Настоящее изобретение относится к монолитной или составной изолирующей детали для плазменной горелки, в частности, горелки для плазменной резки, для электрической изоляции между, по меньшей мере, двумя электропроводящими конструктивными элементами плазменной горелки, к устройству и к плазменной горелке с такой изолирующей деталью, к плазменной горелке с таким устройством, а также к способу обработки заготовки термической плазмой, для плазменной резки и для плазменной сварки.
Плазменные горелки используются для термической обработки электропроводящих материалов, таких как сталь и цветные металлы. При этом горелки для плазменной сварки используются для сварки, а горелки для плазменной резки для резки электропроводящих материалов, таких как сталь и цветные металлы. Плазменные горелки состоят обычно из корпуса горелки, электрода, сопла и держателя сопла. Современные плазменные горелки имеют дополнительно помещенную над соплом защитную крышку сопла. Зачастую сопло фиксируется посредством крышки сопла.
Конструктивными элементами, подвергаемыми износу в процессе работы плазменной горелки вследствие обусловленной наличием электрической дуги высокой термической нагрузки, являются, в зависимости от типа плазменной горелки, в частности, электрод, сопло, крышка сопла, защитная крышка сопла, держатель защитной крышки сопла и детали для направления плазмообразующего газа и вторичного газа. Эти конструктивные элементы могут быть легко заменены оператором и, таким образом, обозначаются как детали, подвергаемые износу.
Плазменные горелки с помощью проводов подсоединены к источнику тока и к системе газоснабжения, которые обслуживают плазменную горелку. Плазменная горелка также может быть подсоединена к охлаждающему устройству для охлаждающей среды, например, для охлаждающей жидкости.
В горелках для плазменной резки имеются особенно высокие термические нагрузки, которые возникают вследствие сильного сужения плазменной струи при прохождении через канал сопла. В данном случае, по сравнению с плазменной сваркой, для режущего потока используются небольшие каналы, с целью получения высокой плотности потока от 50 до 150 А/мм2 в канале сопла, высокой плотности тока приблизительно 2×10 Вт/см2 и высокой температуры до 30.000 К. Далее в горелке для плазменной резки используются более высокие газовые давления, как правило, до 12 бар. Комбинация высокой температуры и большой кинетической энергии проходящего через канал сопла плазмообразующего газа приводит к оплавлению заготовки и к выдавливанию расплава. Возникает прорез и заготовка отделяется. При плазменной резке часто используются также окислительные газы для разрезания нелегированных сталей, что дополнительно приводит к высоким термическим нагрузкам на подвергаемые износу детали и на горелку для плазменной резки.
На горелке для плазменной резки мы остановимся далее более детально.
Между электродом и соплом проходит плазмообразующий газ. Плазмообразующий газ направляется через газонаправляющую деталь, которая может быть также составной. Посредством этого плазмообразующий газ может ориентироваться целенаправленным образом. Зачастую он приводится во вращательное движение вокруг электрода за счет радиального и/или аксиального смещения отверстий в плазмогазонаправляющей детали. Плазмогазонаправляющая деталь состоит из электроизолирующего материала, так как электрод и сопло должны быть электрически изолированы друг от друга. Это необходимо, так как электрод и сопло имеют различные электрические потенциалы во время работы горелки для плазменной резки. Для приведения в действие горелки для плазменной резки между электродом и соплом и/или заготовкой генерируется электрическая дуга, которая ионизирует плазмообразующий газ. Для возбуждения электрической дуги между электродом и соплом может быть приложено высокое напряжение, которое обеспечивает предварительную ионизацию участка между электродом и соплом и, таким образом, формирование электрической дуги. Электрическая дуга между электродом и соплом обозначается также как контрольная электрическая дуга.
Контрольная электрическая дуга выходит через канал сопла и попадает на заготовку, а также ионизирует участок до заготовки. Вследствие этого, между электродом и заготовкой может сформироваться электрическая дуга. Эта электрическая дуга обозначается также как основная электрическая дуга. Во время действия основной электрической дуги контрольная электрическая дуга может быть отключена. Однако, она может работать и дальше. При плазменной резке она зачастую отключается, чтобы дополнительно не нагружать сопло.
В частности, электрод и сопло подвергаются большим термическим нагрузкам и должны быть охлаждены. В то же время, они должны также проводить электрический ток, который необходим для генерирования электрической дуги. Поэтому, для этих целей используются производственные материалы с высокими теплопроводящими и электропроводящими свойствами, как правило, металлы, например, медь, серебро, алюминий, олово, цинк, железо или сплавы, в которых содержится, по меньшей мере, один из этих металлов.
Электрод состоит зачастую из держателя электрода и выпускающей вставки, изготовленной из производственного материала, имеющего высокую температуру плавления (>2000°С) и меньшую работу выхода электрона, чем держатель электрода. В качестве производственного материала для выпускающей вставки при использовании не окислительных плазмообразующих газов, таких, например, как аргон, водород, азот, гелий и его смеси, применяется вольфрам, а при использовании окислительных газов, таких, например, как кислород, воздух и его смеси, азотно-кислородная смесь и смеси с другими газами, применяется гафний или цирконий.
Высокотемпературный материал может быть согласован с держателем электрода, состоящим из производственного материала с высокими теплопроводящими и электропроводящими свойствами, например, посредством геометрического и/или силового замыкания.
Охлаждение электрода и сопла может осуществляться посредством газа, например, плазмообразующего газа или вторичного газа, который проходит вдоль наружной стороны сопла. Более эффективным является, однако, охлаждение посредством жидкости, например, воды. При этом электрод и/или сопло зачастую охлаждаются напрямую посредством жидкости, то есть, жидкость находится в прямом контакте с электродом и/или с соплом. Чтобы провести охлаждающую жидкость вокруг сопла, вокруг сопла располагается крышка сопла, внутренняя поверхность которой образует с наружной поверхностью сопла пространство для охлаждающего средства, в котором протекает охлаждающее средство.
У современных горелок для плазменной резки дополнительно снаружи сопла и/или крышки сопла располагается защитная крышка сопла. Внутренняя поверхность защитной крышки сопла и наружная поверхность сопла или крышки сопла образуют пространство, через которое проходит вторичный или защитный газ. Вторичный или защитный газ выходит из канала защитной крышки сопла и окутывает плазменную струю, создавая вокруг нее определенную атмосферу. В дополнение вторичный газ защищает сопло и защитную крышку сопла от электрических дуг, которые могут образовываться между ними и заготовкой. Они обозначаются как двойные электрические дуги и могут приводить к повреждению сопла. В частности, при вхождении в заготовку сопло и защитная крышка сопла сильно нагружаются за счет горячего распыления материала под давлением. Вторичный газ, объемный поток которого при вхождении, в отличие от значений при разрезании, может увеличиваться, удерживает распыляемый под давлением материал на расстоянии от сопла и защитной крышки сопла, и защищает их, таким образом, от повреждения.
Защитная крышка сопла также подвергается большим термическим нагрузкам и должна охлаждаться. Для этого используются производственные материалы с высокими теплопроводящими и электропроводящими свойствами, как правило, металлы, например, медь, серебро, алюминий, олово, цинк, железо или сплавы, в которых содержится, по меньшей мере, один из этих металлов.
Однако, электрод и сопло могут охлаждаться также не напрямую. При этом посредством соприкосновения они находятся в контакте с конструктивным элементом, состоящим из материала с высокими теплопроводящими и электропроводящими свойствами, как правило, из металла, например, меди, серебра, алюминия, олова, цинка, железа или сплавов, в которых содержится, по меньшей мере, один из этих металлов. Этот конструктивный элемент опять же охлаждается напрямую, то есть, находится в непосредственном контакте с проходящим охлаждающим средством. Эти конструктивные элементы могут одновременно служить в качестве держателя или приемного элемента для электрода, сопла, крышки сопла или защитной крышки сопла, а также отводить тепло и подавать поток.
Также имеется возможность охлаждать посредством жидкости лишь электрод или лишь сопло. Именно в этом случае имеются зачастую слишком высокие температуры на охлажденном только посредством газа конструктивном элементе, который в этом случае подвергается быстрому износу или даже разрушению. Это также приводит к слишком большим перепадам температур между конструктивными элементами в горелке для плазменной резки и, вследствие этого, к механическим напряжениям и дополнительным нагрузкам.
Защитная крышка сопла охлаждается зачастую лишь посредством вторичного газа. Также известны системы, в которых защитная крышка сопла напрямую или не напрямую охлаждается посредством охлаждающей жидкости.
Охлаждение газом (охлаждение посредством плазмообразующего и/или вторичного газа) имеет недостаток в том, что оно не эффективно и для приемлемой степени охлаждения необходим большой объемный поток газа. Горелкам для плазменной резки с водяным охлаждением необходимы, например, объемные потоки газа от 500 л/ч до 4000 л/ч, в то время как горелки для плазменной резки без водяного охлаждения требуют объемных потоков газа от 5000 до 11000 л/ч. Эти диапазоны выявляются в зависимости от используемых режущих токов, значения которых могут составлять, например, от 20 до 600 А. В то же время объемный поток плазмообразующего газа и/или вторичного газа должен выбираться таким образом, чтобы добиться наилучших результатов при разрезании. Слишком большие объемные потоки, которые, однако, необходимы для охлаждения, ухудшают зачастую результат резки.
К тому же, обусловленный большими объемными потоками значительный расход газа нерентабелен. Это имеет место в особенности тогда, когда используются другие газы, а не воздух, то есть, например, аргон, азот, водород, кислород или гелий.
Применение прямого водяного охлаждения для всех изнашиваемых деталей, напротив, очень эффективно, однако, приводит к увеличению габаритов горелки для плазменной резки, так как необходимо, например, наличие охлаждающих каналов для подачи охлаждающей жидкости к охлаждаемым изнашиваемым деталям и для дальнейшего ее отведения. Дополнительно при смене охлаждаемых напрямую посредством жидкости изнашиваемых деталей необходима большая осмотрительность, так как, по возможности, охлаждающая жидкость не должна оставаться между изнашиваемыми деталями в горелке для плазменной резки, так как это может приводить к повреждению плазменной горелки при формировании электрической дуги.
Таким образом, задача изобретения состоит в создании такой плазменной горелки, в которой обеспечивается эффективное охлаждение конструктивных элементов, в частности, изнашиваемых деталей плазменной горелки.
В соответствии с первым аспектом эта задача решается посредством монолитной или составной изолирующей детали для плазменной горелки, в частности, горелки для плазменной резки, для электрической изоляции между, по меньшей мере, двумя электропроводящими конструктивными элементами плазменной горелки, отличающейся тем, что она состоит из электронепроводящего материала с высокими теплопроводящими свойствами, или, по меньшей мере, одна ее часть состоит из электронепроводящего материала с высокими теплопроводящими свойствами. При этом термин «электронепроводящий» должен включать в себя также то, что материал изолирующей детали плазменной горелки является незначительно или несущественно электропроводящим. Изолирующей деталью может быть, например, плазмогазонаправляющая деталь, деталь для направления вторичного газа или деталь для направления охлаждающего газа.
Далее данная задача в соответствии со вторым аспектом решается посредством системы из электрода, и/или сопла, и/или крышки сопла, и/или защитной крышки сопла, и/или держателя защитной крышки сопла для плазменной горелки, в частности, горелки для плазменной резки, а также из изолирующей детали согласно любому из п.п. 1-12.
В соответствии с третьим аспектом данная задача решается посредством системы из приемного элемента для держателя защитной крышки сопла и из держателя защитной крышки сопла для плазменной горелки, в частности, горелки для плазменной резки, отличающейся тем, что приемный элемент выполнен в виде находящейся в предпочтительном варианте в непосредственном контакте с держателем защитной крышки сопла изолирующей детали согласно любому из п.п. 1-12. Например, приемный элемент и держатель защитной крышки сопла могут быть соединены друг с другом посредством резьбы.
В соответствии со следующим аспектом данная задача решается посредством системы из электрода и сопла для плазменной горелки, в частности, горелки для плазменной резки, отличающейся тем, что между электродом и соплом расположена выполненная в виде плазмогазонаправляющей детали изолирующая деталь согласно любому из п.п. 1-12, предпочтительно в непосредственном контакте с ними.
Далее данная задача решается в соответствии со следующим аспектом посредством системы из сопла и защитной крышки сопла для плазменной горелки, в частности, горелки для плазменной резки, отличающейся тем, что между соплом и защитной крышкой сопла расположена выполненная в виде детали для направления вторичного газа изолирующая деталь согласно любому из п.п. 1-12, предпочтительно в непосредственном контакте с ними.
Кроме того, данная задача в соответствии со следующим аспектом решается посредством системы из крышки сопла и защитной крышки сопла для плазменной горелки, в частности, горелки для плазменной резки, отличающейся тем, что между крышкой сопла и защитной крышкой сопла расположена выполненная в виде детали для направления вторичного газа изолирующая деталь согласно любому из п.п. 1-12, предпочтительно в непосредственном контакте с ними.
Настоящее изобретение представляет далее плазменную горелку, в частности, горелку для плазменной резки, включающую в себя, по меньшей мере, одну изолирующую деталь согласно любому из п.п. 1-12.
Кроме того, настоящее изобретение представляет далее плазменную горелку, в частности, горелку для плазменной резки, включающую в себя, по меньшей мере, одну систему согласно любому из п.п. 13-18, а также способ по пункту 24.
Изолирующая деталь может состоять, по меньшей мере, из двух частей, причем одна из частей состоит из электронепроводящего материала с высокими теплопроводящими свойствами, а другая или, по меньшей мере, одна другая из частей из электронепроводящего и теплонепроводящего материала.
В частности, при этом может быть предусмотрено, что часть из электронепроводящего материала с высокими теплопроводящими свойствами имеет, по меньшей мере, одну поверхность, функционирующую как контактная поверхность, которая соосна с непосредственно смежной поверхностью части из электронепроводящего и теплонепроводящего материала, или выходит за ее пределы.
В соответствии с особым вариантом осуществления изолирующая деталь состоит, по меньшей мере, из двух частей, причем одна из частей состоит из материала с высокими электропроводящими и теплопроводящими свойствами, а другая или, по меньшей мере, одна другая из частей из электронепроводящего материала с высокими теплопроводящими свойствами.
В следующем варианте осуществления изобретения изолирующая деталь состоит, по меньшей мере, из трех частей, причем одна из частей состоит из материала с высокими электропроводящими и теплопроводящими свойствами, другая из частей из электронепроводящего материала с высокими теплопроводящими свойствами, а следующая из частей из электронепроводящего и теплонепроводящего материала.
В предпочтительном варианте электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 40 Вт/(м⋅K), предпочтительно, по меньшей мере, 60 Вт/(м⋅K) и более предпочтительно, по меньшей мере, 90 Вт/(м⋅K), еще более предпочтительно, по меньшей мере, 120 Вт/(м⋅K), еще более предпочтительно, по меньшей мере, 150 Вт/(м⋅K) и еще более предпочтительно, по меньшей мере, 180 Вт/(м⋅K).
В целесообразном варианте электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет удельное электрическое сопротивление, по меньшей мере, 106 Ом⋅см, предпочтительно, по меньшей мере, 1010 Ом⋅см, и/или прочность против электрического пробоя, по меньшей мере, 7 кВ/мм, а лучше, по меньшей мере, 10 кВ/мм.
В предпочтительном варианте электронепроводящим материалом с высокими теплопроводящими свойствами является керамика, предпочтительно группы керамики из нитридов, в частности, нитридов алюминия, нитридов бора и нитридов кремния, группы керамики из карбидов, в частности, из карбидов кремния, группы керамики из оксидов, в частности, оксидов алюминия, оксидов циркония и оксидов бериллия и группы керамики из силикатов, или же полимерный материал, например, полимерная пленка.
Также возможно использовать комбинацию из электронепроводящего материала с высокими теплопроводящими свойствами, например, из керамики и другого электронепроводящего материала, например, полимерного материала, в одном производственном материале, так называемом, комбинированном материале. Такой производственный материал может быть изготовлен, например, из порошка обоих материалов посредством спекания. И, наконец, этот комбинированный материал должен быть электронепроводящим материалом с высокими теплопроводящими свойствами.
В соответствии с особым вариантом осуществления изобретения электронепроводящий и теплонепроводящий материал имеет теплопроводность не более 1 Вт/(м⋅K).
В предпочтительном варианте части соединены друг с другом с геометрическим или силовым замыканием, или посредством склеивания, или посредством термического способа, например, пайки или сварки.
В особом варианте осуществления изобретения изолирующая деталь имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз. Это, например, может быть тем случаем, когда под изолирующей деталью понимается газонаправляющая деталь, например, деталь для направления плазмообразующего или вторичного газа.
В частности, может быть предусмотрено, что, по меньшей мере, одно отверстие и/или, по меньшей мере, одно углубление и/или, по меньшей мере, один паз находится/ находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
В следующем особо предпочтительном варианте осуществления изобретения изолирующая деталь образована для того, чтобы направлять газ, в частности, плазмообразующий, вторичный или охлаждающий газ.
В системе по п. 13 может быть предусмотрено, что изолирующая деталь находится в непосредственном контакте с электродом, и/или с соплом, и/или с крышкой сопла, и/или с защитной крышкой сопла, и/или с держателем защитной крышки сопла.
В предпочтительном варианте изолирующая деталь соединена с электродом, и/или с соплом, и/или с крышкой сопла, и/или с защитной крышкой сопла, и/или с держателем защитной крышки сопла с геометрическим и/или силовым замыканием, посредством склеивания или посредством термического способа, например, пайки или сварки.
В особом варианте осуществления плазменной горелки по п. 19 изолирующая деталь или состоящая из электронепроводящего материала с высокими теплопроводящими свойствами часть ее имеет, по меньшей мере, одну поверхность, функционирующую как контактная поверхность, предпочтительно две поверхности, которые находятся в непосредственном контакте, по меньшей мере, с одной поверхностью конструктивного элемента с высокими электропроводящими свойствами, в частности, электрода, сопла, крышки сопла, защитной крышки сопла или держателя защитной крышки сопла плазменной горелки.
В частности, при этом может быть предусмотрено, что изолирующая деталь или состоящая из электронепроводящего материала с высокими теплопроводящими свойствами часть ее имеет, по меньшей мере, две поверхности, функционирующие как контактные поверхности, которые находятся в непосредственном контакте, по меньшей мере, с одной поверхностью конструктивного элемента с высокими электропроводящими свойствами, в частности, электрода, сопла, крышки сопла, защитной крышки сопла или держателя защитной крышки сопла плазменной горелки, и со следующей поверхностью следующего конструктивного элемента плазменной горелки с высокими электропроводящими свойствами.
В соответствии с особым вариантом осуществления изолирующей деталью является деталь для направления газа, в частности, деталь, для направления плазмообразующего, вторичного и охлаждающего газа.
В предпочтительном варианте изолирующая деталь имеет, по меньшей мере, одну поверхность, которая в процессе работы находится в непосредственном контакте с охлаждающей средой, предпочтительно с жидкостью, и/или газом, и/или газо-жидкостной смесью.
В способе по п. 24 может быть предусмотрено, что в плазменной горелке дополнительно к плазменной струе вводится лазерный луч от лазера.
В частности, под лазером может пониматься волоконный лазер, лазер на полупроводниковом диоде и/или лазер с диодной накачкой.
В основе изобретения лежит ошеломляющий вывод о том, что за счет использования материала, который является не только электронепроводящим, но и материалом с высокими теплопроводящими свойствами, возможно более эффективное и экономичное охлаждение, а также меньшие и упрощенные конструктивные формы плазменных горелок, а также могут быть достигнуты меньшие перепады температур и, тем самым, меньшие механические напряжения.
Изобретение, по меньшей мере, в одном особом варианте осуществления или в нескольких особых вариантах осуществления предлагает систему охлаждения конструктивных элементов, в частности, изнашиваемых деталей плазменной горелки, которая является более эффективной и/или экономичной, и/или приводит к меньшим механическим напряжениям, и/или позволяет осуществлять меньшие и/или упрощенные конструктивные варианты плазменных горелок и одновременно обеспечивать электрическую изоляцию между конструктивными элементами плазменной горелки.
Другие признаки и преимущества изобретения выявляются в приложенной формуле изобретения и в последующем описании, в котором на основании схематичных чертежей описывается несколько примеров осуществления, и на которых показаны:
фиг. 1 вид сбоку, частично в продольном разрезе, плазменной горелки в соответствии с первым вариантом осуществления изобретения;
фиг. 2 вид сбоку, частично в продольном разрезе, плазменной горелки в соответствии со вторым вариантом осуществления изобретения;
фиг. 3 вид сбоку, частично в продольном разрезе, плазменной горелки в соответствии с третьим вариантом осуществления изобретения;
фиг. 4 вид сбоку, частично в продольном разрезе, плазменной горелки в соответствии с четвертым вариантом осуществления изобретения;
фиг. 5 вид сбоку, частично в продольном разрезе, плазменной горелки в соответствии с пятым вариантом осуществления изобретения;
фиг. 6 вид сбоку, частично в продольном разрезе, плазменной горелки в соответствии с шестым вариантом осуществления изобретения;
фиг. 7 вид сбоку, частично в продольном разрезе, плазменной горелки в соответствии с седьмым вариантом осуществления изобретения;
фиг. 8 вид сбоку, частично в продольном разрезе, плазменной горелки в соответствии с восьмым вариантом осуществления изобретения;
фиг. 9 вид сбоку, частично в продольном разрезе, плазменной горелки в соответствии с девятым вариантом осуществления изобретения;
фиг. 10а и 10b вид в продольном разрезе, а также вид сбоку в частичном разрезе изолирующей детали в соответствии с вариантом осуществления изобретения;
фиг. 11а и 11b вид в продольном разрезе, а также вид сбоку в частичном разрезе изолирующей детали в соответствии со следующим вариантом осуществления изобретения;
фиг. 12а и 12b вид в продольном разрезе, а также вид сбоку в частичном разрезе изолирующей детали в соответствии со следующим вариантом осуществления изобретения;
фиг. 13а и 13b вид в продольном разрезе, а также вид сбоку в частичном разрезе изолирующей детали в соответствии со следующим вариантом осуществления изобретения;
фиг. 14а и 14b вид в продольном разрезе, а также вид сбоку в частичном разрезе изолирующей детали в соответствии со следующим вариантом осуществления изобретения;
фиг. 14с и 14d виды, как на фиг. 14а и 14b, причем, однако, одна часть удалена;
фиг. 15а и 15b вид сверху частично в разрезе и, соответственно, вид сбоку частично в разрезе изолирующей детали, которая используется или может быть использована, например, в плазменной горелке с фиг. 6-9;
фиг. 16а и 16b вид сверху частично в разрезе и, соответственно, вид сбоку частично в разрезе изолирующей детали, которая используется или может быть использована, например, в плазменной горелке с фиг. 6-9;
фиг. 17а и 17b вид сверху частично в разрезе и, соответственно, вид сбоку частично в разрезе изолирующей детали, которая используется или может быть использована, например, в плазменной горелке с фиг. 6-9;
фиг. 18a и 18b вид сверху частично в разрезе, а также виды сбоку в разрезе изолирующей детали в соответствии со следующим вариантом осуществления предложенного на рассмотрение изобретения;
фиг. 19а-19d виды в разрезе системы из сопла и изолирующей детали в соответствии с вариантом осуществления изобретения;
фиг. 20а-20d виды в разрезе системы из крышки сопла и изолирующей детали в соответствии с вариантом осуществления предложенного на рассмотрение изобретения;
фиг. 21a-21d виды в разрезе системы из защитной крышки сопла и изолирующей детали в соответствии с вариантом осуществления предложенного на рассмотрение изобретения;
фиг. 22а и 22b виды в частичном разрезе системы из электрода и изолирующей детали в соответствии с вариантом осуществления предложенного на рассмотрение изобретения; и
фиг. 23 вид сбоку частично в продольном разрезе системы из электрода и изолирующей детали в соответствии с вариантом осуществления предложенного на рассмотрение изобретения.
Фиг. 1 демонстрирует горелку 1 для плазменной резки с жидкостным охлаждением в соответствии с вариантом осуществления предложенного на рассмотрение изобретения. Она включает в себя электрод 2, выполненную в виде детали 3 для направления плазмообразующего газа изолирующую деталь для направления плазмообразующего газа PG и сопло 4. Электрод 2 состоит из держателя 2.1 электрода и выпускающей вставки 2.2. Держатель 2.1 электрода состоит из материала с высокими электропроводящими и теплопроводящими свойствами, в данном случае из металла, например, меди, серебра, алюминия или сплава, в котором содержится, по меньшей мере, один из этих металлов. Выпускающая вставка 2.2 изготовлена из материала, имеющего высокую температуру плавления (>2000°С). В данном случае при использовании не окислительных плазмообразующих газов (например, аргона, водорода, азота, гелия и смеси этих газов) пригоден, например, вольфрам, а при использовании окислительных плазмообразующих газов (например, кислорода, воздуха, их смеси, смеси азота и кислорода), например, гафний или цирконий. Выпускающая вставка 2.2 установлена в держателе 2.1. электрода. Электрод 2 представлен в данном случае в виде пластинчатого электрода, у которого выпускающая вставка 2.2 не выступает за пределы поверхности переднего конца держателя 2.1 электрода.
Электрод 2 входит в полое внутреннее пространство 4.2 сопла 4. Сопло при помощи резьбы 4.20 ввинчено в держатель 6 сопла с внутренней резьбой 6.20. Между соплом 4 и электродом 2 расположена деталь 3 для направления плазмообразующего газа. В детали 3 для направления плазмообразующего газа находятся каналы, отверстия, пазы и/или углубления (не изображены), через которые проходит плазмообразующий газ PG. Посредством соответствующей системы, например, с радиальным смещением и/или с наклоном относительно осевой линии М радиально расположенных каналов, плазмообразующий газ PG может быть приведен во вращение. Это способствует стабилизации электрической дуги или плазменной струи.
Электрическая дуга формируется между выпускающей вставкой 2.2 и заготовкой (не изображена), и посредством отверстия 4.1 сопла сужается. Электрическая дуга уже сама по себе имеет высокую температуру, которая за счет сужения еще повышается. При этом указываются температуры до 30000 К. Поэтому, электрод 2 и сопло 4 подвергаются охлаждению с использованием охлаждающей среды. В качестве охлаждающей среды может использоваться жидкость, в простейшем случае вода, газ, в простейшем случае воздух или его смесь, в простейшем случае воздушно-водяная смесь, которая обозначается как аэрозоль. Жидкостное охлаждение считается самым эффективным. Во внутреннем пространстве 2.10 электрода 2 находится охлаждающая труба 10, через которую охлаждающее средство от системы прямого хода WV2 для охлаждающего средства проходит через пространство 10.1 для охлаждающего средства к электроду 2 вблизи выпускающей вставки 2.2, а через пространство, образованное наружной поверхностью охлаждающей трубы 10 во внутренней поверхности электрода 2, проводится обратно к системе обратного хода WR2 для охлаждающего средства.
Сопло 4 в данном примере охлаждается опосредованно через держатель 6 сопла, к которому охлаждающее средство направляется через пространство 6.10 для охлаждающей среды (WV1) и отводится обратно через пространство 6.11 для охлаждающей среды (WR1). Охлаждающая среда проходит в большинстве случаев с объемным потоком от 1 до 10 л/мин. Сопло 4 и держатель 6 сопла состоят из металла. За счет образованного при помощи наружной резьбы 4.20 сопла 4 и внутренней резьбы 6.20 держателя 6 сопла механического контакта образующаяся в сопле 4 тепловая энергия проводится в держатель 6 сопла и отводится посредством проходящей охлаждающей среды (WV1, WR1).
Образованная в виде детали 3 для направления плазмообразующего газа изолирующая деталь в данном примере выполнена монолитной и состоит из электронепроводящего материала с высокими теплопроводящими свойствами. За счет использования такой изолирующей детали достигается электрическая изоляция между электродом 2 и соплом 4. Это необходимо для работы горелки 1 для плазменной резки, а именно для высоковольтного поджигания и приведения в действие формирующейся между электродом 2 и соплом 4 вспомогательной электрической дуги. Одновременно тепловая энергия проводится между электродом 2 и соплом 4, от более теплого к более холодному конструктивному элементу, через изолирующую деталь с высокими теплопроводящими свойствами, выполненную в виде детали 3 для направления плазмообразующего газа. Таким образом, происходит дополнительный теплообмен через изолирующую деталь. Деталь 3 для направления плазмообразующего газа находится в контакте с электродом 2 и соплом 4, вследствие соприкосновения контактных поверхностей.
В данном примере осуществления контактной поверхностью 2.3 является, например, цилиндрическая наружная поверхность электрода 2, а контактной поверхностью 3.5 цилиндрическая внутренняя поверхность детали 3 для направления плазмообразующего газа. Контактной поверхностью 3.6 является цилиндрическая наружная поверхность детали 3 для направления плазмообразующего газа, а контактной поверхностью 4.3 цилиндрическая внутренняя поверхность сопла 4. В предпочтительном варианте в данном случае используется подвижная посадка с небольшим зазором, например, H7/h6 в соответствии с DIN EN ISO 286 между цилиндрическими внутренними и наружными поверхностями, чтобы реализовать, с одной стороны, вставку друг в друга, а, с другой стороны, хороший контакт и, тем самым, незначительное термическое сопротивление, а, таким образом, хорошую теплопередачу. Теплопередача может быть улучшена за счет нанесения теплопроводящей пасты на эти контактные поверхности. (Примечание: даже когда используется теплопроводящая паста, это должно подпадать под термин «прямой контакт»). Тогда может использоваться посадка с большим зазором, например, H7/g6. Сопло 4 и деталь 3 для направления плазмообразующего газа имеют далее, соответственно, контактные поверхности 4.5 и 3.7, которые в данном случае являются кольцевыми поверхностями и находятся в контакте друг с другом за счет соприкосновения. Речь идет при этом о соединении с силовым замыканием между кольцевыми поверхностями, которое реализуется посредством ввинчивания сопла 4 в держатель 6 сопла.
За счет хорошей теплопроводности могут быть предотвращены большие перепады температур между соплом 4 и электродом 2, и уменьшены обусловленные этим механические напряжения в горелке 1 для плазменной резки.
В качестве электронепроводящего материала с высокими теплопроводящими свойствами в данном случае используется, например, керамический производственный материал. Особенно подходит нитрид алюминия, который в соответствии с DIN 60672 имеет очень хорошую теплопроводность (примерно 180 Вт/(м⋅K) и высокое удельное электрическое сопротивление (примерно 1012 Ом⋅см).
На фиг. 2 представлена цилиндрическая горелка 1 для плазменной резки, в которой электрод 2 охлаждается непосредственно охлаждающим средством. Представленное на фиг. 2 непрямое охлаждение сопла 4 через держатель 6 сопла отсутствует. Охлаждение сопла 4 осуществляется посредством теплопередачи через выполненную в виде детали 3 для направления плазмообразующего газа изолирующую деталь к электроду 2, охлажденному непосредственно при помощи охлаждающего средства. За счет использования такой изолирующей детали достигается электрическая изоляция между электродом 2 и соплом 4. Это необходимо для работы горелки 1 для плазменной резки, а именно для высоковольтного поджигания и приведения в действие формирующейся между электродом 2 и соплом 4 вспомогательной электрической дуги. Одновременно тепло проводится между электродом 2 и соплом 4, от более теплого к более холодному конструктивному элементу, через изолирующую деталь с высокими теплопроводящими свойствами, выполненную в виде детали 3 для направления плазмообразующего газа. Таким образом, происходит дополнительный теплообмен через деталь 3 для направления плазмообразующего газа между электродом 2 и соплом 4. Деталь 3 для направления плазмообразующего газа находится в контакте с электродом 2 и соплом 4, вследствие соприкосновения контактных поверхностей.
В данном примере осуществления контактной поверхностью 2.3 является, например, цилиндрическая наружная поверхность электрода 2, а контактной поверхностью 3.5 цилиндрическая внутренняя поверхность детали 3 для направления плазмообразующего газа. Контактной поверхностью 3.6 является цилиндрическая наружная поверхность детали 3 для направления плазмообразующего газа, а контактной поверхностью 4.3 является цилиндрическая внутренняя поверхность сопла 4. В предпочтительном варианте в данном случае используется подвижная посадка с небольшим зазором, например, H7/h6 в соответствии с DIN EN ISO 286 между цилиндрическими внутренними и внешними поверхностями, чтобы реализовать, с одной стороны, вставку друг в друга, а, с другой стороны, хороший контакт и, тем самым, незначительное термическое сопротивление, а, таким образом, хорошую теплопередачу. Теплопередача может быть улучшена за счет нанесения теплопроводящей пасты на эти контактные поверхности. Тогда может использоваться посадка с большим зазором, например, H7/g6. Сопло 4 и деталь 3 для направления плазмообразующего газа имеют, соответственно, контактные поверхности 4.5 и 3.7, которые в данном случае являются кольцевыми поверхностями и находятся в контакте друг с другом за счет соприкосновения. Речь идет при этом о соединении с силовым замыканием между кольцевыми поверхностями, которое реализуется посредством ввинчивания сопла 4 в держатель 6 сопла.
Отмена непрямого охлаждения для сопла 4 ведет к существенному упрощению конструкции горелки 1 для плазменной резки, так как пространства для охлаждающего средства держателя 6 сопла, которые в противном случае необходимы для того, чтобы вводить охлаждающее средство и снова выводить его, отсутствуют. Охлаждение электрода осуществляется как на фиг. 1.
На фиг. 3 представлена горелка 1 для плазменной резки, в которой сопло 4 охлаждается не напрямую через держатель 6 сопла, к которому охлаждающее средство подводится через пространство 6.10 для охлаждающего средства (WV1) и через пространство 6.11 для охлаждающего средства (WR1) снова отводится обратно. Представленное на фиг. 1 и 2 прямое охлаждение электрода 2 не предусмотрено. Теплопередача от электрода 2 к соплу 4 осуществляется через выполненную в виде детали 3 для направления плазмообразующего газа изолирующую деталь к охлажденному не напрямую посредством охлаждающего средств соплу 4. В соответствии с этим, варианты осуществления относятся к фигурам 1 и 2.
Это ведет к существенному упрощению конструкции плазменной горелки 1 и электрода 2, так как исключаются представленная на фиг. 1 и 2 охлаждающая труба 10 и пространства 2.10 и 10.10 для охлаждающего средства, которые в противном случае необходимы для того, чтобы подводить охлаждающее средство (WV2) и отводить его обратно (WR2).
Представленная на фиг. 4 горелка 1 для плазменной резки отличается от представленной на фиг. 1 горелки для плазменной резки тем, что сопло 4 охлаждается напрямую посредством охлаждающего средства. Для этого сопло 4 фиксируется посредством крышки 5 сопла. Внутренняя резьба 5.20 крышки 5 сопла свинчена с наружной резьбой 6.21 держателя 6 сопла. Наружная поверхность сопла 4 и части держателя 6 сопла, а также внутренняя поверхность крышки 5 сопла образуют пространство 4.10 для охлаждающего средства, через которое охлаждающее средство проводится через пространства 6.10 и 6.11 для охлаждающего средства к держателю 6 сопла (WV1) и обратно (WR1).
Между соплом 4 и электродом 2 расположена выполненная в виде детали 3 для направления плазмообразующего газа изолирующая деталь. Таким образом, достигаются те же преимущества, которые были пояснены в связи с фиг. 1. Тепло передается между электродом 2 и соплом 4 от более теплого к более холодному конструктивному элементу через изолирующую деталь с высокими теплопроводящими свойствами, выполненную в виде детали 3 для направления плазмообразующего газа. Деталь 3 для направления плазмообразующего газа находится в контакте с электродом 2 и соплом 4, за счет соприкосновения. Таким образом, обусловленные большой разностью температур механические напряжения в горелке 1 для плазменной резки могут быть уменьшены.
Преимущество, по сравнению с представленной на фиг. 1 горелкой для плазменной резки, состоит в том, что охлаждаемое напрямую посредством охлаждающего средства сопло 4 охлаждается лучше, чем охлаждаемое не напрямую. Так как охлаждающее средство при такой системе проходит вблизи вершины сопла и отверстия 4.1 сопла, где происходит наибольшее нагревание сопла, охлаждающий эффект особенно велик. Герметизация пространства для охлаждающего средства осуществляется за счет круглых колец между крышкой 5 сопла и соплом 4, крышкой 5 сопла и держателем 6 сопла, а также соплом 4 и держателем 6 сопла.
Крышка 5 сопла также охлаждается посредством охлаждающего средства, проходящего через пространство 4.10 для охлаждающего средства, которое образуется посредством наружной поверхности сопла 4 и внутренней поверхности крышки 5 сопла. Нагревание крышки 5 сопла происходит, прежде всего, за счет излучения электрической дуги или плазменной струи, а также нагретой заготовки.
Разумеется, что конструкция горелки 1 для плазменной резки более сложна, так как дополнительно необходима крышка 5 сопла. В качестве охлаждающего средства в данном случае в предпочтительном варианте используется жидкость, в простейшем случае вода.
Фиг. 5 демонстрирует горелку 1 для плазменной резки, которая аналогична горелке для плазменной резки с фиг. 1, и у которой, однако, дополнительно снаружи сопла 4 располагается защитная крышка 8 сопла. Каналы 4.1 сопла 4 и 8.1 защитной крышки 8 сопла располагаются на осевой линии М. Внутренние поверхности защитной крышки 8 сопла и держателя 9 защитной крышки сопла образуют с наружными поверхностями сопла 4 и держателя 6 сопла пространства 8.10 и 9.10, через которые проходит вторичный газ SG. Этот вторичный газ выходит из канала защитной крышки 8.1 сопла и окутывает плазменную струю (не изображено), создавая определенную атмосферу вокруг нее. Дополнительно вторичный газ SG защищает сопло 4 и защитную крышку 8 сопла от электрических дуг, которые могут образовываться между ними и заготовкой. Они обозначаются как двойные электрические дуги и могут приводить к повреждению сопла 4. В частности, при врезании в заготовку на сопло 4 и защитную крышку 8 сопла оказывает сильное воздействие горячий, расплавленный, распыляемый под высоким давлением материал. Вторичный газ SG, объемный поток которого при врезании, в отличие от значения при разрезании, может быть больше, удерживает распыляемый под большим давлением материал на некотором расстоянии от сопла 4 и от защитной крышки 8 сопла и, таким образом, защищает от повреждений.
Для охлаждения электрода 2 и сопла 4 действительны также сведения, представленные в отношении горелки 1 для плазменной резки в соответствии с фиг. 1. В принципе, и при работе с горелкой 1 для плазменной резки с вторичным газом возможно прямое охлаждение лишь электрода 2 - как представлено на фиг. 2 - и непрямое охлаждение лишь сопла 4 - как представлено на фиг. 3. Действительны также представленные в отношении этого сведения.
У представленной на фиг. 5 горелки 1 для плазменной резки дополнительно к электроду 2 и соплу 4 должна охлаждаться еще и защитная крышка 8 сопла. Нагревание защитной крышки 8 сопла происходит, в частности, посредством излучения электрической дуги или плазменной струи и нагретой заготовки. Особенно при врезании в заготовку защитная крышка 8 сопла, за счет распыляемого под давлением, раскаленного материала, термически сильно нагружается и нагревается, и должна быть охлаждена. Поэтому, для этого используются хорошо теплопроводящие и хорошо электропроводящие материалы, как правило, металлы, такие, например, как серебро, медь, алюминий, олово, цинк, железо, легированная сталь или металлические сплавы (например, латунь), в которых процент содержания этих металлов по отдельности или в сумме составляет, по меньшей мере, 50%.
Вторичный газ SG проходит сначала через горелку 1 для плазменной резки, прежде чем пройдет через первое пространство 9.10, которое образуется посредством внутренних поверхностей держателя 9 защитной крышки сопла и защитной крышки 8 сопла, а также наружных поверхностей держателя 6 сопла и сопла 4. Первое пространство 9.10, кроме того, ограничивается посредством выполненной в виде детали 7 для направления вторичного газа изолирующей детали, которая находится между соплом 4 и защитной крышкой 8 сопла. Деталь 7 для направления вторичного газа может быть выполнена составной.
В детали 7 для направления вторичного газа находятся каналы 7.1. Однако там могут быть и отверстия, пазы или углубления, через которые направляется вторичный газ SG. За счет соответствующей системы каналов 7.1, например, с радиальным смещением и/или с радиальным расположением с наклоном к осевой линии М, вторичный газ может приводиться во вращательное движение. Это способствует стабилизации электрической дуги или плазменной струи.
После прохождения детали 7 для направления вторичного газа вторичный газ проходит во внутреннее пространство 8.10, которое образуется посредством внутренней поверхности защитной крышки 8 сопла и наружной поверхности сопла 4, и затем выходит из канала 8.1 защитной крышки 8 сопла. При горящей электрической дуге или плазменной струе вторичный газ встречается с ними и может оказывать на них воздействие.
Защитная крышка 8 сопла в большинстве случаев охлаждается лишь посредством вторичного газа SG. Газовое охлаждение имеет недостаток в том, что оно не эффективно и необходим очень большой объем газа для достижения приемлемого охлаждения или теплоотвода. В данном случае зачастую необходимы объемные потоки газа от 5.000 до 11.000 л/ч. Одновременно должен быть выбран такой объемный поток вторичного газа, чтобы добиться наилучших результатов резки. Слишком большие объемные потоки, которые, однако, необходимы для охлаждения, ухудшают зачастую результаты резки.
К тому же, обусловленный большими объемными потоками существенный расход газа нерентабелен. Это действительно в особенности тогда, когда используются другие газы, а не воздух, то есть, например, аргон, азот, водород, кислород или гелий.
Эти недостатки устраняются посредством использования выполненной в виде детали 7 для направления вторичного газа изолирующей детали. За счет использования такой изолирующей детали добиваются электрической изоляции между защитной крышкой 8 сопла и соплом 4. Электрическая изоляция защищает в комбинации с вторичным газом SG сопло 4 и защитную крышку 8 сопла от электрических дуг, которые могут образовываться между ними и заготовкой. Они обозначаются как двойные электрические дуги и могут приводить к повреждениям сопла 4 и защитной крышки 8 сопла.
Одновременно тепло передается между защитной крышкой 8 сопла и соплом 4 от более теплого к более холодному конструктивному элементу, в данном случае, от защитной крышки 8 сопла к соплу 4, через изолирующую деталь с высокими теплопроводящими свойствами, выполненную в виде детали 7 для направления вторичного газа. Деталь 7 для направления вторичного газа находится в контакте с защитной крышкой 8 сопла и с соплом 4, за счет соприкосновения. Это происходит в данном примере осуществления посредством кольцеобразных поверхностей 8.2 защитной крышки 8 сопла и 7.4 детали 7 для направления вторичного газа, а также кольцеобразных поверхностей 7.5 детали 7 для направления вторичного газа и 4.4. сопла 4. Речь идет о соединениях с силовым замыканием, причем защитная крышка 8 сопла при помощи держателя 9 защитной крышки сопла, посредством внутренней резьбы 9.20 навинчена на наружную резьбу 11.20 приемного элемента 11. Таким образом, она в направлении вверх прижимается к детали 7 для направления вторичного газа и к соплу 4.
Таким образом, тепло от защитной крышки 8 сопла проводится к соплу 4 и, тем самым, охлаждается. Сопло 4, опять же, как поясняется в описании к фиг. 1, охлаждается не напрямую.
Фиг. 6 демонстрирует конструкцию горелки 1 для плазменной резки, как на фиг. 4, при которой, однако, дополнительно снаружи крышки 5 сопла располагается защитная крышка 8 сопла.
Каналы 4.1 сопла 4 и 8.1 защитной крышки 8 сопла располагаются на осевой линии М. Внутренние поверхности защитной крышки 8 сопла и держателя 9 защитной крышки сопла образуют с наружными поверхностями крышки 5 сопла и соплом 4 пространства 8.10 и, соответственно, 9.10, через которые может проходить вторичный газ SG. Вторичный газ SG выходит из канала 8.1 защитной крышки 8 сопла, обволакивает плазменную струю (не изображено), обеспечивая определенную атмосферу вокруг нее. Дополнительно вторичный газ SG защищает сопло 4, крышку 5 сопла и защитную крышку 8 сопла от электрических дуг, которые могут образовываться между ними и заготовкой (не показано). Они обозначаются как двойные электрические дуги и могут приводить к повреждениям сопла 4, крышки 5 сопла и защитной крышки 8 сопла. В частности, при врезании в заготовку сопло 4, крышка 5 сопла и защитная крышка 8 сопла, за счет горячего, распыляемого под давлением материала, сильно нагружаются. Вторичный газ SG, объемный поток которого при врезании, по сравнению со значением при резке, может увеличиваться, удерживает материал на расстоянии от сопла 4, крышки 5 сопла и защитной крышки 8 сопла и, таким образом, защищает от повреждения.
Для охлаждения электрода 2, сопла 4 и крышки 5 сопла действительны сведения, представленные в описании к фиг. 4.
Нагревание защитной крышки 8 сопла происходит, в частности, посредством излучения электрической дуги или плазменной струи и нагретой заготовки. Особенно при врезании в заготовку защитная крышка 8 сопла, за счет распыляемого под давлением, раскаленного материала, термически сильно нагружается и нагревается, и должна быть охлаждена. Поэтому, для этого используются материалы с высокими тепло- и электропроводящими свойствами, как правило, металлы, например, медь, алюминий, олово, цинк, железо или сплавы, в которых содержится, по меньшей мере, один из этих металлов.
Вторичный газ SG проходит сначала через горелку 1 для плазменной резки, прежде чем пройдет через пространство 9.10, которое образуется посредством внутренних поверхностей держателя 9 защитной крышки сопла и защитной крышки 8 сопла, а также наружных поверхностей держателя 6 сопла и крышки 5 сопла. Пространство 9.10, кроме того, ограничивается посредством выполненной в виде детали 7 для направления вторичного газа SG изолирующей детали, которая находится между крышкой 5 сопла и защитной крышкой 8 сопла.
В детали 7 для направления вторичного газа находятся каналы 7.1. Однако, там могут располагаться и отверстия, пазы или углубления, через которые проходит вторичный газ SG. За счет их соответствующего расположения, например, с радиальным смещением и/или с радиальным расположением каналов 7.1 с наклоном к осевой линии М, вторичный газ SG может приводиться во вращательное движение. Это способствует стабилизации электрической дуги или плазменной струи.
После прохождения детали 7 для направления вторичного газа вторичный газ SG проходит в пространство (внутреннее пространство) 8.10, которое образуется посредством внутренней поверхности защитной крышки 8 сопла и наружной поверхности крышки 5 сопла, и затем выходит из канала 8.1 защитной крышки 8 сопла. При горящей электрической дуге или плазменной струе вторичный газ SG встречается с ними и может оказывать на них воздействие.
Защитная крышка 8 сопла в большинстве случаев охлаждается лишь посредством вторичного газа SG. Газовое охлаждение имеет недостаток в том, что оно не эффективно и необходим очень большой объем газа для достижения приемлемого охлаждения или отведения тепла. В данном случае зачастую необходимы объемные потоки газа от 5.000 до 11.000 л/ч. Одновременно объемный поток вторичного газа должен быть выбран таким образом, чтобы добиться наилучших результатов резки. Слишком большие объемные потоки, которые, однако, необходимы для охлаждения, ухудшают зачастую результаты резки. К тому же, обусловленный большими объемными потоками существенный расход газа нерентабелен. Это действительно в особенности тогда, когда используются другие газы, а не воздух, то есть, например, аргон, азот, водород, кислород или гелий. Эти недостатки устраняются посредством использования выполненной в виде детали 7 для направления вторичного газа изолирующей детали. За счет использования такой изолирующей детали добиваются электрической изоляции между защитной крышкой 8 сопла и крышкой 5 сопла и, тем самым, также соплом 4. Электрическая изоляция защищает в комбинации с вторичным газом SG сопло 4, крышку 5 сопла и защитную крышку 8 сопла от электрических дуг, которые могут образовываться между ними и заготовкой (не изображено). Они обозначаются как двойные электрические дуги и могут приводить к повреждениям сопла, крышки сопла и защитной крышки сопла.
Одновременно тепло передается между защитной крышкой 8 сопла и крышкой 5 сопла от более теплого к более холодному конструктивному элементу, в данном случае, от защитной крышки 8 сопла к крышке 5 сопла, через изолирующую деталь с высокими теплопроводящими свойствами, выполненную в виде детали 7 для направления вторичного газа. Деталь 7 для направления вторичного газа находится в контакте с защитной крышкой 8 сопла и с крышкой 5 сопла посредством соприкосновения. Это происходит в данном примере осуществления посредством кольцеобразных поверхностей 8.2 защитной крышки 8 сопла и 7.4 детали 7 для направления вторичного газа, а также кольцеобразных поверхностей 7.5 детали 7 для направления вторичного газа и 5.3 крышки 5 сопла. В данном примере речь идет о соединениях с силовым замыканием, причем защитная крышка 8 сопла при помощи держателя 9 защитной крышки сопла, посредством внутренней резьбы 9.20 навинчена на наружную резьбу 11.20 приемного элемента 11. Таким образом, она в направлении вверх прижимается к детали 7 для направления вторичного газа SG и к крышке 5 сопла. Таким образом, тепло от защитной крышки 8 сопла проводится к крышке 5 сопла и, тем самым, охлаждается. Крышка 5 сопла, опять же, охлаждается, как поясняется в описании к фиг. 4.
Фиг. 7 демонстрирует горелку 1 для плазменной резки, к которой относятся заявленные в отношении варианта осуществления в соответствии с фиг. 6 сведения. Дополнительно держатель 9 защитной крышки сопла посредством своей внутренней резьбы 9.20 навинчен на наружную резьбу 11.20 приемного элемента 11, который выполнен в виде изолирующей детали. Приемный элемент 11 состоит из электронепроводящего материала с высокими теплопроводящими свойствами. Таким образом, тепло от держателя 9 защитной крышки сопла, которое он получил, например, от защитной крышки 8 сопла, от горячей заготовки изделия, или от излучения электрической дуги, через внутреннюю резьбу 9.20 и наружную резьбу 11.20 передается на приемный элемент 11. Приемный элемент 11 имеет пропускные отверстия 11.10 и 11.11 для прямого хода (WV1) и обратного хода (WR1) охлаждающего средства, которые в данном случае выполнены в виде каналов. Охлаждающее средство проходит через них и охлаждает, таким образом, приемный элемент 11. Таким образом, охлаждение держателя 9 защитной крышки сопла улучшается. Тепло от защитной крышки 8 сопла, через ее выполненную в виде кольцеобразной поверхности контактную поверхность 8.3 передается на выполненную также в виде кольцеобразной поверхности контактную поверхность 9.1 на держатель 9 защитной крышки сопла. Контактные поверхности 8.3 и 9.1 в данном примере входят в соприкосновение друг с другом с силовым замыканием, причем защитная крышка 8 сопла при помощи держателя 9 защитной крышки сопла посредством внутренней резьбы 9.20 навинчена на наружную резьбу 11.20 приемного элемента 11. Таким образом, она в направлении вверх прижимается к детали 7 для направления вторичного газа, а держатель 9 защитной крышки сопла к защитной крышке 8 сопла. В предложенном на рассмотрение примере приемный элемент 11 изготовлен из керамики. Особенно хорошо подходит нитрид алюминия, который имеет очень хороший коэффициент теплопроводности (примерно 180 Вт/(м⋅K)) и высокое удельное электрическое сопротивление (примерно 1012 Ом⋅см).
Охлаждающее средство одновременно через пространства 6.10 и 6.11 для охлаждающего средства держателя 6 сопла проводится к соплу 4 и к крышке 5 сопла, и охлаждает их.
Фиг. 8 демонстрирует вариант осуществления плазменной горелки 1, аналогичный варианту с фиг. 7. Таким образом, в принципе, к ней также относятся заявленные в отношении вариантов осуществления с фиг. 6 и 7 сведения. Она включает в себя, однако, другой вариант выполненной в виде приемного элемента 11 для держателя 9 защитной крышки сопла изолирующей детали. Приемный элемент 11 состоит в данном примере из двух частей, причем наружная часть 11.1 состоит из электронепроводящего материала с высокими теплопроводящими свойствами, а внутренняя часть 11.2 из материала с высокими электропроводящими и теплопроводящими свойствами.
Держатель 9 защитной крышки сопла посредством своей внутренней резьбы 9.20 навинчен на наружную резьбу 11.20 части 11.1 приемного элемента 11.
Электронепроводящий материал с высокими теплопроводящими свойствами изготовлен из керамики, например, из нитрида алюминия, который имеет очень хороший коэффициент теплопроводности (примерно 180 Вт/(м⋅K)) и высокое удельное электрическое сопротивление (примерно 1012 Ом⋅см). Материалом с высокими электропроводящими и теплопроводящими свойствами является в данном случае металл, например, медь, алюминий, олово, цинк, легированная сталь или сплавы (например, латунь), в которых содержится, по меньшей мере, один из этих металлов.
В общем, преимуществом является, если материал с высокими электропроводящими и теплопроводящими свойствами имеет коэффициент теплопроводности, по меньшей мере, 40 Вт/(м⋅K) и удельное электрическое сопротивление не более чем 0,01 Ом⋅см. В частности, при этом может быть предусмотрено, что материал с высокими электропроводящими и теплопроводящими свойствами имеет коэффициент теплопроводности, по меньшей мере, 60 Вт/(м-К), лучше, по меньшей мере, 90 Вт/(м⋅K) и предпочтительно 120 Вт/(м⋅К). Еще более предпочтительно, если материал с высокими электропроводящими и теплопроводящими свойствами имеет коэффициент теплопроводности, по меньшей мере, 150 Вт/(м⋅K), лучше, по меньшей мере, 200 Вт/(м⋅K) и предпочтительно, по меньшей мере, 300 Вт/(м⋅K). В альтернативном варианте или дополнительно может быть предусмотрено, что материал с высокими электропроводящими и теплопроводящими свойствами является металл, например, серебро, медь, алюминий, олово, цинк, железо, легированная сталь или металлический сплав (например, латунь), в котором содержание этих металлов по отдельности или в сумме составляет, по меньшей мере, до 50%.
Применение двух различных материалов имеет преимущество в том, что для сложной детали, в которой необходимо наличие различных форм, например, различных каналов, углублений, пазов, отверстий и т.д., может использоваться материал, который может быть обработан более просто и с меньшими затратами. В данном примере осуществления это металл, который может подвергаться обработке проще, чем керамика. Обе детали (11.1 и 11.2) соединены друг с другом с силовым замыканием за счет прижатия друг к другу, в результате чего достигается хорошая теплопередача между цилиндрическими контактными поверхностями 11.5 и 11.6 обеих деталей 11.1 и 11.2. Деталь 11.2 приемного элемента 11 имеет пропускные отверстия 11.10 и 11.11 для прямого хода (WV1) и обратного хода (WR1) охлаждающего средства, которые в данном случае выполнены в виде каналов. Охлаждающее средство проходит через них и, таким образом, производит охлаждение.
Как выявляется на основании фиг. 8 и соответствующего описания, предложенное на рассмотрение изобретение относится также к изолирующей детали для плазменной горелки, в частности, горелки для плазменной резки, для электрической изоляции между, по меньшей мере, двумя электропроводящими конструктивными элементами плазменной горелки, причем она состоит, по меньшей мере, из двух частей, одна из которых состоит из электронепроводящего материала с высокими теплопроводящими свойствами, а другая или одна другая из материала с высокими электропроводящими и теплопроводящими свойствами.
Фиг. 9 демонстрирует следующий вариант осуществления горелки 1 для плазменной резки в соответствии с предложенным изобретением, который, в принципе, аналогичен варианту осуществления, представленному на фиг. 8. Таким образом, к ней также относятся заявленные в отношении вариантов осуществления с фиг. 6, 7 и 8 сведения. Однако представлен другой вариант осуществления выполненной в виде приемного элемента 11 для держателя 9 защитной крышки сопла изолирующей детали. Приемный элемент 11 состоит из двух частей, причем в данном случае наружная часть 11.1, в отличие от представленного на фиг. 8 варианта осуществления, состоит из материала с высокими электропроводящими и теплопроводящими свойствами (например, металла), а внутренняя часть 11.2 из электронепроводящего материала с высокими теплопроводящими свойствами, например из керамики.
Держатель 9 защитной крышки сопла посредством своей внутренней резьбы 9.20 навинчен на наружную резьбу 11.20 части 11.1 приемного элемента 11.
При таком варианте осуществления преимущество состоит в том, что наружная резьба может быть сформирована в металле, который используется для части 11.1, а не в керамике, обработка которой сложнее.
Фиг. 10-13 демонстрируют (последующие) различные варианты осуществления выполненной в виде детали 3 для направления плазмообразующего газа PG изолирующей детали, которые могут быть использованы в плазменной горелке 1, представленной на фиг. 1-9, причем соответствующая фигура с литерой «a» демонстрирует продольный разрез, а соответствующая фигура с литерой «b» вид сбоку в частичном разрезе.
Представленная на фиг. 10а и 10b деталь 3 для направления плазмообразующего газа изготовлена из электронепроводящего материала с высокими теплопроводящими свойствами, в данном случае, например, из керамики. Особенно хорошо подходит нитрид алюминия, который имеет очень хороший коэффициент теплопроводности (примерно 180 Вт/(м⋅K)) и высокое удельное электрическое сопротивление (примерно 10 Ом⋅см). Связанные с этим преимущества при использовании в горелке 1 для плазменной сварки, например, улучшенное охлаждение, снижение механических напряжений, простота конструкции уже были указаны и пояснены выше при описании фиг. 1-4.
В детали 3 для направления плазмообразующего газа находятся радиально расположенные каналы 3.1, которые, например, могут быть радиально смещены и/или радиально наклонены относительно осевой линии М, и приводят плазмообразующий газ PG в горелке для плазменной резки во вращательное движение. Когда деталь 3 для направления плазмообразующего газа встроена в горелку 1 для плазменной резки, ее контактная поверхность 3.6 (в данном случае, например, цилиндрическая наружная поверхность) находится, за счет соприкосновения, в контакте с контактной поверхностью 4.3 (в данном случае, например, цилиндрическая внутренняя поверхность) сопла 4, ее контактная поверхность 3.5 (в данном случае, например, цилиндрическая внутренняя поверхность) с контактной поверхностью 2.3 (в данном случае, например, цилиндрическая наружная поверхность) электрода 2, а также ее контактная поверхность 3.7 (в данном случае, например, кольцеобразная поверхность) с контактной поверхностью 4.5 (в данном случае, например, кольцеобразная поверхность) сопла 4 (фиг. 1-9). На контактной поверхности 3.6 находятся пазы 3.8. Они направляют плазмообразующий газ PG к каналам 3.1, прежде чем он через них будет проведен во внутреннее пространство 4.2 сопла 4, в котором располагается электрод 2.
Фиг. 11а и 11b демонстрируют деталь 3 для направления плазмообразующего газа, состоящую из двух частей. Первая часть 3.2 состоит из электронепроводящего материала с высокими теплопроводящими свойствами, в то время как вторая часть 3.3 состоит из электропроводящего материала с высокими теплопроводящими свойствами.
Для части 3.2 детали 3 для направления плазмообразующего газа в данном случае, например, используется керамика, опять же в качестве примера нитрид алюминия, который имеет очень хороший коэффициент теплопроводности (примерно 180 Вт/(м⋅K)) и высокое удельное электрическое сопротивление (примерно 1012 Ом⋅см). Для части 3.3 детали 3 для направления плазмообразующего газа в данном случае используется металл, например, серебро, медь, алюминий, олово, цинк, железо, легированная сталь или металлический сплав (например, латунь), в которых содержание этих металлов по отдельности или в сумме составляет, по меньшей мере, до 50%.
Если для части 3.3 используется, например, медь, то коэффициент теплопроводности детали 3 для направления плазмообразующего газа оказывается больше, чем в случае, если она состояла бы лишь из электронепроводящего материала с высокими теплопроводящими свойствами, например, из нитрида алюминия. Медь, в зависимости от чистоты, имеет больший коэффициент теплопроводности (максимально примерно 390 Вт/(м⋅K)), чем нитрид алюминия (примерно 180 Вт/(м⋅K)), который в настоящее время считается одним из лучших теплопроводящих и одновременно электронепроводящих производственных материалов. В то же время имеется также нитрид алюминия с коэффициентом теплопроводности 220 Вт/(м⋅K).
За счет улучшенной теплопроводности это приводит к улучшенному теплообмену между соплом 4 и электродом 2 горелки 1 для плазменной резки в соответствии с фиг. 1-9.
В простейшем случае части 3.2 и 3.3 соединены посредством смещения контактных поверхностей 3.21 и 3.31 друг на друга.
Части 3.2 и 3.3 могут быть соединены также с силовым замыканием посредством прижатых друг к другу, противолежащих и соприкасающихся поверхностей 3.20 с 3.30, 3.21 с 3.31 и 3.22 с 3.32. Контактные поверхности 3.20, 3.21 и 3.22 являются контактными поверхностями части 3.2, а контактные поверхности 3.30, 3.31 и 3.32 являются контактными поверхностями части 3.3. Выполненные цилиндрическими контактные поверхности 3.31 (цилиндрические наружные поверхности части 3.3) и 3.21 (цилиндрические внутренние поверхности части 3.2) образуют посредством прижима друг к другу соединение с силовым замыканием. Здесь используется посадка с натягом по DIN EN ISO 286 (например, H7/n6; H7/m6) между цилиндрическими внутренними и наружными поверхностями.
Далее имеется возможность соединить обе части (3.2 и 3.3) друг с другом посредством геометрического замыкания, посредством пайки, и/или посредством склеивания, и/или посредством термического способа.
Так как механическая обработка керамического производственного материала чаще всего труднее, чем механическая обработка металла, то затраты на обработку снижаются. В данном случае сформировано, например, шесть каналов 3.1 в металлической части 3.3, которые имеют радиальное смещение a1, и под углом α1 равноудаленно распределены по периферии направляющей плазмообразующего газа. Также различные формы, например, пазы, углубления, каналы и проч. могут быть изготовлены проще, если они формируются в металле.
Фиг. 12а и 12b демонстрируют деталь 3 для направления плазмообразующего газа, состоящую из двух частей, причем первая часть 3.2 состоит из электронепроводящего материала с высокими теплопроводящими свойствами, в то время как вторая часть 3.3 состоит из электронепроводящего и теплонепроводящего материала.
Для части 3.2 детали 3 для направления плазмообразующего газа при этом, например, используется керамика, опять же в качестве примера нитрид алюминия, который имеет очень хороший коэффициент теплопроводности (примерно 180 Вт/(м⋅K)) и высокое удельное электрическое сопротивление (примерно 1012 Ом⋅см). Для части 3.3 детали 3 для направления плазмообразующего газа может использоваться, например, полимерный материал, например PEEK, PTFE (политетрафторэтилен), торлон, полиамидимид (PAI), полиимид (PI), которые имеют высокую термостойкость (по меньшей мере, 200°С) и высокое удельное электрическое сопротивление (по меньшей мере, 106, лучше, по меньшей мере, 1010 Ом⋅см).
В простейшем случае части 3.2 и 3.3 соединены посредством смещения контактных поверхностей 3.21 и 3.31 друг на друга. Они могут быть соединены также с силовым замыканием посредством прижатых друг к другу, противолежащих и соприкасающихся контактных поверхностей 3.20 с 3.30, 3.21 с 3.31 и 3.22 с 3.32. Выполненные цилиндрическими контактные поверхности 3.31 (цилиндрическая наружная поверхность части 3.3) и 3.21 (цилиндрическая внутренняя поверхность части 3.2) образуют в этом случае, за счет прижима друг к другу, соединение с силовым замыканием. Здесь используется посадка с натягом по DIN EN ISO 286 (например, H7/n6; H7/m6) между цилиндрическими внутренними и наружными поверхностями. Далее возможно соединить обе части (3.2 и 3.3) друг с другом посредством геометрического замыкания, и/или посредством склеивания.
Так как механическая обработка керамического производственного материала чаще всего труднее, чем механическая обработка полимерного материала, то затраты на обработку снижаются. В данном случае сформировано, например, шесть каналов 3.1 в полимерном материале части 3.3, которые имеют радиальное смещение a1, и под углом α1 равноудаленно распределены по периферии направляющей газа. Также различные формы, например, пазы, углубления, каналы и проч. могут быть изготовлены проще, если они формируются в полимерном материале.
Фиг. 13а и 13b демонстрируют деталь 3 для направления плазмообразующего газа как на фиг. 12, за исключением того, что следующая часть 3.4, состоящая из материала с теми же свойствами, что и у части 3.3, относится к детали 3 для направления плазмообразующего газа.
Части 3.2 и 3.4 могут быть соединены друг с другом таким же образом, что и части 3.2 и 3.3, причем контактные поверхности 3.23 соединены с 3.43, 3.24 с 3.44 и 3.25 с 3.45.
Так как механическая обработка керамического производственного материала чаще всего труднее, чем механическая обработка полимерного материала, то затраты на обработку снижаются и различные формы, например, пазы, углубления, каналы и проч. могут быть также изготовлены проще, если они формируются в полимерном материале.
Фиг. 14а-14b демонстрируют следующий вариант осуществления детали 3 для направления плазмообразующего газа. Фиг. 14с и 14d демонстрируют часть 3.3 детали 3 для направления плазмообразующего газа. При этом фиг. 14а и 14с демонстрируют продольный разрез, а фиг. 14b и 14d боковой вид в частичном разрезе.
Часть 3.2 состоит из электронепроводящего материала с высокими теплопроводящими материалами, в то время как часть 3.3 состоит из электронепроводящего и теплонепроводщего материала.
В части 3.3 детали 3 для направления плазмообразующего газа находятся радиально расположенные отверстия, в данном случае каналы 3.1, которые радиально смещены и/или могут иметь радиальный наклон к осевой линии М, и через которые проходит плазмообразующий газ PG, если деталь 3 для направления плазмообразующего газа встроена в горелку 1 для плазменной резки (см. фиг. 1-9).
Часть 3.3 имеет другие радиально расположенные каналы 3.9, которые больше, чем каналы 3.1. В этих каналах установлены шесть деталей 3.2, которые в данном случае представлены, например, в виде круглых штифтов. Они равноудалено, под углом, который выявляется между линиями М3.9 центров и равен α3=60°, распределены по периферии.
Если деталь 3 для направления плазмообразующего газа помещена в горелку 1 для плазменной резки в соответствии с фиг. 1-9, то контактные поверхности 3.61 (наружные поверхности) частей 3.2 (круглых штифтов) находятся в контакте посредством соприкосновения с контактной поверхностью 4.3 (в данном случае цилиндрическая внутренняя поверхность) сопла 4, а контактные поверхности 3.51 (внутренние поверхности) частей 3.2 (круглых штифтов) с контактной поверхностью 2.3 (в данном случае цилиндрическая наружная поверхность) электрода 2.
Части 3.2 имеют диаметр d3 и длину l3, которая равна, по меньшей мере, половине разности диаметров d10 и d20 части 3.3. Еще лучше, если длина l3 немного больше, для получения надежного контакта между контактными поверхностями круглых штифтов 3.2 и соплом 4, а также электродом 2. Преимуществом является также, если плоскость контактных поверхностей 3.61 и 3.51 не является ровной, а согласована с цилиндрической наружной поверхностью (контактной поверхностью 2.3) электрода 2 и с цилиндрической внутренней поверхностью (контактной поверхностью 4.3) сопла 4 таким образом, что имеет место геометрическое замыкание.
На контактной поверхности 3.6 находятся пазы 3.8. Они направляют плазмообразующий газ PG к каналам 3.1, прежде чем он через них будет проведен во внутреннее пространство 4.2 сопла 4, в котором расположен электрод 2.
Так как механическая обработка керамического производственного материала чаще всего труднее, чем механическая обработка полимерного материала, то затраты на обработку снижаются и различные формы, например, пазы, углубления, каналы и проч. могут быть изготовлены проще, если они формируются в полимерном материале. Так, несмотря на использование одинаковых круглых штифтов, экономичным образом могут быть изготовлены различные направляющие для газа.
Затем, за счет изменения количества или же диаметра круглых штифтов 3.2, можно получить различные значения термического сопротивления или термической проводимости детали 3 для направления плазмообразующего газа.
Если диаметр и/или количество круглых штифтов уменьшаются, то увеличивается термическое сопротивление и термическая проводимость.
Так как, в зависимости от преобразованной в плазменной горелке или в горелке для плазменной резки мощности от 500 Вт до 200 кВт, имеют место различные термические нагрузки на сопло 4 и на электрод 2, согласование термического сопротивления является преимуществом. Так, например, затраты на изготовление уменьшаются, если выполнено меньшее количество каналов и должно быть использовано меньшее количество круглых штифтов.
Фиг. 15-17 демонстрируют (другие) различные варианты осуществления образованной в виде детали 7 для направления вторичного газа SG изолирующей детали, которые могут быть использованы в горелке 1 для плазменной резки, представленной на фиг. 6-9, причем соответствующая фигура с литерой «a» демонстрирует вид сверху в частичном разрезе, а соответствующая фигура с литерой «b» вид сбоку в разрезе.
Фиг. 15а и 15b демонстрируют деталь 7 для направления вторичного газа SG, которая может быть использована в горелке для плазменной резки в соответствии с фиг. 6-9.
Представленная на фиг. 15а и 15b деталь 7 для направления вторичного газа состоит из электронепроводящего материала с высокими теплопроводящими свойствами, в данном случае, например, из керамики. В данном случае опять же особенно подходит нитрид алюминия, который имеет очень хороший коэффициент теплопроводности (примерно 180 Вт/(м⋅К)) и высокое удельное электрическое сопротивление (примерно 1012 Ом⋅см). За счет небольшого термического сопротивления или высокого коэффициента теплопроводности могут быть предотвращены значительные перепады температур и обусловленные этим механические напряжения в горелке для плазменной резки.
В детали 7 для направления вторичного газа находятся радиально расположенные каналы 7.1, которые могут располагаться также радиально, и/или радиально со смещением, и/или с наклоном к осевой линии, и через которые может проходить или проходит вторичный газ SG, если деталь 7 для направления вторичного газа встроена в горелку 1 для плазменной резки. В этом примере 12 каналов радиально смещены на расстояние a11 и равноудалено распределены по периферии, причем между центрами каналов образуется угол α11. Однако также могут иметься отверстия, пазы и углубления, через которые проходит вторичный газ SG, когда деталь 7 для направления вторичного газа встроена в горелку 1 для плазменной резки. Деталь 7 для направления вторичного газа имеет две кольцеобразные контактные поверхности 7.4 и 7.5.
За счет использования детали 7 для направления вторичного газа добиваются электрической изоляции между защитной крышкой 8 сопла и крышкой 5 сопла и, таким образом, также сопла 4 представленной на фиг. 6-9 горелки 1 для плазменной резки. Электрическая изоляция защищает в комбинации с вторичным газом сопло 4, крышку 5 сопла и защитную крышку 8 сопла от электрических дуг, которые могут образовываться между ними и заготовкой (не изображено). Они обозначаются как двойные электрические дуги и могут приводить к повреждению сопла 4, крышки 5 сопла и защитной крышки 8 сопла.
Одновременно тепло передается между защитной крышкой 8 сопла и крышкой 5 сопла от более теплого к более холодному конструктивному элементу, в данном случае от защитной крышки 8 сопла к крышке 5 сопла, через хорошо теплопроводящую, выполненную в виде детали 7 для направления вторичного газа изолирующую деталь. Деталь 7 для направления вторичного газа находится посредством соприкосновения в контакте с защитной крышкой 8 сопла и с крышкой 5 сопла. В данном примере осуществления это происходит посредством кольцеобразных поверхностей 8.2 защитной крышки 8 сопла и 7.4 детали 7 для направления вторичного газа, а также посредством кольцеобразных поверхностей 7.5 детали 7 для направления вторичного газа и 5.3 крышки 5 сопла, которые, как представлено на фиг. 6-9, соприкасаются друг с другом.
Фиг. 16а и 16b также демонстрируют деталь 7 для направления вторичного газа SG, состоящую из двух частей. Первая часть 7.2 состоит из электронепроводящего материала с высокими теплопроводящими свойствами, в то время как вторая часть 7.3 состоит из материала с высокими электропроводящими и теплопроводящими свойствами.
Для части 7.2 детали 7 для направления вторичного газа в данном случае, например, используется керамика, опять же в качестве примера нитрид алюминия, который имеет очень хороший коэффициент теплопроводности (примерно 180 Вт/(м⋅K)) и высокое удельное электрическое сопротивление (примерно 1012 Ом⋅см). Для части 7.3 детали 7 для направления вторичного газа в данном случае используется металл, например, серебро, медь, алюминий, олово, цинк, железо, легированная сталь или металлический сплав (например, латунь), в которых содержание этих металлов по отдельности или в сумме составляет, по меньшей мере, до 50%.
Если для части 7.3 используется, например, медь, то коэффициент теплопроводности детали 7 для направления вторичного газа оказывается больше, чем в случае, когда она состояла бы лишь из электронепроводящего материала с высокими теплопроводящими свойствами, например, из нитрида алюминия. Медь, в зависимости от чистоты, имеет больший коэффициент теплопроводности (максимально примерно 390 Вт/(м⋅K)), чем нитрид алюминия (примерно 180 Вт/(м⋅K)), который в настоящее время считается одним из лучших теплопроводящих и одновременно электронепроводящих материалов. За счет улучшенной теплопроводности это приводит к улучшенному теплообмену между защитной крышкой 8 сопла и крышкой 5 сопла горелки 1 для плазменной резки в соответствии с фиг. 6-9.
В простейшем случае части 7.2 и 7.3 соединены посредством смещения контактных поверхностей 7.21 и 7.31 друг на друга.
Части 7.2 и 7.3 могут быть соединены также с силовым замыканием посредством прижатых друг к другу, противолежащих друг другу и соприкасающихся контактных поверхностей 7.20 с 7.30, 7.21 с 7.31 и 7.22 с 7.32. Контактные поверхности 7.20, 7.21 и 7.22 являются контактными поверхностями части 7.2, а контактные поверхности 7.30, 7.31 и 7.32 являются контактными поверхностями части 7.3. Выполненные цилиндрическими контактные поверхности 7.31 (цилиндрические наружные поверхности части 7.3) и 7.21 (цилиндрические внутренние поверхности части 7.2) образуют посредством прижима друг к другу соединение с силовым замыканием. Здесь используется посадка с натягом по DIN EN ISO 286 (например, H7/n6; H7/m6) между цилиндрическими внутренними и наружными поверхностями.
Далее имеется возможность соединить обе части друг с другом посредством геометрического замыкания, посредством пайки, и/или посредством склеивания.
Так как механическая обработка керамического производственного материала чаще всего труднее, чем механическая обработка металла, то затраты на обработку снижаются. В данном случае сформировано, например, двенадцать каналов 7.1 в металлической части 7.3, которые имеют радиальное смещение a11, и под углом α11 равноудаленно распределены по периферии направляющей для газа. Также различные формы, например, пазы, углубления, каналы и проч. могут быть изготовлены проще, если они формируются в металле.
Фиг. 17а и 17b также демонстрируют деталь 7 для направления вторичного газа SG, состоящую из двух частей. В отличие от варианта осуществления в соответствии с фиг. 16, первая часть 7.2 состоит в данном случае из материала с высокими электропроводящими и теплопроводящими свойствами, а вторая часть 7.3 из электронепроводящего материала с высокими теплопроводящими свойствами. В остальном, сюда относятся те же сведения, что и для фиг. 16а и 16b.
На фиг. 18а, 18b, 18с и 18d представлен следующий вариант осуществления детали 7 для направления вторичного газа SG, которая может быть использована в горелке для плазменной резки в соответствии с фиг. 6-9.
Фиг. 18а демонстрирует вид сверху, а фиг. 18b и 18с вид сбоку в разрезе различных вариантом осуществления данной детали. Фиг. 18d демонстрирует состоящую из электронепроводящего и теплонепроводящего материала часть 7.3 детали 7 для направления вторичного газа.
В части 7.3 детали 7 для направления вторичного газа находятся радиально расположенные каналы 7.1, которые могут располагаться также радиально, и/или радиально со смещением, и/или с наклоном к осевой линии, и через которые может проходить вторичный газ SG, если деталь 7 для направления вторичного газа встроена в горелку 1 для плазменной резки. В этом примере двенадцать каналов радиально смещены на расстояние a11 и равноудалено распределены по периферии, причем между центрами каналов образуется угол α11 (в данном случае, например, 30°). Однако также могут иметься отверстия, пазы или углубления, через которые проходит вторичный газ SG, когда деталь 7 для направления вторичного газа встроена в горелку 1 для плазменной резки (см. для этого, например, фиг. 6-9).
Фиг. 18d демонстрирует, что в этом примере часть 7.3 имеет двенадцать следующих аксиально расположенных каналов 7.9, которые больше, чем каналы или отверстия 7.1.
На фиг. 18а и 18b в эти каналы 7.9 помещены двенадцать частей 7.2, которые в данном случае представлены, например, в виде круглых штифтов. Круглые штифты 7.2 состоят из электронепроводящего материала с высокими теплопроводящими свойствами, в то время как часть 7.3 состоит из электронепроводящего и теплонепроводящего материала.
Если деталь 7 для направления вторичного газа встроена в горелку 1 для плазменной резки в соответствии с фиг. 6-9, то контактные поверхности 7.51 круглых штифтов 7.2 посредством соприкосновения находятся в контакте с контактной поверхностью 5.3 (в данном случае, например, с кольцевой поверхностью) крышки 5 сопла, а контактные поверхности 7.41 круглых штифтов 7.6 с контактной поверхностью 8.2 (в данном случае, например, с кольцевой поверхностью) защитной крышки 8 сопла (фиг. 6-9).
Части 7.2 имеют диаметр d7 и длину l7, которая, по меньшей мере, равна ширине b части 7.3. Еще лучше, если длина l7 немного больше, для поддержания надежного контакта между контактными поверхностями круглых штифтов 7.2 и крышкой 5 сопла, а также защитной крышкой 8 сопла.
Фиг. 18с демонстрирует другой вариант выполнения детали 7 для направления вторичного газа. При этом в каждый канал 7.9 помещены две выполненные, например, в виде круглых штифтов, части 7.2 и 7.6. Часть 7.3 состоит из электронепроводящего и теплонепроводящего материала, круглые штифты 7.2 состоят из электронепроводящего материала с высокими теплопроводящими свойствами, а круглые штифты 7.6 состоят из материала с высокими электропроводящими и теплопроводящими свойствами.
Если деталь 7 для направления вторичного газа встроена в горелку 1 для плазменной резки в соответствии с фиг. 6-9, то контактные поверхности 7.51 круглых штифтов 7.2 посредством соприкосновения находятся в контакте с контактной поверхностью 5.3 (в данном случае, например, с кольцевой поверхностью) крышки 5 сопла, а контактные поверхности 7.41 круглых штифтов 7.6 с контактной поверхностью 8.2 (в данном случае, например, с кольцевой поверхностью) защитной крышки 8 сопла (см также фиг. 6-9). Оба круглых штифта 7.2 и 7.6, за счет соприкосновения своих контактных поверхностей 7.42 и 7.52, соединены друг с другом.
Части 7.2 имеют диаметр d7 и длину l71. Части 7.6 в данном примере имеют одинаковые диаметры и длины l72, причем сумма длин l71 и l72, по меньшей мере, равна ширине b части 7.3. Еще лучше, если сумма длин немного больше, например, больше 0,1 мм, для поддержания надежного контакта между контактными поверхностями 7.51 круглых штифтов 7.2 и крышкой 5 сопла, а также контактными поверхностями 7.41 круглых штифтов 7.6 и защитной крышкой 8 сопла.
Как демонстрирует фиг. 18с и относящееся к ней описание, предложенное на рассмотрение изобретение в обобщенной форме относится, таким образом, также к изолирующей детали для плазменной горелки, в частности, горелки для плазменной резки, для электрической изоляции между, по меньшей мере, двумя электропроводящими конструктивными элементами плазменной горелки, причем изолирующая деталь состоит, по меньшей мере, из трех частей, причем одна из частей состоит из электронепроводящего материала с высокими теплопроводящими свойствами, а другая из частей из электронепроводящего и теплонепроводящего материала, а следующая или одна следующая из частей состоит из материала с высокими электропроводящими и теплопроводящими свойствами.
Представленные на фиг. 15-18 детали 7 для направления вторичного газа могут использоваться и в горелке 1 для плазменной резки в соответствии с фиг. 5. Там, за счет использования детали 7 для направления вторичного газа, добиваются электрической изоляции между защитной крышкой 8 сопла и соплом 4. Электрическая изоляция защищает в комбинации с вторичным газом SG сопло 4, и защитную крышку 8 сопла от электрических дуг, которые могут образовываться между ними и заготовкой. Они обозначаются как двойные электрические дуги и могут приводить к повреждению сопла 4 и защитной крышки 8 сопла.
Одновременно тепло передается между защитной крышкой 8 сопла и соплом 4 от более теплого к более холодному конструктивному элементу, в данном случае от защитной крышки 8 сопла к соплу 4, через изолирующую деталь с высокими теплопроводящими свойствами, выполненную в виде детали 7 для направления вторичного газа. Деталь 7 для направления вторичного газа находится посредством соприкосновения в контакте с защитной крышкой 8 сопла и с соплом 4. Для представленных на фиг. 15, 16 и 17 примеров осуществления детали 7 для направления вторичного газа это происходит посредством кольцеобразных поверхностей 8.2 защитной крышки 8 сопла и посредством кольцеобразных контактных поверхностей 7.4 детали 7 для направления вторичного газа, а также посредством кольцеобразных контактных поверхностей 7.5 детали 7 для направления вторичного газа и посредством кольцеобразных контактных поверхностей 4.4 сопла 4, которые, как представлено на фиг. 5, соприкасаются друг с другом.
В примерах осуществления представленной на фиг. 18b и 18с детали 7 для направления вторичного газа теплопередача происходит через кольцеобразные контактные поверхности 8.2 защитной крышки 8 сопла и контактные поверхности 7.41 круглых штифтов 7.2 или 7.6 детали 7 для направления вторичного газа, от 7.51 круглых штифтов 7.2 с контактной поверхностью 4.4 (в данном случае, например, кольцеобразной поверхностью) сопла 4, посредством соприкосновения, как представлено на фиг. 5.
Фиг. 19а-19d демонстрируют виды в разрезе систем из сопла 4 и детали 7 для направления вторичного газа SG в соответствии с особыми вариантами осуществления изобретения на фиг. 15-18. Сюда относятся варианты осуществления к фиг. 5 и к фиг. 15-18.
При этом фиг. 19а демонстрирует систему с деталью 7 для направления вторичного газа в соответствии с фиг. 15а и 15b, фиг. 19b систему с деталью 7 для направления вторичного газа в соответствии с фиг. 16а и 16b, фиг. 19с систему с деталью 7 для направления вторичного газа в соответствии с фиг. 17а и 17b и фиг. 19d систему с деталью 7 для направления вторичного газа в соответствии с фиг. 18а и 18b.
В данных примерах осуществления деталь 7 для направления вторичного газа может быть соединена с соплом 4 в простейшем случае посредством смещения их друг на друга. Однако они могут быть соединены также посредством геометрического и силового замыкания или посредством склеивания. При использовании металла/металла и/или металла/керамики в месте соединения возможна также пайка в качестве варианта соединения.
Фиг. 20а-20d демонстрируют виды в разрезе систем из крышки 5 сопла и детали 7 для направления вторичного газа SG согласно фиг. 15-18 в соответствии с особыми вариантами осуществления изобретения. Сюда относятся варианты осуществления к фиг .6-9 и к фиг. 15-18.
При этом фиг. 20а демонстрирует систему с деталью 7 для направления вторичного газа в соответствии с фиг. 15а и 15b, фиг. 20b систему с деталью 7 для направления вторичного газа в соответствии с фиг. 16а и 16b, фиг. 20с систему с деталью 7 для направления вторичного газа в соответствии с фиг. 17а и 17b и фиг. 20d систему с деталью 7 для направления вторичного газа в соответствии с фиг. 18а-18d.
В данных примерах осуществления деталь 7 для направления вторичного газа может быть соединена с крышкой 5 сопла в простейшем случае посредством смещения их друг на друга. Однако, они могут быть соединены также посредством геометрического и силового замыкания или посредством склеивания. При использовании металла/металла и/или металла/керамики в месте соединения возможна также пайка в качестве варианта соединения.
Фиг. 21a-21d демонстрируют виды в разрезе систем из защитной крышки 8 сопла и детали 7 для направления вторичного газа SG в соответствии с фиг. 15-18. Сюда относятся варианты осуществления к фиг. 5-9 и к фиг. 15-18.
При этом фиг. 21а демонстрирует систему с деталью для направления вторичного газа в соответствии с фиг. 15a и 15b, фиг. 21b систему с деталью для направления вторичного газа в соответствии с фиг. 16а и 16b, фиг. 21с систему с деталью для направления вторичного газа в соответствии с фиг. 17а и 17b и фиг. 21d систему с деталью для направления вторичного газа в соответствии с фиг. 18а-18d.
В данных примерах осуществления деталь 7 для направления вторичного газа может соединяться с защитной крышкой 8 сопла в простейшем случае посредством смещения их друг на друга. Однако, они могут быть соединены также посредством геометрического и силового замыкания или посредством склеивания. При использовании металла/металла и/или металла/керамики в месте соединения возможна также пайка в качестве варианта соединения.
Фиг. 22а и 22b демонстрируют системы из электрода 2 и детали 3 для направления плазмообразующего газа PG в соответствии с фиг. 11-13, согласно особым вариантам осуществления изобретения.
При этом фиг. 22а демонстрирует систему с деталью для направления плазмообразующего газа в соответствии с фиг. 11а и фиг. 11b, а также фиг. 22b систему с деталью для направления плазмообразующего газа в соответствии с фиг. 13а и фиг. 13b.
В данном примере осуществления контактная поверхность 2.3 является, например, цилиндрической наружной поверхностью электрода 2, а контактная поверхность 3.5 цилиндрической внутренней поверхностью детали 3 для направления плазмообразующего газа. В предпочтительном варианте в данном случае используется подвижная посадка с небольшим зазором, например, H7/h6 в соответствии с DIN EN ISO 286 между цилиндрическими внутренними и наружными поверхностями, чтобы, с одной стороны, реализовать вхождение деталей друг в друга, а, с другой стороны, хороший контакт и, тем самым, небольшое термическое сопротивление и, тем самым, хорошую теплопередачу. Теплопередача может быть улучшена за счет нанесения теплопроводящей пасты на эти контактные поверхности. Тогда может быть использована посадка с большим зазором, например, H7/g6.
Также возможно использование посадки с натягом между деталью 3 для направления плазмообразующего газа и электродом 2. Это, естественно, улучшает теплопередачу. Однако, следствием этого является то, что электрод 2 и деталь 3 для направления плазмообразующего газа лишь совместно могут быть заменены в горелке 1 для плазменной резки.
Фиг. 23 демонстрирует систему из электрода 2 и детали 3 для направления плазмообразующего газа PG, в соответствии с особым вариантом осуществления предложенного на рассмотрение изобретения.
В такой системе контактные поверхности 3.51 круглых штифтов 3.2 детали 3 для направления плазмообразующего газа посредством соприкосновения находятся в контакте с контактной поверхностью 2.3 (в данном случае, например, цилиндрической наружной поверхностью) электрода 2 (см. также фиг. 1-9).
Части 3.2 имеют диаметр d3 и длину l3, которая равна, по меньшей мере, половине разности диаметров d10 и d20 части 3.3. Еще лучше, если длина l3 немного больше, для получения надежного контакта между контактными поверхностями круглых штифтов 3.2 и сопла 4, а также электрода 2. Преимуществом является также, если плоскость контактных поверхностей 3.61 и 3.51 не является ровной, а согласована с цилиндрической наружной поверхностью (контактной поверхностью 2.3) электрода 2 и с цилиндрической внутренней поверхностью (контактной поверхностью 4.3) сопла таким образом, что имеет место геометрическое замыкание.
Системы из изнашивающихся деталей и изолирующей детали или детали для направления газа Приведены лишь в качестве примера. Разумеется, возможны и другие комбинации, например, сопло и деталь для направления газа.
Если в приведенном выше описании давались ссылки на охлаждающую жидкость или нечто подобное, то под ней, в целом, должна пониматься охлаждающая среда.
В приведенном выше описании упоминаются, среди прочих, системы и плазменные горелки в сборе. Для специалиста понятно, что изобретение может заключаться также в дополнительных комбинациях и отдельных деталях, например, в конструктивных элементах или изнашивающихся деталях. Поэтому, эти варианты необходимо включить в область патентной защиты.
В заключение еще пара определений, которые должны относиться к общему, приведенному выше описанию.
Термин «с высокими электропроводящими свойствами» должен означать, что удельное электрическое сопротивление составляет максимально 0,01 Ом⋅см.
Термин «электронепроводящий» должен означать, что удельное электрическое сопротивление составляет минимально 106 Ом⋅см, а лучше, по меньшей мере, 1010 Ом⋅см и/или, что прочность против электрического пробоя составляет, по меньшей мере, 7 кВ/мм, а лучше, по меньшей мере, 10 кВ/мм.
Термин «с высокими теплопроводящими свойствами» должен означать, что теплопроводность составляет, по меньшей мере, 40 Вт/(м⋅K), а лучше, по меньшей мере, 60 Вт/(м⋅K), и еще лучше 90 Вт/(м⋅K).
Термин «с высокими теплопроводящими свойствами» должен означать, что теплопроводность составляет, по меньшей мере, 120 Вт/(м⋅K), а лучше, по меньшей мере, 150 Вт/(м⋅K), и еще лучше 180 Вт/(м⋅K).
И наконец, термин «с высокими теплопроводящими свойствами» должен означать, в частности, для металлов, что теплопроводность составляет, по меньшей мере, 200 Вт/(м⋅K), а лучше, по меньшей мере, 300 Вт/(м⋅K).
Выявленные в приведенном выше описании, на чертежах, а также в формуле изобретения признаки изобретения могут быть либо по одному, либо в любой комбинации важны для реализации изобретения в его различных вариантах осуществления.
Перечень ссылочных позиций
1 горелка для плазменной резки
2 электрод
2.1 держатель электрода
2.2 выпускающая вставка
2.3 контактная поверхность
2.10 пространство для охлаждающего средства
3 деталь для проведения плазмообразующего газа
3.1 канал
3.2 часть
3.3 часть
3.4 часть
3.5 контактная поверхность
3.6 контактная поверхность
3.7 контактная поверхность
3.8 паз
3.9 канал
3.20 контактная поверхность
3.21 контактная поверхность
3.22 контактная поверхность
3.23 контактная поверхность
3.24 контактная поверхность
3.25 контактная поверхность
3.30 контактная поверхность
3.31 контактная поверхность
3.32 контактная поверхность
3.43 контактная поверхность
3.44 контактная поверхность
3.45 контактная поверхность
3.51 контактная поверхность
3.61 контактная поверхность
4 сопло
4.1 канал сопла
4.2 внутреннее пространство
4.3 контактная поверхность
4.4 контактная поверхность
4.5 контактная поверхность
4.10 пространство для охлаждающего средства
4.20 наружная резьба
5 крышка сопла
5.1 канал в крышке сопла
5.3 контактная поверхность
5.20 внутренняя резьба
6 держатель сопла
6.10 пространство для охлаждающего средства
6.11 пространство для охлаждающего средства
6.20 внутренняя резьба
6.21 наружная резьба
7 деталь для проведения вторичного газа
7.1 канал
7.2 часть
7.3 часть
7.4 контактная поверхность
7.5 контактная поверхность
7.6 часть
7.9 каналы
7.20 контактная поверхность
7.21 контактная поверхность
7.22 контактная поверхность
7.30 контактная поверхность
7.31 контактная поверхность
7.32 контактная поверхность
7.41 контактная поверхность
7.42 контактная поверхность
7.51 контактная поверхность
7.52 контактная поверхность
8 защитная крышка сопла
8.1 канал в защитной крышке сопла
8.2 контактная поверхность
8.3 контактная поверхность
8.10 внутреннее пространство
8.11 внутреннее пространство
9 держатель защитной крышки сопла
9.1 контактная поверхность
9.10 внутреннее пространство
9.20 внутренняя резьба
10 охлаждающая труба
10.1 пространство для охлаждающего средства
11 приемный элемент
11.1 часть
11.2 часть
11.5 контактная поверхность
11.6 контактная поверхность
11.10 пропускное отверстие для охлаждающего средства
11.11 пропускное отверстие для охлаждающего средства
11.20 наружная резьба
PG плазмообразующий газ
SG вторичный газ
WR1 обратный ход 1 охлаждающего средства
WR2 обратный ход 2 охлаждающего средства
WV1 прямой ход 1 охлаждающего средства
WV2 прямой ход 2 охлаждающего средства
a1 радиальное смещение
a11 радиальное смещение
b ширина
d3 диаметр
d7 диаметр
d10 наружный диаметр
d11 внутренний диаметр
d15 диаметр
d20 внутренний диаметр
d21 наружный диаметр
d25 диаметр
d30 внутренний диаметр
d31 наружный диаметр
d60 наружный диаметр
l3 длина
l31 длина
l32 длина
l7 длина
l71 длина
l72 длина
l73 длина
l2 длина
М осевая линия
М3.1 осевая линия
М3.2 осевая линия
М3.9 осевая линия
М7.1 осевая линия
М3.6 осевая линия
α1 угол
α3 угол
α7 угол
α11 угол
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРТРИДЖ ДЛЯ ПЛАЗМЕННОЙ ГОРЕЛКИ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ | 2016 |
|
RU2769402C2 |
| ЭЛЕКТРОД ПЛАЗМЕННОЙ ГОРЕЛКИ | 2009 |
|
RU2526862C2 |
| Плазменная горелка | 2017 |
|
RU2745109C2 |
| ПЛАЗМЕННАЯ ГОРЕЛКА | 2011 |
|
RU2564534C2 |
| БЫСТРОИЗНАШИВАЮЩАЯСЯ ДЕТАЛЬ ДЛЯ ДУГОВОЙ ГОРЕЛКИ, ПЛАЗМЕННОЙ ГОРЕЛКИ ИЛИ ПЛАЗМЕННОЙ РЕЗАТЕЛЬНОЙ ГОРЕЛКИ, А ТАКЖЕ ДУГОВАЯ ГОРЕЛКА, ПЛАЗМЕННАЯ ГОРЕЛКА ИЛИ ПЛАЗМЕННАЯ РЕЗАТЕЛЬНАЯ ГОРЕЛКА С УКАЗАННОЙ ДЕТАЛЬЮ И СПОСОБ ПЛАЗМЕННОЙ РЕЗКИ, А ТАКЖЕ СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА ДЛЯ ДУГОВОЙ ГОРЕЛКИ, ПЛАЗМЕННОЙ ГОРЕЛКИ ИЛИ ПЛАЗМЕННОЙ РЕЗАТЕЛЬНОЙ ГОРЕЛКИ | 2020 |
|
RU2811984C1 |
| Плазменная горелка | 2016 |
|
RU2705048C2 |
| ПЛАЗМЕННАЯ ГОРЕЛКА | 1992 |
|
RU2074533C1 |
| ПЛАЗМЕННАЯ ГОРЕЛКА | 1993 |
|
RU2056985C1 |
| СОПЛО ПЛАЗМЕННОЙ ГОРЕЛКИ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ, КРЫШКА СОПЛА ПЛАЗМЕННОЙ ГОРЕЛКИ С ЖИДКОСТНЫМ ОХЛАЖДЕНИЕМ И ГОЛОВКА ПЛАЗМЕННОЙ ГОРЕЛКИ С ТАКОЙ КРЫШКОЙ ИЛИ КРЫШКАМИ | 2009 |
|
RU2519245C2 |
| ПЛАЗМЕННАЯ ГОРЕЛКА | 1992 |
|
RU2071644C1 |
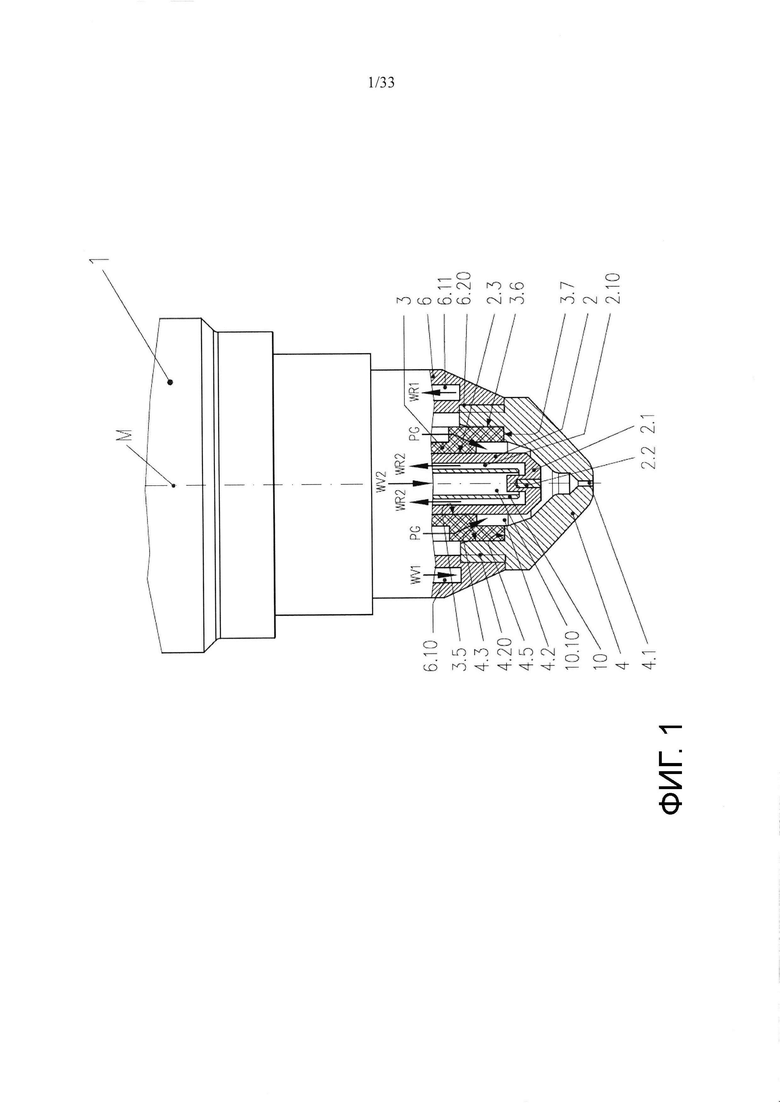

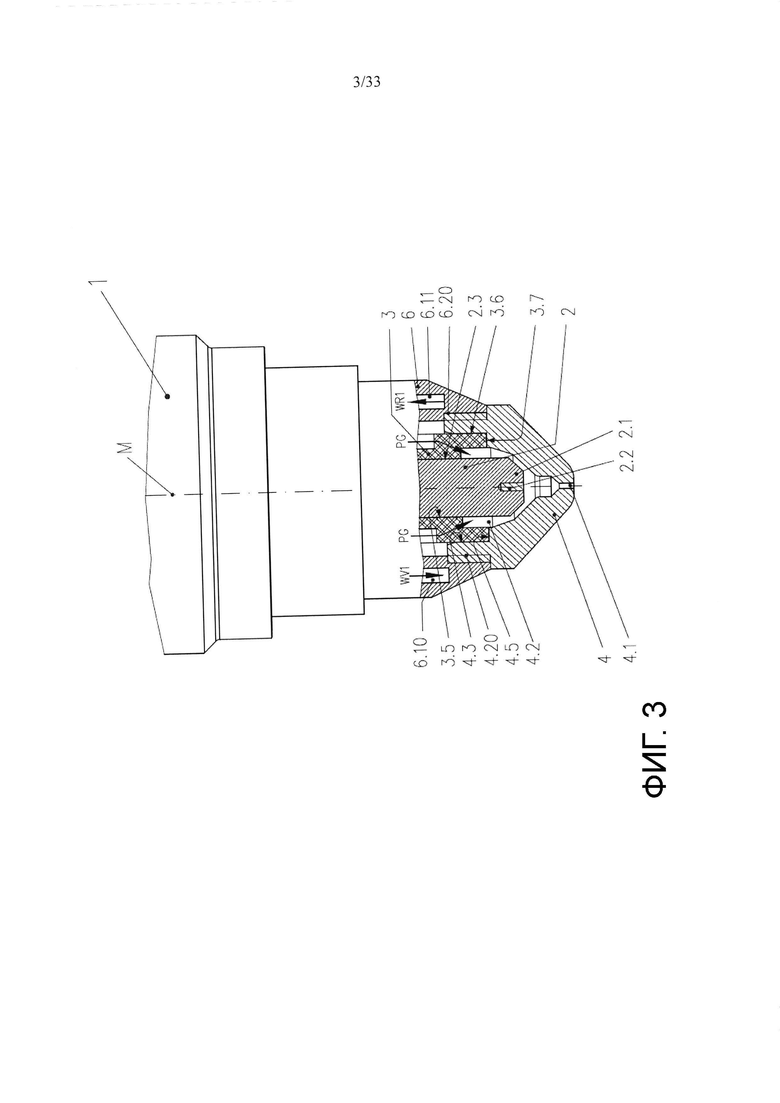
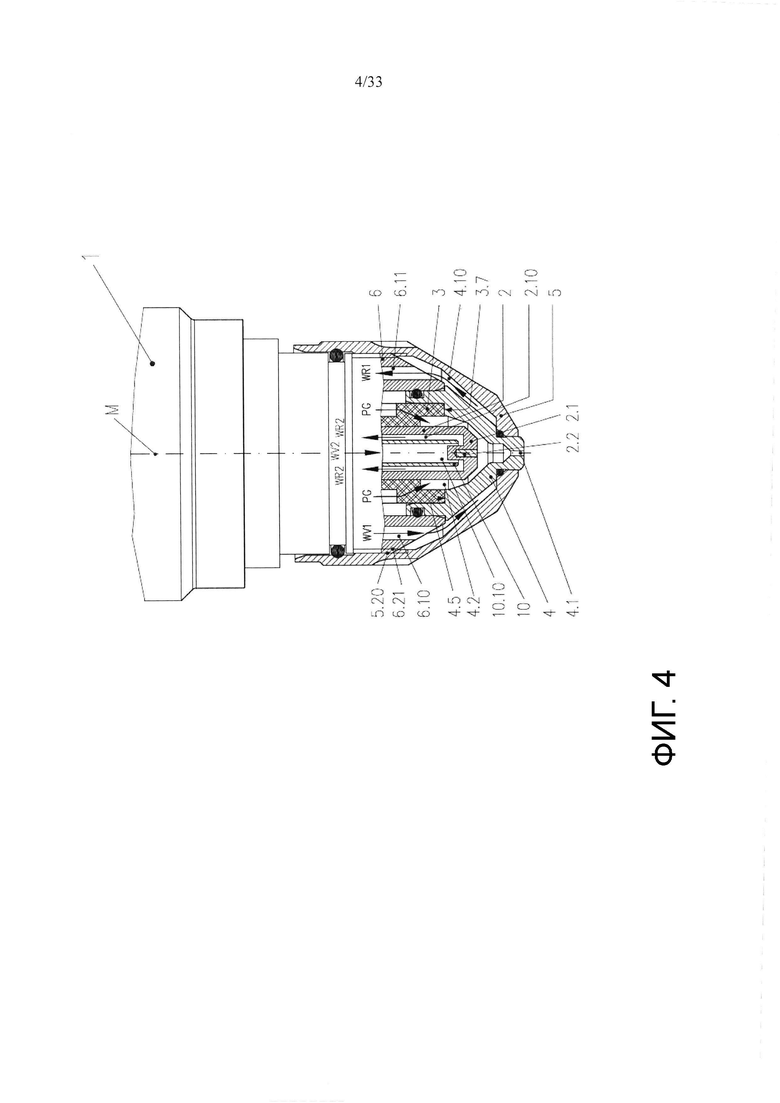
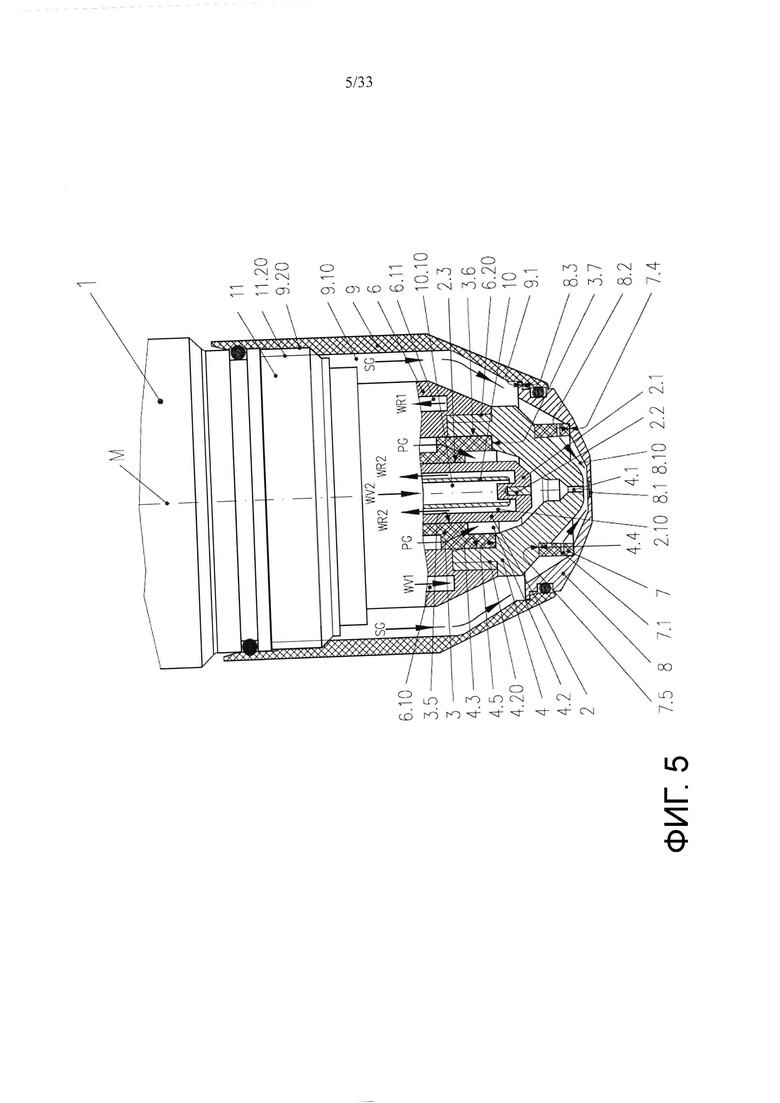

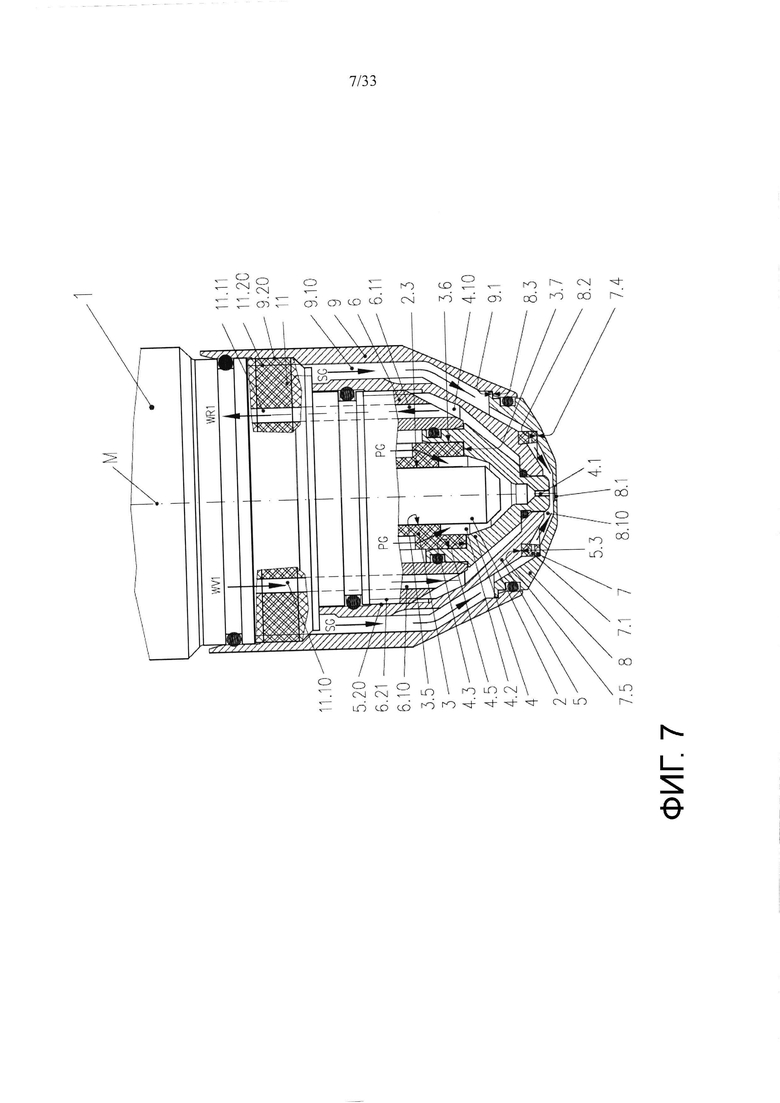




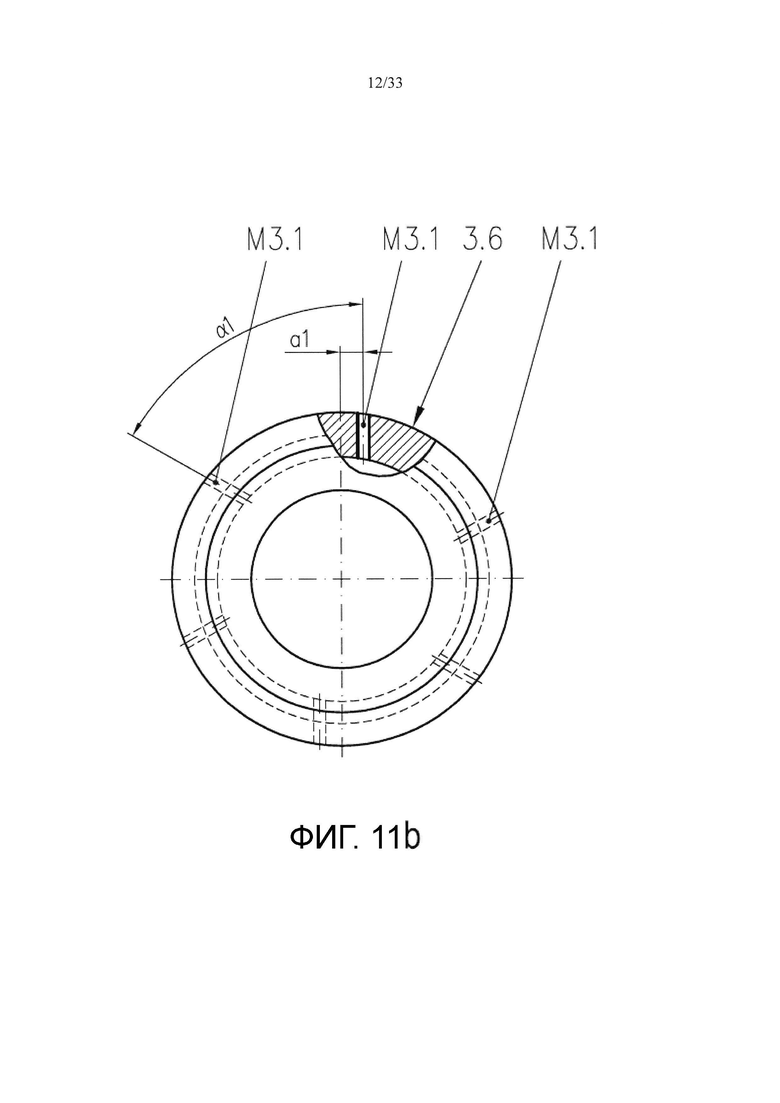


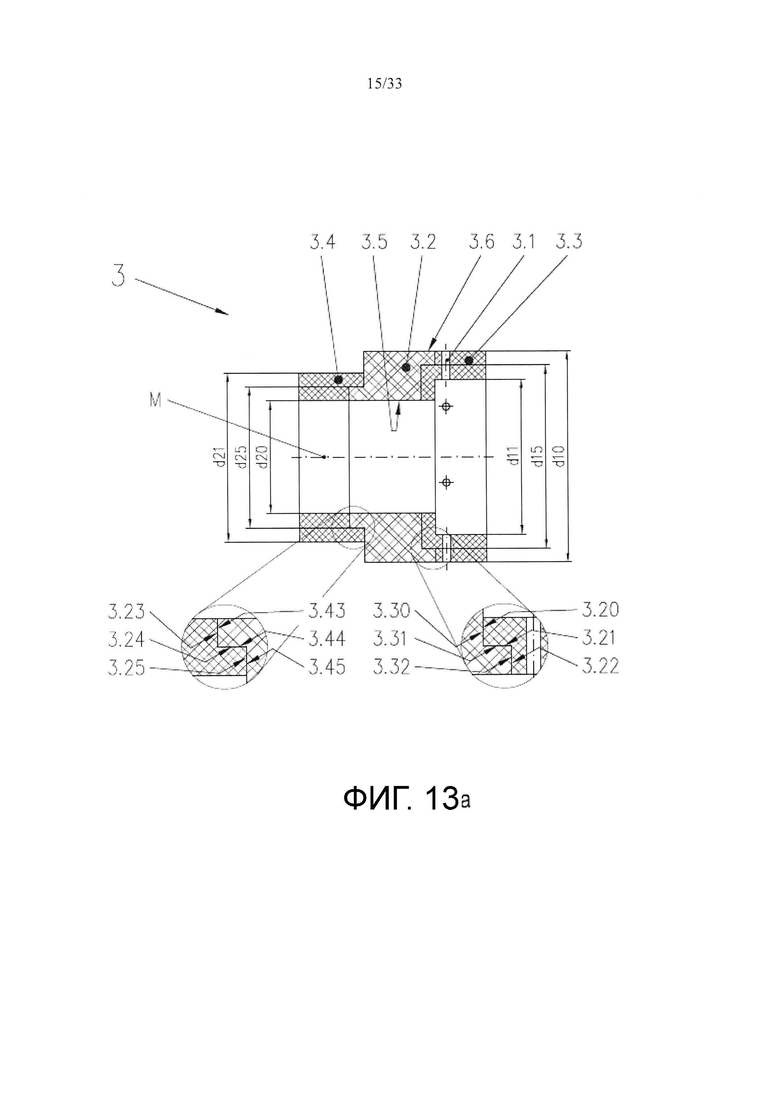
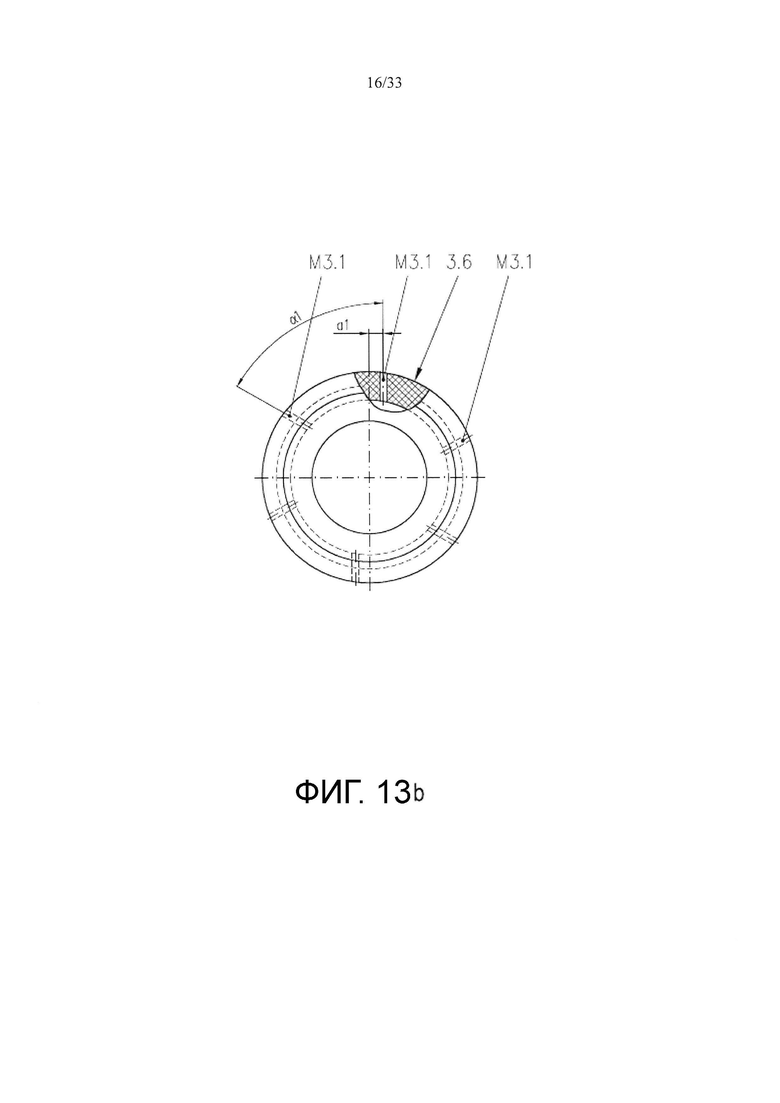



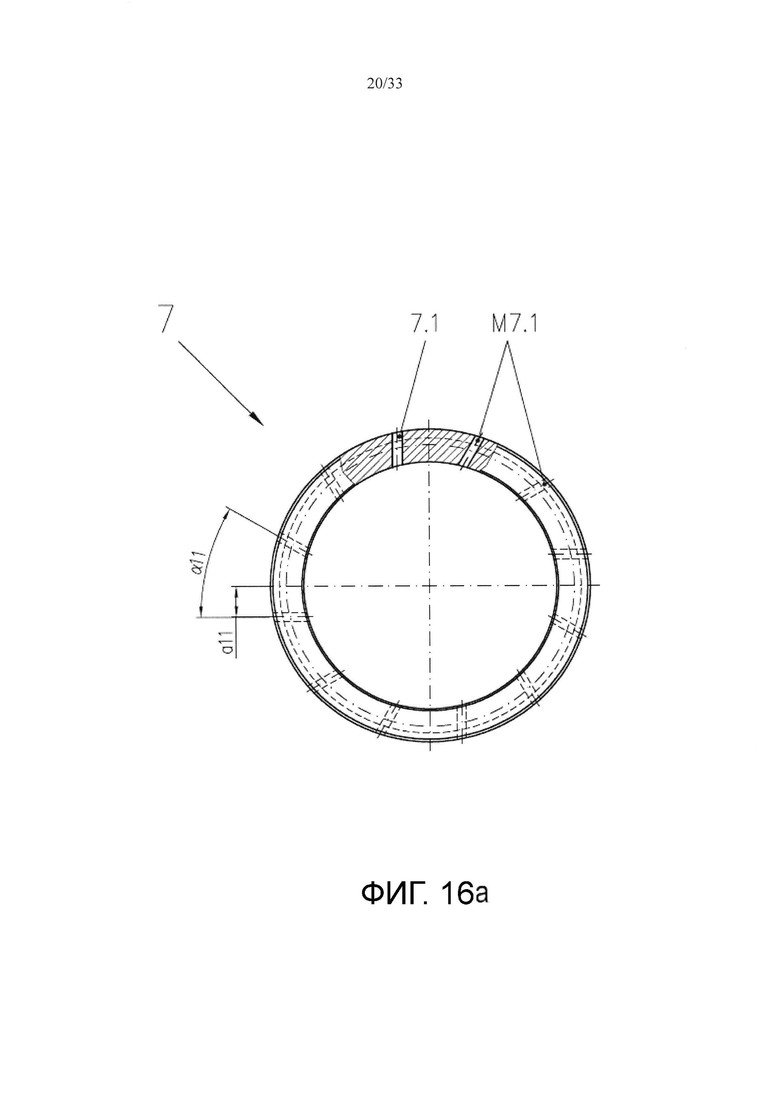
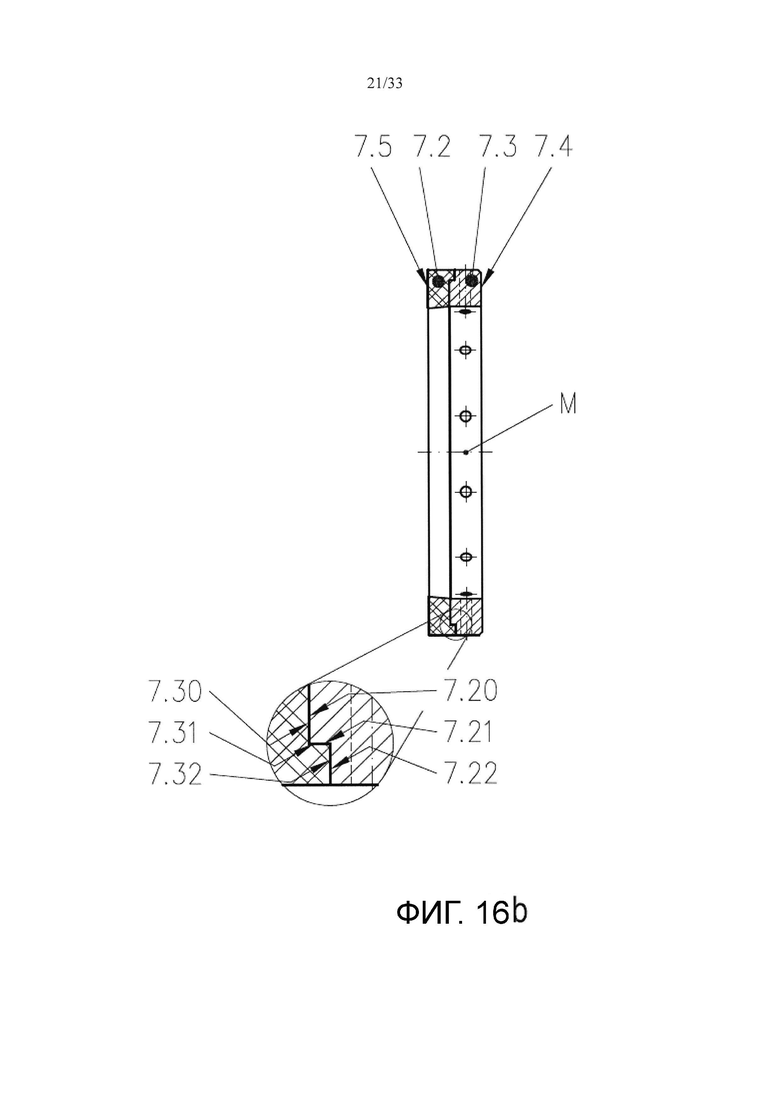

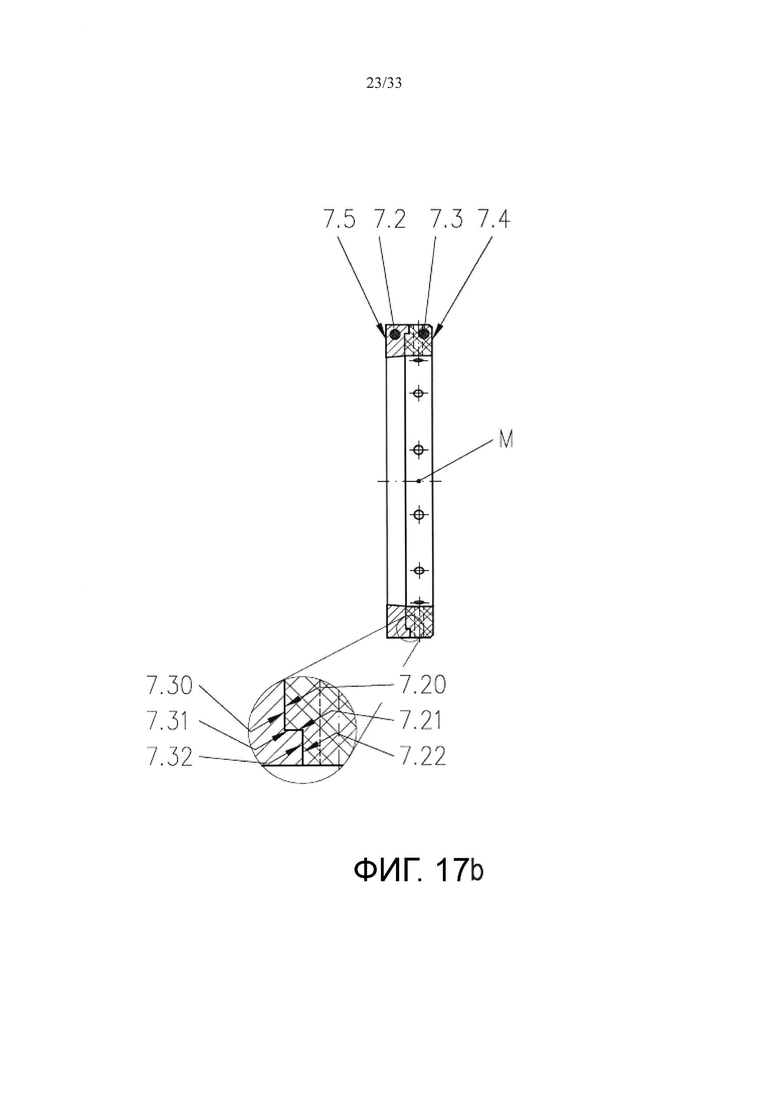



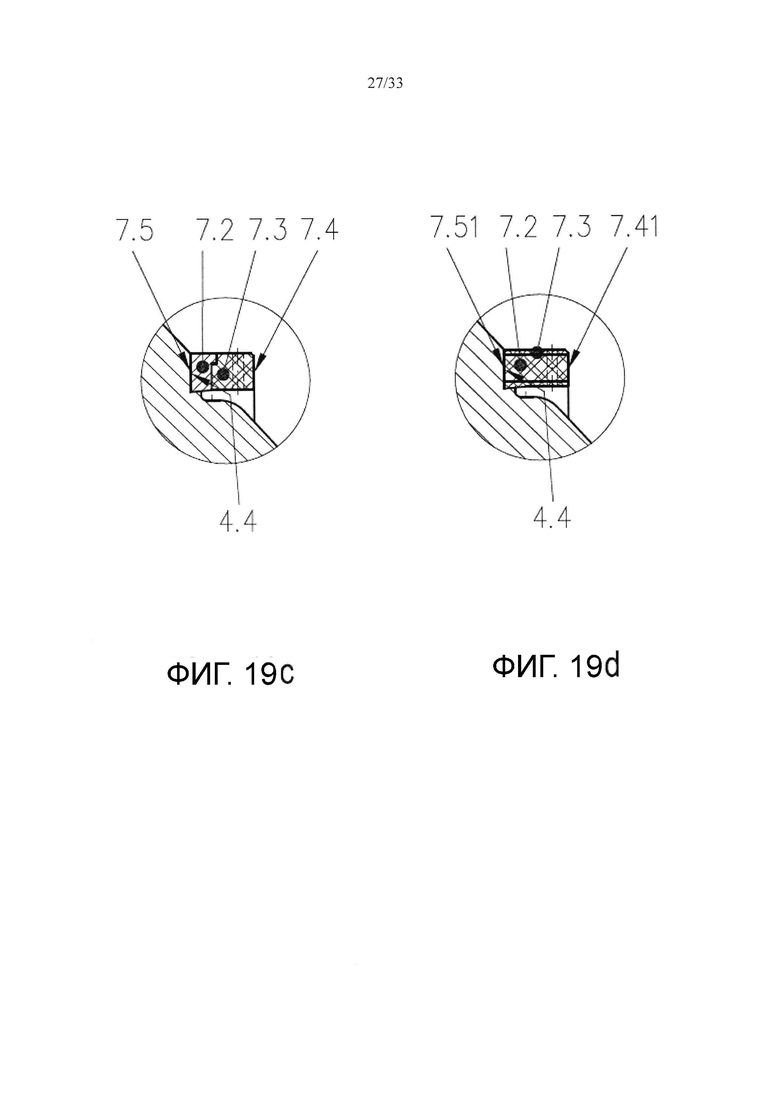
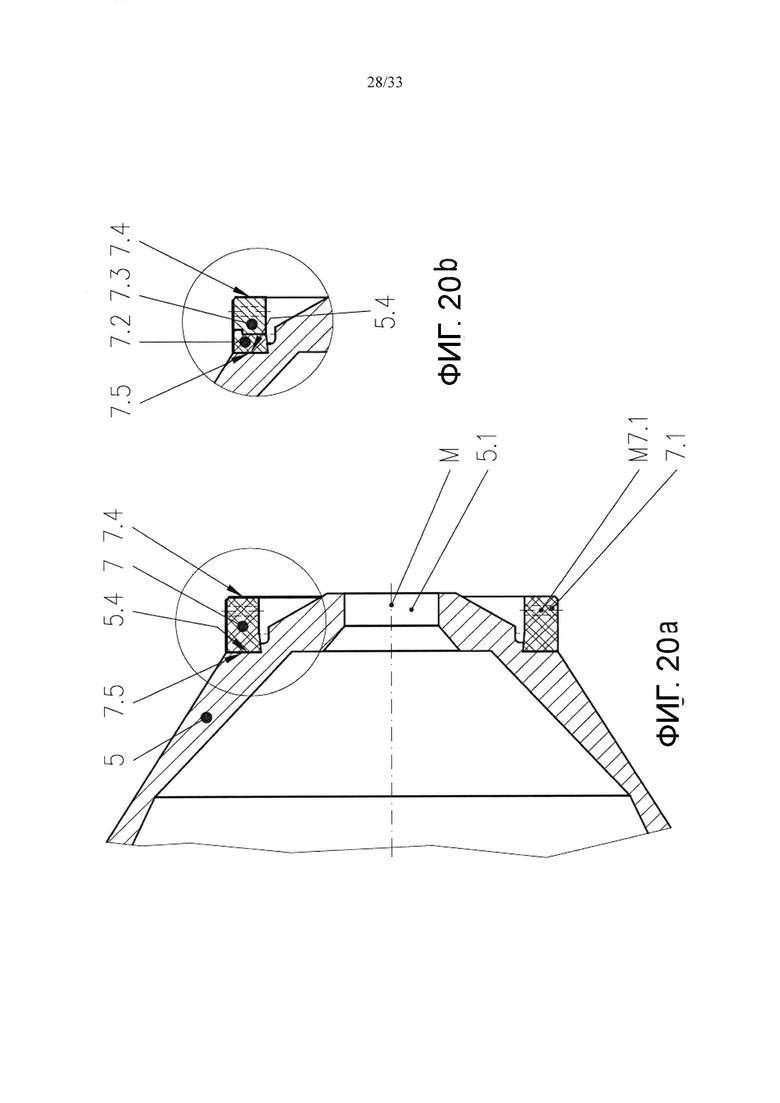
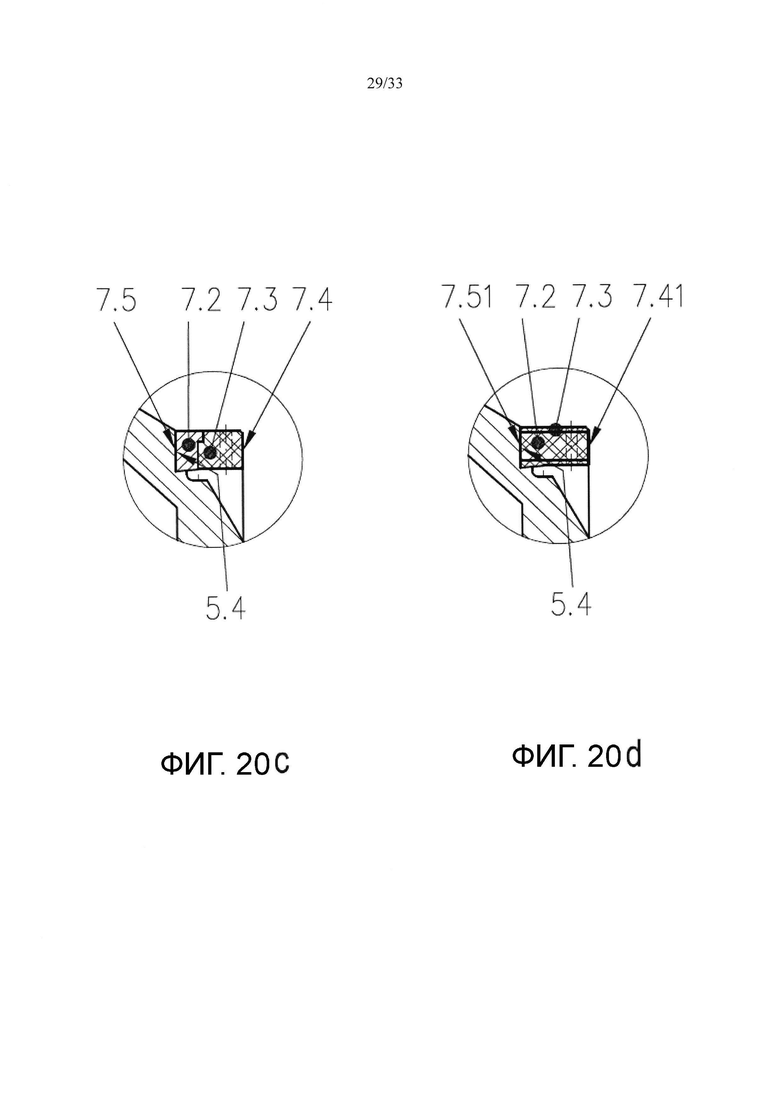
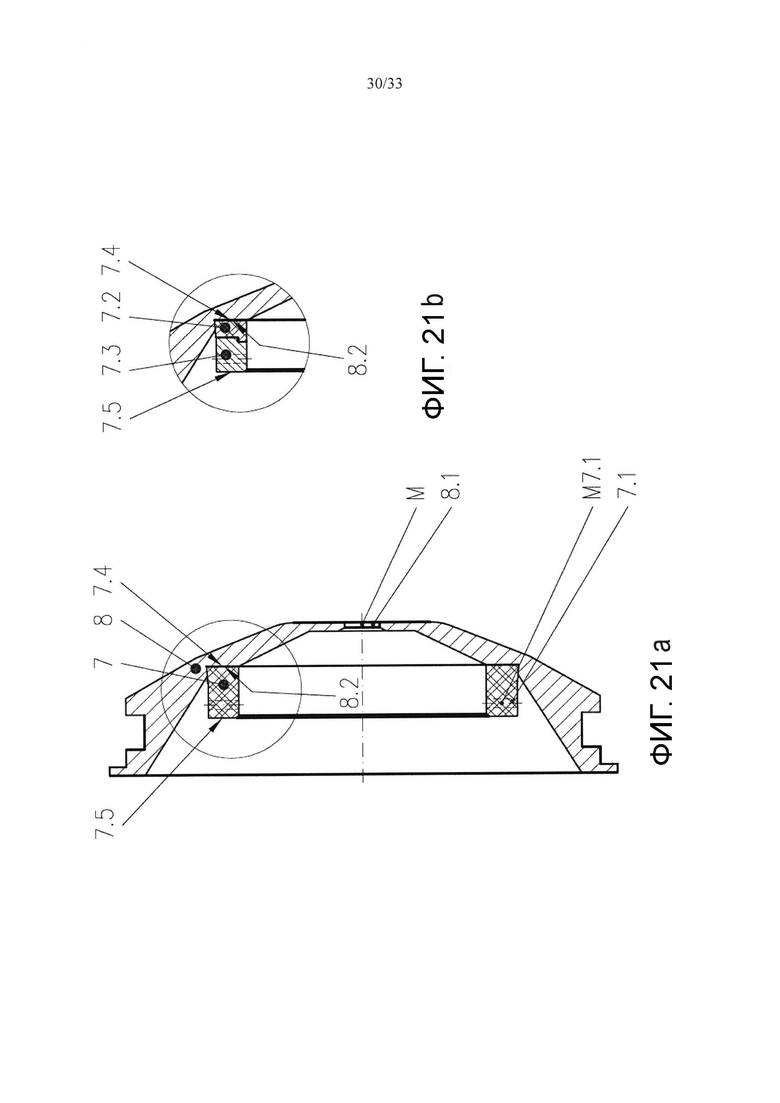
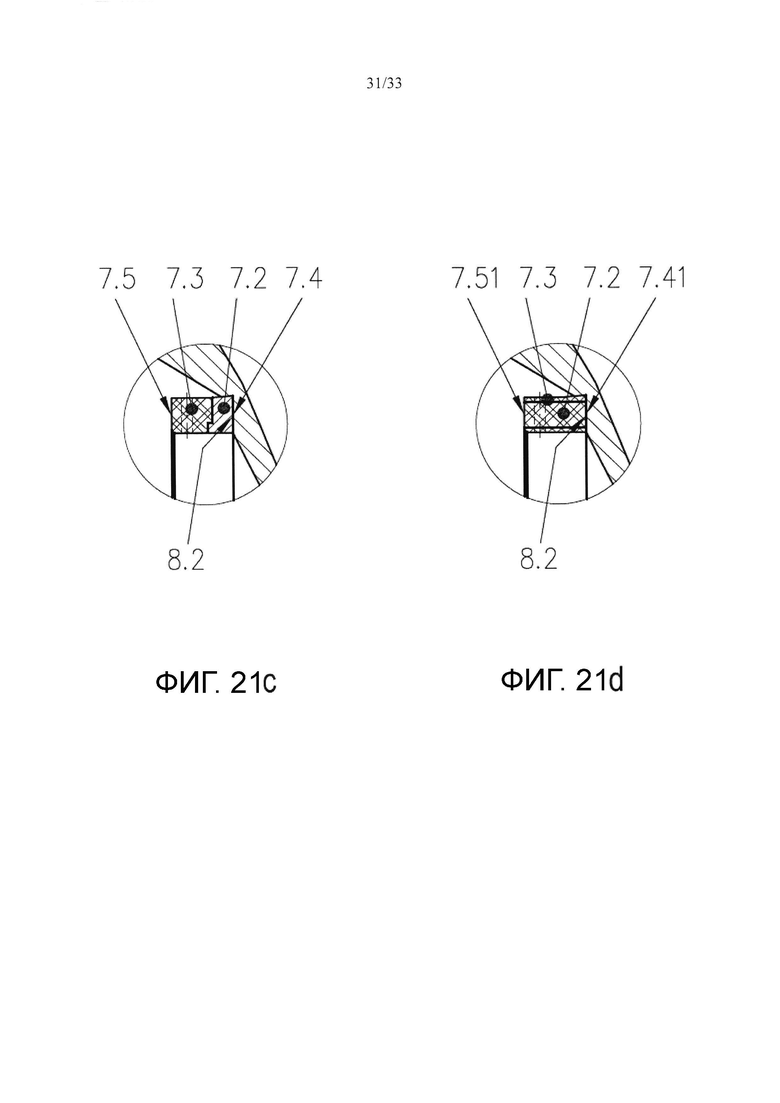
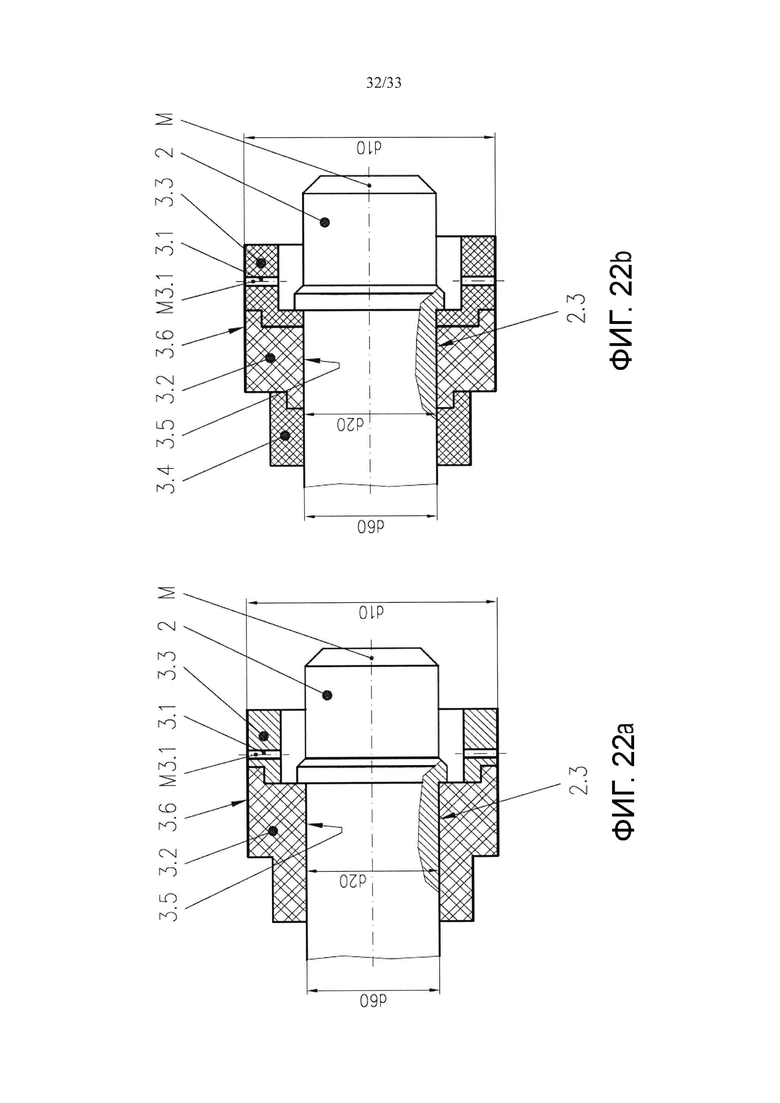
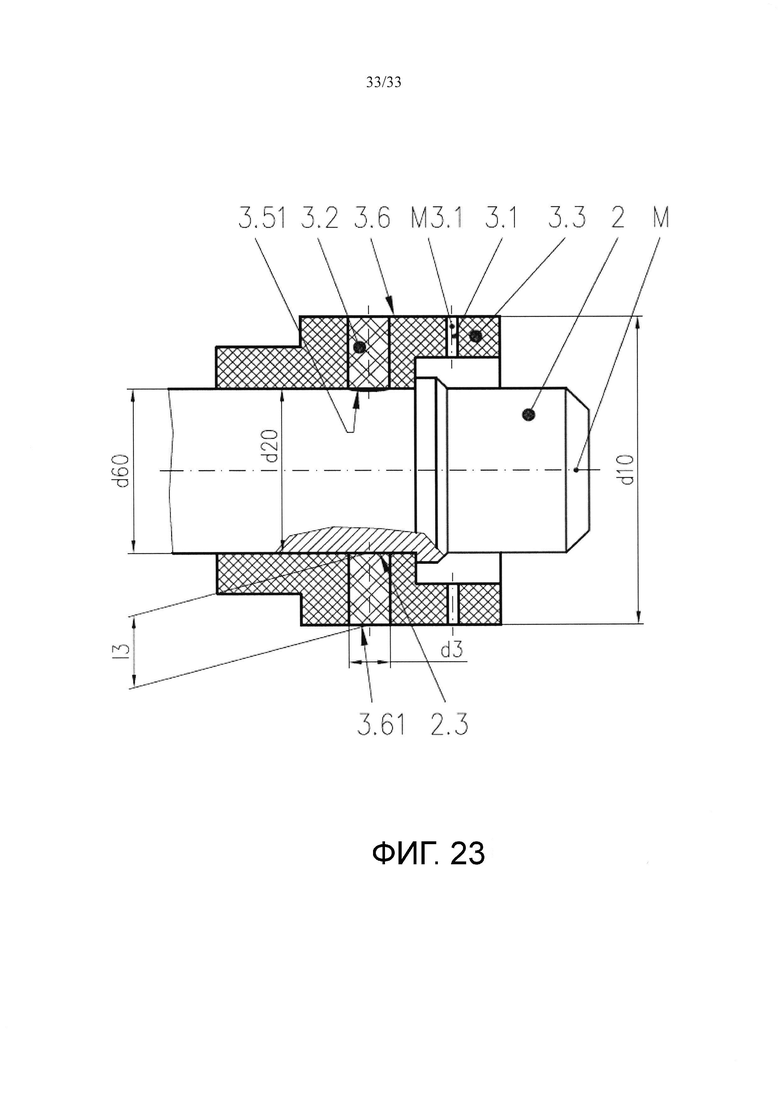
Изобретение относится к монолитной или составной изолирующей детали горелки для плазменной резки, для электрической изоляции между, по меньшей мере, двумя электропроводящими конструктивными элементами плазменной горелки. Деталь состоит из электронепроводящего материала с высокими теплопроводящими свойствами или, по меньшей мере, одна её часть состоит из электронепроводящего материала с высокими теплопроводящими свойствами, отличается тем, что она состоит, по меньшей мере, из двух частей, причём одна из частей состоит из электронепроводящего материала с высокими теплопроводящими свойствами. Другая или, по меньшей мере, одна другая из частей состоит из электронепроводящего и теплонепроводящего материала. Техническим результатом является возможность более эффективного и экономичного охлаждения, уменьшения и упрощения конструктивных форм плазменных горелок, а также меньшие механические напряжения за счет меньших перепадов температур. 11 н. и 84 з.п. ф-лы, 23 ил.
1. Монолитная или составная изолирующая деталь горелки для плазменной резки, для электрической изоляции между, по меньшей мере, двумя электропроводящими конструктивными элементами плазменной горелки, состоящая из электронепроводящего материала с высокими теплопроводящими свойствами или, по меньшей мере, одна её часть (3.2; 7.2; 11.1) состоит из электронепроводящего материала с высокими теплопроводящими свойствами, отличающаяся тем, что она состоит, по меньшей мере, из двух частей (3.2, 3.3; 7.2, 7.3; 11.1, 11.2), причём одна из частей (3.2; 7.2; 11.1) состоит из электронепроводящего материала с высокими теплопроводящими свойствами, а другая или, по меньшей мере, одна другая из частей (3.3; 7.3; 11.2) из электронепроводящего и теплонепроводящего материала.
2. Деталь по п. 1, отличающаяся тем, что часть (3.2, 7.2) из электронепроводящего материала с высокими теплопроводящими свойствами имеет, по меньшей мере, одну, функционирующую как контактная поверхность (3.51, 3.61, 7.41, 7.51), поверхность, которая соосна с непосредственно смежной поверхностью части (3.3, 7.3) из электронепроводящего и теплонепроводящего материала или выходит за её пределы.
3. Деталь по п. 1 или 2, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 40 Вт/(м⋅K).
4. Деталь по п. 1 или 2, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 60 Вт/(м⋅K).
5. Деталь по п. 1 или 2, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 90 Вт/(м⋅K).
6. Деталь по п. 1 или 2, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 120 Вт/(м⋅K).
7. Деталь по п. 1 или 2, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 150 Вт/(м⋅K).
8. Деталь по п. 1 или 2, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 180 Вт/(м⋅K).
9. Деталь по п. 1 или 2, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет удельное электрическое сопротивление, по меньшей мере, 106 Ом⋅см.
10. Деталь по п. 1 или 2, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет удельное электрическое сопротивление, по меньшей мере, 1010 Ом⋅см.
11. Деталь по п. 1 или 2, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет прочность против электрического пробоя, по меньшей мере, 7 кВ/мм.
12. Деталь по п. 1 или 2, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет прочность против электрического пробоя, по меньшей мере, 10 кВ/мм.
13. Деталь по п. 1 или 2, отличающаяся тем, что электронепроводящим материалом с высокими теплопроводящими свойствами является керамика, предпочтительно группы керамики из нитридов, в частности нитридов алюминия, нитридов бора и нитридов кремния, группы керамики из карбидов, в частности из карбидов кремния, группы керамики из оксидов, в частности оксидов алюминия, оксидов циркония и оксидов бериллия, и группы керамики из силикатов, или же полимерный материал, например полимерная плёнка.
14. Деталь по п. 3, отличающаяся тем, что электронепроводящим материалом с высокими теплопроводящими свойствами является керамика, предпочтительно группы керамики из нитридов, в частности нитридов алюминия, нитридов бора и нитридов кремния, группы керамики из карбидов, в частности из карбидов кремния, группы керамики из оксидов, в частности оксидов алюминия, оксидов циркония и оксидов бериллия, и группы керамики из силикатов, или же полимерный материал, например полимерная плёнка.
15. Деталь по п. 9, отличающаяся тем, что электронепроводящим материалом с высокими теплопроводящими свойствами является керамика, предпочтительно группы керамики из нитридов, в частности нитридов алюминия, нитридов бора и нитридов кремния, группы керамики из карбидов, в частности из карбидов кремния, группы керамики из оксидов, в частности оксидов алюминия, оксидов циркония и оксидов бериллия, и группы керамики из силикатов, или же полимерный материал, например полимерная плёнка.
16. Деталь по п. 1, отличающаяся тем, что электронепроводящий и теплонепроводящий материал имеет теплопроводность не более 1 Вт/(м⋅K).
17. Деталь по любому из пп. 1, 2, 14-16, отличающаяся тем, что части соединены друг с другом с геометрическим или силовым замыканием, или посредством сплошного соединения, и/или посредством склеивания, или посредством термического способа, например пайки или сварки.
18. Деталь по п. 3, отличающаяся тем, что части соединены друг с другом с геометрическим или силовым замыканием, или посредством сплошного соединения, и/или посредством склеивания, или посредством термического способа, например пайки или сварки.
19. Деталь по п. 9, отличающаяся тем, что части соединены друг с другом с геометрическим или силовым замыканием, или посредством сплошного соединения, и/или посредством склеивания, или посредством термического способа, например пайки или сварки.
20. Деталь по п. 13, отличающаяся тем, что части соединены друг с другом с геометрическим или силовым замыканием, или посредством сплошного соединения, и/или посредством склеивания, или посредством термического способа, например пайки или сварки.
21. Деталь по любому из пп. 1, 2, 14-16, 18-20, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз (3.8), в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
22. Деталь по п. 3, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз (3.8), в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
23. Деталь по п. 9, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз (3.8), в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
24. Деталь по п. 13, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз (3.8), в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
25. Деталь по п. 17, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз (3.8), в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
26. Деталь по любому из пп. 1, 2, 14-16, 18-20, 22-25, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
27. Деталь по п. 3, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
28. Деталь по п. 9, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
29. Деталь по п. 13, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
30. Деталь по п. 17, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
31. Деталь по п. 21, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
32. Монолитная или составная изолирующая деталь горелки для плазменной резки, для электрической изоляции между, по меньшей мере, двумя электропроводящими конструктивными элементами плазменной горелки, состоящая из электронепроводящего материала с высокими теплопроводящими свойствами или, по меньшей мере, одна её часть (3.2; 7.2;) состоит из электронепроводящего материала с высокими теплопроводящими свойствами, отличающаяся тем, что она состоит, по меньшей мере, из двух частей (3.2, 3.3; 7.2, 7.3), причём одна из частей (3.3; 7.3) состоит из материала с высокими электропроводящими и теплопроводящими свойствами, а другая (3.2; 7.2) или, по меньшей мере, одна другая из частей из электронепроводящего материала с высокими теплопроводящими свойствами.
33. Деталь по п. 32, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 40 Вт/(м⋅K).
34. Деталь по п. 32, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 60 Вт/(м⋅K).
35. Деталь по п. 32, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 90 Вт/(м⋅K).
36. Деталь по п. 32, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 120 Вт/(м⋅K).
37. Деталь по п. 32, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 150 Вт/(м⋅K).
38. Деталь по п. 32, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 180 Вт/(м⋅K).
39. Деталь по любому из пп. 32-38, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет удельное электрическое сопротивление, по меньшей мере, 106 Ом⋅см.
40. Деталь по любому из пп. 32-38, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет удельное электрическое сопротивление, по меньшей мере, 1010 Ом⋅см.
41. Деталь по любому из пп. 32-38, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет прочность против электрического пробоя, по меньшей мере, 7 кВ/мм.
42. Деталь по любому из пп. 32-38, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет прочность против электрического пробоя, по меньшей мере, 10 кВ/мм.
43. Деталь по любому из пп. 32-38, отличающаяся тем, что электронепроводящим материалом с высокими теплопроводящими свойствами является керамика, предпочтительно группы керамики из нитридов, в частности нитридов алюминия, нитридов бора и нитридов кремния, группы керамики из карбидов, в частности из карбидов кремния, группы керамики из оксидов, в частности оксидов алюминия, оксидов циркония и оксидов бериллия, и группы керамики из силикатов, или же полимерный материал, например полимерная плёнка.
44. Деталь по п. 39, отличающаяся тем, что электронепроводящим материалом с высокими теплопроводящими свойствами является керамика, предпочтительно группы керамики из нитридов, в частности нитридов алюминия, нитридов бора и нитридов кремния, группы керамики из карбидов, в частности из карбидов кремния, группы керамики из оксидов, в частности оксидов алюминия, оксидов циркония и оксидов бериллия, и группы керамики из силикатов, или же полимерный материал, например полимерная плёнка.
45. Деталь по любому из пп. 32-38, 44, отличающаяся тем, что части соединены друг с другом с геометрическим или силовым замыканием, или посредством сплошного соединения, и/или посредством склеивания, или посредством термического способа, например пайки или сварки.
46. Деталь по п. 39, отличающаяся тем, что части соединены друг с другом с геометрическим или силовым замыканием, или посредством сплошного соединения, и/или посредством склеивания, или посредством термического способа, например пайки или сварки.
47. Деталь по п. 43, отличающаяся тем, что части соединены друг с другом с геометрическим или силовым замыканием, или посредством сплошного соединения, и/или посредством склеивания, или посредством термического способа, например пайки или сварки.
48. Деталь по любому из пп. 32-38, 44, 46, 47, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз (3.8), в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
49. Деталь по п. 39, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз (3.8), в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
50. Деталь по п. 43, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз (3.8), в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
51. Деталь по п. 45, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз (3.8), в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
52. Деталь по любому из пп. 32-38, 44, 46, 47, 49-51, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
53. Деталь по п. 39, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
54. Деталь по п. 43, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
55. Деталь по п. 45, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
56. Деталь по п. 48, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
57. Монолитная или составная изолирующая деталь горелки для плазменной резки, для электрической изоляции между, по меньшей мере, двумя электропроводящими конструктивными элементами плазменной горелки, состоящая из электронепроводящего материала с высокими теплопроводящими свойствами или, по меньшей мере, одна её часть (7.2) состоит из электронепроводящего материала с высокими теплопроводящими свойствами, отличающаяся тем, что она состоит, по меньшей мере, из трёх частей (7.2, 7.3, 7.6), причём одна из частей (7.6) состоит из материала с высокими электропроводящими и теплопроводящими свойствами, а другая из частей (7.2) - из электронепроводящего материала с высокими теплопроводящими свойствами, а следующая из частей (7.3) из электронепроводящего и теплонепроводящего материала.
58. Деталь по п. 57, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 40 Вт/(м⋅K).
59. Деталь по п. 57, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 60 Вт/(м⋅K).
60. Деталь по п. 57, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 90 Вт/(м⋅K).
61. Деталь по п. 57, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 120 Вт/(м⋅K).
62. Деталь по п. 57, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 150 Вт/(м⋅K).
63. Деталь по п. 57, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами имеет теплопроводность, по меньшей мере, 180 Вт/(м⋅K).
64. Деталь по любому из пп. 57-63, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет удельное электрическое сопротивление, по меньшей мере, 106 Ом⋅см.
65. Деталь по любому из пп. 57-63, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет удельное электрическое сопротивление, по меньшей мере, 1010 Ом⋅см.
66. Деталь по любому из пп. 57-63, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет прочность против электрического пробоя, по меньшей мере, 7 кВ/мм.
67. Деталь по любому из пп. 57-63, отличающаяся тем, что электронепроводящий материал с высокими теплопроводящими свойствами и/или электронепроводящий и теплонепроводящий материал имеет прочность против электрического пробоя, по меньшей мере, 10 кВ/мм.
68. Деталь по любому из пп. 57-63, отличающаяся тем, что электронепроводящим материалом с высокими теплопроводящими свойствами является керамика, предпочтительно группы керамики из нитридов, в частности нитридов алюминия, нитридов бора и нитридов кремния, группы керамики из карбидов, в частности из карбидов кремния, группы керамики из оксидов, в частности оксидов алюминия, оксидов циркония и оксидов бериллия, и группы керамики из силикатов, или же полимерный материал, например полимерная плёнка.
69. Деталь по п. 64, отличающаяся тем, что электронепроводящим материалом с высокими теплопроводящими свойствами является керамика, предпочтительно группы керамики из нитридов, в частности нитридов алюминия, нитридов бора и нитридов кремния, группы керамики из карбидов, в частности из карбидов кремния, группы керамики из оксидов, в частности оксидов алюминия, оксидов циркония и оксидов бериллия, и группы керамики из силикатов, или же полимерный материал, например полимерная плёнка.
70. Деталь по любому из пп. 57-63, 69, отличающаяся тем, что части соединены друг с другом с геометрическим или силовым замыканием, или посредством сплошного соединения, и/или посредством склеивания, или посредством термического способа, например пайки или сварки.
71. Деталь по п. 64, отличающаяся тем, что части соединены друг с другом с геометрическим или силовым замыканием, или посредством сплошного соединения, и/или посредством склеивания, или посредством термического способа, например пайки или сварки.
72. Деталь по п. 68, отличающаяся тем, что части соединены друг с другом с геометрическим или силовым замыканием, или посредством сплошного соединения, и/или посредством склеивания, или посредством термического способа, например пайки или сварки.
73. Деталь по любому из пп. 57-63, 69, 71, 72, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз, в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
74. Деталь по п. 64, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз, в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
75. Деталь по п. 68, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз, в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
76. Деталь по п. 70, отличающаяся тем, что она имеет, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз, в частности, по меньшей мере, одно отверстие, и/или, по меньшей мере, одно углубление, и/или, по меньшей мере, один паз находится/находятся в электронепроводящем материале с высокими теплопроводящими свойствами, и/или в электронепроводящем и теплонепроводящем материале, и/или в материале с высокими электропроводящими и теплопроводящими свойствами.
77. Деталь по любому из пп. 57-63, 69, 71, 72, 75, 76, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
78. Деталь по п. 64, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
79. Деталь по п. 68, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
80. Деталь по п. 70, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
81. Деталь по п. 73, отличающаяся тем, что она выполнена с возможностью направлять газ, в частности плазмообразующий, вторичный или охлаждающий газ.
82. Система из электрода (2), и/или сопла (4), и/или крышки (5) сопла, и/или защитной крышки (8) сопла, и/или держателя (9) защитной крышки сопла для горелки (1) для плазменной резки, а также из изолирующей детали по любому из пп. 1-81.
83. Система по п. 82, отличающаяся тем, что изолирующая деталь находится в непосредственном контакте с электродом (2), и/или с соплом (4), и/или с крышкой (5) сопла, и/или с защитной крышкой (8) сопла, и/или с держателем (9) защитной крышки сопла.
84. Система из приёмного элемента (11) для держателя (9) защитной крышки сопла и из держателя (9) защитной крышки сопла для горелки (1) для плазменной резки, отличающаяся тем, что приёмный элемент (11) выполнен в виде находящейся в предпочтительном варианте в непосредственном контакте с держателем (9) защитной крышки сопла изолирующей детали по любому из пп. 1-81.
85. Система из электрода (2) и сопла (4) для горелки (1) для плазменной резки, отличающаяся тем, что между электродом (2) и соплом (4) расположена выполненная в виде детали (3) для направления плазмообразующего газа изолирующая деталь по любому из пп. 1-81, предпочтительно в непосредственном контакте с ними.
86. Система из сопла (4) и защитной крышки (8) сопла для горелки (1) для плазменной резки, отличающаяся тем, что между соплом (4) и защитной крышкой (8) сопла расположена выполненная в виде детали (7) для направления вторичного газа изолирующая деталь по любому из пп. 1-81, предпочтительно в непосредственном контакте с ними.
87. Система из крышки (5) сопла и защитной крышки (8) сопла для горелки (1) для плазменной резки, отличающаяся тем, что между крышкой (5) сопла и защитной крышкой (8) сопла расположена выполненная в виде детали (7) для направления вторичного газа изолирующая деталь по любому из пп. 1-81, предпочтительно в непосредственном контакте с ними.
88. Горелка (1) для плазменной резки, включающая в себя, по меньшей мере, одну изолирующую деталь по любому из пп. 1-81.
89. Горелка по п. 88, отличающаяся тем, что изолирующая деталь или состоящая из электронепроводящего материала с высокими теплопроводящими свойствами часть её имеет, по меньшей мере, одну поверхность, функционирующую как контактная поверхность, предпочтительно две поверхности, которые находятся в непосредственном контакте, по меньшей мере, с одной поверхностью конструктивного элемента с высокими электропроводящими свойствами, в частности электрода (2), сопла (4), крышки (5) сопла, защитной крышки (8) сопла или держателя (9) защитной крышки сопла плазменной горелки.
90. Горелка по п. 88 или 89, отличающаяся тем, что изолирующей деталью является деталь для направления газа, в частности деталь (3) для направления плазмообразующего газа, деталь (7) для направления вторичного газа или деталь для направления охлаждающего газа.
91. Горелка по п. 88 или 89, отличающаяся тем, что изолирующая деталь имеет, по меньшей мере, одну поверхность, которая в процессе работы находится в непосредственном контакте с охлаждающей средой, предпочтительно с жидкостью, и/или газом, и/или газожидкостной смесью.
92. Горелка по п. 90, отличающаяся тем, что изолирующая деталь имеет, по меньшей мере, одну поверхность, которая в процессе работы находится в непосредственном контакте с охлаждающей средой, предпочтительно с жидкостью, и/или газом, и/или газожидкостной смесью.
93. Горелка (1) для плазменной резки, включающая в себя, по меньшей мере, одну систему согласно любому из пп. 82-87.
94. Способ обработки заготовки термической плазмой, или плазменной резкой, или плазменной сваркой, отличающийся тем, что используют плазменную горелку по любому из пп. 88-93.
95. Способ по п. 94, отличающийся тем, что в плазменной горелке дополнительно к плазменной струе вводят лазерный луч от лазера, в частности, лазер представляет собой волоконный лазер, лазер на полупроводниковом диоде и/или лазер с диодной накачкой.
| US 6169370 A, 02.01.2001 | |||
| US 5393952 A1, 28.02.1995 | |||
| ПЛАЗМОТРОН ДЛЯ ВОЗДУШНО-ПЛАЗМЕННОЙ РЕЗКИ | 1998 |
|
RU2145536C1 |
| СОСТАВНОЙ КАТОД И УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОГО ПОДЖИГА, В КОТОРОМ ИСПОЛЬЗУЕТСЯ СОСТАВНОЙ КАТОД | 2002 |
|
RU2260155C2 |

