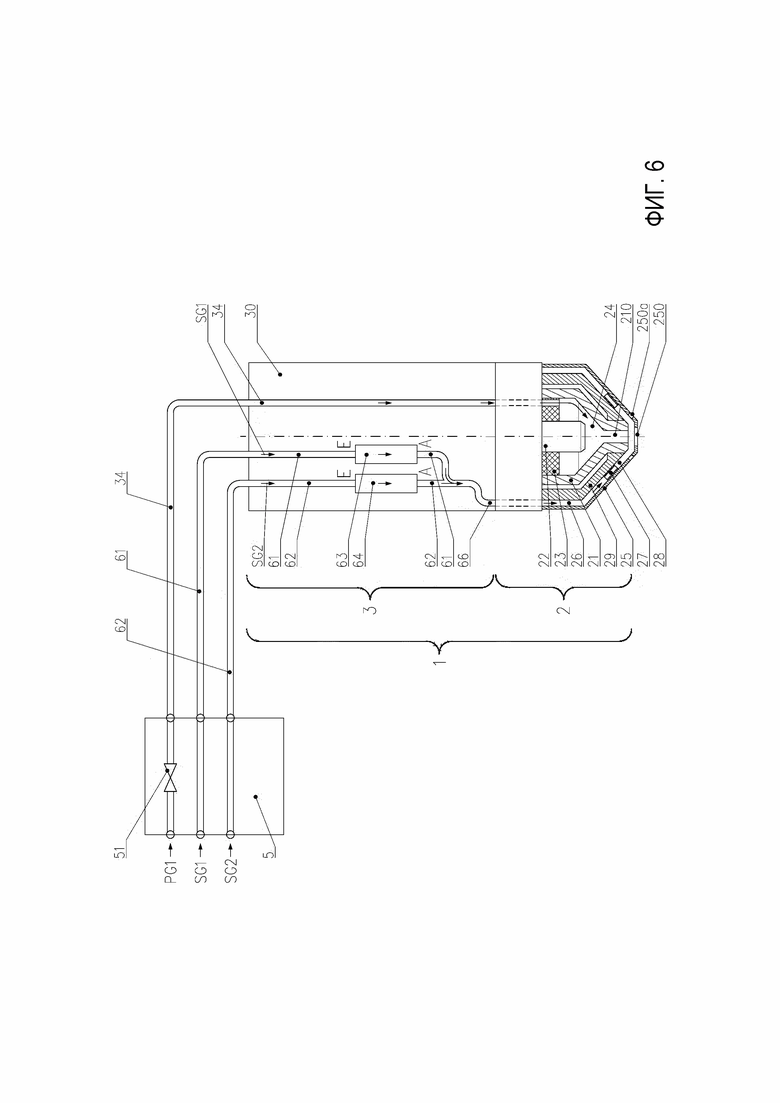
Устройство, выполненное в соответствии с Фиг. 6, аналогично примеру, выполненному в соответствии с Фиг. 1, но имеет, в дополнение к подводящему каналу 61 для вторичной среды SG1, подводящий канал 62 для второй вторичной среды SG2. Подводящие каналы 61, 62 могут, снаружи корпуса 30, представлять собой шланги 30, которые подсоединены к соединительному блоку 5 для подачи вторичной среды SG1, SG2. В каждом случае шланги присоединены к дополнительной части подводящих каналов 61, 62 ив каждом случае с помощью клапанов 63, 64, которые расположены внутри корпуса 30.
Подводящие каналы 61 и 62 для вторичных сред SG1 и SG2 в этом случае снова объединяются в стволе 3 плазменной горелки. Таким образом, для вторичных сред SG1 и SG2 должен быть выполнен только один подводящий канал 66, ведущий к наконечнику 2 плазменной горелки. Это особенно выгодно для горелки 1 с быстросменной головкой.
При таком расположении, в дополнение к быстрой активации и деактивации и быстрому изменению объемного расхода потоков вторичной среды, состав выходящей вторичной среды также может быть выбран путем переключения или одновременной активации клапанов 63, 64. Таким образом, в заготовке W, состоящей из конструкционной стали, маленькие контуры или небольшие участки разрезаются смесью вторичной среды, которая имеет более высокую долю кислорода по отношению к доле азота, СO2, воздуха или аргона, чем в случае больших участков. Здесь также применимы утверждения, сделанные в пояснении к Фиг. 4. Для примера такие контуры также показаны на Фиг. 15а и 15b. Доля кислорода составляет более 40 объемных процентов. На чертеже K3 представляет собой небольшой участок, а участки K1 и K5 являются относительно большими участками.
Также является преимуществом, если во время обработки с врезной подачей в конструкционную сталь врезная подача выполняется с использованием кислорода в качестве единственной вторичной среды, поскольку, таким образом, расплав становится менее вязким, а обработка с врезной подачей происходит быстрее. Во время самого процесса резки чрезмерно высокая доля кислорода может снова привести к образованию неровностей на режущей кромке или поверхности. В этом случае быстрое переключение также является преимуществом.
Другим применением является использование жидкости, например воды, в качестве одного из используемых вторичных носителей. Таким образом, для обработки с врезной подачей в конструкционную сталь предпочтительно, чтобы вода протекала в качестве вторичной среды SG1. Это предотвращает или уменьшает распыление вверх горячего металла и, таким образом, защищает плазменную горелку 1, а также окружающую среду. После прорезания заготовки W вода отключается, и в качестве вторичной среды SG2 протекает газ или газовая смесь. Способ также может использоваться для высоколегированной стали и цветных металлов.
Кроме того, вторичная среда или смесь вторичной среды также может быть изменена при переходе от перпендикулярной резки к резке под углом, с учетом таких параметров, как скорость потока, объемный расход, вращение и состав. В случае резки под углом горелка 1 (центральная ось) расположена не под прямым углом к поверхности заготовки, как в случае перпендикулярной резки, а наклонена для формирования режущей кромки с определенным углом. Это является преимуществом для дальнейшей обработки, как правило, для последующего процесса сварки. Поскольку эффективная толщина подлежащей резке заготовки W изменяется (увеличивается) при переходе от перпендикулярной к наклонной резке, измененные параметры целесообразны для более высокого качества резки. То же самое в принципе относится к переходу от резки под углом к перпендикулярной резке (относительное уменьшение толщины).
Также является преимуществом, если изменение параметров происходит на участках, которые не лежали на контуре резки после вырезания заготовки W, то есть, например, в начале резки, в углах, вокруг которых обходили, в конце резки, пересекая разрез или в других «частях отходов».
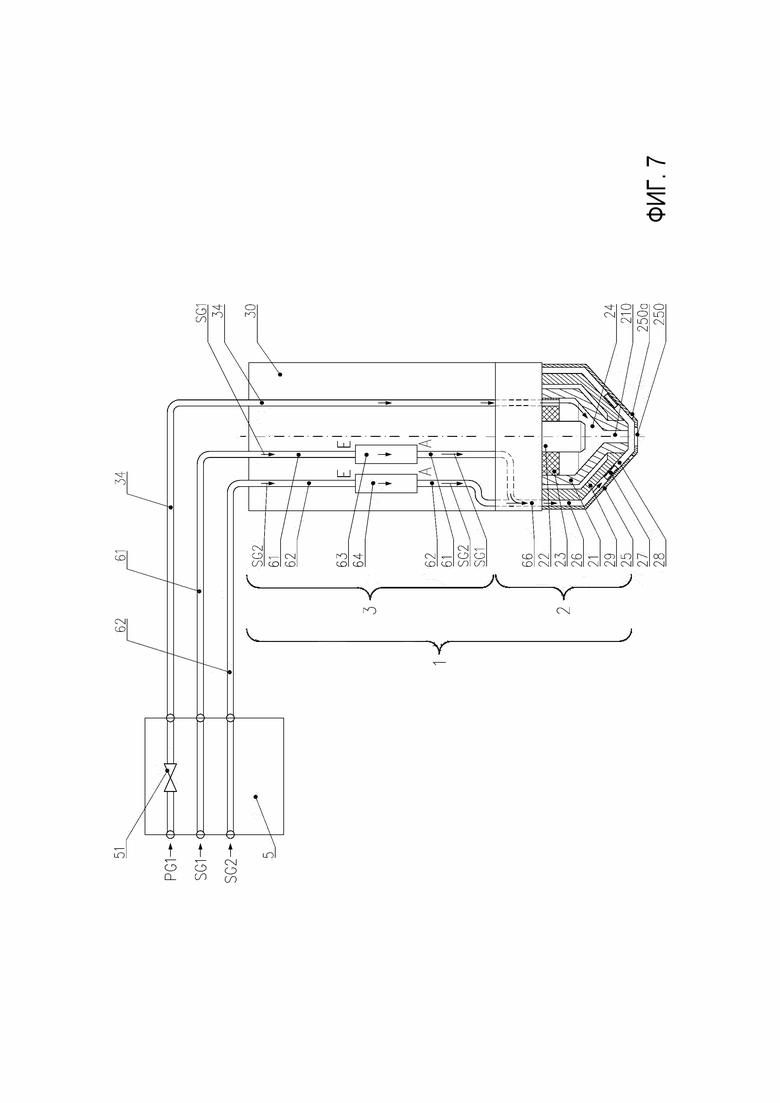
На Фиг. 7 в качестве примера показана конструкция, аналогичная изображенной на Фиг. 6, но на котором подводящие каналы 61 и 62 для вторичных сред SG1 и SG2 сначала объединены друг с другом в наконечнике 2 горелки. В этом примере происходит объединение выше по потоку от направляющей 27 для вторичной среды, если смотреть в направлении потока вторичной среды SG1, SG2.
На Фиг. 8 также показана конструкция, в которой подводящие каналы 61 и 62 для вторичной среды SG1, SG2 сначала объединены в наконечнике 2 плазменной горелки. На Фиг. 8 показаны все преимущества примера, показанного на фиг. 6.
Дополнительные преимущества описаны ниже. В этом примере объединение вторичных сред SG1 и SG2 происходит выше по потоку от защитного колпачка 25 и колпачка 29 сопла в направлении потока вторичных сред SG1, SG2 и ниже по потоку от направляющей 27 для вторичной среды. Направляющая 27 имеет две группы отверстий: одна группа - для вторичной среды SG1, а другая группа - для вторичной среды SG2.
Преимущественно, отверстия 271 и 272 отличаются по своей конструкции, например, в этом случае смещением от радиального направления. Это также показано на Фиг. 5а. Таким образом, вторичная среда SG1 может образовывать поток вторичной среды, вращение которой отличается от вращения потока вторичной среды SG2, которая, в конечном итоге, обтекает плазменную струю 6.
Во время обработки с врезной подачей в материал заготовки часто случается так, что целесообразно иметь небольшое вращение вторичных сред SG1, SG2, или же его полное отсутствие, тогда как во время процесса резки желательно относительно интенсивное вращение с относительно высокой угловой скоростью. Посредством большего смещения от радиального направления вращение увеличивается. В результате появляется дополнительная возможность влиять на качество резки во время процесса резки путем переключения или совместной активации потоков вторичных сред SG1 и SG2. В этом случае длинные прямые участки разрезаются с интенсивным вращением и высокой скоростью, а небольшие участки разрезаются с менее интенсивным вращением и меньшей скоростью. Длинный участок обычно начинается с длины, которая по меньшей мере вдвое превышает толщину разрезаемой заготовки W в соответствующей области обработки, но имеет длину по меньшей мере 10 мм. При более интенсивном вращении потока вторичной среды / сред резка может выполняться быстрее, а при менее интенсивном вращении резка должна выполняться медленнее. Однако более низкая скорость продвижения предпочтительна для разрезания небольших участков, например, малых радиусов, которые, например, меньше, чем удвоенная толщина заготовки W в соответствующей области обработки, например, пилообразных контуров, четырехугольных контуров, длина кромок которых также менее чем в два раза меньше толщины заготовки в соответствующей области обработки. Благодаря относительно низкой скорости продвижения, направляющая система более точно направляет горелку 1 даже в случае изменения направления выполняемого движения продвижения. Кроме того, плазменная струя 6 не отстает, а отставание кромок уменьшается, что положительно влияет на углы на внутренних контурах и на внутренние углы. В случае длинных участков это не имеет значения, и здесь резка может выполняться быстро при интенсивном вращении потока вторичной среды / сред.
В случае такой конструкции выходящая вторичная среда или смесь вторичной среды может быть изменена с учетом таких параметров, как скорость потока, объемный расход, вращение потока и состав.
На Фиг. 9 в подводящем канале 34 плазмообразующего газа PG1 дополнительно показан клапан 31, расположенный в корпусе 30 ствола 3 плазменной горелки, который активирует и деактивирует плазмообразующий газ PG1. Клапан 33 служит для вентиляции полости 11, что необходимо, в частности, в конце резки, чтобы обеспечить быстрый отток плазмообразующего газа PG1.
В дополнение к Фиг. 9, на Фиг. 10 показан подводящий канал 35 для дополнительного плазмообразующего газа PG2, который подается через газовый шланг 35 и клапан 31, аналогично плазмообразующему газу PG1. Таким образом, путем переключения и активации клапанов 31 и 32, может быть осуществлено переключение плазмообразующих газов PG1 или PG2 способом, зависящим от состояния процесса. Клапан 33 также служит для вентиляции полости 11.
На Фиг. 11 показана значительно упрощенная конструкция осевого электромагнитного клапана, который может использоваться в изобретении в подводящих каналах для вторичной среды и плазмообразующего газа. Внутри корпуса указанного клапана расположена катушка S с обмотками, через которые плазмообразующий газ может протекать от впускного отверстия Е к выпускному отверстию А. Механизм для открывания и закрывания также расположен во внутренней части. Корпус электромагнитного клапана имеет длину L и наружный диаметр D. Показанный здесь электромагнитный клапан имеет длину L, равную 25 мм и диаметр, равный 10 мм.
На Фиг. 12 показано возможное компактное расположение клапанов 31, 63 и 64. Указанные клапаны расположены в корпусе 30 так, что они расположены в плоскости, перпендикулярной центральной линии М, под углом α1, равным 120°. Отклонение от этого угла не должно превышать ±30°. В результате эта конструкция экономит пространство и может быть размещено в корпусе 30 или в стволе плазменной горелки 3. Расстояние между центральными продольными осями L1, L2 и L3 между клапанами 31, 32, 33 в каждом случае составляет ≤20 мм. Из клапанов 31, 32 и 33 впускное отверстие Е по меньшей мере одного клапана ориентировано противоположно по отношению к другим клапанам, то есть относительно их выпускных отверстий А. В изображенном примере противоположно ориентированный клапан представляет собой клапан 33, расположенный в полости 11.
На Фиг. 13 изображена конструкция с четырьмя клапанами 31, 33, 63 и 64. Указанные клапаны установлены внутри корпуса 30 таким образом, что они расположены в плоскости, перпендикулярной центральной линии М, под углами α1, α2, α3, α4, равными 90°. Отклонение от этих углов не должно превышать ±30°. В результате эта конструкция экономит пространство и может быть размещена в корпусе 30 или в стволе 3 плазменной горелки. Расстояние между центральными продольными осями L1, L2, L3 и L4 клапанов 31, 33, 63 и 64 ≤20 мм. Из этих клапанов 31 и 33, по меньшей мере один клапан ориентирован так, что его впускное отверстие Е ориентировано противоположно относительно других клапанов, то есть относительно их выпускных отверстий А.
На Фиг. 14 изображена конструкция с четырьмя клапанами 31, 33, 63 и 64, а также с дополнительным клапаном 32. Указанные клапаны установлены во внутренней части корпуса 30 так, что они расположены в плоскости, перпендикулярной центральной линии М под углами α1, α2, α3, α4, α5, равными 72°. Отклонение от этих углов не должно превышать ±15°. В результате эта конструкция экономит пространство и может быть размещена в корпусе 30 или в стволе 3 плазменной горелки. Расстояние между центральными продольными осями L1, L2, L3, L4 и L5 между клапанами составляет ≤20 мм. Из этих клапанов 31-33, по меньшей мере один клапан ориентирован так, что его впускное отверстие Е ориентировано противоположно относительно других клапанов, то есть относительно их выпускных отверстий А.
На Фиг. 15а на виде заготовки сверху схематично показано направление перемещения плазменной горелки по контуру с целью вырезания контура из заготовки W, а на Фиг. 15b показана заготовка, изображенная в аксонометрии. Здесь предполагается разрезать заготовку по двум длинным участкам, контурам K1, K5 и несколькими короткими участками, контур K3. Участок К0 в этом случае является началом резки; врезка в заготовку производится здесь. Контуры K2 и K4 участков необходимы в этой технологии резки для получения острого угла и расположены в так называемой «части отходов»; они не являются частью вырезанной заготовки.
Во время обработки с врезной подачей существуют следующие возможности:
а. Во время работы вспомогательной дуги вторичная среда еще не требуется. Указанная вторичная среда даже разрушает и укорачивает плазменную струю 6, выходящую из сопла 21, потому что указанная вторичная среда ударяет сбоку в указанную плазменную струю. Следовательно, плазменная горелка 1 должна быть расположена так, что отверстие 250 защитного колпачка сопла расположено на относительно небольшом расстоянии от поверхности заготовки (Фиг. 17, расстояние d). Это, в свою очередь, приводит к тому, что защитный колпачок 25 и сопло 21 подвергаются риску из-за распыления вверх горячего расплавленного материала. Это устраняется тем, что вторичная среда не активируется до того момента времени, в котором по меньшей мере часть электрического тока резки не будет протекать через заготовку, и дуга, по меньшей мере частично, не перейдет к заготовке. Таким образом, с одной стороны, отверстие 250 защитного колпачка сопла горелки 1 может быть расположено на относительно большом расстоянии d от поверхности заготовки для выполнения процесса обработки с врезной подачей, при этом дуга, тем не менее, переносится.
В результате потока вторичной среды SG1 с относительно высокой скоростью потока, защитный колпачок 25 и сопло 21 защищены от горячего, распыляемого вверх расплавленного материала подлежащей обработки заготовки. Это особенно важно в случае толстых подлежащих разрезанию заготовок, толщиной более чем приблизительно 20 мм в соответствующей области обработки.
Для этой цели можно использовать, например, горелку 1, соответствующую Фиг. 1-10.
б. В случае заготовки относительно небольшой толщины более целесообразно, чтобы вторичная среда сначала протекала через отверстие 250 защитного колпачка сопла, когда заготовка частично или полностью прорезана. Если вторичная среда не протекает в течение части времени процесса прорезания отверстия или всего времени процесса прорезания отверстия, то есть времени, необходимого для полного прорезания через заготовку, то получаются отверстия для обработки с врезной подачей меньшего размера. Это приводит к уменьшению отложений шлака на поверхности заготовки, что может нарушить процесс резки.
Вторичная среда должна вытекать из отверстия 250 защитного колпачка сопла как можно раньше в тот момент времени, когда во время обработки с врезной подачей в заготовку заготовка прорезается не менее чем на 1/3, лучше на половину, и в идеале - полностью.
Для этой цели можно использовать, например, плазменную горелку, соответствующую Фиг. 1-10.
в. Кроме того, во время выполнения обработки с врезной подачей в заготовку часто случается так, что целесообразно небольшое вращение вторичных сред SG1, SG1a, SG1b, SG2 или отсутствие вращения, тогда как во время процесса резки целесообразно иметь относительно интенсивное вращение с относительно высокой угловой скоростью.
Для этой цели можно использовать, например, горелку 1, соответствующую Фиг. 4 и 8. В результате большего смещения отверстий 271 и 272 от радиального направления в направляющей 27 для газа для вторичной среды, вторичные среды SG1a и SG1b (Фиг. 4) и SG1 и SG2 (Фиг. 8) вращаются с различной интенсивностью.
Изменение вращения вторичной среды или вторичных сред должно происходить из отверстия 250 защитного колпачка сопла как можно раньше в тот момент времени, когда во время обработки с врезной подачей в заготовку заготовка прорезана как минимум на 1/3, лучше на половину, и в идеале - полностью.
г. Аналогично, для врезки в конструкционную сталь преимуществом может быть, если в качестве вторичной среды SG1 протекает вода. Это предотвращает или уменьшает распыление вверх брызг горячего металла и, тем самым, защищает горелку 1, а также окружающую среду. После прорезания заготовки вода отключается, и в качестве вторичной среды SG2 протекает газ или газовая смесь.
Переход от воды к газу в качестве вторичной среды должен происходить из отверстия 250 защитного колпачка сопла как можно раньше в тот момент времени, когда во время обработки с врезной подачей в заготовку заготовка прорезана как минимум на 1/3, лучше на половину, и в идеале - полностью.
Способ также может быть использован для высоколегированной стали и цветных металлов.
Для этой цели можно использовать, например, плазменную горелку 1, соответствующую Фиг. 6 и 10.
д. Также является преимуществом, если во время обработки с врезной подачей в конструкционную сталь врезную подачу выполняют с кислородом или с относительно высокой долей кислорода в смеси вторичной среды, потому что тогда расплав становится менее вязким, и обработка с врезной подачей происходит быстрее. Во время самого процесса резки чрезмерно высокая доля кислорода может снова привести к образованию неровностей на режущей кромке или поверхности. Изменение вторичной среды между процессом обработки с врезной подачей и процессом резки может быть выгодным также для резки высоколегированной стали, алюминия и других металлов. Замена истекающей вторичной среды должна осуществляться из отверстия 250 защитного колпачка сопла как можно раньше в тот момент времени, когда во время обработки с врезной подачей в заготовку заготовка прорезается не менее чем на 1/3, лучше на половину, и в идеале полностью.
Для этой цели можно использовать, например, плазменную горелку 1, соответствующую Фиг. 6 и 10.
е. Особое преимущество может быть получено, если во время обработки с врезной подачей в заготовку вторичная среда и вращение потока вторичной среды изменяются. Здесь возникают эффекты, описанные выше в абзацах в) и д). В качестве горелки 1 можно использовать, например, горелку, изображенную на Фиг. 8.
В целом, может быть получено преимущество, когда вторичная среда / среды во время фазы обработки с врезной подачей изменяются с точки зрения одного или нескольких параметров, таких как, например, скорость потока, объемный поток, вращение потока и состав, по отношению к другим рабочим состояниям.
После прорезания движение резания выполняется с выбранной вторичной средой. После прорезания контура К0 разрезается длинный участок K1, после чего пытаются пройти вокруг угла в контуре K2 участка. Если горелка 1 направляется так, как в контуре K2 углового участка, то получается угол с острыми краями. Здесь, как также показано на Фиг. 15а, горелка 1 отходит от контура подлежащей разрезанию детали и направляется через «часть отходов», чтобы затем снова вернуться к контуру подлежащей разрезанию детали. Это также упоминается как «обход угла». К контуру K2 участка примыкает контур K3 участка с иллюстративной последовательностью небольших участков с изменением направления оси продвижения. В течение времени, в течение которого горелка 1 направляется через «часть отходов» в контур K2 участка, в вытекающей вторичной среде произошло по меньшей мере одно изменение.
При проходе через «часть отходов» в контуре K2 существуют следующие возможности:
а. Выгодно влиять на качество резки во время процесса резки путем изменения вращения потока вторичной среды / сред. Здесь длинные прямые участки разрезаются с интенсивным вращением и высокой скоростью, а небольшие участки разрезаются с менее интенсивным вращением и меньшей скоростью продвижения. Длинный участок обычно начинается с длины, которая соответствует по меньшей мере двойной толщине заготовки в соответствующей области обработки подлежащей разрезанию заготовки, но имеет длину по меньшей мере 10 мм. При более интенсивном вращении потока вторичной среды / сред резка может выполняться с более высокой скоростью продвижения, а при менее интенсивном вращении резка должна выполняться с более низкой скоростью продвижения. Однако более низкая скорость продвижения является преимущественной для разрезания небольших участков, например, малых радиусов, которые, например, меньше двойной толщины заготовки в соответствующей области обработки, например, пилообразных контуров, четырехугольных контуров, длина кромки которых также меньше двойной толщине заготовки. Благодаря относительно низкой скорости продвижения направляющая система более точно направляет горелку 1 даже в случае изменения направления выполняемого движения. Кроме того, плазменная струя 6 не отстает, а отставание кромок уменьшается, что положительно влияет на углы на внутренних контурах и на внутренние углы. В случае длинных участков это не имеет значения, и здесь резка может выполняться с интенсивным вращением потока вторичной среды / сред и с относительно высокой скоростью продвижения.
Для этой цели можно использовать, например, плазменную горелку 1, соответствующую Фиг. 4 и 8.
б. Кроме того, в процессе резки выгодно вносить изменения в объемный поток и/или состав вторичной среды. Таким образом, в заготовке, состоящей из конструкционной стали, небольшие контуры или небольшие участки разрезаются смесью вторичной среды, которая имеет более высокую долю кислорода, чем в случае больших участков. Доля кислорода составляет более 40 объемных процентов.
Для этой цели можно использовать, например, плазменную горелку 1, соответствующую Фиг. 6-10.
в. Особенно выгодно, если возможности, описанные в абзацах а) и б) выше, объединены.
Для этой цели можно использовать, например, плазменную горелку, выполненную в соответствии с Фиг. 8.
г. В случае такой конструкции вторичная среда или смесь вторичной среды может быть изменена с учетом таких параметров, как скорость потока, объемный расход, вращение потока и состав.
д. В принципе, может быть выгодно изменить вторичную среду или смесь вторичной среды с точки зрения одного или нескольких параметров, таких как, например, скорость потока, объемный поток, вращение потока и состав во время процесса резки, и особенно может быть преимуществом сделать это при прохождении по «части отходов».
Если изменение в одном из описанных параметров происходит в области часть отходов, то есть не на разрезаемой кромке подлежащей разрезанию заготовки, то на разрезаемой кромке этой заготовки не наблюдается никакого изменения или разницы в качестве резки, связанной с этим переходом.
Однако также возможно выполнить изменение параметров на участке получающейся разрезаемой кромки заготовки. Для этого, однако, необходимо изменить не только вторичную среду, но и по меньшей мере еще один параметр процесса плазменной резки, скорость продвижения, расстояние от плазменного резака до поверхности заготовки (от защитного колпачка сопла до поверхности заготовки), электрический ток резки и/или электрическое напряжение резки.
Однако также возможно реализовать одно из описанных изменений вторичной среды при движении над разрезом F.
На участке К10 окончания резки процесс резки заканчивается. Здесь также еще раз могут быть изменены параметры вытекающей вторичной среды или смеси вторичной среды.
После одного из описанных изменений по меньшей мере одного параметра вторичной среды или вторичных сред контур K3 с небольшими участками разрезается с использованием наиболее подходящего(их) для него параметра(ов).
Изменение параметров на участке с длинным контуром K5 происходит на участке K4 на «части отходов», аналогично изменению в контуре K2 участка.
Фиг. 16а и 16b также показывают разрезаемый элемент. В этом случае на участках К2 и К4 между участками K1 и K3 и K5 также имеет место разновидность изменения вытекающей вторичной среды, как описано на Фиг. 15а и 15b. Параметры вытекающей вторичной среды для этого участка изменяются относительно участка K21, поскольку на участке K3 скошенная кромка разрезается под углом, например, 45°. Это также описано в последнем абзаце, касающемся Фиг. 6.
На Фиг. 17 в качестве примера показана плазменная горелка 1, которая расположена относительно заготовки с расстоянием d между защитным колпачком 25 сопла и заготовкой W.
Список ссылочных обозначений
1 плазменная горелка
2 наконечник плазменной горелки
3 ствол плазменной горелки
5 соединительный блок
6 плазменная струя (вспомогательная или режущая дуга)
11 полость
21 сопло
22 электрод
23 направляющая для газа
24 пространство (между электродом и соплом)
25 защитный колпачок сопла
26 пространство (между соплом и защитным колпачком сопла)
27 направляющая SG1, SG2, SG1a, SG2a для сред
28 пространство (между соплом и защитным колпачком сопла), по направлению к кончику сопла
29 колпачок сопла
30 корпус
31 клапан PG1
32 клапан PG2
33 клапан для вентиляции
34 подводящий канал PG1
35 подводящий канал PG2
37 линия
51 клапан
61 подводящий канал SG1
61а подводящий канал SG1a
61b подводящий канал SG1b
62 подводящий канал SG2
63 Клапан SG1, SG1a
64 Клапан SG2, SG1b
65 отверстие
66 подводящий канал
210 отверстие сопла
250 отверстие защитного колпачка сопла
250а дополнительное отверстие
271 отверстия в направляющей 27 для вторичной среды SG1, SG1a
272 отверстия в направляющей 27 для вторичной среды SG2, SG1b
А выпускное отверстие
D диаметр
d Расстояние между плазменной горелкой и заготовкой
Е впускное отверстие
F разрез
g смещение
K контур разрезаемой заготовки
К0 начало резки, врезная резка
К1 контур 1 участка
К2 участок между двумя участками
К3 контур 3 участка
K4 участок между двумя участками
K5 контур участка
K10 конец резки
L длина
М центральная ось плазменной горелки
PG1 плазмообразующий газ 1
PG2 плазмообразующий газ 2
SG1 вторичная среда 1
SG1a вторичная среда 1а
SG1b вторичная среда 1b
SG2 вторичная среда 2
S катушка
L1-L4 расстояние между клапанами
V направление резки, направление оси продвижения
W заготовка
W1 поверхность резки
W2 толщина заготовки
α1-α4 угол.
Изобретение относится к плазменной горелке, в частности к плазменному резаку. Плазменная горелка выполнена с подводящим каналом (34) для плазмообразующего газа (PG1), в которой по меньшей мере одна вторичная среда (SG1, SG2) направляется в по меньшей мере одном подводящем канале (61, 62) через корпус (30) плазменной горелки (1) к отверстию (250) защитного колпачка сопла и/или к дополнительным отверстиям (250a) в защитном колпачке (25) сопла. Причем по меньшей мере в одном подводящем канале (61, 62) непосредственно внутри корпуса (30) плазменной горелки (1) расположен по меньшей мере один клапан (63, 64) для открывания и закрывания подводящего канала (61, 62). Объединение разделенных подводящих каналов (61a, 61b), полученных путем разделения одного подводящего канала (61) по меньшей мере на два параллельных подводящих канала (61а, 61b) для одной вторичной среды, или объединение подводящих каналов (61, 62) для различных вторичных сред (SG1, SG2) выполнено внутри корпуса (30) плазменной горелки (1), в плазменной головке, в пространстве, образованном соплом или колпачком сопла и защитным колпачком сопла. Слияние потоков вторичных сред из разделенных подводящих каналов (61а, 61b и/или 61, 62) предпочтительно происходит до, во время или после прохождения через направляющую (27) для газа плазменной горелки (1). Техническим результатом является возможность быстро активировать и деактивировать вторичную среду, возможность быстро переключиться с одной вторичной среды на другую во время процесса резки, возможность быстро реагировать на изменения путем переключения вторичной среды, например, во время начала резки, обработки с врезной подачей, прорезания, во время процесса резки, при пересечении разреза или в конце резки, а также возможность быстро переключаться между двумя процессами резки. 10 з.п. ф-лы, 20 ил.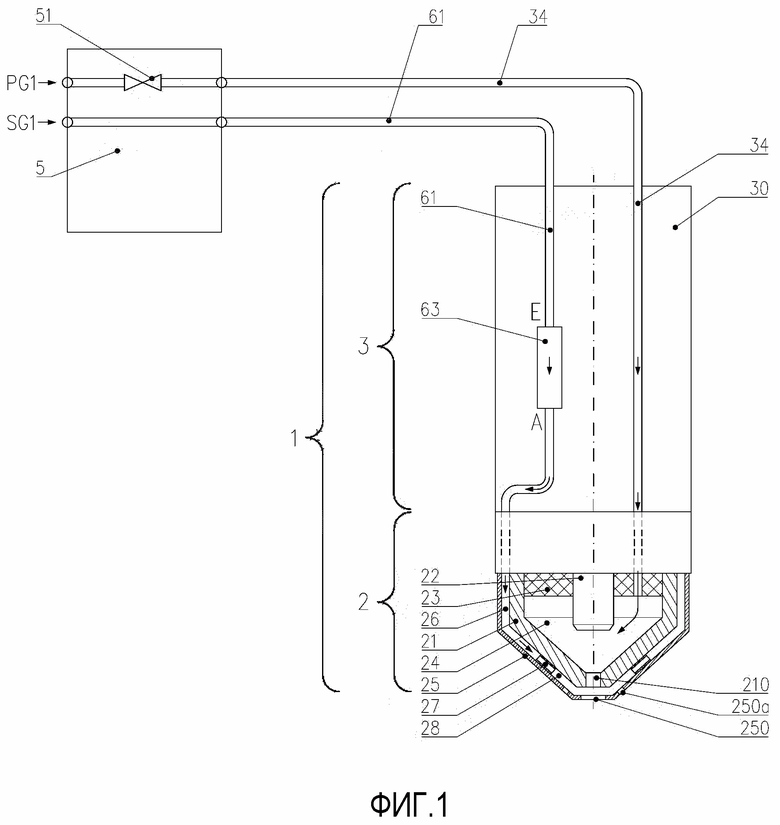
1. Плазменная горелка, в частности плазменный резак, с подводящим каналом (34) для плазмообразующего газа (PG1), в которой по меньшей мере одна вторичная среда (SG1, SG2) направляется в по меньшей мере одном подводящем канале (61, 62) через корпус (30) плазменной горелки (1) к отверстию (250) защитного колпачка сопла и/или к дополнительным отверстиям (250a), которые выполнены в защитном колпачке (25) сопла, и при этом в указанном по меньшей мере одном подводящем канале (61, 62) непосредственно внутри корпуса (30) плазменной горелки (1) расположен по меньшей мере один клапан (63, 64) для открывания и закрывания подводящего канала (61, 62),
причем объединение разделенных подводящих каналов (61a, 61b), полученных путем разделения одного подводящего канала (61) по меньшей мере на два параллельных подводящих канала (61а, 61b) для одной вторичной среды, или
объединение подводящих каналов (61, 62) для различных вторичных сред (SG1, SG2) выполнено внутри корпуса (30) плазменной горелки (1), в плазменной головке, в пространстве, образованном соплом или колпачком сопла и защитным колпачком сопла, при этом слияние потоков вторичных сред из разделенных подводящих каналов (61а, 61b и/или 61, 62) предпочтительно происходит до, во время или после прохождения через направляющую (27) для газа плазменной горелки (1).
2. Плазменная горелка по п. 1, отличающаяся тем, что внутри корпуса (30) установлены по меньшей мере два клапана (63, 64), каждый из которых выполнен с возможностью активации по отдельности для открытия и закрытия соответствующего разделенного подводящего канала (61a, 61b).
3. Плазменная горелка по п. 2, отличающаяся тем, что по меньшей мере в одном из разделенных подводящих каналов (61а, 61b) выполнено отверстие (65), дроссель или элемент, который изменяет свободное поперечное сечение соответствующего подводящего канала (61а) относительно свободного поперечного сечения соответствующего другого разделенного подводящего канала (61b).
4. Плазменная горелка по любому из предшествующих пунктов, отличающаяся тем, что по меньшей мере два подводящих канала (61, 62) для двух различных вторичных сред (SG1, SG2) проходят через корпус (30) плазменной горелки (1) к отверстию (250) защитного колпачка сопла и/или к дополнительным отверстиям (250a), которые выполнены в защитном колпачке (25) сопла,
при этом в каждом подводящем канале (61, 62) для одной вторичной среды (SG1, SG2) внутри корпуса установлен по меньшей мере один клапан (63, 64) для открытия и закрытия соответствующего подводящего канала (61, 62).
5. Плазменная горелка по любому из предшествующих пунктов, отличающаяся тем, что на направляющей (27) для газа выполнены по меньшей мере два отверстия (271, 272) или две группы отверстий (271, 272), которые направляют соответствующую вторичную среду / среды (SG1, SG2), при этом отверстия (271, 272), предпочтительно, имеют свободные поперечные сечения различного размера и геометрической формы и/или ориентированы в разных осевых направлениях, или же отверстия (271, 272) разных групп расположены смещенными в радиальном направлении относительно друг друга и/или количество отверстий (271, 272) выбрано разным в отдельных группах.
6. Плазменная горелка по любому из предшествующих пунктов, отличающаяся тем, что внутри корпуса (30) расположена по меньшей мере одна полость (11), соединенная с подводящим каналом (34), причем в этой полости (11), у отверстия, установлен клапан (33), который открывает и закрывает отверстие и посредством которого осуществляется выпуск указанного по меньшей мере одного плазмообразующего газа из указанного по меньшей мере одного подводящего канала (34) для плазмообразующего газа в отверстие сопла (210), когда указанный клапан (33) находится в открытом состоянии.
7. Плазменная горелка по любому из предшествующих пунктов, отличающаяся тем, что клапаны (33, 63, 64), расположенные в корпусе (30), выполнены с возможностью приведения в действие электрически, пневматически или гидравлически и предпочтительно выполнены как осевые клапаны, и особенно предпочтительно, их максимальный наружный диаметр или максимальная средняя диагональ поверхности составляет не более 15 мм, а максимальная длина составляет 50 мм, и/или максимальный наружный диаметр корпуса составляет 52 мм, и/или максимальный наружный диаметр клапанов составляет не более 1/4 от наружного диаметра или максимальной средней диагонали поверхности корпуса (30), и/или для работы клапанов (33, 63, 64) требуется максимальная потребляемая электрическая мощность, равная 10 Вт, причем, предпочтительно, в случае электрически приводимого в действие клапана (клапанов) (33, 63, 64), соответствующая вторичная среда или плазмообразующий газ протекает через обмотку катушки (S).
8. Плазменная горелка по любому из предшествующих пунктов, отличающаяся тем, что она (1) выполнена в виде быстросменной горелки, в которой ствол (3) горелки выполнен с возможностью отделения от ее головки (2).
9. Плазменная горелка по любому из предшествующих пунктов, отличающаяся тем, что, в дополнение к отверстию (250) защитного колпачка сопла или держателя защитного колпачка (25) сопла, выполнено по меньшей мере одно отверстие (250a), через которое протекает по меньшей мере часть одной из вторичных сред (SG1, SG2), причем в случае выполнения нескольких отверстий (250a) в каждом случае одна вторичная среда (SG1 или SG2) выходит через одно или несколько выбранных отверстий (250а) в направлении поверхности заготовки.
10. Плазменная горелка по любому из предшествующих пунктов, отличающаяся тем, что могут использоваться газообразные и/или жидкие вторичные среды.
11. Плазменная горелка по любому из предшествующих пунктов, отличающаяся тем, что она (1) соединена с контроллером, который выполнен так, что клапан(ы) (63, 64), который(е) расположен(ы) в подводящем канале (61, 62, 61a, 61b) для вторичной среды (SG1, SG2), открыт(ы), когда по меньшей мере часть электрического тока резки проходит через заготовку (W), так что в этом рабочем состоянии вторичная среда (SG1, SG2) может вытекать из плазменной горелки (1) в направлении поверхности заготовки, причем в течение периода времени, в течение которого образуется вспомогательная дуга, клапан(ы) (63, 64) удерживае(ю)тся закрытым(и), и/или клапан(ы) (63, 64), который(е) расположен(ы) в подводящем канале (61, 62, 61а, 61b) для вторичной среды (SG1, SG2), открывае(ю)тся самое раннее в тот момент времени, когда при врезании в заготовку заготовка (W) прорезана по меньшей мере на 1/3, предпочтительно наполовину и особенно предпочтительно полностью, и/или
по меньшей мере один клапан (63, 64), который расположен в подводящем канале для вторичной среды (SG1, SG2), активируется и деактивируется во время начала резки (K0) между двумя участками (K2) резки при пересечении разреза (F) или в конце (K10) резки.
| EP 790756 A3, 20.08.1997 | |||
| EP 1849550 A2, 31.10.2007 | |||
| WO 1991002619 A1, 07.03.1991 | |||
| МНОГОФОРСУНОЧНАЯ ПЛАЗМЕННАЯ ТРУБООБРАЗНАЯ ГОРЕЛКА-ОСАДИТЕЛЬ ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВОК КАК ПОЛУФАБРИКАТОВ ДЛЯ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКИХ ВОЛОКОН | 2009 |
|
RU2551587C2 |
| RU 2013139165 A, 27.03.2015 | |||
| СОПЛО ПЛАЗМЕННОЙ ГОРЕЛКИ, ОХЛАЖДАЕМОЙ ЖИДКОСТЬЮ, А ТАКЖЕ ГОЛОВКА ПЛАЗМЕННОЙ ГОРЕЛКИ С СОПЛОМ | 2010 |
|
RU2533187C2 |
| СПОСОБ ПЛАЗМЕННОЙ РЕЗКИ ЗАГОТОВКИ ПОСРЕДСТВОМ УСТАНОВКИ ПЛАЗМЕННОЙ РЕЗКИ И ПУЛЬСИРУЮЩЕГО ЭЛЕКТРИЧЕСКОГО ТОКА | 2010 |
|
RU2542158C2 |

