Изобретение относится к машиностроению и может быть использовано при производстве насосных штанг для добычи нефти установками скважинных штанговых насосов.
Известен способ производства насосных штанг (ГОСТ 13877-80 «Штанги насосные и муфты к ним»), включающий использование штангового проката в виде горячекатаных прутков из конкретной марки стали, термообработку штанговой заготовки, нагрев концов штанговой заготовки и высадку головок штанги, механическую обработку поверхности штанги и накатку резьбы на головках, контроль качества готовых штанг. По этому способу все конструктивные элементы насосной штанги формируются на цельной штанговой заготовке.
Недостатком данного способа является ухудшение структуры металла штанговой заготовки вследствие многократного высокотемпературного нагрева, что ведет к последующему ее разрушению в процессе эксплуатации. Кроме того, после высадки головки возникают сложности при механической обработке штанги для снятия поверхностных дефектов.
Известен способ изготовления насосных штанг для глубинных насосов (патент РФ №2329129), включающий в себя прокатку прутков, их механическую обработку, правку-полировку и соединение с резьбовыми головками. В качестве резьбовых головок используют накидные гайки, которые насаживают на пруток и производят высадку на концах прутка бобышек с последующей механической обработкой бобышек. Используют соединительные втулки с наружной резьбой для соединения насосных штанг в колонну. Нагрев конца прутка под высадку бобышки производят электроконтактным способом.
Недостатком данного способа является повышенное наличие резьбовых соединений, обладающих малой надежностью при вибрационных нагрузках, возникающих в процессе работы штангового насоса: происходит постепенное развинчивание резьбы, т.е. отворот штанг, требующий подземного ремонта для продолжения процесса нефтедобычи.
Наиболее близким по технической сущности является способ изготовления насосных штанг (патент РФ №2119858), включающий прокачку прутка, его термическую и механическую обработку, обработку на правильно-полировальной машине, изготовление отдельно резьбовых головок с накатанной на них резьбой, их соединение с телом штанги посредством сварки трением. Причем для тела и резьбовых головок штанги используют стали разных марок.
Основным недостатком данного способа является отсутствие соосности между телом штанги и резьбовой головкой в процессе их соединения сваркой трением, что приводит к концентрации напряжений в зоне сопряжения тела штанги и резьбовой головки. Кроме того, поверхность свариваемых трением элементов мала и не обеспечивает необходимого уровня надежности сварного соединения в процессе эксплуатации.
Задачей изобретения является повышение эффективности способа за счет исключения несоосности элементов, соединяемых сваркой трением и обеспечение надежности сварного соединения путем увеличения площади свариваемых поверхностей.
Поставленная задача решается тем, что в способе изготовления насосных штанг, включающем прокатку прутка, его механическую обработку и правильно-полировальную обработку с получением тела штанги, изготовление отдельных резьбовых головок с накатанной резьбой и соединение их с концами тела штанги посредством сварки трением, согласно изобретению резьбовые головки выполняют с конусообразной выемкой, а концы тела штанги выполняют с усеченной конусообразной формой и длиной, меньшей конусообразной выемки резьбовых головок, при этом перед упомянутой сваркой трением усеченные конусообразные концы тела штанги вставляют в конусообразные выемки соответствующих резьбовых
3
головок с обеспечением соосного соединения тела штанги и резьбовых головок.
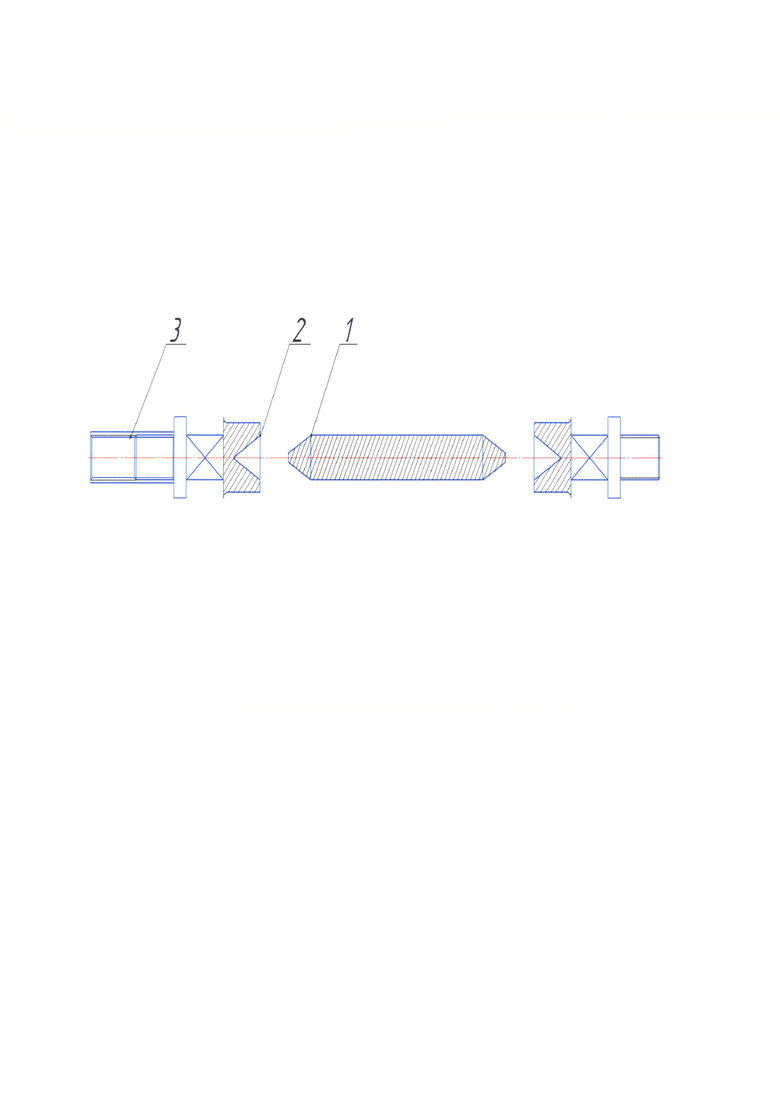
На фиг.1 представлена реализация предлагаемого способа, где:
1 - тело штанги с усеченной конусообразной формой;
2 - резьбовая головка с конусообразной выемкой;
3 - соединительная муфта насосных штанг.
Способ осуществляют следующей последовательностью операций.
1. Прокатка прутков, их механическая обработка, правка-полировка с получением тела штанги, при необходимости нанесение антикоррозионного покрытия.
2. Придание концам тела штанги конусообразной формы с усеченной вершиной, путем механического резания металла па токарном станке. Осуществляют поверхностную механическую обработку заготовок головок штанг и проточку конусообразной выемки таким образом, чтобы их длина превышала длину концов тела штанги с усеченной конусообразной формой.
3. Выступающий усеченный конусообразный конец тела 1 штанги вставляют в конусообразную выемку резьбовой головки 2, что позволяет соблюсти их высокоточную соосность.
4. Осуществляют приваривание тела 1 штанги к резьбовой головке 2 сваркой трением.
5. Механически удаляют сварное утолщение.
6. На одну из резьбовых головок готовой насосной штанги навинчивают муфту для последующего свинчивания насосных штанг в колонну.
Таким образом, предлагаемый способ изготовления насосных штанг исключает несоосность тела штанги и резьбовой головки, соединяемых сваркой трением и повышает надежность сварного соединения путем увеличения площади свариваемых поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ ДЛЯ ГЛУБИННЫХ НАСОСОВ | 2006 |
|
RU2329129C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2003 |
|
RU2246389C1 |
| СПОСОБ ПРОИЗВОДСТВА НАСОСНЫХ ШТАНГ | 1997 |
|
RU2119858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ ДЛЯ ГЛУБИННОГО НАСОСА | 2012 |
|
RU2527562C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛЫХ НАСОСНЫХ ШТАНГ И ГОЛОВОК ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233214C2 |
| СПОСОБ РЕМОНТА НАСОСНЫХ ШТАНГ | 2007 |
|
RU2346135C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ ДЛЯ АНОМАЛЬНЫХ УСЛОВИЙ ЭКСПЛУАТАЦИИ | 1994 |
|
RU2069119C1 |
| СПОСОБ РЕМОНТА ШТАНГ НАСОСНЫХ МЕТОДОМ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2007 |
|
RU2356718C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ | 1992 |
|
RU2048546C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНОЙ ШТАНГИ | 1992 |
|
RU2048538C1 |
Изобретение относится к области машиностроения и может быть использовано, например, при производстве насосных штанг для добычи нефти установками скважинных штанговых насосов. Способ изготовления включает прокатку прутка, его механическую обработку и правильно-полировальную обработку с получением тела штанги, изготовление отдельных резьбовых головок с накатанной резьбой и соединение их с концами тела штанги посредством сварки трением. При этом резьбовые головки выполняют с конусообразной выемкой, а концы тела штанги выполняют с усеченной конусообразной формой и длиной, меньшей длины конусообразной выемки резьбовых головок, а перед сваркой трением усеченные конусообразные концы тела штанги вставляют в конусообразные выемки соответствующих резьбовых головок с обеспечением соосного соединения тела штанги и резьбовых головок. Использование изобретения позволяет повысить качество и надежность соединения элементов штанг. 1 ил.
Способ изготовления насосной штанги, включающий прокатку прутка, его механическую обработку и правильно-полировальную обработку с получением тела штанги, изготовление отдельных резьбовых головок с накатанной резьбой и соединение их с концами тела штанги посредством сварки трением, отличающийся тем, что резьбовые головки выполняют с конусообразной выемкой, а концы тела штанги выполняют с усеченной конусообразной формой и длиной, меньшей длины конусообразной выемки резьбовых головок, при этом перед упомянутой сваркой трением усеченные конусообразные концы тела штанги вставляют в конусообразные выемки соответствующих резьбовых головок с обеспечением соосного соединения тела штанги и резьбовых головок.
| СПОСОБ ПРОИЗВОДСТВА НАСОСНЫХ ШТАНГ | 1997 |
|
RU2119858C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ ДЛЯ ГЛУБИННЫХ НАСОСОВ | 2006 |
|
RU2329129C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛЫХ НАСОСНЫХ ШТАНГ И ГОЛОВОК ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2233214C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАСОСНЫХ ШТАНГ | 2003 |
|
RU2246389C1 |
| WO 2019204755 A1, 24.10.2019 | |||
| US 4146060 A, 27.03.1979 | |||
| US 2018305930 A1, 25.10.2018. | |||

