Область техники
[0001] Настоящее изобретение относится к табаку для нагревания, продукту из табака для нагревания, и способу и устройству для получения табачного стержня для табака для нагревания.
Уровень техники
[0002] Известен табак для нагревания, включая табачный стержень, полученный заполнением внутренней части оберточной бумаги табачным наполнителем, содержащим табачное сырье (например, куски табака, табачные гранулы, восстановленный табачный материал и подобные) и источник аэрозоля (глицерин, пропиленгликоль и подобные) (например, смотри ПД 1). Табак для нагревания данного типа представляет собой табачное изделие такого типа, которое нагревает табачный наполнитель нагревательным устройством без сжигания табачного наполнителя и доставляет пользователю аэрозоль, образующийся в табачном наполнителе. В качестве нагревателя практически применяли нагреватели различной формы, например, формы лопатки и формы стержня. Данный нагреватель вставляют для применения с передней торцевой поверхности табачного стержня, и таким образом табачный стержень прикрепляют к нагревательному устройству.
Список цитирований
Патентные документы
[0003] Патентный документ 1: японский патент No. 5920744
Патентный документ 2: японский патент No. 6000451
Патентный документ 3: японский патент No. 6017546
Патентный документ 4: публикация нерассмотренной заявки на патент Японии No. 62-272962
Сущность настоящего изобретения
Техническая проблема
[0004] В настоящем изобретении в табачном стержне для существующего табака для нагревания, табачное сырье табачного наполнителя ориентировано случайным образом. Таким образом, при прикреплении табака для нагревания к нагревательному устройству может быть трудно плавно вставить нагреватель относительно табачного наполнителя. Кроме того, при формовании табачного стержня для табака для нагревания с применением табачного наполнителя, в котором табачное сырье ориентировано произвольно, аэрозоль, образующийся в результате улетучивания источника аэрозоля, легко конденсируется при воздействии низкотемпературной части произвольно ориентированного табачного сырья и легко фильтруется табачным сырьем, и количество доставляемого аэрозоля в полость рта может уменьшаться.
[0005] Настоящее изобретение составлено с учетом вышеуказанных обстоятельств. Целью настоящего изобретения является создание технологии, которая является превосходной с точки зрения количества доставляемого аэрозоля, и которая обеспечивает плавное введение нагревателя в табачный наполнитель, в табак для нагревания, который содержит табачный стержень, содержащий табачный наполнитель, содержащий табачное сырье и источник аэрозоля и оберточную бумагу, которая обертывает табачный наполнитель, и способа получения табака для нагревания.
Решение проблемы
[0006] Для решения вышеуказанных проблем, в настоящем изобретении применяют структуру, в которой большое количество длинных табачных жгутов, полученных формованием табачного сырья в виде жгутов, располагают так, что они проходят в продольном направлении табачного стержня.
[0007] Более конкретно, настоящее изобретение представляет собой способ получения табачного стержня для табака для нагревания, причем способ включает стадию разрезания, состоящую из разрезания листа табачного сырья при транспортировке листа табачного сырья по пути транспортировки последовательно вдоль пути транспортировки на множество непрерывных элементов в виде табачных жгутов, стадию формования, заключающуюся в обертывании множества непрерывных элементов в виде табачных жгутов, полученных на стадии разрезания, в оберточную бумагу в состоянии, в котором множество непрерывных элементов табачных жгутов выровнены вдоль пути транспортировки, тем самым формируя непрерывный элемент стержня стержневидного табака, и стадию нарезания последовательного нарезания непрерывного элемента табачного стержня, полученного на стадии формования, на отдельные табачные стержни.
[0008] В настоящем изобретении лист табачного сырья можно получить формованием табачного сырья, содержащего материал источник аэрозоля, в виде листа.
[0009] Кроме того, лист табачного сырья можно намотать на бобину, и лист табачного сырья, который последовательно разматывают с бобины, можно транспортировать по пути транспортировки.
[0010] В способе получения табачного стержня для табака для нагревания, на стадии разрезания, лист табачного сырья можно разрезать для получения множества непрерывных элементов табачных жгутов, каждый из которых имеет фиксированную ширину
[0011] Кроме того, способ получения табачного стержня для табака для нагревания может дополнительно включать стадию каландрирования, характеризующуюся проведением каландрирования листа табачного сырья, посредством этого увеличивая плотность листа табачного сырья. На стадии разрезания, в то время как лист табачного сырья, для которого проводили каландрирование, транспортируется по пути транспортировки, лист табачного сырья можно последовательно разрезать по пути транспортировки на множество непрерывных элементов табачных жгутов в форме жгутов.
[0012] Кроме того, способ получения табачного стержня для табака для нагревания может дополнительно включать стадию добавления по меньшей мере одного из ароматизатора и материала источника аэрозоля к множеству непрерывных элементов табачных жгутов, полученных на стадии разрезания. В данном случае, на стадии добавления по меньшей мере один из ароматизатора и материала источник аэрозоля можно добавлять к множеству непрерывных элементов табачных жгутов в процессе обмотки множества непрерывных элементов табачных жгутов оберточной бумагой на стадии формования.
[0013] Кроме того, настоящее изобретение представляет собой устройство для получения табачного стержня для табака для нагревания. Устройство включает: бобину, вокруг которой наматывают лист табачного сырья; секцию для разрезания, которая расположена на пути транспортировки листа табачного сырья, подаваемого последовательно с бобины, и которая разрезает лист табачного сырья последовательно вдоль пути транспортировки на множество непрерывных элементов табачных жгутов в виде жгутов; секцию формования, которая расположена после секции для разрезания на пути транспортировки и которая обертывает множество непрерывных элементов табачных жгутов в состоянии, выровненном вдоль пути транспортировки, оберточной бумагой, посредством этого формируя непрерывный табачный стержень в виде стержня; секцию для нарезания, которая расположена после секции формования на пути транспортировки и которая последовательно нарезает непрерывный табачный стержень на отдельные табачные стержни, каждый из которых имеет заранее определенную длину.
[0014] В настоящем изобретении секция для разрезания может разрезать лист табачного сырья так, что получают множество непрерывных элементов табачных жгутов, причем каждый имеет фиксированную ширину.
[0015] Кроме того, секция для разрезания может содержать нож, расположенный параллельно пути транспортировки. Лист табачного сырья может проходить через нож вдоль пути транспортировки, и лист табачного сырья можно посредством этого последовательно разрезаться ножом на множество непрерывных элементов табачных жгутов.
[0016] Кроме того, настоящее изобретение представляет собой табак для нагревания, содержащий табачный стержень, который содержит табачный наполнитель и оберточную бумагу, которая обертывает табачный наполнитель. Табачный наполнитель содержит множество табачных жгутов, каждый из которых содержит источник аэрозоля и табачное сырье и имеет форму жгута. Множество табачных жгутов выровнены и расположены в продольном направлении табачного стержня.
[0017] В настоящем изобретении табачные жгуты могут быть расположены параллельно друг другу в продольном направлении табачного стержня.
[0018] Кроме того, табачные жгуты могут быть расположены от передней части до задней части табачного стержня.
[0019] Кроме того, каждый из табачных жгутов может иметь форму полоски.
[0020] Кроме того, каждый из табачных жгутов может иметь прямоугольное поперечное сечение, перпендикулярное его продольному направлению.
[0021] Кроме того, в каждом из табачных жгутов ширина поперечного сечения, перпендикулярного ее продольному направлению, может составлять 0,4 мм или больше и 3 мм или меньше.
[0022] Кроме того, в каждом из табачных жгутов толщина поперечного сечения, перпендикулярного ее продольному направлению, может составлять 0,02 мм или больше и 1,3 мм или меньше.
[0023] Кроме того, в каждом из табачных жгутов длина в его продольном направлении может составлять 10 мм или больше и 50 мм или меньше.
[0024] Кроме того, диаметр табачного стержня может составлять 5 мм или больше и 8 мм или меньше.
[0025] Кроме того, в каждом из табачных жгутов площадь поперечного сечения, перпендикулярного ее продольному направлению, может быть одинаковой по всей длине.
[0026] Кроме того, процентное содержание источника аэрозоля в табачном стержне может составлять 10 вес.% или больше и 25 вес.% или меньше.
[0027] Кроме того, табак для нагревания может иметь часть мундштука, коаксиально соединенную с основной торцевой стороной табачного стержня, и часть мундштука может включать охлаждающую часть для охлаждения летучего вещества, выделяемого из источника аэрозоля.
[0028] Кроме того, часть мундштука может включать опорную часть, расположенную на соединительном конце, соединенном с основной торцевой стороной табачного стержня, при этом опорная часть препятствует прижатию табачных жгутов к части на стороне части мундштука.
[0029] Кроме того, часть мундштука может включать фильтрующую часть, расположенную со мундштучной стороны конца части мундштука.
[0030] Кроме того, доля заполненного объема табачных жгутов, занимающих табачный стержень, может составлять 50 об% или больше и 80 об% или меньше.
[0031] Кроме того, в табаке для нагревания, доля заполненного объема табачных жгутов, занимающих табачный стержень, может составлять 60 об% или больше и 80 об% или меньше, когда нагреватель нагревательного устройства, для которого применяют табак для нагревания, представляет собой нагреватель внешнего типа.
[0032] Кроме того, в табаке для нагревания, доля заполненного объема табачных жгутов, занимающих табачный стержень, может составлять 50 об% или больше и 75 об% или меньше, когда нагреватель нагревательного устройства, для которого применяют табак для нагревания, представляет собой нагреватель внешнего типа.
[0033] Кроме того, настоящее изобретение может представлять собой продукт из табака для нагревания, содержащий любой из табаков для нагревания, описанных выше, и нагревательное устройство, для которого применяют табак для нагревания.
[0034] В продукте из табака для нагревания согласно настоящему изобретению нагревательное устройство может содержать часть для расположения стержня, к которой можно присоединить табачный стержень для табака для нагревания, и нагреватель, выполненный на части для расположения стержня. Когда нагреватель представляет собой нагреватель внутреннего типа, который вставляют со стороны дистального конца табачного стержня для присоединения табачного стержня к части для расположения стержня, в состоянии, в котором табачный стержень присоединен к части для расположения стержня, доля заполненного объема табачных жгутов, занимающих табачный стержень, может составлять 60% или больше и 80% или меньше.
[0035] Кроме того, в продукте из табака для нагревания согласно настоящему изобретению, отношение максимального диаметра нагревателя к диаметру поперечного сечения, перпендикулярного продольному направлению табачного стержня, может составлять 0,3 или больше и 0,6 или меньше.
[0036] Следует отметить, что способы решения проблем в настоящем изобретении можно применять в комбинации, по мере возможности.
Полезные эффекты настоящего изобретения
[0037] Согласно настоящему изобретению, можно обеспечить способ, который является превосходным с точки зрения доставляемого количества аэрозоля и который обеспечивает плавное введение нагревателя в табачный наполнитель, в табак для нагревания, который включает табачный стержень, содержащий табачный наполнитель, содержащий табачное сырье и источник аэрозоля и оберточную бумагу, которая обертывает табачный наполнитель.
Краткое описание чертежей
[0038] [Фигура 1] Фигура 1 представляет собой изображение, схематически иллюстрирующее внутреннюю структуру табака для нагревания согласно варианту осуществления 1.
[Фигура 2] Фигура 2 представляет собой перспективное изображение, иллюстрирующее пример табачного жгута.
[Фигура 3] Фигура 3 представляет собой схематическое изображение конфигурации нагревательного устройства, для которого применяют табак для нагревания.
[Фигура 4] Фигура 4 представляет собой изображение, иллюстрирующее модификацию нагревательного устройства, для которого применяют табак для нагревания.
[Фигура 5] Фигура 5 представляет собой изображение, иллюстрирующее устройство для получения табачного стержня в варианте осуществления 1.
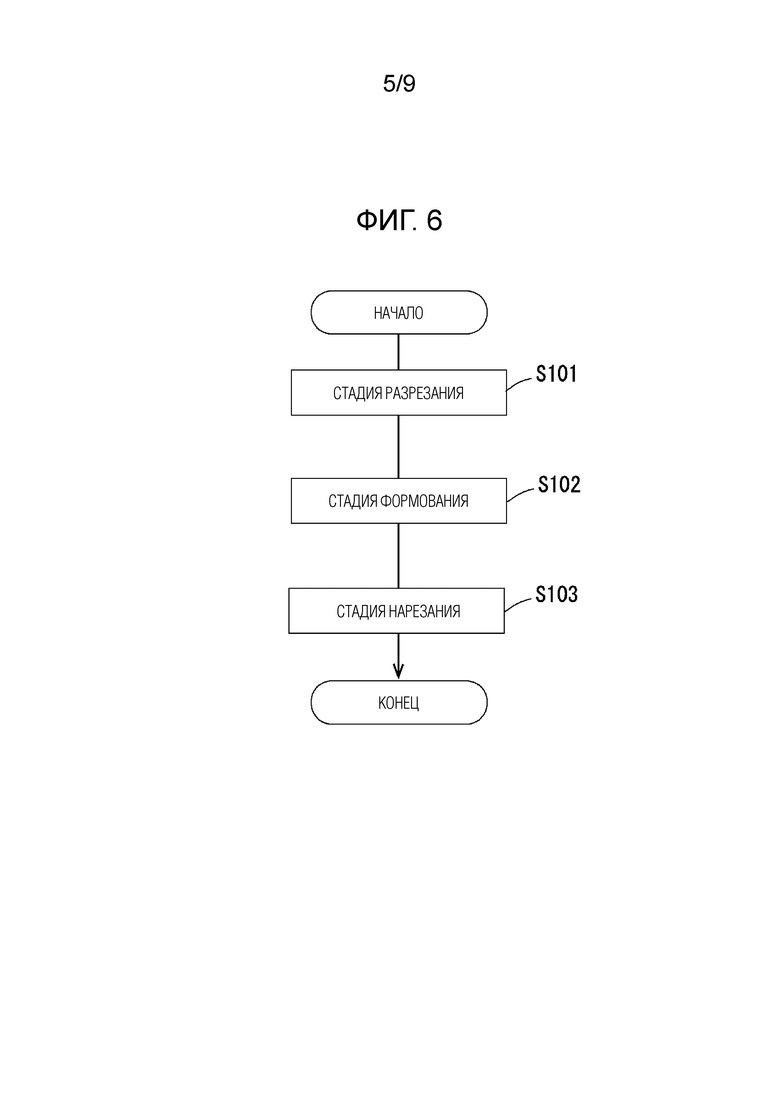
[Фигура 6] Фигура 6 представляет собой диаграмму, показывающую способ получения табачного стержня в варианте осуществления 1.
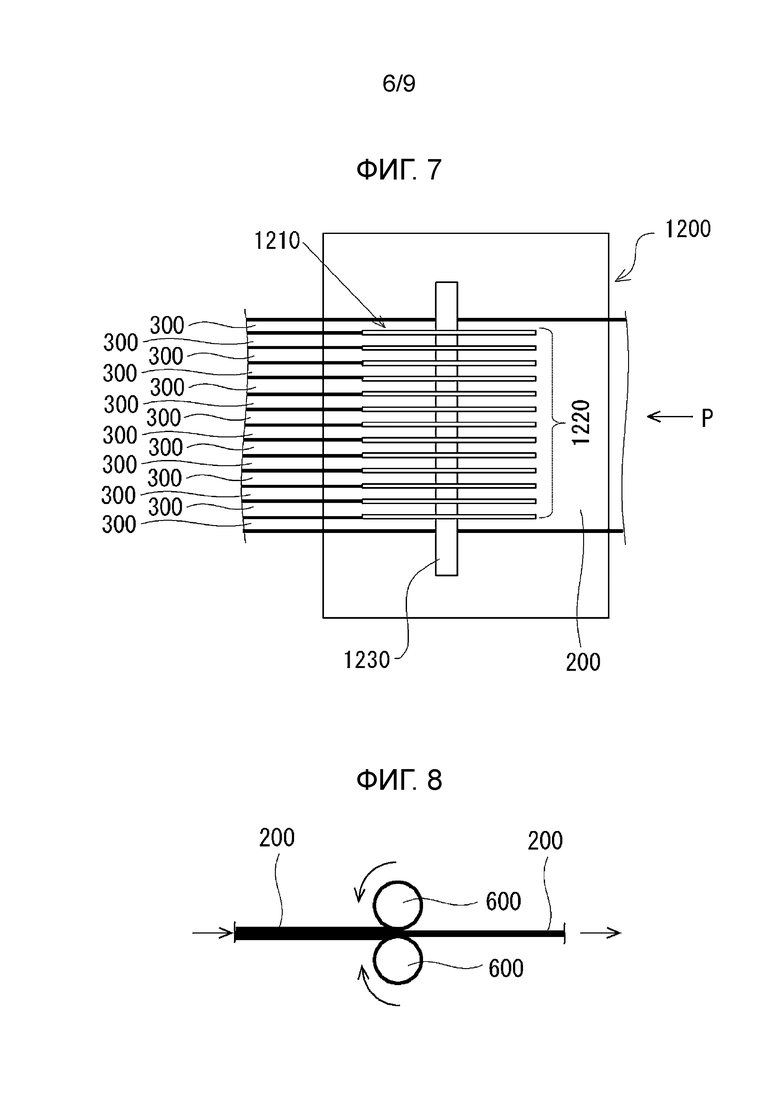
[Фигура 7] Фигура 7 представляет собой изображение, иллюстрирующее подробную структуру продольно-режущего станка в секции для разрезания.
[Фигура 8] Фигура 8 представляет собой изображение, описывающее каландрирование листа табачного сырья.
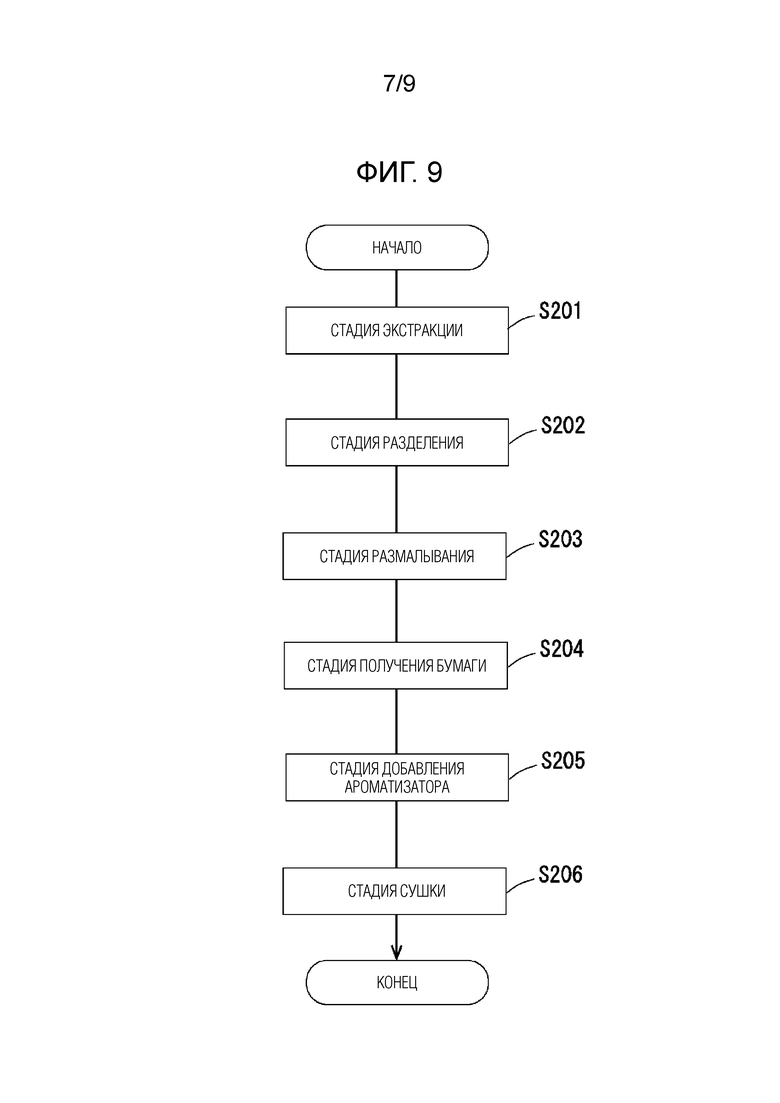
[Фигура 9] Фигура 9 представляет собой диаграмму, описывающую способ получения листа табачного сырья способом получения бумаги.
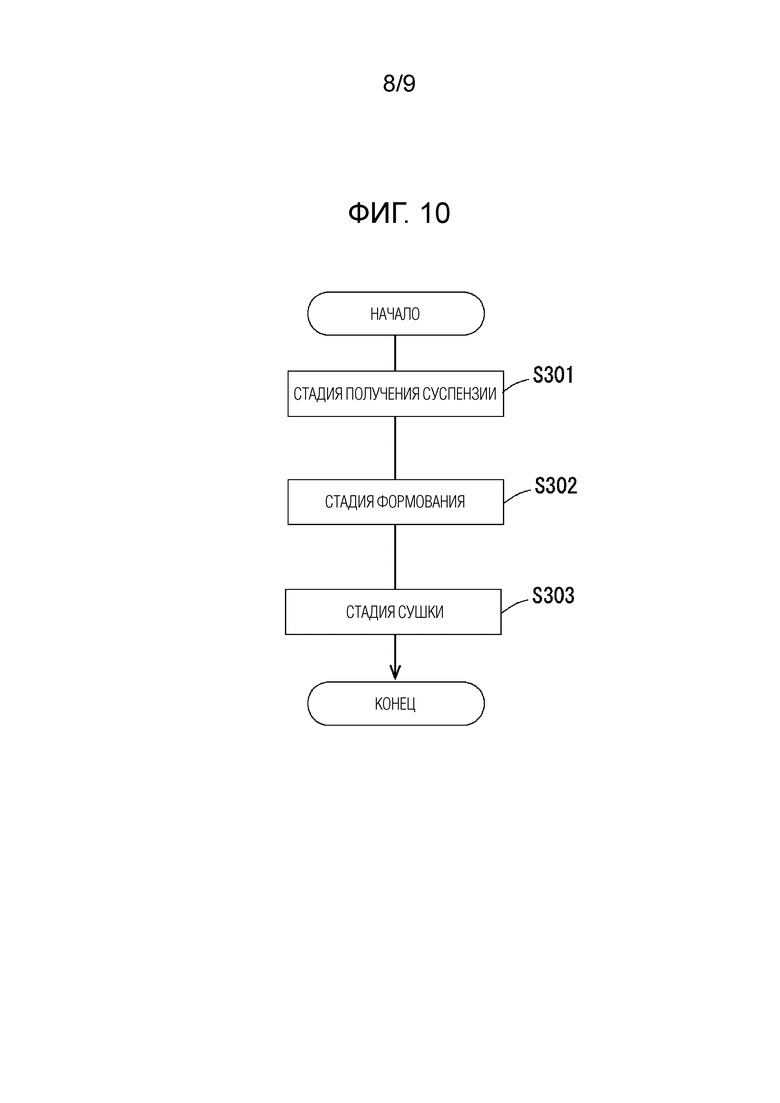
[Фигура 10] Фигура 10 представляет собой диаграмму, описывающую способ получения листа табачного сырья способом отливки.
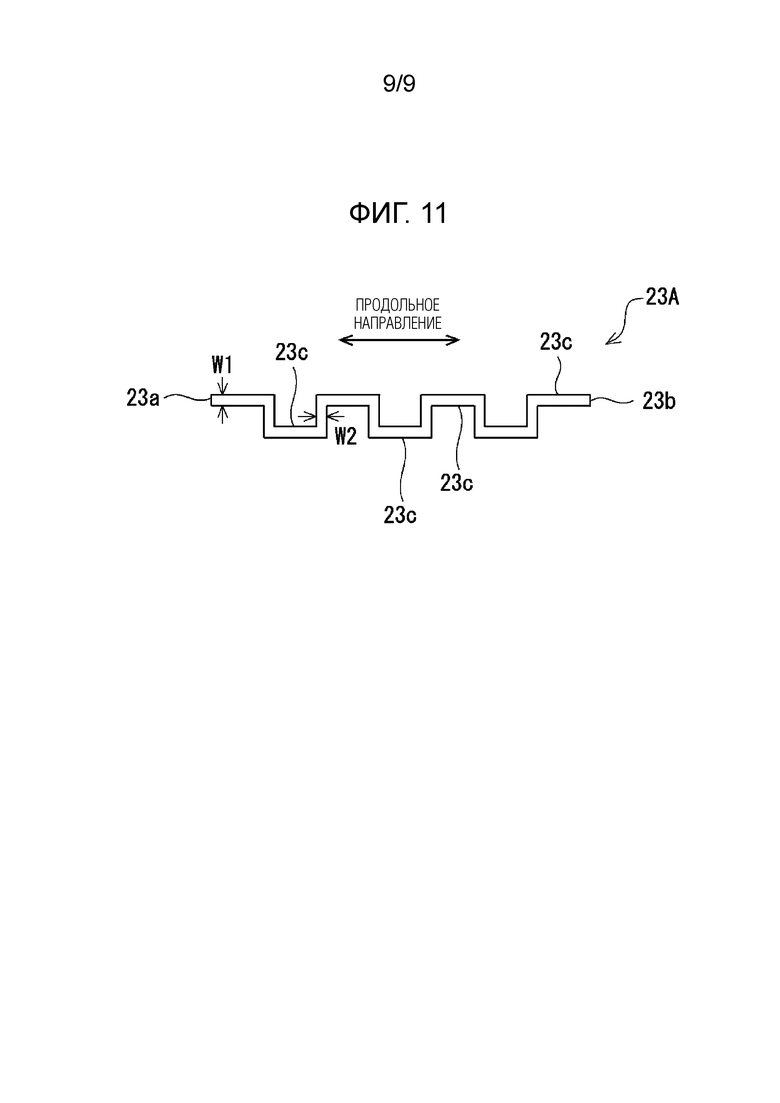
[Фигура 11] Фигура 11 представляет собой изображение, иллюстрирующее табачный жгут согласно модификации.
Описание вариантов осуществления
[0039] Далее, варианты осуществления табака для нагревания и устройства и способа получения табачного стержня для табака для нагревания согласно настоящему изобретению будут описаны на основе чертежей. Размеры, материалы и формы компонентов, описанных в настоящих вариантах осуществления, их относительное расположение и подобные, не предназначены для ограничения ими технического объема настоящего изобретения, если только конкретно не предоставлено конкретное описание.
[0040] <Вариант осуществления 1>
[Табак для нагревания]
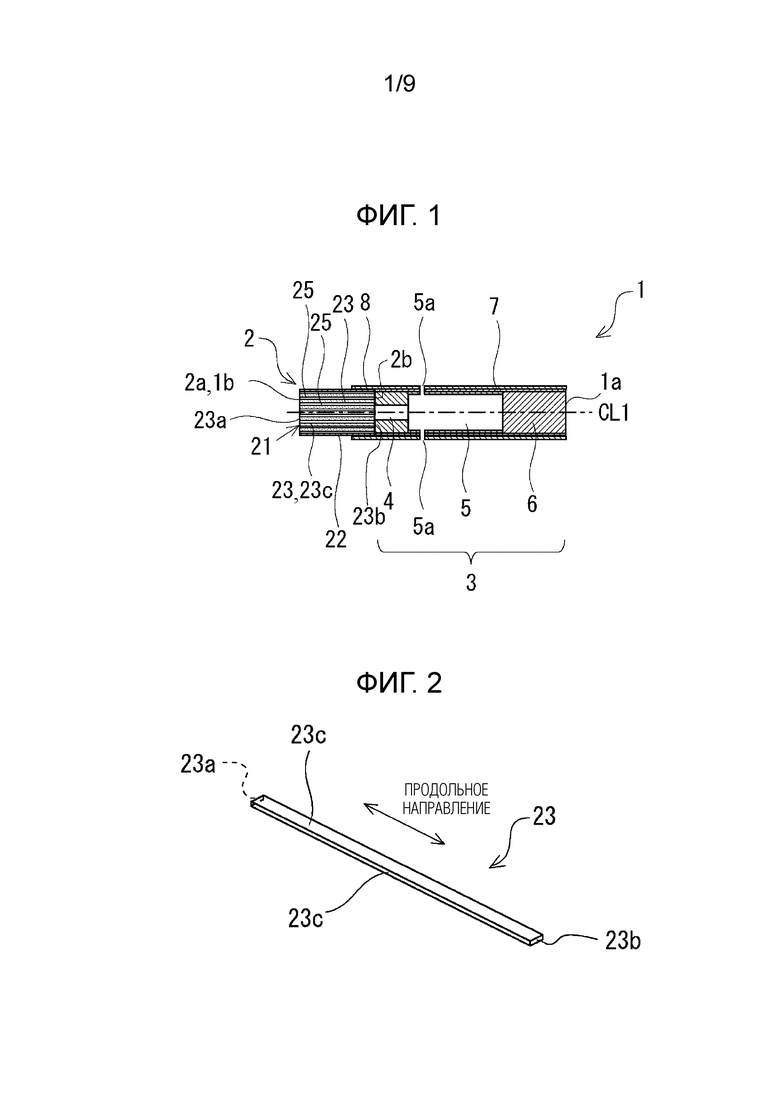
Фигура 1 представляет собой изображение, схематически иллюстрирующее внутреннюю структуру табака для нагревания 1 согласно варианту осуществления 1. Табак для нагревания 1 представляет собой табачное изделие типа, который нагревает табачный наполнитель без сжигания табачного наполнителя и доставляет аэрозоль, генерируемый в табачном наполнителе, потребителю.
[0041] Табак для нагревания 1 содержит табачный стержень 2 и часть мундштука 3, которые расположены коаксиально. Табак для нагревания 1 имеет мундштучный конец 1a, который пользователь вставляет в полость рта во время применения, и дистальный конец 1b на концевой части, противоположной мундштучному концу 1a. Часть мундштука 3 включает поддерживающую часть 4, охлаждающую часть 5 и фильтрующую часть 6, которые расположены коаксиально. Данные члены расположены в данном порядке со стороны дистального конца части мундштука 3. Поддерживающая часть 4, охлаждающая часть 5 и фильтрующая часть 6 части мундштука 3 обернуты целиком оберткой 7. Кроме того, табачный стержень 2 и часть мундштука 3 соединены как единое целое, будучи обернутыми мундштучной бумагой 8. Части поддерживающей части 4, охлаждающей части 5 и фильтрующей части 6, составляющие часть мундштука 3, можно обертывать целиком оберткой. В данном случае, части, которые обернуты целиком оберткой, можно затем обертывать вместе с другими частями одним или более листами мундштучной бумаги. Надпись CL1 на фигуре 1 указывает центральную ось табака для нагревания 1. Табачный стержень 2 и часть мундштука 3 табака для нагревания 1 расположены коаксиально, и центральную ось CL1 можно считать центральной осью табачного стержня 2 и части мундштука 3. Надпись 2a на фигуре 1 указывает на переднюю торцевую поверхность табачного стержня 2. Надпись 2b указывает на заднюю торцевую поверхность табачного стержня 2.
[0042] В процессе применения табака для нагревания 1, воздух всасывается пользователем с дистального конца 1b к мундштучному концу 1a через табак для нагревания 1. Дистальный конец 1b табака для нагревания 1 можно рассматривать как дистальный конец или входной конец табачного стержня 2. Мундштучный конец 1a табака для нагревания 1 можно рассматривать как задний конец или выходной конец части мундштука 3.
[0043] Табачный стержень 2 расположен на дистальном конце 1b табака для нагревания 1. Табачный стержень 2 представляет собой стержневой элемент, обернутый оберточной бумагой 22 так, что покрыта боковая поверхность табачного наполнителя 21, который содержит табачное сырье и источник аэрозоля. В настоящем варианте осуществления, табачный наполнитель 21 содержит множество табачных жгутов 23 в виде жгутов, которые представляют собой табачное сырье, каждый из которых содержит источник аэрозоля. В настоящем описании, "форма жгута" обозначает длинную удлиненную форму, вытянутую в продольном направлении, перпендикулярном направлению поперечного сечения, по сравнению с поперечным сечением, и включает, например, форму ремня, форму полоски, форму струны, форму стержня и подобные. "Форма жгута" не ограничивается формой жгута, проходящей линейно в продольном направлении, и может иметь извилистую форму или волнообразную форму. Источник аэрозоля, содержащийся в каждом табачном жгуте 23 табачного наполнителя 21, представляет собой вещество, которое генерирует аэрозоль при охлаждении летучего вещества, испаряющегося и выделяемого при нагревании нагревателем. Тип источника аэрозоля специально не ограничен, и можно выбрать вещества, извлеченные из различных натуральных продуктов, в зависимости от обстоятельств, в соответствии с предполагаемым применением. Примерами источника аэрозоля являются глицерин, пропиленгликоль, триацетин, 1,3-бутандиол, их смеси и подобные. Табачные жгуты 23 табачного наполнителя 21 могут содержать ароматизатор. Тип ароматизатора специально не ограничен. В настоящем варианте осуществления пример процентного содержания источника аэрозоля в табачном стержне 2 составляет 10 вес.% или больше и 25 вес.% или меньше.
[0044] Фигура 2 представляет собой перспективное изображение, иллюстрирующее пример табачных жгутов 23. В примере, показанном на фигуре 2, табачный жгут 23 имеет форму полоски (например, тонкий прямоугольный параллелепипед). Как показано на фигуре 2, табачный жгут 23 можно рассматривать как имеющий форму ремня. В табачном наполнителе 21 табачного стержня 2 в настоящем варианте осуществления, большое количество (множество) табачных жгутов 23 ориентированы и расположены определенных образом. Табачные жгуты 23 выровнены в продольном направлении (направление центральной оси CL1) табачного стержня 2. В каждом табачном жгуте 23, поперечное сечение, перпендикулярное его продольному направлению, имеет прямоугольную форму.
[0045] Надпись 23a на фигуре 2 показывает переднюю торцевая поверхность табачного жгута 23, и надпись 23b показывает заднюю торцевую поверхность табачного жгута 23. Передняя торцевая поверхность 23a табачного жгута 23 представляет собой торцевую поверхность, которая выходит на дистальный конец 1b табака для нагревания 1. Задняя торцевая поверхность 23b табачного жгута 23 представляет собой торцевую поверхность, напротив передней торцевой поверхности 23a в продольном направлении (направление удлинения) табачного жгута 23. В настоящем варианте осуществления, задняя торцевая поверхность 23b каждого табачного жгута 23 расположена выходящей на переднюю торцевую поверхность поддерживающей части 4, расположенной на переднем конце части мундштука 3. Надпись 23c на фигуре 2 показывает боковую поверхность табачного жгута 23. В табачном жгуте 23, показанном на фигуре 2, каждая из ширины, толщины и подобных являются равными от передней торцевой поверхности 23a к задней торцевой поверхности 23b. Другими словами, табачный жгут 23, показанный на фигуре 2, имеет равномерную площадь поперечного сечения по всей своей длине.
[0046] Как показано на фигуре 1, табачные жгуты 23, выравненные в продольном направлении табачного стержня 2, расположены выходящими друг на друга со соответствующими боковыми поверхностями 23c. В примере, показанном на фигуре 1, табачные жгуты 23 расположены параллельно друг другу в продольном направлении табачного стержня 2. Табачные жгуты 23 расположены от передней торцевой поверхности 2a к задней торцевой поверхности 2b табачного стержня 2. Надпись 25 на фигуре 1 показывает пути тока аэрозоля, которые образованы промежутками между табачными жгутами 23. В настоящем варианте осуществления, табачные жгуты 23 расположены параллельно друг другу в продольном направлении табачного стержня 2, и таким образом, образуются пути тока аэрозоля 25, например, направленные в продольном направлении табачного стержня 2.
[0047] В настоящем изобретении табачные жгуты 23 и табачный стержень 2, содержащий табачные жгуты 23, можно получить, например, разрезанием посредством разрезания продольно-режущим станком или подобным, листа сырья, полученного формованием табачного сырья, содержащего источник аэрозоля, в форме листа. Подробности способа получения табачных жгутов 23 и табачного стержня 2 будут описаны далее. Вышеупомянутый лист табачного сырья может представлять собой так называемый лист восстановленного табака. Лист восстановленного табака может представлять собой, например, лист, полученный добавлением связующего агента, гелеобразующего агента, сшивающего агента, ароматизатора, модификатора вязкости, увлажняющего агента, упрочняющего материала и подобных в качестве добавок к гомогенизированному табаку, перемешиванием гомогенизированного табака, формованием гомогенизированного табака в виде листа подходящим способом, таким как способ получения бумаги (способ получения листа), способ отливки (способ получения суспензии), способ скручивания или способ экструдирования, и сушкой гомогенизированного табака. Гомогенизированный табак представляет собой табачный материал, который получают пульверизацией, измельчением и смешением, например, листового табака, сушеных табачных листьев, кусков табака, взорванного табака, регенерированного табака и подобных.
[0048] Далее будет описана часть мундштука 3. Поддерживающая часть 4 представляет собой сегмент, который расположен на переднем конце части мундштука 3 и расположен на соединительном конце, на котором часть мундштука 3 соединена с табачным стержнем 2. Поддерживающая часть 4 расположена на непосредственно низовой стороне табачного стержня 2 и расположена в состоянии контакта с задним концом табачного стержня 2. Поддерживающая часть 4 может представлять собой, например, полый корпус трубы из ацетата целлюлозы. Другими словами, поддерживающая часть 4 может представлять собой пучок столбчатых волокон из ацетата целлюлозы с центральным отверстием, сформированным в центре поперечного сечения пучка волокон из ацетата целлюлозы, для прохождения через него. В качестве другой формы, поддерживающая часть 4 может представлять собой бумажный фильтр, бумажную трубку или подобные, заполненные целлюлозными волокнами. Бумажная трубка определенной толщины может эффективно функционировать как поддерживающая часть 4. Поддерживающая часть 4 представляет собой сегмент для предотвращения прижатия табачного наполнителя 21 к выходной стороне по направлению к охлаждающей части 5 в табаке для нагревания 1, когда электрический нагреватель нагревательного устройства, для которого применяют табак для нагревания 1, вставляют в табачный стержень 2. Поддерживающая часть 4 также выполняет функцию прокладки для разнесения в пространстве охлаждающей части 5 табака для нагревания 1 и табачного стержня 2.
[0049] Охлаждающая часть 5 расположена на непосредственно низовой стороне поддерживающей части 4 и расположена в контакте с задним концом поддерживающей части 4. При применении табака для нагревания 1, летучее вещество, испускаемое табачным стержнем 2 (табачным наполнителем 21), течет вдоль охлаждающей части 5 в нисходящую сторону. Летучее вещество, которое испустилось табачным стержнем 2 (табачным наполнителем 21), охлаждается в охлаждающей части 5 и посредством этого образует аэрозоль, который должен всасываться потребителем. На изображении, показанном на фигуре 1, охлаждающая часть 5 состоит из полой бумажной трубки с отверстиями 5а для воздуха, через которые может поступать наружный воздух. Охлаждающая часть 5, однако, может не иметь отверстий 5а для воздуха. Кроме того, охлаждающая часть 5 может содержать теплопоглощающий агент, расположенный так, чтобы не препятствовать току летучего вещества и аэрозоля. Охлаждающая часть 5 может быть образована, например, фильтрующим материалом, имеющим большое количество линий потока (сквозных отверстий), образованных в продольном направлении (аксиальном направлении) части мундштука 3.
[0050] Фильтрующую часть 6 представляет собой сегмент, который расположен на заднем конце части мундштука 3, то есть, на стороне мундштучного конца 1a. Фильтрующую часть 6 можно располагать на непосредственно низовой стороне охлаждающей части 5 и располагать в состоянии контакта с задним концом охлаждающей части 5. В форме, показанной на фигуре 1, фильтрующую часть 6 может содержать, например, фильтрующий материал, который образован волокнами из ацетата целлюлозы, формованных в виде столбцов. Кроме того, фильтрующую часть 6 может представлять собой фильтр с центральным отверстием или бумажный фильтр, заполненный целлюлозными волокнами, или может представлять собой бумажную трубку, не содержащую фильтрующей среды. Фильтрующая часть 6 может быть образована любым твердым фильтрующим материалом, включая фильтрующую среду, фильтр с центральным отверстием, бумажный фильтр и бумажную трубку, не содержащую фильтрующей среды, или может быть образована их выборочным комбинированием.
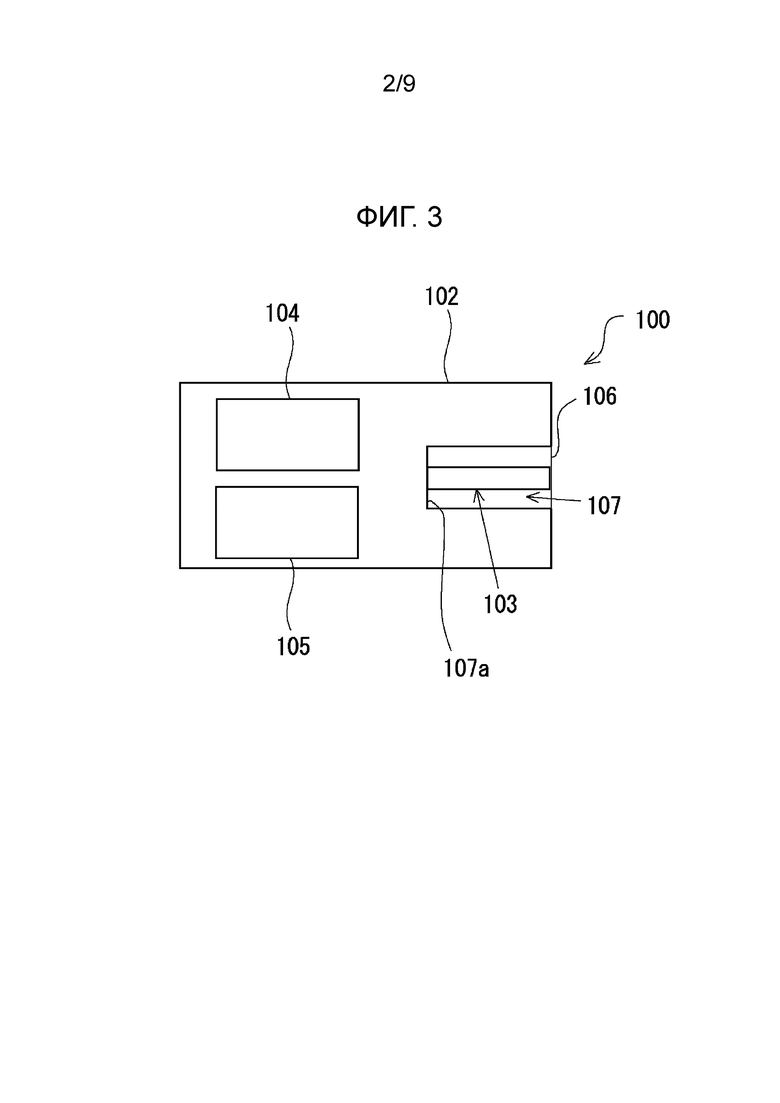
[0051] Фигура 3 представляет собой схематическое изображение конфигурации нагревательного устройства 100, для которого будут применять табак для нагревания 1 согласно варианту осуществления 1. Нагревательное устройство 100 включает корпус 102, который представляет собой корпус для размещения различных типов комплектующих. В корпус 102 помещают электронагреватель 103, контроллер (блок управления) 104, источник питания 105 и подобные. Корпус 102 имеет полость корпуса 107, включающую отверстие 106, в которое должен быть вставлен табачный стержень 2 табака для нагревания 1. Полость корпуса 107 представляет собой столбчатую полостную часть для размещения табачного стержня 2 и соответствует части для расположения стержня, к которой присоединяют табачный стержень 2. Настоящее изобретение может быть представлено как продукт из табака для нагревания, включающий табак для нагревания 1 и нагревательное устройство 100, для которого применяют табак для нагревания 1.
[0052] Как показано на фигуре 3, электрический нагреватель 103 обеспечивают в полости корпуса 107. Электрический нагреватель 103, показанный на фигуре 3, имеет столбчатую форму и выступает вертикально из центральной части нижней части 107a полости корпуса 107 в сторону открытой части 106. Однако форма электрического нагревателя 103 конкретно не ограничена. Например, дистальный конец электрического нагревателя 103 может быть заострен. Например, электрический нагреватель 103 может иметь коническую форму и может постепенно сужаться от его основной концевой части, соединенной с нижней частью 107a полости корпуса 107, в направлении его передней концевой части. Кроме того, электрический нагреватель 103 может иметь форму усеченного конуса (форма усеченного конуса) или может иметь форму лезвия. Кроме того, электрический нагреватель 103 может иметь другие формы. Центральная ось электрического нагревателя 103 в настоящем варианте осуществления может быть коаксиальна центральной оси полости корпуса 107. Тип электрического нагревателя 103 специально не ограничен. Например, можно применять стальной материал, на который можно поместить и расположить нагревательный провод (например, нихром, железо-хром, железо-никель и подобные), или керамический нагреватель, нагреватель в оболочке (Sheathed Heater) и подобные. Следует отметить, что нагреватель в оболочке представляет собой нагреватель, в котором нагревательный провод покрыт вместе с наполнителем металлической трубкой.
[0053] Электрический нагреватель 103 нагревательного устройства 100, сконфигурированный, как описано выше, представляет собой так называемый нагреватель с внутренним нагревом. То есть, при прикреплении табачного стержня 2 к полости корпуса 107 для применения табака для нагревания 1, электрический нагреватель 103 устанавливают или вставляют в табачный наполнитель 21 со стороны передней торцевая поверхность 2a табачного стержня 2 табака для нагревания 1, и табачный наполнитель 21 нагревают изнутри электрическим нагревателем 103, в котором вырабатывается тепло. Контроллер (блок управления) 104 контролирует подачу питания от источника питания 105 на электрический нагреватель 103, и электрический нагреватель 103 генерирует тепло, посредством этого нагревая табачный наполнитель 21 (табачные жгуты 23) табачного стержня 2, прикрепленного к полости корпуса 107. Как результат, источник аэрозоля, содержащийся в табачном наполнителе 21 (табачных жгутах 23) испаряется, посредством этого генерируя аэрозоль, и аэрозоль поступает в ротовую полость пользователя, который втягивает его через часть мундштука 3.
[0054] Исходя из табака для нагревания 1 в настоящем варианте осуществления, табачные жгуты 23 табачного стержня 2 ориентируют и располагают в продольном направлении (направлении центральной оси CL1) табачного стержня 2, и табачные жгуты 23 выровнены в продольном направлении (направлении центральной оси CL1) табачного стержня 2. Более того, в табачном стержне 2 в настоящем варианте осуществления, линии тока аэрозоля 25, которые представляют собой полости между табачными жгутами 23, образуются в продольном направлении табачного стержня 2. Таким образом, аэрозоль, который сгенерирован как результат испарения источника аэрозоля, содержащегося в табачных жгутах 23, при нагревании электрическим нагревателем 103, направляют в часть мундштука 3 по линиям тока аэрозоля 25. Как следствие, аэрозоль, сгенерированный на табачном стержень 2, легко не конденсируется из-за контакта с табачными жгутами 23 и легко не фильтруется табачными жгуты 23. Следовательно, исходя из табака для нагревания 1 в настоящем варианте осуществления, можно увеличить доставляемое количество аэрозоля в ротовую полость потребителя больше, чем раньше.
[0055] Кроме того, исходя из табака для нагревания 1 в настоящем варианте осуществления, из-за того, что табачные жгуты 23 табачного стержня 2 выровнены в продольном направлении (направлении центральной оси CL1) табачного стержня 2, монтаж или установка электрического нагревателя 103 со стороны дистального конца 1b табачного стержня 2 является легкой по сравнению с тем, когда применяют табачное сырье, традиционно ориентированное случайным образом. Как следствие, электрический нагреватель 103 легко устанавливается или вставляется в табачный стержень 2, и можно предоставить табак для нагревания 1, превосходный для применения с точки зрения удобства применения. Как описано выше, табачный стержень 2 табака для нагревания 1 в настоящем варианте осуществления является превосходным с точки зрения доставляемого количества аэрозоля и, кроме того, обеспечивает плавное введение электрического нагревателя 103 по отношению к табачному наполнителю 21.
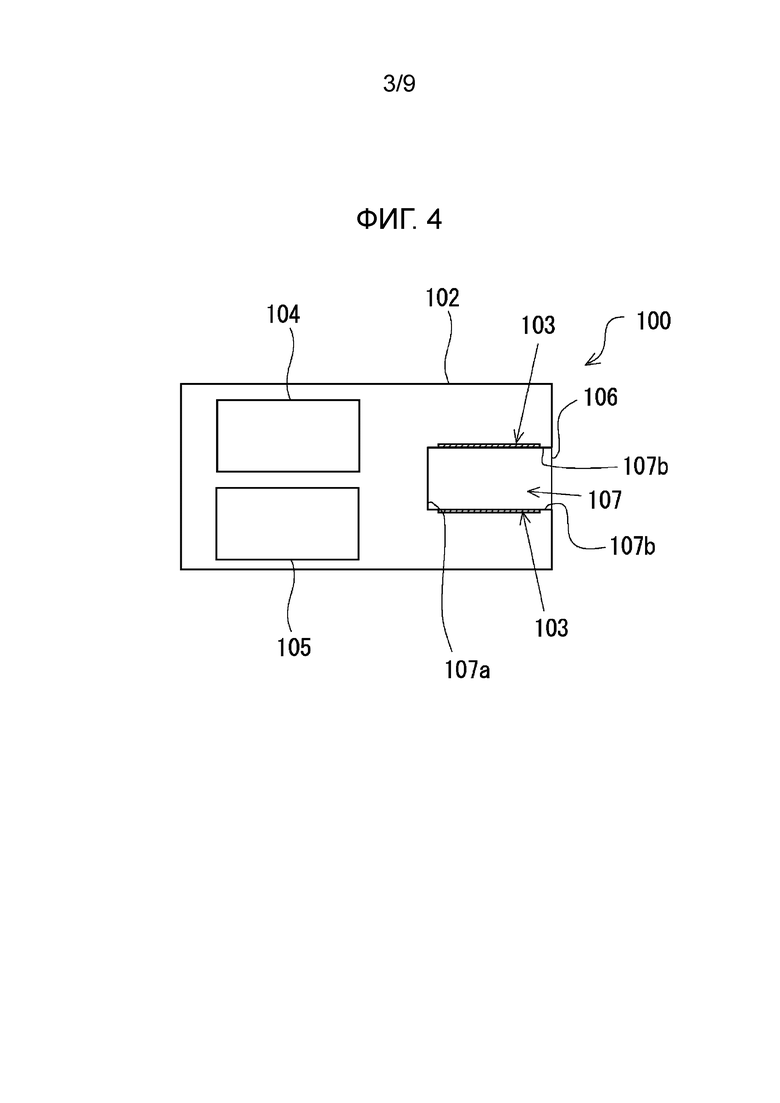
[0056] Нагревательное устройство, которое будут применять для табака для нагревания 1 в настоящем варианте осуществления, может включать нагреватель внешнего типа, такой как тот, что показан на фигуре 4, вместо нагревателя внутреннего типа, такого как тот, что показан на фигуре 3. Нагревательное устройство 100, показанное на фигуре 4, имеет ту же структуру, как нагревательное устройство 100, показанное на фигуре 3, за исключением того, что электрический нагреватель 103 представляет собой нагреватель внешнего типа. Электрический нагреватель 103, показанный на фигуре 4, представляет собой кольцевой нагреватель внешнего типа, расположенный вдоль боковой периферийной стенки 107b полости корпуса 107. Электрический нагреватель 103, показанный на фигуре 4, можно располагать вдоль боковой периферийной стенки 107b полости, например, заподлицо с боковой стенкой полости 107b. Когда табак для нагревания 1 применяют к нагревательному устройству 100, содержащему электрический нагреватель внешнего типа 103, такой как изображенный на фигуре 4, табачный наполнитель 21 нагревается электрическим нагревателем 103 во время применения табака для нагревания 1 с внешней стороны табачного стержня 2, прикрепленного к полости корпуса 107.
[0057] В настоящем изобретении будет описан предпочтительный диапазон доли заполненного объема табачных жгутов 23, занимающих табачный стержень 2. Доля заполненного объема табачных жгутов 23, описанных в настоящем изобретении, представляет собой долю суммарного объема всех табачных жгутов 23, включенных в табачный стержень 2, относительно объема табачного стержня 2. Когда доля заполненного объема табачных жгутов 23 является чрезмерно большой, существует опасность чрезмерного увеличения сопротивления табачного стержня 2 (табачного наполнителя 21) потоку воздуха. Как результат, существует опасность того, что аэрозоль, генерируемый на табачном стержне 2 во время применения, будет фильтроваться (улавливаться) табачными жгутами 23 табачного стержня 2 перед введением в часть мундштука 3, что приводит к уменьшению доставляемого количества аэрозоля. Между тем, когда доля заполненного объема табачных жгутов 23 является чрезмерно маленькой, существует опасность, что эффективность теплопередачи к табачным жгутам 23 снижается во время нагрева электрическим нагревателем 103, что приводит к уменьшению доставляемого количества аэрозоля. Например, когда применяют электрический нагреватель внешнего типа 103, представленный на фигуре 3, существует вероятность того, что контакт между электрическим нагревателем 103 и табачными жгутами 23 станет недостаточным в состоянии, в котором электрический нагреватель 103 вставлен в табачный стержень 2, приводя в результате к недостаточному нагреву табачных жгутов 23.
[0058] С учетом вышеупомянутых обстоятельств, как результат обширных исследований, авторы настоящего изобретения приобрели знания о том, что доля заполненного объема табачных жгутов 23, занимающих табачный стержень 2, предпочтительно составляет 50 об% или больше и 80 об% или меньше. Как следствие, можно подавить уменьшение эффективности теплопередачи от электрического нагревателя 103 к табачным жгутам 23, в то же время подавив чрезмерное увеличение сопротивления воздушному потоку табачного стержня 2 (табачного наполнителя 21). Как результат, можно не допустить снижения подаваемого количества аэрозоля в процессе применения. Кроме того, когда доля заполненного объема табачных жгутов 23 составляет меньше чем 50 об%, существует вероятность снижения производственной пригодности табачного стержня 2, в добавление к снижению эффективности теплопередачи от электрического нагревателя 103 к табачным жгутам 23. Кроме того, когда доля заполненного объема табачных жгутов 23 превышает 80 об%, существует вероятность того, что аэрозоль будет уловлен (захвачен) на полпути, в добавление к тому, что введение электрического нагревателя 103 в табачный стержень 2 становится затруднительным, и сопротивление воздушному потоку легко увеличивается, что приводит к снижению эффективности доставки аэрозоля. По указанным выше причинам доля заполненного объема табачных жгутов 23, занимающих табачный стержень 2, предпочтительно находится в диапазоне от 50 об% или больше до 80 об% или меньше.
[0059] Предпочтительный диапазон доли заполненного объема табачных жгутов 23, занимающих табачный стержень 2, различается в зависимости от разницы (нагреватель внутреннего типа или нагреватель внешнего типа) в типе нагрева электрического нагревателя 103 нагревательного устройства 100, к которому применяют табак для нагревания 1. Когда электрический нагреватель 103 является нагревателем внутреннего типа, предпочтительный диапазон доли заполненного объема табачных жгутов 23 различается также в зависимости от того, находится ли электрический нагреватель 103 вставленным в табачный стержень 2 (состояние, в котором табачный стержень 2 соединен с нагревательным устройством 100). Например, когда электрический нагреватель 103 нагревательного устройства 100, к которому применяют табак для нагревания 1, представляет собой нагреватель внешнего типа, доля заполненного объема табачных жгутов 23, занимающих табачный стержень 2, составляет предпочтительно 60 об% или больше и 80 об% или меньше.
[0060] Когда электрический нагреватель 103 нагревательного устройства 100, к которому применяют табак для нагревания 1, представляет собой нагреватель внутреннего типа, доля заполненного объема табачных жгутов 23, занимающих табачный стержень 2, предпочтительно составляет 50 об% или больше и 75 об% или меньше и более предпочтительно 60 об%. Относительно описанной выше доли заполненного объема, описан предпочтительный диапазон доли заполненного объема табачных жгутов 23 перед тем, как табачный стержень 2 соединяют с полостью корпуса 107 нагревательного устройства 100. Когда электрический нагреватель 103 представляет собой нагреватель внутреннего типа, табачные жгуты 23 в табачном стержне 2 прижимают для протягивания к внешней периферийной стороне табачного стержня 2 электрическим нагревателем 103 как результат вставки электрического нагревателя 103 в табачный стержень 2. С учетом этого предпочтительный диапазон (50 об% или больше и 75 об% или меньше) доли заполненного объема табачных жгутов 23, когда нагреватель 103 нагревательного устройства 100, к которому применяют табак для нагревания 1, представляет собой нагреватель внутреннего типа, является меньшим, чем предпочтительный диапазон (60 об% или больше и 80 об% или меньше) доли заполненного объема табачных жгутов 23, когда электрический нагреватель 103 представляет собой нагреватель внешнего типа.
[0061] Когда электрический нагреватель 103 нагревательного устройства 100, к которому применяют табак для нагревания 1, представляет собой нагреватель внутреннего типа, доля заполненного объема табачных жгутов 23 в состоянии, в котором табачный стержень 2 соединен с полостью корпуса 107, то есть, в состоянии, в котором нагреватель внутреннего типа вставлен в табачный стержень 2, предпочтительно составляет 60 об% или больше и 80 об% или меньше. В настоящем изобретении, доля заполненного объема табачных жгутов 23 в состоянии, в котором табачный стержень 2 соединен с полостью корпуса 107, представляет собой долю суммарного объема табачных жгутов 23 к объему, который рассчитывают вычитанием объема электрического нагревателя 103, занимающего табачный стержень 2, из емкости табачного стержня 2.
[0062] Для сравнения, при условии, что объемы табачных жгутов 23, включенных в табачный стержень 2, в настоящем варианте осуществления, равны друг другу, по мере увеличения площади поверхности табачных жгутов 23 доставляемое количество аэрозоля увеличивается. Когда ширина каждого из табачных жгутов 23 является большой, есть вероятность того, что доля заполненного объема табачных жгутов 23 легко становится неравномерной в поперечном сечении табачного стержня 2, когда электрический нагреватель внутреннего типа 103 вставляют в табачный стержень 2, что легко вызывает изменения в характеристиках доставки аэрозоля. Соответственно, с точки зрения повышения доставляемого количества аэрозоля и получения равномерных характеристик доставки аэрозоля, желательно размещать большее количество табачных жгутов 23, каждый с небольшой площадью поперечного сечения, в табачном стержне 2.
Однако, когда площадь поперечного сечения каждого табачного жгута 23 является слишком маленькой, прочность на разрыв табачных жгутов 23 становится слишком маленькой, и есть опасения по поводу снижения производственной пригодности табачного стержня 2. Таким образом, с точки зрения обеспечения всех улучшений в количестве подаваемого аэрозоля, равномерной доставке аэрозоля и улучшения производственной пригодности табачного стержня 2 сбалансированным образом, ширина поперечного сечения каждого табачного жгута 23 предпочтительно составляет 0,4 мм или больше и 3 мм или меньше, и толщина поперечного сечения каждого табачного жгута 23 предпочтительно составляет 0,02 мм или больше и 1,3 мм или меньше. Следует отметить, что пример длина каждого табачного жгута 23 в продольном направлении составляет 10 мм или больше и 50 мм или меньше. Как описано выше, каждый из табачных жгутов 23 в настоящем варианте осуществления имеет однородную площадь поперечного сечения по всей его длине, и таким образом, когда табачные жгуты 23 нагревают электрическим нагревателем 103, изменения в генерируемом количестве аэрозоля в продольном направлении табачных жгутов 23 возникают нелегко.
[0063] В настоящем варианте осуществления размеры каждого табачного стержня 2 конкретно не ограничены. Примером длины табачного стержня 2 в продольном направлении является 10 мм или больше и 50 мм или меньше, и примером диаметра поперечного сечения, перпендикулярного продольному направлению табачного стержня 2, является 5,0 или больше и 8,0 мм или меньше. Примером максимального диаметра электрического нагревателя 103 в нагревательном устройстве 100, к которому применяют табак для нагревания 1, является 2,5 мм или больше и 3,2 мм или меньше. Кроме того, примером отношения максимального диаметра электрического нагревателя 103 к диаметру поперечного сечения табачного стержня 2 является 0,3 или больше и 0,6 или меньше. Кроме того, примером длины в продольном направлении каждого табачного жгута 23, расположенного в табачном стержне 2, является размер, по существу равный длине в продольном направлении табачного стержня 2.
[0064] <Устройство и способ получения табачного стержня>
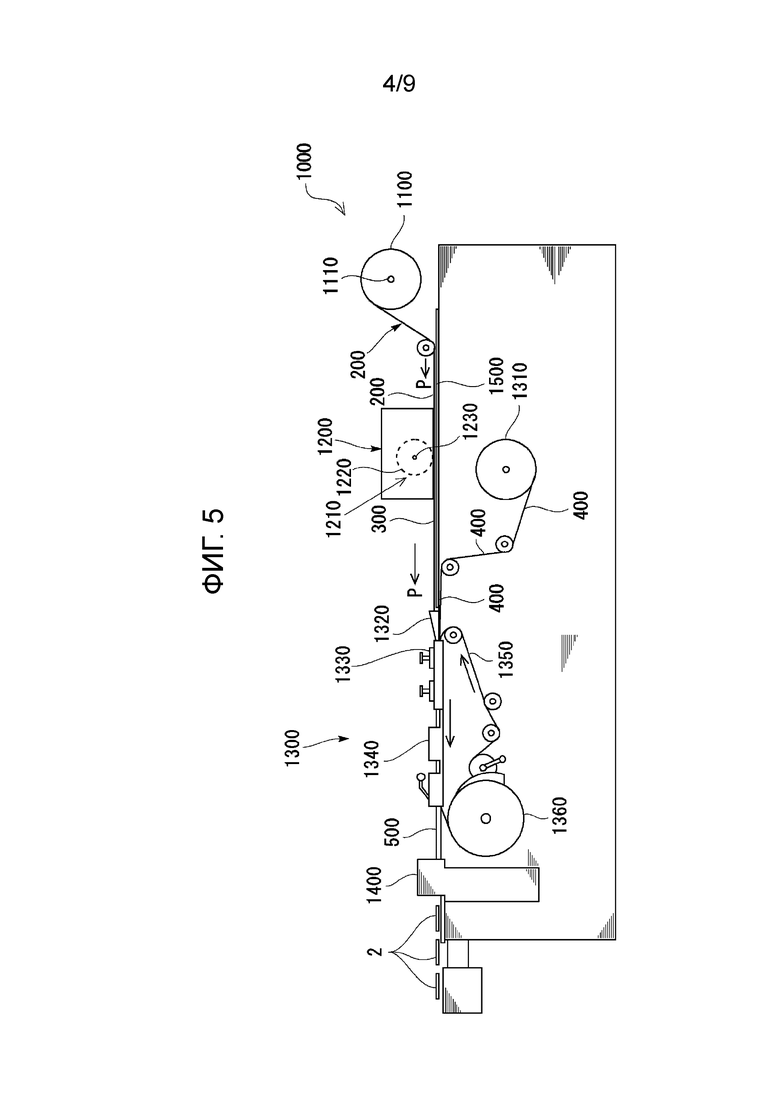
Далее будут описаны устройство и способ получения табачного стержня 2 табак для нагревания 1. Фигура 5 представляет собой изображение, иллюстрирующее устройство (называемое в настоящем изобретении "устройство для получения стержня") 1000 для получения табачного стержня 2 в варианте осуществления 1. Фигура 6 представляет собой диаграмму, показывающую способ получения табачного стержня 2 табака для нагревания 1.
[0065] Устройство для получения стержня 1000 включает первую бобину 1100, на которую наматывают лист табачного сырья 200 в виде рулона, секцию для разрезания 1200, секцию формования 1300, секцию для нарезания 1400, и подобные. Лист табачного сырья 200, намотанный на первую бобину 1100, представляет собой листовой материал, который получают формованием листа табачного сырья, содержащего источник аэрозоля, в виде листа. Табачное сырье представляет собой, например, кусочки табака, гранулы табака, восстановленный табачный материал и подобные. В настоящем варианте осуществления будет описан пример, в котором лист, который получают формованием восстановленного табака в виде листа, применяют в качестве листа табачного сырья 200. Лист табачного сырья 200 нарезают в секции для разрезания 1200, нарезают в секции для нарезания 1400, и посредством этого получают табачные жгуты 23 табачного стержня 2, описанные выше.
[0066] В устройстве для получения стержня 1000, первая бобина 1100 удерживается в состоянии вращения держателем для бобины 1110. Лист табачного сырья 200, намотанный на первую бобину 1100, последовательно подается подающим роликом, расположенном в подходящем месте, и доставляется вдоль пути транспортировки P. Как показано на фигуре 5, секция для разрезания 1200 в устройстве для получения стержня 1000 расположена в промежуточной части пути транспортировки P. В настоящем описании, лицевую сторону и заднюю сторону в направлении потока пути транспортировки P определяют как "нижнюю по ходу транспортировки" и "верхнюю по ходу транспортировки", соответственно. В примере расположения, показанном на фигуре 5, секция формования 1300 расположена на стороне вниз по ходу транспортировки (поздняя стадия) секции для разрезания 1200, и секция для нарезания 1400 расположена на стороне еще более вниз по ходу транспортировки (поздняя стадия) секции формования 1300. Следует отметить, что, относительно листа табачного сырья в форме листа 200, направление вдоль пути транспортировки P называют "направление по длине листа (продольное направление)", и направление, ортогональное пути транспортировки P, называют "направление по ширине листа". Кроме того, относительно устройства для получения стержня 1000, направление, ортогональное пути транспортировки P, называют "направление по ширине устройства". Надпись 1500 на фигуре 5 указывает на транспортировочный лоток, проходящий вдоль пути транспортировки P. Лист табачного сырье в форме листа 200 вводят в секцию для разрезания 1200 при перемещении вдоль пути транспортировки P на транспортировочном лотке 1500.
[0067] Секция для разрезания 1200 представляет собой элемент, который разрезает лист табачного сырья 200 последовательно вдоль пути транспортировки на множество непрерывных элементов табачных жгутов 300. Фигура 7 представляет собой изображение, иллюстрирующее подробную структуру продольно-режущего станка 1210 в секции для разрезания 1200 и показывает состояние, в котором продольно-режущий станок 1210 показан сверху. Продольно-режущий станок 1210 содержит множество цилиндрических дисковых фрез 1220. Множество цилиндрических дисковых фрез 1220 соединены друг другу в соответствующих центрах вращающимся валом 1230. Вращающийся вал 1230 поддерживается в состоянии вращения у основания устройства для получения стержня 1000 так, что дисковые фрезы 1220 можно вращать как единое целое вокруг вращающегося вала 1230. Вращающийся вал 1230 продольно-режущего станка 1210 расположен горизонтально в направлении, ортогональном пути транспортировки P в устройстве для получения стержня 1000, то есть, в направлении по ширине устройства. Кроме того, как показано на фигуре 7, дисковые фрезы 1220 продольно-режущего станка 1210 расположены в направлении, ортогональном вращающемуся валу 1230, чтобы быть параллельными пути транспортировки P. Дисковые фрезы 1220 продольно-режущего станка 1210 расположены через регулярные интервалы в направлении (направлении по ширине устройства), ортогональном пути транспортировки P.
[0068] В способе получения табачного стержня 2 в настоящем варианте осуществления, тогда как лист табачного сырья 200, полученный формованием табачного сырья, содержащего источник аэрозоля, в виде листа, транспортируют вдоль пути транспортировки P с первой бобины 1100, лист табачного сырья 200 нарезают на стадии разрезания (S101 на фигуре 6) последовательно вдоль пути транспортировки P на множество непрерывных элементов табачных жгутов 300. То есть, как результат пропускания листа табачного сырья 200 через секцию для разрезания 1200 (дисковые фрезы 1220, расположенные параллельно пути транспортировки P) вдоль пути транспортировки P, лист табачного сырья 200 последовательно разрезают на множество непрерывных элементов табачных жгутов 300 дисковыми фрезами 1220.
[0069] В продольно-режущем станке 1210 секции для разрезания 1200, большое количество дисковых фрез 1220 расположены через регулярные интервалы в направлении, ортогональном пути транспортировки P. Таким образом, в секции для разрезания 1200, лист табачного сырья 200 нарезают на множество непрерывных элементов табачных жгутов 300, причем каждый имеет фиксированную ширину. Каждый непрерывный элемент в виде табачного жгута 300 представляет собой длинный материл из табака, расположенный вдоль пути транспортировки P. Продольно-режущий станок 1210 может быть способен просто нарезать лист табачного сырья 200 последовательно вдоль пути транспортировки P на множество непрерывных элементов табачных жгутов 300 и может разрезать лист табачного сырья 200 элементом, который отличается от дисковых фрез 1220. Например, продольно-режущий станок 1210 может содержать роликовый нож, содержащий гребенчатые лезвия, расположенные в направлении по ширине устройства через регулярные интервалы.
[0070] Множество непрерывных элементов табачных жгутов 300, нарезанные из листа табачного сырья 200 в секции для разрезания 1200, транспортируют в выравненном состоянии в направлении ширины транспортировочного лотка 1500 вдоль пути транспортировки P в секцию формования 1300 на более поздней стадии.
[0071] Секция формования 1300 содержит вторую бобину 1310, вокруг которой наматывают длинное оберточное бумажное полотно 400 в виде рулона. Рулон оберточной бумаги 400 представляет собой длинный рулонный материал, который является оберточной бумагой 22 для табачного стержня 2. Секция формования 1300 дополнительно содержит часть для сведения 1320, упаковочный механизм 1330, устройство для нанесения клеевого состава 1340 и подобные. Часть для сведения 1320 расположена вблизи входа в секцию формования 1300 и собирает и формирует множество непрерывных элементов табачных жгутов 300, направляемых со стороны входа в цилиндрическую форму (то есть форму стержня). Часть для сведения 1320 может быть, например, в форме, в которой язычок и рупор объединены вместе, форме конвергентной воронки, форме транспортной струи и подобных.
[0072] Упаковочный механизм 1330 в секции формования 1300 обеспечивают на поздней стадии части для сведения 1320. Упаковочный механизм 1330 включает бесконечный форматный ремень 1350. Форматный ремень 1350 состоит из тканого материала, тканого полотна и подобных, и приводится в движение приводным барабаном 1360 с фиксированной скоростью в направлении стрелки на фигуре 5. Длинный рулон оберточной бумаги 400, который был транспортирован со второй бобины 1310, подается последовательно на форматный ремень 1350 в секции формования 1300.
[0073] Множество непрерывных элементов табачных жгутов 300, которые формованы в виде жгутов в части для сведения 1320 в секции формования 1300, наносят на длинный рулон оберточной бумаги 400 на форматный ремень 1350. В способе, в котором множество непрерывных элементов табачных жгутов 300, которые таким образом нанесли на длинный рулон оберточной бумаги 400 на форматном ремне 1350, транспортируют вдоль пути транспортировки P форматным ремнем 1350, рулон оберточной бумаги 400 обертывает по внешней периферии множество непрерывных элементов табачных жгутов 300, выровненных в виде жгута, и множество непрерывных элементов табачных жгутов 300 обертывают рулоном оберточной бумаги 400. Затем, в устройстве для нанесения клеевого состава 1340, адгезив (например, термоклей, CMC (карбоксиметилцеллюлозу), PVA (поливиниловый спирт), EVA (сополимерную смолу из этилена-винилацетата), и подобные) наносят на стыковочный участок, образованный обоими краевыми участками рулона оберточной бумаги 400, перекрывающимися друг с другом. Как следствие, получают длинный непрерывный табачный стержень 500 в виде стержня (стадия формования; S102 на фигуре 6).
[0074] Способ получения табачного стержня 2 в настоящем варианте осуществления может дополнительно включать стадию добавления, на которой, по меньшей мере, один из ароматизатора и источника аэрозоля добавляют ко множеству непрерывных элементов табачных жгутов 300, полученных на стадии разрезания (секция для разрезания 1200). Например, на вышеупомянутой стадии добавления, по меньшей мере, один из ароматизатора и источника аэрозоля можно добавлять ко множеству непрерывных элементов табачных жгутов 300 в способе, в котором множество непрерывных элементов табачных жгутов 300 оборачивают оберточной бумагой (рулоном оберточной бумаги 400) на стадии формования (секцию формования 1300). Способ добавления ароматизатора и источника аэрозоля к множеству непрерывных элементов табачных жгутов 300 конкретно не ограничен. Ароматизатор и источник аэрозоля можно подавать через сопло для добавления для добавления к непрерывным элементам табачных жгутов 300. Конечно, сопло для добавления ароматизатора и сопло для добавления источника аэрозоля можно обеспечивать отдельно. Ароматизатор, например, представляет собой ментол или подобный; однако, можно применять другие ароматизаторы. Когда, как описано выше, ароматизатор и источник аэрозоля будут добавлять к непрерывным элементам табачных жгутов 300 в способе, в котором множество непрерывных элементов табачных жгутов 300 таким образом обертывают в оберточную бумагу (рулоном оберточной бумаги 400) на стадии формования (секция формования 1300), сопло для добавления можно просто устанавливать в подходящим положении в секции формования 1300. Сопло для добавления, которое добавляет ароматизатор и источник аэрозоля к непрерывным элементам табачных жгутов 300, можно обеспечивать в части между секцией для разрезания 1200 и секцией формования 1300 на пути транспортировки P.
[0075] Непрерывный табачный стержень 500, полученный в секции формования 1300 (стадия формования), направляют в секцию для нарезания 1400, расположенную на поздней стадии секции формования 1300. Секция для нарезания 1400 включает средства для разрезания, такие как дисковый нож, нож или подобный. Длинный непрерывный табачный стержень 500 нарезают при фиксированной длине в секции для нарезания 1400. То есть, на стадии нарезания (S103 на фигуре 6), непрерывный табачный стержень 500, полученный на стадии формования (S102 на фигуре 6), последовательно разрезают на отдельные табачные стержни, и посредством этого получают табачные стержни для табака для нагревания 1. Как ясно из описания выше, множество непрерывных элементов табачных жгутов 300, нарезанных из листа табачного сырья 200 в секции для разрезания 1200Ю соединяют друг другу в направлении транспортировки пути транспортировки P до того, как непрерывные элементы табачных жгутов 300 разрезают в аксиальном направлении в секции для нарезания 1400.
[0076] Как описано выше, согласно способу получения табачного стержня 2 в настоящем варианте осуществления и устройству для получения стержня 1000, можно подходящим образом получить табачный стержень 2 для табака для нагревания 1. В частности, способ получения табачного стержня 2 в настоящем варианте осуществления и устройство для получения стержня 1000 характеризуются тем, что после того, как лист табачного сырья 200 последовательно разрезают в секции для разрезания 1200 на множество непрерывных элементов табачных жгутов 300 и перед тем, как непрерывные элементы табачных жгутов 300 нарезают до меньшей длины в секции для нарезания 1400, непрерывные элементы табачных жгутов 300 в состоянии выравнивания вдоль пути транспортировки P обертывают оберточной бумагой (рулоном оберточной бумаги 400) в секции формования 1300 и формуют до длинных непрерывных табачных стержней 500. Как следствие, можно выровнять и расположить множество табачных жгутов 23 так, что множество табачных жгутов 23 будут располагаться в аксиальном направлении табачного стержня 2. То есть, можно легко получить табачный стержень 2, в котором множество табачных жгутов 23 расположены параллельно друг другу в продольном направлении табачного стержня 2.
[0077] Регулируя толщину листа табачного сырья 200, намотанного на первую бобину 1100 в устройстве для получения стержня 1000, можно получить табачные жгуты 23, причем каждый из них будет иметь требуемую толщину. Кроме того, регулируя интервалы между дисковыми фрезами 1220 продольно-режущего станка 1210, расположенного в секции для разрезания 1200, можно получить табачные жгуты 23, причем каждый из них будет иметь требуемую ширину. Кроме того, в настоящем варианте осуществления, при нарезании листа табачного сырья 200 в секции для разрезания 1200 (стадию разрезания), лист табачного сырья 200 нарезают на множество непрерывных элементов табачных жгутов 300, причем каждый имеет фиксированную ширину. Следовательно, площади поперечного сечения (размеры по ширине) табачных жгутов 23, расположенных в табачном стержне 2, могут быть равномерными. Как следствие, легко подавить образование части, в которой характеристики доставки аэрозоля неоднородны в поперечном сечении табачного стержня 2 во время применения табака для нагревания 1, и можно стабильно подавать аэрозоль пользователю.
[0078] Способ получения табачного стержня 2 в настоящем варианте осуществления может включать стадию каландрирования, в которой каландрирование выполняется заранее для листа табачного сырья 200, который будут применять для получения табачного стержня 2, посредством этого повышая плотность листа табачного сырья 200, и стадию намотки, в которой лист табачного сырья 200 после проведения каландрирования, наматывают на первую бобину 1100.
[0079] Фигура 8 представляет собой изображение, описывающее каландрирование листа табачного сырья 200. Каландрирование проводят, например, пропусканием листа табачного сырья 200 последовательно через пару компрессионных роликов 600 и 600, так как показано на фигуре 7, посредством этого прессуя лист табачного сырья 200. Как результат проведения каландрирования листа табачного сырья 200, лист табачного сырья 200 становится плотно твердым, и можно увеличить его плотность. Как результат, можно увеличить вес табачных жгутов 23 при подавлении избыточного увеличения доли заполненного объема табачных жгутов 23, включенных в табачный стержень 2 после получения, и при подавлении избыточного увеличения сопротивления воздушному потоку табачного стержня 2. Как результат, можно дополнительно увеличить количество доставляемого аэрозоля в табачном стержне 2.
[0080] Лист табачного сырья 200 после проведения каландрирования, как описано выше, наматывают на первую бобину 1100 на стадии намотки. Лист табачного сырья 200, намотанный на первую бобину 1100, применяют для получения табачного стержня 2 транспортировкой последовательно вдоль пути транспортировки P, как описано на фигуре 5 и фигуре 6.
[0081] Как описано выше, подходящий способ, такой как способ получения бумаги (способ получения листа), способ отливки (способ в суспензии), способ прокатки, способ экструдирования или подобные, можно применять как способ получения листа табачного сырья 200.
[0082] Фигура 8 представляет собой диаграмму, описывающую способ получения листа табачного сырья 200 способом получения бумаги (способ получения листа). Как показано на фигуре 8, сначала, на стадии S201, табачное сырье, содержащее стебли табака, листы табака, куски табака, мелкодисперсный порошок табака и подобные, экстрагируют водой (стадия экстракции). На стадии экстракции в отношении табачного сырья, например, добавляют воду в количестве, в десять раз превышающем количество табачного сырье, и нагревают при перемешивании при заданной температуре в течение заданного периода времени, чтобы посредством этого получить смесь. На стадии S202 смесь, полученную на этапе экстракции, прессуют, применяя, например, обезвоживающую машину с шнековым прессом или подобную, и разделяют на водную жидкость после экстракции табака (жидкость) и нерастворимый табачный остаток (твердый) (стадия разделения). Затем, на стадии S203, после добавления воды и пульпы (целлюлозные волокна) к нерастворимому табачному остатку, полученному на стадии разделения, нерастворимый табачный остаток размалывают, например, рафинером, чтобы отрегулировать длину волокна, волокна распушают, и нерастворимый табачный остаток посредством этого превращают в волокна (стадия размалывания).
[0083] Затем, на стадии S204, нерастворимый табачный остаток и массу, превращенную в волокна на стадии размалывания, превращают в бумагу в форме листа бумагоделательной машиной и сушат, посредством этого получая лист основы (стадия получения бумаги). Затем, на стадии S205, к листу основы добавляют концентрированную жидкость водной жидкости после экстракции табака, полученную на вышеупомянутой стадии разделения, и дополнительную жидкость, содержащую источник аэрозоля, такой как глицерин, пропиленгликоль и подобный (стадия добавления ароматизатора). На стадии добавления ароматизатора концентрированную жидкость водной жидкости после экстракции табака, добавляемую к листу основы, получают, например, концентрированием водной жидкости после экстракции табака испарителем. Затем, на стадии S206, ароматизированный лист основы, полученный на стадии добавления ароматизатора, сушат (стадия сушки).
[0084] Посредством вышеуказанного способа получения, лист табачного сырья 200 можно получить способом получения бумаги (способом получения листа). Следует отметить, что вышеупомянутый способ получения является, однако, примерным, и можно проводить добавление, пропуск, замену стадий, по мере необходимости. Например, содержание источника аэрозоля составляет 15,0 вес.%, содержание табачного сырья составляет 79,05 вес.%, содержание пульпы составляет 5,95 вес.% в листе табачного сырья 200, полученным способом получения бумаги (способом получения листа). Излишне говорить, что пример представляет собой неограничивающий пример. В листе табачного сырья 200, полученном способом получения бумаги (способом получения листа), содержание источника аэрозоля предпочтительно составляет 10 вес.% или больше и 25 вес.% или меньше.
[0085] Фигура 9 представляет собой диаграмму, описывающую способ получения листа табачного сырья 200 способом отливки (суспензионный способ). Как показано на фигуре 9, сначала, на стадии S301, табачное сырье, содержащее стебли табака, листы табака, куски табака, мелкодисперсный табачный порошок и подобные, измельчают в порошок, и затем, например, в резервуаре для перемешивания смешивают с небольшим количеством каждого из связующего (связующего агента) и упрочняющего агента (разрыхленное полотно волокнистой массы и подобные) и заранее определенным количеством каждого из источника аэрозоля (глицерина, пропиленгликоля и подобных) и воды, посредством этого получая суспензию (суспензию) (стадия получения суспензии). Связующее (связующий агент) представляет собой, например, гуаровую камедь, ксантановую камедь, КМЦ (элемент волокна из метилола) или подобные.
[0086] Затем, на стадии S302, суспензию, полученную на стадии получения суспензии, отливают (вытягивают) в форме листа, например, на стальной ленте (опорный элемент), посредством этого получая полотно суспензии (стадия литья). Затем, на стадии S303 полотно суспензии в форме листа, вытянутое в форме листа, сушат (стадия сушки). Посредством описанных выше стадий получают табачное сырье 200. Например, содержание источника аэрозоля (например, глицерина) составляет 15,0 вес.%, содержание табачного сырья составляет 76,0 вес.%, содержание волокнистой массы составляет 6,0 вес.%, содержание связующего составляет 3,0 вес.% в листе табачного сырья 200, полученного способом отливки. Излишне говорить, что пример представляет собой неограничивающий пример.
[0087] Варианты осуществления согласно настоящему изобретению описаны выше. Табак для нагревания, продукт из табака для нагревания, способ и устройство для получения табачный стержень для табака для нагревания согласно настоящему изобретению, однако не ограничиваются ими. Например, на фигуре 1 и фигуре 2, приведенных выше, описан пример, в котором каждый из табачных жгутов 23 в виде жгутов, расположенных в табачном стержне 2, имеет линейную форму без изогнутой части. Однако другую форму можно применять для табачных жгутов 23 при условии, что они имеют длинную вытянутую форму в продольном направлении. Фигура 11 представляет собой изображение, иллюстрирующее табачный жгут 23A согласно модификации. Табачный жгут 23A, показанный на фигуре 11, имеет изгибающуюся форму (зигзагообразную форму). Табачный жгут 23, таким образом вытянутый в изгибающейся форме, выровнен и расположен в табачном стержне 2 таким образом, что его продольное направление (направление вытягивания) проходит в продольном направлении табачного стержня 2. Табачный жгут 23А, имеющий данную изгибающуюся форму (зигзагообразную форму), может подавлять легкое возникновение смещения табачного жгута 23A в продольном направлении табачного стержня 2, даже когда табачный жгут 23A прижимают электрическим нагревателем 103 во время вставки электрического нагревателя 103 нагревательного устройства 100 в табачный стержень 2. Как результат, можно надлежащим образом подавить отслоение табачного жгута 23A с табачного стержня 2 при введении электрического нагревателя 103 в табачный стержень 2.
[0088] В табачном жгуте 23A, показанном на фигуре 11, линии тока аэрозоля, который генерируется в табачном стержне 2 в результате нагрева электрическим нагревателем 103, относительно легко забиваются по сравнению с линейными табачными жгутами 23, показанными на фигуре 1 и фигуре 2. Однако по сравнению со случаем, в котором табачное сырье общепринято формуют случайным образом, табачный жгут 23A может относительно подавлять легкое возникновение конденсации и фильтрации аэрозоля, генерируемого в табачном стержне 2, и увеличивать количество доставляемого аэрозоля больше, чем раньше.
[0089] Когда применяют изгибающуюся форму (зигзагообразную форму), такую как форму, показанную на фигуре 11, ширина табачного жгута 23A предпочтительно является равномерной от передней торцевой поверхности 23a до задней торцевой поверхности 23b. То есть, предпочтительно, чтобы, как показано на фигуре 11, размер по ширине W1 части табачного жгута 23A, параллельной продольному направлению, и размер по ширине W2 его части в направлении, продольном направлению, были равны друг другу. Как следствие, табачный жгут 23A имеет поперечное сечение, равномерное по всей его длине. Как результат, можно подходящим образом подавлять вариации в количестве генерируемого аэрозоля в продольном направлении табачного жгута 23A при нагревании табачного жгута 23A электрическим нагревателем 103. Табачный жгут 23A, показанный на фигуре 11, имеет изгибающуюся форму (зигзагообразную форму), но может иметь волнообразную форму или другие формы.
Список ссылочных позиций
[0090] 1 табак для нагревания
2 табачный стержень
3 часть мундштука
4 поддерживающая часть
5 охлаждающая часть
6 фильтрующая часть
21 табачный наполнитель
22 оберточная бумага
23 табачный жгут
25 путь тока аэрозоля
100 нагревательное устройство
103 электрический нагреватель
200 лист табачного сырья
300 непрерывный элемент табачного жгута
500 непрерывный табачный стержень
1000 устройство для получения стержня
1100 первая бобина
1200 секция для разрезания
1300 секция формования
1400 секция для нарезания
Группа изобретений относится к способу получения табачного стержня из табака для нагревания и устройству для получения табачного стержня из табака для нагревания. Способ получения табачного стержня из табака для нагревания включает: стадию разрезания, на которой лист табачного сырья, при транспортировке листа табачного сырья вдоль пути транспортировки, разрезают последовательно вдоль пути транспортировки на множество непрерывных элементов табачных жгутов в форме жгутов; стадию формования, на которой обертывают множество непрерывных элементов табачных жгутов, полученных на стадии разрезания, оберточной бумагой в состоянии, в котором множество непрерывных элементов табачных жгутов выровнены вдоль пути транспортировки, формируя посредством этого непрерывный табачный стержень в виде стержня; стадию добавления, на которой добавляют по меньшей мере одно из ароматизатора и материала источника аэрозоля к множеству непрерывных элементов табачных жгутов в процессе обертывания множества непрерывных элементов табачных жгутов оберточной бумагой на стадии формования; и стадию нарезания, на которой последовательно нарезают непрерывный табачный стержень, полученный на стадии формования, на отдельные табачные стержни. Обеспечивается устранение непреднамеренного разрыва непрерывного жгута и прилипания листов при разматывании листов табачного сырья с бобины, а также предотвращение неравномерного образования аэрозоля по поперечному сечению табачного стержня при использовании табачного изделия. 2 н. и 7 з.п. ф-лы, 11 ил.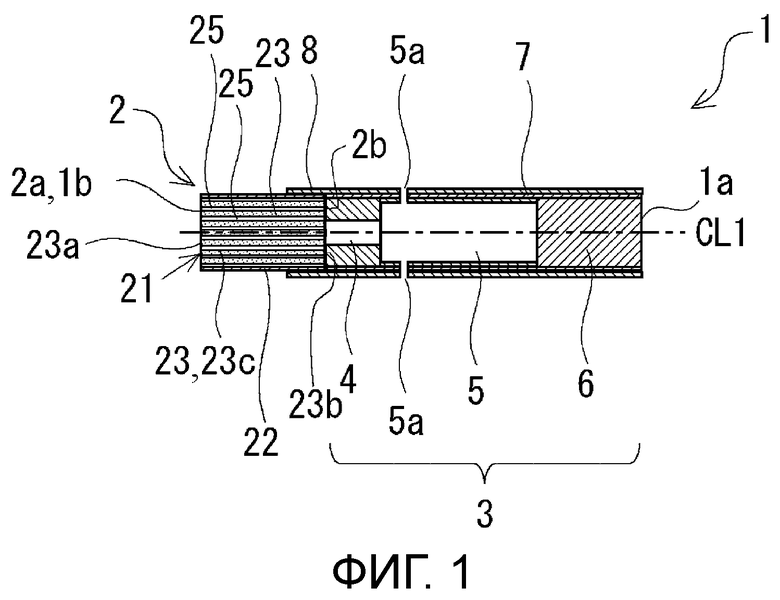
1. Способ получения табачного стержня из табака для нагревания, включающий:
стадию разрезания, на которой лист табачного сырья, при транспортировке листа табачного сырья вдоль пути транспортировки, разрезают последовательно вдоль пути транспортировки на множество непрерывных элементов табачных жгутов в форме жгутов,
стадию формования, на которой обертывают множество непрерывных элементов табачных жгутов, полученных на стадии разрезания, оберточной бумагой в состоянии, в котором множество непрерывных элементов табачных жгутов выровнены вдоль пути транспортировки, формируя посредством этого непрерывный табачный стержень в виде стержня,
стадию добавления, на которой добавляют по меньшей мере одно из ароматизатора и материала источника аэрозоля к множеству непрерывных элементов табачных жгутов в процессе обертывания множества непрерывных элементов табачных жгутов оберточной бумагой на стадии формования, и
стадию нарезания, на которой последовательно нарезают непрерывный табачный стержень, полученный на стадии формования, на отдельные табачные стержни.
2. Способ по п. 1, в котором лист табачного сырья получают формованием табачного сырья, содержащего материал источника аэрозоля, в форме листа.
3. Способ по п. 1 или 2, в котором лист табачного сырья наматывают на бобину, и лист табачного сырья, который последовательно разматывают с бобины, транспортируют вдоль пути транспортировки.
4. Способ по любому из пп. 1-3, в котором на стадии разрезания лист табачного сырья нарезают, получая множество непрерывных элементов табачных жгутов, каждый из которых имеет фиксированную ширину.
5. Способ по любому из пп. 1-4, который дополнительно включает:
стадию каландрирования, на которой проводят каландрирование листа табачного сырья для увеличения посредством этого плотности листа табачного сырья,
причем на стадии разрезания, по мере того как лист табачного сырья, для которого провели каландрирование, транспортируют вдоль пути транспортировки, лист табачного сырья разрезают последовательно вдоль пути транспортировки на множество непрерывных элементов табачных жгутов в форме жгутов.
6. Устройство для получения табачного стержня из табака для нагревания, причем устройство содержит:
бобину, на которую наматывают лист табачного сырья;
секцию для разрезания, которая расположена на пути транспортировки листа табачного сырья, разматываемого последовательно с бобины, и которая разрезает лист табачного сырья последовательно вдоль пути транспортировки на множество непрерывных элементов табачных жгутов в форме жгутов;
секцию формования, которая расположена за секцией для разрезания на пути транспортировки и которая обертывает множество непрерывных элементов табачных жгутов в состоянии, выровненном вдоль пути транспортировки, оберточной бумагой, формируя посредством этого непрерывный табачный стержень в виде стержня;
сопло для добавления, которое добавляет по меньшей мере одно из ароматизатора и материала источника аэрозоля к множеству непрерывных элементов табачных жгутов в процессе обертывания множества непрерывных элементов табачных жгутов оберточной бумагой в секции формования; и
секцию для нарезания, которая расположена за секцией формования на пути транспортировки и которая последовательно разрезает непрерывный табачный стержень на отдельные табачные стержни, каждый из которых имеет заранее определенную длину.
7. Устройство по п. 6, в котором лист табачного сырья получается формованием табачного сырья, содержащего материал источника аэрозоля, в форме листа.
8. Устройство по п. 6 или 7, в котором секция для разрезания разрезает лист табачного сырья так, что получаются множество непрерывных элементов табачных жгутов, каждый из которых имеет фиксированную ширину.
9. Устройство по любому из пп. 6-8, в котором секция для разрезания содержит нож, расположенный параллельно пути транспортировки, причем лист табачного сырья проходит через нож вдоль пути транспортировки, и лист табачного сырья посредством этого последовательно нарезается ножом на множество непрерывных элементов табачных жгутов.
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| US 4889143 A, 26.12.1989 | |||
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
| JP 2016536008 A, 24.11.2016 | |||
| JP 6371928 B1, 08.08.2018 | |||
| RU 2010106247 A, 10.09.2011. | |||

