Настоящее изобретение относится к способу плазменной резки заготовки посредством установки плазменной резки, содержащей источник струи плазмы и плазменную горелку, которая имеет электрод и форсунку, установленную на небольшом расстоянии от электрода на нижнем конце плазменной горелки для образования между ними плазменной камеры.
Плазмой называется образуемый в результате термической ионизации газ, который состоит из положительных и отрицательных ионов, электронов, а также возбужденных и нейтральных атомов и молекул.
В качестве плазмообразующего газа используются различные газы, например одноатомный аргон и/или двухатомные газы водород, азот, кислород или воздух. Данные газы ионизируются и распадаются на отдельные атомы посредством энергии электрической дуги. Сужаемая через форсунку электрическая дуга называется струей плазмы.
На параметры струи плазмы существенное влияние оказывает форма форсунки и электрода. К таким параметрам струи плазмы относятся, например, диаметр струи, температура, плотность энергии и скорость потока газа.
При плазменной резке плазма сужается, например, через форсунку, которая может охлаждаться потоком газа или иметь жидкостное охлаждение. Благодаря этому плотность энергии может достигать 2×106 Вт/см2. В струе плазмы возникают температуры до 30.000°С, которые в сочетании с высокой скоростью потока газа позволяют осуществлять резание с очень высокими скоростями.
Установка плазменной резки состоит, как правило, по меньшей мере, из источника электрического тока, плазменной горелки и системы газоснабжения.
Из-за большой тепловой нагрузки на форсунку последняя, как правило, выполняется из металла, предпочтительно из меди ввиду ее высокой электро- и теплопроводности. То же самое справедливо и для держателя электрода, который, однако, может изготавливаться и из серебра. Форсунка применяется в плазменной горелке, основными элементами которой являются головка плазменной горелки, колпачок форсунки, направляющая плазмообразующего газа, форсунка, держатель форсунки, кронштейн для электродов, держатель электрода с эмиссионной вставкой и у современных плазменных горелок - держатель защитного колпачка форсунки и защитный колпачок форсунки. Держатель электрода фиксирует заостренную электродную вставку из вольфрама, которая подходит для использования не окисляющих газов в качестве плазмы, например смесь аргона и водорода. Так называемый плоский электрод, эмиссионная вставка которого состоит, например, из циркония или гафния, подходит и для использования окисляющих газов в качестве плазмы, например воздуха или кислорода. Для кислородосодержащих плазмообразующих газов может применяться цирконий. Ввиду своих повышенных тепловых свойств гафний подходит лучше, так как его оксид более устойчив к температурным изменениям.
Для обеспечения большого срока службы форсунки и электрода часто применяется жидкостное охлаждение, например водой, но оно может осуществляться и потоком газа.
В этом различаются плазменные горелки с жидкостным и воздушным охлаждением.
Для обеспечения большого срока службы электрода высокотемпературный материал в виде эмиссионной вставки помещается в оправку, которая охлаждается. Жидкостное охлаждение - самый эффективный способ. Электрическая дуга горит между эмиссионной вставкой электрода и форсункой или/и разрезаемой заготовкой. Во время работы эмиссионная вставка постепенно изнашивается и в электроде образуется отверстие. Это постоянно приводит к тому, что электрическая дуга переходит и на держатель электрода и разрушает его. Это происходит особенно тогда, когда эмиссионная вставка прогорает глубже чем на 1 мм. Вместе с ней в таком случае разрушается весь электрод, который необходимо будет заменить.
Под источниками электрического тока, используемыми для плазменной резки, подразумеваются преимущественно источники постоянного тока с резко падающей или жесткой вольтамперной характеристикой. Вследствие чего обусловленные способом колебания электрического напряжения резки не влияют или незначительно влияют на ток, требуемый для резки. Данные колебания могут быть вызваны, например, разным расстоянием от горелки до заготовки, пульсациями в системе газоснабжения и износом деталей плазменной горелки.
Примерами источников электрического тока с резко падающей характеристикой являются трансформаторы с полем рассеяния или повышенным рассеянием с подключаемым выпрямителем тока. Падающая характеристика генерируется посредством расположения катушек трансформатора.
У современных источников постоянного тока жесткая вольтамперная характеристика достигается посредством регулирования тока, требуемого для резки, с помощью электронных конструктивных элементов, например тиристоров и транзисторов.
Принципиально различаются ведомые сетью источники тока и источники тока с повышенной частотой.
Ведомыми сетью источниками тока называют такие источники, время контакта для регулирования которых определяется посредством частоты напряжения электросети и их переходом через нуль. Модификацией является трансформатор с подключаемым выпрямителем тока, управляемым тиристором. Минимально возможное время контакта для регулирования в выпрямитель тока в зависимости от варианта подключения составляет от 6,6 мс у 3-импульсной до 1,6 мс у 12-импульсной мостовой схемы.
Источники тока с повышенной частотой имеют значительно меньшее время контакта для регулирования, так как частота существенно выше, чем частота напряжения сети. Время контакта в зависимости от частоты источника тока составляет от 100 мс до 5 мс.
Модификация состоит из трансформатора, нерегулируемого диодного выпрямителя и подключаемой транзисторной переключающей схемы, называемой также прерывателем, который регулирует ток. Другой вариант, часто называемый инвертором, состоит из нерегулируемого диодного выпрямителя, преобразователя постоянного тока в переменный, трансформатора и диодного выпрямителя. Частота прерывателя и преобразователя постоянного тока в переменный составляет от 10 до 200 кГц.
Согласно уровню техники используется - за исключением нежелательного, но неизбежного шума или нежелательных высших гармоник - по возможности непрерывный постоянный ток для высокого качества поверхности реза и длительного срока службы быстроизнашивающихся деталей плазменной горелки. Для этого в большинстве случаев в цепь тока, требуемого для резки, подключают индуктивные конструктивные элементы (дроссели) для снижения пульсаций, причиной которых являются электросеть и процессы переключения источника тока.
Источники тока, работающие с повышенной частотой, в отличие от ведомых сетью источников могут управлять пульсациями постоянного тока, вызванными частотой напряжения сети, так как частота источника тока значительно выше, чем частота напряжения сети. Часто мощность подобных источников тока лежит в ограниченном диапазоне, например от 10 до 20 кВт. Поэтому параллельно подключаются несколько источников тока. Параллельно подключаться могут и ведомые сетью источники тока с повышенной частотой.
Технический результат предлагаемого изобретения заключается в повышении срока службы электрода.
В соответствии с изобретением указанный технический результат согласно одному независимому пункту формулы изобретения достигается способом плазменной резки заготовки, осуществляемым посредством установки плазменной резки, содержащей источник струи плазмы и плазменную горелку, которая имеет электрод и форсунку, установленную с небольшим зазором от электрода на нижнем конце плазменной горелки для образования между ними плазменной камеры, при этом целенаправленно и подконтрольно наводится ток I, создаваемый источником струи плазмы и проходящий через плазменную горелку, по меньшей мере, на временном отрезке процесса плазменной резки для генерации пульсаций со свободно выбираемой частотой f в диапазоне от 30 до 500 Гц, предпочтительно от 35 до 500 Гц, особо предпочтительно от 55 до 400 Гц. Самый предпочтительный диапазон частоты составляет от 65 до 300 Гц.
Кроме того, указанный технический результат согласно другому независимому пункту формулы изобретения достигается способом плазменной резки заготовки, осуществляемым посредством установки плазменной резки, содержащей источник струи плазмы и плазменную горелку, которая имеет электрод и форсунку, установленную с небольшим зазором от электрода на нижнем конце плазменной горелки для образования между ними плазменной камеры, причем целенаправленно и подконтрольно наводится ток I, создаваемый источником струи плазмы и проходящий через плазменную горелку, по меньшей мере, на временном отрезке процесса плазменной резки для генерации пульсаций со свободно выбираемой частотой f в диапазоне от 0,1 до 30 Гц, предпочтительно от 0,1 до 29 Гц, особо предпочтительно от 0,1 до 20 Гц. Импульс может иметь любую форму сигнала, например прямоугольную, пилообразную и т.д. Кроме того, импульс как по времени, так и относительно среднего арифметического значения или исходного значения (базовой величины) может быть несимметричным и полностью однонаправленным, например исходя из среднего арифметического значения или исходной величины идти вниз.
Способом согласно первому пункту формулы изобретения может быть предусмотрено, чтобы пульсирующий ток IS, требуемый для резки, колебался с, по меньшей мере, свободно выбираемым пиковым значением Imin и/или Imax в диапазоне от 5% до 70%, предпочтительно от 10% до 50% относительно своего среднего арифметического значения.
Согласно специальной форме осуществления способа в соответствии с первым пунктом формулы изобретения может быть предусмотрен способ, при котором минимальное отклонение пикового значения Imax и/или Imin от среднего арифметического значения тока IS, требуемого для резки, составляло 5 А, более предпочтительно 10 А и самое предпочтительное 20 А.
Кроме того, может быть предусмотрено, чтобы максимальное отклонение предельного пикового значения Imax и/или Imin от среднего арифметического значения Im тока IS, требуемого для резки, составляло 200 А, предпочтительно 100 А.
Оптимально величина максимальной скорости изменения тока IS, требуемого для резки, составляет 400 А/мс и/или величина минимальной скорости изменения тока IS, требуемого для резки, составляет 2 А/мс.
Согласно специальной форме осуществления изобретения коэффициент заполнения D=tImax/T тока IS, требуемого для резки, лежит между 0,1 и 0,9, предпочтительно между 0,3 и 0,7.
В соответствии со способом согласно первому и второму вариантам может быть предусмотрено, чтобы каждый импульс тока IS, требуемого для резки, имел малый период колебаний tImin и большой период колебаний tImax, где:
tImin+tImax=T,
период Т=1/f и tImin или tImax<25% периода Т, предпочтительно tImin или tImax<15% периода Т.
В качестве альтернативы также допустимо, чтобы каждый импульс тока IS, требуемого для резки, имел малый период колебаний tImin и большой период колебаний tImax, где
tImin+tImax<T,
Т=1/f и tImin+tImax<50% периода Т,
предпочтительно tImin+tImax<30% периода Т.
Среднее арифметическое значение напряжения, требуемого для резки в соответствии со способами согласно первому и второму пунктам формулы изобретения, составило от 90 В до 250 В, предпочтительно от 120 В до 220 В.
Оптимально объемный расход плазмообразующего газа (PG) поддерживается постоянным.
В частности, может быть предусмотрено, чтобы электрод был плоским.
Кроме того, может быть предусмотрено, чтобы плазмообразующий газ приводился во вращение в плазменной камере.
Предпочтительно используется кислородосодержащий плазмообразующий газ.
Наконец, оптимально среднее арифметическое значение тока IS, требуемого для резки, составляет от 25 А до 500 А.
В основу настоящего изобретения положен полученный в ходе исследований опыт о том, что и при непрерывном постоянном токе возникает вышеописанное разрушение держателя электродов и таким образом срок службы электрода является не особенно большим. Однако неожиданно было обнаружено, что наложение на постоянный ток, требуемый для резки, переменного тока или пульсация тока, требуемого для резки, положительно влияет на срок службы.
Особенно при плазменной резке кислородосодержащим плазмообразующим газом плазменной горелки с помощью, так называемого плоского электрода, который состоит, по меньшей мере, из термоустойчивой эмиссионной вставки и держателя электрода, срок службы был повышен более в чем в два раза. Оказалось, что точка приложения электрической дуги лучше остается на эмиссионной вставке и не на держателе электрода. Вследствие этого эмиссионная вставка может гореть дальше «вниз» и эмиссионная вставка используется дольше и лучше. Подразумевается, что пульсирующий ток приводит к лучшему центрированию точки приложения электрической дуги на эмиссионной вставке.
Изменение тока могло быть реализовано установкой соответствующего заданного значения и соответствующим расчетом источника тока.
Следующие значения из примера поясняют это:
Плазменная резка 15-миллиметровой конструкционной стали может осуществляться, например, со следующими параметрами:
Плазмообразующий газ: кислород
Давление плазмообразующего газа 9 бар
Объемный расход плазмообразующего газа 1.500 л/ч
Вторичный газ азот
Давление вторичного газа 6 бар
Объемный расход вторичного газа 2.200 л/ч
Скорость резания 2,7 м/мин
Среднее значение необходимого для резки напряжения: 135 В
Среднее значение необходимого для резки тока: 160 А
Минимальный ток, требуемый для резки Imin 140 А
Максимальный ток, требуемый для резки Imax 180 А
Частота 83 Гц
Диаметр канала форсунки 1,4 мм
Преимущественно должны выбираться значения частоты и амплитуд Imax (максимальный ток, требуемый для резки) Imin (минимальный ток, требуемый для резки) таким образом, чтобы в результате пульсации тока на поверхности резания не появлялись желобки. Срок службы электрода может повыситься таким образом с 3 до 8 часов.
И при токах 360 А срок службы может увеличиться с 2 до 6 часов.
Другие признаки и преимущества изобретения имеют место из нижеследующего описания, в котором представлено несколько примеров осуществления настоящего изобретения со ссылкой на фигуры, на которых:
На фиг.1 показана схематическая диаграмма установки плазменной резки в соответствии с уровнем техники;
На фиг.2 схематически представлена последовательность процесса плазменной резки согласно уровню техники;
На фиг.3 схематически показана последовательность процесса плазменной резки в соответствии со специальной формой выполнения настоящего изобретения;
На фиг.4-9 представлены специальные формы осуществления способа плазменной резки согласно первому пункту настоящего изобретения;
На фиг.10-18 показаны специальные формы осуществления способа плазменной резки в соответствии со вторым пунктом настоящего изобретения;
На фиг.19 представлен вид сечения плазменной горелки с плоским электродом; и
На фиг.19а показана плазменная горелка с фиг.19 дополнительно с вращением плазмообразующего и вторичного газа.
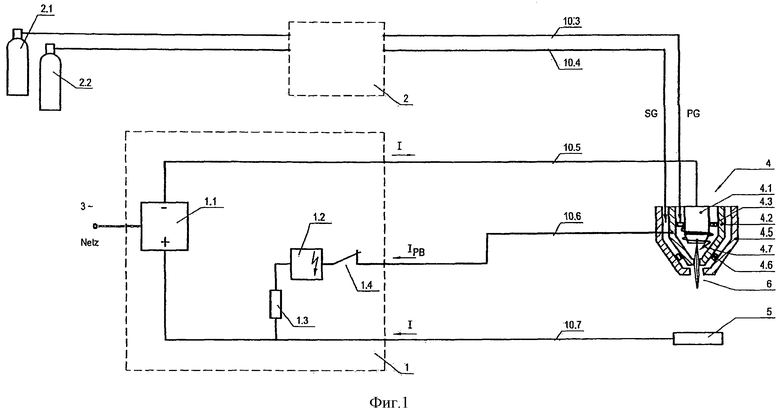
На фиг.1 представлена схематическая диаграмма установки плазменной резки в соответствии с уровнем техники, которая состоит из источника 1 струи плазмы, составными частями которого являются источник 1.1 тока, запальное устройство 1.2, сопротивление 1.3 и контакт 1.4. Отрицательный полюс источника тока соединен с проводом 10.5 с помощью электрода 4.1 плазменной горелки 4, а положительный полюс - с проводом 10.7 посредством заготовки 5 и через сопротивление 1.3, запальное устройство 1.2, а также контакт 1.4 через провод 10.6 с помощью форсунки 4.2 плазменной горелки 4. Источник струи плазмы питается, как правило, от сети трехфазного тока, например 400 В/ 50 Гц. Снабжение газом плазменной горелки осуществляется с консоли 2, в которой для подачи газа, в частности плазмообразующего газа PG и вторичного газа SG, могут находиться клапаны, например магнитные клапаны и/или регулирующие клапаны (не представлены). В данном примере снабжение газом происходит посредством баллонов 2.1 для плазмообразующего газа и баллонов 2.2 для вторичного газа. При резке нелегированных и низколегированных сталей часто в качестве плазмообразующего газа применяется кислород, однако может использоваться и кислородосодержащий газ, например воздух, или смесь газов, например азот / кислород. В качестве вторичного газа в том же самом случае может применяться и кислород, а также и кислородосодержащий газ, например воздух, или смесь газов, например азот/кислород или азот.
Плазмообразующий газ PG подводится через газопровод 10.3 в зону между электродом 4.1 и форсункой 4.2 и плазменной камерой, а вторичный газ SG подается через газопровод 10.4 в зону между форсункой 4.2 или гайкой 4.4 форсунки (не показан) и защитным колпачком 4.5 форсунки.
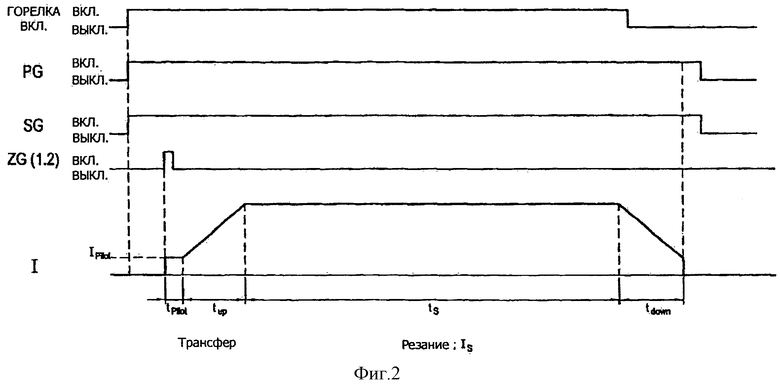
Вместе с фиг.2 ниже описывается последовательность плазменной резки в соответствии с уровнем техники. Сначала плазменная горелка 4 позиционируется с помощью системы управления, например 2-координатного (ху) станка с ЧПУ или робота на определенном расстоянии до заготовки 5. С помощью посылаемого от системы управления к источнику струи плазмы сигнала «Горелка ВКЛ» запускается процесс. Затем управляемые консолью плазмообразующий газ PG и вторичный газ SG проходят через плазменную горелку 4. Спустя некоторое время, например 400 мс, посредством запального устройства 1.2 при высоком напряжении зажигается вспомогательная дуга, которая горит между электродом 4.1 и форсункой 4.2 и ионизирует промежуток между плазменной горелкой 4 и заготовкой 5. Сигнальный ток Ipilot ограничивается сопротивлением 1.3. Характерные значения сигнального тока составляет от 12 до 35 А. Сопротивление 1.3 создает одновременно падение напряжения между форсункой 4.2 и заготовкой 5, что поддерживает перевод точки приложения анода от форсунки к заготовке. После перевода тока I контакт 1.4 размыкается, ток I повышается в течение времени tup (диапазон от 50 мс до 500 мс) до необходимого значения резания, образуется ток Is, который проходит в течение времени tS. Значения тока IS в зависимости от толщины листа, которая, как правило, может составлять, от 1 до 200 мм, от 20 до 1000 А. В соответствии с уровнем техники проходящий в течение этого времени ток должен быть максимально равномерным. Ток I протекает до выключения сигнала «Горелка ВКЛ», затем ток I уменьшается в течение времени tdown и отключается. Величина этого времени обычно составляет от 50 до 500 мс, но ток может отключаться сразу без этого времени. Плазмообразующий газ и вторичный газ еще поступают, чтобы охлаждать плазменную горелку. Уровень техники заключается и в работе с различными плазмообразующим и вторичным газами, а также включает различные давления и количество газа в фазах процесса.
На фиг.3 в противоположность к уровню техники показан лишь в качестве примера неравномерный ток IS в течение времени tS согласно специальной форме осуществления изобретения. Для осуществления способа плазменной резки в соответствии со специальной формой выполнения изобретения также может использоваться установка плазменной резки из фиг.1.
На фиг.4-9 представлены примеры характеристик изменения тока, требуемого для резки, в соответствии с настоящим изобретением, где фиг.4 относится к характеристике изменения тока, обозначенной на фиг.3.
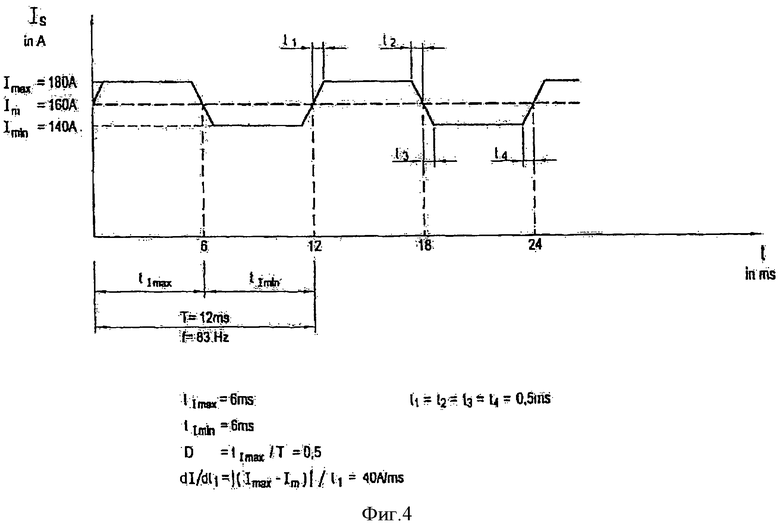
На фиг.4 показана часть тока IS, проходящего в течение времени tS. Среднее арифметическое значение Im тока составляет здесь 160 А, максимальный ток Imax составляет 180 А и минимальный ток Imin составляет 140 А. Отклонение значений Imax и Imin от среднего арифметического значения одинаково и составляет 20 А и вместе с тем 12,5%. Переменный ток, наложенный на постоянный ток, имеет форму трапеции.
Скорости изменения тока dI/dt, то есть значения изменения тока по времени, которое требуется, чтобы:
- из среднего арифметического значения Im получить максимальный ток Imax
dI/dt1=|(Imax-Im)|/t1
- из максимального тока Imax - среднее арифметическое значение Im
dI/dt2=|(Imax-Im)|/t2
- из среднего арифметического значения Im - минимальный ток Imin
dI/dt3=|(Imax-Im)|/t3
- из минимального тока Imin - среднее арифметическое значение Im
dI/dt4=|(Imax-Im)|/t4
здесь постоянны, так как значения разницы между максимальным током и средним арифметическим значением тока, требуемого для резки, и минимальным током и средним арифметическим значением тока, необходимого для резки, - 20 А, а время t1, t2, t3, t4 одинаково и составляет 0,5 мс. Скорость изменения тока составляет 40 A/ms.
dI/dt1=(Imax-Im)/t1=(180A-160A)/0,5мс=40A/mc.
Период Т составляет 12 мс, а частота f-83 Гц. С данной характеристикой изменения тока срок службы был повышен более в чем в два раза, как это следует из вышеприведенного примера плазменной резки 15-миллиметровой конструкционной стали.
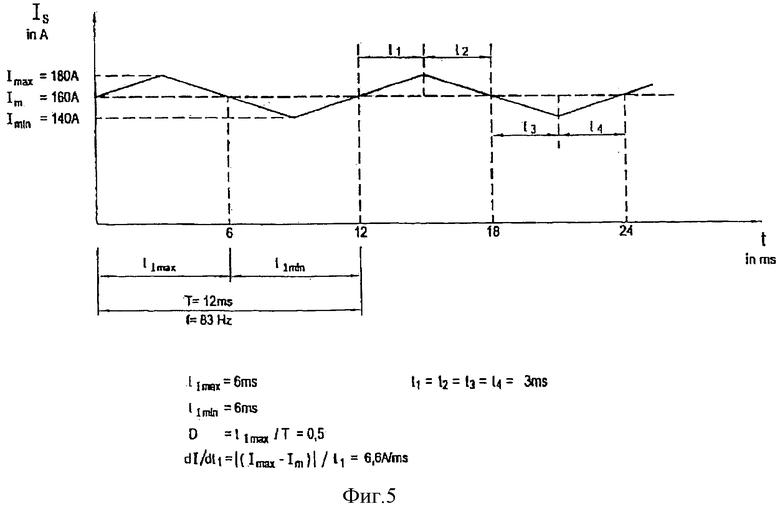
На фиг.5 показана характеристика изменения тока с сигналом треугольной формы, где период, частота, минимальный и максимальный ток, требуемый для резки, а также среднее арифметическое значение тока идентичны фиг.4. Скорости изменения тока менее 6,6 А/мс и одинаковы.
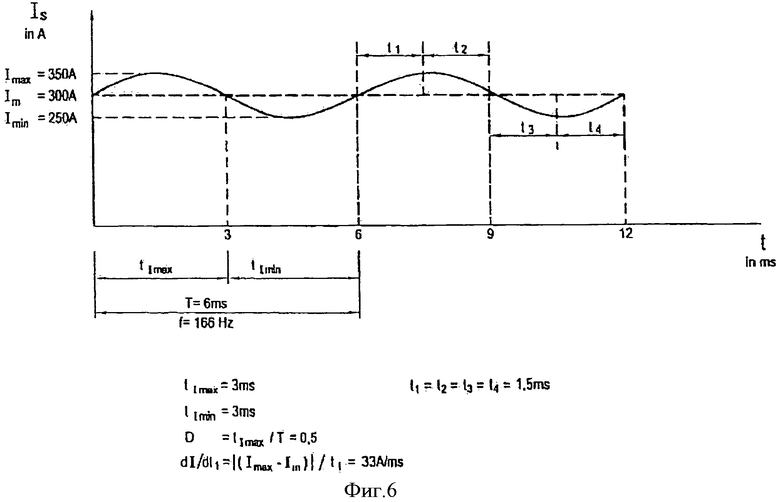
На фиг.6 представлена характеристика изменения тока с сигналом в форме синусоиды с периодом 6 мс и частотой 166 Гц. Среднее арифметическое значение Im тока составляет здесь 300 А, максимальный ток Imax составляет 350 А и минимальный ток Imin составляет 250 А. Отклонение значений Imax и Imin от среднего арифметического значения Im одинаково и составляет 50 А и вместе с тем 16%. Скорости изменения тока составляют 33 А/мс и являются одинаковыми.
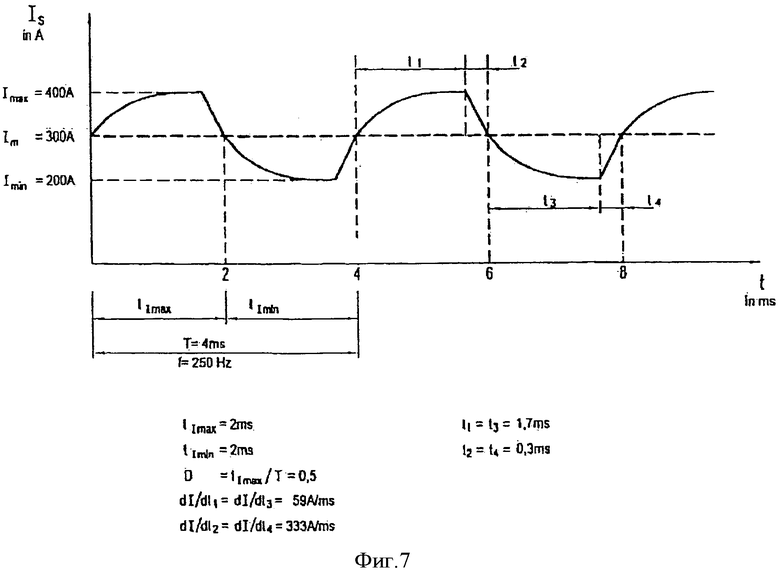
На фиг.7 показана характеристика изменения тока, подобная экспоненциальной функции е. Период составляет 4 мс и частота 250 Гц. Среднее арифметическое значение Im тока составляет здесь 300 А, максимальный ток Imax составляет 400 А и минимальный ток Imin составляет 200 А. Отклонение значений Imax и Imin от среднего арифметического значения Im одинаково и составляет 100 А и вместе с тем 33%. Скорости изменения тока в этом примере разные и имеют следующие значения:
dI/dt1=dI/dt3=100 A/1,7 мс=59А/мс
dl/dt2=dI/dt4 =100 A/0,3 мс=333А/мс
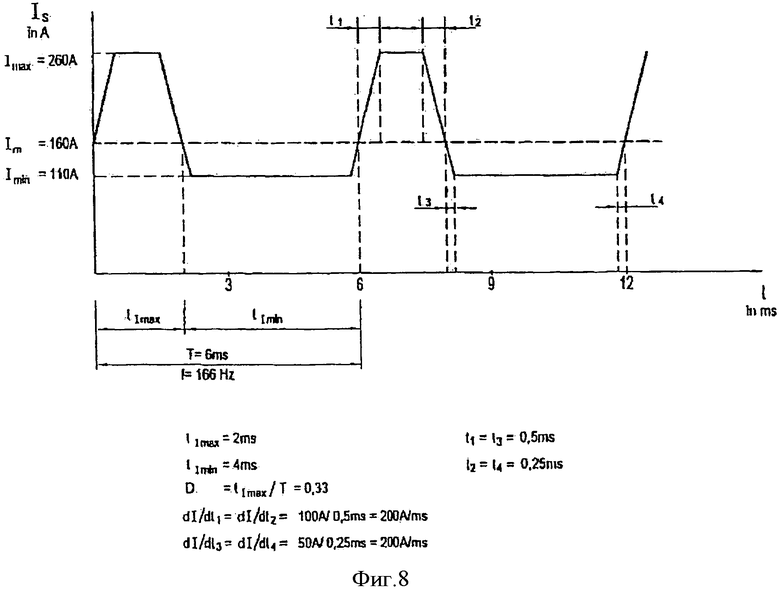
На фиг.8 представлена характеристика изменения тока с сигналом в форме трапеции, где в этом случае разница между максимальным током Imax и средним арифметическим значением Im тока IS, а также между минимальным током Imin и средним арифметическим значением Im тока IS и время tImax (2 мс) и tImin (4 мс) различны:
|Imax-Im|=|260А-160А|=100А
|Imin-Im|=|110А-160А|=50А
Период Т составляет 6 мс и частота 166 Гц. В этом примере скорости изменения тока одинаковы и составляют 200 А/мс.
dI/dt1=dI/dt2=100А/0,5мс=200А/мс
dI/dt3=dI/dt4=50А/0,25мс=200А/мс
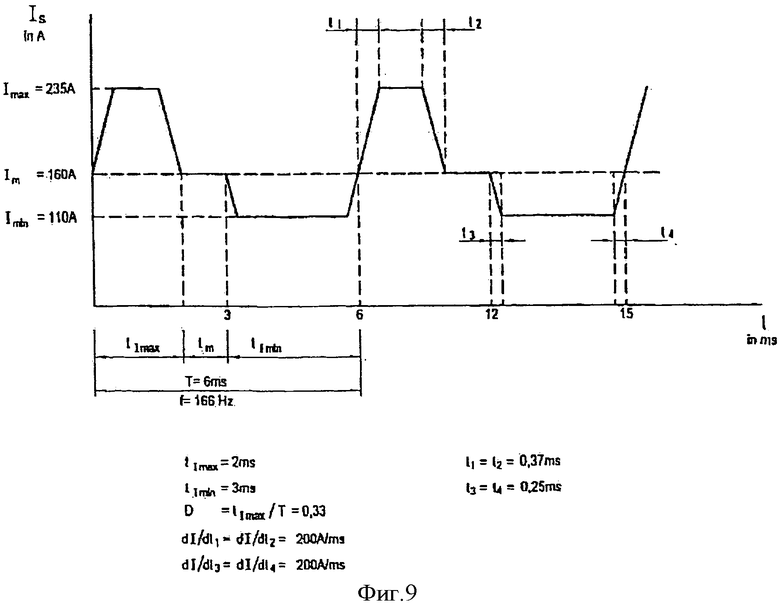
На фиг.9 показана также характеристика изменения тока с сигналом в форме трапеции, где разница между максимальным током Imax и средним арифметическим значением Im тока IS, а также между минимальным током Imin и средним арифметическим значением Im тока IS и время tImax (2 мс) и tImin (3 мс) различны и ток, требуемый для резки - это время на его среднем арифметическом значении Im:
|Imax-Im|=|235А-160А|=75А
|Imin-Im|=|110A-160A|=50A
Период Т составляет 6 мс и частота 166 Гц. В этом примере скорости изменения тока одинаковы и составляют 200 А/мс.
dI/dt1=dI/dt2=100А/0,37мс=200А/мс
dI/dt3=dI/dt4=50А/0,25мс=200А/мс
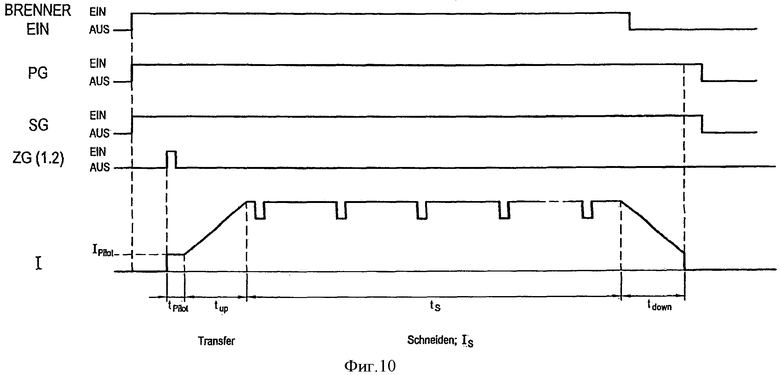
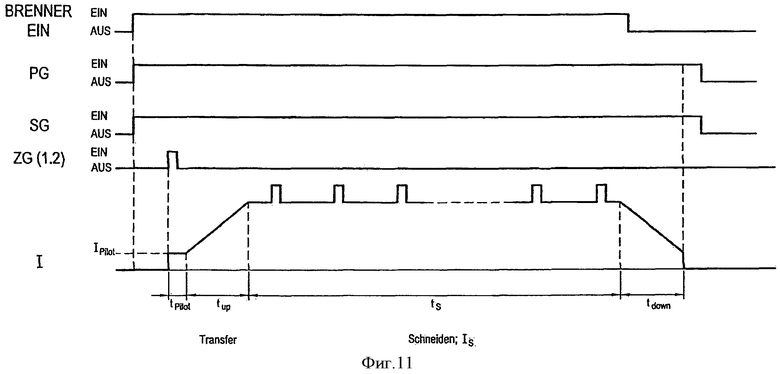
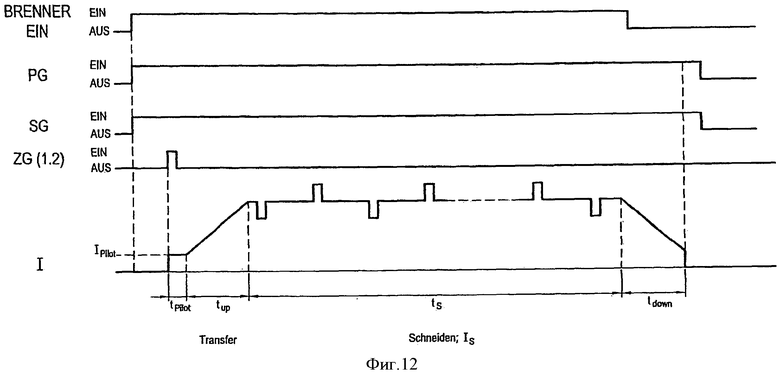
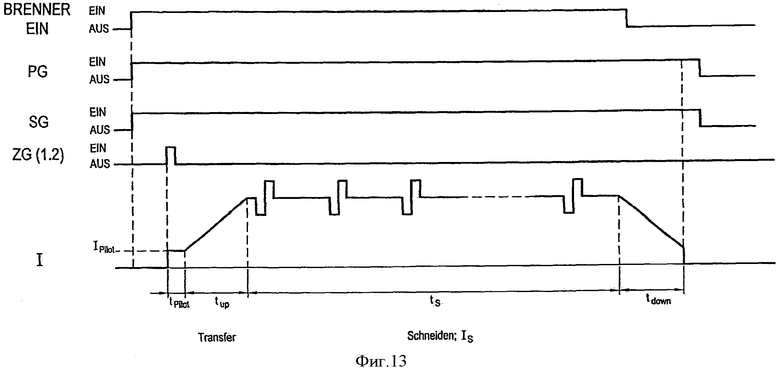
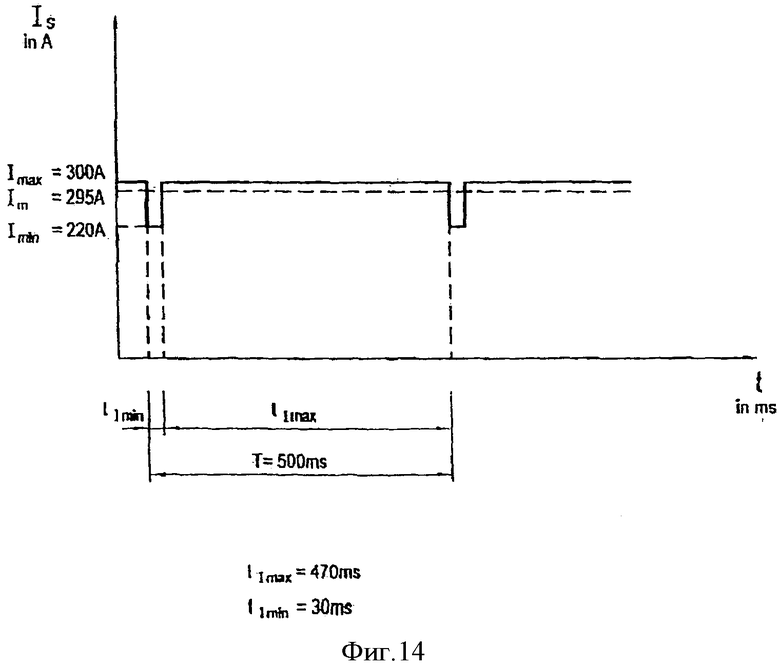
На фиг.10-13 представлены специальные формы осуществления способа плазменной резки согласно второму пункту формулы настоящего изобретения. Вместо наложения на постоянный ток переменного тока в данных случаях ток, требуемый для резки, можно описать как периодически повторяющаяся серия импульсов. На фиг.10 и 11 импульс имеет прямоугольную форму сигнала с периодом (Т(=1/f), направленную вниз, (фиг.10) или прямоугольную форму сигнала, направленную вверх (фиг.11), исходя из базовой величины. На фиг.12 и 13, напротив, импульс имеет прямоугольную форму сигнала, направленную как вверх, так и вниз, где формы сигналов на фиг.12 и 13 отличаются лишь на временном отрезке между импульсами с прямоугольной формой сигнала, направленной вверх и вниз.
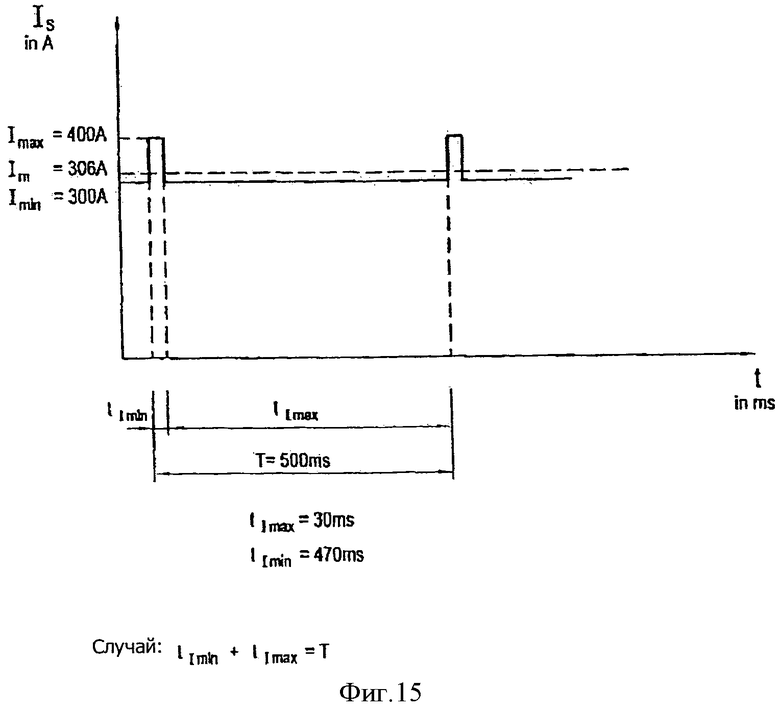
На фиг.14 показан конкретный численный пример для варианта осуществления в соответствии с фиг.10, в то время как на фиг.15 представлен конкретный численный пример варианта осуществления согласно фиг.11. В обоих случаях для суммы tImax, то есть большого периода колебаний, и tImin, то есть малого периода колебаний, и периода Т действует:
tImin+tImax=T,
где Т 500 мс, tImax 470 мс и tImin 30 мс. Для Imax (большой период колебаний)=300 А и Imin (малый период колебания)=220 А имеет место среднее арифметическое значение Im тока 295 А.
В показанном на фиг.15 случае период Т(=1/f) составляет также 500 мс, но tImax 30 мс и tImin 470 мс. При Imax=400 А и Imin=300 А имеет место среднее арифметическое значение Im тока IS 306 А.
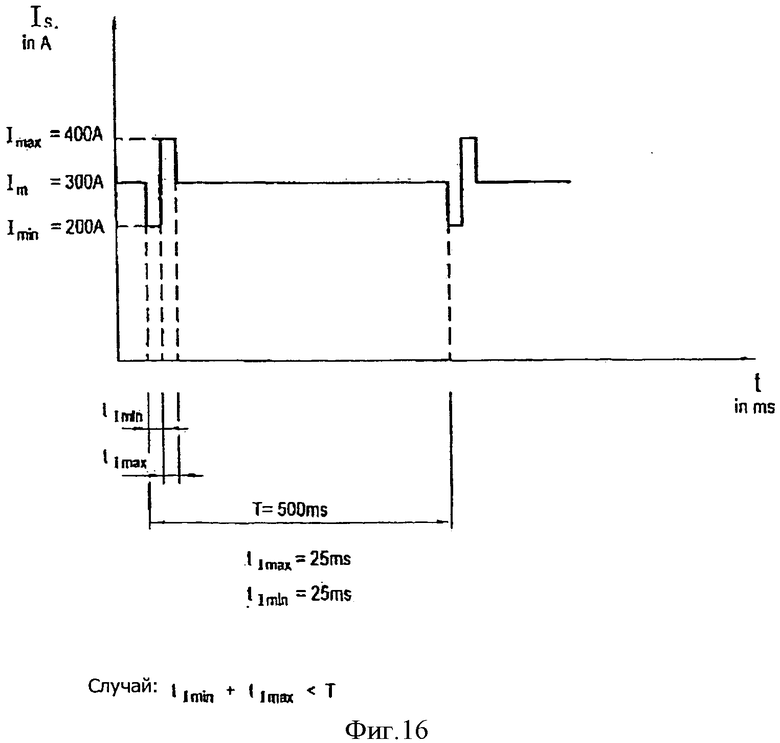
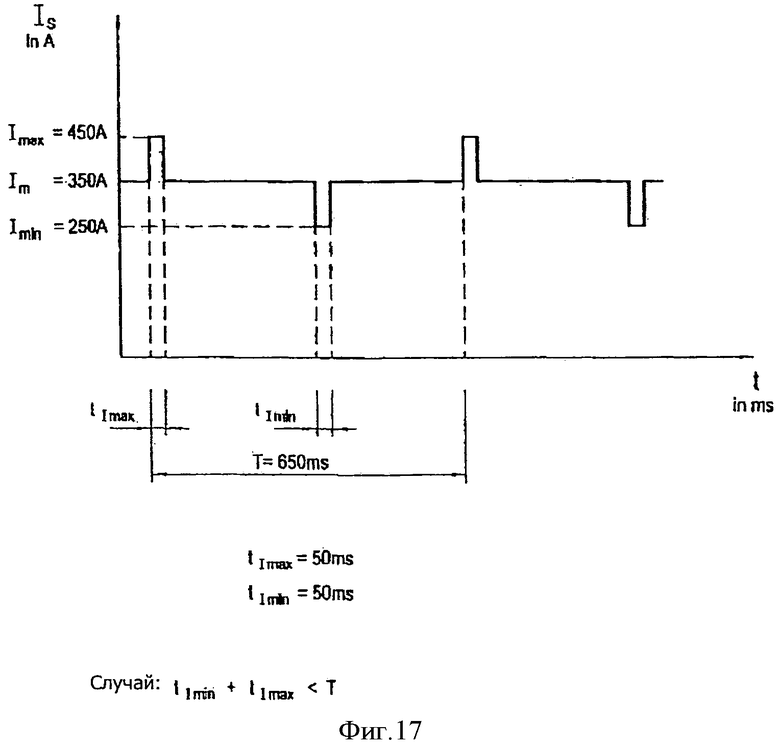
На фиг.16 и 17 представлены случаи, при которых для импульса тока Is действительно:
tImin+tmax<T.
На фиг.16 показан численный пример для варианта осуществления изобретения в соответствии с фиг.13, в то время как на фиг.17 представлен численный пример для варианта осуществления согласно фиг.14. На фиг.16 период Т составляет 500 мс, в то время как tImax, так и tImin значительно меньше, а именно соответственно составляют 25 мс. Для Imax=400 А и Imin=200 А имеет место среднее арифметическое значение Tm тока IS 300 А.
На фиг.17 период Т составляет 650 мс, a tImax и tImin значительно меньше, а именно 50 мс. При максимальном токе Imax 450 А и минимальном токе Imin 250 А среднее арифметическое значение Im равняется 350 А.
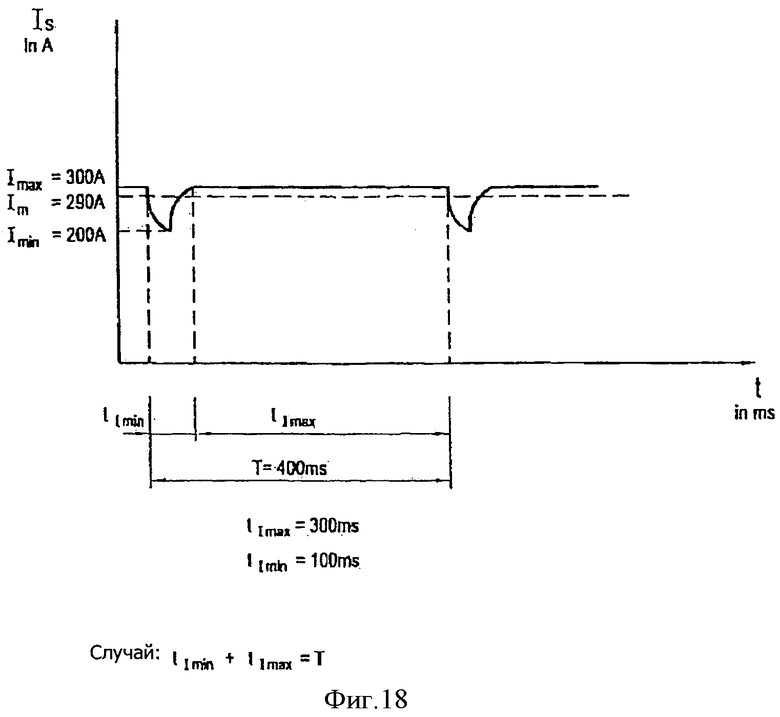
У представленной на фиг.18 характеристике изменения тока IS речь снова идет о серии импульсов с периодом Т(=400 мс)=tImin+tImax, где tImax составляет 300 мс и tImin-100 мс. Однако импульс имеет не прямоугольную периодическую форму сигнала, а подобную зубу или крючку, tImin соответствует времени, во время которого ток Is отклоняется от Imax(=300 А). При минимальном токе Imin 200 А среднее арифметическое значение получается Im тока IS равняется 290 А.
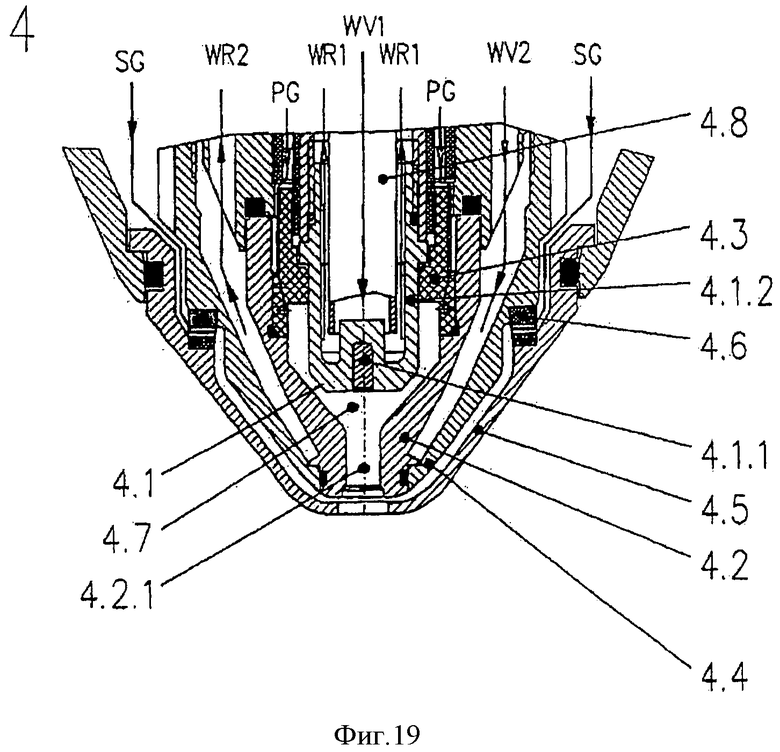
Наконец, на фиг.19 показано поперечное сечение плазменной горелки 4 с плоским электродом 4.2, с которым особо выгодно может использоваться способ в соответствии с изобретением.
Основными представленными элементами плазменной горелки 4, из которой показана только головка, является электрод 4.1 в форме плоского электрода, который содержит держатель 4.1.1 электрода и эмиссионную вставку 4.1.2, форсунку 4.2 с каналом 4.2.1 форсунки, где форсунка 4.2 и электрод 4.1 образуют между собой плазменную камеру 4.7. Плазмообразующий газ PG подводится через тракт 4.3 плазмообразующего газа, который подает плазмообразующий газ через специально расположенные отверстия во вращении, в плазменную камеру 4.7, где он ионизируется плазменной дугой и образуется струя плазмы 6 (не представлена, смотри, однако, фиг.1). Форсунка 4.2 фиксируется гайкой 4.4 форсунки. В замкнутом от них пространстве охлаждающее вещество проходит от прямого контура WV2 к обратному контуру WR2 и охлаждает форсунку 4.2 и гайку 4.4 форсунки. Пустотелый электрод 4.1, в который вставляется охлаждающая трубка 4.8, снижает температуру также за счет хладагента. Он проходит обратно от прямого контура WV1 через охлаждающую трубку 4.8 в полость электрода 4.1 к концу электрода и затем между охлаждающей трубкой 4.8 и электродом 4.1 к обратному контуру WR1. В качестве охлаждающего вещества здесь используется дистиллированная вода, в которую может быть добавлен антифриз. Предпочтительным является циркуляционное жидкостное охлаждение (не представлено), которое охлаждает хладагент через теплообменник (не показан) или через холодильную машину (не представлена) и подает посредством насоса (не показан) снова к плазменной горелке. При этом могут контролироваться и/или регулироваться объемный расход и температура хладагента.
Вторичный газ SG проходит в зону между гайкой 4.4 форсунки и защитным колпачком 4.5 форсунки и перемещается через тракт 4.6 вторичного газа через специальные отверстия во вращении и затем подается в струю плазмы 6. Вторичный газ SG в комбинации с защитным колпачком 4.5 форсунки защищает, в частности, форсунку 4.2 и гайку 4.4 форсунки при врезании в заготовку 5 (смотри фиг.1) от повреждения при интенсивном разбрызгивании материала.
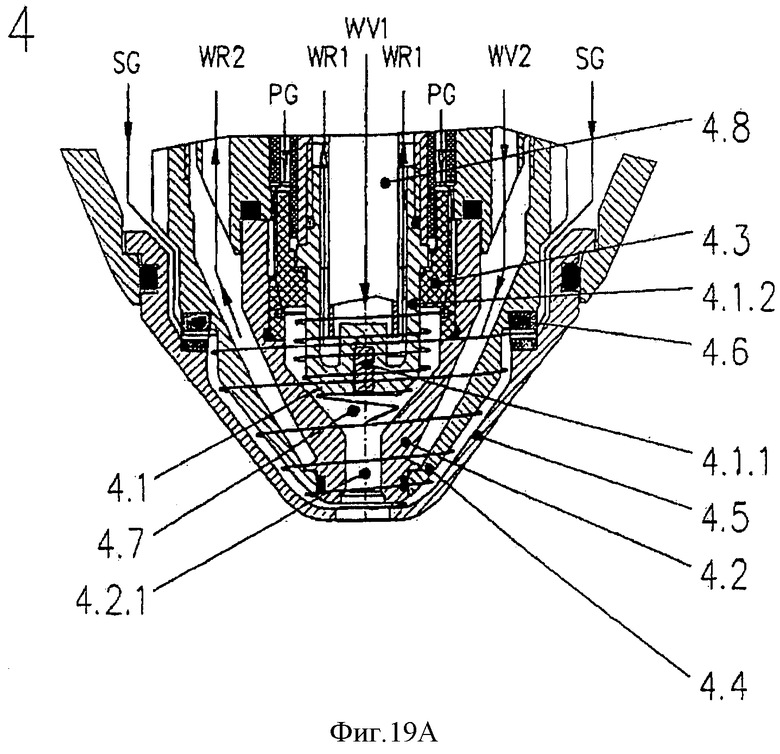
На фиг.19а дополнительно схематически показано выполняемое соответствующим газовым трактом вращение плазмообразующего газа PG и вторичного газа SG.
Другими аспектами могут быть:
- то, что ток I периодически, то есть с постоянной частотой f колеблется;
- то, что частота независима от напряжения, требуемого для резки, и/или постоянна;
- то, что ток I во время всего процесса (запуск, трансфер (tup), резка (tS), понижение тока в конце резки (tdown)) колеблется относительно своего среднего арифметического значения;
- то, что ток во время резания (tS), трансфера (tup) и/или понижения тока (tdown) колеблется относительно своего среднего арифметического значения;
- то, что ток I только по достижении среднего арифметического значения, заданного для резки, колеблется относительно него;
- то, что ток I только, по меньшей мере, 1 секунду по достижении среднего арифметического значения, заданного для резки, колеблется относительно него;
- то, что средняя плотность тока поверхности канала 4.2.1 форсунки лежит между 30 и 150 А/мм2;
- то, что средняя плотность тока поверхности канала 4.2.1 форсунки лежит между 60 и 150 А/мм2;
- то, что плазмообразующий газ PG перемещается во вращении через тракт в область между электродом 4.1 и форсункой 4.2;
- то, что объемный расход плазмообразующего газа PG лежит в диапазоне от 700 л/ч до 7.000 л/ч;
- то, что давление плазмообразующего газа PG в области между электродом 4.1 и форсункой 4.2 лежит между 2,5 и 8 бар;
- то, что плазмообразующим газом PG является кислород, кислородсодержащий газ или смесь газов;
- то, что плазмообразующий газ PG, по меньшей мере, состоит из одного молекулярного газа, например кислорода, азота, водорода;
- то, что плазмообразующий газ PG, по меньшей мере, на 30% (объем.) состоит из одного молекулярного газа, например кислорода, азота, водорода;
- то, что имеется жидкостное охлаждение плазменной горелки 4;
- то, что имеется база данных, в которой в качестве параметров резки определены, по меньшей мере, материал, ток, требуемый для резки; скорость резания и плазмообразующий газ;
- электрод 4.1 для плазменной горелки 4;
- то, что держатель 4.1.1 электрода пустотелый и образует внутреннюю поверхность;
- то, что электрод 4.1 выполнен в виде плоского электрода;
- то, что электрод 4.1 имеет жидкостное охлаждение;
- то, что эмиссионная вставка 4.1.2 имеет диаметр от 0,9 до 8 мм;
- то, что канал 4.2.1 форсунки имеет диаметр от 0,4 до 7 мм;
- то, что форсунка 4.2 имеет жидкостное охлаждение;
- то, что в области между электродом 4.1 и форсункой 4.2 имеется деталь газового тракта;
- то, что есть защитный колпачок 4.5 форсунки;
- то, что между защитным колпачком 4.5 форсунки и гайкой 4.4 форсунки или форсункой 4.2 имеется кольцо газового тракта;
- то, что кольцо газового тракта перемещает вторичный газ SG во вращении.
Показанные в настоящем описании, на фигурах, а также в пунктах формулы изобретения признаки могут иметь значение как по отдельности, так в любых комбинациях для осуществления изобретения в его различных вариантах выполнения.
Перечень позиций 1
источник струи для плазменной резки
1.1 источник тока
1.2 запальное устройство ZG
1.3 сопротивление
1.4 контакт
2 консоль
2.1 баллон с плазмообразующим газом
2.2 баллон с вторичным газом
4 плазменная горелка
4.1 электрод
4.1.1 эмиссионная вставка
4.1.2 держатель электрода
4.2 форсунка
4.2.1 канал форсунки
4.3 тракт плазмообразующего газа
4.4 гайка форсунки
4.5 защитный колпачок форсунки
4.6 тракт вторичного газа
4.7 плазменная камера
4.8 охлаждающая трубка
5 заготовка
6 струя плазмы
10.1 подающая линия охлаждающего вещества
10.2 обратная линия охлаждающего вещества
10.3 линия плазмообразующего газа
10.4 линия вторичного газа
10.5 провод к электроду
10.6 провод к форсунке
10.7 провод к заготовке
D коэффициент заполнения D=tImax/T
f частота
dI/dt скорость изменения тока
I ток
Im среднее арифметическое значение тока, требуемого для резки
IS ток, требуемый для резки
Imin минимальный ток, требуемый для резки
Imax максимальный ток, требуемый для резки
Т период
tm время Im
tImin время Imin
tImax время Imax
tS время резания
tPilot время вспомогательной дуги
tup время подъема тока
tdown время понижения тока
t1 Время 1 (Im к Imax)
t2 Время 2 (Imax к Im)
t3 Время 3 (Im к Imin)
t4 время 4 (Imin к Im)
WV1 прямой контур охлаждающего вещества 1
WV2 прямой контур охлаждающего вещества 2
WR1 обратный контур охлаждающего вещества 1
WR2 обратный контур охлаждающего вещества 2
Изобретение относится к способу плазменной резки заготовки посредством установки плазменной резки, которая содержит источник струи плазмы и плазменную горелку, которая имеет электрод и форсунку, которая содержит небольшой зазор от электрода на нижнем конце плазменной горелки для образования между ними плазменной камеры. Ток I, создаваемый источником (1) струи плазмы и проходящий через плазменную горелку (4), по меньшей мере, в течение 1 секунды по достижении среднего арифметического значения, заданного для плазменной резки, подвергают колебанию относительно указанного среднего значения для генерации пульсаций с частотой f в диапазоне от 0,1 до 500 Гц. В результате электрод из-за пульсаций не разрушается, что повышает срок его службы. 42 з.п. ф-лы, 19 ил.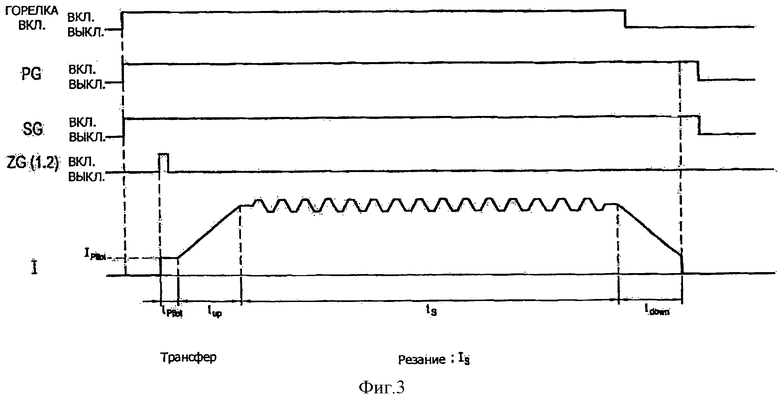
1. Способ плазменной резки заготовки (5) посредством установки плазменной резки, содержащей источник (1) струи плазмы и плазменную горелку (4), которая имеет электрод (4.1) и форсунку (4.2), установленную с зазором от электрода (4.1) на нижнем конце плазменной горелки (4) для образования между ними плазменной камеры (4.7),
отличающийся тем, что
ток I, создаваемый источником (1) струи плазмы и проходящий через плазменную горелку (4), по меньшей мере, 1 секунду по достижении среднего арифметического значения, заданного для плазменной резки, подвергают колебанию относительно указанного среднего значения для генерации пульсаций с частотой f в диапазоне от 0,1 до 500 Гц.
2. Способ по п.1, отличающийся тем, что диапазон выбираемой частоты f составляет от 30 до 500 Гц, предпочтительно от 35 до 500 Гц, особо предпочтительно от 55 до 400 Гц.
3. Способ по п.2, отличающийся тем, что пиковое значение, по меньшей мере, Imin и/или Imax пульсирующего тока IS, требуемого для резки, выбирают в диапазоне от 5% до 70%, предпочтительно от 10% до 50% относительно своего среднего арифметического значения.
4. Способ по п.2 или 3, отличающийся тем, что минимальное отклонение пикового значения Imax и/или Imin от среднего арифметического значения тока IS, требуемого для резки, составляет 5 А, более предпочтительно 10 А и самое предпочтительное 20 А.
5. Способ по п.2 или 3, отличающийся тем, что максимальное отклонение предельного пикового значения Imax и/или Imin от среднего арифметического значения Im тока IS, требуемого для резки, составляет 200 А, предпочтительно 100 А.
6. Способ по п.4, отличающийся тем, что максимальное отклонение предельного пикового значения Imax и/или Imin от среднего арифметического значения Im тока IS, требуемого для резки, составляет 200 А, предпочтительно 100 А.
7. Способ по любому из пп.2, 3 или 6, отличающийся тем, что величина максимальной скорости изменения dI/dt тока IS, требуемого для резки, составляет 400 А/мс и/или величина минимальной скорости изменения dI/dt тока IS, требуемого для резки, составляет 2 А/мс.
8. Способ по п.4, отличающийся тем, что величина максимальной скорости изменения dI/dt тока IS, требуемого для резки, составляет 400 А/мс и/или величина минимальной скорости изменения dI/dt тока IS, требуемого для резки, составляет 2 А/мс.
9. Способ по п.5, отличающийся тем, что величина максимальной скорости изменения dI/dt тока IS, требуемого для резки, составляет 400 А/мс и/или величина минимальной скорости изменения dI/dt тока IS, требуемого для резки, составляет 2 А/мс.
10. Способ по любому из пп.2, 3, 6, 8, 9, отличающийся тем, что коэффициент заполнения D=tImax/T тока IS, требуемого для резки, составляет от 0,1 до 0,9, предпочтительно от 0,3 до 0,7.
11. Способ по п.4, отличающийся тем, что коэффициент заполнения D=tImax/T тока IS, требуемого для резки, составляет от 0,1 до 0,9, предпочтительно от 0,3 до 0,7.
12. Способ по п.5, отличающийся тем, что коэффициент заполнения D=tImax/T тока IS, требуемого для резки, составляет от 0,1 до 0,9, предпочтительно от 0,3 до 0,7.
13. Способ по п.7, отличающийся тем, что коэффициент заполнения D=tImax/T тока IS, требуемого для резки, составляет от 0,1 до 0,9, предпочтительно от 0,3 до 0,7.
14. Способ по любому из пп.1-3, 6, 8, 9, 11-13, отличающийся тем, что среднее арифметическое значение напряжения, требуемого для резки, имеет величину в диапазоне от 90 В до 250 В, предпочтительно в диапазоне 120 В до 220 В.
15. Способ по любому из пп.1-3, 6, 8, 9, 11-13, отличающийся тем, что объемный расход плазмообразующего газа (PG) поддерживают постоянным.
16. Способ по любому из пп.1-3, 6, 8, 9, 11-13, отличающийся тем, что электрод (4.1) является плоским.
17. Способ по любому из пп.1-3, 6, 8, 9, 11-13, отличающийся тем, что плазмообразующий газ (PG) приводят во вращение в плазменной камере (4.7).
18. Способ по любому из пп.1-3, 6, 8, 9, 11-13, отличающийся тем, что используют кислородосодержащий плазмообразующий газ (PG).
19. Способ по любому из пп.1-3, 6, 8, 9, 11-13, отличающийся тем, что среднее арифметическое значение тока IS, требуемого для резки, имеет значение в диапазоне от 25 А до 500 А.
20. Способ по п.1, отличающийся тем, что диапазон выбираемой частоты f составляет от 0,1 до 29 Гц, особо предпочтительно от 0,1 до 20 Гц.
21. Способ по п.20, отличающийся тем, что каждый импульс тока IS, требуемого для резки, имеет малый период колебаний tImin и большой период колебаний tImax, где:
tImin+tImax=T,
с периодом Т=1/f
и tImin или tImax<25% периода Т,
предпочтительно tImin или tImax<15% периода Т.
22. Способ по п.20, отличающийся тем, что каждый импульс тока IS, требуемого для резки, имеет малый период колебаний tImin и большой период колебаний tImax, где
tImin+tImax<T,
T=1/f
и
tImin+tImax<50% периода Т,
предпочтительно tImin+tImax<30% периода Т.
23. Способ по любому из пп.20-22, отличающийся тем, что среднее арифметическое значение напряжения, требуемого для резки, имеет величину в диапазоне от 90 В до 250 В, предпочтительно в диапазоне от 120 В до 220 В.
24. Способ по любому из пп.20-22, отличающийся тем, что объемный расход плазмообразующего газа (PG) поддерживают постоянным.
25. Способ по п.23, отличающийся тем, что объемный расход плазмообразующего газа (PG) поддерживают постоянным.
26. Способ по любому из пп.20-22, 25, отличающийся тем, что электрод (4.1) является плоским.
27. Способ по п.23, отличающийся тем, что электрод (4.1) является плоским.
28. Способ по п.24, отличающийся тем, что электрод (4.1) является плоским.
29. Способ по любому из пп.22-22, 25, 27, 28, отличающийся тем, что плазмообразующий газ (PG) приводят во вращение в плазменной камере (4.7).
30. Способ по п.23, отличающийся тем, что плазмообразующий газ (PG) приводят во вращение в плазменной камере (4.7).
31. Способ по п.24, отличающийся тем, что плазмообразующий газ (PG) приводят во вращение в плазменной камере (4.7).
32. Способ по п.26, отличающийся тем, что плазмообразующий газ (PG) приводят во вращение в плазменной камере (4.7).
33. Способ по любому из пп.22-22, 25, 27, 28, отличающийся тем, что используют кислородосодержащий плазмообразующий газ (PG).
34. Способ по п.23, отличающийся тем, что используют кислородосодержащий плазмообразующий газ (PG).
35. Способ по п.24, отличающийся тем, что используют кислородосодержащий плазмообразующий газ (PG).
36. Способ по п.26, отличающийся тем, что используют кислородосодержащий плазмообразующий газ (PG).
37. Способ по п.28, отличающийся тем, что используют кислородосодержащий плазмообразующий газ (PG).
38. Способ по любому из пп.22-22, 25, 27, 28, 30-32, 34-37, отличающийся тем, что среднее арифметическое значение тока IS, требуемого для резки, имеет значение в диапазоне от 25 А до 500 А.
39. Способ по п.23, отличающийся тем, что среднее арифметическое значение тока IS, требуемого для резки, имеет значение в диапазоне от 25 А до 500 А.
40. Способ по п.24, отличающийся тем, что среднее арифметическое значение тока IS, требуемого для резки, имеет значение в диапазоне от 25 А до 500 А.
41. Способ по п.26, отличающийся тем, что среднее арифметическое значение тока IS, требуемого для резки, имеет значение в диапазоне от 25 А до 500 А.
42. Способ по п.29, отличающийся тем, что среднее арифметическое значение тока IS, требуемого для резки, имеет значение в диапазоне от 25 А до 500 А.
43. Способ по п.33, отличающийся тем, что среднее арифметическое значение тока IS, требуемого для резки, имеет значение в диапазоне от 25 А до 500 А.
| US6274841B1 , 14.08.2001; | |||
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ ОБРАБОТКИ МЕТАЛЛОВ | 0 |
|
SU304092A1 |
| Способ плазменно-дуговой поверхностной резки | 1979 |
|
SU854651A1 |
| 0 |
|
SU279825A1 | |
| US4983807А , 08.01.1991. | |||

