Настоящее изобретение относится к способу изготовления индукционно нагреваемых табачных стержней для использования в индукционных нагревательных устройствах.
Из уровня техники известны системы подачи аэрозоля, содержащие субстрат, образующий аэрозоль, и индукционное нагревательное устройство. Индукционное нагревательное устройство содержит индукционный источник, который создает переменное электромагнитное поле, которое вызывает вихревые токи, генерирующие тепло, и потери на гистерезис в материале токоприемника. Токоприемник находится в тепловой близости от субстрата, образующего аэрозоль, например, субстрата табака. Нагретый токоприемник в свою очередь нагревает субстрат, образующий аэрозоль, который содержит материал, способный высвобождать летучие соединения, которые могут образовывать аэрозоль.
Было бы желательно иметь эффективный способ изготовления индукционно нагреваемых табачных стержней, образующих аэрозоль, подходящих для использования в индукционных нагревательных устройствах.
Согласно одному аспекту настоящего изобретения, предоставлен способ изготовления индукционно нагреваемых табачных стержней. Способ включает этапы предоставления непрерывного профиля токоприемника, направления субстрата табака, образующего аэрозоль, вдоль собирающего устройства для субстрата табака и расположения непрерывного профиля токоприемника в субстрате табака, образующем аэрозоль. Дополнительный этап способа включает собирание субстрата табака, образующего аэрозоль, в окончательную форму стержня, причем этап расположения непрерывного профиля токоприемника в субстрате табака, образующем аэрозоль, выполняют перед осуществлением этапа собирания субстрата табака, образующего аэрозоль, в его окончательную форму стержня.
Предоставление двух типов непрерывного материала, собранных воедино в непрерывном процессе изготовления индукционно нагреваемого табачного стержня, является очень эффективным для массового производства индукционно нагреваемых табачных сегментов. В дополнение изготовление табачных стержней предоставляет гибкость в определении размеров табачных сегментов или индукционно нагреваемых табачных штрангов, соответственно, как обычно называют окончательные табачные сегменты. Могут быть достигнуты вариации, без ограничения: формы профиля токоприемника, типа токоприемника, местоположения токоприемника в субстрате табака, типа субстрата табака или длины и поперечного размера табачного стержня. Предпочтительно такие вариации могут быть достигнуты без адаптирования или только с ограниченным адаптированием производственного процесса традиционных табачных стержней, т. е. табачных стержней, используемых для изготовления табачных штрангов для нагревательных устройств, содержащих традиционные резистивные нагревательные элементы, такие как нагревательные лезвия.
Непрерывный профиль токоприемника располагают в субстрате табака, пока субстрат табака частично собран, но еще не достиг окончательной формы стержня. Частично собранный субстрат табака может представлять собой неплотное расположение собранного субстрата табака, по существу любого внешнего вида или формы, или уже может иметь форму стержня, однако, с более низкой плотностью (или большим диаметром), чем в окончательной форме стержня. Благодаря расположению токоприемника в частично собранном субстрате табака, упрощается введение профиля токоприемника в субстрат табака. В дополнение, благодаря уже (частично) собранному табачному материалу, конечное положение токоприемника в табачном стержне уже четко определено.
В контексте настоящего документа термин «токоприемник» относится к материалу, который способен преобразовывать электромагнитную энергию в тепло. Когда токоприемник помещают в переменное электромагнитное поле, в нем наводятся вихревые токи и происходят потери на гистерезис, что приводит к нагреву токоприемника. Поскольку токоприемник расположен в тепловом контакте с субстратом табака, образующим аэрозоль, или в непосредственной тепловой близости от него, субстрат табака, образующий аэрозоль, нагревается посредством токоприемника так, что образуется аэрозоль. Предпочтительно токоприемник расположен в непосредственном физическом контакте с субстратом табака, образующим аэрозоль, например, внутри субстрата табака, образующего аэрозоль.
Токоприемник может быть выполнен из любого материала, который может быть подвергнут индукционному нагреву до температуры, достаточной для образования аэрозоля из образующего аэрозоль субстрата. Предпочтительные токоприемники содержат металл или углерод. Предпочтительный токоприемник может содержать ферромагнитный материал, например, ферромагнитный сплав, ферритное железо, или ферромагнитную сталь, или нержавеющую сталь, или состоять из него. Подходящий токоприемник может представлять собой или содержать алюминий. Предпочтительные токоприемники могут быть нагреты до температуры свыше 250 градусов Цельсия. Подходящие токоприемники могут содержать неметаллический сердечник с металлическим слоем, расположенным на этом неметаллическом сердечнике, например, с металлическими дорожками, выполненными на поверхности керамического сердечника. Токоприемник может иметь защитный внешний слой, например, защитный керамический слой или защитный стеклянный слой, охватывающий токоприемник. Токоприемник может содержать защитное покрытие, выполненное из стекла, керамики или инертного металла поверх сердечника, выполненного из материала токоприемника.
Токоприемник может представлять собой токоприемник, состоящий из нескольких материалов, и может содержать первый материал токоприемника и второй материал токоприемника. Первый материал токоприемника расположен в непосредственном физическом контакте со вторым материалом токоприемника. Второй материал токоприемника предпочтительно имеет температуру Кюри менее 500 °C. Первый материал токоприемника предпочтительно используется главным образом для нагрева токоприемника при размещении токоприемника во флуктуационном электромагнитном поле. Может быть использован любой подходящий материал. Например, первый материал токоприемника может являться алюминием или может являться ферромагнитным материалом, таким как нержавеющая сталь. Второй материал токоприемника предпочтительно используется главным образом для указания того, что токоприемник достиг конкретной температуры, при этом данной температурой является температура Кюри второго материала токоприемника. Температура Кюри второго материала токоприемника может быть использована для регулирования температуры всего токоприемника во время работы. Таким образом, температура Кюри второго материала токоприемника должна находиться ниже точки возгорания субстрата, образующего аэрозоль. Подходящие материалы для второго материала токоприемника могут включать никель и определенные сплавы никеля.
Нагрев субстрата, образующего аэрозоль, и управление температурой нагрева могут быть разделены посредством предоставления токоприемника, имеющего по меньшей мере первый и второй материалы токоприемника, при этом, либо второй материал токоприемника имеет температуру Кюри, и первый материал токоприемника не имеет температуры Кюри, либо первый и второй материалы токоприемника имеют первую и вторую температуры Кюри, отличающиеся друг от друга. Первый материал токоприемника предпочтительно является магнитным материалом, имеющим температуру Кюри более 500 °C. С точки зрения эффективности нагрева необходимо, чтобы температура Кюри первого материала токоприемника превышала любую максимальную температуру, до которой токоприемник должен быть способен нагреваться. Вторая температура Кюри может быть предпочтительно выбрана менее 400 °C, предпочтительно менее 380°C или менее 360 °C. Предпочтительно, чтобы второй материал токоприемника являлся магнитным материалом, выбранным таким образом, чтобы иметь вторую температуру Кюри, которая, по существу, такая же, как и необходимая максимальная температура нагрева. То есть, предпочтительно, чтобы вторая температура Кюри являлась приблизительно такой же, как и температура, до которой должен быть нагрет токоприемник для генерирования аэрозоля из субстрата, образующего аэрозоль. Вторая температура Кюри может, например, находиться в диапазоне от 200°C до 400°C или от 250°C до 360 °C. Вторая температура Кюри второго материала токоприемника может, например, быть выбрана такой, что, при нагреве токоприемником, находящимся при температуре, равной второй температуре Кюри, общая средняя температура субстрата, образующего аэрозоль, не превышает 240 °C.
Предпочтительно непрерывный профиль токоприемника представляет собой волокно, стержень, лист или ленту. Если профиль токоприемника постоянного поперечного сечения, например, круглого поперечного сечения, он имеет предпочтительную ширину или диаметр от приблизительно 1 миллиметра до приблизительно 5 миллиметров. Если профиль токоприемника имеет форму листа или ленты, лист или лента предпочтительно имеют прямоугольную форму, характеризующуюся шириной предпочтительно от приблизительно 2 миллиметров до приблизительно 8 миллиметров, более предпочтительно, от приблизительно 3 миллиметров до приблизительно 5 миллиметров, например, 4 миллиметра, и толщиной предпочтительно от приблизительно 0,03 миллиметра до приблизительно 0,15 миллиметра, более предпочтительно от приблизительно 0,05 миллиметра до приблизительно 0,09 миллиметра, например, 0,07 миллиметра.
Предпочтительно субстрат табака, образующий аэрозоль, содержит летучие ароматические соединения табака, которые высвобождаются из субстрата табака при нагревании. Субстрат табака, образующий аэрозоль, может содержать наполнитель из резаного смешанного табака или состоять из него, или может содержать гомогенизированный табачный материал. Гомогенизированный табачный материал может быть образован посредством агломерации табака в виде частиц. Субстрат, образующий аэрозоль, может дополнительно содержать материал, не содержащий табака, например, гомогенизированный материал на растительной основе, отличный от табака.
Предпочтительно субстрат табака, образующий аэрозоль, представляет собой табачный лист, предпочтительно гофрированный, содержащий табачный материал, волокна, связующее и вещество для образования аэрозоля. Предпочтительно, табачный лист представляет собой формованный лист. Формованный лист представляет собой форму восстановленного табака, который образован из пульпы, включающей частицы табака, частицы волокон, вещество для образования аэрозоля и, например, также ароматизаторы.
Частицы табака могут иметь форму табачной пыли, имеющей частицы порядка от 30 микрометров до 250 микрометров, предпочтительно порядка от 30 микрометров до 80 микрометров или от 100 микрометров до 250 микрометров, в зависимости от желаемой толщины листа и промежутка формования, где промежуток формования обычно определяет толщину листа.
Частицы волокна могут включать материалы ствола табака, стебли или другой табачный растительный материал и другие волокна на основе целлюлозы, такие как древесные волокна, имеющие низкое содержание лигнина. Частицы волокна могут быть выбраны на основании необходимости в получении достаточной прочности на разрыв для формованного листа по отношению к низкой доле включения, например, доле включения, составляющей приблизительно 2-15%. Альтернативно, волокна, такие как растительные волокна, могут быть использованы или с вышеуказанными частицами волокна, или, в другом случае, включая пеньку и бамбук.
Вещества для образования аэрозоля, включаемые в пульпу, образующую формованный лист, или используемые в других субстратах табака, образующих аэрозоль, могут быть выбраны на основании одного или нескольких признаков. Функционально вещество для образования аэрозоля предусматривает механизм, которой позволяет ему испаряться и доставлять никотин или ароматизатор, или оба, в аэрозоле, при нагревании выше конкретной температуры испарения вещества для образования аэрозоля. Различные вещества для образования аэрозоля, как правило, испаряются при различных температурах. Вещество для образования аэрозоля может являться любым подходящим известным соединением или смесью соединений, которые при использовании способствуют образованию плотного и устойчивого аэрозоля и которые по существу обладают стойкостью к термической деградации при рабочей температуре индукционного нагревательного устройства, с которым будут использовать индукционно нагреваемый субстрат табака. Вещество для образования аэрозоля может быть выбрано на основании его способности, например, оставаться стабильным при комнатной температуре или около нее, но быть способным испаряться при более высокой температуре, например, от 40 градусов Цельсия до 450 градусов Цельсия.
Вещество для образования аэрозоля может также иметь свойства типа увлажнителя, которые помогают поддерживать желаемый уровень влажности в субстрате, образующем аэрозоль, когда субстрат состоит из продукта на табачной основе, конкретно, включающем частицы табака. В частности, некоторые вещества для образования аэрозоля представляют собой гигроскопический материал, который функционирует как увлажнитель, то есть материал, который помогает поддерживать субстрат табака, содержащий увлажнитель, влажным.
Одно или несколько веществ для образования аэрозоля могут быть объединены, чтобы получить преимущество одного или нескольких свойств объединенных веществ для образования аэрозоля. Например, триацетин может быть соединен с глицерином и водой, чтобы получить преимущество способности триацетина передавать активные компоненты и увлажняющие свойства глицерина.
Вещество для образования аэрозоля может быть выбрано из полиолов, гликолевых эфиров, эфиров полиола, сложных эфиров и жирных кислот и может содержать одно или несколько из следующих соединений: глицерин, эритрит, 1,3-бутиленгликоль, тетраэтиленгликоль, триэтиленгликоль, триэтилцитрат, пропиленкарбонат, этиллаурат, триацетин, мезо-эритрит, смесь на основе диацетина, диэтилсуберат, триэтилцитрат, бензилбензоат, бензилфенилацетат, этилванилат, трибутирин, лаурилацетат, лауриновую кислоту, миристиновую кислоту и пропиленгликоль.
Субстрат табака, образующий аэрозоль, может содержать другие добавки и ингредиенты, такие как ароматизаторы. Субстрат табака, образующий аэрозоль, предпочтительно содержит никотин и по меньшей мере одно вещество для образования аэрозоля. Токоприемник, находящийся в тепловой близости от субстрата табака, образующего аэрозоль, или в тепловом или физическом контакте с ним, обеспечивает более эффективный нагрев и, таким образом, могут быть достигнуты более высокие рабочие температуры. Более высокая рабочая температура позволяет использование глицерина в качестве вещества для образования аэрозоля, которое предоставляет улучшенный аэрозоль по сравнению с веществами для образования аэрозоля, используемыми в известных системах.
Гофрированный табачный лист, например, формованный лист, может иметь толщину в диапазоне от приблизительно 0,5 миллиметров до приблизительно 2 миллиметров, предпочтительно от приблизительно 0,8 миллиметров до приблизительно 1,5 миллиметров, например, 1 миллиметр. Отклонения в толщине вплоть до 30 процентов могут возникать вследствие допусков производства.
Предпочтительно, индукционно нагреваемый табачный стержень имеет круглое или овальное поперечное сечение. Однако табачный стержень также может иметь поперечное сечение прямоугольника или многоугольника.
Согласно одному аспекту способа согласно настоящему изобретению, способ дополнительно включает этап вставки непрерывного профиля токоприемника снизу в субстрат табака.
Вставка и соответственная подача непрерывного профиля токоприемника снизу линии транспортировки обеспечивают малогабаритную конструкцию производственной линии. Предпочтительно устройства гофрирования, складывания и собирания субстрата табака расположены возле и вдоль линии транспортировки, в то время как подающие, транспортирующие и направляющие элементы для токоприемника могут быть расположены под линией транспортировки. Предпочтительно, не позднее, чем в положении вставки токоприемника в субстрат табака, токоприемник и субстрат табака направляют параллельно и вдоль линии транспортировки.
Предпочтительно непрерывный профиль токоприемника располагают в центральной части субстрата табака. Это может быть выгодно в отношении распределения тепла в субстрате табака, например, для равномерного или симметричного распределения тепла в табачном стержень. Тепло, генерируемое в центральной части, может рассеиваться в радиальном направлении и нагревать субстрат табака вокруг всей периферии токоприемника.
Предпочтительно центральная часть субстрата табака является участком табачного стержня, охватывающим центральную ось табачного стержня. Токоприемник расположен, по существу, в продольном направлении внутри стержня. Это означает, что размер по длине токоприемника расположен приблизительно параллельно продольному направлению табачного стержня, например, в диапазоне плюс-минус 10 градусов параллельно продольному направлению табачного стержня. Предпочтительно, токоприемник может быть расположен в радиально центральном положении внутри табачного стержня и проходить вдоль продольной оси табачного стержня.
Согласно другому аспекту способа согласно настоящему изобретению, способ дополнительно включает этап предоставления субстрата табака с продольно проходящей сложенной структурой. Этап расположения непрерывного профиля токоприемника в субстрате табака тогда включает размещение непрерывного профиля материала токоприемника параллельно и посередине продольно проходящей сложенной структуры субстрата табака. Это может упростить вставку и расположение токоприемника в табачном материале.
Субстрату табака может быть обеспечена сложенная структура для упрощения складывания субстрата в его окончательную форму стержня. Такая сложенная структура может способствовать непрерывному складыванию и, таким образом, изготовлению табачных штрангов с воспроизводимыми характеристиками. Непрерывный профиль токоприемника теперь может быть размещен между складок, предпочтительно между двух соседних складок, сложенной структуры. Таким образом, непрерывный профиль токоприемника может быть вставлен в частично собранный субстрат табака, с сохранением сложенной структуры или упорядоченности такой сложенной структуры сложенного субстрата табака. Предпочтительно субстрат табака предоставлен в виде листа и собран или сложен в форму стержня. Предпочтительно продольно проходящая сложенная структура обеспечивает субстрату табака волнообразное поперечное сечение.
Предпочтительно непрерывный профиль токоприемника представляет собой непрерывный лист токоприемника. Предпочтительно непрерывный лист токоприемника предусмотрен на бобине. Предпочтительно ширина листа токоприемника является шириной токоприемника в конечном изделии. Профиль токоприемника в виде листа позволяет обеспечить нагрев в табачном стержне, при этом нагрев может происходить на диаметре стержня и вдоль длины стержня, предпочтительно всей длины стержня. Таким образом, может быть достигнуто распределение тепла в табачном стержне, подобное нагреваемым традиционным образом нагревательным устройствам, содержащим нагревательные лезвия, однако, требующее меньше мощности и обеспечивающее все преимущества бесконтактного нагрева (например, отсутствие сломанных лезвий, отсутствие остатков сгорания на нагревательном элементе, отделенные электронные схемы или упрощенная очистка устройства).
Согласно другому аспекту способа согласно настоящему изобретению, способ дополнительно включает этап образования канала в частично собранном субстрате табака и расположения непрерывного профиля токоприемника в канале. Предпочтительно предоставлено устройство для вставки для образования канала в частично собранном субстрате табака. Устройство для вставки может дополнительно способствовать направлению и расположению непрерывного профиля токоприемника в субстрате табака. Канал упрощает вставку непрерывного субстрата и может гарантировать расположение токоприемника без повреждения или деформирования профиля токоприемника. В дополнение канал может определять положение токоприемника относительно его размещения и глубины вставки в субстрате табака и в табачном стержне после полного собирания субстрата табака в его окончательную форму стержня. Устройство для вставки, например, круглой формы или в форме клина может быть вставлено в частично собранный табачный материал. Устройство для вставки смещает субстрат табака, предпочтительно в сторону, так, что непрерывный профиль материала токоприемника может быть расположен в канале, образованном устройством для вставки. Устройство для вставки может дополнительно способствовать направлению и расположению токоприемника. Например, токоприемник может быть выровнен с субстратом табака и внутри него с помощью устройства для вставки. Токоприемник может быть направлен, например, вдоль углубления в устройстве для вставки. Таким образом, положение токоприемника в субстрате табака определено положением устройства для вставки. Такое положение может поддерживаться в отношении поперечного положения, а также глубины в табачном стержне. Устройство для вставки может, например, быть предусмотрено с щелью. Непрерывный профиль токоприемника тогда может быть направлен предпочтительно, по меньшей мере частично, в щель. Например, непрерывный лист материала токоприемника может быть вставлен в щель полностью или только частично, при прохождении через щель в устройстве для вставки.
Согласно дополнительному аспекту способа согласно настоящему изобретению, способ дополнительно включает этап обертывания индукционно нагреваемого табачного стержня в оберточный материал. Оберточный материал, обернутый вокруг табачного стержня, может способствовать стабилизации формы субстрата табака, образующего аэрозоль. Он также может способствовать предотвращению случайного распада субстрата табака и токоприемника.
В целом, изготовленный таким образом индукционно нагреваемый табачный стержень разрезают на индукционно нагреваемые табачные сегменты. Предпочтительно нарезанные табачные сегменты имеют одинаковую длину. В зависимости от расходного или индукционно нагреваемого курительного изделия, изготавливаемого с использованием индукционно нагреваемого табачного сегмента, длина сегментов может быть различной. Предпочтительно разрезание осуществляют без изменения ориентации стержня. Предпочтительно разрезание осуществляют в вертикальном направлении. Предпочтительно непрерывный профиль токоприемника располагают и ориентируют в стержне так, что во время разрезания не происходит деформации токоприемника. Следовательно, необходимо либо ее избегать, либо она должна происходить управляемым образом, поскольку форма токоприемника имеет влияние на индукционный нагрев.
Согласно другому аспекту настоящего изобретения предоставлено индукционно нагреваемое курительное изделие для использования в индукционном нагревательном устройстве. Индукционно нагреваемое курительное изделие содержит индукционно нагреваемый табачный сегмент. Индукционно нагреваемый табачный сегмент представляет собой часть индукционно нагреваемого табачного стержня, причем индукционно нагреваемый табачный стержень был изготовлен согласно способу, описанному в настоящей заявке. Индукционно нагреваемый табачный сегмент содержит субстрат табака, образующий аэрозоль, и токоприемный элемент. В целом, индукционно нагреваемое курительное изделие вставляют в полость индукционного нагревательного устройства так, что тепло может быть вызвано в токоприемном элементе табачного сегмента соответствующим индуктором электронных схем источника питания, размещенных в индукционном нагревательном устройстве.
Путем разрезания индукционно нагреваемого табачного стержня достигают требуемой длины индукционно нагреваемого табачного сегмента или табачного штранга (окончательной длины). Такой табачный сегмент может характеризоваться длиной сегмента в диапазоне от приблизительно 2 миллиметров до приблизительно 20 миллиметров, более предпочтительно от приблизительно 6 миллиметров до приблизительно 15 миллиметров, например, от 8 миллиметров до 12 миллиметров, например, 10 миллиметров или 12 миллиметров. В связи с производственным процессом, токоприемный элемент в табачном штранге имеет ту же длину, что и табачный штранг. Таким образом, токоприемный элемент предпочтительно характеризуется длиной от приблизительно 2 миллиметров до приблизительно 20 миллиметров, более предпочтительно от приблизительно 6 миллиметров до приблизительно 15 миллиметров, например, от приблизительно 8 миллиметров до приблизительно 12 миллиметров, например, 10 миллиметров или 12 миллиметров.
Когда термин «приблизительно» используют в сочетании с конкретной величиной по всей данной заявке, следует понимать, что величина, следующая за термином «приблизительно», не обязательно должна точно равняться конкретной величине по техническим соображениям. Однако, термин «приблизительно» следует понимать как явным образом включающий и раскрывающий соответствующие граничные значения.
Предпочтительно токоприемный элемент имеет размер по длине, который превышает его размер по ширине или его размер по толщине, например, превышает в два раза его размер по ширине или его размер по толщине.
Табачный сегмент или табачный штранг соответственно, может быть прикреплен к мундштуку, который необязательно может содержать штранг фильтра и дополнительные сегменты, например, охлаждающие аэрозоль сегменты или разделительные сегменты. Индукционно нагреваемый табачный штранг, образующий аэрозоль, и мундштук, а также возможно дополнительные сегменты могут быть собраны вместе с образованием структурного целого. Каждый раз, когда необходимо использовать новый индукционно нагреваемый табачный штранг в сочетании с индукционным нагревательным устройством, пользователю автоматически предоставляется новый мундштук, что может быть высоко оценено с точки зрения гигиены. Необязательно мундштук может быть оснащен штрангом фильтра, который может быть выбран в соответствии с составом табачного штранга.
Преимущества и дополнительный аспект курительного изделия были описаны в отношении способа согласно настоящему изобретению и не будут повторяться.
Далее изобретение будет описано в отношении вариантов его реализации, которые проиллюстрированы следующими графическими материалами, где:
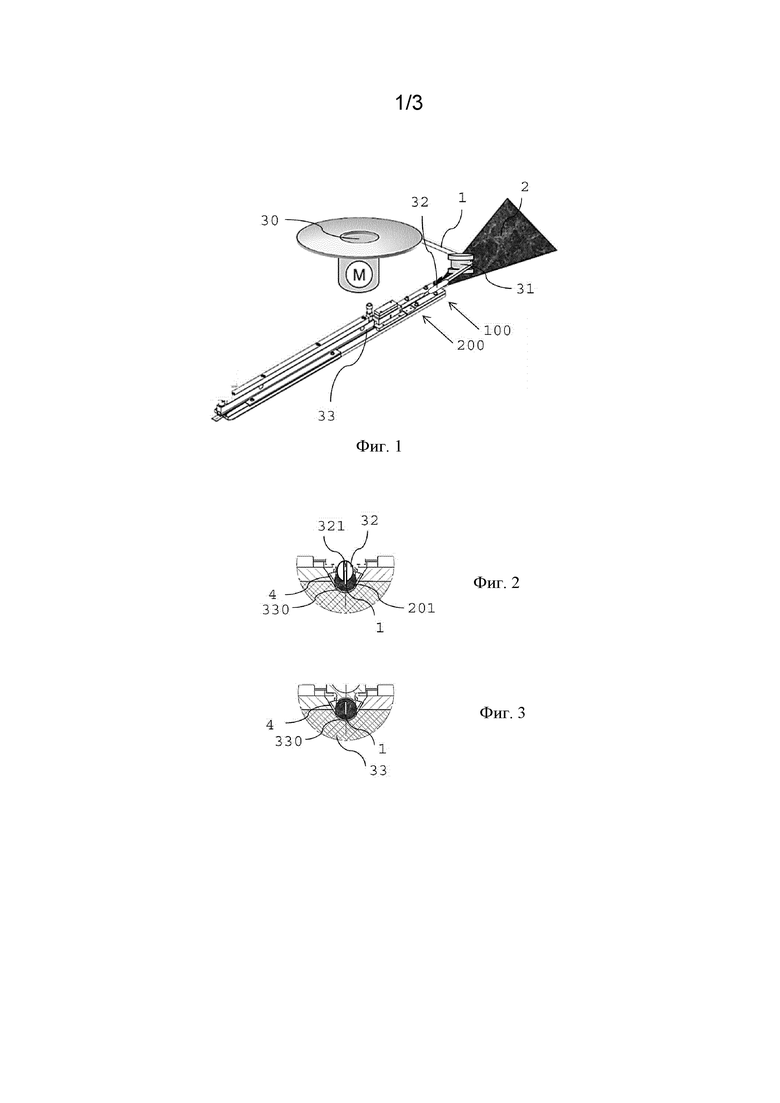
на фиг. 1 схематично изображен вариант осуществления способа согласно настоящему изобретению;
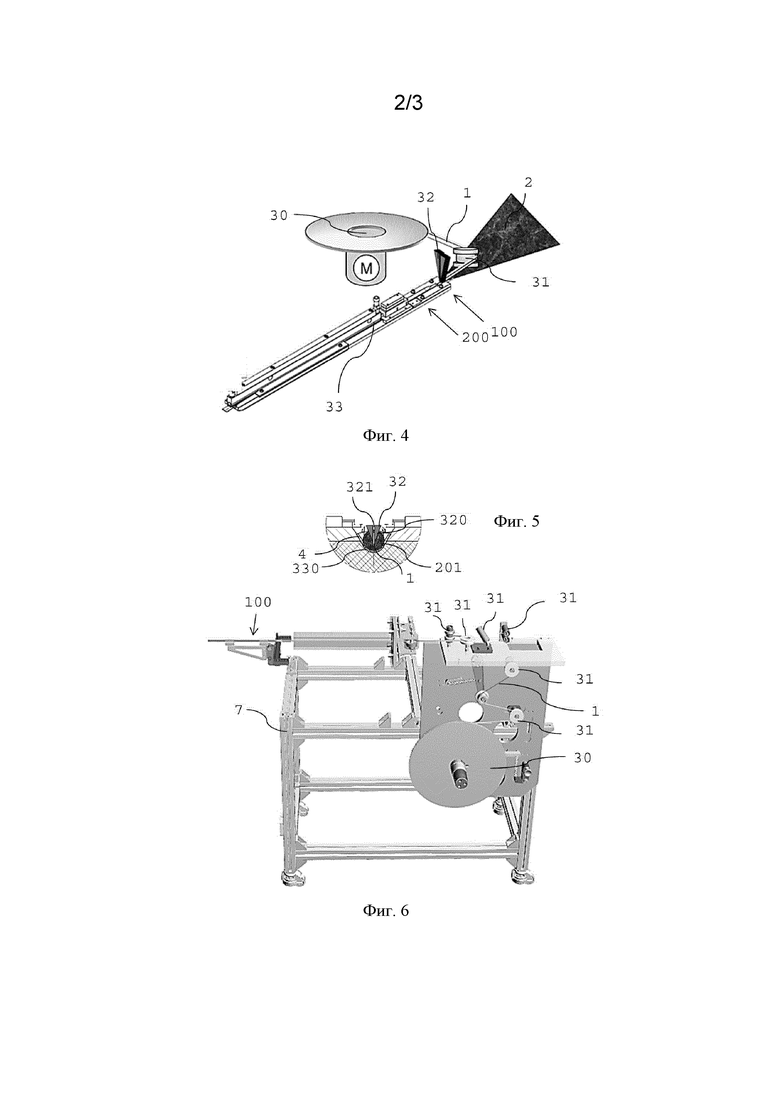
на фиг. 2, 3 показаны поперечные сечения через производственную линию, показанную на фиг. 1, в разных положениях;
на фиг. 4 схематично изображен другой вариант осуществления способа согласно настоящему изобретению;
на фиг. 5 показано поперечное сечение через производственную линию, показанную на фиг. 4;
на фиг. 6 изображена подача токоприемника снизу производственной линии;
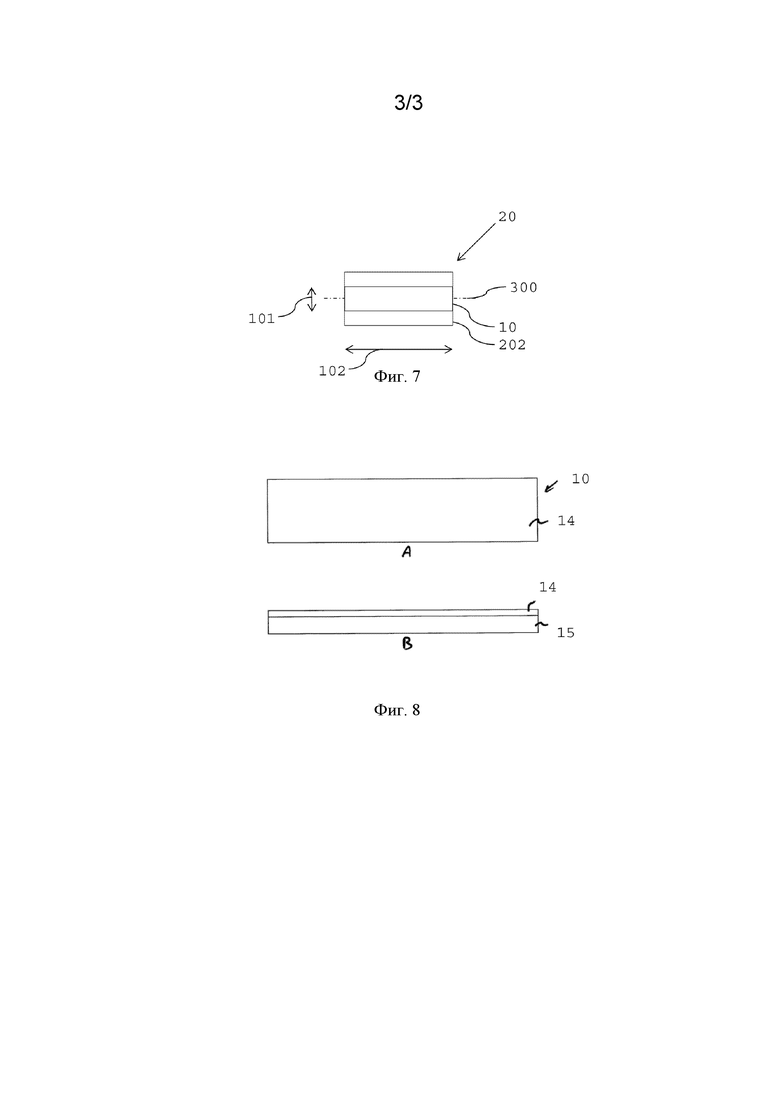
на фиг. 7 показан вид на продольное сечение индукционно нагреваемого табачного сегмента;
на фиг. 8A показан вид в плане токоприемника для использования в табачном изделии;
на фиг. 8B показан вид сбоку токоприемника, показанного на фиг. 8A.
На фиг. 1 непрерывный табачный лист 2 направляют вдоль собирающего устройства, где табачный лист 2 собирают из по существу плоской формы в форму стержня. Табачный лист 2, например, формованный лист, может уже быть гофрирован или его могут гофрировать в линии перед собиранием.
Непрерывная лента 1 материала токоприемника, например, лента из ферромагнитной нержавеющей стали, предусмотрена на расположенной горизонтально бобине 30. Непрерывную ленту 1 отматывают с бобины 30 и направляют, чтобы расположить параллельно табачному листу 2. При расположении параллельно друг относительно друга, табачный лист 2 и лента 1 материала токоприемника проходят в одном направлении транспортировки на одной скорости.
Отклоняющий ролик 31 предусмотрен, чтобы способствовать направлению и выравниванию непрерывной ленты 1 относительно табачного листа. В этот варианте осуществления лента 1 расположена так, что ее малая сторона направлена напротив табачного листа 2. Таким образом, лента расположена в вертикальной плоскости, тогда как табачный лист 2 расположен в горизонтальной плоскости или, в более общем смысле, лента 1 и лист 2 расположены в плоскостях, перпендикулярных друг другу.
Частично, но не полностью, собранный табачный лист 201 направляют вдоль желоба 330 в окончательном формировании стержня и линии 33 транспортировки. В положении 100, расположенном в находящемся выше по потоку участке линии 33 транспортировки, устройство 32 для вставки вставляют сверху в частично собранный табачный лист 201. Это более подробно показано на фиг.2. Устройство 32 для вставки представляет собой трубу овальной формы, например, металлическую трубу. Труба расположена параллельно ленте 1 токоприемника и параллельно табачному листу в положении 100 вставки. Трубу частично вставляют ее более узким концом в листовой материал 2 вдоль длины трубы. Длина может, например, составлять более чем 3 сантиметра, например, составлять от 3 сантиметров до 20 сантиметров. Устройство 32 для вставки образует канал в частично собранном табачном листе 201 для вставки ленты 1 токоприемника. Труба разделена в направлении, перпендикулярном (вертикальном) направлению транспортировки (горизонтальному) табачного листа, образуя щель 321 в трубе. Щель 321 служит в качестве средства направления и расположения для ленты 1 токоприемника в табачном листе. Устройство 32 для вставки неподвижно, и лента 1 токоприемника проходит щель 321 устройства 32 для вставки. Предпочтительно глубина щели 321 ограничивает движение ленты 1 в направлении от собранного табачного листа 201. Таким образом, глубина вставки устройства 32 для вставки в собранный табачный лист 201, возможно в сочетании с глубиной щели 321, может определять глубину вставки ленты 1 токоприемника в окончательный табачный стержень.
Непрерывный оберточный материал 4, например, лист бумаги или пластиковая фольга, предусмотрен снизу табачного листа 2. Оберточный материал 4 вставляют в желоб 330 линии 33 транспортировки так, что частично собранный табачный лист 201 ложится на оберточный материал 4 в линии 33 транспортировки. После вставки ленты токоприемника в положении 200, которое более подробно показано на фиг. 3, лента 1 токоприемника полностью обернута субстратом табака вокруг ее периферии. В дальнейшем оберточный материал 4 оборачивают полностью вокруг содержащего токоприемник субстрата табака, образуя окончательный индукционно нагреваемый табачный стержень.
На фиг. 4 показан другой вариант осуществления способа согласно настоящему изобретению с другим устройством 32 для вставки. Для одинаковых или подобных признаков используются одинаковые ссылочные обозначения. Устройство 32 для вставки выполнено в форме клина с тонкой концевой частью 320, вставленной в листовой материал 2 в положении 100 вставки. Это также более подробно показано на фиг. 5. Устройство 32 для вставки образует канал в частично собранном табачном листе 201 для вставки ленты 1 токоприемника. Концевая часть 320 устройства 32 для вставки разделена в направлении, перпендикулярном (вертикальном) направлению транспортировки (горизонтальному) табачного листа, образуя щель 321 во вставленной концевой части 320. Щель 321 служит в качестве средства направления и расположения для ленты 1 токоприемника в табачном листе. Устройство 32 для вставки неподвижно, и лента 1 токоприемника проходит щель 321 устройства 32 для вставки. Предпочтительно длина щели 321 ограничивает движение ленты 1 в направлении от собранного табачного листа 201. Таким образом, глубина вставки устройства 32 для вставки в собранный табачный лист 201, возможно в сочетании с длинной щели 321, может определять глубину вставки ленты 1 токоприемника в окончательный табачный стержень.
Вертикальные вставка и ориентация непрерывного профиля токоприемника в стержне могут быть преимущественными для последующего разрезания стержня на сегменты. Было обнаружено, что посредством разрезания стержня также в вертикальном направлении, то есть вдоль малой стороны листа токоприемника, даже небольшой деформации ленты токоприемника не происходит.
На фиг. 6 изображена вставка ленты 1 токоприемника снизу производственной линии 33. Это может быть преимущественно в условиях ограниченного пространства, так как может быть обеспечено компактное расположение производственной линии. В зависимости от процесса гофрирования и собирания табачного листа, различные элементы устройства размещены вдоль линии 33 транспортировки выше по потоку относительно положения 100 вставки (не показано на фиг. 6). Таким образом, подача токоприемника может быть расположена под линией транспортировки. Бобина 30 с лентой 1 токоприемника расположена вертикально. Несколько отклоняющих и направляющих роликов 31 предусмотрены для транспортировки ленты 1 токоприемника управляемым и определенным образом к линии 33 транспортировки и вдоль нее. Отклоняющие ролики 31 расположены и выполнены с возможностью выравнивания ленты 1 токоприемника в необходимую ориентацию в положении 100 вставки. В варианте осуществления, показанном на фиг. 6, ленту поворачивают на 90 градусов из изначального горизонтального положения на бобине 30 в вертикальное положение в положении 100 вставки.
Бобина 30, ролики 31 и дополнительное оборудование установлено на стойке 7. Оборудование для обработки табачного листа, как и устройство 32 для вставки, также может быть установлено на стойке 7.
Табачный стержень разрезают на сегменты требуемой конечной длины с образованием отдельных табачных штрангов 20. На фиг. 7 показан вид продольного сечения через индукционно нагреваемый табачный штранг 20. Полоса 10 материала токоприемника расположена вдоль продольной оси 300 табачного штранга и имеет ту же длину 102, что и табачный штранг. Ширина 101 полосы 10 меньше, чем диаметр табачного штранга. Длина табачного штранга может, например, составлять 12 миллиметров, в то время как ширина 101 полосы токоприемника может, например, составлять 4 миллиметра. Субстрат табака предпочтительно содержит собранный лист гофрированного гомогенизированного табачного материала. Гофрированный лист гомогенизированного табачного материала содержит глицерин в качестве вещества для образования аэрозоля.
На фиг. 8A и фиг. 8B изображен пример унитарного токоприемника, состоящего из нескольких материалов, для использования в табачном штранге, как, например, показано на фиг. 7. Токоприемник 1 имеет форму удлиненной полосы, имеющей длину 12 мм и ширину 4 мм. Токоприемник образован из первого материала 15 токоприемника, который непосредственно соединен со вторым материалом 14 токоприемника. Первый материал 15 токоприемника имеет форму полосы из нержавеющей стали марки 430, имеющей размеры 12 мм на 4 мм на 25 микрометров. Второй материал 14 токоприемника имеет форму полосы из никеля, имеющей размеры 12 мм на 4 мм на 10 микрометров. Токоприемник образован посредством нанесения полосы из никеля 14 на полосу из нержавеющей стали 15. Общая толщина токоприемника составляет 35 микрометров. Токоприемник 1, показанный на фиг. 8, может называться двухслойным или многослойным токоприемником.
Изобретение относится к способу изготовления индукционно нагреваемых табачных стержней, который включает этапы предоставления непрерывного профиля токоприемника; направления субстрата табака, образующего аэрозоль, вдоль собирающего устройства для субстрата табака; расположения непрерывного профиля токоприемника в субстрате табака, образующем аэрозоль; собирания субстрата табака, образующего аэрозоль, в окончательную форму стержня, причем этап расположения непрерывного профиля токоприемника в субстрате табака, образующем аэрозоль, выполняют перед осуществлением этапа собирания субстрата табака, образующего аэрозоль, в его окончательную форму стержня. Технический результат заключается в обеспечении более эффективного нагрева. 2 н. и 10 з.п. ф-лы, 8 ил.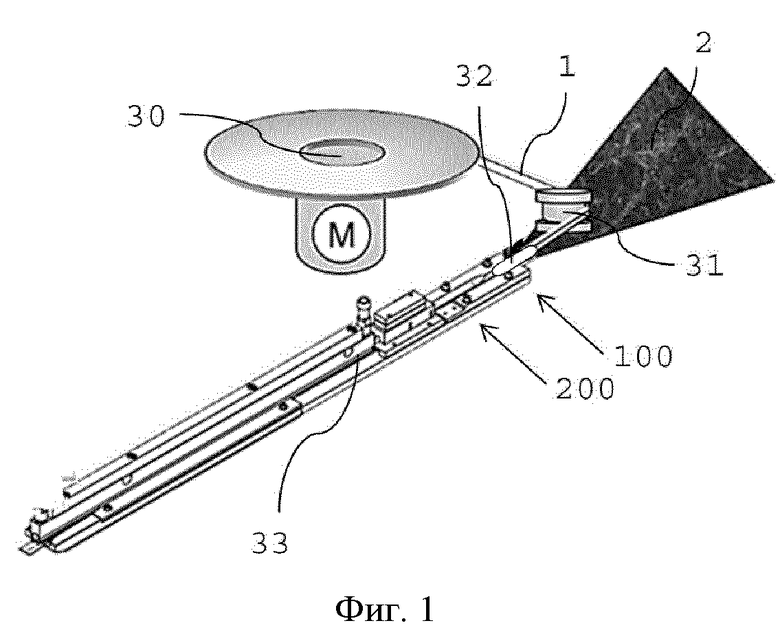
1. Способ изготовления индукционно нагреваемых табачных стержней, включающий этапы:
предоставления непрерывного профиля токоприемника;
направления субстрата табака, образующего аэрозоль, вдоль собирающего устройства для субстрата табака;
расположения непрерывного профиля токоприемника в субстрате табака, образующем аэрозоль;
собирания субстрата табака, образующего аэрозоль, в окончательную форму стержня,
причем этап расположения непрерывного профиля токоприемника в субстрате табака, образующем аэрозоль, выполняют перед осуществлением этапа собирания субстрата табака, образующего аэрозоль, в его окончательную форму стержня.
2. Способ по п. 1, отличающийся тем, что дополнительно включает этап вставки непрерывного профиля токоприемника снизу в субстрат табака.
3. Способ по любому из предыдущих пунктов, отличающийся тем, что этап расположения непрерывного профиля токоприемника в субстрате табака включает расположение непрерывного профиля токоприемника в центральной части субстрата табака.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что способ дополнительно включает этап предоставления субстрата табака с продольно проходящей сложенной структурой и причем этап расположения непрерывного профиля токоприемника в субстрате табака включает размещение непрерывного профиля материала токоприемника параллельно и посередине продольно проходящей сложенной структуры субстрата табака.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что этап предоставления непрерывного профиля токоприемника включает предоставление непрерывного листа токоприемника.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что дополнительно включает этап образования канала в частично собранном субстрате табака и расположения непрерывного профиля токоприемника в канале.
7. Способ по п. 6, отличающийся тем, что включает этап предоставления устройства для вставки с образованием канала в субстрате табака, причем устройство для вставки дополнительно предоставляют для направления и расположения непрерывного профиля токоприемника в субстрате табака.
8. Способ по п. 7, отличающийся тем, что дополнительно предусматривают щель в устройстве для вставки и направляют непрерывный профиль токоприемника, по меньшей мере частично, в щель.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что дополнительно включает этап обертывания индукционно нагреваемого табачного стержня в оберточный материал.
10. Способ по любому из предыдущих пунктов, отличающийся тем, что дополнительно включает этап разрезания индукционно нагреваемого табачного стержня на индукционно нагреваемые табачные сегменты равной длины.
11. Индукционно нагреваемое курительное изделие, содержащее индукционно нагреваемый табачный сегмент индукционно нагреваемого табачного стержня, изготовленного согласно способу по любому из пп. 1-10, причем индукционно нагреваемый табачный сегмент содержит субстрат табака, образующий аэрозоль, и токоприемный элемент.
12. Индукционно нагреваемое курительное изделие по п. 11, отличающееся тем, что длина токоприемного элемента в табачном сегменте равна длине табачного сегмента.
| ПРОДУКТ ДЛЯ КУРЕНИЯ | 1994 |
|
RU2114538C1 |
| RU 2002120602 A, 20.01.2004 | |||
| US 8939157 B2, 27.01.2015 | |||
| US 8839801 B2, 23.09.2014. | |||

