Изобретение относится к двухслойной трубочке перерабатывающей табак промышленности и к способу изготовления двухслойных трубочек перерабатывающей табак промышленности.
В перерабатывающей табак промышленности используются трубочки, например картонные трубочки или бумажные трубочки, для того чтобы например предоставлять в распоряжение особые фильтры, такие как рецесс-фильтр или полый фильтр. Кроме того, подобные трубочки служат также в качестве составного элемента диффузора, который обеспечивает, что содержащий никотин дым выравнивается. Соответствующая трубочка должна иметь определенную устойчивость, из-за чего известно изготовлять многослойные бумажные трубки.
Из DE 25 56 332 A1 известен способ и машина для изготовления многослойной бумажной трубки для мундштучных гильз курительных изделий, при котором непрерывная полоса бумаги, ширина которой соответствует, по меньшей мере, двойной окружности изготовляемой трубки, непрерывно вытягивается из рулона, причем полоса снабжается в продольном направлении благодаря утонению линией сгиба, посредством которой полоса делится на два участка полосы, причем оба участка полосы складываются по линии сгиба, причем сложенная полоса формуется в двухстенную трубку. При этом соединение концов полосы бумаги производится посредством перекрытия внахлестку сверху или снизу полосы бумаги со сложенным и согнутым краем.
EP 3 033 952 A2 раскрывает двухслойную трубочку перерабатывающей табак промышленности, а также устройство и способ изготовления подобной трубочки.
Задача данного изобретения заключается в повышении качества изготовленных соответствующим образом многослойных трубочек и в предоставлении для этого в частности способа, при помощи которого может улучшаться качество изготовленной трубочки.
Эта задача решается с помощью двухслойной трубочки перерабатывающей табак промышленности, изготовленной из первого и второго участка полосы материала, причем первый участок полосы материала имеет первую ширину, а второй участок полосы материала вторую ширину, причем первый и второй участок полосы материала намотаны друг вокруг друга таким образом, что первый участок полосы материала имеет в поперечном сечении форму круга или овала, и определяющие первую ширину кромки расположены встык, причем второй участок полосы материала имеет в поперечном сечении форму круга или овала, и определяющие вторую ширину кромки расположены встык, причем второй участок полосы материала расположен снаружи вокруг первого участка полосы материала, причем стыковые кромки первого и второго участка полосы материала смещены друг относительно друга в окружном направлении, причем толщина первого и второго участка полосы материала находится в диапазоне от 38 мкм до 160 мкм, причем между первым и вторым участком полосы материала предусмотрено позиционное клеящее вещество в виде сплошного или приблизительно сплошного нанесения клея с толщиной нанесения от 10 мкм до 80 мкм.
Неожиданно было обнаружено, что при комбинации данной соответствующей изобретению толщины участка материала полосы с соответствующей изобретению толщиной нанесения позиционного клеящего вещества в виде нанесения клея имеется в распоряжении устойчиво высокое качество двухслойных трубочек.
Благодаря соответствующей изобретению двухслойной трубочке перерабатывающей табак промышленности расположенные встык кромки первого и второго участка полосы материала имеют на этих местах перехода очень хорошо задаваемую округлость, вследствие чего качество изготовленной двухслойной трубочки значительно улучшено по сравнению с уровнем техники.
Под толщиной нанесения понимается в рамках изобретения толщина клеящего вещества, которая преобладает при нанесении. Для этого следует сослаться, например, на документ EP 2 974 798 A1, который производит дорожку клеящего вещества или клея задаваемой толщины. При помощи описанного там устройства для нанесения дорожки клеящего вещества или клея на полосу оболочки стержнеобразного продукта перерабатывающей табак промышленности может достигаться очень точно определенная толщина нанесения дорожки клея или клеящего вещества. Предмет документа EP 2 974 798 A1 должен быть в полном объеме включен в объем раскрытия этой патентной заявки.
Позиционным клеящим веществом является в рамках изобретения клеящее вещество, которое расположено между первым и вторым участком полосы материала или между первой и второй полосой материала, и которое после смещенного сведения первой и второй полосы материала создает соединение внахлестку первой и второй полосы материала. В отношении первого и второго участка полосы материала позиционное клеящее вещество может рассматриваться как клеящее вещество, которое расположено на большем окружном отрезке между стыковыми кромками. На меньшем окружном отрезке между стыковыми кромками предусмотрено так называемое шовное клеящее вещество.
Толщина нанесения клеящего вещества, в частности позиционного клеящего вещества, а также шовного клеящего вещества, не соответствует толщине клеящего вещества после сведения полос материала или после изготовления двухслойной трубочки. Это объясняется тем, что с одной стороны происходит отверждение клеящего вещества, а с другой стороны клеящее вещество также впитывается полосой материала.
Предпочтительно толщина первого и второго участка полосы материала находится в диапазоне от 100 мкм до 140 мкм, в частности от 120 мкм до 130 мкм, и/или толщина нанесения позиционного клеящего вещества находится в диапазоне от 10 мкм до 40 мкм, в частности от 15 мкм до 30 мкм.
Предпочтительно предусмотрено шовное клеящее вещество между первым и вторым участком полосы материала, в частности в виде сплошного или приблизительно сплошного нанесения клея, с толщиной нанесения от 40 мкм до 120 мкм, в частности от 60 мкм до 100 мкм.
Предпочтительно толщина нанесения шовного клеящего вещества больше, чем толщина нанесения позиционного клеящего вещества. В частности предусмотрено, что толщина шовного клеящего вещества в 1,5-3 раза больше, чем толщина нанесения позиционного клеящего вещества.
Предпочтительно вес первого и/или второго участка полосы материала находится в диапазоне от 27 г/м2 до 125 г/м2, в частности от 60 г/м2 до 120 г/м2, в частности от 70 г/м2 до 110 г/м2. Наиболее предпочтительно вес первого и/или второго участка полосы материала или первой и/или второй полосы материала составляет около 100 г/м2.
Предпочтительно смещение стыковых кромок первого и второго участка полосы материала находится между 0,5 мм и 3 мм, в частности между 1,5 мм и 2,5 мм.
Предпочтительно соотношение второй ширины к первой ширине находится между 52 к 48 и 50,5 к 49,5. Соотношение второй ширины к первой ширине или соотношение ширины участков полосы материала друг к другу может зависеть от формата продукта перерабатывающей табак промышленности, который должен снабжаться трубочкой. Например, при Microslim-сигарете с внешним диаметром в 4,5 мм соотношение второй ширины к первой ширине может находиться в области 51,5 к 48,5. При Superslim-сигарете с внешним диаметром, например, в 5,3 мм это соотношение может составлять около 51,5 к 48,9, а при Kingsize-сигарете с внешним диаметром в 7,4 мм это соотношение может составлять около 50,5 к 49,5.
Предпочтительно внутренний стык, который расположен между кромками первого участка полосы материала, предусмотрен в 0,0 мм, а внешний стык между кромками внешнего участка полосы материала предусмотрен в 0,0-0,4 мм.
Ширина участка материала или участков материала может находиться в зависимости от формата от 26,5 мм до 27,5 мм, от 31,0 мм до 32,5 мм и от 44,5 мм до 45,5 мм. Участки материала или полосы материала могут состоять из бумаги, которая имеет соответствующую толщину и соответствующий вес, как указано выше. Бумага может быть с одной или с обеих сторон цветной, могут быть нанесены заплаты, например, из алюминия или других материалов, или на бумагу может быть напылен материал, например может быть предусмотрено алюминиевое каширование. Также может быть предусмотрено тиснение или печатание или перфорирование. В качестве клеящего вещества может быть предусмотрен один сорт клеящего вещества или же несколько, например два сорта клеящих веществ. В частности может быть предусмотрен клей ПВА (поливинилацетатный клей) и при необходимости дополнительно еще дальнейший клей-расплав (термоклей). Дополнительно может быть нанесена вкусоароматическая добавка, предпочтительно на первый участок полосы материала. Предпочтительно вкусоароматическая добавка может быть добавлена к клеящему веществу.
Количества клеящего вещества или клея при шовном клеящем веществе могут также зависеть от формата. Например, при Microslim-сигарете могут быть предусмотрены от 6 г/500 м до 20 г/500 м, предпочтительно 10 г/500 м шовного клеящего вещества, а при Superslim-сигарете или Kingsize-сигарете могут быть предусмотрены от 25 г/500 м до 55 г/500 м, предпочтительно 45 г/500 м клеящего вещества на дорожку шовного клея.
Количества позиционного клеящего вещества могут быть также адаптированы в зависимости от формата сигареты. Так, например при Microslim-сигарете может быть предусмотрено количество клея от 10 г/500 м до 60 г/500 м, предпочтительно 20 г/500 м, при Superslim-сигарете может быть предусмотрено количество клея от 25 г/500 м до 70 г/500 м, предпочтительно 60 г/500 м, и при Kingsize-сигарете может быть предусмотрено количество клея от 35 г/500 м до 80 г/500 м, предпочтительно 55 г/500 м.
Рисунок нанесения клея предпочтительно по всей поверхности.
Говоря о клеящем веществе, речь может идти, например, о поливинилацетате (PVA или PVAC). При этом речь идет о термопластичном пластике. Применение могут находить также другие клеящие вещества или клеи.
Согласно изобретению между первым и вторым участком полосы материала клеящее вещество предусмотрено по существу по всей поверхности или по всей поверхности. Под приблизительно сплошным (по всей поверхности) нанесением клея понимается в частности нанесение клея, при котором поверхность участка полосы материала смазана клеем, по меньшей мере, на 80%, предпочтительно, по меньшей мере, на 90%, в частности предпочтительно, по меньшей мере, на 95% от всей поверхности.
В рамках изобретения "расположение встык" кромок соответствующего участка полосы материала означает, что эти кромки стыкуются друг с другом или имеют небольшое расстояние между собой.
Предпочтительно клеящее вещество предусмотрено, по меньшей мере, между двумя кромками, в частности торцевыми сторонами кромок. В частности клеящее вещество может быть предусмотрено, для того чтобы заполнять зазор между кромками.
Является наиболее предпочтительным, если клеящее вещество предусмотрено между всеми кромками. Таким образом, возможно имеющийся зазор между кромками предпочтительно также заполнен клеящим веществом. При этом толщина заполнения такова, что клеящее вещество предпочтительно находится на одной прямой с поверхностью участка полосы материала.
Предпочтительно первая ширина участков полосы материала меньше, чем вторая ширина. Благодаря этой мере возможно предоставлять двухслойную трубочку, которая в частности на внешнем слое имеет небольшой зазор или и вовсе не имеет зазор между кромками или стыковыми кромками.
Предпочтительно первый и/или второй участок полосы материала состоит из бумаги или картона.
Наиболее устойчивую двухслойную трубочку перерабатывающей табак промышленности можно получать в том случае, если предпочтительно стыковые кромки первого и второго участка полосы материала не расположены на одной прямой в радиальном направлении или не расположены на одной прямой в радиальном направлении друг с другом. Это означает, что стыковые кромки первого и второго участка полосы материала смещены друг относительно друга в окружном направлении. Стыковые кромки или соответствующие зазоры между стыковыми кромками расположены в этом случае с радиальным угловым смещением друг относительно друга. Радиальное угловое смещение находится предпочтительно между 2° и 80°, в частности между 5° и 45°, наиболее предпочтительно между 10° и 45°.
Предпочтительно толщина первого участка полосы материала соответствует толщине второго участка полосы материала. В этом случае качество изготовленной трубочки наиболее высоко.
В случае если толщина второго участка полосы материала меньше чем толщина первого участка полосы материала, может обеспечиваться то, что использованное клеящее вещество быстрее затвердевает, так что скорость изготовления может повышаться.
Предоставляется устройство для изготовления двухслойных трубочек перерабатывающей табак промышленности, которое включает в себя следующие признаки:
- устройство подачи полосы материала,
- режущее устройство для продольной осевой резки базовой полосы материала на первую полосу материала с первой шириной и вторую полосу материала со второй шириной,
- клеенаносящее устройство, при помощи которого клей может наноситься на первую и/или вторую полосу материала,
- устройство сведения, при помощи которого первая и вторая полоса материала сводятся друг с другом для склеивания таким образом, что первая и вторая полоса материала расположены друг на друге со смещением друг относительно друга, и
- формовальное устройство, в котором из сведенных первой и второй полосы материала изготавливается трубообразный штранг.
Говоря об устройстве подачи полосы материала, речь может идти о подающих роликах, при помощи которых полоса материала соответствующей ширины может подаваться. Как правило, подобная полоса материала вытягивается из бобины полосы материала и подается в соответствующее устройство.
Говоря о режущем устройстве, которое следует далее в направлении подачи полосы материала, речь идет о продольно-резательном устройстве, которое разрезает полосу материала в продольном осевом направлении.
Следующее за режущим устройством клеенаносящее устройство наносит клей по существу по всей поверхности, по меньшей мере, на одну из обеих полос материала, то есть на первую и/или вторую полосу материала, причем в этом месте клей может также наноситься на область, которая может служить в качестве шва, то есть на которой в последующем формовальном устройстве концевой участок второй полосы материала прижимается для закупорки шва к первой полосе материала. Однако эта область может соответствующим образом смазываться клеем или снабжаться клеящим веществом также на дальнейшем этапе. Говоря о клеенаносящем устройстве, речь может идти о клеенаносящем устройстве, которое соответствует клеенаносящему устройству, которое описано в EP 2 974 798 A1.
За клеенаносящим устройством в направлении подачи следует устройство сведения, которое в рамках изобретения включает в себя предпочтительно устройство регулировки или установки положения бумаги, при помощи которого может устанавливаться боковое положение, то есть положение первой и второй полосы материала друг относительно друга, а именно поперек к направлению подачи, для того чтобы предусматривать только одно частичное перекрытие первой и второй полосы материала, так что, если смотреть от ширины этих полос материала, одна часть выступает налево и одна часть направо.
Сначала устройство для изготовления двухслойных трубочек перерабатывающей табак промышленности изготавливает в первую очередь трубообразный штранг, по меньшей мере, из двух слоев полосы материала. В этом случае этот трубообразный штранг может затем разрезаться в поперечном направлении, например обычным устройством-резаком. Также может быть сначала предусмотрено подавать изготовленный трубообразный штранг на дальнейшую машину, например на машину формования жгута фильтрующего материала или машину формования табачного жгута, для того чтобы вокруг трубообразного штранга и/или в трубообразный штранг вводить фильтрующий материал или сегмент фильтра и/или табачный материал или сегмент табака. Затем в конце вокруг образованного в этом случае жгута может наматываться полоса материала оболочки, для того чтобы в этом случае нарезать затем в поперечном направлении соответствующие стержни с содержащимися в них двухслойными трубочками.
Кроме того, предусмотрено устройство отделения, которое в направлении подачи после режущего устройства отделяет в пространстве первую полосу материала или вторую полосу материала от в каждом случае другой полосы материала. Вследствие этого может осуществляться очень точное позиционирование или сведение первой и второй полосы материала, так что может точно устанавливаться боковое положение друг относительно друга. Кроме того, в этом случае создаются также условия для чистого промазывания клеем лишь одной полосы материала.
При этом является наиболее предпочтительным, если первая поверхность первой полосы материала и первая поверхность второй полосы материала, которые указывают в одинаковом направлении, указывают после соединения первой и второй полосы материала все еще в том же направлении. Альтернативно может быть также предусмотрено перекручивать после разки первую и вторую полосу материала друг относительно друга на 180°, чтобы имеющаяся перед резкой первая поверхность, которая разрезается на две первые поверхности с одинаковой ориентацией, соединилась таким образом, что первые поверхности первой и второй полосы материала обращены друг к другу.
Кроме того, между устройством сведения и формовальным устройством предусмотрено первое нагревательное устройство. При помощи первого нагревательного устройства клеящее вещество может предварительно отверждаться, так что первая и вторая полоса материала удерживаются вместе и могут еще деформироваться, а именно предпочтительно таким образом, что форма после деформации сохраняется уже по существу сама по себе.
Предпочтительно клеенаносящее устройство предусматривает сплошное или приблизительно сплошное нанесение клея на первую и/или вторую полосу материала.
Предпочтительно между устройством сведения и формовальным устройством, в частности между нагревательным устройством и формовальным устройством, предусмотрено устройство нанесения шовного клея. Устройство нанесения шовного клея используется в том случае, если предшествующее клеенаносящее устройство не предусматривает сплошного нанесения клея. Имеется в виду нанесение клея, которое в поперечном к оси направлении было произведено не по всей поверхности, и таким образом лишь при помощи устройства нанесения шовного клея наносится клей или клеящее вещество, которое служит для закрытия шва. Поперек к продольной оси сплошное нанесение клея должно производиться предпочтительно посредством клеенаносящего устройства, а также устройства нанесения шовного клея.
Предпочтительно формовальное устройство включает в себя второе нагревательное устройство. Второе нагревательное устройство может быть расположено, например, в верхнем формате формовального устройства и служит в частности предпочтительно для полного отверждения шовного клеящего вещества.
Может быть также предусмотрен альтернативный вариант, например, подключать показанное устройство перед обычной машиной изготовления сигаретного жгута и в обычной машине изготовления сигаретного жгута использовать обычно применяемый разглаживатель шва в качестве дальнейшего нагревательного устройства. В этом случае в этом предпочтительном варианте осуществления соответствующей машины перерабатывающей табак промышленности соответствующий трубообразный штранг и тем самым соответствующие двухслойные трубочки перерабатывающей табак промышленности могут изготавливаться со значительно улучшенной эксплуатационной устойчивостью.
Поперечно-резательное устройство предусмотрено ниже по потоку от формовального устройства, для того чтобы нарезать из трубообразного штранга трубочки.
Как было уже упомянуто, машина перерабатывающей табак промышленности оснащена соответствующим изобретению устройством, причем машина изготовления сигаретного жгута подключена после соответствующего изобретению устройства.
Далее задача решается с помощью способа изготовления двухслойных трубочек перерабатывающей табак промышленности, причем предусмотрены следующие этапы:
- подача базовой полосы материала в продольном осевом направлении подачи,
- продольная осевая резка базовой полосы материала на первую полосу материала с первой шириной и вторую полосу материала со второй шириной,
- нанесение клея, по меньшей мере, на вторую полосу материала,
- смещенное сведение первой и второй полосы материала, так что первая и вторая полоса материала укладываются друг на друга, причем в области, в которой первая и вторая полоса материала склеиваются друг с другом посредством смещенного сведения, при нанесении клея наносится позиционное клеящее вещество с толщиной нанесения между 10 мкм и 80 мкм, в частности между 10 мкм и 40 мкм, в частности между 15 мкм и 30 мкм,
- формование уложенных друг на друга полос материала в трубообразный штранг и
- поперечная резка штранга на двухслойные трубочки.
Предпочтительно нанесение клея происходит по всей поверхности или приблизительно по всей поверхности. Прерывание нанесения клея на поверхность может иметься, например, там, где расположен шов другой полосы материала оболочки. В частности там, где расположен зазор соседней полосы материала оболочки или соседней первой или второй полосы материала, а именно между кромками или стыковыми кромками соответствующей полосы материала, может иметься разрыв клея. Однако в этом месте также может быть предусмотрено нанесение клея, так что фактически происходит сплошное нанесение клея.
Предпочтительно смещенное сведение означает смещенное друг относительно друга по ширине полос склеивание.
Предпочтительно одна или две области на второй полосе материала снабжается или снабжаются шовным клеящим веществом толщиной нанесения от 40 мкм до 120 мкм, в частности от 60 мкм до 100 мкм.
Предпочтительно первая полоса материала уже, чем вторая полоса материала, причем вторая полоса материала располагается или расположена снаружи вокруг первой полосы материала, причем в частности соотношение второй ширины второй полосы материала к первой ширине первой полосы материала находится между 52 к 48 и 50,5 к 49,5.
Предпочтительно один сорт клеящего вещества используется для позиционного клеящего вещества, и другой сорт клеящего вещества используется для шовного клеящего вещества. Может быть также предусмотрен один сорт клеящего вещества и для позиционного клеящего вещества, и для шовного клеящего вещества.
Предпочтительно сведенные полосы материала нагреваются во время и/или после формования. Вследствие этого клеящее вещество отверждается в этом случае в частности полностью.
Предпочтительно шовное клеящее вещество наносится перед сведением полос материала. Таким образом, шовное клеящее вещество может наноситься вместе с позиционным клеящим веществом или одновременно с ним, то есть перед сведением полос материала. Альтернативно это может происходить после сведения полос материала или и до, и после него. В последнем варианте первое шовное клеящее вещество может наноситься в момент, когда также наносится позиционное клеящее вещество, а дальнейшее или дополнительное нанесение шовного клеящего вещества может происходить, когда полосы материала уже были сведены.
Предпочтительно изготавливаются многослойные, в частности двухслойные трубочки из участков полосы материала, которые предпочтительно состоят из бумаги или картона, причем у трубочек отсутствуют нахлесточные швы. Вследствие этого изготавливаются или предоставляются в распоряжение трубочки с очень постоянной толщиной, вследствие чего созданы условия для очень высококачественных двухслойных трубочек перерабатывающей табак промышленности. Благодаря отказу от нахлесточных швов достигается очень хорошая округлость. Двухслойная трубочка изготавливается из предпочтительно примерно вдвое широкой полосы бумаги, а именно в сравнении с окружностью трубочки, причем полоса бумаги режется в продольном направлении на две немного отличающиеся друг от друга по ширине полосы, причем обе созданные полосы бумаги проводятся затем по раздельным траекториям, и предпочтительно более широкая и лежащая в последующем снаружи полоса смазывается клеем, причем предпочтительно все дорожки клея наносятся одновременно. Затем обе полосы бумаги укладываются друг на друга, и уложенные друг на друга полосы бумаги подаются в формат формовального устройства, для того чтобы образовывать из этого трубообразный штранг и закрывать шов.
Предпочтительно представленное устройство является составной частью модульного подающего устройства, которое может располагаться, например, предпочтительно между машиной изготовления сигаретного жгута перерабатывающей табак промышленности и машиной подготовки ленты фильтрующего материала.
В то время как трубообразный штранг изготавливается из двухслойных полос материала, подготовленная соответствующим образом лента фильтрующего материала подается соответствующим подающим устройством и над формовальным устройством и вводится во входную область машины изготовления сигаретного жгута. Трубообразный штранг также вводится во входную область, так что лента фильтрующего материала может вводиться например вокруг или в трубообразный штранг, для того чтобы была возможность изготавливать фильтрующие мундштуки.
Также может быть предусмотрено то, что дальнейшая лента фильтрующего материала не используется, а машина изготовления сигаретного жгута служит для того, чтобы изготавливать трехслойную трубочку. При этом третий слой в виде третьей полосы материала подводится через проводку бумаги к машине изготовления сигаретного жгута в области загрузки или со стороны входа к формовальному устройству. В проводке бумаги перед формовальным устройством третья полоса материала смазывается клеем, в частности полностью, и наматывается встык вокруг трубообразного штранга, то есть после того как трубообразный штранг был уже изготовлен. При этом кромки стыка третьей полосы материала, по меньшей мере, смещены по отношению к стыковой кромке второй полосы материала. Третья полоса материала может состоять из другого материала, чем первая и вторая полоса материала. Например, третья полоса материала может состоять из бумаги, фольги, обжимной бумаги, электропроводного материала или табачной пленки.
Также могло бы использоваться устройство подготовки двухжгутовой ленты фильтрующего материала, для того чтобы изготавливать коаксиальный фильтр из двухслойной трубочки или двухслойного трубообразного штранга. В этом случае один жгут ленты фильтрующего материала располагается вокруг двухслойного трубообразного штранга, а другой жгут ленты фильтрующего материала вводится в трубообразный штранг. Таким образом, после соответствующей поперечной резки на двухслойные трубочки может изготавливаться коаксиальный фильтр. Для этого например на изготовленный трубообразный штранг из двухслойных полос материала наносится крепежный шов в виде клеящего вещества, для того чтобы удерживать ленту фильтрующего материала также на трубообразном штранге. При изготовлении коаксиального фильтра первый фильтрующий материал и второй фильтрующий материал могут отличаться друг от друга.
Предпочтительно двухслойная трубочка, которая описана выше как соответствующая изобретению или предпочтительная, используется в качестве мундштучного наконечника или в качестве среднего элемента между двумя сегментами фильтра сигареты с фильтром или фильтра стержнеобразного изделия перерабатывающей табак промышленности. При этом под стержнеобразным изделием перерабатывающей табак промышленности понимается в частности сигарета или сигарета с фильтром, однако также сигарилла, сигара, HnB-продукт (тепло без горения) или электронная сигарета.
Дальнейшие признаки изобретения становятся очевидными из описания соответствующих изобретению вариантов осуществления вместе с формулой изобретения и приложенным чертежом. Соответствующие изобретению варианты осуществления могут реализовывать отдельные признаки или комбинацию нескольких признаков.
Далее изобретение описывается без ограничения общей идеи изобретения при помощи примеров осуществления со ссылкой на чертеж, причем в отношении всех, не разъясненных в тексте более подробно, соответствующих изобретению подробностей делается прямая ссылка на чертеж. На чертеже показаны:
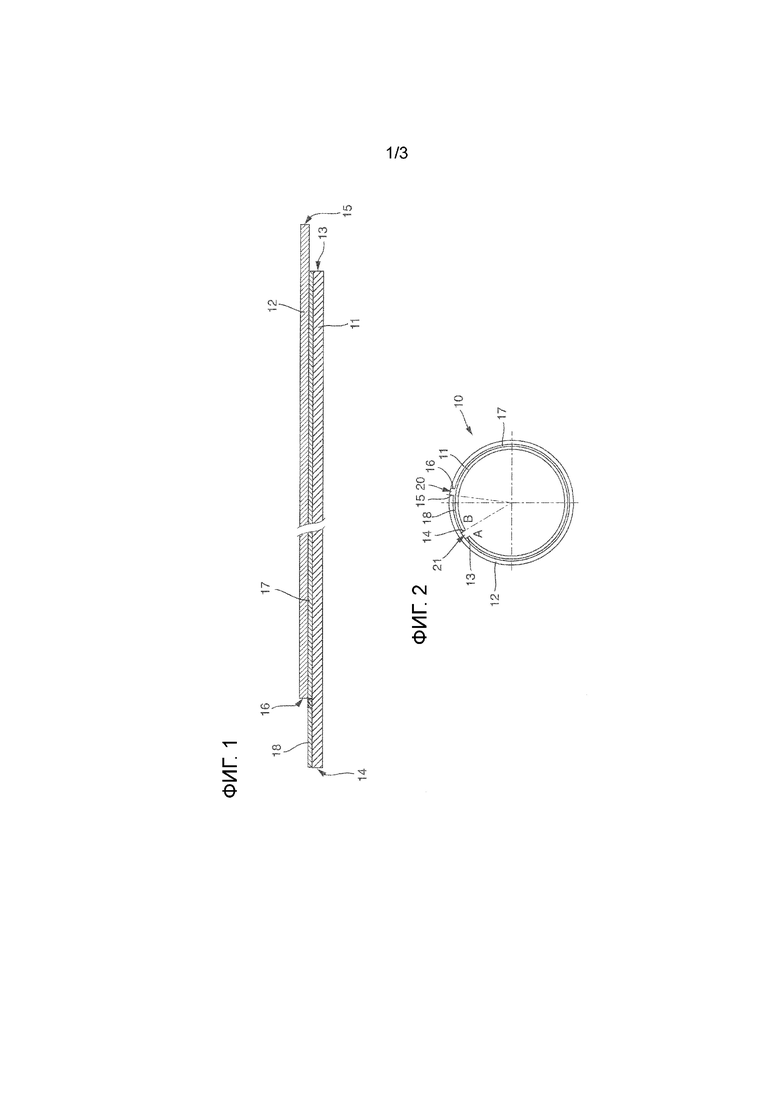
фиг. 1 - схематичное изображение в разрезе двухслойной полосы материала в плоскости разреза поперек к продольной оси полос материала;
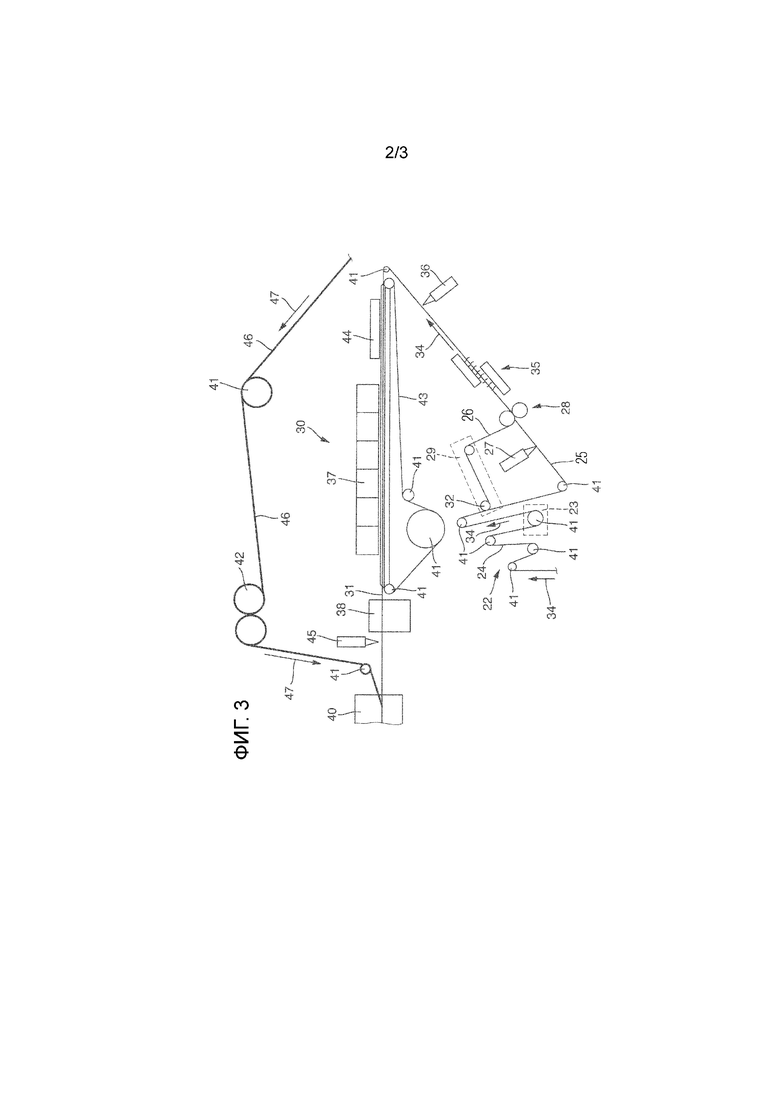
фиг. 2 - изготовленная соответствующим образом, соответствующая изобретению двухслойная трубочка на схематичном изображении в разрезе;
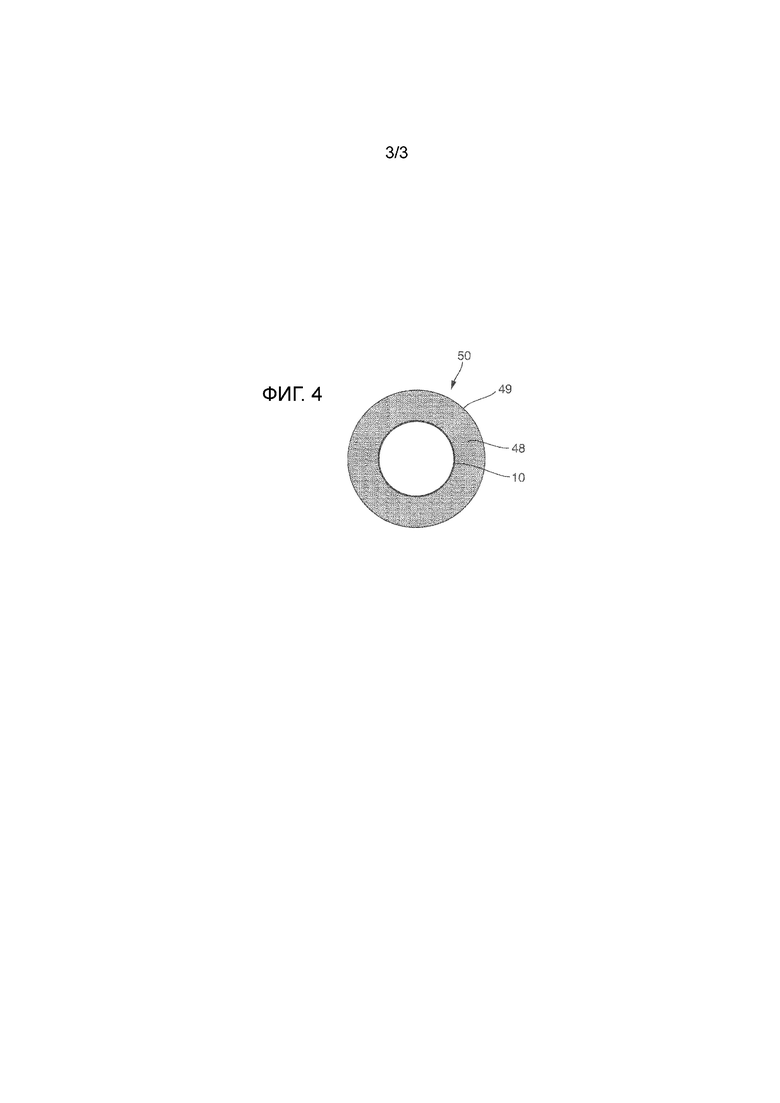
фиг. 3 - соответствующее изобретению устройство для изготовления двухслойных трубочек на схематичном изображении; и
фиг. 4 - схематичное изображение в разрезе фильтра, который имеет двухслойную трубочку.
На фигурах в каждом случае одинаковые или однотипные элементы и/или детали снабжены одинаковыми ссылочными позициями, так что повторное представление в каждом случае опускается.
Фиг. 1 показывает на схематичном изображении в разрезе поперек к продольной оси двух полос 11 и 12 материала состояние первой полосы 11 материала и второй полосы 12 материала, после того как они были соединены. При этом можно увидеть, что первая полоса 11 материала имеет на своей верхней стороне позиционное клеящее вещество 17, например, клей. На позиционное клеящее вещество 17 наложена вторая полоса 12 материала.
Первая полоса 11 материала имеет слева и справа кромки 13 и 14, а вторая полоса 12 материала слева и справа кромки 15 и 16.
Кроме того, на первой полосе 11 материала было произведено нанесение 18 шовного клея, которое служит для того, чтобы предусматривать склеивание с выступающей справа за первую полосу 11 материала частью второй полосы 12 материала. Могут быть также предусмотрены полосы нанесения шовного клея, например одна полоса 18 нанесения шовного клея на одной стороне первой полосы 11 материала и дальнейшая полоса нанесения шовного клея на противоположной стороне полосы 11 материала. Нанесение 17 клея может производиться в одно время с нанесением 18 клея или, как было уже выше обозначено, впоследствии, а именно перед формованием трубочки или трубообразного штранга, в формовальном устройстве.
После прохождения формовального устройства получается при этих обстоятельствах двухслойный трубообразный штранг или после поперечной резки этого штранга двухслойная трубочка, которая схематично изображена в поперечном разрезе на фиг. 2. Здесь первый участок 11 полосы материала расположен внутри, причем кромки 13 и 14 расположены встык или на небольшом расстоянии друг от друга.
Эта область 21 стыка не расположена на одной прямой в радиальном направлении с областью 20 стыка второй полосы 12 материала оболочки. Там кромки 15 и 16 также расположены встык или на небольшом расстоянии друг от друга. Зазоры областей 20 и 21 стыка могут быть также снабжены клеящим веществом. Однако в случае на фиг. 2 клеящее вещество не предусмотрено. В отличие от уровня техники получается лучшая округлость, так как нахлесточное соединение кромки 16, например, со второй полосой 12 материала оболочки как раз не предусмотрено, а предусмотрено расположение на одной прямой или по существу круглый внешний контур.
Благодаря смещению областей 20 и 21 стыка в окружном направлении созданы условия для очень надежного замыкания изготовленной двухслойной трубочки 10. Кроме того, вследствие этого достигается повышенная устойчивость двухслойных трубочек 10, так как слабые места отдельных слоев расположены на расстоянии друг от друга.
Толщины первого участка 11 полосы материала и второго участка 12 полосы материала могут отличаться друг от друга или быть по существу одинаковыми. При различных толщинах является предпочтительным, если внешний участок полосы материала, а именно участок 12 полосы материала, тоньше, чем первый участок 11 полосы материала. Соответствующие изобретению и предпочтительные толщины описаны выше.
Фиг. 3 схематично показывает соответствующее изобретению устройство для изготовления двухслойных трубочек 10 перерабатывающей табак промышленности. В этом примере осуществления одновременно изображены несколько вариантов соответствующего изобретению устройства.
Из неизображенной бобины базовая полоса 24 материала соответствующей ширины вытягивается в направлении 34 подачи и направляется роликами 41. За устройством 22 подачи полосы материала следует режущее устройство 23. В режущем устройстве 23 базовая полоса 24 материала режется в продольном направлении. Режущее устройство 23 является продольно-резательным устройством.
Разрезанные полосы материала в виде первой полосы 25 материала и второй полосы 26 материала подаются еще параллельно по дальнейшему направляющему ролику 41, для того чтобы затем при помощи поперечного транспортера 32 в виде направляющего ролика отделиться друг от друга. Вторая полоса 26 материала после дальнейшего изменения направления по существу полностью смазывается клеем при помощи клеенаносящего устройства 27, а именно, по меньшей мере, по всей длине. Это клеенаносящее устройство 27 может пропускать, например область шва, однако это не должно быть обязательно необходимым.
Первая полоса 25 материала подается отдельно от второй полосы 26 материала и при помощи устройства 29 смещения смещается в поперечном направлении к направлению подачи, так что в паре 28 подающих роликов, при помощи которых происходит соединение первой полосы 25 материала со второй полосой 26 материала, достигается смещенное расположение друг на друге полос 25 и 26 материала. Полосы материала расположены, например, в этом месте, таким образом, как это схематично изображено на фиг. 1.
Далее предусмотрено нагревательное устройство 35, при помощи которого нанесенный клей или нанесенное клеящее вещество 17 предварительно отверждается. В случае если нанесение шовного клея уже произошло, уложенные друг на друга полосы 25 и 26 материала подаются в формовальное устройство 30. Если же нанесение шовного клея еще не произошло, оно осуществляется при помощи устройства 36 нанесения шовного клея, которое расположено между нагревательным устройством 35 и формовальным устройством 30.
В формовальном устройстве входной палец 44 прижимает полосы материала вниз к формовальной ленте 43, которая по соответствующим направляющим роликам 41 бесконечно проводится через формовальное устройство 30.
В формовальном устройстве полосам материала придается известным образом круглая форма или овальная форма. При этом верхний формат выполнен в виде нагреваемого верхнего формата 37, для того чтобы отверждать клей или клеящее вещество 17 далее.
Затем из образованного таким образом штранга 31 при помощи устройства 38 поперечной резки могут соответствующим образом нарезаться двухслойные трубочки необходимой длины.
Альтернативно в этом месте может быть предусмотрено, что трубочки еще не нарезаются, а трубообразный штранг 31 вводится в машину 40 изготовления сигаретного жгута.
Для этого с одной стороны может быть предусмотрено лишь просто вводить изготовленный трубообразный штранг в машину 40 изготовления сигаретного жгута и там при помощи не изображенного на фиг. 3 нагрева допускать дальнейшее отверждение клеящего вещества. В этом случае возможно очень быстрое изготовление соответствующих трубочек 10, которые из отвержденного в этом случае окончательно штранга нарезаются в машине 40 изготовления сигаретного жгута.
Альтернативно например лента 46 фильтрующего материала из устройства подготовки ленты фильтрующего материала, которое не изображено на фиг. 3, однако которое было бы расположено на фиг. 3 справа от изображенного устройства, может проводиться над форматом 30 вдоль соответствующего изобретению устройства и парой 42 подающих роликов подаваться в направлении 47 подачи в машину 40 изготовления сигаретного жгута. Затем лента 46 фильтрующего материала может располагаться, например, вокруг трубообразного штранга 31.
Для того чтобы удерживать ленту фильтрующего материала на трубообразном штранге 31, при помощи устройства 45 нанесения крепежного шва на трубообразный штранг 31 наносится клеящее вещество, например также ПВА. В машине 40 изготовления сигаретного жгута соответственно полоса материала оболочки может наматываться в формовальном устройстве вокруг жгута из расположенной внутри трубообразного штранга и расположенной вокруг снаружи ленты фильтрующего материала, и таким образом может изготавливаться соответствующий фильтр.
Соответствующий этому фильтр изображен например схематично на фиг. 4. Фильтр снабжен здесь ссылочной позицией 50. Трубочка 10 расположена внутри, снаружи расположена лента 48 фильтрующего материала, а вокруг нее расположен материал 49 оболочки.
Клеенаносящее устройство 27 и устройство 36 нанесения шовного клея могут быть выполнены в виде плоских сопел, распылительных сопел или согласно EP 2 974 798 A1. В этом случае производится предпочтительно плоскостное нанесение клеящего вещества или клея.
Нагревательное устройство 35 может быть предусмотрено опционально. Оно служит по существу для предварительного отверждения или предварительного схватывания клеящего вещества.
Для точного выравнивания полос бумаги друг относительно друга, в частности для того чтобы устанавливать правильное смещение по ширине, могут быть предусмотрены соответствующие датчики, которые определяют положение кромок полос материала. В этом случае могут быть предусмотрены соответствующие механизмы регулирования, для того чтобы регулировать положение полос материала друг относительно друга.
Для более простого округления, в частности толстых бумаг или картонов, предварительная гибка полосы материала может осуществляться непосредственно перед формовальным устройством или непосредственно после продольно-резательного устройства.
Двухслойная трубочка может иметь внутренний диаметр, например от 3 мм до 8 мм.
Все указанные признаки, даже те, которые могут быть позаимствованы исключительно из чертежа, а также отдельные признаки, которые раскрыты в комбинации с другими признаками, считаются существенными для изобретения и по отдельности, и в комбинации. Соответствующие изобретению варианты осуществления могут быть реализованы посредством отдельных признаков или посредством комбинации нескольких признаков. В рамках изобретения признаки, которые обозначены словами "в частности" или "предпочтительно", следует понимать как необязательные признаки.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
10 трубочка
11 первый участок полосы материала
12 второй участок полосы материала
13 кромка
14 кромка
15 кромка
16 кромка
17 позиционное клеящее вещество
18 шовное клеящее вещество
20 область стыка
21 область стыка
22 устройство подачи полосы материала
23 режущее устройство
24 базовая полоса материала
25 первая полоса материала
26 вторая полоса материала
27 клеенаносящее устройство
28 пара подающих роликов
29 устройство смещения
30 формовальное устройство
31 штранг
32 поперечный транспортер
34 направление подачи
35 нагревательное устройство
36 устройство нанесения шовного клея
37 нагреваемый верхний формат
38 устройство поперечной резки
40 машина изготовления сигаретного жгута
41 направляющий ролик
42 пара подающих роликов
43 формовальная лента
44 входной палец
45 устройство нанесения крепежного шва
46 жгут ленты фильтрующего материала
47 направление подачи
48 лента фильтрующего материала
49 материал оболочки
50 фильтр.
Изобретение относится к двухслойной трубочке перерабатывающей табак промышленности, изготовленная из первого и второго участка полосы материала, причем первый участок полосы материала имеет первую ширину, а второй участок полосы материала – вторую ширину, причем первый и второй участки полосы материала намотаны вокруг друг друга таким образом, что первый участок полосы материала имеет в поперечном сечении форму круга или овала, и определяющие первую ширину кромки расположены встык, причем второй участок полосы материала имеет в поперечном сечении форму круга или овала, и определяющие вторую ширину кромки расположены встык, причем второй участок полосы материала расположен снаружи вокруг первого участка полосы материала, причем стыковые кромки первого и второго участка полосы материала смещены относительно друг друга в окружном направлении, причем толщина первого и второго участков полосы материала находится в диапазоне от 38 мкм до 160 мкм, причем между первым и вторым участками полосы материала предусмотрено позиционное клеящее вещество в виде сплошного или приблизительно сплошного нанесения клея с толщиной нанесения от 10 мкм до 80 мкм. Технический результат заключается в обеспечении хорошо задаваемой округлости, вследствие чего качество изготовленной двухслойной трубочки значительно улучшается. 2 н. и 9 з.п. ф-лы, 4 ил.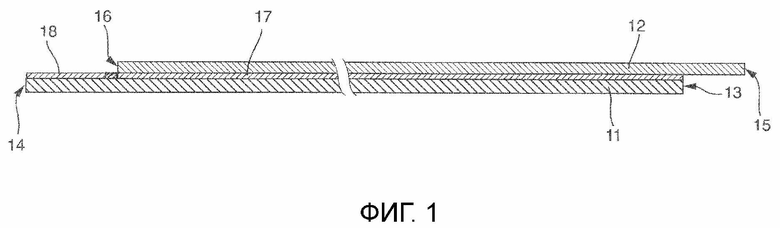
1. Двухслойная трубочка (10) перерабатывающей табак промышленности, изготовленная из первого и второго участков (11, 12) полосы материала, причем первый участок (11) полосы материала имеет первую ширину, а второй участок (12) полосы материала – вторую ширину, причем первый и второй участки (11, 12) полосы материала намотаны вокруг друг друга таким образом, что первый участок (11) полосы материала имеет в поперечном сечении форму круга или овала, и определяющие первую ширину кромки (13, 14) расположены встык, причем второй участок (12) полосы материала имеет в поперечном сечении форму круга или овала, и определяющие вторую ширину кромки (15, 16) расположены встык, причем второй участок (12) полосы материала расположен снаружи вокруг первого участка (11) полосы материала, причем стыковые кромки (13-16) первого и второго участков (11, 12) полосы материала смещены относительно друг друга в окружном направлении, причем толщина первого и второго участков (11, 12) полосы материала находится в диапазоне от 38 мкм до 160 мкм, причем между первым и вторым участками (11, 12) полосы материала предусмотрено позиционное клеящее вещество (17) в виде сплошного или приблизительно сплошного нанесения клея с толщиной нанесения от 10 мкм до 80 мкм.
2. Трубочка (10) по п. 1, отличающаяся тем, что толщина первого и второго участков (11, 12) полосы материала находится в диапазоне от 100 мкм до 140 мкм, в частности от 120 мкм до 130 мкм, и/или причем толщина нанесения позиционного клеящего вещества (17) находится в диапазоне от 10 мкм до 40 мкм, в частности от 15 мкм до 30 мкм.
3. Трубочка (10) по п. 1 или 2, отличающаяся тем, что предусмотрено шовное клеящее вещество (18) между первым и вторым участками (11, 12) полосы материала, в частности, в виде сплошного или приблизительно сплошного нанесения клея, с толщиной нанесения от 40 мкм до 120 мкм, в частности от 60 мкм до 100 мкм.
4. Трубочка (10) по любому из пп. 1-3, отличающаяся тем, что вес первого и/или второго участка (11, 12) полосы материала находится в диапазоне от 27 г/м2 до 125 г/м2, в частности от 60 г/м2 до 120 г/м2, в частности от 70 г/м2 до 110 г/м2.
5. Трубочка (10) по любому из пп. 1-4, отличающаяся тем, что смещение стыковых кромок (13-16) первого и второго участков (11, 12) полосы материала находится между 0,5 мм и 3 мм, в частности между 1,5 мм и 2,5 мм.
6. Трубочка (10) по любому из пп. 1-5, отличающаяся тем, что соотношение второй ширины к первой ширине находится между 52 к 48 и 50,5 к 49,5.
7. Способ изготовления двухслойных трубочек (10) перерабатывающей табак промышленности, включающий в себя следующие этапы:
- подают базовую полосу (24) материала в продольном осевом направлении (34) подачи,
- осуществляют продольную осевую резку базовой полосы (24) материала на первую полосу (25) материала с первой шириной и вторую полосу (26) материала со второй шириной,
- наносят клей, по меньшей мере, на вторую полосу (26) материала, причем нанесение клея осуществляют, в частности, по всей поверхности или приблизительно по всей поверхности,
- смещенно сводят первую и вторую полосы (25, 26) материала, так что первая и вторая полосы (25, 26) материала укладываются друг на друга, причем в области, в которой первая и вторая полосы (25, 26) материала склеиваются друг с другом посредством смещенного сведения, при нанесении клея наносят позиционное клеящее вещество (17) с толщиной нанесения между 10 мкм и 80 мкм, в частности между 10 мкм и 40 мкм, в частности между 15 мкм и 30 мкм,
- формуют уложенные друг на друга полосы (25, 26) материала в трубообразный штранг (31) и
- осуществляют поперечную резку штранга (31) на двухслойные трубочки (10).
8. Способ по п. 7, отличающийся тем, что снабжают одну или две области на второй полосе (26) материала шовным клеящим веществом (18) толщиной нанесения от 40 мкм до 120 мкм, в частности от 60 мкм до 100 мкм.
9. Способ по п. 7 или 8, отличающийся тем, что первая полоса (25) материала уже, чем вторая полоса (26) материала, причем вторую полосу (26) материала располагают или вторая полоса (26) материала расположена снаружи вокруг первой полосы (25) материала, причем, в частности, соотношение второй ширины второй полосы (26) материала к первой ширине первой полосы (25) материала находится между 52 к 48 и 50,5 к 49,5.
10. Способ по любому из пп. 7-9, отличающийся тем, что для позиционного клеящего вещества (17) используют один сорт клеящего вещества, а для шовного клеящего вещества (18) используют другой сорт клеящего вещества.
11. Способ по любому из пп. 8-10, отличающийся тем, что шовное клеящее вещество (18) наносится до и/или после сведения полос (25, 26) материала.
| Тепловой амперметр | 1946 |
|
SU69546A1 |
| Взрывной патрон | 1929 |
|
SU18224A1 |
| US 7987858 B2, 02.08.2011 | |||
| DE 4206510 A1, 16.09.1993. | |||

