Область техники
Настоящее изобретение относится к впитывающим структурам, а более конкретно к впитывающим структурам с высоким содержанием супервпитывающего материала.
Предпосылки изобретения
Основная функция впитывающих изделий для личной гигиены заключается во впитывании и удержании таких выделений организма, как моча, каловые массы, кровь и менструальные выделения, при этом к их дополнительным необходимым характеристикам относятся низкий уровень утечки выделений из впитывающего изделия и ощущение сухости у носящего впитывающее изделие. Благодаря предотвращению утечки выделений из впитывающего изделия, впитывающее изделие предназначено для предотвращения пачканья или загрязнения выделениями организма одежды носящего или лица, осуществляющего уход, или других изделий, таких как постельные принадлежности, которые могут контактировать с носящим.
Впитывающие сердцевины обычно способствуют захвату и хранению жидкости внутри впитывающих изделий. Многие впитывающие сердцевины содержат несколько впитывающих материалов, таких как супервпитывающий материал и распушенная целлюлоза или другой волокнистый впитывающий материал. Каждый тип впитывающего материала способствует приданию таким впитывающим сердцевинам ряда свойств, полезных для впитывания и удержания жидких выделений организма. Например, распушенная целлюлоза или другой волокнистый впитывающий материал могут впитывать жидкость быстрее, чем супервпитывающий материал, и супервпитывающий материал может быть способен удерживать больше жидкости в пересчете на частицу, чем распушенная целлюлоза.
В отношении впитывающих сердцевин и, в частности, в отношении супервпитывающего материала впитывающих сердцевин были сделаны многие улучшения. Некоторые существующие на данный момент впитывающие сердцевины могут теперь иметь впитывающий материал, содержащий в основном супервпитывающий материал и дополнительно содержащий только малую часть другого впитывающего материала. Другие существующие на данный момент впитывающие сердцевины содержат только супервпитывающий материал в качестве впитывающего материала. Постоянно требуются дополнительные улучшения в отношении впитывающих сердцевин с высоким содержанием супервпитывающего материала для дополнительного улучшения характеристик таких впитывающих сердцевин.
Сущность изобретения
В настоящем изобретении раскрыты впитывающие структуры и способы изготовления таких впитывающих структур. В первом варианте осуществления впитывающая структура, имеющая продольную ось и поперечную ось, может содержать первый слой материала подложки, имеющий первую поверхность и вторую поверхность, второй слой материала подложки, имеющий первую поверхность и вторую поверхность, и смесь супервпитывающих частиц и клея, размещенную между первым слоем материала подложки и вторым слоем материала подложки, при этом супервпитывающие частицы размещены в количестве, большем или равном 400 г/м2 и меньшем или равном 600 г/м2, и при этом клей размещен в количестве, большем или равном 4% и меньшем или равном 5%, по весу относительно веса супервпитывающих частиц, при этом клей образовывает трехмерную решетчатую сетку, содержащую клеевые нити в виде сетки с супервпитывающими частицами, зафиксированными внутри решетчатой сетки, и клеевые нити в виде сетки проходят по существу через все трехмерное пространство, образованное клеевыми нитями в виде сетки и супервпитывающими частицами, и при этом впитывающая структура имеет значение захвата SAM, большее или равное 98, в соответствии со способом испытания захвата SAM.
Во втором варианте осуществления впитывающая структура, имеющая продольную ось и поперечную ось, может содержать первый слой материала подложки, имеющий первую поверхность и вторую поверхность, второй слой материала подложки, имеющий первую поверхность и вторую поверхность, и смесь супервпитывающих частиц и клея, размещенную между первым слоем материала подложки и вторым слоем материала подложки, при этом супервпитывающие частицы размещаются в количестве, большем или равном 500 г/м2 и меньшем или равном 600 г/м2, и при этом клей размещен в количестве, большем или равном 3% и меньшем или равном 4%, по весу относительно веса супервпитывающих частиц, при этом клей образовывает трехмерную решетчатую сетку, содержащую клеевые нити в виде сетки с супервпитывающими частицами, зафиксированными внутри решетчатой сетки, и клеевые нити в виде сетки проходят по существу через все трехмерное пространство, образованное клеевыми нитями в виде сетки и супервпитывающими частицами, и при этом впитывающая структура имеет значение захвата SAM, большее или равное 95, в соответствии со способом испытания захвата SAM.
В третьем варианте осуществления способ изготовления впитывающей структуры может включать: подачу первого потока супервпитывающих частиц в направлении к первому слою материала подложки, движущемуся в машинном направлении, причем первый поток супервпитывающих частиц имеет первую сторону и вторую сторону; опрыскивание, с помощью первого устройства для нанесения клея, имеющего первое клеевое сопло, первой стороны первого потока супервпитывающих частиц первым клеем, при этом первый клей контактирует с первым потоком супервпитывающих частиц и смешивается с супервпитывающими частицами первого потока супервпитывающих частиц перед осаждением указанных супервпитывающих частиц на первый слой материала подложки; опрыскивание, с помощью второго первого устройства для нанесения клея, имеющего второе клеевое сопло, второй стороны первого потока супервпитывающих частиц вторым клеем, при этом второй клей контактирует с первым потоком супервпитывающих частиц и смешивается с супервпитывающими частицами первого потока супервпитывающих частиц перед осаждением указанных супервпитывающих частиц на первый слой материала подложки; осаждение смешанных супервпитывающих частиц первого потока супервпитывающих частиц, первого клея и второго клея на первый слой материала подложки; и покрытие смеси супервпитывающих частиц первого потока супервпитывающих частиц, первого клея и второго клея вторым слоем материала подложки, при этом супервпитывающие частицы размещают внутри впитывающей структуры в количестве более 400 г/м2 и менее 600 г/м2, и при этом клей размещают в количестве более 4% и менее 5%, по весу относительно веса супервпитывающих частиц, и при этом впитывающая структура имеет значение захвата SAM более 98, в соответствии со способом испытания захвата SAM.
Краткое описание графических материалов
Полное и достаточное раскрытие настоящего изобретения, предназначенное для специалиста в данной области техники, изложено более конкретно в остальной части описания, в которой предусмотрены ссылки на прилагаемые графические материалы, на которых представлено следующее:
на фиг. 1 представлен вид сбоку в перспективе иллюстративного варианта осуществления впитывающего изделия, такого как подгузник, в застегнутом состоянии;
на фиг. 2 представлен вид сверху в плане впитывающего изделия, показанного на фиг. 1, в растянутом, горизонтально уложенном и расстегнутом состоянии;
на фиг. 3 представлен вид спереди в перспективе альтернативного варианта осуществления впитывающего изделия, такого как трусы;
на фиг. 4 представлен вид сверху в плане впитывающего изделия, показанного на фиг. 3, в растянутом, горизонтально уложенном состоянии;
на фиг. 5 представлен вид спереди в перспективе в разрезе по линии 5-5, изображенной на фиг. 2, при этом впитывающее изделие находится в ослабленной конфигурации;
на фиг. 6 представлена технологическая схема, показывающая иллюстративный способ изготовления впитывающей структуры согласно настоящему изобретению;
на фиг. 7 представлена технологическая схема, изображающая часть иллюстративного способа по фиг. 6;
на фиг. 8 представлена технологическая схема, показывающая альтернативный иллюстративный способ изготовления впитывающей структуры согласно настоящему изобретению;
на фиг. 9A-9C показаны другие иллюстративные виды спереди в разрезе впитывающей структуры, образованной согласно способу изготовления в соответствии с аспектами настоящего изобретения, по линии 9-9 на фиг. 8;
на фиг. 10A-10B показаны иллюстративные виды спереди в разрезе впитывающей структуры, образованной согласно способу изготовления в соответствии с аспектами настоящего изобретения, по линии 10-10 на фиг. 8;
на фиг. 11A показан вид сверху в перспективе трехмерного изображения, сгенерированного способом микрокомпьютерной томографии, используемого для анализа иллюстративной смеси частиц и клеевых нитей, образованной способом по фиг. 8, в соответствии с аспектами настоящего изобретения;
на фиг. 11B показан вид сверху в плане трехмерного изображения по фиг. 11A;
на фиг. 11C показан вид в разрезе среза трехмерного изображения по фиг. 11A;
на фиг. 11D показан вид в разрезе по фиг. 11C, где частицы оставляют только клеевые нити.
Повторное использование ссылочных позиций в настоящем описании и на графических материалах предназначено для представления одинаковых или аналогичных признаков или элементов настоящего изобретения.
Подробное описание настоящего изобретения
В одном варианте осуществления настоящее изобретение в целом направлено на впитывающие сердцевины с впитывающим материалом, содержащие большую долю супервпитывающего материала. Каждый пример приведен с целью объяснения и не предназначен для ограничения. Например, признаки, проиллюстрированные или описанные как часть одного варианта осуществления или фигуры, могут быть использованы в отношении другого варианта осуществления или фигуры для получения еще одного варианта осуществления. Предполагается, что настоящее изобретение включает в себя такие модификации и вариации.
При представлении элементов настоящего изобретения или его предпочтительного варианта(-ов) осуществления, употребление терминов в единственном или множественном числе, а также в сопровождении определения «указанный» предусматривает, что существует один или более элементов. Термины «содержащий», «включающий» и «имеющий» имеют включающий смысл и означают, что могут существовать дополнительные элементы, отличные от перечисленных. Без отступления от сущности и объема настоящего изобретения в отношении него может быть выполнено множество модификаций и изменений. Следовательно, иллюстративные варианты осуществления, описанные выше, не должны применяться для ограничения объема настоящего изобретения.
Определения
Термин «впитывающее изделие» в настоящем документе относится к изделию, которое может быть размещено вплотную к телу или вблизи него (т.е. в соприкосновении с телом) носящего для впитывания и удержания различных жидких, твердых и полутвердых выделений, выводимых из организма. Впитывающие изделия, такие как описанные в настоящем документе, следует выбрасывать после ограниченного периода использования, а не стирать или восстанавливать другим способом для повторного использования. Необходимо понимать, что настоящее изобретение применимо к различным одноразовым впитывающим изделиям, включая, помимо прочего, подгузники, трусы-подгузники, трусы для приучения к горшку, трусы для подростков, плавки, гигиенические продукты для женщин, включая, помимо прочего, прокладки или трусы при менструации, продукты для страдающих недержанием и другие предметы одежды для ухода за взрослыми, предметы медицинской одежды, хирургические прокладки и бандажи, другие предметы личной гигиены или предметы одежды медико-санитарного назначения и т.п., без отступления от объема настоящего изобретения.
Термин «поглощающий слой» в настоящем документе относится к слою, способному принимать и временно удерживать жидкие выделения организма для замедления и рассеивания струи или потока жидких выделений организма и для последующего высвобождения жидких выделений организма из него в другой слой или слои впитывающего изделия.
Термин «связанный» или «сцепленный» в настоящем документе относится к сочленению, склеиванию, соединению, скреплению или т.п. двух элементов. Два элемента будут считаться связанными или сцепленными в отношении друг друга, если они объединены, склеены, соединены, скреплены или т.п. друг с другом непосредственно или опосредовано, например, если каждый из них непосредственно связан с промежуточными элементами. Связывание или сцепление одного элемента с другим может происходить посредством непрерывных или прерывистых связей.
Термин «кардочесанное полотно» в настоящем документе относится к полотну, содержащему натуральные или синтетические волокна штапельной длины, обычно имеющие значения длины волокна менее 100 мм. Связки штапельных волокон могут подвергаться процессу рыхления для разделения волокон, которые затем подвергают процессу кардочесания, в котором волокна разделяют и расчесывают для их выравнивания в машинном направлении, после чего волокна осаждают на движущуюся сетку для дальнейшей обработки. Такие полотна обычно подвергают процессу связывания некоторого типа, такому как термосварка с использованием тепла и/или давления. В дополнение к этому или вместо этого волокна можно подвергать процессам склеивания для связывания волокон друг с другом, например, путем использования порошковых клеев. Кардочесанное полотно может быть подвергнуто струйному скреплению, такому как водоструйное скрепление, для дополнительного сплетения волокон и улучшения тем самым целостности кардочесанного полотна. Кардочесанные полотна, благодаря выравниванию волокон в машинном направлении, после связывания, как правило, будут иметь прочность в машинном направлении, превышающую прочность в направлении поперек машинному.
Термин «эластомерный» относится к материалу или композиционному материалу, который может удлиняться по меньшей мере на 50 процентов своей длины в расслабленном состоянии и который после прекращения действия приложенного усилия восстановит по меньшей мере 20 процентов своего удлинения. В целом предпочтительно, чтобы эластомерный материал или композиционный материал был способен удлиняться по меньшей мере на 50 процентов, более предпочтительно по меньшей мере на 100 процентов и еще более предпочтительно по меньшей мере на 300 процентов своей длины в расслабленном состоянии и после прекращения действия приложенного усилия восстанавливать по меньшей мере 50 процентов своего удлинения.
Термин «пленка» в настоящем документе относится к термопластичной пленке, выполненной с использованием процесса экструзии и/или формирования, такого как процесс изготовления пленки поливом или изготовления пленки экструзией с раздувом. Термин включает пленки с перфорациями, пленки со щелями и другие пористые пленки, которые составляют пленки для переноса жидкостей, а также пленки, которые не переносят текучие среды, такие как, помимо прочего, барьерные пленки, наполненные пленки, проницаемые пленки и ориентированные пленки.
Термин «г/м2» относится в настоящем документе к граммам на квадратный метр.
Термин «гидрофильный» относится в настоящем документе к волокнам или поверхностям волокон, которые смачиваются водными жидкостями при контакте с волокнами. Степень смачивания материалов можно, в свою очередь, описать с точки зрения контактных углов и значений поверхностного натяжения рассматриваемых жидкостей и материалов. Оборудование и методики, подходящие для измерения смачиваемости конкретных волокнистых материалов или смесей волокнистых материалов, могут быть обеспечены системой для анализа сил поверхностного натяжения Cahn SFA-222 или по существу эквивалентной системой. При измерении с помощью этой системы волокна с контактными углами менее 90 градусов обозначают как «смачиваемые» или гидрофильные, а волокна с контактными углами, превышающими 90 градусов, обозначают как «несмачиваемые» или гидрофобные.
Термин «непроницаемый для жидкости» в настоящем документе относится к слою или многослойному слоистому материалу, в котором жидкие выделения организма, такие как моча, не будут проходить через слой или слоистый материал при обычных условиях применения в направлении, в целом перпендикулярном плоскости слоя или слоистого материала в точке контакта с жидкостью.
Термин «проницаемый для жидкости» в настоящем документе относится к любому материалу, который не является непроницаемым для жидкости.
Термин «мелтблаун» в настоящем документе относится к волокнам, полученным экструзией через множество мелких, обычно круглых, отверстий фильеры расплавленного термопластичного материала в виде нитей или элементарных нитей из расплава в сходящиеся высокоскоростные потоки нагретого газа (например, воздуха), которые уменьшают толщину элементарных нитей из расплавленного термопластичного материала для уменьшения их диаметра, который может быть диаметром микроволокна. После этого волокна мелтблаун переносятся высокоскоростным потоком газа и осаждаются на собирающую поверхность с образованием полотна из распределенных случайным образом волокон мелтблаун. Такой процесс раскрыт, например, в патенте США № 3849241, выданном Butin и соавт., который включен в настоящий документ посредством ссылки. Волокна мелтблаун являются микроволокнами, которые могут быть непрерывными или прерывающимися, в целом имеют толщину нити меньше чем 0,6 денье и могут быть клейкими и самосвязывающимися при осаждении на собирающую поверхность.
Термин «нетканый материал» относится в настоящем документе к материалам и полотнам из материала, которые образованы без применения процесса ткачества или вязания ткани. Материалы и полотна из материалов могут иметь структуру отдельных волокон, элементарных нитей или нитей (совместно называемых «волокнами»), которые могут быть переслаивающимися, но не распознаваемым способом, как в вязаной ткани. Нетканые материалы или полотна могут быть образованы с помощью многих способов, таких как, помимо прочего, способы создания мелтблаун, способы создания спанбонд, способы создания кардочесанного полотна и т.д.
Термин «податливый» в настоящем документе относится к материалам, которые являются деформируемыми и которые будут легко приходить в соответствие с общей формой и контурами тела носящего.
Термин «спанбонд» в настоящем документе относится к волокнам небольшого диаметра, которые получены экструзией расплавленного термопластичного материала в виде элементарных нитей через множество мелких отверстий фильеры экструдера для изготовления искусственного волокна, выполненных в круглой или другой форме, при этом диаметр экструдированных элементарных нитей затем быстро уменьшают обычным способом, таким как, например, эжекторное вытягивание, и способы, описанные в патенте США № 4340563, выданном Appel и соавт., в патенте США № 3692618, выданном Dorschner и соавт., в патенте США № 3802817, выданном Matsuki и соавт., в патентах США №№ 3338992 и 3341394, выданных Kinney, в патенте США № 3502763, выданном Hartmann, в патенте США № 3502538, выданном Peterson, и в патенте США № 3542615, выданном Dobo и соавт., каждый из которых включен в настоящий документ во всей своей полноте посредством ссылки. Волокна спанбонд являются в целом непрерывными и зачастую имеют средние значения толщины в денье, превышающие 0,3, а в варианте осуществления от 0,6, 5 и 10 до 15, 20 и 40. Волокна спанбонд в целом не являются клейкими при их осаждении на собирающую поверхность.
Термин «супервпитывающий» в настоящем документе относится к набухающему в воде, нерастворимому в воде органическому или неорганическому материалу, способному при наиболее благоприятных условиях впитывать по меньшей мере в 15 раз больше своего веса и согласно одному варианту осуществления по меньшей мере в 30 раз больше своего веса, в водном растворе, содержащем 0,9 весового процента хлорида натрия. Супервпитывающими материалами могут быть натуральные, синтетические и модифицированные натуральные полимеры и материалы. В дополнение, супервпитывающими материалами могут быть неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры.
Термин «подавляющее большинство» относится в настоящем документе к большинству, составляющему по меньшей мере 65%.
Термин «термопластичный» в настоящем документе относится к материалу, который размягчается, и которому можно придать форму под воздействием тепла, и который возвращается практически в неразмягченное состояние при охлаждении.
Термин «пользователь» или «лицо, осуществляющее уход» в настоящем документе относится к тому, кто надевает впитывающее изделие, такое как, но без ограничения, подгузник, трусы-подгузники, трусы для приучения к горшку, трусы для подростков, изделие для страдающих недержанием или другое впитывающее изделие, на носящего одно из этих впитывающих изделий. Пользователь и носящий могут быть одним и тем же человеком.
Впитывающее изделие
На фиг. 1-2 показано неограничивающее изображение впитывающего изделия 10, например, в виде подгузника. Несмотря на то что описываемые в настоящем документе варианты осуществления и иллюстрации в целом могут быть пригодны для впитывающих изделий, изготавливаемых в продольном направлении продукта, что далее в настоящем документе называют изготовлением продукта в машинном направлении, следует отметить, что специалист средней квалификации в данной области техники сможет применить приведенную в настоящем документе информацию по отношению к впитывающим изделиям, изготовленным в поперечном направлении продукта, что далее в настоящем документе называют изготовлением продукта в направлении поперек машинному, без отступления от сущности и объема настоящего изобретения. Например, впитывающее изделие 210, показанное на фиг. 3-4, представляет собой иллюстративный вариант осуществления впитывающего изделия 210, которое может быть изготовлено в результате процесса изготовления в направлении поперек машинному.
Каждое из впитывающего изделия 10, изображенного на фиг. 1 и 2, и впитывающего изделия 210, изображенного на фиг. 3 и 4, может содержать основу 11. Впитывающее изделие 10, 210 может содержать переднюю поясную область 12, заднюю поясную область 14 и область 16 промежности, размещенную между передней поясной областью 12 и задней поясной областью 14 и соединяющую переднюю и заднюю поясные области 12, 14 соответственно. Передняя поясная область 12 может упоминаться как передняя торцевая область, задняя поясная область 14 может упоминаться как задняя торцевая область, и область 16 промежности может упоминаться как промежуточная область. Согласно варианту осуществления, изображенному на фиг. 3 и 4, показана трехкомпонентная конструкция впитывающего изделия 210, при этом впитывающее изделие 210 может содержать основу 11, содержащую переднюю поясную панель 13, образующую переднюю поясную область 12, заднюю поясную панель 15, образующую заднюю поясную область 14, и впитывающую панель 17, образующую область 16 промежности впитывающего изделия 210. Впитывающая панель 17 может проходить между передней поясной панелью 13 и задней поясной панелью 15. Согласно некоторым вариантам осуществления впитывающая панель 17 может перекрывать переднюю поясную панель 13 и заднюю поясную панель 15. Впитывающая панель 17 может быть связана с передней поясной панелью 13 и задней поясной панелью 15 с образованием трехкомпонентной конструкции. Однако предполагается, что впитывающее изделие может быть изготовлено в направлении поперек машинному и при этом не представлять собой предмет одежды с трехкомпонентной конструкцией.
Впитывающее изделие 10, 210 может содержать пару продольных боковых краев 18, 20 и пару противоположных друг другу поясных краев, соответственно обозначенных как передний поясной край 22 и задний поясной край 24. Передняя поясная область 12 может быть смежной с передним поясным краем 22, а задняя поясная область 14 может быть смежной с задним поясным краем 24. Продольные боковые края 18, 20 могут проходить от переднего поясного края 22 до заднего поясного края 24. Продольные боковые края 18, 20 могут проходить в направлении, параллельном продольному направлению 30, на всю свою длину, например, как во впитывающем изделии 10, изображенном на фиг. 1 и 2. В других вариантах осуществления продольные боковые края 18, 20 могут быть изогнуты между передним поясным краем 22 и задним поясным краем 24. Во впитывающем изделии 210, изображенном на фиг. 3 и 4, продольные боковые края 18, 20 могут содержать части передней поясной панели 13, впитывающей панели 17 и задней поясной панели 15.
Передняя поясная область 12 может содержать часть впитывающего изделия 10, 210, которая при ношении расположена по меньшей мере частично у носящего спереди, тогда как задняя поясная область 14 может содержать часть впитывающего изделия 10, 210, которая при ношении расположена по меньшей мере частично у носящего сзади. Область 16 промежности впитывающего изделия 10, 210 может содержать часть впитывающего изделия 10, 210, которая при ношении расположена между ногами носящего, и может частично покрывать нижнюю часть туловища носящего. Поясные края 22 и 24 впитывающего изделия 10, 210 выполнены с возможностью охвата талии носящего и совместного образования центрального отверстия 23 (обозначенного на фиг. 1 и фиг. 3) для талии носящего. Части продольных боковых краев 18, 20 в области 16 промежности могут в целом образовывать отверстия для ног носящего при ношении впитывающего изделия 10, 210.
Впитывающее изделие 10, 210 может содержать наружное покрытие 26 и обращенный к телу прокладочный материал 28. Наружное покрытие 26 и обращенный к телу прокладочный материал 28 могут образовывать часть основы 11. В одном варианте осуществления обращенный к телу прокладочный материал 28 может быть связан с наружным покрытием 26 путем наслоения с помощью любых подходящих средств, таких как, но без ограничения, клеи, связи, полученные способом ультразвуковой сварки, связи, полученные способом термосварки, связи, образованные под давлением, или других традиционных методик. Наружное покрытие 26 может иметь длину в продольном направлении 30 и ширину в поперечном направлении 32, которые согласно проиллюстрированному варианту осуществления могут совпадать с длиной и шириной впитывающего изделия 10. Как показано на фиг. 2 и 4, впитывающее изделие 10, 210 может иметь продольную ось 29, проходящую в продольном направлении 30, и поперечную ось 31, проходящую в поперечном направлении 32.
Основа 11 может содержать впитывающую основу 34. Впитывающая основа 34 может быть расположена между наружным покрытием 26 и обращенным к телу прокладочным материалом 28. Впитывающая основа 34 может иметь продольные края 36 и 38, которые согласно одному варианту осуществления могут образовывать части продольных боковых краев 18 и 20 впитывающего изделия 10, 210 соответственно. Впитывающая основа 34 может иметь первый торцевой край 40, противоположный второму торцевому краю 42 соответственно, которые согласно одному варианту осуществления могут образовывать части поясных краев 22 и 24 впитывающего изделия 10 соответственно. В некоторых вариантах осуществления первый торцевой край 40 может находиться в передней поясной области 12. В некоторых вариантах осуществления второй торцевой край 42 может находиться в задней поясной области 14. Согласно одному варианту осуществления впитывающая основа 34 может иметь длину и ширину, которые являются такими же, как длина и ширина впитывающего изделия 10, 210, или меньше них. Обращенный к телу прокладочный материал 28, наружное покрытие 26 и впитывающая основа 34 могут образовывать часть впитывающего узла 44. Во впитывающем изделии 210, изображенном на фиг. 3 и 4, впитывающая панель 17 может образовывать впитывающий узел 44. Впитывающий узел 44 также может содержать переносящий текучую среду слой 46 (как показано на фиг. 5) и поглощающий текучую среду слой (не показан) между обращенным к телу прокладочным материалом 28 и переносящим текучую среду слоем 46, как известно из уровня техники. Впитывающий узел 44 также может содержать разделительный слой 48 (как показано на фиг. 5), размещенный между впитывающей основой 34 и наружным покрытием 26.
Впитывающее изделие 10, 210 может быть выполнено с возможностью удержания и/или впитывания жидких, твердых и полутвердых выделений организма, выделяемых носящим. В некоторых вариантах осуществления герметичные отвороты 50, 52 могут быть выполнены с возможностью создания барьера от растекания выделений организма в поперечном направлении. Для дополнительного улучшения герметизации и/или впитывания выделений организма впитывающее изделие 10, 210 может соответственно содержать герметизирующий поясной элемент 54. Согласно некоторым вариантам осуществления герметизирующий поясной элемент 54 может быть размещен в задней поясной области 14 впитывающего изделия 10, 210. Хотя это и не изображено, предполагается, что герметизирующий поясной элемент 54 дополнительно или альтернативно может быть размещен в передней поясной области 12 впитывающего изделия 10, 210.
Герметизирующий поясной элемент 54 может быть размещен на лицевой по отношению к телу поверхности 19 основы 11, способствуя удержанию и/или впитыванию выделений организма. Согласно некоторым вариантам осуществления, например, во впитывающем изделии 10, показанном на фиг. 1 и 2, герметизирующий поясной элемент 54 может быть размещен на лицевой по отношению к телу поверхности 45 впитывающего узла 44. Согласно некоторым вариантам осуществления герметизирующий поясной элемент 54 может быть размещен на лицевой по отношению к телу поверхности 56 обращенного к телу прокладочного материала 28. Согласно некоторым вариантам осуществления, например, во впитывающем изделии 210, показанном на фиг. 3 и 4, герметизирующий поясной элемент 54 может быть размещен на лицевой по отношению к телу поверхности 58 задней поясной панели 15.
Впитывающее изделие 10, 210 может дополнительно содержать эластичные элементы 60, 62 для ног, известные специалистам в данной области техники. Эластичные элементы 60, 62 для ног могут быть прикреплены к наружному покрытию 26 и/или обращенному к телу прокладочному материалу 28 вдоль противоположных друг другу продольных боковых краев 18 и 20 и расположены в области 16 промежности впитывающего изделия 10, 210. Эластичные элементы 60, 62 для ног могут быть параллельны продольной оси 29, как показано на фиг. 2 и 4, или могут быть изогнуты, как известно в уровне техники. Эластичные элементы 60, 62 для ног могут быть эластомерными и могут предусматривать сделанные эластичными манжеты для ног.
Согласно некоторым вариантам осуществления впитывающее изделие 10, 210 может дополнительно содержать проходящие в продольном направлении линии 25a, 25b сгиба, как показано на фиг. 2 и 4. Первая проходящая в продольном направлении линия 25a сгиба может быть расположена на одной стороне продольной оси 29 впитывающего изделия 10, 210, и вторая проходящая в продольном направлении линия 25b сгиба может быть расположена на противоположной стороне продольной оси 29. Согласно некоторым вариантам осуществления проходящие в продольном направлении линии 25a, 25b сгиба могут быть в целом параллельны продольной оси 29 впитывающего изделия 10, 210. Согласно некоторым вариантам осуществления впитывающее изделие 10, 210 может дополнительно содержать проходящую в поперечном направлении линию 27 сгиба. Согласно некоторым вариантам осуществления проходящая в поперечном направлении линия 27 сгиба может быть параллельна поперечной оси 31 впитывающего изделия 10, 210 и находиться на ней.
Дополнительные детали касательно каждого из данных элементов описанного в настоящем документе впитывающего изделия 10, 210 можно найти ниже, обратившись к фигурам.
Наружное покрытие
Наружное покрытие 26 и/или его части могут быть воздухопроницаемыми и/или непроницаемыми для жидкости. Наружное покрытие 26 и/или его части могут быть эластичными, растяжимыми или нерастяжимыми. Наружное покрытие 26 может быть выполнено из одного слоя, нескольких слоев, слоистых материалов, текстильных материалов спанбонд, пленок, текстильных материалов мелтблаун, эластичной сетки, микропористых полотен, связанных кардочесанных полотен или пеноматериалов, полученных с применением эластомерных или полимерных материалов. В одном варианте осуществления, например, наружное покрытие 26 может быть выполнено из микропористой полимерной пленки, такой как полиэтиленовая или полипропиленовая.
В одном варианте осуществления наружное покрытие 26 может представлять собой один слой непроницаемого для жидкости материала, такого как полимерная пленка. Согласно одному варианту осуществления наружное покрытие 26 предпочтительно может быть растяжимым и более предпочтительно — эластичным по меньшей мере в поперечном направлении 32 впитывающего изделия 10, 210. Согласно одному варианту осуществления наружное покрытие 26 может быть растяжимым и более предпочтительно — эластичным как в поперечном 32, так и в продольном 30 направлениях. В одном варианте осуществления наружное покрытие 26 может представлять собой многослойный слоистый материал, в котором по меньшей мере один из слоев является непроницаемым для жидкости. В некоторых вариантах осуществления наружное покрытие 26 может представлять собой двухслойную структуру, содержащую внешний слой (не показан) и внутренний слой (не показан), которые могут быть связаны вместе, например, с помощью клея для слоистого материала. Подходящие клеи для слоистого материала могут быть нанесены непрерывно или прерывисто в виде капель, напыления, параллельных спиралей или т.п., но следует понимать, что внутренний слой может быть связан с наружным слоем другими способами связывания, в том числе, но без ограничения, с помощью связей, полученных способом ультразвуковой сварки, связей, полученных способом термосварки, связей, формируемых под давлением, или т.п.
Наружный слой наружного покрытия 26 может быть из любого подходящего материала и может быть таким, благодаря которому носящий видит в целом тканеподобные текстуру или внешний вид. Примером такого материала может быть связанное кардочесанное полотно из 100%-го полипропилена с ромбовидной структурой связей, доступное от компании Sandler A.G., Германия, такое как Sawabond 4185®, 30 г/м2 или эквивалентное ему. Другим примером материала, подходящего для применения в качестве наружного слоя наружного покрытия 26, может быть полипропиленовое нетканое полотно спанбонд, 20 г/м2. Наружный слой также может быть изготовлен из тех же материалов, из которых может быть изготовлен обращенный к телу прокладочный материал 28, как описано в настоящем документе.
Непроницаемый для жидкости внутренний слой наружного покрытия 26 (или непроницаемое для жидкости наружное покрытие 26, если наружное покрытие 26 выполнено однослойной конструкции) может быть либо проницаемым для пара (т.е. «воздухопроницаемым»), либо непроницаемым для пара. Непроницаемый для жидкости внутренний слой (или непроницаемое для жидкости наружное покрытие 26, если наружное покрытие 26 имеет однослойную структуру) может быть изготовлен из тонкой пластиковой пленки. Непроницаемый для жидкости внутренний слой (или непроницаемое для жидкости наружное покрытие 26, если наружное покрытие 26 имеет однослойную структуру) может препятствовать вытеканию жидких выделений организма из впитывающего изделия 10, 210 и намоканию изделий, таких как постельное белье и одежда, а также носящего и лица, осуществляющего уход.
В некоторых вариантах осуществления, в которых наружное покрытие 26 выполнено однослойной конструкции, его можно подвергнуть тиснению и/или матовой отделке для получения более тканеподобных текстуры или внешнего вида. Наружное покрытие 26 может позволять парам выходить из впитывающего изделия 10, при этом предотвращая прохождение сквозь него жидкостей. Подходящий непроницаемый для жидкости, паропроницаемый материал может состоять из микропористой полимерной пленки или нетканого материала, на который было нанесено покрытие или который был обработан другим способом для придания необходимого уровня непроницаемости для жидкости.
Обращенный к телу прокладочный материал
Обращенный к телу прокладочный материал 28 впитывающего изделия 10, 110, 210 может перекрывать впитывающую основу 34 и наружное покрытие 26 и может отделять кожу носящего от жидких отходов, удерживаемых впитывающей основой 34. Согласно различным вариантам осуществления переносящий текучую среду слой 46 может быть расположен между обращенным к телу прокладочным материалом 28 и впитывающей основой 34. Согласно различным вариантам осуществления поглощающий слой (не показан) может быть расположен между обращенным к телу прокладочным материалом 28 и впитывающей основой 34 или переносящим текучую среду слоем 46, если он присутствует. Согласно различным вариантам осуществления обращенный к телу прокладочный материал 28 может быть связан с поглощающим слоем или с переносящим текучую среду слоем 46, если отсутствует поглощающий слой, с помощью клея и/или с помощью связывания точечным сплавлением. Связывание точечным сплавлением можно выбрать из связывания под действием ультразвука, температуры, давления, а также их комбинаций.
Согласно одному варианту осуществления обращенный к телу прокладочный материал 28 может выходить за пределы впитывающей основы 34 и/или переносящего текучую среду слоя 46, при его наличии, и/или поглощающего слоя, при его наличии, и/или разделительного слоя 48, при его наличии, с перекрытием части наружного покрытия 26 и может быть связан с ним любым способом, считающимся подходящим, как, например, путем связывания с ним с помощью клея, практически с заключением впитывающей основы 34 между наружным покрытием 26 и обращенным к телу прокладочным материалом 28. Обращенный к телу прокладочный материал 28 может быть уже, чем наружное покрытие 26. Однако согласно другим вариантам осуществления обращенный к телу прокладочный материал 28 и наружное покрытие 26 могут иметь одинаковые размеры в ширину и длину. Согласно другим вариантам осуществления обращенный к телу прокладочный материал 28 может быть шире, чем наружное покрытие 26. Также предполагается, что обращенный к телу прокладочный материал 28 может не выходить за пределы впитывающей основы 34 и/или может быть не прикреплен к наружному покрытию 26. В некоторых вариантах осуществления обращенный к телу прокладочный материал 28 может окружать по меньшей мере часть впитывающей основы 34, в том числе окружать оба продольных края 36, 38 впитывающей основы 34, и/или один или более торцевых краев 40, 42. Дополнительно предполагается, что обращенный к телу прокладочный материал 28 может состоять из более чем одного сегмента материала. Обращенный к телу прокладочный материал 28 может иметь разные формы, в том числе прямоугольную форму, форму песочных часов или любую другую форму. Обращенный к телу прокладочный материал 28 может быть деформируемым подходящим образом, мягким на ощупь и не раздражающим кожу носящего и может быть таким же или менее гидрофильным, чем впитывающая основа 34, позволяя выделениям организма легко проникать во впитывающую основу 34 и обеспечивая носящему относительно сухую поверхность.
Обращенный к телу прокладочный материал 28 может быть изготовлен из широкого набора материалов, таких как синтетические волокна (например, волокна из сложных полиэфиров или полипропиленовые волокна), натуральные волокна (например, древесные или хлопковые волокна), комбинация натуральных и синтетических волокон, пористые пеноматериалы, сетчатые пеноматериалы, перфорированные пластиковые пленки или т.п. Примеры подходящих материалов включают, но без ограничения, вискозные волокна, древесные волокна, хлопковые волокна, волокна из сложных полиэфиров, полипропиленовые волокна, полиэтиленовые волокна, нейлоновые волокна или другие волокна, способные к связыванию под воздействием нагревания, полиолефины, такие как, но без ограничения, сополимеры полипропилена и полиэтилена, линейный полиэтилен низкой плотности и сложные эфиры алифатических кислот, такие как полимолочная кислота, полотна из перфорированной пленки с мелкими отверстиями, сетчатые материалы и т.п., а также их комбинации.
Для обращенного к телу прокладочного материала 28 могут быть использованы различные тканые и нетканые материалы. Обращенный к телу прокладочный материал 28 может содержать тканый материал, нетканый материал, полимерную пленку, слоистый материал из пленки и ткани или т.п., а также их комбинации. Примеры нетканого материала могут включать текстильный материал спанбонд, текстильный материал мелтблаун, материал, полученный по технологии коформ, кардочесанное полотно, связанное кардочесанное полотно, двухкомпонентный текстильный материал спанбонд, материал, полученный по технологии спанлейс, или т.п., а также их комбинации. Обращенный к телу прокладочный материал 28 не обязательно должен быть единой слоистой структурой и, таким образом, может содержать более одного слоя тканей, пленок и/или полотен, а также их комбинации. Например, обращенный к телу прокладочный материал 28 может содержать опорный слой и выступающий слой, которые могут быть получены водоструйным скреплением. Выступающий слой может содержать полые выступы, например, те, что описаны в патенте США № 9474660, авторами которой являются Kirby, Scott S.C. и соавт.
Например, обращенный к телу прокладочный материал 28 может состоять из полотна мелтблаун или спанбонд, состоящего из полиолефиновых волокон. Альтернативно обращенный к телу прокладочный материал 28 может представлять собой связанное кардочесанное полотно, состоящее из натуральных и/или синтетических волокон. Обращенный к телу прокладочный материал 28 может состоять из по существу гидрофобного материала, и гидрофобный материал необязательно может быть обработан поверхностно-активным веществом или обработан иным образом для придания желаемого уровня смачиваемости и гидрофильности. Поверхностно-активное вещество может быть нанесено любым традиционным способом, таким как распыление, печать, нанесение покрытия кистью или т.п. Поверхностно-активное вещество можно наносить на весь обращенный к телу прокладочный материал 28, или его можно избирательно наносить на конкретные участки обращенного к телу прокладочного материала 28.
В одном варианте осуществления обращенный к телу прокладочный материал 28 может быть выполнен из нетканого двухкомпонентного полотна. Нетканое двухкомпонентное полотно может представлять собой двухкомпонентное полотно, полученное по технологии спанбонд, или скрепленное кардочесанное двухкомпонентное полотно. Пример двухкомпонентного штапельного волокна включает полиэтиленовое/полипропиленовое двухкомпонентное волокно. В этом конкретном двухкомпонентном волокне из полипропилена образована сердцевина, а из полиэтилена образована оболочка волокна. Без отступления от объема настоящего изобретения возможно использование волокон, ориентированных по-другому, например, в виде нескольких лепестков, бок о бок, встык. В одном варианте осуществления обращенный к телу прокладочный материал 28 может представлять собой подложку, полученную по технологии спанбонд, с плотностью от 10 или 12 до 15 или 20 г/м2. В одном варианте осуществления обращенный к телу прокладочный материал 28 может представлять собой 12 г/м2 спанбонд-мелтблаун-спанбонд подложку, имеющую 10% содержание мелтблаун, нанесенного между двумя слоями спанбонд.
Хотя наружное покрытие 26 и обращенный к телу прокладочный материал 28 могут содержать эластомерные материалы, предполагается, что наружное покрытие 26 и обращенный к телу прокладочный материал 28 могут состоять из материалов, которые в целом не относятся к эластомерным. В одном варианте осуществления обращенный к телу прокладочный материал 28 может быть растяжимым и более предпочтительно эластичным. Согласно одному варианту осуществления обращенный к телу прокладочный материал 28 предпочтительно может быть растяжимым и более предпочтительно — эластичным по меньшей мере в поперечном или периферическом направлении впитывающего изделия 10, 210. В других аспектах обращенный к телу прокладочный материал 28 может быть растяжимым и более предпочтительно — эластичным как в поперечном, так и в продольном направлениях 32, 30 соответственно.
Герметичные отвороты
Согласно одному варианту осуществления впитывающее изделие 10, 210 может содержать пару герметичных отворотов 50, 52. Герметичные отвороты 50, 52 могут быть образованы отдельно от основы 11 для впитывания и прикреплены к основе 11, или они могут быть выполнены как единое целое с основой 11. Согласно некоторым вариантам осуществления герметичные отвороты 50, 52 могут быть прикреплены к основе 11 впитывающего изделия 10, 210 и расположены в целом параллельно друг другу с промежутком, при этом каждый из них расположен в поперечном направлении внутри отверстий для ног для обеспечения барьера от протекания выделений организма. Один герметичный отворот 50 может быть расположен на первой стороне продольной оси 29, и другой герметичный отворот 52 может быть расположен на второй стороне продольной оси 29. Согласно одному варианту осуществления герметичные отвороты 50, 52 могут проходить в целом в продольном направлении 30 от передней поясной области 12 впитывающего изделия 10 через область 16 промежности к задней поясной области 14 впитывающего изделия 10. Согласно некоторым вариантам осуществления герметичные отвороты 50, 52 могут проходить в направлении, по существу параллельном продольной оси 29 впитывающего изделия 10, 210, однако в других вариантах осуществления герметичные отвороты 50, 52 могут быть изогнуты, как известно из уровня техники. Согласно другим вариантам осуществления, например, во впитывающем изделии 210, изображенном на фиг. 3 и 4, герметичные отвороты 50, 52 могут быть размещены на впитывающей панели 17 в области 16 промежности.
В вариантах осуществления, где герметичные отвороты 50, 52 соединены с основой 11, герметичные отвороты 50, 52 могут быть связаны с обращенным к телу прокладочным материалом 28 с помощью барьерного клея 49, как показано на фиг. 5. Альтернативно герметичные отвороты 50, 52 могут быть прикреплены к наружному покрытию 26 барьерным клеем 49 или к разделительному слою 48. Конечно, герметичные отвороты 50, 52 могут быть связаны с другими компонентами основы 11 и могут быть связаны с помощью других подходящих средств, отличающихся от барьерного клея 49. Герметичные отвороты 50, 52 могут быть выполнены из волокнистого материала, который может быть подобным материалу, из которого образован обращенный к телу прокладочный материал 28. Также могут быть применены другие традиционные материалы, такие как полимерные пленки.
Каждый из герметичных отворотов 50, 52 может содержать основную часть 64 и выступающую часть 66. Основная часть 64 может быть связана с основой 11, например, с обращенным к телу прокладочным материалом 28 или наружным покрытием 26, как упомянуто выше. Основная часть 64 может содержать ближний конец 64a и дальний конец 64b. Выступающая часть 66 может быть отделена от основной части 64 на ближнем конце 64a основной части 64. Используемое в данном контексте выражение «выступающая часть 66 отделена от основной части 64 на ближнем конце 64a основной части 64» означает, что ближний конец 64a основной части 64 определяет переход между выступающей частью 66 и основной частью 64. Ближний конец 64a основной части 64 может быть расположен возле барьерного клея 49. Согласно некоторым вариантам осуществления дальние концы 64b основной части 64 могут проходить в поперечном направлении к соответствующим продольным боковым краям 18, 20 впитывающего изделия 10, 210. Согласно другим вариантам осуществления дальние концы 64b основной части 64 могут оканчиваться в поперечном направлении внутри соответствующих продольных боковых краев 18, 20 впитывающего изделия 10, 210. Каждый из герметичных отворотов 50, 52 также может содержать выступающую часть 66, которая выполнена таким образом, что она проходит от лицевой по отношению к телу поверхности 19 основы 11 по меньшей мере в область 16 промежности, когда впитывающее изделие 10, 210 находится в ослабленной конфигурации, как показано на фиг. 5. Герметичные отвороты 50, 52 могут содержать область 71 скрепления в любой из передней поясной области 12 и задней поясной области 14 или в обеих из них, где выступающая часть 66 сцеплена с лицевой по отношению к телу поверхностью 19 основы 11.
Предполагается, что герметичные отвороты 50, 52 могут иметь различные конфигурации и формы и могут быть изготовлены с применением различных способов. Например, герметичные отвороты 50, 52, изображенные на фиг. 5, предусматривают вертикальный герметичный отворот 50, 52 с областью 71 скрепления как в передней, так и в задней поясных областях 12, 14, где выступающая часть 66 каждого герметичного отворота 50, 52 скреплена с обращенным к телу прокладочным материалом 28 в направлении к продольной оси 29 впитывающего изделия 10, 210 или в направлении от нее. Однако герметичные отвороты 50, 52 могут содержать область 71 скрепления, где выступающая часть 66 каждого из герметичных отворотов 50, 52 сложена назад на себя и соединена с собой, при этом обращенный к телу прокладочный материал 28 выполнен в C-образной конфигурации, как известно из уровня техники и описано в патенте США № 5895382, выданном на имя Robert L. Popp и соавт. В качестве еще одного альтернативного варианта предполагается, что герметичные отвороты 50, 52 могут быть выполнены в T-образной конфигурации, например, описанной в патенте США № 9259362, выданном на имя Robert L. Popp и соавт. Такая конфигурация также может предусматривать наличие области 71 скрепления соответственно в одной из передней и задней поясных областей 12, 14 или в обеих из них. Конечно, во впитывающем изделии 10, 210 могут использоваться другие конфигурации герметичных отворотов 50, 52 без отступления от объема настоящего изобретения.
Герметичные отвороты 50, 52 могут содержать один или более эластичных элементов 68 отворота, например, две эластичные полосы отворота, изображенные на фиг. 5. Подходящие эластомерные материалы для эластичных элементов 68 отворота могут включать листы, полосы или ленты из натурального каучука, синтетического каучука или термопластичных эластомерных материалов. Конечно, хотя в каждом герметичном отвороте 50, 52 показаны два эластичных элемента 68, предполагается, что герметичные отвороты 50, 52 могут быть выполнены с одним, или тремя, или большим количеством эластичных элементов 68. Альтернативно или дополнительно герметичные отвороты 50, 52 могут быть выполнены из материала, который сам демонстрирует эластомерные свойства.
Эластичные элементы 68 отворота, как представлено на фиг. 5, могут иметь две полосы из эластомерного материала, проходящие в продольном направлении в выступающую часть 66 герметичных отворотов 50, 52, в целом параллельно друг другу с промежутком. Эластичные элементы 68 могут находиться в пределах герметичных отворотов 50, 52, будучи упруго сжатыми, так что вследствие стягивания полос выступающие части 66 герметичных отворотов 50, 52 собираются и сокращаются в продольном направлении 30. В результате эластичные элементы 68 могут смещать выступающие части 66 герметичных отворотов 50, 52 таким образом, что они выступают из лицевой по отношению к телу поверхности 45 впитывающего узла 44 при в целом вертикальной ориентации герметичных отворотов 50, 52, особенно в области 16 промежности впитывающего изделия 10, 210, когда впитывающее изделие 10 находится в ослабленной конфигурации.
Во время изготовления герметичных отворотов 50, 52 по меньшей мере часть эластичных элементов 68 может быть связана с герметичными отворотами 50, 52, когда эластичные элементы 68 находятся в удлиненном состоянии. Относительное удлинение эластичных элементов 68 может составлять, например, от 110% до 350%. Согласно одному варианту осуществления эластичные элементы 68 могут быть покрыты клеем, находясь в удлиненном состоянии, на заданном отрезке перед прикреплением эластичных элементов 68 к герметичным отворотам 50, 52. В растянутом состоянии отрезок эластичных элементов 68, на который нанесен клей, может обеспечивать в герметичных отворотах 50, 52 активную эластичную область 70 отворота, как показано на фиг. 2, которая будет собираться складками в свободном состоянии впитывающего изделия 10. Активная эластичная область 70 отворота герметичных отворотов 50, 52 может иметь продольную длину, которая меньше, чем длина впитывающего изделия 10, 210. В этом представленном в качестве примера способе связывания эластичных элементов 68 с герметичными отворотами 50, 52 та часть эластичных элементов 68, которая не покрыта клеем, будет втягиваться после отрезания эластичных элементов 68 и впитывающего изделия 10 при изготовлении с получением отдельного впитывающего изделия 10. Как указано выше, ослабление эластичных элементов 68 в активной эластичной области 70 отворота, когда впитывающее изделие 10, 210 находится в ослабленном состоянии, может вызывать собирание в складки каждого герметичного отворота 50, 52 и приводить к тому, что выступающая часть 66 каждого герметичного отворота 50, 52 проходит от лицевой по отношению к телу поверхности 19 основы 11 (например, лицевой по отношению к телу поверхности 45 впитывающего узла 44 или лицевой по отношению к телу поверхности 56 обращенного к телу прокладочного материала 28), как показано на фиг. 5.
Конечно, эластичные элементы 68 могут быть связаны с герметичными отворотами 50, 52 различными другими способами, как известно специалистам в данной области техники, чтобы обеспечить активную эластичную область 70 отворота, не выходя за пределы объема настоящего изобретения. Дополнительно активные эластичные области 70 отворота могут быть короче или длиннее, чем показанные в настоящем документе, в том числе они могут проходить до переднего поясного края 22 и заднего поясного края 24, при этом такой вариант по-прежнему находится в пределах объема настоящего изобретения.
Эластичные элементы для ног
Эластичные элементы 60, 62 для ног могут быть прикреплены к наружному покрытию 26, например, как когда они связаны с ним посредством клея для слоистого материала, в целом в поперечном направлении внутрь продольных боковых краев 18 и 20 впитывающего изделия 10, 210. Эластичные элементы 60, 62 для ног могут образовывать сделанные эластичными манжеты для ног, которые дополнительно способствуют удерживанию выделений организма. Согласно одному варианту осуществления эластичные элементы 60, 62 для ног могут быть размещены между внутренним и наружным слоями (не показано) наружного покрытия 26 или между другими слоями впитывающего изделия 10, например, между основной частью 64 каждого герметичного отворота 50, 52 и обращенным к телу прокладочным материалом 28, как показано на фиг. 5, между основной частью 64 каждого герметичного отворота 50, 52 и наружным покрытием 26 или между обращенным к телу прокладочным материалом 28 и наружным покрытием 26. Эластичные элементы 60, 62 для ног могут представлять собой один или более эластичных компонентов, расположенных возле каждого продольного бокового края 18, 20. Например, каждый из эластичных элементов 60, 62 для ног, представленных в настоящем документе, содержит две эластичные нити. Для эластичных элементов 60 и 62 для ног можно использовать широкий ряд эластомерных материалов.
Подходящие эластомерные материалы могут включать листы, полосы или ленты из натурального каучука, синтетического каучука или термопластичных эластомерных материалов. Эластомерные материалы могут быть растянуты и закреплены на подложке, закреплены на собранной подложке или закреплены на подложке, а затем сделаны эластичными или сжаты, например, при воздействии тепла, таким образом, чтобы подложке передавались эластичные стягивающие усилия. Кроме того, предполагается, что в некоторых вариантах осуществления эластичные элементы 60, 62 для ног могут быть выполнены с герметичными отворотами 50, 52 и затем прикреплены к основе 11. Конечно, эластичные элементы 60, 62 для ног могут отсутствовать во впитывающем изделии 10, 210 без отступления от объема настоящего изобретения.
Герметизирующий поясной элемент
Согласно одному варианту осуществления впитывающее изделие 10, 210 может содержать один или более герметизирующих поясных элементов 54. Герметизирующий поясной элемент (герметизирующие поясные элементы) 54 может (могут) быть размещен (размещены) в задней поясной области 14, как изображено на фиг. 1—5. В целом, герметизирующий поясной элемент 54 может способствовать удержанию и/или впитыванию выделений организма, особенно каловых масс с низкой вязкостью, и, таким образом, может быть предпочтительным его размещение в задней поясной области 14. Согласно некоторым вариантам осуществления впитывающее изделие 10, 210 может содержать герметизирующий поясной элемент 54, размещенный в передней поясной области 12. Герметизирующий поясной элемент 54 в передней поясной области 12 может способствовать удержанию и/или впитыванию выделений организма, таких как моча, в передней поясной области 12. Хотя это происходит не так часто, как в задней поясной области 14, в некоторых случаях каловые массы также могут распространяться к передней поясной области 12, и, таким образом, герметизирующий поясной элемент 54, размещенный в передней поясной области 12, также может способствовать удержанию и/или впитыванию выделений организма. Согласно другим вариантам осуществления впитывающее изделие 10, 210 может содержать герметизирующий поясной элемент 54 как в задней поясной области 14, так и в передней поясной области 12.
Герметизирующий поясной элемент 54 может быть размещен на лицевой по отношению к телу поверхности 45 впитывающего узла 44. В некоторых вариантах осуществления, например, в вариантах осуществления, представленных на фиг. 1-2 и 5, герметизирующий поясной элемент 54 может быть размещен на лицевой по отношению к телу поверхности 56 обращенного к телу прокладочного материала 28. Однако согласно некоторым вариантам осуществления, например, во впитывающем изделии 210, изображенном на фиг. 4, герметизирующий поясной элемент 54 может быть размещен на лицевой по отношению к телу поверхности 58 задней поясной панели 15.
Герметизирующий поясной элемент 54 может содержать первый продольный боковой край 72 и второй продольный боковой край 74. Первый продольный боковой край 72 может быть противоположным по отношению ко второму продольному боковому краю 74. Расстояние между первым продольным боковым краем 72 и вторым продольным боковым краем 74 может определять ширину 51 герметизирующего поясного элемента 54 в поперечном направлении 32, как показано на фиг. 2.
Как показано на фиг. 2 и 5, герметизирующий поясной элемент 54 может быть выполнен таким образом, что первый продольный боковой край 72 может быть размещен в поперечном направлении снаружи ближнего конца 64a основной части 64 герметичного отворота 50. Аналогично герметизирующий поясной элемент 54 может быть выполнен таким образом, что второй продольный боковой край 74 может быть расположен в поперечном направлении снаружи ближнего конца 64a основной части 64 герметичного отворота 52. Герметизирующий поясной элемент 54 может быть выполнен таким образом, что ширина 51 герметизирующего поясного элемента 54 может быть больше, чем расстояние в поперечном направлении между проходящими в продольном направлении линиями 25a, 25b сгиба, как показано на фиг. 2 и 4.
Герметизирующий поясной элемент 54 также может содержать ближнюю часть (не показана) и дальнюю часть 78. Ближняя часть может быть соединена с лицевой по отношению к телу поверхностью 19 основы 11 (например, лицевой по отношению к телу поверхностью 45 впитывающего узла 44 или лицевой по отношению к телу поверхностью 56 обращенного к телу прокладочного материала 28), при этом дальняя часть 78 герметизирующего поясного элемента 54 может свободно перемещаться относительно основы 11 и впитывающего узла 44, когда впитывающее изделие 10, 210 находится в ослабленной конфигурации, например, как показано на фиг. 5. Когда герметизирующий поясной элемент 54 находится в ослабленной конфигурации, дальняя часть 78 проходит от основы 11 и впитывающего узла 44 в вертикальном направлении, которое перпендикулярно плоскости, образованной продольной осью 29 и поперечной осью 31. Сгиб 79a может отделять ближнюю часть от дальней части 78 герметизирующего поясного элемента 54. Используемое в данном контексте выражение «сгиб 79a отделяет ближнюю часть от дальней части 78» означает, что сгиб 79a образует переходную зону между ближней частью и дальней частью 78.
В некоторых вариантах осуществления ближняя часть герметизирующего поясного элемента 54 может быть соединена с лицевой по отношению к телу поверхностью 56 обращенного к телу прокладочного материала 28. В других вариантах осуществления ближняя часть герметизирующего поясного элемента 54 может быть соединена с лицевой по отношению к телу поверхностью 58 задней поясной панели 15. Ближняя часть может быть соединена с лицевой по отношению к телу поверхностью 45 клеем, связыванием под действием давления, ультразвука, температуры и их комбинацией.
Поскольку дальняя часть 78 герметизирующего поясного элемента 54 может свободно перемещаться относительно впитывающего узла 44, когда впитывающее изделие 10, 210 находится в ослабленной конфигурации, дальняя часть 78 может способствовать предоставлению герметичного кармана 82, когда впитывающее изделие 10, 210 находится в ослабленной конфигурации. Герметичный карман 82 может способствовать предоставлению барьера для удерживания и/или может способствовать впитыванию выделений организма. Герметичный карман 82 может быть особенно предпочтительным для удерживания и/или впитывания каловых масс с низкой вязкостью, которые могут преобладать у детей младшего возраста. Первый продольный боковой край 72 может быть размещен в поперечном направлении снаружи ближнего конца 64a основной части 64 герметичного отворота 50, и, таким образом, герметичный карман 82 может проходить в поперечном направлении снаружи ближнего конца 64a герметичного отворота 50. Аналогично второй продольный боковой край 74 может быть размещен в поперечном направлении снаружи ближнего конца 64a основной части 64 герметичного отворота 52 и герметичный карман 82 может проходить в поперечном направлении снаружи ближнего конца 64a герметичного отворота 52. Благодаря такой конфигурации герметизирующий поясной элемент 54 обеспечен широким герметичным карманом 82 для удержания и/или впитывания выделений организма.
Для предотвращения растекания в поперечном направлении выделений организма, которые удерживаются герметичным карманом 82 герметизирующего поясного элемента 54, дальняя часть 78 герметизирующего поясного элемента 54 может быть связана с ближней частью герметизирующего поясного элемента 54 и/или лицевой по отношению к телу поверхностью 19 основы 11 возле первого и второго продольных боковых краев 72, 74 соответственно. Например, на фиг. 5 показаны области 84 скрепления, где дальняя часть 78 герметизирующего поясного элемента 54 может быть связана с ближней частью герметизирующего поясного элемента 54 и/или лицевой по отношению к телу поверхностью 19 основы 11.
Согласно предпочтительным вариантам осуществления герметизирующий поясной элемент 54 может содержать по меньшей мере один эластичный элемент и даже больше эластичных элементов в дополнительных вариантах осуществления. В целом, эластичный элемент может проходить по существу от первого продольного бокового края 72 до второго продольного бокового края 74 герметизирующего поясного элемента 54. Эластичный элемент может быть размещен в дальней части 78 герметизирующего поясного элемента 54 и предпочтительно расположен возле свободного края 88 дальней части 78 герметизирующего поясного элемента 54.
Для эластичного элемента (эластичных элементов) в герметизирующем поясном элементе 54 можно использовать широкий ряд эластомерных материалов. Подходящие эластомерные материалы могут включать листы, полосы или ленты из натурального каучука, синтетического каучука, эластичных пеноматериалов или термопластичных эластомерных материалов (например, пленок). Эластомерные материалы могут быть растянуты и прикреплены к подложке, образующей герметизирующий поясной элемент 54, прикреплены к собранной подложке или прикреплены к подложке, а затем сделаны эластичными или сжаты, например, при воздействии тепла, таким образом, чтобы подложке, образующей герметизирующий поясной элемент 54, передавались эластичные затягивающие усилия.
Герметизирующий поясной элемент 54 может быть размещен так, чтобы соединяться с основой 11 путем размещения или над герметичными отворотами 50, 52, или под герметичными отворотами 50, 52. Более конкретно герметизирующий поясной элемент 54 может быть размещен на лицевой по отношению к телу поверхности 19 основы 11 таким образом, что ближняя часть герметизирующего поясного элемента 54 расположена под основной частью 64 первого и второго герметичных отворотов 50, 52 соответственно. Альтернативно герметизирующий поясной элемент 54 может быть размещен на лицевой по отношению к телу поверхности 19 основы 11 таким образом, что ближняя часть герметизирующего поясного элемента 54 размещена под основной частью 64 первого и второго герметичных отворотов 50, 52 соответственно. Обе конфигурации могут предоставлять преимущества в отношении функций герметизирующего поясного элемента 54 по удержанию и/или впитыванию выделений организма.
Если ближняя часть герметизирующего поясного элемента 54 размещена поверх основной части 64 герметичных отворотов 50, 52, герметичные отвороты 50, 52 могут иметь активную эластичную область 70 отворота, которая в продольном направлении перекрывает дальнюю часть 78 герметизирующего поясного элемента 54, когда впитывающее изделие 10 находится в растянутой и горизонтально уложенной конфигурации, например, как изображено на фиг. 2. Дополнительно или альтернативно область 71 скрепления может не проходить от заднего поясного края 24 к свободному краю 88 дальней части 78 герметизирующего поясного элемента 54, как изображено на фиг. 2.
Там, где ближняя часть герметизирующего поясного элемента 54 размещена под основной частью 64 герметичных отворотов 50, 52, область 71 скрепления выступающей части 66 каждого из герметичных отворотов 50, 52 может перекрываться в продольном направлении с дальней частью 78 герметизирующего поясного элемента 54. Согласно некоторым из этих вариантов осуществления область 71 скрепления выступающей части 66 каждого из герметичных отворотов 50, 52 может проходить до свободного края 88 герметизирующего поясного элемента 54, чтобы дополнительно способствовать удержанию выделений в герметичном кармане 82, образованном герметизирующим поясным элементом 54.
Герметизирующий поясной элемент 54 может состоять из множества материалов. Согласно предпочтительному варианту осуществления герметизирующий поясной элемент 54 может состоять из материала спанбонд-мелтблаун-спанбонд («SMS»). Однако предполагается, что герметизирующий поясной элемент 54 может состоять из других материалов, включая, но без ограничения, спанбонд-пленка-спанбонд («SFS»), связанное кардочесанное полотно («BCW») или любой нетканый материал. Согласно некоторым вариантам осуществления герметизирующий поясной элемент 54 может состоять из слоистого материала, содержащего более одного из этих иллюстративных материалов, или других материалов. Согласно некоторым вариантам осуществления герметизирующий поясной элемент 54 может состоять из непроницаемого для жидкости материала. Согласно некоторым вариантам осуществления герметизирующий поясной элемент 54 может состоять из материала, покрытого гидрофобным покрытием. Плотность материала, образующего герметизирующий поясной элемент 54, может варьировать, однако согласно предпочтительному варианту осуществления плотность может составлять от 8 г/м2 до 120 г/м2, без учета эластичных элементов 86 в герметизирующем поясном элементе 54. Более предпочтительно плотность материала с герметизирующим поясным элементом 54 может составлять от 10 г/м2 до 40 г/м2 и еще более предпочтительно от 15 г/м2 до 25 г/м2.
Система крепления
Согласно одному варианту осуществления впитывающее изделие 10 может содержать систему крепления. Система крепления может содержать одно или более задних креплений 91 и одно или более передних креплений 92. Варианты осуществления, показанные на фиг. 1 и 2, отображают варианты осуществления с одним передним креплением 92. Части системы крепления могут быть включены в переднюю поясную область 12, заднюю поясную область 14 или в обе области.
Система крепления может быть выполнена с возможностью закрепления впитывающего изделия 10 вокруг талии носящего в закрепленном состоянии, как показано на фиг. 1, и способствования удерживанию впитывающего изделия 10 на месте во время использования. В одном варианте осуществления задние крепления 91 могут содержать один или более материалов, связанных вместе для образования композитного ушка, как известно из уровня техники. Например, сложное крепление может состоять из растягивающегося компонента 94, нетканого несущего слоя или основы 96 с крючками и крепежного компонента 98, как обозначено на фиг. 2. Как показано на фиг. 5, согласно некоторым вариантам осуществления герметизирующий поясной элемент 54 может проходить до задних креплений 91. Согласно некоторым вариантам осуществления герметизирующий поясной элемент 54 может быть соединен с растягивающимся компонентом 94 задних креплений 91 непосредственно или опосредованно. Согласно некоторым вариантам осуществления герметизирующий поясной элемент 54 может проходить до продольных боковых краев 18, 20 впитывающего изделия 10, 210.
Впитывающая основа
Впитывающая основа 34 предпочтительно может быть выполнена как в целом сжимаемая, конформная, податливая, не вызывающая раздражения кожи носящего и способная впитывать и удерживать жидкие выделения организма. Впитывающая основа 34 может быть изготовлена в широком ряде размеров и форм (например, прямоугольной, трапецеидальной, T-образной, I-образной, в форме песочных часов и т.п.), а также из широкого ряда материалов. Размер и впитывающая способность впитывающей основы 34 должны соответствовать размеру предполагаемого носящего (от младенцев до взрослых) и нагрузке по жидкости, передаваемой при предполагаемом использовании впитывающего изделия 10, 210. Впитывающая основа 34 может иметь длину и ширину, которые могут быть меньше или равны длине и ширине впитывающего изделия 10, 210.
В одном варианте осуществления впитывающая основа 34 может состоять из впитывающего материала, такого как волокнистый впитывающий материал и/или супервпитывающий материал, связующих материалов, поверхностно-активных веществ, подобранных гидрофобных и гидрофильных материалов, пигментов, лосьонов, средств для устранения неприятного запаха или т.п., а также их сочетаний. В одном варианте осуществления впитывающая основа 34 может представлять собой матрицу из целлюлозного ворса и супервпитывающего материала. В еще одном варианте осуществления впитывающий материал впитывающей основы 34 может содержать только супервпитывающий материал. Согласно одному варианту осуществления впитывающая основа 34 может быть выполнена из одного слоя материалов или согласно альтернативному варианту может быть выполнена из двух или более слоев материалов.
При наличии состава, состоящего по меньшей мере частично из волокнистого материала, во впитывающем элементе 34 могут быть использованы различные типы смачиваемых, гидрофильных волокон. К примерам подходящих волокон относятся натуральные волокна, целлюлозные волокна, синтетические волокна, состоящие из целлюлозы или производных целлюлозы, такие как вискозные волокна; неорганические волокна, состоящие из смачиваемого по своей природе материала, такого как стекловолокна; синтетические волокна, полученные из смачиваемых по своей природе термопластичных полимеров, такие как конкретные волокна из сложных полиэфиров или полиамидов, или состоящие из несмачиваемых термопластичных полимеров, такие как полиолефиновые волокна, которые были гидрофилизированы с помощью подходящих средств. Волокна можно гидрофилизировать, например, посредством обработки поверхностно-активным веществом, обработки силикагелем, обработки материалом, который характеризуется наличием подходящего гидрофильного фрагмента и который нельзя легко удалить с волокна, или посредством нанесения на несмачиваемое гидрофобное волокно оболочки из гидрофильного полимера в процессе образования волокна или после него.
При наличии состава, состоящего по меньшей мере частично из супервпитывающих материалов, такие супервпитывающие материалы могут быть выбраны из натуральных, синтетических и модифицированных натуральных полимеров и материалов. Супервпитывающие материалы могут представлять собой неорганические материалы, такие как силикагели, или органические соединения, такие как сшитые полимеры.
При наличии разделительного слоя 48 впитывающая основа 34 может быть размещена на разделительном слое 48 и размещена поверх наружного покрытия 26. Разделительный слой 48 может быть связан с наружным покрытием 26, например, с помощью клея. Согласно некоторым вариантам осуществления разделительный слой 48 может отсутствовать, и впитывающая основа 34 может непосредственно контактировать с наружным покрытием 26 и может быть непосредственно связана с наружным покрытием 26. Тем не менее, следует понимать, что впитывающая основа 34 может контактировать, но не быть связанной с наружным покрытием 26, и оставаться в пределах объема настоящего изобретения. В одном варианте осуществления наружное покрытие 26 может состоять из одного слоя, и впитывающая основа 34 может контактировать с одним слоем наружного покрытия 26. Согласно некоторым вариантам осуществления по меньшей мере часть слоя, такого как, но без ограничения, переносящий текучую среду слой 46 и/или разделительный слой 48, может быть расположена между впитывающей основой 34 и наружным покрытием 26, как изображено на фиг. 5. Впитывающая основа 34 может быть связана с переносящим текучую среду слоем 46 и/или разделительным слоем 48.
Согласно некоторым аспектам настоящего изобретения впитывающая основа 34 или по меньшей мере один компонент впитывающей основы 34 может содержать впитывающую структуру 101, описанную более подробно со ссылкой на фиг. 9A-9C и 10A-10B. Впитывающая структура 101 может представлять собой впитывающую основу 34 в некоторых вариантах осуществления, например, показанных со ссылкой на фиг. 1-5. В других вариантах осуществления впитывающая структура 101 может содержать только часть впитывающей основы 34. Например, впитывающая структура 101 может содержаться внутри впитывающей основы 34 вместе с другим материалом, таким как одно или более полотен и/или дополнительных впитывающих материалов. Такие другие материалы, совместно с впитывающей структурой 101, вместе образующие впитывающую основу 34, могут в целом быть идентифицированы как часть впитывающей основы 34 посредством их включения под переносящий текучую среду слой 46, который может оборачиваться или не оборачиваться вокруг боковых краев впитывающей основы 34 в различных вариантах осуществления. Наоборот, впитывающая основа 34 и переносящий текучую среду слой 46, размещенные между разделительным слоем 48 или наружным покрытием 26 и обращенным к телу прокладочным материалом 28, могут совместно содержать впитывающую систему изделий 10, 210.
В по меньшей мере некоторых вариантах осуществления содержание впитывающего материала впитывающей структуры 101 может преимущественно содержать супервпитывающий материал по весу впитывающего материала впитывающей структуры 101. Например, содержание впитывающего материала впитывающей структуры 101 по весу впитывающего материала впитывающей структуры 101 может предусматривать более чем 80% супервпитывающего материала, более чем 85% супервпитывающего материала, более чем 90% супервпитывающего материала, более чем 95% супервпитывающего материала или может даже предусматривать 100% супервпитывающего материала. В таких вариантах осуществления оставшееся содержание впитывающего материала может предусматривать волокнистый впитывающий материал, такой как целлюлозные волокна, или любой другой пригодный впитывающий материал.
Впитывающие структуры 101 согласно настоящему изобретению могут быть образованы в соответствии со способами, раскрытыми в настоящем документе, например, способами 300, 400, подробно описанными применительно к фиг. 6-8. Такие впитывающие структуры 101 могут преимущественно обеспечивать меньшую толщину, лучшую гибкость, захват супервпитывающего материала, целостность прокладки в сравнении с впитывающими структурами, образованными другими способами и/или содержащими другой материал или другие относительные количества материала. Хотя фиг. 1-5 сосредоточены на описании впитывающего изделия 10, 210 в виде подгузника, следует понимать, что впитывающие структуры 101 по настоящему изобретению могут быть использованы в любом впитывающем изделии, включая, помимо прочего, подгузники, трусы-подгузники, трусы для приучения к горшку, трусы для подростков, плавки, гигиенические продукты для женщин, включая, помимо прочего, прокладки или трусы при менструации, продукты для страдающих недержанием и другие предметы одежды для ухода за взрослыми, предметы медицинской одежды, хирургические прокладки и бандажи, другие предметы личной гигиены или предметы одежды медико-санитарного назначения и т.п.
На фиг. 6 показано иллюстративное схематическое изображение способа 300 образования впитывающей структуры. Способ 300 может включать разматывание полотна 303 и перемещение полотна 303 в машинном направлении 330. В некоторых иллюстративных вариантах осуществления устройство 305 для нанесения клея может наносить клей 306 на полотно 303. Устройство 305 для нанесения клея может наносить клей 306 на полотно 303 пневматически, или посредством разнообразных способов нанесения, или любым другим подходящим способом нанесения, в форме точек, бусин, завитков или любого другого подходящего узора. Хотя следует отметить, что устройство 305 для нанесения клея и клей 306 могут быть необязательными и могут отсутствовать в других вариантах осуществления. Соответственно в таких вариантах осуществления клей 306 не наносят на полотно 303.
В любом случае полотно 303 может двигаться в машинном направлении 330, прибывая на станцию 302 осаждения впитывающего материала. На станции 302 осаждения впитывающего материала супервпитывающий материал 317 смешивают с одним или более клеями 308, 310 перед осаждением на полотно 303, например, в области 312 смешивания, и в конечном счете осаждают на полотно 303.
Супервпитывающий материал 317 проходит от разгрузочного устройства 313 и через желоб 315 в направлении полотна 303. Разгрузочное устройство 313 может представлять собой насос для сыпучих материалов или подающий транспортер, приспособленный для поддержания равномерного потока супервпитывающего материала 317 через станцию 302 осаждения впитывающего материала. Скорость потока супервпитывающего материала 317 из разгрузочного устройства 313 может быть настраиваемой, чтобы разгрузочное устройство 313 могло доставлять разные количества супервпитывающего материала 317, что приводит в результате к разным значениям плотности супервпитывающего материала 317 в готовых впитывающих структурах 101. Такие разности в значениях плотности супервпитывающего материала 317 могут обеспечивать возможность использования образованных впитывающих структур 101 в разных конечных применениях с впитыванием, например, в подгузниках, гигиенических изделиях для женщин, предметах одежды для ухода за взрослыми, бандажах и т.п.
Желоб 315 имеет конец 354 желоба (как можно видеть на фиг. 7), показанный ориентированным в вертикальном направлении 332, так что супервпитывающий материал 317, показанный в виде индивидуальных частиц 318 на фиг. 7, выходит из желоба 315, спускаясь по сути в вертикальном направлении 332. Супервпитывающий материал 317 может предпочтительно подаваться через станцию 302 осаждения впитывающего материала под действием силы тяжести без приложения какого-либо пневматического усилия. В контексте данного документа вертикальное направление 332 используется для обозначения направления, перпендикулярного полотну 303. Машинное направление 330 может быть обозначено как направление, параллельное полотну 303, и, соответственно, может быть перпендикулярным вертикальному направлению 332. В тех вариантах осуществления, где полотно 303 ориентировано в горизонтальном направлении относительно силы тяжести (например, перпендикулярно направлению силы тяжести), вертикальное направление 332 может по сути совпадать с силой тяжести. Однако в других вариантах осуществления вертикальное направление 332 может находиться под углом относительно силы тяжести, например, под углами вплоть до 25 градусов, причем разница относительно силы тяжести может быть подходящей для вертикального направления 332. Соответственно, в таких вариантах осуществления супервпитывающий материал 317 может спускаться к полотну 303, имеющему направление, содержащее компонент как в вертикальном направлении 332, так и в машинном направлении 330 (или, возможно, противоположно машинному направлению 330).
Также, независимо от ориентации вертикального направления 332 относительно силы тяжести, желоб 315 может дополнительно быть ориентирован неперпендикулярным образом относительно полотна 303. Например, конец 354 желоба может быть ориентирован перпендикулярно относительно полотна 303 (как показано на фиг. 7), или он может быть ориентирован так, чтобы образовывать угол более 0 градусов и менее 25 градусов относительно направления, перпендикулярного полотну 303.
В целом, количество супервпитывающего материала 317, подаваемого через станцию 302 осаждения впитывающего материала, может быть приспособлено для получения в результате впитывающих структур 101, содержащих супервпитывающий материал 317, размещенный в количестве от 50 г/м2 до 1000 г/м2, или от 100 г/м2 до 1000 г/м2, или от 150 г/м2 до 1000 г/м2, или от 200 г/м2 до 800 г/м2, или от 250 г/м2 до 800 г/м2, или от 300 г/м2 до 700 г/м2, или от 350 г/м2 до 700 г/м2, или от 400 г/м2 до 700 г/м2, или от 450 г/м2 до 700 г/м2, или от 500 г/м2 до 700 г/м2, или от 400 г/м2 до 600 г/м2, или от 500 г/м2 до 600 г/м2. Такие значения плотности супервпитывающего материала 317 для впитывающих структур 101 могут быть особенно подходящими для использования во впитывающих предметах одежды и женских гигиенических продуктах. Хотя дополнительные впитывающие структуры 101, которые могут быть образованы согласно аспектам настоящего изобретения, могут иметь еще меньшие значения плотности супервпитывающего материала 317, например, от 5 г/м2 до 50 г/м2, или от 5 г/м2 до 30 г/м2, или от 10 г/м2 до 30 г/м2.
Отверстие 354 желоба может иметь ширину 356 отверстия (измеряемую там, где супервпитывающий материал 317 выходит из желоба 315) в машинном направлении 330. Ширина 356 отверстия может составлять от 2 мм до 30 мм, или от 5 мм до 25 мм, или от 5 мм до 20 мм, или от 7 мм до 15 мм. Более конкретно значения ширины 356 отверстия от 2 мм до 10 мм являются предпочтительными, когда количество супервпитывающего материала 317, осажденное станцией 302 осаждения впитывающего материала, составляет от 50 г/м2 до 300 г/м2. Наоборот, значения ширины 356 отверстия от 10 мм до 14 мм предпочтительны, когда количество супервпитывающего материала 317, осажденного станцией 302 осаждения впитывающего материал, составляет от 300 г/м2 до 500 г/м2, и значения ширины 356 отверстия от 14 мм до 20 мм предпочтительны, когда количество супервпитывающего материала 317, осажденного станцией 302 осаждения впитывающего материала, составляет от 500 г/м2 до 1000 г/м2.
Эти сочетания признаков — способ подачи под действием силы тяжести и ширина 356 отверстия желоба — могут способствовать созданию «листа» или «потока» супервпитывающего материала 317, движущегося к полотну 303. Указанные значения ширины 356 могут помочь в обеспечении того, что поток 319 супервпитывающего материала 317 имеет достаточную ширину и/или плотность — особенно в точках, где клеи 308 и/или 310 входят в контакт с потоком 319, что может позволить клеям 308 и/или 310 лучше проникать в поток 319 и смешиваться с супервпитывающим материалом 317. Эти конфигурации могут способствовать приданию полезных свойств полученным в результате впитывающим структурам 101, как более подробно описано ниже. В некоторых дополнительных вариантах осуществления могут быть использованы воздушные потоки или завесы для способствования придания формы потоку 319 и/или для поддержания желательной ширины и/или плотности потока. В таких вариантах осуществления супервпитывающий материал 317 может быть направлен на полотно 303 до некоторой степени быстрее, чем только силой тяжести, но такие варианты осуществления могут рассматриваться как все еще предусматривающие систему подачи под действием силы тяжести, поскольку супервпитывающий материал 317 не выходит принудительно пневматически или иным образом из конца 354 желоба.
Когда супервпитывающий материал 317 спускается на полотно 303, устройства 307 и/или 309 для нанесения клея могут распылять клей 308 и/или 310 на спускающийся супервпитывающий материал 317. Клей 308 и/или 310 смешивается со спускающимся супервпитывающим материалом 317 перед осаждением смеси супервпитывающего материала 317 и клея 308 и/или 310 на полотно 303. На фиг. 7 показано увеличенное схематическое изображение станции 302 осаждения впитывающего материала, показывающее больше подробностей в отношении устройств 307 и/или 309 для нанесения клея, клеев 308 и/или 310.
Количество клеев 308 и/или 310, наносимых устройствами 307 и/или 309 для нанесения клея, может в целом быть нанесено в добавленных процентах, составляющих менее 7%, или менее 6%, или менее 5%, или менее 4%, или менее 3%, или менее 2%. В других вариантах осуществления добавленные проценты могут составлять от 2% до 7%, или от 3% до 7%, или от 4% до 7%, или от 5% до 7%, или от 6% до 7%. В контексте данного документа термин «добавленное» количество или процент представляет собой количество описанного материала, добавленного так, что результирующий вес описанного материала в пределах впитывающей структуры 101 имеет требуемое отношение к весу впитывающего материала в пределах впитывающей структуры 101. В качестве одного иллюстративного примера, если супервпитывающий материал 317 размещен во впитывающей структуре 101 с плотностью 500 г/м2, и если клеи 308 и/или 310 были нанесены в добавленном количестве в 5%, результирующая плотность клея 308 и/или 310 в образованной впитывающей структуре будет равна 25 г/м2 (5% от 500 г/м2).
Как описано, в некоторых вариантах осуществления станция 302 осаждения впитывающего материала может содержать два устройства 307 и 309 для нанесения клея. Первое устройство 307 для нанесения клея может быть расположено выше по потоку (относительно направления 330 способа) от желоба 315, тогда как второе устройство 309 для нанесения клея может быть расположено ниже по потоку от желоба 315. Супервпитывающий материал 317 может образовывать поток 319 супервпитывающего материала 317 по мере его спуска на полотно 303. Если устройство 307 для нанесения клея расположено на находящейся выше по потоку стороне желоба 315, устройство 307 для нанесения клея выполнено с возможностью распыления первого клея 308 на первую сторону 352 потока 319 супервпитывающего материала 317.
Устройство 307 для нанесения клея может быть выполнено с возможностью распыления первого клея 308 таким образом, чтобы первый клей 308 контактировал с первой стороной 352 потока 319 супервпитывающего материала 317 вдоль части потока 319, имеющей длину 363 вдоль потока 319. В некоторых вариантах осуществления длина 363 может быть незначительной в том плане, что первый клей 308 может распыляться в виде потока, разлет которого минимальный или нулевой. Однако в других вариантах осуществления первый клей 308 может иметь некоторый разлет, и, соответственно, длина 363 может составлять от 2 мм до 10 мм, или от 2 мм до 6 мм, или от 2 мм до 4 мм.
Чтобы обеспечить первому клею 308 достаточно времени для смешивания с потоком 319 супервпитывающего материала 317 перед осаждением смеси первого клея 308 и супервпитывающего материала 317 на полотно 303, первый клей 308 может в целом контактировать с потоком 319 в первой точке контакта, расположенной на некотором расстояния 361 от полотна 303. Расстояние 361 может составлять от 4 мм до 40 мм, или от 4 мм до 35 мм, или от 5 мм до 30 мм, или от 6 мм до 25 мм. Если первый клей 308 распыляется с разлетом и контактирует с потоком 319 вдоль некоторой длины 363, первая точка контакта и, соответственно, расстояние 361 измеряются относительно центра длины 363, вдоль которой первый клей 308 контактирует с потоком 319.
Для достижения таких расстояний 361 сопло 321 может быть расположено на некотором расстоянии 355 от полотна 303 и на некотором расстоянии 351 от желоба 315. Эти расстояния 355, 351 могут быть отрегулированы для достижения требуемого расстояния 361. В некоторых неограничивающих примерах расстояние 355 может в целом составлять от 5 мм до 40 мм или от 10 мм до 30 мм. Для сравнения, желоб 315 может быть расположен на некотором расстоянии 359 от полотна 303. Расстояние 359 может составлять от 50 мм до 90 мм, или от 60 мм до 80, или от 70 мм до 80 мм. Расстояния 359 больше 70 мм, или 80 мм, или 90 мм могут привести к нежелательному разлету потока 319. Расстояния меньше 60 мм или 50 мм могут дать в результате недостаточное пространство между желобом 315 и полотном 303, чтобы обеспечить возможность достаточного смешивания супервпитывающего материала 317 и первого клея 308 (или второго клея 310, описанного более подробно ниже).
Было дополнительно обнаружено, что угол 369a, под которым сопло 321 ориентировано относительно машинного направления 330, может быть важным для достижения требуемого уровня смешивания между первым клеем 308 и потоком 319. Предпочтительно угол 369a может варьировать от 40 градусов до 80 градусов, или от 45 градусов до 75 градусов, или от 50 градусов до 70 градусов.
Устройство 309 для нанесения клея может иметь конфигурацию, подобную устройству 307 для нанесения клея. Устройство 309 для нанесения клея может распылять второй клей 310 таким образом, чтобы второй клей 310 контактировал со второй стороной 354 потока 319 супервпитывающего материала 317 вдоль части потока 319, имеющей длину 365 вдоль потока 319. Соответственно, длина 365 может быть незначительной в том плане, что второй клей 310 может распыляться в виде потока, разлет которого минимальный или нулевой. В других вариантах осуществления второй клей 310 может иметь некоторый разлет, чтобы длина 365 могла варьировать от 2 мм до 10 мм, или от 2 мм до 6 мм, или от 2 мм до 4 мм.
Чтобы обеспечить второму клею 310 достаточно времени для смешивания с потоком 319 супервпитывающего материала 317 перед осаждением смеси второго клея 310 и супервпитывающего материала 317 на полотно 303, второй клей 310 может в целом контактировать с потоком 319 во второй точке контакта на потоке 319, расположенной на некотором расстоянии от полотна 303, равном расстоянию 367, добавленному к расстоянию 361. Расстояние 367 суммарно с расстоянием 361 может в целом быть равным от 4 мм до 40 мм, или от 4 мм до 35 мм, или от 5 мм до 30 мм, или от 6 мм до 25 мм. Дополнительно, если второй клей 310 распыляется с разлетом и контактирует с потоком 319 вдоль некоторой длины 365, вторая точка контакта, равно как и расстояние 367, добавленное к расстоянию 361, измеряется относительно центра длины 365, вдоль которой второй клей 310 контактирует с потоком 319 (и относительно центра длины 363, если первый клей 308 контактирует с потоком 319 на сколько-нибудь значимой длине 363).
Следует понимать, что расстояние 361 и расстояние 367, добавленное к расстоянию 361, перекрываются в своих предпочтительных диапазонах. Согласно некоторым предпочтительным вариантам осуществления расстояние 361 меньше расстояния 367, добавленного к расстоянию 361. Например, может быть предпочтительным, чтобы устройство 307 для нанесения было расположено ближе к полотну 303, чем устройство 309 для нанесения. В таких вариантах осуществления расстояние 361 может предпочтительно быть равным от 4 мм до 22 мм, или от 4 мм до 20 мм, или от 6 мм до 15 мм. Расстояние 367, добавленное к расстоянию 361, может быть больше расстояния 361 на значение от 5 мм до 15 мм, или от 6 мм до 13 мм, или от 6 мм до 11 мм, например, расстояние 367 может составлять от 5 мм до 15 мм, или от 6 мм до 13 мм, или от 6 мм до 11 мм. В таких вариантах осуществления расстояние 367 может представлять собой разнос между первой точкой контакта, где первый клей 308 контактирует с потоком 319, и второй точкой контакта, где второй клей 310 контактирует с потоком 319.
Было обнаружено, что распыление клеев 308 и/или 310 на поток 319 может заставить поток 319 изгибаться в направлении распыления. Без ограничения теорией считается, что данное усилие, оказываемое клеями 308 и/или 310, контактирующими с потоком, и/или необязательный воздух для создания узора, подаваемый устройствами 307 и/или 309 для нанесения, могут вызывать это изгибание потока 319. Соответственно, если первая точка контакта, где первый клей 308 контактирует с потоком 319, находится в более низкой точке, чем вторая точка контакта, где второй клей 310 контактирует с потоком 319, поток 319 может изгибаться в машине 330 прямо перед осаждением на полотно 303. Этот изгиб потока 309 в машинном направлении 330 способствует однородному осаждению смеси супервпитывающего материала 317 и первого клея 308 (и необязательно второго клея 310), что приводит к более однородной смеси 320, что имеет массу преимуществ в отношении захвата и стабилизации супервпитывающего материала 317, целостности полученной в результате впитывающей структуры 101 и равномерности распределения супервпитывающего материала 317 и первого клея 308 (и необязательно второго клея 310).
Как и сопло 321, сопло 323 может быть расположено на некотором расстоянии 357 от полотна 303 и на некотором расстоянии 353 от желоба 315 для достижения требуемого расстояния 367, добавленного к расстоянию 361. Угол 369b, под которым сопло 323 ориентировано относительно полотна материала 303, может дополнительно быть подобным углу 369a. Например, угол 369b может варьировать от 40 градусов до 80 градусов, или от 45 градусов до 75 градусов, или от 50 градусов до 70 градусов. В по меньшей мере некоторых вариантах осуществления угол 369a и угол 369b могут быть одинаковыми, тогда как в других вариантах осуществления углы 369a, 369b разные.
Устройства 307 и/или 309 для нанесения могут быть предпочтительно выполнены с возможностью распыления клеев 308 и/или 310 в виде по сути случайного узора. Было обнаружено, что узоры распыления, которые являются в большей степени случайными, неравномерными или неправильными, могут дать лучшие результаты в отношении характеристик впитывающих структур 101, например, в отношении захвата и стабилизации супервпитывающего материала 317, целостности получаемой в результате впитывающей структуры 101 и равномерности распределения супервпитывающего материала 317 и клеев 308 и/или 310. Один такой иллюстративный узор распыления — узор, созданный спреевыми соплами Universal™ Signature™, доступными от Nordson Corporation с головным офисом по адресу: Клеменс Роуд, 28601, Вестлейк, Огайо, 44145, США. Однако в других вариантах осуществления другие узоры клеевого распыления, которые являются более равномерными и менее случайными, но все равно принимаемыми как случайный узор, могут быть достаточными для изготовления впитывающих структур 101, имеющих требуемые рабочие характеристики. Также предусмотрено, что некоторые неслучайные узоры распыления могут также быть достаточными для создания впитывающих структур 101 с требуемыми рабочими характеристиками.
Хотя она показана на фиг. 7 как содержащая два устройства 307 и/или 309 для нанесения клея, в некоторых вариантах осуществления станция 302 осаждения впитывающего материала может содержать только одно из устройств 307 и/или 309 для нанесения клея. Также, хотя показано и описано, что устройство 307 для нанесения клея направляет клей 308 на первую сторону 352 потока 319 (который представляет собой находящуюся выше по потоку сторону потока 319), которая ближе к полотну 303, чем устройство 309 для нанесения клея, эта ориентация не является требуемой во всех вариантах осуществления. Например, в дополнительных вариантах осуществления устройство 307 для нанесения клея может быть расположено дальше от полотна 303, чем устройство 309 для нанесения клея, будучи при этом все еще расположенным на находящейся выше по потоку стороне потока 319. В любом из этих таких вариантов осуществления расстояния между первой точкой контакта и второй точкой контакта относительно друг друга и относительно полотна, описанные ранее, могут быть обращены. То есть расстояние 361 может описывать расстояние между второй точкой контакта и полотном 303, тогда как расстояние 367, добавленное к расстоянию 361, может описывать расстояние между первой точкой контакта и полотном 303 (при этом расстояние 367 описывает расстояние между первой точкой контакта и второй точкой контакта).
По мере того как полотно 303 проходит через станцию 302 осаждения впитывающего материала, формируется осажденная смесь 320 смеси клеев 308 и/или 310 и супервпитывающего материала 317. В тех вариантах осуществления, где устройство 305 для нанесения клея было использовано для распыления клея 306 на полотно 303, клей 306 вместе с клеями 308 и/или 310 выполняет функцию фиксации супервпитывающего материала 317 на полотне 303. В тех вариантах осуществления, где устройство 305 для нанесения клея не используется, только клеи 308 и/или 310 выполняют функцию фиксации супервпитывающего материала 317 на полотне 303.
Во время осаждения смеси 320 к полотну 303 может необязательно быть приложена вакуумная энергия. Например, полотно 303 может иметь подложку в виде формовочной поверхности, например, формовочный ремень или формовочный барабан, как это принято в уровне техники. Вакуумная энергия может быть приложена к формовочной поверхности таким образом, чтобы воздух втягивался через формовочную поверхность со стороны, где расположено полотно 303. Соответственно, полотно 303 вместе со смесью 320 по мере его спуска на полотно 303 втягивается на формовочную поверхность благодаря приложенной вакуумной энергии. Такая вакуумная энергия может способствовать управлению разлетом смеси 320 по мере ее спуска на полотно 303, тем самым способствуя образованию относительно более равномерной впитывающей структуры 101. Было обнаружено, что особенно высокие разности давлений на формовочной поверхности, которые превышают и заходят за типичные разности давлений в уровне техники, являются предпочтительными. Например, может быть предпочтительно, чтобы вакуумная энергия создавала разность давлений более 0,25 м водяного столба на формовочной поверхности. В дополнительных вариантах осуществления могут быть более предпочтительными даже большие разности давлений, например, более 0,35 м водяного столба, или более 0,5 м водяного столба, или более 0,65 м водяного столба при измерении на формовочной поверхности.
Полотно 324 может далее быть нанесено на осажденную смесь 320. В некоторых вариантах осуществления устройство 325 для нанесения клея может распылять клей 326 на полотно 324 перед расположением полотна 324 на осажденной смеси 320. Хотя следует понимать, что устройство 325 для нанесения клея является лишь необязательным и может отсутствовать в некоторых вариантах осуществления. При наличии нанесенный клей 326 может более плотно связывать полотно 324 с осажденной смесью 320 и/или дополнительно фиксировать супервпитывающий материал 317 в пределах образованной впитывающей структуры.
В соответствии с некоторыми аспектами настоящего изобретения сочетание полотна 303, осажденной смеси 320 и полотна 324 может проходить через одну или более станций 327 сдавливания для способствования сжатию компонентов вместе. В целом, станция 327 сдавливания может прикладывать давление к сочетанию полотна 303, осажденной смеси 320 и полотна 324 от 0,5 фунта на линейный дюйм (PLI) (88 Н/м) до 1,5 PLI (263 Н/м) или от 0,75 PLI (131 Н/м) до 1,25 PLI (219 Н/м). Такие давления способствуют дополнительному связыванию осажденной смеси с полотнами 303, 324. Хотя это не требуется во всех вариантах осуществления, может быть предпочтительно, чтобы станция 327 сдавливания была расположена относительно близко к станции 302 осаждения материала таким образом, чтобы клеи 308 и/или 310 были по-прежнему открыты во время прохождения сочетания полотна 303, осажденной смеси 320 и полотна 324 через станцию 327 сдавливания.
После одной или более станций 327 сдавливания сочетание полотна 303, осажденной смеси 320 и полотна 324 может проходить к станции 329 резки, где соединенный отрезок полотна 303, осажденной смеси 320 и полотна 324 нарезают на отдельные впитывающие структуры 101. Эти отдельные впитывающие структуры 101 могут затем быть скомбинированы в способе изготовления для производства различных впитывающих продуктов, описанных в настоящем документе.
На фиг. 8 показано иллюстративное схематическое изображение альтернативного способа 400 образования впитывающей структуры. Способ 400 подобен способу 300, за исключением того, что в способе 400 задействованы две станции 302a, 302b осаждения впитывающего материала. Было обнаружено, что существуют некоторые преимущества в задействовании двух станций 302a, 302b осаждения впитывающего материала в сравнении с одной станцией 302 осаждения впитывающего материала. Например, по мере того как требуемое количество осажденного супервпитывающего материала 317 становится большим, снижается способность одной станции 302 осаждения впитывающего материала образовывать впитывающую структуру 101, имеющую требуемые эксплуатационные свойства. Если требуемое количество осажденного супервпитывающего материала 317 становится слишком большим, одна станция 302 осаждения впитывающего материала может быть неспособна образовывать смесь супервпитывающего материала 317 и клея, которая в достаточной степени фиксирует супервпитывающий материал 317, особенно при небольших требуемых количествах добавления клея. Например, в таких примерах свойство захвата супервпитывающего материала таких образованных впитывающих структур 101 может упасть ниже требуемого значения.
Наоборот, то же требуемое количество осажденного супервпитывающего материала 317 может быть способно к достаточной фиксации посредством задействования двух станций 302a, 302b осаждения впитывающего материала таким образом, чтобы получаемые в результате впитывающие структуры 101 имели требуемое значение захвата супервпитывающего материала. Кроме того, задействование двух станций 302a, 302b осаждения впитывающего материала может обеспечивать увеличенные скорости производства, даже при меньших количествах супервпитывающего материала 317 и больших количествах добавляемого клея. Соответственно, в способе 400 после осаждения смеси супервпитывающего материала 317 и клеев 308 и/или 310 на полотно 303 на станции 302a осаждения впитывающего материала (которая может быть эквивалентна станции 302 осаждения впитывающего материала по фиг. 6 и 7), полотно 303 и осажденная смесь супервпитывающего материала 317 и клеев 308 и/или 310 перемещается на станцию 302b осаждения впитывающего материала.
Подобно станции 302a осаждения впитывающего материала, станция 302b осаждения впитывающего материала может быть выполнена с возможностью направления второго потока 331 супервпитывающего материала 317 к полотну 303 и уже осажденной смеси супервпитывающего материала 317 и клеев 308 и/или 310. Станция 302b осаждения впитывающего материала может содержать устройства 333 и/или 335 для нанесения клея, которые могут распылять клей 334 и/или 336 в направлении второго потока 331 спускающегося супервпитывающего материала 317. Клей 334 и/или 336 смешивается со спускающимся супервпитывающим материалом 317 перед осаждением смеси супервпитывающего материала 317 второго потока 331 и клея 334 и/или 336 на полотно 303 и ранее осажденную смесь супервпитывающего материала 317 и клеев 308 и/или 310.
Согласно некоторым аспектам настоящего изобретения станция 302b осаждения впитывающего материала может содержать два устройства 333 и 335 для нанесения клея. Что касается станции 302b осаждения впитывающего материала, первое устройство 333 для нанесения клея (которое может быть третьим устройством для нанесения клея в способе 400) может быть расположено выше по потоку (относительно направления 330 способа) от желоба 315 второй станции 302b осаждения, тогда как второе устройство 335 для нанесения клея (которое может быть четвертым устройством для нанесения клея в способе 400) может быть расположено ниже по потоку от желоба 315 второй станции 302b осаждения. Устройство 333 для нанесения клея выполнено с возможностью распыления первого клея 334 (который может быть третьим клеем в способе 400) на первую сторону второго потока 331 супервпитывающего материала 317. Устройство 335 для нанесения клея выполнено с возможностью распыления второго клея 336 (который может быть четвертым клеем в способе 400) на вторую сторону второго потока 331 супервпитывающего материала 317.
В целом, позиции, местоположения, расстояния и прочие признаки и необязательные компоненты или признаки станции 302 осаждения впитывающего материала, описанные относительно фиг. 7, могут быть такими же, как и для станции 302a осаждения впитывающего материала. Подобным образом, станция 302b осаждения впитывающего материала может быть такой же, как станция 302a осаждения впитывающего материала, или по сути подобной ей. Станция 302b осаждения впитывающего материала может быть расположена на расстоянии от 0,25 м до 3,0 м, или более предпочтительно от 0,25 м до 2,0 м, или еще более предпочтительно от 0,25 м до 1,0 м.
Возвращаясь к полотнам 303 и 324, как показано на фиг. 6 и 8, полотно 324 может быть соединено с осажденной смесью 320 супервпитывающего материала 317 и клеями 308, 310, 334 и/или 336 для образования впитывающих структур 101. Некоторые альтернативные варианты осуществления в соответствии с аспектами настоящего изобретения могут обойтись вообще без полотна 324. В таких вариантах осуществления полотно 303 может быть достаточно широким для того, чтобы после осаждения смеси 320 на полотно 303 полотно 303 было обернуто вокруг смеси 320 для образования впитывающей структуры 101.
На фиг. 9A-9C изображены различные разрезы иллюстративных впитывающих структур 101 в соответствии с аспектами настоящего изобретения. Разрезы, представленные на фиг. 9A-9C, взяты по линии 9-9 по фиг. 8, показывая разные конфигурации смеси 320, полотна 303 и полотна 324, при их наличии.
На фиг. 9A изображен вариант осуществления впитывающей структуры 101 по настоящему изобретению, содержащей полотно 303 и полотно 324, при этом смесь 320 размещена между полотном 303 и полотном 324. Полотно 303 и полотно 324 могут иметь верхние поверхности 342 и 344 соответственно и нижние поверхности 343 и 345 соответственно. В некоторых иллюстративных вариантах осуществления согласно фиг. 9A смесь 320 может быть размещена на верхней поверхности 342 полотна 303 и на нижней поверхности 345 полотна 324. В некоторых из этих вариантов осуществления впитывающая структура 101 может дополнительно содержать шовные клеи 346, расположенные по краю смеси 320 и связывающие нижнюю поверхность 345 полотна 324 с верхней поверхностью 342 полотна 303. Такие шовные клеи 346 могут способствовать запечатыванию боковых краев 358a, 358b впитывающей структуры 101. Однако следует понимать, что такие клеи 346 не являются обязательными во всех вариантах осуществления — во многих вариантах осуществления происходит достаточный захват супервпитывающего материала 317 таким образом, чтобы почти никакой супервпитывающий материал 317 не мог выйти за пределы впитывающей структуры 101, даже без шовного клея 346.
При наличии шовные клеи 346 могут быть нанесены устройствами для нанесения клея перед осаждением смеси 320 или после него (например, необязательные устройства 305 и/или 325 для нанесения клея могут наносить шовные клеи 346). Альтернативно шовные клеи 346 могут быть нанесены во время осаждения смеси 320 устройствами 307, 309, 333 и/или 335 для нанесения клея, например, когда распыление клея из устройств 307, 309, 333 и/или 335 для нанесения клея шире, чем поток или потоки супервпитывающего материала 317. В других вариантах осуществления, однако, впитывающая структура 101 может не содержать никаких шовных клеев 346. В таких вариантах осуществления клеев 308, 310, 334 и/или 336 может быть достаточно для связывания полотна 303 с полотном 324.
На фиг. 9B изображен другой вариант осуществления впитывающей структуры 101 по настоящему изобретению, содержащей полотно 303 и полотно 324, при этом смесь 320 размещена между полотном 303 и полотном 324. В этом варианте осуществления, в отличие от варианта осуществления по фиг. 9A, вместо связывания нижней поверхности 345 полотна 324 с верхней поверхностью 342 полотна 303, верхняя поверхность 344 полотна 324 может быть связана с верхней поверхностью 342 полотна 303. Например, полотно 324 может оборачиваться по меньшей мере частично вокруг смеси 320, что иногда именуется С-образным оборачиванием, таким образом, чтобы нижняя поверхность 345 полотна 324 была размещена напротив обеих частей первой стороны смеси 320 и второй стороны смеси 320. В варианте осуществления, показанном на фиг. 9B, полотно 324 может быть размещено между смесью 320 и полотном 303, при этом полотно 324 и полотно 303 перекрываются. Хотя в других вариантах осуществления полотно 324 может оборачиваться вокруг как смеси 320, так и полотна 303 таким образом, чтобы полотно 303 было размещено между смесью 320 и полотном 324, при этом полотно 324 и полотно 303 перекрываются.
В варианте осуществления, показанном на фиг. 9B, впитывающая структура 101 может содержать шовные клеи 346, соединяющие верхнюю поверхность 344 полотна 324 с верхней поверхностью 342 полотна 303 вблизи поперечных краев впитывающей структуры 101. Хотя следует понимать, что такие шовные клеи 346 являются необязательными и могут отсутствовать в некоторых вариантах осуществления. При наличии шовные клеи 346 могут быть нанесены, например, необязательными устройствами 305 и/или 325 для нанесения клея или могут быть нанесены одним или более устройствами 307, 309, 333 и/или 335 для нанесения клея.
На фиг. 9C изображен другой вариант осуществления впитывающей структуры 101 по настоящему изобретению, предусматривающий только полотно 303. В этом варианте осуществления полотно 303 оборачивается вокруг смеси 320, например, с образованием конфигурации с С-образным оборачиванием. Как показано на фиг. 9C, полотно 303 имеет конечные части 347 и 349 полотна. В некоторых иллюстративных вариантах осуществления по фиг. 9C полотно 303 может оборачиваться вокруг смеси 320 таким образом, чтобы конечные части 347 и 349 полотна перекрывались друг с другом. Как показано на фиг. 9C, такие конфигурации могут дополнительно предусматривать один или более шовных клеев 346, размещенных между конечными частями 347 и 349 полотна и связывающих конечные части 347 и 349 полотна материала 303 вместе. Хотя такие шовные клеи 346 являются необязательными и могут отсутствовать в других вариантах осуществления. В дополнительных вариантах осуществления по фиг. 9C конечные части 347 и 349 полотна могут быть разнесены друг от друга таким образом, чтобы конечные части 347 и 349 полотна не перекрывались. В таких вариантах осуществления часть смеси 320 может быть оставлена незакрытой полотном 303.
Со ссылкой на фиг. 9A-9C, иллюстративные впитывающие структуры 101 могут иметь верхние стороны 362 и нижние стороны 364. Однако следует понимать, что эти впитывающие структуры 101 могут быть использованы в любой ориентации. Например, в некоторых случаях описанные впитывающие структуры 101 могут быть помещены во впитывающее изделие, например, изделие 10, так, чтобы верхняя сторона 362 была размещена ближе всего к лицевой по отношению к телу поверхности 19. В других случаях впитывающие структуры 101 могут быть помещены во впитывающее изделие, например, изделие 10, так, чтобы верхняя сторона 364 была размещена ближе всего к лицевой по отношению к телу поверхности 19.
Если полотно 303 образует верхнюю сторону 362 впитывающей структуры 101 и если верхняя сторона 362 размещена ближе всего к лицевой по отношению к телу поверхности 19, полотно 303 может представлять собой любой подходящий нетканый материал, например, связанное кардочесанное полотно, мелтблаун, спанбонд, включая комбинированные полотна спанбонд и мелтблаун, обычно называемые SMS-полотнами, или SMMS-полотнами, или т.п., спанлейс, гидросцепленный материал, материал, уложенный в «кипящем слое», совместно сформированный материал, или может представлять собой материал, сформированный в соответствии с сочетаниями технологий, используемых для формирования вышеописанных материалов, например, «спанбонд-мелтблаун-спанбонд», или другие подобные материалы. Обычные значения плотности для таких полотен 303 могут находиться в диапазоне от 8 г/м2 до 200 г/м2, или от 10 г/м2 до 150 г/м2, или от 10 г/м2 до 100 г/м2. Альтернативно полотно 303 может быть образовано из сформированных влажным способом волокнистых материалов, таких как некрепированная высушенная сквозным прохождением воздуха ткань, или крепированная ткань, или иные листы материала, изготовленные из целлюлозных волокон. Полотно 303 может дополнительно содержать сочетание нетканых и волокнистых материалов, включая волокнизированную пульпу, захваченную сверху нетканых материалов или сформированных влажным способом волокнистых материалов или между ними. В таких вариантах осуществления волокнизированная пульпа может быть уплотнена для образования полотна 303 перед его использованием для захвата супервпитывающего компонента 317 и клея 308 и/или 310.
Безотносительно какого-либо конкретного типа материала было обнаружено, что полотно 303 должно в идеальном случае иметь достаточную воздухопроницаемость, чтобы позволять потоку воздуха, создаваемому вакуумом, проходить через полотно 303 и по меньшей мере частично увлекать потоки 319 (и необязательно 331) супервпитывающего материала 317 и клеев 308 и/или 310 (и необязательно 334 и/или 336) в такой поток воздуха, создаваемый вакуумом. Например, было обнаружено, что воздухопроницаемость полотна 303 должна быть более 25 стандартных кубических футов в минуту (SCFM) воздуха (0,71 стандартных кубических метров в минуту (SCMM)). В дополнительных вариантах осуществления может быть более предпочтительным, чтобы полотно 303 имело воздухопроницаемость более 50 SCFM (1,4 SCMM) или более 75 SCFM (2,1 SCMM). Такие измерения воздухопроницаемости могут быть выполнены с удовлетворением стандартным промышленным практикам измерения воздухопроницаемости. Согласно некоторым примерам такие измерения воздухопроницаемости могут быть выполнены с помощью измерителя воздухопроницаемости Frazier Instruments Model LP от компании Frazier Instruments (офисы в Хагерстауне, штат Мэриленд), блока измерения воздухопроницаемости Textest FX 3300 от компании Textest (офисы в Шверценбахе, Швейцария) или эквивалентного испытательного блока.
Также, если полотно 303 образует верхнюю сторону 362 впитывающей структуры 101 и если верхняя сторона 362 размещена ближе всего к лицевой по отношению к телу поверхности 19, может быть предпочтительным, чтобы волокна, или по меньшей мере поверхностные волокна, полотна 303 имели достаточную смачиваемость для обеспечения поглощения текучей среды, протекания текучей среды и распределения текучей среды через полотно 303 к супервпитывающему материалу 317. В некоторых вариантах осуществления смачиваемость может быть обусловлена составом волокна. Например, волокна, образующие полотно 303, могут по своему существу быть смачиваемыми волокнами, включая, например, натуральные целлюлозные волокна, полученные из хлопка, дерева, или другие волокна. Другие примеры по существу смачиваемого волокна включают восстановленное целлюлозное волокно, такое как вискозное волокно. В дополнительных вариантах осуществления волокна, образующие полотно 303, могут не быть по своему существу смачиваемыми, но могут быть преобразованы в смачиваемые, например, путем добавления обработки поверхностно-активным веществом волокон или по меньшей мере поверхностных волокон. Обработка поверхностно-активным веществом может применяться по меньшей мере к поверхностным волокнам непрерывно или прерывисто. В других вариантах осуществления обработка поверхностно-активным веществом может быть добавлена внутри волокна, которое в конечном итоге переместится на поверхность волокна.
Если полотно 324 образует нижнюю сторону 364 впитывающей структуры 101 и если нижняя сторона 364 размещена ближе всего к лицевой по отношению к телу поверхности 19, полотно 324 может представлять собой любой подходящий нетканый материал, например, любой из упомянутых в отношении полотна 303. Дополнительно может быть предпочтительно, чтобы полотно 324 имело любые из тех свойств, которые были описаны выше в отношении полотна 303. Если полотно 324 образует нижнюю сторону 364 впитывающей структуры 101 и если верхняя сторона 362 размещена ближе всего к лицевой по отношению к телу поверхности 19, полотно 324 может также представлять собой любой из материалов, описанных выше в отношении полотна 303, включая наличие любых из указанных свойств и их описанных диапазонов.
Клеи 308 и/или 310 в целом могут содержать термоплавкие клеи, а сопла 321, 323 могут быть выполнены с возможностью подачи клеев 308 и/или 310 в сторону потока 319 супервпитывающего материала 317, так что клеи 308 и/или 310 образуют клеевые нити 316. Желательно, чтобы клеи 308 и/или 310 имели достаточную клейкость и сцепление. Примером подходящего клея является клей TECHNOMELT DM 5402U от Henkel Corporation, компании, имеющей офисы в Роки-Хилл, Коннектикут. Этот подходящий клей представляет собой термоплавкий клей на основе стирольного блок-сополимера, обладающий высоким сцеплением и сильной удельной адгезией для обеспечения хорошей фиксации супервпитывающего материала 317 во впитывающей структуре как во влажных, так и в сухих условиях. Также для клеев 308 и/или 310 может быть в целом предпочтительным быть нерастворимыми в воде с целью способствования сохранению положения супервпитывающего материала 317 внутри структуры 101 после одного или более взаимодействий с жидкостью. Было обнаружено, что клеи на основе каучука могут являться предпочтительными, поскольку они могут создавать структуры 101, которые превосходят по характеристикам другие клеи, такие как стандартные строительные клеи или клеи на основе олефинов.
В целом, устройства 307 и/или 309 для нанесения клея работают так, что распыляют клеи 308 и/или 310 таким образом, что клеи 308 и/или 310 образуют клеевые нити 316, которые контактируют с потоком 319. Устройства 307 и/или 309 для нанесения клея могут быть в целом выполнены с возможностью распыления клеев 308 и/или 310 так, что клеи 308 и/или 310 образуют нити 316 с предпочтительными диаметрами. Было обнаружено, что для нитей 316 может быть предпочтительным иметь диаметры от 25 микрометров (микрон) до 150 микрон, или от 50 микрон до 100 микрон, или от 75 микрон до 100 микрон. Было показано, что эти диапазоны диаметров нитей хорошо работают вместе с супервпитывающим материалом 317, имеющим описанные ниже диаметры частиц, для обеспечения полезных рабочих характеристик структур 101.
Хотя описанные выше адгезивные свойства были описаны в отношении клеев 308 и/или 310, клеи 334 и/или 336 при их наличии могут иметь свойства, аналогичные свойствам, описанным выше в отношении клеев 308 и/или 310. Аналогично устройства 333 и/или 335 для нанесения клея при их наличии могут быть выполнены с возможностью распыления клеев 334 и/или 336 таким же образом, как устройства 307 и/или 309 для нанесения клея выполнены с возможностью распыления клеев 308 и/или 310. Например, диаметры нитей 316, образованных клеями 334 и/или 336, распыляемыми из устройств 333 и/или 335 для нанесения, могут быть аналогичны диаметрам, описанным выше в отношении нитей 316, образованных клеями 308 и/или 310, распыляемыми из устройств 307 и/или 309.
Дополнительно было обнаружено, что размеры отдельных частиц 318 супервпитывающего материала 317 могут управлять определенными желаемыми свойствами сформированных впитывающих структур 101. Например, размер частиц отдельных частиц 318 может по меньшей мере частично влиять на целостность прокладки и значения захвата супервпитывающего материала, особенно в сочетании с описанными структурными признаками клеевых нитей 316. Например, было обнаружено, что, когда сыпучий супервпитывающий материал 317 имеет средние размеры частиц в диапазоне от 150 до 1000 микрометров (микрон) в диаметре, получаются хорошие результаты, особенно в сочетании с описанными выше диаметрами клеевой нити 316. В таких вариантах осуществления может быть предпочтительным, чтобы по меньшей мере 50% массы сыпучего супервпитывающего материала 317 имело диаметры более 180 микрон. В других вариантах осуществления может быть предпочтительным, чтобы по меньшей мере 60%, или по меньшей мере 70%, или по меньшей мере 80% массы сыпучего супервпитывающего материала 317 имело диаметры более 180 микрон. В дополнительных вариантах осуществления может быть более предпочтительным, чтобы по меньшей мере 50% массы сыпучего супервпитывающего материала 317 имело диаметры более 300 микрон, или чтобы меньшей мере 60%, или по меньшей мере 70%, или по меньшей мере 80% массы сыпучего супервпитывающего материала 317 имело диаметры более 300 микрон.
Если средний размер частиц сыпучего супервпитывающего материала 317 слишком мал, например, менее 300 микрон или менее 180 микрон, формирование и характеристики структур 101 могут быть затронуты до неблагоприятной степени. Например, такие малые средние размеры частиц могут влиять на способность супервпитывающего материала 317 спускаться в виде относительно равномерного потока из желоба 315, тем самым приводя к относительно большей неравномерности супервпитывающего материала 317 и клеев 308 и/или 310 (и необязательно 334 и/или 336). Дополнительно такие малые средние размеры частиц могут начать приближаться к размеру среднего диаметра клеевых нитей 316, таким образом влияя на захват отдельных частиц 318 клеевыми нитями 316 и снижая впитывающие характеристики, поскольку клеевые нити 316 будут еще быстрее блокировать доступ жидкости ко всем частям отдельных частиц 318. Определение масс различных частей частиц сыпучего супервпитывающего материала 317 может быть выполнено с помощью любого способа классификации, известного из уровня техники. Например, хорошо известно использование нескольких сит с различными размерами ячеек для отделения различных частей частиц из сыпучего супервпитывающего материала 317, имеющего разные диаметры частиц. Одним из конкретных способов, который может быть использован для такой попытки классификации, может быть ASTM D1921-18 под названием «Стандартные методы испытаний для размера частиц (ситовый анализ) пластиковых материалов».
Согласно дополнительным аспектам настоящего изобретения, другим способом, которым осаждение смеси 320 может разниться между станциями 302a, 302b осаждения впитывающего материала, является то, что ширина потоков 319, 331 супервпитывающего материала 317 в направлении, перпендикулярном машинному направлению 330, называемом направлением 338 поперек машинному в настоящем документе, может быть разной. Например, один из потоков 319, 331 может быть уже в направлении 338 поперек машинному, чем другой из потоков 319, 331, так что создаваемые впитывающие структуры 101 имеют области зонированных значений плотности супервпитывающего материала 317 (и клеев 308, 310, 334 и/или 336). На фиг. 10A-10B изображены разные иллюстративные разрезы впитывающих структур 101 по линии 10-10 на фиг. 8, показывающие такую зонированную смесь 320. Соответственно, впитывающие структуры 101 по фиг. 10A-10B представляют разные иллюстративные впитывающие структуры 101, созданные способом 400, где значения ширины в направлении поперек машинному потоков 319, 331 супервпитывающего материала 317 были различны, что привело в результате к изменяемой ширине осаждаемой смеси 320 по структурам 101. Следует понимать, что все из этих нижеописанных вариантов осуществления, касающихся осаждения смеси 320 на разных значениях ширины в направлении поперек машинному, могут быть дополнительно объединены с любым из ранее описанных вариантов осуществления, где количество супервпитывающего материала 317 и/или количества клеев 308, 310, 334 и/или 336 различны для каждой из станций 302a, 302b осаждения впитывающего материала.
На фиг. 10A изображен иллюстративный разрез впитывающей структуры 101 с общей шириной 370, центральной зоной 371 с шириной 372 центральной зоны и боковыми зонами 373 с ширинами 374a, 374b боковых зон. Ширина 372 центральной зоны может в целом составлять от 20% до 80% общей ширины 370. В более конкретных вариантах осуществления ширина 372 центральной зоны может составлять от 25% до 75%, или от 30% до 70%, или от 35% до 65%, или от 40% до 60% общей ширины 370. Соответственно, значения ширины 374a, 374b боковых зон, сложенные вместе, могут в целом составлять от 80% до 20% общей ширины 370, равняясь требуемой процентной доле общей ширины 370, которая, будучи сложенной с шириной 372 центральной зоны, равняется 100% общей ширины 370. В некоторых вариантах осуществления значения ширины 374a, 374b боковых зон могут быть равны друг другу. Хотя в других вариантах осуществления значения ширины 374a, 374b боковых зон могут отличаться друг от друга на величину от 0% до 50% ширины 374a, 374b боковых зон с большим значением. В качестве одного иллюстративного примера общая ширина 370 может составлять 100 мм, ширина 372 центральной зоны может составлять 60 мм, и ширина 374a боковых зон может составлять 25 мм, при этом ширина 374b боковых зон составляет 15 мм (например, на 40% меньше ширины 374a боковых зон, которая имеет большее значение).
В варианте осуществления, изображенном на фиг. 10A, центральная зона может иметь высоту 376 центральной зоны, тогда как боковые зоны 373 имеют высоту 378 боковых зон. В ориентации, показанной на фиг. 10A, значения высоты 376, 378 могут соответствовать значениям плотности зон 372, 373 и, в частности, значениям плотности супервпитывающего материала 317 (и клеев 308, 310, 334 и/или 336) внутри зон 371, 373. Соответственно, в варианте осуществления по фиг. 10A, где высота 376 центральной зоны больше значений высоты 378 боковых зон, центральная зона 371 может иметь большую плотность супервпитывающего материала 317 (и клеев 308, 310, 334 и/или 336), чем боковые зоны 373. Согласно некоторым вариантам осуществления настоящего изобретения плотность супервпитывающего материала 317 внутри боковых зон 373 может быть на диапазон от 0% до 75% меньше плотности супервпитывающего материала 317 внутри центральной зоны 371. В более конкретных вариантах осуществления плотность супервпитывающего материала 317 внутри боковых зон 373 может быть на диапазон от 10% до 70%, или от 10% до 60%, или от 10% до 50%, или от 20% до 60%, или от 30% до 60%, или от 40% до 60% меньше плотности супервпитывающего материала 317 внутри центральной зоны 371. В качестве иллюстративного примера, центральная зона 371 может иметь плотность супервпитывающего материала 317, равную 500 г/м2, тогда как боковые зоны 373 могут иметь значения плотности супервпитывающего материала 317 от 150 г/м2 до 450 г/м2 (применительно к примеру, где плотность супервпитывающего материала 317 внутри боковых зон 373 на диапазон от 10% до 70% меньше плотности супервпитывающего материала 317 внутри центральной зоны 371).
С целью достижения вышеуказанных различий в значениях плотности супервпитывающего материала 317 внутри центральной зоны 371 и боковых зон 373, как описано выше, значения ширины в направлении поперек машинному потоков 319, 331 могут быть различны для станций 302a, 302b осаждения впитывающего материала. В некоторых вариантах осуществления ширина в направлении поперек машинному потока 319 может быть меньше ширины в направлении поперек машинному потока 331. В таких вариантах осуществления станция 302a осаждения впитывающего материала, содержащая поток 319, может наносить супервпитывающий материал 317 по сути только внутри центральной зоны 371. Соответственно, в таких вариантах осуществления ширина в направлении поперек машинному потока 331 может быть больше ширины направления поперек машинному потока 319, и станция 302b осаждения впитывающего материала, содержащая поток 331, может наносить супервпитывающий материал 317 как на центральную зону 371, так и на боковые зоны 373. Конечно, в других вариантах осуществления может быть и наоборот, то есть ширина в направлении поперек машинному потока 331 меньше ширины в направлении поперек машинному потока 319. Такие варианты осуществления могут создавать структуры 101, которые по сути похожи на структуры, изображенные на фиг. 10A.
На фиг. 10B изображен иллюстративный разрез впитывающей структуры 101, имеющей центральную зону 371 и боковые зоны 373. В варианте осуществления по фиг. 10B, в отличие от варианта осуществления по фиг. 10A, высота 376 центральной зоны меньше высоты 378 боковых зон. Соответственно, в варианте осуществления по фиг. 10B можно видеть, что боковые зоны 373 могут иметь плотность супервпитывающего материала 317, которая превышает плотность супервпитывающего материала 317 внутри центральной зоны 371. Разница в значениях плотности между центральной зоной 371 и боковыми зонами 373 может быть подобной разнице, описанной применительно к фиг. 10A (например, плотность супервпитывающего материала 317 центральной зоны 371 может быть на диапазон от 0% до 75% меньше значений плотности супервпитывающего материала 317 внутри боковых зон 373).
С целью достижения вышеуказанных различий в значениях плотности супервпитывающего материала 317 внутри центральной зоны 371 и боковых зон 373, как описано выше, значения ширины в направлении поперек машинному потоков 319, 331 могут быть различны для станций 302a, 302b осаждения впитывающего материала. В некоторых вариантах осуществления ширина в направлении поперек машинному потока 319 может быть меньше ширины в направлении поперек машинному потока 319. В таких вариантах осуществления поток 319 может наносить супервпитывающий материал 317 по сути только внутри центральной зоны 371. Соответственно, в таких вариантах осуществления ширина в направлении поперек машинному потока 331 может быть больше ширины в направлении поперек машинному потока 319, и супервпитывающий материал 317 может наноситься как на центральную зону 371, так и на боковые зоны 373. Конечно, в других вариантах осуществления может быть и наоборот, то есть ширина в направлении поперек машинному потока 331 меньше ширины в направлении поперек машинному потока 319. Такие варианты осуществления могут создавать структуры 101, которые по сути похожи на структуры, изображенные на фиг. 10A.
С целью получения структуры, изображенной на фиг. 10B, один из потоков 319, 331 может иметь центральную область (в направлении 338 поперек машинному), лишенную супервпитывающего материала 317. В таких случаях один из потоков 319, 331 может содержать два раздельных, разнесенных подпотока супервпитывающего материала 317. В таких вариантах осуществления станция 302a или 302b осаждения впитывающего материала, содержащая один из потоков 319, 331, может наносить супервпитывающий материал 317 только на боковые зоны 373, тогда как другая станция 302a или 302b осаждения впитывающего материала наносит супервпитывающий материал 317 как на центральную зону 371, так и на боковые зоны 373. Конечно, в других вариантах осуществления любая одна из станций 302a, 302b осаждения впитывающего материала может осуществлять нанесение супервпитывающего материала 317 только на боковые зоны 373 впитывающей структуры 101. Согласно некоторым вариантам осуществления устройства 307, 309, 333 и/или 335 для нанесения клея станции 302a, 302b осаждения впитывающего материала, содержащей поток 317 или 331, разделенный на два отдельных, разнесенных подпотока, могут быть выполнены с возможностью распыления клея в области между двумя подпотоками потока 319 или 317 таким образом, чтобы клеи 308, 310, 334 и/или 336, используемые в способе 400, могли в целом присутствовать как в центральной зоне 371, так и в боковых зонах 373 впитывающей структуры 101. Конечно, в других вариантах осуществления устройства 307, 309, 333 и/или 335 для нанесения клея станции 302a, 302b осаждения впитывающего материала, содержащей поток 317 или 331, разделенный на два отдельных, разнесенных подпотока, могут быть выполнены с возможностью распыления клея только в области подпотоков потока 317 или 331 таким образом, чтобы клеи 308, и/или 310, или 334, и/или 336 могли в целом отсутствовать в центральной зоне 371 впитывающей структуры 101. Также может быть так, что значения плотности боковых зон 373 могут быть не равны друг другу. Однако в большинстве вариантов осуществления значения плотности боковых зон 373 могут не отличаться друг от друга более чем на 50%.
На фиг. 11A показан вид в перспективе сгенерированного компьютером изображения 420 осажденной смеси 320, которое основано на изображениях микрокомпьютерной томографии, снятых с иллюстративной осажденной смеси 320, образованной способом 300. Более конкретно, смесь 320, используемая для генерирования сгенерированной компьютером смеси 420, показанной на фиг. 11A, была образована способом 300, при этом поток 319 и клеи 308 и 310 были приспособлены так, чтобы быть такими же, как и те, что были перечислены для первых иллюстративных впитывающих структур, подробно описанных ниже, и полученная в результате структура 320 имела супервпитывающий материал 317, размещенный в количестве 400 г/м2, и при этом клеи 308, 310, 334 и 336 присутствовали в добавленном количестве в 5%. Смесь 320 пропитывали тетроксидом осмия и затем выполняли микро-КТ сканирование, обе процедуры проводили в соответствии со стандартными, известными методами для пропитки и сканирования. В качестве части процесса микрокомпьютерной томографии, для снятия изображения выбирали часть пропитанной отложенной смеси 320 приблизительно из центра смеси 320 (например, структуры 101) в направлениях по ширине и длине. Часть имела размеры примерно 3 см на 1 см и была нарезана на примерно одну тысячу двести пятьдесят отдельных сегментов, проходящих в боковом направлении 392, при этом каждый сегмент проходил от концевого края 395a до концевого края 395b и содержал 1986 пикселей в продольном направлении (например, вдоль продольного направления 392). Каждый сегмент дополнительно содержал 504 пикселя в вертикальном направлении 394 между первой поверхностью 391 и второй поверхностью 393. Был использован размер вокселя в 8,0 микрометров. Из захваченных сегментов была сгенерирована трехмерная модель, изображенная на фиг. 11A-11C.
Клеевые нити 316, которые распыляли устройствами 307, 309, 311 и/или 313 для нанесения, пересекались и соединялись, когда клеи 308, 310, 334 и/или 336 и супервпитывающий материал 317 смешивались с образованием трехмерной решетчатой сетки 380, имеющей клеевые нити 381 в виде сетки, проходящие по сути через трехмерное пространство, образованное изображением 420, как можно видеть на фиг. 11A и 11B. В контексте данного документа клеевые нити 381 в виде сетки могут считаться проходящими по сути через трехмерное пространство, образованное осажденной смесью изображения 420, где клеевые нити 381 в виде сетки проходят между и перевиваются с большинством или подавляющим большинством отдельного супервпитывающего материала 317. Такая конфигурация противоположна конфигурациям, в которых клеевые нити проходят по островкам или группам супервпитывающих частиц и не проходят внутрь и между супервпитывающим материалом 317 островка или группы супервпитывающих частиц. Супервпитывающий материал 317 также размещен по трехмерной решетчатой сетке 380, показан как частицы 318 и зафиксирован посредством контакта с одной или более клеевыми нитями 381 в виде сетки.
Способы 300 и 400 могут использоваться для смешивания клеев 308, 310, 334 и/или 336 с супервпитывающим материалом 317 до той степени, чтобы клеевые нити 381 в виде сетки контактировали по сути со всем отдельным супервпитывающим материалом 317. Клеевые нити 381 в виде сетки могут оборачиваться вокруг большинства или подавляющего большинства отдельного супервпитывающего материала 317. В контексте данного документа клеевые нити 381 в виде сетки могут считаться обернутыми вокруг отдельной супервпитывающей частицы 318, если объединенные длины отдельных клеевых нитей 381 в виде сетки, контактирующих с отдельной супервпитывающей частицей 318, равны по меньшей мере 40% от максимальной окружности отдельной супервпитывающей частицы 318.
Как видно и на фиг. 11A, и на фиг. 11B, на которых представлен вид сверху в плане части изображения 420 по фиг. 11A, совместно с фиг. 11C, изображение 420 осажденной смеси может в целом иметь первую поверхность 391 и вторую поверхность 393, размещенную противоположно первой поверхности 391, совместно с концевыми краями 395a, 395b и боковыми краями 397a, 397b. Каждая из первой поверхности 391 и второй поверхности 393 проходит в целом в поперечном и продольном направлениях 390, 392. На каждой из первой поверхности 391 и второй поверхности 393 решетчатая сетка 380 может содержать клеевые нити 381 в виде сетки, которые проходят по сути в поперечном и продольном направлениях 390, 392. Например, можно видеть, что первые клеевые нити 383 в виде сетки проходят по сути в поперечном и продольном направлениях 390, 392 по первой поверхности 391. Вторые клеевые нити 385 в виде сетки (показанные на фиг. 11C) могут проходить по сути в поперечном и продольном направлениях 390, 392 по второй поверхности 393.
Клеевые нити 381 в виде сетки трехмерной решетчатой сетки 380 могут дополнительно содержать вертикально проходящие нити 387, которые можно видеть проходящими в вертикальном направлении 394 на фиг. 11C. На фиг. 11C представлен проходящий в поперечном направлении срез изображения 420 по фиг. 11A, имеющий длину в продольном направлении 392, равную 0,5 мм, показывающий более подробно взаимодействие частиц 318 и клеевых нитей 381. На фиг. 11D показано то же изображение, что и на фиг. 11C, при этом частицы 318 удалены, чтобы более подробно показать клеевые нити 381 и их размещение по вертикальному направлению 394.
По меньшей мере некоторые из этих вертикально проходящих нитей 387 проходят весь путь от первой поверхности 391 ко второй поверхности 393 и соединяют первые клеевые нити 383 в виде сетки со вторыми клеевыми нитями 385 в виде сетки с образованием трехмерной решетчатой сетки 380. Конечно, как можно видеть, вертикально проходящие нити 387 могут не проходить точно в вертикальном направлении 394 и могут петлять и оборачиваться между отдельными супервпитывающими частицами 318 и вокруг них таким образом, что по меньшей мере некоторые из вертикально проходящих нитей 387 проходят также в поперечном и/или продольном направлениях 390, 392. В по меньшей мере некоторых вариантах осуществления отдельные клеевые нити 381 в виде сетки могут сами проходить вдоль части первой поверхности 391 (например, в продольном и/или боковом направлениях 390, 392) с переходом к прохождению в вертикальном направлении 394, и затем соединяться со второй поверхностью 392, возможно проходящей далее в продольном и/или поперечном направлениях 390, 392 на второй поверхности 392. Этот случай можно видеть относительно клеевых нитей 389a и 389b в виде сетки.
Другая особенность, которую можно в некоторой степени увидеть на фиг. 11C-11D, представляет собой относительное распределение клеевых нитей 381 в виде сетки в различных вертикальных областях отложенной смеси, представленной изображением 420. Например, как показано на фиг. 11C и 11D, изображение 420 может быть разделено на внешние области 396 и внутреннюю область 398, размещенную между внешними областями 396, при охвате в вертикальном направлении 394. Каждая из внешних областей 396 может иметь толщину, равную 33% от общей толщины структуры 420, тогда как внутренняя область 398 может иметь толщину 33% от общей толщины структуры 420.
Было обнаружено, что способы 300 и/или 400 могут, как и требуется, позволять клеям 308, 310, 334 и/или 336 проникать во внутреннюю область 398, тем самым способствуя высоким значениям захвата SAM и большей однородности прокладки за счет большей равномерности распределения супервпитывающего материала 317 и клеев 308, 310, 334 и/или 336 по всей структуре 420. Это особенно верно, когда образованные смеси 320 согласно настоящему изобретению имеют значения плотности супервпитывающего материала 317 более 300 г/м2, или более 400 г/м2, или более 500 г/м2, или более 600 г/м2, или более 700 г/м2. По мере того как желательные значения плотности супервпитывающего материала 317 в смеси 320 увеличиваются, проникновение клеев 308, 310, 334 и/или 336 во внутреннюю часть потоков 319 и/или 331 становится более затруднительным, и, соответственно, способы 300 и/или 400 превосходят способы предшествующего уровня техники.
Для оценки способности обеспечения способами 300 и/или 400 проникновения клея во внутреннюю область 398 образованных смесей 320 был выполнен анализ двух кодов образцов. При анализе были сгенерированы два кода образцов в соответствии со способом 400 с плотностью супервпитывающего материала 500 г/м2 и клеем, размещенным в добавленном количестве, равном 5%. Из этих двух кодов образцов были сформированы изображения микрокомпьютерной томографии частей кодов в соответствии со стандартными способами и методами, упомянутыми выше. Затем в отношении сгенерированных изображений микрокомпьютерной томографии был выполнен способ испытания распределения клея, подробно описанный ниже, для определения относительного количества клея, расположенного во внутренней области 398 визуализированной части двух кодов образцов. Изображения микрокомпьютерной томографии были сгенерированы с использованием известных способов окрашивания и визуализации, описанных выше.
В соответствии со способ испытания распределения клея было обнаружено, что первый код образца содержал 28,0% от общего количества клея в пределах первого кода образца, расположенного во внутренней области 398 первого кода образца, со стандартным отклонением, равным 8,4%. Было обнаружено, что второй код образца содержал 30,7% от общего количества клея в пределах второго кода образца, расположенного во внутренней области 398 второго кода образца, со стандартным отклонением, равным 8,9%. Соответственно, смеси 320, образованные в соответствии со способами 300 и/или 400, могут привести к тому, что более 28% от общего количества клея в смеси 320 будет находиться во внутренней области 398, или более 30,5% от общего количества клея в смеси 320 будет находиться во внутренней области 398. Однако в отношении дополнительных возможных вариантов осуществления считается, что расположение более 33% или даже более 35% от общего количества клея в смеси 320 во внутренней области 398 смеси 320 может быть достигнуто за счет небольших модификаций способов 300 и/или 400, например, в отношении добавленного количества клея, вакуумной энергии, давления сдавливания, расположения и угла сопел и т.п. Такое высокое проникновение клея во внутреннюю область 398 смесей, образованных за счет способов 300 и/или 400, способствует получению улучшенных результатов испытаний захвата SAM, целостности влажной прокладки и однородности прокладки, как более подробно описано ниже. Было показано, что впитывающие структуры 101, полученные способом 300 и/или 400, обладают полезными характеристиками по сравнению с впитывающими структурами из уровня техники. Например, было показано, что способами 300 и/или 400 создаются впитывающие структуры 101 с лучшими характеристиками относительно захвата и фиксации супервпитывающего материала 317, лучшей целостностью прокладки образованных впитывающих структур 101 и большей однородностью в распределении супервпитывающего материала 317 по образованным впитывающим структурам 101 по сравнению со структурами из уровня техники, как будет более подробно описано ниже.
Для сравнения впитывающих структур несколько различных впитывающих структур 101 были образованы с помощью описанных способов 300 и/или 400 и испытаны относительно впитывающих структур, образованных способами из уровня техники. Как будет описано ниже, иллюстративные впитывающие структуры 101 и иллюстративные впитывающие структуры из уровня техники сравнивали в соответствии со способом испытания захвата SAM, способом испытания целостности влажной прокладки и способом испытания однородности прокладки, как описано ниже в настоящем документе, для получения сравнительных результатов.
Первые иллюстративные впитывающие структуры
Первые иллюстративные впитывающие структуры 101, помеченные как впитывающие структуры S23, S27, S53 и S57, в соответствии с описанием в данном документе, формировали в соответствии с иллюстративным способом 300. Конкретно, первые иллюстративные впитывающие структуры 101 формировали в соответствии с иллюстративным способом 300 со значениями плотности 200 г/м2 с добавлением клея в количестве 3% (помечены как структуры S23), со значениями плотности 200 г/м2 с добавлением клея в количестве 7% (помечены как структуры S27), со значениями плотности 500 г/м2 с добавлением клея в количестве 3% (помечены как структуры S53), и со значениями плотности 500 г/м2 с добавлением клея в количестве 7% (помечены как структуры S57).
Параметры способа 300, применяемого для образования иллюстративных впитывающих структур S23, S27, S53 и S57, включают использование и устройства 307, 309 для нанесения клея, и устройства 307 для нанесения клея, расположенных на расстоянии от полотна 303 и потока 319 так, чтобы клей контактировал с потоком 319 на расстоянии 6,4 мм от полотна 303 (например, расстоянии 361). Устройство 309 для нанесения клея было расположено на расстоянии от полотна 303 и потока 319 таким образом, чтобы клей 310 контактировал с потоком 319 на расстоянии 16 мм от полотна 303 (например, на расстоянии 367 плюс расстояние 361). Дополнительно, желоб 315 был расположен на расстоянии 359, равном 76 мм, от полотна 303. Клеевое сопло 321 было расположено под углом 359a, равным 60 градусов относительно машинного направления 330, и клеевое сопло 323 было также расположено под углом, равным 60 градусов относительно машинного направления 330. Сопла 321 и 232 представляли собой распылительные сопла Universal™ Signature™, поставляемые Nordson Corporation. Ширина 356 желоба была задана равной 12 мм, и давление сдавливания станции 327 сдавливания составляло 1 PLI (175,1 Н/м). Для материала полотна 303 и 324 был применен SMS-материал с плотностью 8 г/м2. Вакуумную энергию применяли таким образом, чтобы формовочная поверхность имела разность давлений примерно 0,51 м водяного столба.
Вторые иллюстративные впитывающие структуры
Вторые иллюстративные впитывающие структуры 101, помеченные как впитывающие структуры D23—D67, в соответствии с описанием в данном документе, формировали в соответствии с иллюстративным способом 400. Конкретно, вторые иллюстративные впитывающие структуры 101 формировали в соответствии с иллюстративным способом 400 со значениями плотности 200 г/м2 с добавлением клея в количестве 3% (помечены как структуры D23), со значениями плотности 200 г/м2 с добавлением клея в количестве 4% (помечены как структуры D24), со значениями плотности 200 г/м2 с добавлением клея в количестве 5% (помечены как структуры D25), со значениями плотности 200 г/м2 с добавлением клея в количестве 6% (помечены как структуры D26), и со значениями плотности 200 г/м2 с добавлением клея в количестве 7% (помечены как структуры D27). Дополнительные вторые иллюстративные впитывающие структуры 101 формировали в соответствии с иллюстративным способом 400 со значениями плотности 300 г/м2 с добавлением клея в количестве 3% (помечены как структуры D33), со значениями плотности 300 г/м2 с добавлением клея в количестве 4% (помечены как структуры D34), со значениями плотности 300 г/м2 с добавлением клея в количестве 5% (помечены как структуры D35), со значениями плотности 300 г/м2 с добавлением клея в количестве 6% (помечены как структуры D36), и со значениями плотности 300 г/м2 с добавлением клея в количестве 7% (помечены как структуры D37). Дополнительные вторые иллюстративные впитывающие структуры 101 формировали в соответствии с иллюстративным способом 400 со значениями плотности 400 г/м2 с добавлением клея в количестве 3% (помечены как структуры D43), со значениями плотности 400 г/м2 с добавлением клея в количестве 4% (помечены как структуры D44), со значениями плотности 400 г/м2 с добавлением клея в количестве 5% (помечены как структуры D45), со значениями плотности 400 г/м2 с добавлением клея в количестве 6% (помечены как структуры D46), и со значениями плотности 400 г/м2 с добавлением клея в количестве 7% (помечены как структуры D47). Дополнительные вторые иллюстративные впитывающие структуры 101 формировали в соответствии с иллюстративным способом 400 со значениями плотности 500 г/м2 с добавлением клея в количестве 3% (помечены как структуры D53), со значениями плотности 500 г/м2 с добавлением клея в количестве 4% (помечены как структуры D54), со значениями плотности 500 г/м2 с добавлением клея в количестве 5% (помечены как структуры D55), со значениями плотности 500 г/м2 с добавлением клея в количестве 6% (помечены как структуры D56), и со значениями плотности 500 г/м2 с добавлением клея в количестве 7% (помечены как структуры D57). Дополнительные вторые иллюстративные впитывающие структуры 101 формировали в соответствии с иллюстративным способом 400 со значениями плотности 600 г/м2 с добавлением клея в количестве 2% (помечены как структуры D62), со значениями плотности 600 г/м2 с добавлением клея в количестве 3% (помечены как структуры D63), со значениями плотности 600 г/м2 с добавлением клея в количестве 4% (помечены как структуры D64), со значениями плотности 600 г/м2 с добавлением клея в количестве 5% (помечены как структуры D65), со значениями плотности 600 г/м2 с добавлением клея в количестве 6% (помечены как структуры D66), и со значениями плотности 600 г/м2 с добавлением клея в количестве 7% (помечены как структуры D67).
Параметры способа 400, используемого для формирования иллюстративных впитывающих структур D23—D27, D33—D37, D43—D47, D53—D57, и D62—D67 включали использование обоих устройств 307, 309 для нанесения клея в пределах станций 302a осаждения впитывающего материала. Устройство 307 для нанесения клея было расположено на расстоянии от полотна 303 и потока 319 таким образом, чтобы клей контактировал с потоком 319 на расстоянии, равном 6,4 мм от полотна 303 (например, на расстоянии 361). Устройство 309 для нанесения клея было расположено на расстоянии от полотна 303 и потока 319 таким образом, чтобы клей 310 контактировал с потоком 319 на расстоянии 16 мм от полотна 303 (например, на расстоянии 367 плюс расстояние 361). Дополнительно, желоб 315 был расположен на расстоянии 359, равном 76 мм, от полотна 303. Клеевое сопло 321 было расположено под углом 359a, равным 60 градусов относительно машинного направления 330, и клеевое сопло 323 было также расположено под углом, равным 60 градусов относительно машинного направления 330. Ширина 356 желоба была задана равной 12 мм, и давление сдавливания станции 327 сдавливания составляло 1 PLI (175,1 Н/м). Параметры для станции 302b осаждения впитывающего материала были по сути такими же, как и выше для станции 302a осаждения впитывающего материала. Для полотен 303 и 324 был использован SMS-материал с плотностью 8 г/м2, и вакуумную энергию применяли таким образом, чтобы формовочная поверхность имела разность давлений примерно 0,51 м водяного столба.
Третьи иллюстративные впитывающие структуры
Третьи иллюстративные впитывающие структуры 101, помеченные как впитывающие структуры N23—N67 (или, боле конкретно, впитывающие структуры N23—N27, N33—N37, N43—N47, N53—N57 и N62—N67), как описано в данном документе, были образованы в соответствии с иллюстративным способом из уровня техники в соответствии со следующим документом из уровня техники: патент США № 8986474, выданный Kufner и соавт., и закрепленный за Nordson Corporation (далее именуемом «Nordson», или «способ Nordson» или «ссылочный документ Nordson»). Иллюстративные впитывающие структуры N23—N67 были образованы в соответствии со способом Nordson согласно фиг. 3 патента США № 8986474, где была задействована одна станция осаждения впитывающего материала с двумя блоками распределения клея. Такие блоки распределения, например, изображенные как блоки 22, 72 на фиг. 3 в ссылочном документе Nordson, были приспособлены таким образом, чтобы выбрасываемые клеевые потоки 26, 76 сходились к порошковой смеси 56, и каждый был ориентирован под углом в 45 градусов. Оба клеевых потока 26, 76 входили в контакт с порошковой смесью 56 на расстоянии 12,7 мм от материала, обращенного к полотну. Был использован желоб, подобный желобу 315, и он был помещен на расстоянии 76 мм от материала, обращенного к полотну, и ему была придана ширина (например, подобная ширине 356 желоба 315 настоящего изобретения), равная 12 мм. Хотя это не обязательно раскрыто в ссылочном документе от компании Nordson, впитывающие структуры, образованные в соответствии со способом Nordson, подвергали такой же последующей обработке, как описанная относительно способов 300 и 400, а именно прохождение через станцию сдавливания, такую как станция 327 сдавливания при заданном давлении в 1 PLI (175,1 Н/м) и последующая резка на отдельные впитывающие структуры 101. Вакуумную энергию применяли таким образом, чтобы формовочная поверхность имела разность давлений примерно 0,51 м водяного столба. Как и с первыми и вторыми впитывающими структурами для материала полотен 303 и 324 был использован SMS-материал с плотностью 8 г/м2.
С использованием способа Nordson из уровня техники, описанного выше, было создано несколько впитывающих структур. Конкретно, создавали третьи впитывающие структуры 101 со значениями плотности 200 г/м2 с добавлением клея в количестве 3% (помечены как структуры N23), со значениями плотности 200 г/м2 с добавлением клея в количестве 4% (помечены как структуры N24), со значениями плотности 200 г/м2 с добавлением клея в количестве 5% (помечены как структуры N25), со значениями плотности 200 г/м2 с добавлением клея в количестве 6% (помечены как структуры N26), и со значениями плотности 200 г/м2 с добавлением клея в количестве 7% (помечены как структуры N27). Дополнительные третьи иллюстративные впитывающие структуры формировали в соответствии с иллюстративным способом Nordson со значениями плотности 300 г/м2 с добавлением клея в количестве 3% (помечены как структуры N33), со значениями плотности 300 г/м2 с добавлением клея в количестве 4% (помечены как структуры N34), со значениями плотности 300 г/м2 с добавлением клея в количестве 5% (помечены как структуры N35), со значениями плотности 300 г/м2 с добавлением клея в количестве 6% (помечены как структуры N36), и со значениями плотности 300 г/м2 с добавлением клея в количестве 7% (помечены как структуры N37). Дополнительные третьи иллюстративные впитывающие структуры формировали в соответствии со способом Nordson со значениями плотности 400 г/м2 с добавлением клея в количестве 3% (помечены как структуры N43), со значениями плотности 400 г/м2 с добавлением клея в количестве 4% (помечены как структуры N44), со значениями плотности 400 г/м2 с добавлением клея в количестве 5% (помечены как структуры N45), со значениями плотности 400 г/м2 с добавлением клея в количестве 6% (помечены как структуры N46), и со значениями плотности 400 г/м2 с добавлением клея в количестве 7% (помечены как структуры N47). Дополнительные третьи иллюстративные впитывающие структуры формировали в соответствии со способом Nordson со значениями плотности 500 г/м2 с добавлением клея в количестве 3% (помечены как структуры N53), со значениями плотности 500 г/м2 с добавлением клея в количестве 4% (помечены как структуры N54), со значениями плотности 500 г/м2 с добавлением клея в количестве 5% (помечены как структуры N55), со значениями плотности 500 г/м2 с добавлением клея в количестве 6% (помечены как структуры N56), и со значениями плотности 500 г/м2 с добавлением клея в количестве 7% (помечены как структуры N57). Дополнительные третьи иллюстративные впитывающие структуры 101 формировали со значениями плотности 600 г/м2 с добавлением клея в количестве 2% (помечены как структуры N62), со значениями плотности 600 г/м2 с добавлением клея в количестве 3% (помечены как структуры N63), со значениями плотности 600 г/м2 с добавлением клея в количестве 4% (помечены как структуры N64), со значениями плотности 600 г/м2 с добавлением клея в количестве 5% (помечены как структуры N65), со значениями плотности 600 г/м2 с добавлением клея в количестве 6% (помечены как структуры N66), и со значениями плотности 600 г/м2 с добавлением клея в количестве 7% (помечены как структуры N67).
Результаты способа испытания захвата SAM
Все впитывающие структуры 101, обозначенные ниже как впитывающие структуры S23, S27, S53 и S57, впитывающие структуры D23—D27, D33—D37, D43—D47, D53—D57 и D62—D67 и впитывающие структуры N23—N27, N33—N37, N43—N47, N53—N57 и N62—N67 были испытаны в соответствии со способом испытания захвата SAM, описанным более подробно ниже. Было испытано по пять образцов для каждого кода, и усредненные результаты для каждого кода приведены ниже в таблицах 1A—1L.
В столбцах «SAM г/м2» и «% клея» указаны параметры способа, применявшиеся для образования соответствующих структур. Например, столбец «SAM г/м2» указывает на то, что способ был настроен на получение впитывающих структур 101 со средней плотностью супервпитывающих частиц 17, составляющей 200 г/м2. Столбец «% клея» указывает на то, что способ был настроен на получение впитывающих структур 101 с совокупной средней плотностью одного или более использованных клеев согласно указанному проценту по весу от веса супервпитывающих частиц 17 структуры 101. В качестве одного конкретного примера, в котором в столбце «SAM г/м2» указано 200 г/м2, а в столбце «% клея» указано 3%, указанная впитывающая структура 101 была образована так, чтобы плотность клея (видов клея) составляла 3% от 200 г/м2 супервпитывающих частиц 17 — т.е. 6 г/м2 — распределенного по всей структуре 101. Значение «Средн. % захвата SAM» представляет собой меру процентного содержания супервпитывающего материала 317, удерживаемого указанной впитывающей структурой 101 в конце способа испытания захвата SAM.
Таблица 1A
в начале (г)
в конце (г)
SAM (г)
захвата SAM
Таблица 1B
в начале (г)
в конце (г)
Таблица 1C
в начале (г)
в конце (г)
SAM (г)
захвата SAM
Таблица 1D
в начале (г)
в конце (г)
SAM (г)
захвата SAM
Таблица 1E
в начале (г)
в конце (г)
SAM (г)
захвата SAM
Таблица 1F
в начале (г)
в конце (г)
SAM (г)
захвата SAM
Таблица 1G
в начале (г)
в конце (г)
SAM (г)
захвата SAM
Таблица 1H
в начале (г)
в конце (г)
SAM (г)
захвата SAM
Таблица 1I
в начале (г)
в конце (г)
SAM (г)
захвата SAM
Таблица 1J
в начале (г)
в конце (г)
SAM (г)
захвата SAM
Таблица 1K
в начале (г)
в конце (г)
SAM (г)
захвата SAM
Таблица 1L
в начале (г)
в конце (г)
SAM (г)
захвата SAM
Соответственно, существуют явные различия в характеристиках некоторых кодов, сформированных согласно аспектам настоящего изобретения, и кодов, полученных в результате осуществления способа Nordson, в частности, кодов с относительно низкими значениями % клея. В частности, можно видеть, что впитывающие структуры 101, полученные согласно аспектам настоящего изобретения, которые имеют значения плотности супервпитывающих частиц 17 от 400 г/м2 до 600 г/м2 и значения % клея от 4% до 5%, имеют значения % захвата SAM выше 98,0, что превышает значения любых кодов впитывающих структур, полученных в результате осуществления способа Nordson (код N45, попадающий в указанные диапазоны для SAM г/м2 и % клея, имеет самое высокое значение % захвата SAM, составляющее 97,9). В качестве альтернативы структуры 101, образованные согласно аспектам настоящего изобретения, которые имеют значения плотности супервпитывающих частиц 17 от 400 г/м2 до 600 г/м2 и значения % клея от 4% до 5%, могут быть описаны как имеющие значения % захвата SAM, превышающие 98,5.
Кроме того, многие из кодов, полученных согласно аспектам настоящего изобретения, имеют значения % захвата SAM выше 98,0, такие коды как D65 (значение % захвата SAM составляет 98,1), D64 (значение % захвата SAM составляет 98,3), D55 (значение % захвата SAM составляет 99,5), D54 (значение % захвата SAM составляет 99,3), D45 (значение % захвата SAM составляет 99,8) и D44 (значение % захвата SAM составляет 99,3). Многие из соответствующих кодов впитывающих структур, полученных в соответствии со способом Nordson (например, коды, имеющие соответствующие значения SAM г/м2 и % клея), имеют гораздо более низкие значения % захвата SAM, например: для N65 значение % захвата SAM составляет 87,0, для N64 значение % захвата SAM составляет 88,8 и для N44 значение % захвата SAM составляет 97,3.
Если дополнительно акцентировать внимание на кодах, имеющих значения плотности от 500 г/м2 до 600 г/м2 и значения % клея от 4% до 5%, все впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, имеют значения % захвата SAM выше 96,5. Например, коды D54, D55, D64 и D65 имеют значения % захвата SAM, составляющие 99,3, 99,5, 98,3 и 98,1 соответственно. Соответствующие коды N54, N55, N64 и N65 имеют значения % захвата SAM, составляющие 94,8, 96,2, 88,8 и 87,0 соответственно.
Преимущества в характеристиках кодов структур 101, образованных согласно аспектам настоящего изобретения, по сравнению с кодами впитывающих структур, полученных в результате осуществления способа Nordson, также могут быть хорошо видны в случаях, где значения плотности супервпитывающих частиц 17 находятся в диапазоне от 500 г/м2 до 600 г/м2, и значения % клея находятся в диапазоне от 3% до 4%. В таких примерах все структуры 101, полученные согласно аспектам настоящего изобретения, имеют значения % захвата SAM выше 95,0, что превышает значения любых кодов впитывающих структур, полученных в результате осуществления способа Nordson (код N54, попадающий в указанные диапазоны для SAM г/м2 и % клея, имеет самое высокое значение % захвата SAM, составляющее 94,8).
Кроме того, многие из кодов, полученных согласно аспектам настоящего изобретения, имеют значения % захвата SAM выше 95,0, такие коды как D53 (значение % захвата SAM составляет 97,2), D54 (значение % захвата SAM составляет 99,3), D63 (значение % захвата SAM составляет 95,6) и D64 (значение % захвата SAM составляет 98,3). Многие из соответствующих кодов впитывающих структур, полученных в соответствии со способом Nordson, имеют гораздо более низкие значения % захвата SAM, например: для N53 значение % захвата SAM составляет 92,8, для N63 значение % захвата SAM составляет 88,1 и для N64 значение % захвата SAM составляет 88,8.
В случаях, где значение % клея увеличено и находится в диапазоне от 4% до 5%, структуры 101, полученные согласно аспектам настоящего изобретения и имеющие значения плотности супервпитывающих частиц 17 от 500 г/м2 до 600 г/м2, по-прежнему превосходят впитывающие структуры, полученные в результате осуществления способа Nordson, показывая для всех структур значения % захвата SAM, превышающие 97,0. Например, коды D54, D55, D64 и D65 имеют значения % захвата SAM, составляющие 99,3, 99,5, 98,3 и 98,1 соответственно. Для соответствующих впитывающих структур, полученных в результате осуществления способа Nordson, коды N54, N55, N64 и N65 имеют значения % захвата SAM, составляющие 94,8, 96,2, 88,8 и 87,0 соответственно.
Даже в случаях, где значение % клея увеличено и находится в диапазоне от 5% до 6%, структуры 101, полученные согласно аспектам настоящего изобретения и имеющие значения плотности супервпитывающих частиц 17 от 500 г/м2 до 600 г/м2, по-прежнему превосходят впитывающие структуры, полученные в результате осуществления способа Nordson, показывая для всех структур значения % захвата SAM, превышающие 97,0. Например, коды D55, D56, D65 и D66 имеют значения % захвата SAM, составляющие 99,5, 99,8, 98,1 и 98,9 соответственно. Для соответствующих впитывающих структур, полученных в результате осуществления способа Nordson, коды N55, N56, N65 и N66 имеют значения % захвата SAM, составляющие 96,2, 96,7, 87,0 и 85,6 соответственно.
Результаты способа испытания целостности влажных прокладок
При получении результатов сравнительных измерений впитывающих структур 101, образованных согласно аспектам настоящего изобретения, и впитывающих структур, образованных в соответствии со способом Nordson, был получен ряд различных кодов. Как показано в таблице 2A ниже, были получены впитывающие структуры 101, образованные согласно аспектам настоящего изобретения и обозначенные как коды DD23, DD27, DD53 и DD57. Коды DD23, DD27, DD53 и DD57 были образованы способом, аналогичным описанному выше в отношении впитывающих структур, представленных в качестве второго примера. Дополнительно были образованы соответствующие впитывающие структуры в соответствии со способом Nordson, показанные в таблице 2B и обозначенные как NN23, NN27, NN53 и NN57. Коды NN23, NN27, NN53 и NN57 были образованы способом, аналогичным описанному выше в отношении впитывающих структур, представленных в качестве третьего примера. Было испытано по пять образцов каждого из этих кодов в соответствии со способом испытания целостности влажных прокладок, описанным более подробно ниже, и результаты представлены в таблицах 2A и 2B ниже. В столбце «Средн. #» указано среднее количество встряхиваний (среднее значение для пяти протестированных образцов), выполненных в отношении структур в ходе способа испытания целостности влажных прокладок, при котором структуры сохраняли свою целостность, с максимальным значением в 50 встряхиваний.
Таблица 2A
Таблица 2B
Как можно видеть из таблиц 2A и 2B, впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, обладают явными преимуществами с точки зрения целостности влажных прокладок по сравнению с впитывающими структурами, образованными в соответствии со способом Nordson. Например, код DD57, представляющий собой впитывающую структуру 101, образованную со средней плотностью супервпитывающего материала 317, составляющей 500 г/м2, и совокупной плотностью одного или более клеев, составляющей 7% от плотности супервпитывающего материала 317, показал значение целостности влажных прокладок, равное 38, что на 110% выше, чем значение целостности влажных прокладок для соответствующего кода NN57, образованного в соответствии со способом Nordson (значение целостности влажных прокладок для NN57 составляет 18). В других вариантах осуществления впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, могут быть описаны как структуры со значениями целостности влажных прокладок, равными по меньшей мере 25, или по меньшей мере 30, или по меньшей мере 35 для случаев, когда впитывающие структуры 101 образованы со средней плотностью супервпитывающего материала 317, составляющей 500 г/м2, и совокупной плотностью одного или более клеев, составляющей 7% от плотности супервпитывающего материала 317. В качестве другого примера код DD53, представляющий собой впитывающую структуру 101, образованную со средней плотностью супервпитывающего материала 317, составляющей 500 г/м2, и совокупной плотностью одного или более клеев, составляющих 3% от плотности супервпитывающего материала 317, показал значение целостности влажных прокладок, равное 3, что выше, чем значение целостности влажных прокладок для соответствующего кода NN53 (значение целостности влажных прокладок для NN53 равно 0), образованного в соответствии со способом Nordson, который не выдерживал даже однократного встряхивания согласно способу испытания целостности влажных прокладок.
Таким образом, можно видеть, что посредством способов 300 и 400 получают впитывающие структуры 101 с лучшей целостностью влажных прокладок, чем у впитывающих структур, получаемых способами из предшествующего уровня техники. Например, способы, раскрытые в настоящем документе, включают формирование потока супервпитывающего материала в направлении полотна 303 с подачей супервпитывающего материала 317 под действием силы тяжести и дополнительно включают распыление клея как на первую сторону потока, так и на вторую сторону потока. Как описано в настоящем документе, клей перемешивается с супервпитывающим материалом 317 перед осаждением на полотно 303. Соответственно, на основе приведенных выше результатов эти способы дополнительно позволяют получать впитывающие структуры 101 со значениями целостности влажных прокладок, превышающими или равными 20, в соответствии с испытанием целостности влажных прокладок, по меньшей мере в тех случаях, когда они используются для получения структур 101 с супервпитывающим материалом 317, размещенным в количестве, равном 500 г/м2, и клеем, размещенным в количестве, равном 7% по весу от веса супервпитывающего материала 317. Разумеется, как описано более подробно в отношении способа 400, может быть так, что способ включает подачу под действием силы тяжести двух отдельных потоков супервпитывающего материала 317 в направлении полотна 303 и распыление клея с первой и второй стороны обоих потоков супервпитывающего материала 317. Кроме того, такие способы согласно настоящему изобретению могут быть описаны как способы, позволяющие образовывать впитывающие структуры 101 со значениями целостности влажных прокладок, равными по меньшей мере 25, или по меньшей мере 30, или по меньшей мере 35 для случаев, когда впитывающие структуры 101 образованы со средней плотностью супервпитывающего материала 317, составляющей 500 г/м2, и совокупной плотностью одного или более клеев, составляющей 7% от плотности супервпитывающего материала 317. Дополнительно такие способы согласно настоящему изобретению позволяют образовывать впитывающие структуры 101 со значениями целостности влажных прокладок, равными по меньшей мере 1, или по меньшей мере 2, или по меньшей мере 3 для случаев, когда впитывающие структуры 101 образованы со средней плотностью супервпитывающего материала 317, составляющей 500 г/м2, и совокупной плотностью одного или более клеев, составляющей 3% от плотности супервпитывающего материала 317.
Результаты способа испытания однородности прокладки
Еще одна особенность описанных в настоящем документе способов по сравнению со способом Nordson заключается в том, что описанные в настоящем документе способы позволяют получать впитывающие структуры 101 с более однородным распределением супервпитывающего материала 317 и волокон 316 клея по всему объему образованной структуры 101, чем у впитывающих структур, образованных в соответствии со способом Nordson. Эта более высокая однородность может позволить впитывающим структурам 101 быть более тонкими, гибкими и лучше справляться с жидкостью, чем впитывающие структуры с аналогичными значениями плотности супервпитывающего материала и клея.
Для сравнения распределения супервпитывающего материала 317 и волокон 316 клея был образован ряд различных впитывающих структур 101 согласно аспектам настоящего изобретения и сравнен с рядом различных впитывающих структур, образованных в соответствии со способом Nordson. Как можно видеть из таблиц 3A-3E, впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, обозначены как коды DDD23, DDD24, DDD27, DDD33, DDD34, DDD44, DDD45, DDD56, DDD62, DDD66 и DDD67. Эти коды были образованы способом, аналогичным описанному выше в отношении впитывающих структур, представленных в качестве второго примера. Впитывающие структуры, образованные в соответствии со способом Nordson, обозначены как NNN23, NNN24, NNN27, NNN33, NNN34, NNN44, NNN45, NNN56, NNN62, NNN66 и NNN67. Эти коды были образованы способом, аналогичным описанному выше в отношении впитывающих структур, представленных в качестве третьего примера.
Таблицы 3A-3E, в которых представлены результаты различных кодов в соответствии со способом испытания однородности прокладки, представляют результаты, полученные от одного образца для каждого кода. В столбце «CD GL изм.» указано изменение уровня серого (GL) у образца по сравнению с частью образца, проходящего в поперечном направлении (CD), как установлено в соответствии со способом испытания однородности прокладки. Более низкие значения вариации уровня серого указывают в целом на более однородную структуру, поскольку вариация установленных уровней серого меньше. В столбце «CD средн. GL» показано установленное среднее значение уровня серого для образца, как установлено в соответствии со способом испытания однородности прокладки, а значение в столбце «GL %COV» (коэффициент вариации) показывает рассчитанную вариацию уровня серого, нормализованную относительно среднего уровня серого. Например, значение GL %COV определяется путем деления стандартного отклонения уровня серого на средний уровень серого для данного образца и умножения такого рассчитанного значения на 100%. Определение всех этих значений более подробно описано ниже в отношении способа испытания однородности прокладки.
Таблица 3A
изм.
станд. откл.
GL
станд. откл.
%COV
станд. откл.
Таблица 3B
изм.
станд. откл.
GL
станд. откл.
%COV
станд. откл.
Таблица 3C
изм.
станд. откл.
GL
станд. откл.
%COV
станд. откл.
Таблица 3D
изм.
станд. откл.
GL
станд. откл.
%COV
станд. откл.
Таблица 3E
изм.
станд. откл.
GL
станд. откл.
%COV
станд. откл.
Как можно видеть из таблиц 3A-3E, структуры 101, полученные с помощью способов, описанных в настоящем документе, дают гораздо более низкую вариацию уровня серого, чем у впитывающих структур, образованных в соответствии со способом Nordson. Например, коды DDD23 и DDD24 имеют значения CD GL изм. менее 815, менее 800, менее 750 или менее 700, как определено в соответствии со способом испытания однородности прокладки. Все такие значения CD GL изм. меньше значений CD GL изм. для соответствующих кодов NNN23 и NNN24. Иными словами, впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, с супервпитывающим материалом 317, размещенным с плотностью 200 г/м2 и одним или более клеями, размещенными с совокупной плотностью, составляющей менее 4% по весу от плотности супервпитывающего материала 317, могут иметь значения CD GL изм. менее 815, менее 800, менее 750 или менее 700, как определено в соответствии со способом испытания однородности прокладки. В некоторых из этих вариантов осуществления один или более клеев могут быть размещены с совокупной плотностью от 3% до 4% по весу от плотности супервпитывающего материала 317.
Дополнительные примеры показывают, что коды DDD33 и DDD34 имеют значения CD GL изм. менее 675, менее 650 или менее 625, как определено в соответствии со способом испытания однородности прокладки. Все такие значения CD GL изм. меньше значений CD GL изм. для соответствующих кодов NNN33 и NNN34. Иными словами, впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, с супервпитывающим материалом 317, размещенным с плотностью 300 г/м2 и одним или более клеями, размещенными с совокупной плотностью, составляющей менее 4% по весу от плотности супервпитывающего материала 317, могут иметь значения CD GL изм. менее 675, менее 650 или менее 625, как определено в соответствии со способом испытания однородности прокладки. В некоторых из этих вариантов осуществления один или более клеев могут быть размещены с совокупной плотностью от 3% до 4% по весу от плотности супервпитывающего материала 317.
Еще некоторые примеры показывают, что коды DDD44 и DDD45 имеют значения CD GL изм. менее 575, менее 550, менее 525 или менее 500, как определено в соответствии со способом испытания однородности прокладки. Все такие значения CD GL изм. меньше значений CD GL изм. для соответствующих кодов NNN44 и NNN45. Иными словами, впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, с супервпитывающим материалом 317, размещенным с плотностью 400 г/м2 и одним или более клеями, размещенными с совокупной плотностью, составляющей менее 5% по весу от плотности супервпитывающего материала 317, могут иметь значения CD GL изм. менее 585, менее 550, менее 525 или менее 500, как определено в соответствии со способом испытания однородности прокладки. В некоторых из этих вариантов осуществления один или более клеев могут быть размещены с совокупной плотностью от 4% до 5% по весу от плотности супервпитывающего материала 317.
Еще больше примеров показывают, что код DDD56 имеет значение CD GL изм. менее 500, менее 475, менее 450 или менее 425, как определено в соответствии со способом испытания однородности прокладки. Все такие значения CD GL изм. меньше значения CD GL изм. для соответствующего кода NNN56. Иными словами, впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, с супервпитывающим материалом 317, размещенным с плотностью 500 г/м2 и одним или более клеями, размещенными с совокупной плотностью, составляющей 6% по весу от плотности супервпитывающего материала 317, могут иметь значения CD GL изм. менее 500, менее 475, менее 450 или менее 425, как определено в соответствии со способом испытания однородности прокладки.
В таблице 3E отчетливо продемонстрировано, что, особенно при высокой плотности супервпитывающего материала 317, впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, превосходят впитывающие структуры, образованные в соответствии со способом Nordson. Коды DDD62, DDD63 и DDD67 имеют значения CD GL изм. менее 475, менее 450, менее 425, менее 400 или менее 375, как определено в соответствии со способом испытания однородности прокладки. В частности, коды DDD66 и DDD67 имеют значения CD GL изм. менее 350, менее 325 или менее 300. Все такие значения CD GL изм. меньше значений CD GL изм. для соответствующих кодов NNN62, NNN66 и NNN67. Иными словами, впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, с супервпитывающим материалом 317, размещенным с плотностью 600 г/м2 и одним или более клеями, размещенными с совокупной плотностью, составляющей менее 7% по весу от плотности супервпитывающего материала 317, могут иметь значения CD GL изм. менее 475, менее 450, менее 425, менее 400 или менее 375, как определено в соответствии со способом испытания однородности прокладки. В некоторых из этих вариантов осуществления один или более клеев могут быть размещены с совокупной плотностью от 2% до 7% по весу от плотности супервпитывающего материала 317. В других из этих примеров, где значения плотности одного или более клеев размещены в диапазоне от 6% до 7% по весу от плотности супервпитывающего материала 317, такие впитывающие структуры 101 могут иметь значения CD GL изм. менее 350, менее 325 или менее 300.
Дополнительное описание характеристик впитывающих структур 101, образованных согласно аспектам настоящего изобретения, могут включать следующее: впитывающие структуры 101, имеющие плотность супервпитывающего материала 317 в диапазоне от 500 г/м2 до 600 г/м2, могут иметь значения CD GL изм. менее 475, менее 450 или менее 425. В по меньшей мере некоторых из этих вариантов осуществления один или более клеев, присутствующих в таких структурах 101, могут иметь совокупную плотность менее 7%, или менее 6%, или находиться в диапазоне от 6% до 7%, или в диапазоне от 2% до 7%. Впитывающие структуры 101, имеющие плотность супервпитывающего материала 317 в диапазоне от 400 г/м2 до 500 г/м2, могут иметь значения CD GL изм. менее 510, менее 500, менее 490 или менее 480. В по меньшей мере некоторых из этих вариантов осуществления один или более клеев, присутствующих в таких структурах 101, могут иметь совокупную плотность менее 6%, или менее 5%, или находиться в диапазоне от 4% до 6%. Впитывающие структуры 101, имеющие плотность супервпитывающего материала 317 в диапазоне от 300 г/м2 до 400 г/м2, могут иметь значения CD GL изм. менее 590 или менее 580. В по меньшей мере некоторых из этих вариантов осуществления один или более клеев, присутствующих в таких структурах 101, могут иметь совокупную плотность менее 5%, или менее 4%, или находиться в диапазоне от 3% до 5%. Впитывающие структуры 101, имеющие плотность супервпитывающего материала 317 в диапазоне от 200 г/м2 до 300 г/м2, и в которых один или более клеев, присутствующих в таких структурах 101, имеют совокупную плотность в диапазоне от 3% до 4%, могут иметь значения CD GL изм. менее 675, менее 665 или менее 655.
При использовании значений GL %COV можно видеть, что впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, имеют в целом более низкую вариацию установленного уровня серого среди различных значений плотности. Например, все коды DDD44, DDD45, DDD56, DDD62, DDD66 и DDD67 имеют значения GL %COV менее 34,5, менее 34 или менее 33,5. Все такие значения GL %COV меньше значений GL %COV для соответствующих кодов NNN44, NNN45, NNN56, NNN62, NNN66 и NNN67. Иными словами, впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, с супервпитывающим материалом 317, размещенным с плотностью в диапазоне от 400 г/м2 до 600 г/м2 и одним или более клеями, размещенными с совокупной плотностью, составляющей менее 7% по весу от плотности супервпитывающего материала 317, могут иметь значения GL %COV менее 34,5, менее 34 или менее 33,5, как определено в соответствии со способом испытания однородности прокладки. В некоторых из этих вариантов осуществления один или более клеев могут быть размещены с совокупной плотностью от 4% до 7% или от 4% до 6% по весу от плотности супервпитывающего материала 317. В других из любого из этих вариантов осуществления супервпитывающий материал 317 может быть размещен с плотностью в диапазоне от 400 г/м2 до 500 г/м2.
В качестве другого примера все коды DDD34, DDD44 и DDD45 имеют значения GL %COV менее 31,5 или менее 31,3. Наименьшее значение GL %COV соответствующих кодов NNN34, NNN44 и NNN45 составляет 31,6. Иными словами, впитывающие структуры 101, образованные согласно аспектам настоящего изобретения, с супервпитывающим материалом 317, размещенным с плотностью в диапазоне от 300 г/м2 до 400 г/м2 и одним или более клеями, размещенными с совокупной плотностью, находящейся в диапазоне от 4% до 5% по весу от плотности супервпитывающих частиц 318, могут иметь значения GL %COV менее 31,5 или менее 31,3, как определено в соответствии со способом испытания однородности прокладки.
Способ испытания захвата SAM
Сначала получают отдельные образцы впитывающих структур либо путем разборки коммерчески доступного продукта, либо путем получения индивидуальных структур непосредственно с производственной линии перед включением в продукт. При получении из коммерчески доступного продукта следует использовать типичные способы разборки продукта для получения только впитывающей структуры, такие как использование замораживающего спрея или других эквивалентных продуктов, которые помогают прекратить действие любого клея, соединяющего различные слои продукта вместе, что обеспечивает более легкое разделение слоев, и/или ножницы для разрезания одной или более частей продукта. При получении образцов впитывающих структур непосредственно с производственной линии их необходимо оставить для отверждения минимум на 24 часа.
После того как образцы впитывающих структур будут готовы, каждый отдельный образец должен быть взвешен, и значения веса должны быть записаны. Затем каждый образец структуры отделяют, предпочтительно над мусорным баком или чем-то подобным, для отлова любого выпавшего материала. Образцы могут быть отделены друг от друга путем захвата каждого из внешних полотен в каждую руку, с одного конца структуры, и разделения их на слои тянущим движением. После растягивания разделенные полотна слегка встряхивают над мусорным баком и затем снова помещают на весы для повторного взвешивания, результаты которого записываются.
Разница между первым записанным весом образца и вторым записанным весом образца представляет собой количество потерянного супервпитывающего материала. Затем эта разница может быть использована для определения процентного содержания общего оставшегося количества супервпитывающего материала. В настоящем изобретении, поскольку полотна, значения плотности размещенного супервпитывающего материала и добавленные количества клея оставались одинаковыми для сравниваемых образцов структур, эта разница была просто поделена на первый записанный вес образца для получения заявленного процента оставшегося супервпитывающего материала. Однако при сравнении непохожих образцов могут учитываться значения плотности и размеры полотен, например, путем вычитания общего веса полотен образца из первого и второго записанных значений веса. Общий вес клеев может рассматриваться в целом как пренебрежимо малый для определения значения процентного содержания остатков и, следовательно, не учитываться отдельно.
Способ испытания целостности влажных прокладок
Сначала получают отдельные образцы впитывающих структур либо путем разборки коммерчески доступного продукта, либо путем получения индивидуальных структур непосредственно с производственной линии перед включением в продукт. При получении из коммерчески доступного продукта следует использовать типичные способы разборки продукта для получения только впитывающей структуры, такие как использование замораживающего спрея или других эквивалентных продуктов, которые помогают прекратить действие любого клея, соединяющего различные слои продукта вместе, что обеспечивает более легкое разделение слоев, и/или ножницы для разрезания одной или более частей продукта. При получении образцов впитывающих структур непосредственно с производственной линии их необходимо оставить для отверждения минимум на 24 часа.
После получения для каждого образца отмечаются целевые местоположения. Целевые местоположения отмечаются на расстоянии 8,5 см от переднего края образца. Передний край образца представляет собой край, расположенный ближе всего к передней части продукта, если он отделен от продукта, или к краю, который был бы расположен ближе всего к передней части продукта, если бы образец был получен непосредственно с производственной линии. Затем продукт следует прикрепить к просмотровому столу с подсветкой или другой подходящей рабочей поверхности. Образец может быть прикреплен двусторонней лентой или чем-то подобным, расположенный на переднем и/или заднем краях образца.
Затем пластиковую пробирку длиной 152 мм и диаметром 51 мм (с толщиной стенки, равной 3,5 мм, и внутренним диаметром, равным 44 мм) располагают по центру в целевом месте. Пластиковую воронку помещают в верхнюю часть пластиковой пробирки, и 0,9% солевой раствор синего цвета объемом 100 мл вливают в воронку. Следует соблюдать осторожность, чтобы не оказывать никакого давления на поверхность образца, удерживая пробирку на месте. Дополнительно носик воронки должен быть наклонен к стенке пробирки так, чтобы солевой раствор стекал по стенке пробирки до контакта с поверхностью образца. После вливания жидкости в воронку устанавливается таймер на 5 минут.
Через 5 минут образец подвешивают к встряхивателю продукта. Встряхиватель продукта состоит из простой рамы с линейным исполнительным механизмом, прикрепленным к верхней части рамы и ориентированным в вертикальном направлении. Горизонтальный стержень длиной 12 дюймов (305 мм) непосредственно соединен с исполнительным механизмом, и два зажима продукта прикреплены к горизонтальному стержню. Передний край образца впитывающей структуры соединен с встряхивателем продукта посредством зажимов. Затем включают встряхиватель продукта и подсчитывают количество встряхиваний. Линейный исполнительный механизм выполнен с возможностью перемещения 12-дюймового стержня вверх и вниз на общее линейное расстояние в 1 дюйм (25,4 мм) за половину хода (одно движение вниз или одно движение вверх). Движение полного хода считается одним встряхиванием. Многие коммерчески доступные линейные исполнительные механизмы могут использоваться как часть такого встряхивателя продукта. Например, коммерчески доступные исполнительные механизмы на 12 В или 24 В с ходом, составляющим 25 мм, и приблизительной номинальной мощностью, равной пятьдесят фунтов, со скоростью порядка 30 мм в секунду могут быть особенно подходящими исполнительными механизмами. Для управления линейным исполнительным механизмом может быть использована любая подходящая простая схема привода посредством циклов выдвижения и втягивания. Пока встряхиватель продукта включен, за образцом наблюдают на предмет каких-либо частичных разрывов, которые представляют собой любую трещину или зазор, появляющиеся в образце. Как только фиксируется первый частичный разрыв, отмечают количество встряхиваний и выключают встряхиватель продукта. Если после пятидесяти встряхиваний частичных трещин не наблюдалось, испытание прекращалось и для образца записывалось значение в 50 встряхиваний.
Способ испытания однородности прокладки
С использованием способа анализа изображения, описанного в настоящем документе, могут быть определены свойства вариации уровня серого в направлении поперек машинному (CD) тонких безворсовых впитывающих волокнистых полотен, включая структуры 101, образованные в соответствии со способами 300 и 400 согласно настоящему изобретению, и включая структуры, образованные в соответствии со способом Nordson. В этом контексте вариация уровня серого CD для тонких безворсовых абсорбирующих волокнистых полотен указывает на однородность распределения клеев и супервпитывающих частиц по всему полотну. Например, полотна, имеющие более низкую вариацию уровня серого CD, можно рассматривать, как содержащие клеи и супервпитывающие частицы, которые размещены в полотнах относительно более равномерно, поскольку количество света, проходящего через полотна, является относительно более однородным по всему полотну по сравнению с полотнами, имеющими относительно более высокую вариацию уровня серого CD, как будет объяснено более подробно ниже.
Способ определения вариации уровня серого CD включает использование рассеянного проходящего света, который проходит через полотно и регистрируется камерой. В частности, камера может представлять собой CCD-камеру, такую как камера Leica Microsystems DFC 310 от компании Leica Microsystems с офисом в Хербруг, Швейцария. Камера может быть установлена на штатив камеры для макрообъектов, такой как штатив камеры для макрообъектов Polaroid MP4 или аналогичный ему. Регулируемый объектив в сборе, такой как объектив Nikon 35 мм с диафрагмой, равной 4, соединяется с камерой посредством с-крепления. Камера настроена на монохромный режим, и перед анализом выполняется коррекция при равномерной освещенности поля на белом фоне.
На верхнюю поверхность устройства для макрообъектов между видеокамерой и источником рассеянного света устройства для макрообъектов помещается автоматическая платформа, содержащая прозрачную подставку. Автоматическая платформа может быть моделью HM-1212 компании Design Components Incorporated или эквивалентной ей. Рассеянный проходящий свет может обеспечиваться четырьмя светодиодными трубчатыми лампами (EMC-9 Вт, с регулируемой яркостью), которые размещены под автоматической платформой, а устройство для макрообъектов содержит рассеивающую пластину, расположенную между светодиодными лампами автоматической платформы. Уровень освещения светодиодными лампами может контролироваться с помощью обычного регулятора напряжения, оснащенного ручкой или ползунком для регулировки.
Две черные маски размещаются на прозрачной подставке автоматической платформы на расстоянии трех дюймов друг от друга, проходящие в длину к передней и задней частям автоматической платформы (например, по направлению к штативу камеры для макрообъектов и от него). Образец полотна размещается плоско на прозрачную подставку и располагается по центру между черными масками так, что освещается только центральная область образца. Образец полотна ориентируется аналогично черным маскам с проходящими в продольном направлении боковыми краями (например, боковыми продольными краями) образца полотна, идущими к штативу камеры и от него. Камера и объектив в сборе устанавливаются на штатив камеры для макрообъектов на таком расстоянии над образцом, которое обеспечивает поле обзора изображения размером приблизительно 4 с половиной дюйма по ширине автоматической платформы (например, перпендикулярно продольно проходящим боковым краям образца).
Анализ проводится путем размещения образца волокнистого полотна на автоматической платформе, как описано выше, под оптической осью камеры и объектива в сборе. Образец должен лежать плоско, при этом принимаются меры для удаления или предотвращения образования складок или подобных деформаций. Для контроля и регулировки уровня освещения, получения изображения и последующего выполнения измерений для определения вариации уровня серого используется пакет программного обеспечения для анализа изображений. Для описанного анализа используется программная платформа LAS от компании Leica Microsystems вместе со специально написанным алгоритмом Gray Level of CD Variation (Activ Tech) — 1 для контроля и регулировки уровня освещения для каждого образца и выполнения измерений вариации уровня серого. Алгоритм, который запускается с использованием платформы LAS Macro Editor, показан ниже.
NAME = Gray Level of CD Variation (Activ Tech) - 1
PURPOSE = Measures gray-level values of grid elements across CD
CONDITIONS = DFC 310 camera; 35 mm adj lens (f/4); diffuse transmitted light; pole = 76 cm
AUTHOR = D. G. Biggs
DATE = February 21, 2020
OPEN DATA FILES & SET VARIABLES
PauseText ( "Enter EXCEL data file and image file prefix names now." ) Input ( TITLE$ )
OPENFILE$ = "C:\Data\102888 - Graverson\"+TITLE$+".xls"
Open File ( OPENFILE$, channel #CHAN )
SET Graphics VARIABLES
GRAPHNX = 6
GRAPHNY = 2
GRAPHWID = 790
GRAPHHGHT = 118
GRAPHORGX = 270
GRAPHORGY = 100
GRAPHTHIK = 2
GRAPHORNT = 0
GRAPHOUT = 0
COUNT = 0
SET-UP AND CALIBRATION
Calvalue = 0.0833 mm/px
CALVALUE = 0.0833
Calibration ( Local )
Enter Results Header
File Results Header ( channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
Image frame ( x 0, y 0, Width 1392, Height 1040 )
Measure frame ( x 260, y 72, Width 806, Height 962 )
SAMPLE LOOP
For (SAMPLE = 1 to 3, step 1)
PauseText ("Place sample onto stage.")
Image Setup DC Twain [PAUSE] (Camera 1, AutoExposure Off, Gain 0.00, ExposureTime 15.69 msec, Brightness 0, Lamp 49.99)
Stage ( Define Origin )
Stage ( Scan Pattern, 1 x 3 fields, size 102000.000000 x 96570.000000 )
IMAGE LOOP
For ( IMAGE = 1 to 3, step 1 )
ACQUIRE IMAGE
Image Setup DC Twain [PAUSE] ( Camera 1, AutoExposure Off, Gain 0.00,
ExposureTime 15.69 msec, Brightness 0, Lamp 49.99 )
Colour Transform ( Mono Mode )
Acquire ( into Image0 )
COUNT = COUNT+1
-- The following line is the image storage location on the hard drive.
ACQFILE$ = "C:\Images\102888 - Graverson\"+TITLE$+"_"+STR$(COUNT)+".tif"
Write image ( from ACQOUTPUT into file ACQFILE$ )
GRAPHORGY = 100
ANALYSIS LOOP
For ( ANALYSIS = 1 to 4, step 1 )
BINARY PROCESSING
Graphics ( Inverted Grid, GRAPHNX x GRAPHNY Lines, Grid Size GRAPHWID x
GRAPHHGHT, Origin GRAPHORGX x GRAPHORGY,
Thickness GRAPHTHIK, Orientation GRAPHORNT, to GRAPHOUT Cleared )
Display ( Image0 (on), frames (on,on), planes (0,off,off,off,off,off), lut 0, x 0, y 0, z 0,
Reduction off )
MEASURE FEATURE GRAY LEVEL
Measure feature ( plane Binary0, 32 ferets, minimum area: 4, grey image: Image0 )
Selected parameters: X FCP, Y FCP, MeanGrey, GreyVarianc
File Feature Results ( channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
File Line ( channel #1 )
MEASURE GL %COV
MGREYIMAGE = 0
MGREYMASK = 0
Measure Grey ( plane MGREYIMAGE, mask MGREYMASK,
histogram into GREYHIST(256), stats into GREYSTATS(2) )
Selected parameters: MeanGrey, Std Dev
MEANGREY = GREYSTATS(1)
GREYSDEV = GREYSTATS(2)
GLPERCCOV = GREYSDEV/MEANGREY*100
File ( "GL %COV = ", channel #1 )
File ( GLPERCCOV, channel #1, 2 digits after '.' )
File Line ( channel #1 )
File Line ( channel #1 )
GRAPHORGY = GRAPHORGY+250
Next (ANALYSIS)
Stage (Step, Wait until stopped + 550 msecs)
Next (IMAGE)
Next (SAMPLE)
Close File (channel #1)
END
После выполнения алгоритма с использованием программного обеспечения Leica аналитику будет предложено ввести образец файла данных EXCEL и префикс имени файла изображения, которые будут использоваться для хранения данных измерений, а также полученные файлы изображений. Оба будут сохранены на жестком диске компьютера. Затем аналитику будет предложено разместить образец соответствующим образом на штативе для образцов так, чтобы измеряемая область находилась между двумя черными масками. Верхний край образца также должен быть расположен над верхним краем изображения, находящегося в поле зрения, по меньшей мере на дюйм или выше. После соответствующего размещения образца и продолжения выполнения алгоритма аналитиком, аналитику будет предложено отрегулировать уровень освещения так, чтобы отображаемый уровень белого был установлен примерно на 0,95. После установки алгоритм программного обеспечения автоматически переходит к получению и сохранению изображения и затем выполняет этапы обработки и анализа изображения путем размещения на изображении сетки из пяти ячеек, охватывающей ширину образца (например, в CD), и выполнения измерений среднего значения серого и вариации серого в каждом отдельном поле. Затем эти данные экспортируются в ранее названную электронную таблицу EXCEL, и та же сетка снова используется для одновременного измерения среднего и стандартного отклонения уровня серого по всей сетке. Затем на основе этих данных алгоритм вычисляет соответствующий процент коэффициента вариации уровня серого (GL %COV) и экспортирует эти данные в электронную таблицу EXCEL. GL %COV вычисляется следующим образом:
GL %COV = стандартное отклонение уровня серого/среднее значение уровня серого x 100 % (1)
Сетка измерений при охвате в CD составляет в поперечнике почти 66 мм, при этом она разделена на пять ячеек одинакового размера. Измерения среднего значения серого и вариации серого выполняются для каждой ячейки, а измерение GL %COV выполняется для всех ячеек вместе взятых. Как только первые измерения выполнены возле верхней части изображения, алгоритм перемещает сетку вниз на 2,1 см, и выполняется второй набор измерений на том же изображении и экспортируется в электронную таблицу EXCEL. Это повторяется еще два раза, так что в общей сложности для каждого изображения измеряются четыре области при прохождении в CD. Затем алгоритм дает указание автоматической платформе переместить образец в продольном направлении на 8,2 см, и процесс установки уровня белого для следующего изображения начинается снова. Для каждого экземпляра образца получают и анализируют три отдельных изображения. Затем для каждого образца анализируют в общей сложности по три фрагмента экземпляра образца.
Для измерений вариации уровня серого пять измерений, выполненных для каждого положения сетки, затем усредняются в электронной таблице EXCEL. Эти средние значения затем накапливаются по 36 различным позициям сетки (т.е. 3 экземпляра x 3 изображения x 4 местоположения в CD = 36 местоположений в CD) для сравнения различных образцов. После получения результатов из разных образцов их можно сравнить друг с другом путем выполнения базового статистического анализа, такого как T-анализ Стьюдента с уровнем достоверности 90%.
Способ испытания распределения клея
Образцы, подлежащие визуализации, сначала окрашивают паром четырехокиси осмия так, что клей избирательно поглощает осмий в достаточных количествах для облегчения его контрастирования с супервпитывающими и полимерными волокнами во время микрокомпьютерной томографии. Образец окрашивают путем его помещения в закрываемую воздухонепроницаемую камеру, в которую добавляют небольшой флакон четырехокиси осмия. Затем камеру немедленно закрывают, и четырехокись осмия взаимодействует с образцом в течение по меньшей мере 24 часов. Поскольку четырехокись осмия является высокотоксичной, процедуру окрашивания проводят в вытяжном шкафу. Через 24 часа клей должен почернеть. После повторного открытия камеры ее оставляют проветриться в шкафу еще на 24 часа для обеспечения выхода любой непрореагировавшей четырехокиси осмия без причинения вреда. После второго 24-часового периода образец готов для микрокомпьютерной томографии.
Для визуализации части окрашенного образца используется микрокомпьютерный томограф Bruker SkyScan Model 1272 или аналогичный ему. Пример условий рентгеновского сканирования включает следующее:
- Напряжение (кВ) = 35
- Сила тока (мкА) = 231
- Размер пикселя изображения (мкм) = 8,0
- Шаг поворота (град.) = 0,20
- Усреднение кадров = 5
Фрагмент образца должен быть ориентирован так, что длина в машинном направлении удерживается в вертикальном положении во время процесса сканирования. После первичного рентгеновского сканирования рентгеновские изображения, полученные вращательным способом, реконструируются с использованием программного обеспечения Bruker’s NRecon или его эквивалента в системе от другого продавца. Для анализа распределения клея используются срезы реконструированного полутонового изображения.
Программная платформа анализа изображений, используемая для осуществления измерений распределения клея, представляет собой QWIN Pro (Версия 3.2.1) от компании Leica Microsystems с офисом в Хербруге, Швейцария. Специально написанный алгоритм анализа изображений «Z-Adhesive Distribution» использовался для обработки и выполнения измерений полутоновых изображений микрокомпьютерной томографии с использованием языка системы пользовательского интерактивного программирования Quantimet (QUIPS). Специальный алгоритм анализа изображений, представленный ниже, был выполнен непосредственно на срезах реконструированных полутоновых изображений, которые были сохранены на устройстве хранения. Далее представлен специальный алгоритм анализа изображений.
NAME: Z-Adhesive Distribution
PURPOSE: Measures z-distribution of osmium stained adhesive on ActivTech/Blizzard Substrates
CONDITIONS: Images acquired on the Bruker SkyScan 1272 Micro-CT
DATE: August 12, 2020
AUTHOR: D. G. Biggs
SET-UP
Clear Accepts
DATA FILES OPENED
Open File ( C:\Data\102888 - Graverson\totdistribution.xls, channel #2 )
Open File ( C:\Data\102888 - Graverson\adhesivedistribution.xls, channel #1 )
Configure ( Image Store 1968 x 504, Grey Images 201, Binaries 32 )
-- Calvalue = 8.00 um/px
CALVALUE = 8.00
Calibrate ( CALVALUE CALUNITS$ per pixel )
Measure frame ( x 160, y 2, Width 1600, Height 502 )
Image frame ( x 0, y 0, Width 1968, Height 504 )
Enter Results Header
File Results Header ( channel #1 )
File Line ( channel #1 )
File Results Header ( channel #2 )
File Line ( channel #2 )
PauseText ( "Enter sample image file prefix name." )
Input ( TITLE$ )
File ( TITLE$, channel #1 )
File Line ( channel #1 )
For ( IMAGE = 100 to 900, step 100 )
Clear Feature Histogram #1
Clear Feature Histogram #3
DEFINE BINARY GRAPHICS VARIABLES
GRAPHORGX = 250
IMAGE ACQUISITION AND DETECTION
ACQOUTPUT = 0
-- Location of Micro-CT images to be analyzed
ACQFILE$ = "C:\Images\102888 - Graverson\Code 2 - Blizzard Tech Osmium\"+TITLE$+""+STR$(IMAGE)+".JPG"
Read image ( from file ACQFILE$ into ACQOUTPUT )
Colour Transform ( Mono Mode )
-- Detect all material
Detect ( whiter than 33, from Image0 into Binary0 )
IMAGE PROCESSING
PauseText ( "Accept the primary structure and exclude any outlying debris." )
Binary Edit [PAUSE] ( Accept from Binary0 to Binary1, nib Fill, width 2 )
Binary Amend ( Open from Binary1 to Binary1, cycles 1, operator Disc, edge erode on )
Binary Amend ( Close from Binary1 to Binary2, cycles 120, operator Disc, edge erode on )
Binary Identify ( FillHoles from Binary2 to Binary3 )
Binary Amend ( Open from Binary3 to Binary4, cycles 5, operator Disc, edge erode on )
BOLEAN AND MEASUREMENT
For ( BINGRAPH = 1 to 26, step 1 )
GRAPHORGY = 2
GRAPHNX = 1
GRAPHNY = 1
GRAPHWID = 50
GRAPHHGHT = 502
GRAPHTHIK = 1
GRAPHORNT = 0
GRAPHOUT = 13
Graphics ( Inverted Grid, GRAPHNX x GRAPHNY Lines, Grid Size GRAPHWID x GRAPHHGHT, Origin GRAPHORGX x GRAPHORGY,
Thickness GRAPHTHIK, Orientation GRAPHORNT, to GRAPHOUT Cleared )
Binary Logical ( C = A AND B : C Binary5, A Binary4, B Binary13 )
CENTER YPOS
Measure feature ( plane Binary5, 32 ferets, minimum area: 10, grey image: Colour0 )
Selected parameters: UserDef1, YCentroid
Feature Expression ( UserDef1 ( all features ), title CalcA = (PYCENTROID(FTR)-252) )
GREYUTILIN = 0
GREYUTILOUT = 1
-- Shift Grey Image
If ( PUSERDEF1(FTR)<0 )
DISTANCE = (PUSERDEF1(FTR)**2)**0.5
SHIFT.SIZE = DISTANCE
SHIFT.DIRN = 270
Grey Util ( Shift GREYUTILIN to GREYUTILOUT by SHIFT.SIZE at SHIFT.DIRN degs )
Endif
If ( PUSERDEF1(FTR)>0 )
DISTANCE = PUSERDEF1(FTR)
SHIFT.SIZE = DISTANCE
SHIFT.DIRN = 90
Grey Util ( Shift GREYUTILIN to GREYUTILOUT by SHIFT.SIZE at SHIFT.DIRN degs )
Endif
If ( PUSERDEF1(FTR)=0 )
Grey Util ( Copy Image0 to Image1 )
Endif
Display ( Image0 (on), frames (on,on), planes (off,off,off,off,off,off), lut 0, x 0, y 0, z 1, Reduction off )
DETECT AFTER CENTERING
-- Detect adhesive
Detect ( whiter than 84, from Image1 into Binary10 )
Binary Amend ( Close from Binary10 to Binary10, cycles 1, operator Disc, edge erode on )
Binary Amend ( Open from Binary10 to Binary11, cycles 1, operator Disc, edge erode on )
-- Detect all material
Detect ( whiter than 33, from Image1 into Binary0 )
Binary Amend ( Close from Binary0 to Binary0, cycles 1, operator Disc, edge erode on )
Binary Amend ( Open from Binary0 to Binary0, cycles 1, operator Disc, edge erode on )
MEASURE ADHESIVE Z-DISTRIBUTION
GRAPHORGY = 2
GRAPHNX = 1
GRAPHNY = 1
GRAPHWID = 50
GRAPHHGHT = 502
GRAPHTHIK = 1
GRAPHORNT = 0
GRAPHOUT = 12
Graphics ( Inverted Grid, GRAPHNX x GRAPHNY Lines, Grid Size GRAPHWID x GRAPHHGHT, Origin GRAPHORGX x GRAPHORGY,
Thickness GRAPHTHIK, Orientation GRAPHORNT, to GRAPHOUT Cleared )
Binary Logical ( C = A AND B : C Binary6, A Binary12, B Binary11 )
Measure feature ( plane Binary6, 32 ferets, minimum area: 10, grey image: Image1 )
Selected parameters: Area, UserDef2, YCentroid
Feature Expression ( UserDef2 ( all features ), title YFEAT = PYCENTROID(FTR)*CALVALUE )
Feature Histogram #1 ( Y Param Area, X Param UserDef2, from 0. to 4032., linear, 40 bins )
Feature Histogram #2 ( Y Param Area, X Param UserDef2, from 0. to 4032., linear, 40 bins )
MEASURE TOTAL MATERIAL Z-DISTRIBUTION
Binary Logical ( C = A AND B : C Binary7, A Binary12, B Binary0 )
Measure feature ( plane Binary7, 32 ferets, minimum area: 10, grey image: Image1 )
Selected parameters: Area, X FCP, Y FCP, UserDef2, YCentroid
Feature Expression ( UserDef2 ( all features ), title YFEAT = PYCENTROID(FTR)*CALVALUE )
Feature Histogram #3 ( Y Param Area, X Param UserDef2, from 0. to 4032., linear, 40 bins )
Feature Histogram #4 ( Y Param Area, X Param UserDef2, from 0. to 4032., linear, 40 bins )
GRAPHORGX = GRAPHORGX+50
Next ( BINGRAPH )
Display Feature Histogram Results ( #2, horizontal, differential, bins + graph (Y axis linear), statistics )
Data Window ( 10, 871, 640, 300 )
Display Feature Histogram Results ( #4, horizontal, differential, bins + graph (Y axis linear), statistics )
Data Window ( 962, 880, 640, 300 )
FILE ADHESIVE AND MATERIAL HISTOGRAMS FOR CURRENT IMAGE
File Feature Histogram Results ( #1, differential, statistics, bin details, channel #1 )
File Line ( channel #1 )
File Feature Histogram Results ( #3, differential, statistics, bin details, channel #2 )
File Line ( channel #2 )
File Line ( channel #2 )
MEASURE MEAN SUBSTRATE THICKNESS
MFLDIMAGE = 4
Measure field ( plane MFLDIMAGE, into FLDRESULTS(1), statistics into FLDSTATS(7,1) )
Selected parameters: Area
MEANTHICK = FLDRESULTS(1)/(CALVALUE*1330)
File ( "Mean Substrate Thickness (um) = ", channel #1 )
File ( MEANTHICK, channel #1, 2 digits after '.' )
File Line ( channel #1 )
File Line ( channel #1 )
Next ( IMAGE )
FILE CUMMULATIVE ADHESIVE AND MATERIAL HISTOGRAMS FOR CURRENT SLIDE
File Feature Histogram Results ( #2, differential, statistics, bin details, channel #1 )
File Feature Histogram Results ( #4, differential, statistics, bin details, channel #2 )
CLOSE DATA FILES
Close File ( channel #1 )
Close File ( channel #2 )
END
Данные о распределении клея в направлении z экспортируются непосредственно в электронную таблицу EXCEL®. Индивидуальные гистограммы z-распределения клея и всего материала экспортируются для данных, полученных из каждого из проанализированных срезов изображения микрокомпьютерной томографии, а также сводная гистограмма для данных из всех девяти срезов. Эти последние сводные гистограммы использовались для расчета процентного содержания клея в каждой трети слоя толщины изображения микрокомпьютерной томографии для одного среза. Единицы площади, показанные на гистограмме, представлены в квадратных микронах. Для определения расположения на гистограмме границ верхней и нижней поверхностей материала на гистограмме всего материала использовалось правило 95 процентов общей площади. Другими словами, при приближении к верхнему и нижнему краям материала гистограммы граница поверхности считалась первым столбцом гистограммы, когда встречалось минимум 2,5 процента площади материала. Затем эти границы столбцов были перенесены на сводную гистограмму только для клея для определения процентных содержаний площади клея, имеющихся в верхней, средней и нижней третях столбцов гистограммы, включая рассчитанные граничные столбцы. В случаях, когда количество столбцов не делилось на три без остатка (например, 8, 10, 14 и т.д.), для расчета процентных содержаний клея в каждой трети слоя материала использовался метод чередования. Например, при первой встрече с толщиной, равной четырнадцати столбцам, верхний слой состоял из четырех столбцов, средний — из пяти и нижний — из пяти. Во время следующей встречи верхний слой состоял из пяти столбцов, средний — из четырех и нижний — из пяти. При третьей встрече нижний слой имеет на один столбец меньше или на один больше по сравнению с верхним и средним. При четвертой встрече верхний слой снова содержит на один столбец меньше или на один больше по сравнению с двумя другими слоями. Этот способ чередования продолжается в соответствии с требованиями данных.
Окончательные средние процентные значения клея для каждой трети слоя с глубиной z-распределения основаны на анализе N=7 из семи отдельных областей для образца, каждая из которых имеет четыре смежных поперечных сечения. Сравнение между разными образцами может быть выполнено с использованием T-анализа Стьюдента с уровнем достоверности 90 процентов.
Все документы, упомянутые в подробном описании, в соответствующей части включены в настоящий документ при помощи ссылки, при этом упоминание какого-либо документа не следует рассматривать как признание того, что он относится к предшествующему уровню техники по отношению к настоящему изобретению. Если любое значение или определение термина в этом письменном документе противоречит какому-либо значению или определению термина в документе, включенном посредством ссылок, то значение или определение, в котором термин употребляется в этом письменном документе, должно превалировать.
Хотя были проиллюстрированы и описаны конкретные варианты осуществления настоящего изобретения, специалистам в данной области техники должно быть очевидным то, что без отступления от сущности и объема настоящего изобретения могут быть предложены различные другие изменения и модификации. Поэтому предполагается, что прилагаемая формула изобретения должна охватывать все изменения и модификации, которые находятся в пределах объема настоящего изобретения.
Варианты осуществления
В первом варианте осуществления впитывающая структура, имеющая продольную ось и поперечную ось, может содержать первый слой материала подложки, имеющий первую поверхность и вторую поверхность, второй слой материала подложки, имеющий первую поверхность и вторую поверхность, и смесь супервпитывающих частиц и клея, размещенную между первым слоем материала подложки и вторым слоем материала подложки, при этом супервпитывающие частицы размещены в количестве, большем или равном 400 г/м2 и меньшем или равном 600 г/м2, и при этом клей размещен в количестве, большем или равном 4% и меньшем или равном 5%, по весу относительно веса супервпитывающих частиц, при этом клей образовывает трехмерную решетчатую сетку, содержащую клеевые нити в виде сетки с супервпитывающими частицами, зафиксированными внутри решетчатой сетки, и клеевые нити в виде сетки проходят по существу через все трехмерное пространство, образованное клеевыми нитями в виде сетки и супервпитывающими частицами, и при этом впитывающая структура имеет значение захвата SAM, большее или равное 98, в соответствии со способом испытания захвата SAM.
Во втором варианте осуществления впитывающая структура первого варианта осуществления может дополнительно характеризоваться тем, что супервпитывающие частицы размещены в количестве, большем или равном 450 г/м2 и меньшем или равном 600 г/м2.
В третьем варианте осуществления впитывающая структура второго варианта осуществления может дополнительно характеризоваться тем, что супервпитывающие частицы размещены в количестве, большем или равном 500 г/м2 и меньшем или равном 600 г/м2.
В четвертом варианте осуществления впитывающая структура третьего варианта осуществления может дополнительно характеризоваться тем, что впитывающая структура имеет значение захвата SAM, большее или равное 96,5, в соответствии со способом испытания захвата SAM, вместо значения захвата SAM, большего или равного 98, в соответствии со способом испытания захвата SAM.
В пятом варианте осуществления впитывающая структура любого из вариантов осуществления с первого по четвертый может дополнительно характеризоваться тем, что впитывающая структура имеет значение захвата SAM, большее или равное 98,5, в соответствии со способом испытания захвата SAM.
В шестом варианте осуществления впитывающая структура любого из вариантов осуществления с первого по пятый может дополнительно характеризоваться тем, что впитывающая структура не содержит слой клея, размещенный между по меньшей мере одним из следующего: первым слоем материала подложки и смесью супервпитывающих частиц и клея; и вторым слоем материала подложки и смесью супервпитывающих частиц и клея.
В седьмом варианте осуществления впитывающая структура любого из вариантов осуществления с первого по шестой может дополнительно характеризоваться тем, что клеевые нити в виде сетки контактируют по существу со всеми супервпитывающими частицами смеси супервпитывающих частиц и клея.
В восьмом варианте осуществления впитывающая структура, имеющая продольную ось и поперечную ось, может содержать первый слой материала подложки, имеющий первую поверхность и вторую поверхность, второй слой материала подложки, имеющий первую поверхность и вторую поверхность, и смесь супервпитывающих частиц и клея, размещенную между первым слоем материала подложки и вторым слоем материала подложки, при этом супервпитывающие частицы размещаются в количестве, большем или равном 500 г/м2 и меньшем или равном 600 г/м2, и при этом клей размещен в количестве, большем или равном 3% и меньшем или равном 4%, по весу относительно веса супервпитывающих частиц, при этом клей образовывает трехмерную решетчатую сетку, содержащую клеевые нити в виде сетки с супервпитывающими частицами, зафиксированными внутри решетчатой сетки, и клеевые нити в виде сетки проходят по существу через все трехмерное пространство, образованное клеевыми нитями в виде сетки и супервпитывающими частицами, и при этом впитывающая структура имеет значение захвата SAM, большее или равное 95, в соответствии со способом испытания захвата SAM.
В девятом варианте осуществления впитывающая структура восьмого варианта осуществления может дополнительно характеризоваться тем, что супервпитывающие частицы размещены в количестве, большем или равном 550 г/м2 и меньшем или равном 600 г/м2.
В десятом варианте осуществления впитывающая структура восьмого или девятого варианта осуществления может дополнительно характеризоваться тем, что клей размещен в количестве, большем или равном 4% и меньшем или равном 5%, по весу относительно веса супервпитывающих частиц, вместо размещения в количестве, большем или равном 3% и меньшем или равном 4%, по весу относительно веса супервпитывающих частиц, и при этом впитывающая структура имеет значение захвата SAM, большее или равное 97, в соответствии со способом испытания захвата SAM, вместо большего или равного 95, в соответствии со способом испытания захвата SAM.
В одиннадцатом варианте осуществления впитывающая структура любого из вариантов осуществления с восьмого по десятый может дополнительно характеризоваться тем, что клей размещен в количестве, большем или равном 5% и меньшем или равном 6%, по весу относительно веса супервпитывающих частиц, вместо размещения в количестве, большем или равном 3% и меньшем или равном 4%, по весу относительно веса супервпитывающих частиц, и при этом впитывающая структура имеет значение захвата SAM, большее или равное 97, в соответствии со способом испытания захвата SAM, вместо большего или равного 95, в соответствии со способом испытания захвата SAM.
В двенадцатом варианте осуществления впитывающая структура любого из вариантов осуществления с восьмого по одиннадцатый может дополнительно характеризоваться тем, что впитывающая структура не содержит слой клея, размещенный между по меньшей мере одним из следующего: первым слоем материала подложки и смесью супервпитывающих частиц и клея; и вторым слоем материала подложки и смесью супервпитывающих частиц и клея.
В тринадцатом варианте осуществления впитывающая структура любого из вариантов осуществления с восьмого по двенадцатый может дополнительно характеризоваться тем, что клеевые нити в виде сетки контактируют по существу со всеми супервпитывающими частицами смеси супервпитывающих частиц и клея.
В четырнадцатом варианте осуществления впитывающая структура любого из вариантов осуществления с восьмого по тринадцатый может дополнительно характеризоваться тем, что впитывающая структура не содержит никакого клея, кроме клея, смешанного с супервпитывающими частицами.
В пятнадцатом варианте осуществления способ изготовления впитывающей структуры может включать: подачу первого потока супервпитывающих частиц в направлении к первому слою материала подложки, движущемуся в машинном направлении, причем первый поток супервпитывающих частиц имеет первую сторону и вторую сторону; опрыскивание, с помощью первого устройства для нанесения клея, имеющего первое клеевое сопло, первой стороны первого потока супервпитывающих частиц первым клеем, при этом первый клей контактирует с первым потоком супервпитывающих частиц и смешивается с супервпитывающими частицами первого потока супервпитывающих частиц перед осаждением указанных супервпитывающих частиц на первый слой материала подложки; опрыскивание, с помощью второго первого устройства для нанесения клея, имеющего второе клеевое сопло, второй стороны первого потока супервпитывающих частиц вторым клеем, при этом второй клей контактирует с первым потоком супервпитывающих частиц и смешивается с супервпитывающими частицами первого потока супервпитывающих частиц перед осаждением указанных супервпитывающих частиц на первый слой материала подложки; осаждение смешанных супервпитывающих частиц первого потока супервпитывающих частиц, первого клея и второго клея на первый слой материала подложки; и покрытие смеси супервпитывающих частиц первого потока супервпитывающих частиц, первого клея и второго клея вторым слоем материала подложки, при этом супервпитывающие частицы размещают внутри впитывающей структуры в количестве более 400 г/м2 и менее 600 г/м2, и при этом клей размещают в количестве более 4% и менее 5%, по весу относительно веса супервпитывающих частиц, и при этом впитывающая структура имеет значение захвата SAM более 98, в соответствии со способом испытания захвата SAM.
В шестнадцатом варианте осуществления впитывающая структура пятнадцатого варианта осуществления может дополнительно характеризоваться тем, что супервпитывающие частицы размещены в количестве более 500 г/м2 и менее 600 г/м2.
В семнадцатом варианте осуществления впитывающая структура шестнадцатого варианта осуществления может дополнительно характеризоваться тем, что впитывающая структура имеет значение захвата SAM более 96,5, в соответствии со способом испытания захвата SAM, вместо значения захвата SAM более 98, в соответствии со способом испытания захвата SAM.
В восемнадцатом варианте осуществления впитывающая структура любого из вариантов осуществления с пятнадцатого по семнадцатый может дополнительно характеризоваться тем, что первый клей контактирует с первым потоком супервпитывающих частиц в первой точке контакта, имеющей первую высоту, измеряемую от первого слоя материала подложки, и при этом второй клей контактирует с первым потоком супервпитывающих частиц во второй точке контакта, имеющей вторую высоту, измеряемую от первого слоя материала подложки, причем первая высота отличается от второй высоты.
В девятнадцатом варианте осуществления впитывающая структура восемнадцатого варианта осуществления может дополнительно характеризоваться тем, что первая высота расположена на расстоянии от 4 мм до 40 мм от первого слоя материала подложки.
В двадцатом варианте осуществления впитывающая структура любого из вариантов осуществления с пятнадцатого по девятнадцатый может дополнительно характеризоваться тем, что впитывающая структура не содержит никакого клея, кроме клея, смешанного с супервпитывающими частицами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2816130C1 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2798314C1 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2809862C1 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2810038C1 |
| МНОГОСЛОЙНЫЕ ВПИТЫВАЮЩИЕ СЕРДЦЕВИНЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2759995C1 |
| МНОГОСЛОЙНЫЕ ВПИТЫВАЮЩИЕ СЕРДЦЕВИНЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2800853C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВПИТЫВАЮЩЕЙ СТРУКТУРЫ | 2014 |
|
RU2640182C2 |
| МНОГОСЛОЙНЫЕ ВПИТЫВАЮЩИЕ СЕРДЦЕВИНЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2799805C1 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С УДЕРЖИВАЮЩЕЙ СТРУКТУРОЙ ТРЕХМЕРНОЙ ФОРМЫ | 2015 |
|
RU2650062C1 |
| ВКЛЮЧЕНИЕ ОБЛАСТИ С ОТВЕРСТИЯМИ ВО ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2017 |
|
RU2718655C1 |
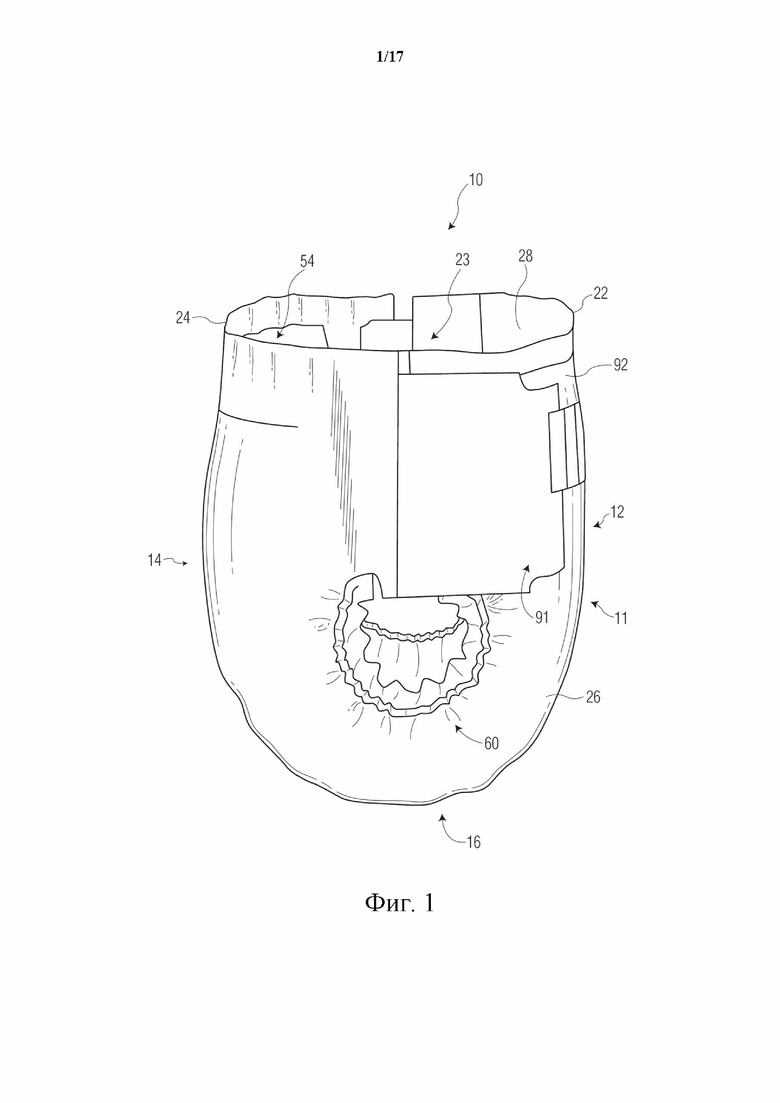
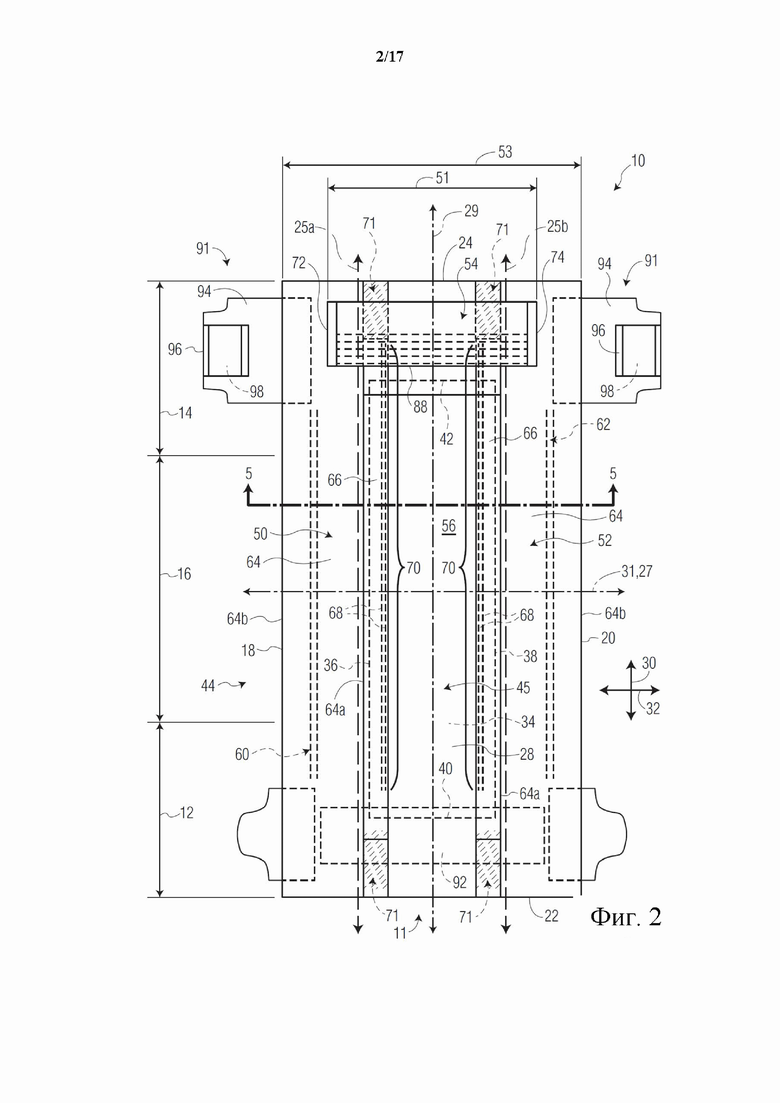
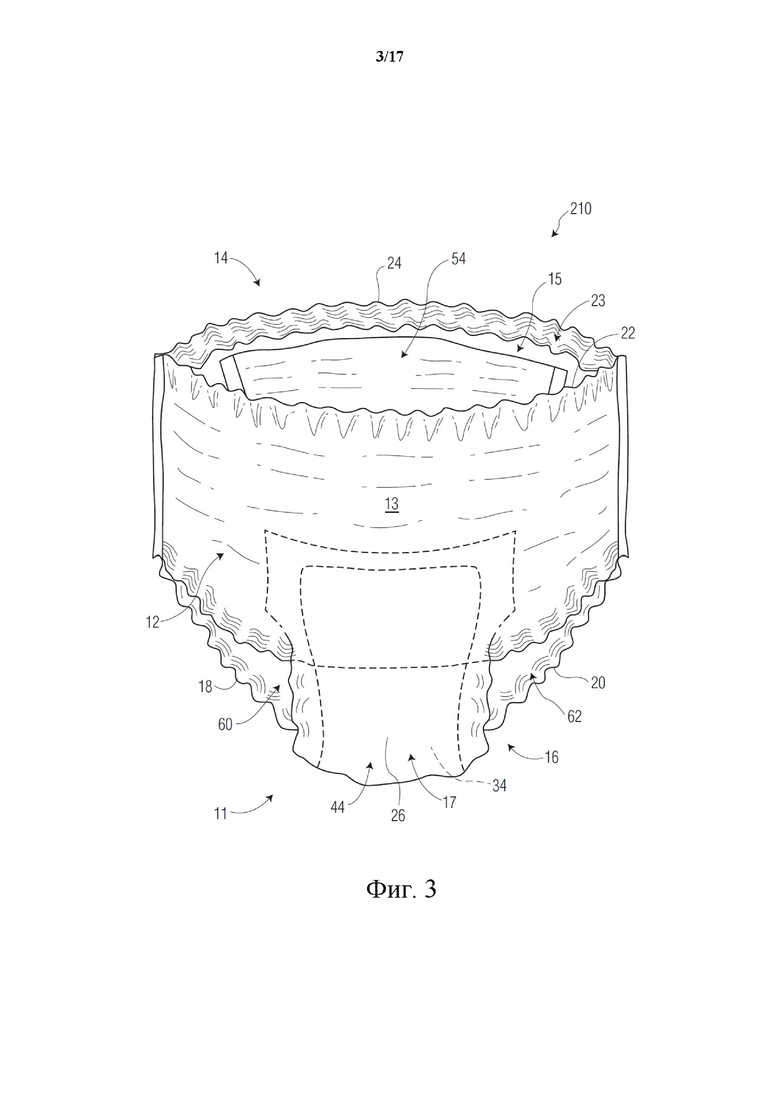
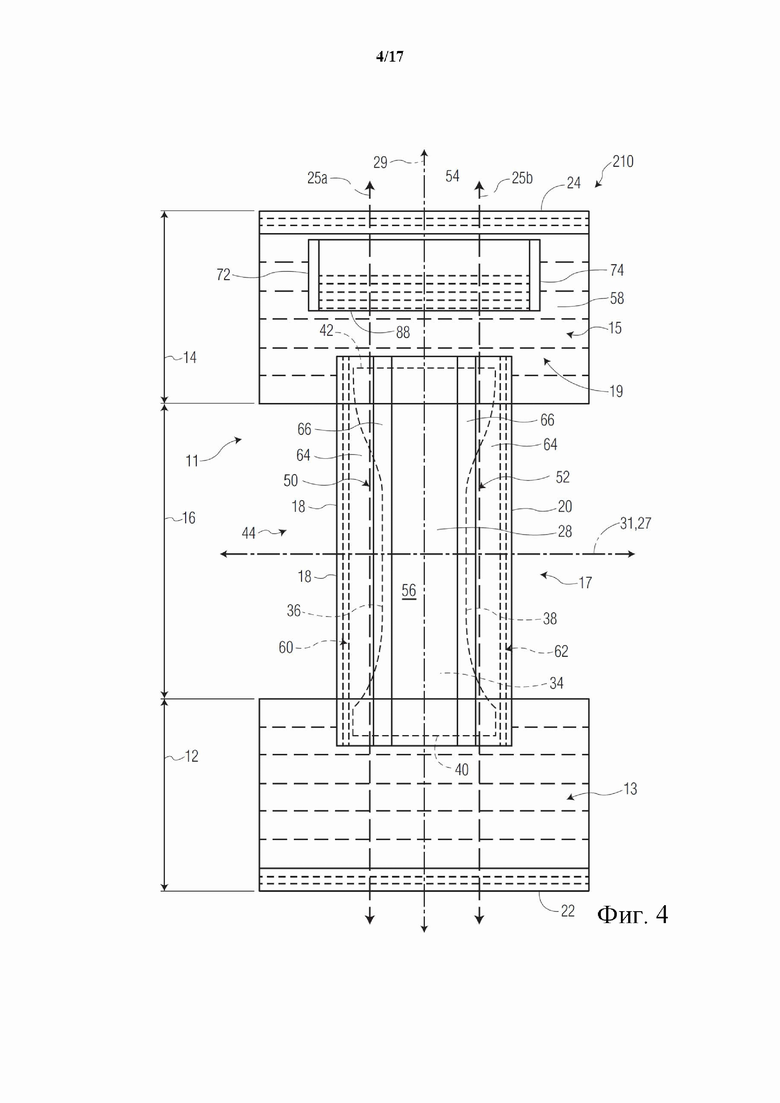
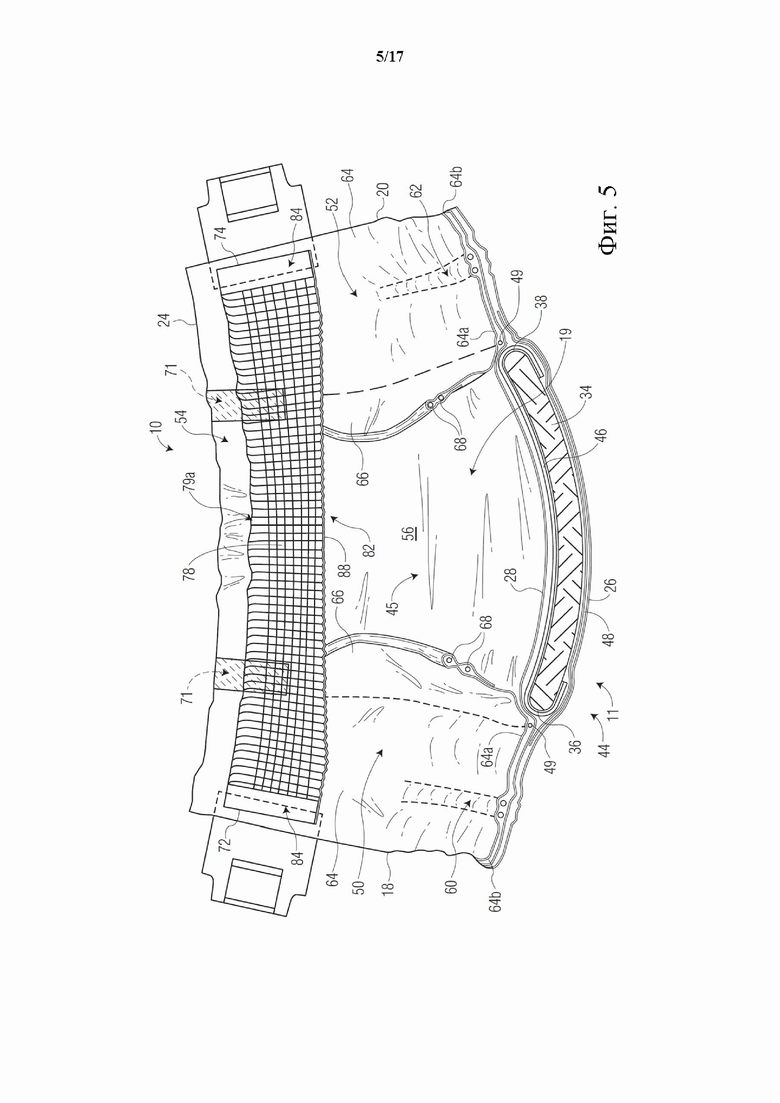

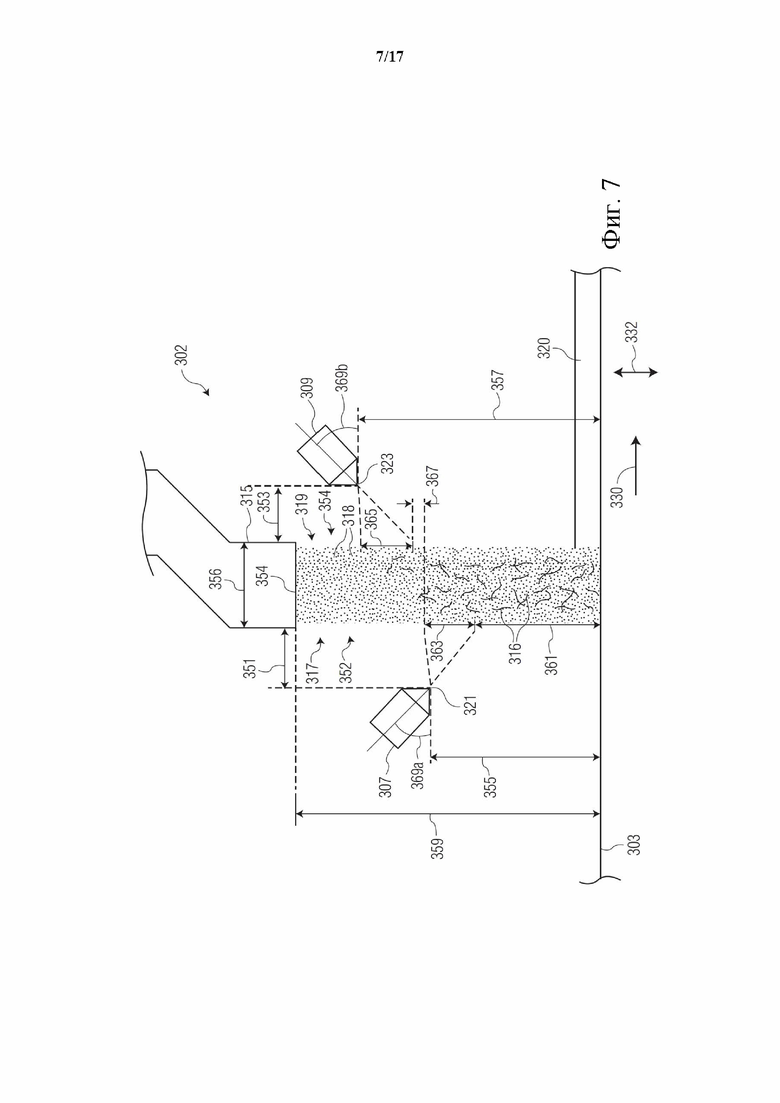

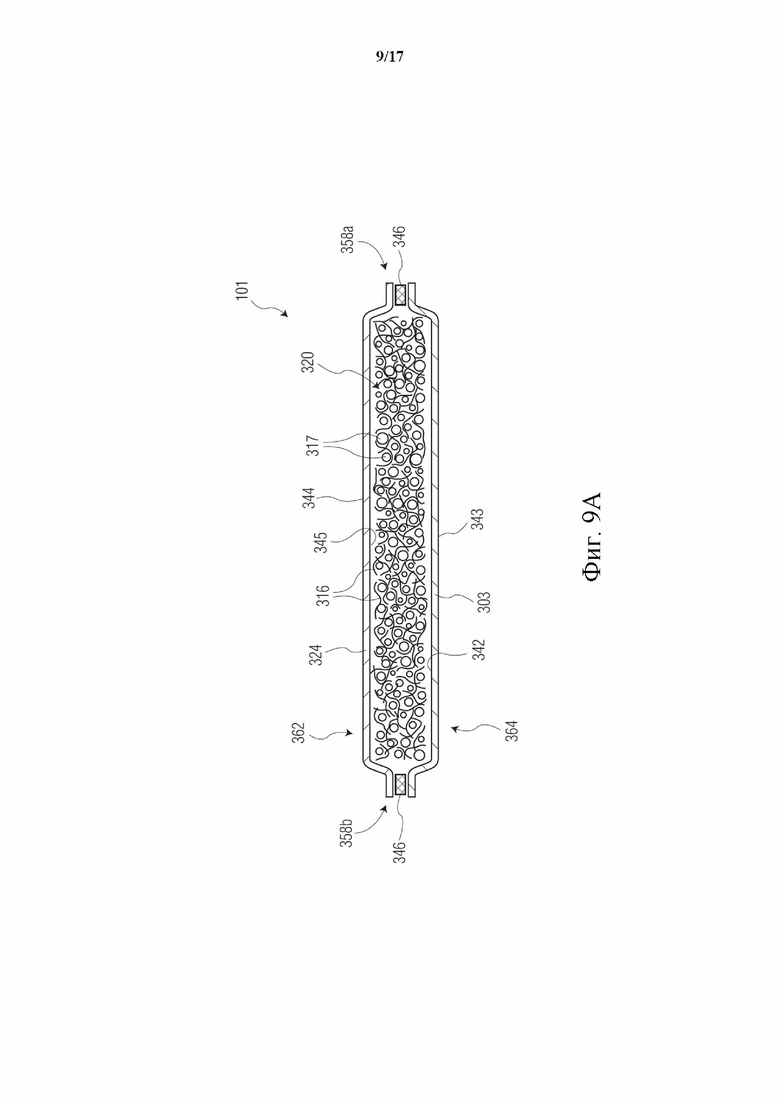
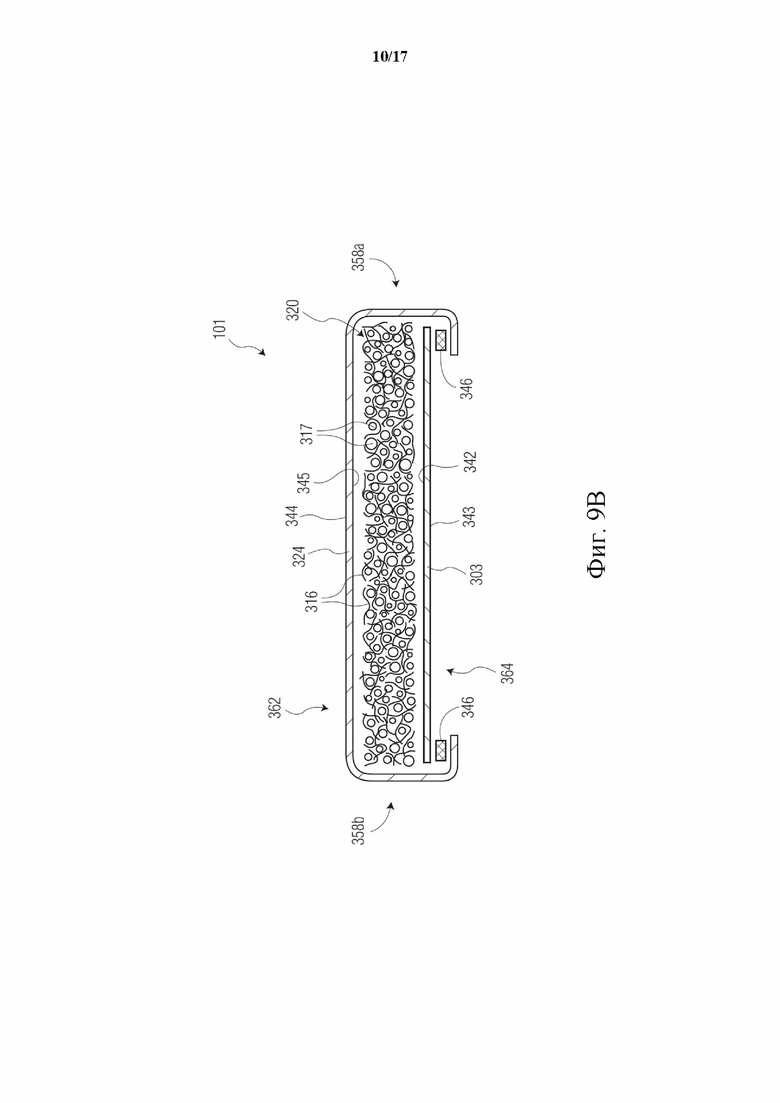
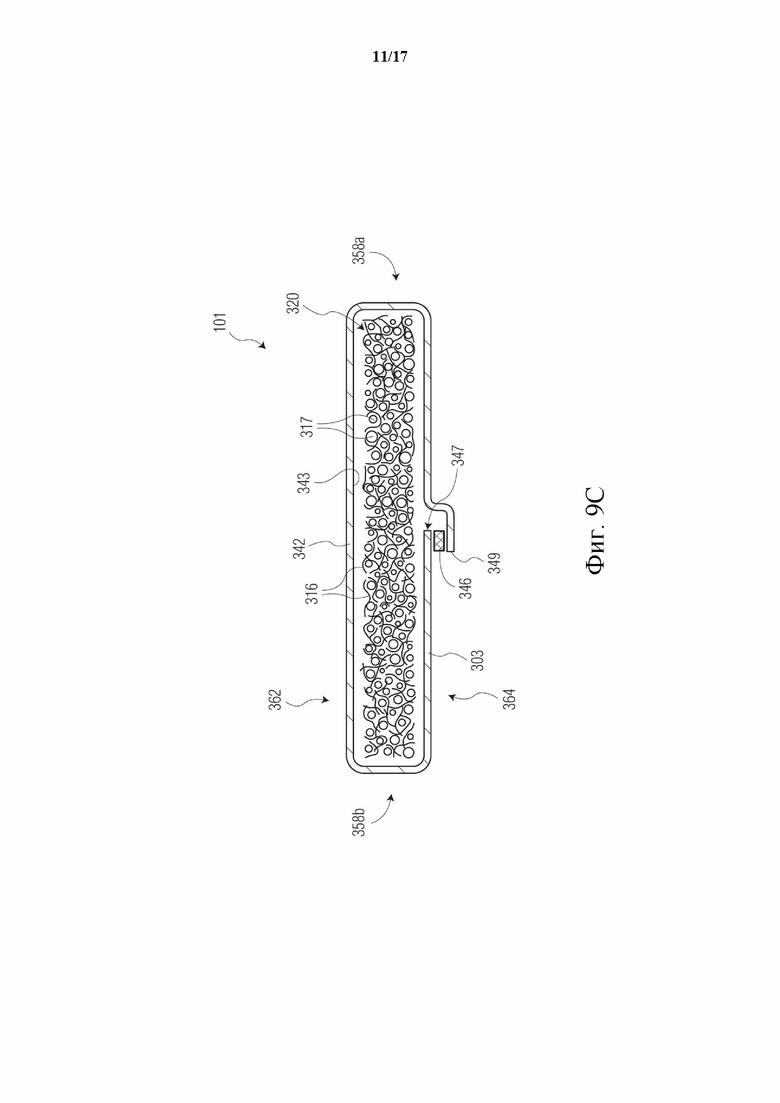
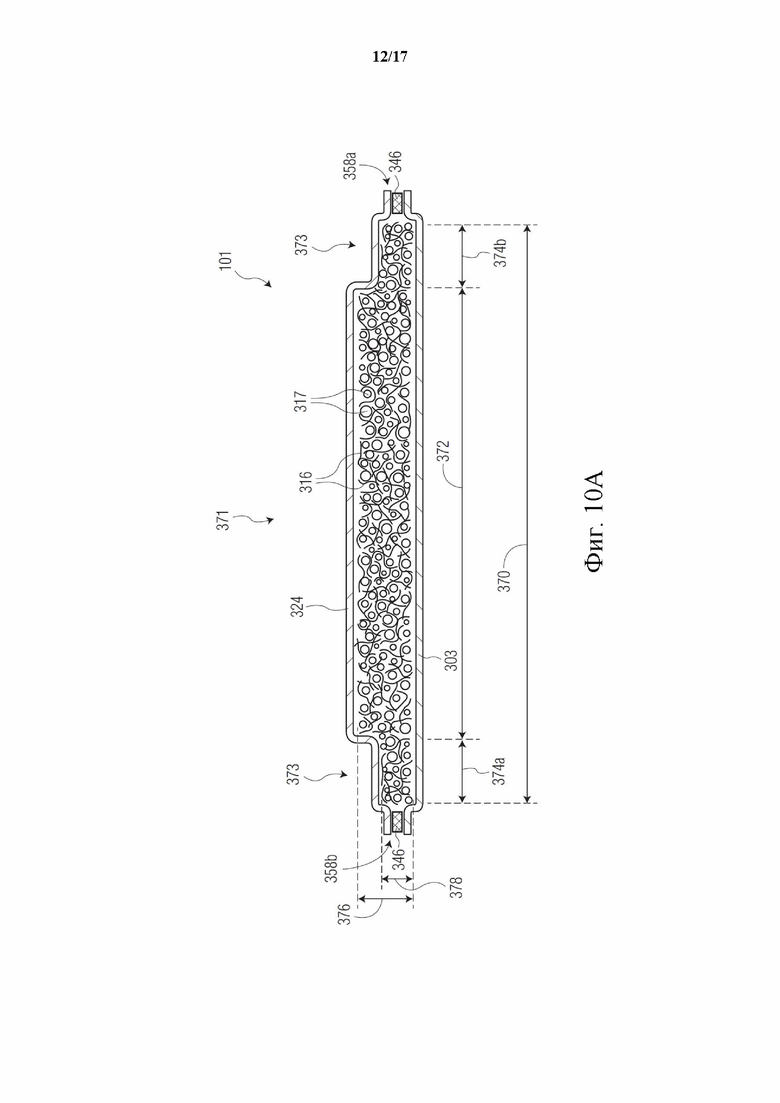
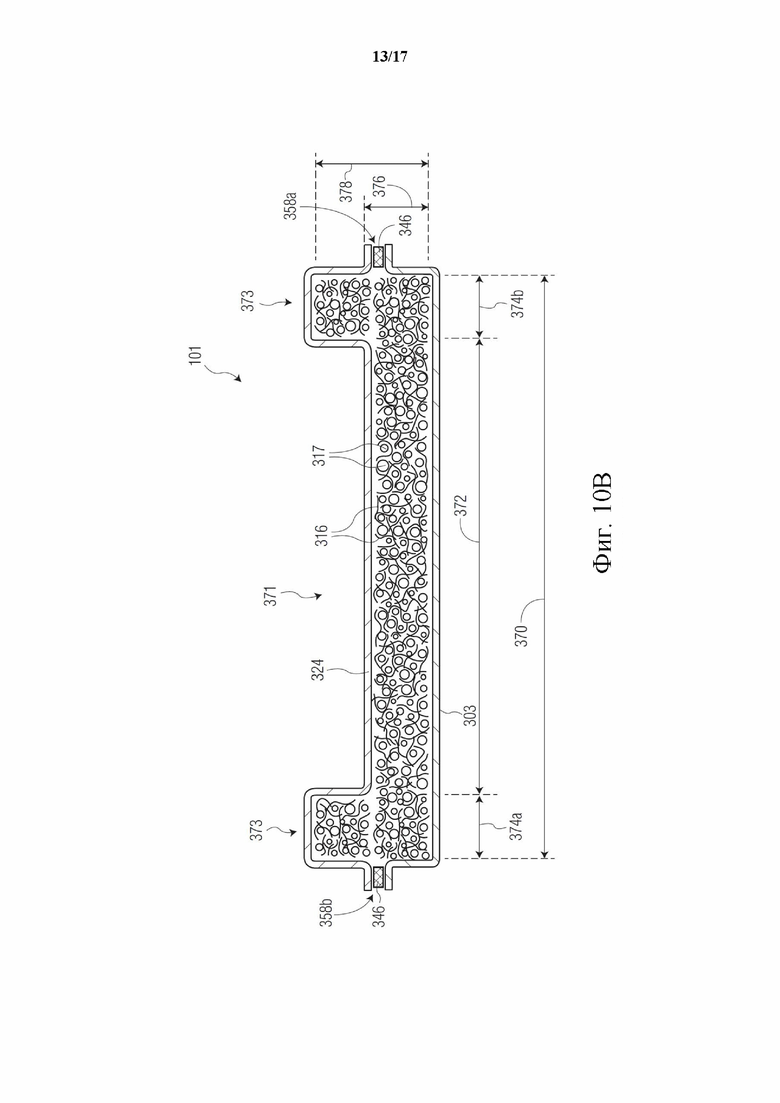
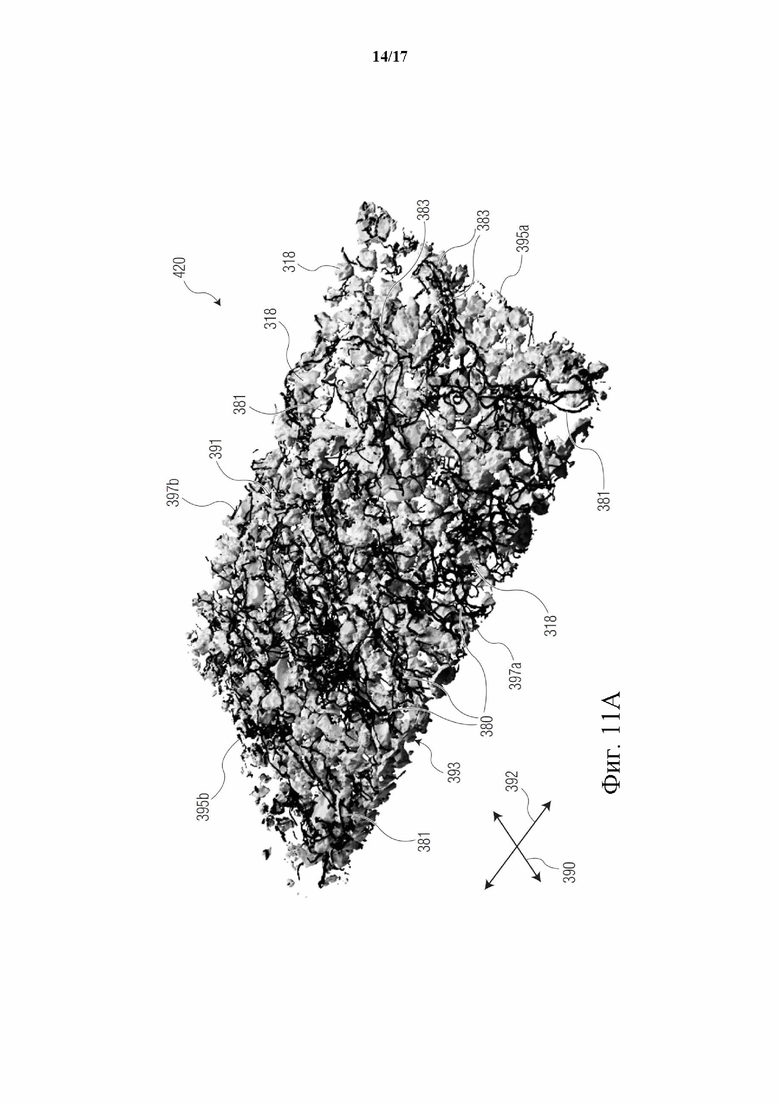
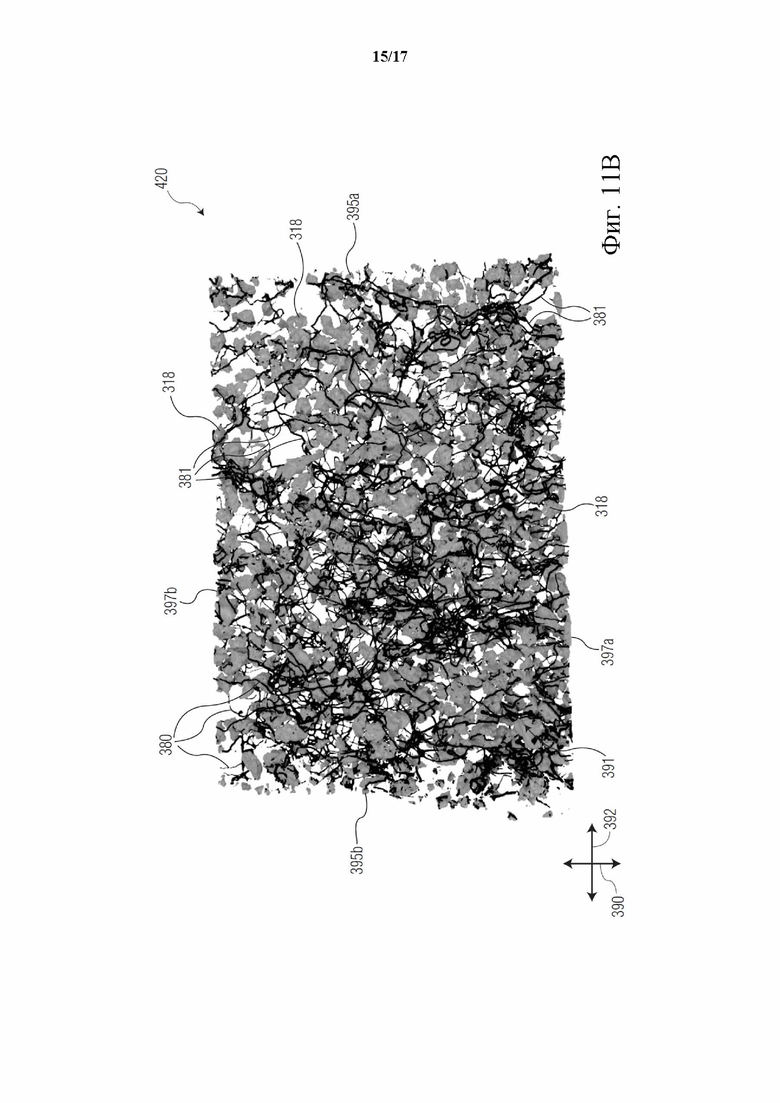
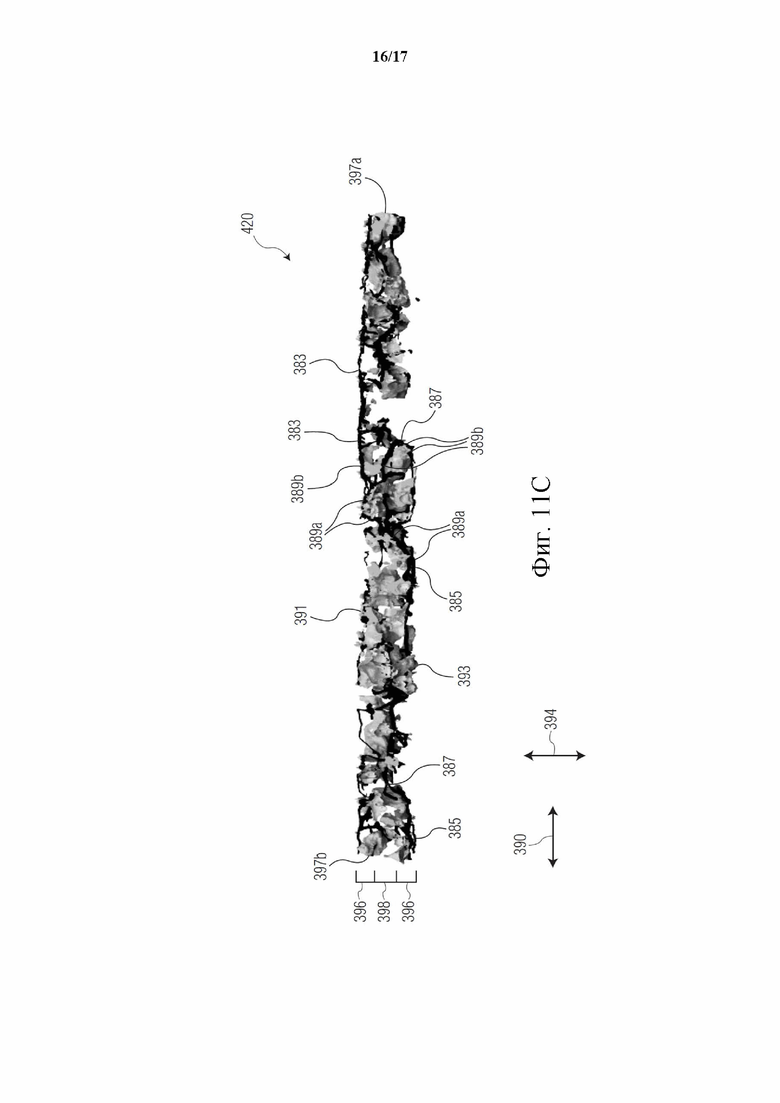
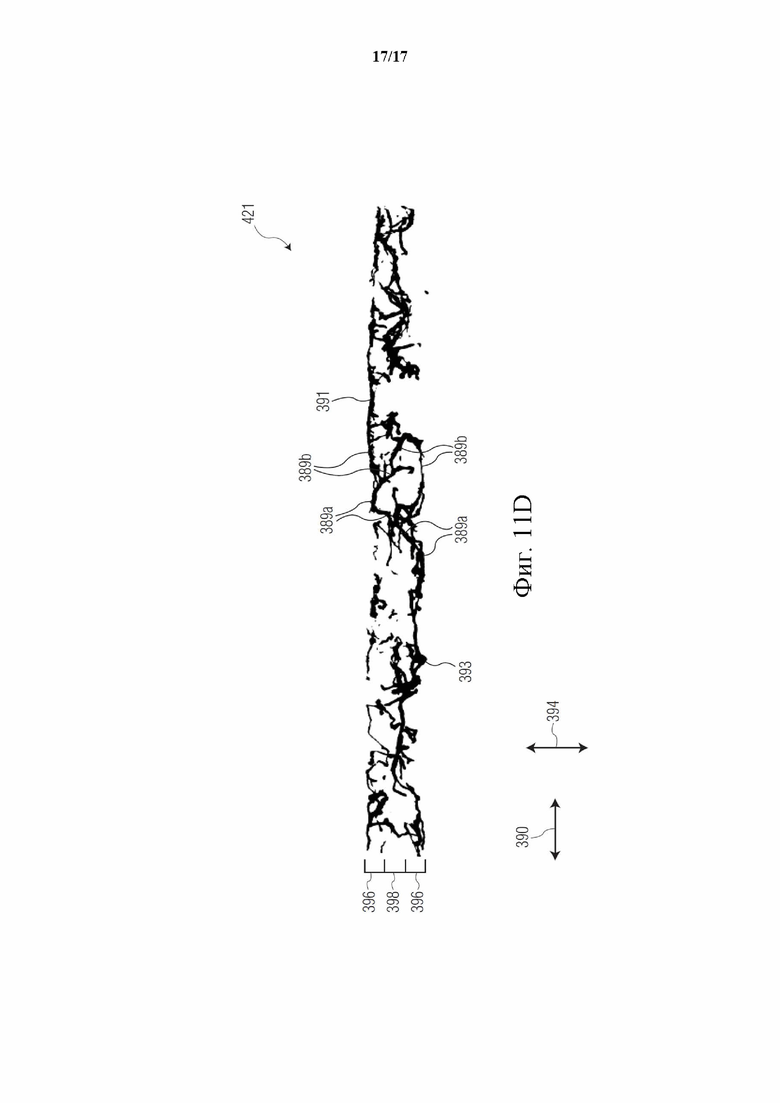
Раскрыты впитывающие структуры и способы их изготовления. В одном варианте осуществления впитывающая структура может содержать первый слой, второй слой и смесь частиц и клея, расположенную между ними, при этом супервпитывающие частицы размещаются при более чем 400 г/м2 и менее чем 600 г/м2 и клей размещается при более чем 4% и менее чем 5% по весу относительно веса супервпитывающих частиц. Клей может образовывать трехмерную решетчатую сетку, содержащую клеевые нити в виде сетки с супервпитывающими частицами, зафиксированными внутри решетчатой сетки, и клеевые нити в виде сетки проходят по существу через все трехмерное пространство, образованное клеевыми нитями в виде сетки и супервпитывающими частицами, и при этом впитывающая структура имеет значение захвата SAM, большее или равное 98%, в соответствии со способом испытания захвата SAM. 6 н. и 13 з.п. ф-лы, 17 ил., 19 табл.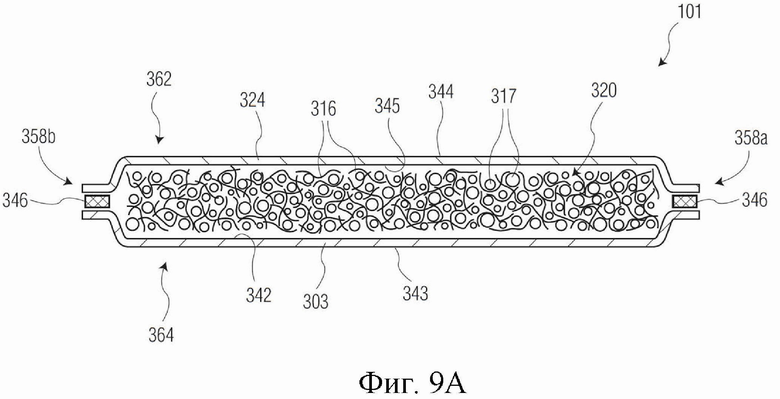
1. Впитывающая структура, имеющая продольную ось и поперечную ось, причем впитывающая структура содержит:
первый слой материала подложки, имеющий первую поверхность и вторую поверхность;
второй слой материала подложки, имеющий первую поверхность и вторую поверхность; и
смесь супервпитывающих частиц и клея, размещенную между первым слоем материала подложки и вторым слоем материала подложки,
при этом супервпитывающие частицы размещены в количестве, большем или равном 400 г/м2 и меньшем или равном 600 г/м2, и при этом клей размещен в количестве, большем или равном 4% и меньшем или равном 5% по весу относительно веса супервпитывающих частиц,
при этом клей образует трехмерную решетчатую сетку, содержащую клеевые нити в виде сетки, причем супервпитывающие частицы зафиксированы внутри решетчатой сетки, и клеевые нити в виде сетки проходят по существу через все трехмерное пространство, образованное клеевыми нитями в виде сетки и супервпитывающими частицами, и
при этом впитывающая структура имеет значение захвата SAM, большее или равное 98% в соответствии со способом испытания захвата SAM.
2. Впитывающая структура по п. 1, отличающаяся тем, что супервпитывающие частицы размещены в количестве, большем или равном 450 г/м2 и меньшем или равном 600 г/м2.
3. Впитывающая структура по п. 1, отличающаяся тем, что супервпитывающие частицы размещены в количестве, большем или равном 500 г/м2 и меньшем или равном 600 г/м2.
4. Впитывающая структура, имеющая продольную ось и поперечную ось, причем впитывающая структура содержит:
первый слой материала подложки, имеющий первую поверхность и вторую поверхность;
второй слой материала подложки, имеющий первую поверхность и вторую поверхность; и
смесь супервпитывающих частиц и клея, размещенную между первым слоем материала подложки и вторым слоем материала подложки,
при этом супервпитывающие частицы размещены в количестве, большем или равном 500 г/м2 и меньшем или равном 600 г/м2, и при этом клей размещен в количестве, большем или равном 4% и меньшем или равном 5% по весу относительно веса супервпитывающих частиц,
при этом клей образует трехмерную решетчатую сетку, содержащую клеевые нити в виде сетки, причем супервпитывающие частицы зафиксированы внутри решетчатой сетки, и клеевые нити в виде сетки проходят по существу через все трехмерное пространство, образованное клеевыми нитями в виде сетки и супервпитывающими частицами, и
при этом впитывающая структура имеет значение захвата SAM, большее или равное 96,5% в соответствии со способом испытания захвата SAM.
5. Впитывающая структура по любому из пп. 1-4, отличающаяся тем, что впитывающая структура имеет значение захвата SAM, большее или равное 98,5% в соответствии со способом испытания захвата SAM.
6. Впитывающая структура по любому из пп. 1-5, отличающаяся тем, что впитывающая структура не содержит слоя с клеем, размещенного между по меньшей мере одним из следующего: первым слоем материала подложки и смесью супервпитывающих частиц и клея; и вторым слоем материала подложки и смесью супервпитывающих частиц и клея.
7. Впитывающая структура по любому из пп. 1-6, отличающаяся тем, что клеевые нити в виде сетки контактируют по сути со всеми супервпитывающими частицами смеси супервпитывающих частиц и клея.
8. Впитывающая структура, имеющая продольную ось и поперечную ось, причем впитывающая структура содержит:
первый слой материала подложки, имеющий первую поверхность и вторую поверхность;
второй слой материала подложки, имеющий первую поверхность и вторую поверхность; и
смесь супервпитывающих частиц и клея, размещенную между первым слоем материала подложки и вторым слоем материала подложки, причем супервпитывающие частицы размещены в количестве, большем или равном 500 г/м2 и меньшем или равном 600 г/м2, и при этом клей размещен в количестве, большем или равном 3% и меньшем или равном 4% по весу относительно веса супервпитывающих частиц;
при этом клей образует трехмерную решетчатую сетку, содержащую клеевые нити в виде сетки, причем супервпитывающие частицы зафиксированы внутри решетчатой сетки, и клеевые нити в виде сетки проходят по существу через все трехмерное пространство, образованное клеевыми нитями в виде сетки и супервпитывающими частицами, и
при этом впитывающая структура имеет значение захвата SAM, большее или равное 95% в соответствии со способом испытания захвата SAM.
9. Впитывающая структура, имеющая продольную ось и поперечную ось, причем впитывающая структура содержит:
первый слой материала подложки, имеющий первую поверхность и вторую поверхность;
второй слой материала подложки, имеющий первую поверхность и вторую поверхность; и
смесь супервпитывающих частиц и клея, размещенную между первым слоем материала подложки и вторым слоем материала подложки, причем супервпитывающие частицы размещены в количестве, большем или равном 500 г/м2 и меньшем или равном 600 г/м2, и при этом клей размещен в количестве, большем или равном 4% и меньшем или равном 5%, или большем или равном 5% и меньшем или равном 6% по весу относительно веса супервпитывающих частиц;
при этом клей образует трехмерную решетчатую сетку, содержащую клеевые нити в виде сетки, причем супервпитывающие частицы зафиксированы внутри решетчатой сетки, и клеевые нити в виде сетки проходят по существу через все трехмерное пространство, образованное клеевыми нитями в виде сетки и супервпитывающими частицами, и
при этом впитывающая структура имеет значение захвата SAM, большее или равное 97% в соответствии со способом испытания захвата SAM.
10. Впитывающая структура по п. 8 или 9, отличающаяся тем, что супервпитывающие частицы размещены в количестве, большем или равном 550 г/м2 и меньшем или равном 600 г/м2.
11. Впитывающая структура по любому из пп. 8-10, отличающаяся тем, что впитывающая структура не содержит слоя с клеем, размещенного между по меньшей мере одним из следующего: первым слоем материала подложки и смесью супервпитывающих частиц и клея; и вторым слоем материала подложки и смесью супервпитывающих частиц и клея.
12. Впитывающая структура по любому из пп. 8-11, отличающаяся тем, что клеевые нити в виде сетки контактируют по сути со всеми супервпитывающими частицами смеси супервпитывающих частиц и клея.
13. Впитывающая структура по любому из пп. 8-12, отличающаяся тем, что впитывающая структура не содержит никакого клея, кроме клея, смешанного с супервпитывающими частицами.
14. Способ изготовления впитывающей структуры, включающий:
подачу первого потока супервпитывающих частиц в направлении к первому слою материала подложки, движущемуся в машинном направлении, причем первый поток супервпитывающих частиц имеет первую сторону и вторую сторону;
опрыскивание, с помощью первого устройства для нанесения клея, имеющего первое клеевое сопло, первой стороны первого потока супервпитывающих частиц первым клеем, при этом первый клей контактирует с первым потоком супервпитывающих частиц и смешивается с супервпитывающими частицами первого потока супервпитывающих частиц перед осаждением указанных супервпитывающих частиц на первый слой материала подложки;
опрыскивание, с помощью второго устройства для нанесения клея, имеющего второе клеевое сопло, второй стороны первого потока супервпитывающих частиц вторым клеем, при этом второй клей контактирует с первым потоком супервпитывающих частиц и смешивается с супервпитывающими частицами первого потока супервпитывающих частиц перед осаждением указанных супервпитывающих частиц на первый слой материала подложки;
осаждение смешанных супервпитывающих частиц первого потока супервпитывающих частиц, первого клея и второго клея на первый слой материала подложки; и
покрытие смеси супервпитывающих частиц первого потока супервпитывающих частиц, первого клея и второго клея вторым слоем материала подложки,
при этом супервпитывающие частицы размещают внутри впитывающей структуры в количестве более 400 г/м2 и менее 600 г/м2, и при этом клей размещают в количестве более 4% и менее 5% по весу относительно веса супервпитывающих частиц, и
при этом впитывающая структура имеет значение захвата SAM более 98% в соответствии со способом испытания захвата SAM.
15. Способ по п. 14, отличающийся тем, что супервпитывающие частицы размещены в количестве более 500 г/м2 и менее 600 г/м2.
16. Способ изготовления впитывающей структуры, включающий:
подачу первого потока супервпитывающих частиц в направлении к первому слою материала подложки, движущемуся в машинном направлении, причем первый поток супервпитывающих частиц имеет первую сторону и вторую сторону;
опрыскивание, с помощью первого устройства для нанесения клея, имеющего первое клеевое сопло, первой стороны первого потока супервпитывающих частиц первым клеем, при этом первый клей контактирует с первым потоком супервпитывающих частиц и смешивается с супервпитывающими частицами первого потока супервпитывающих частиц перед осаждением указанных супервпитывающих частиц на первый слой материала подложки;
опрыскивание, с помощью второго устройства для нанесения клея, имеющего второе клеевое сопло, второй стороны первого потока супервпитывающих частиц вторым клеем, при этом второй клей контактирует с первым потоком супервпитывающих частиц и смешивается с супервпитывающими частицами первого потока супервпитывающих частиц перед осаждением указанных супервпитывающих частиц на первый слой материала подложки;
осаждение смешанных супервпитывающих частиц первого потока супервпитывающих частиц, первого клея и второго клея на первый слой материала подложки; и
покрытие смеси супервпитывающих частиц первого потока супервпитывающих частиц, первого клея и второго клея вторым слоем материала подложки,
при этом супервпитывающие частицы размещают внутри впитывающей структуры в количестве более 500 г/м2 и менее 600 г/м2, и при этом клей размещают в количестве более 4% и менее 5% по весу относительно веса супервпитывающих частиц, и
при этом впитывающая структура имеет значение захвата SAM более 96,5% в соответствии со способом испытания захвата SAM.
17. Способ по любому из пп. 14-16, отличающийся тем, что первый клей контактирует с первым потоком супервпитывающих частиц в первой точке контакта, имеющей первую высоту, измеряемую от первого слоя материала подложки, и
при этом второй клей контактирует с первым потоком супервпитывающих частиц во второй точке контакта, имеющей вторую высоту, измеряемую от первого слоя материала подложки, причем первая высота отличается от второй высоты.
18. Способ по п. 17, отличающийся тем, что первая высота расположена на расстоянии от 4 мм до 40 мм от первого слоя материала подложки.
19. Способ по любому из пп. 14-18, отличающийся тем, что впитывающая структура не содержит никакого клея, кроме клея, смешанного с супервпитывающими частицами.
| US 20130174959 A1, 11.07.2013 | |||
| US 4755178 A, 05.07.1988 | |||
| US 20190099302 A1, 04.04.2019 | |||
| RU 2012140178 A, 27.03.2014. |

