Предлагаемое изобретение может быть использовано при перевозке, хранении и реализации продукции, имеющей отношение к области строительства, в частности, к герметизации строительных швов различного назначения, а также к гидроизоляции фундаментов, кровель, подземных паркингов, подвалов и других подземных и наземных частей объектов гражданского и промышленного строительства, станционных комплексов метрополитена, автомобильных и железнодорожных тоннелей, подземных резервуаров и т.п.
В настоящее время для герметизации различных швов (деформационные швы, технологические швы и т.д.) широко используют гидроизоляционные шпонки с переменным профилем поперечного сечения.
Для гидроизоляции строящихся объектов используют секционированные гидроизоляционные системы из ПВХ мембран. Секционирование осуществляется при помощи ленточных гидроизоляционных шпонок, надежно и герметично закрепленных на гидроизолируемом основании.
Для различных условий эксплуатации используют различные типы гидроизоляционных шпонок, но, как правило, любая гидроизоляционная шпонка имеет переменный профиль поперечного сечения, обусловленный наличием герметизирующих зон и зоны компенсации или зоны крепления к гидроизолируемому основанию. И зона компенсации, и зона крепления имеет, обычно, наибольшую высоту в поперечном сечении и большую, по сравнению с герметизирующими зонами, жесткость.
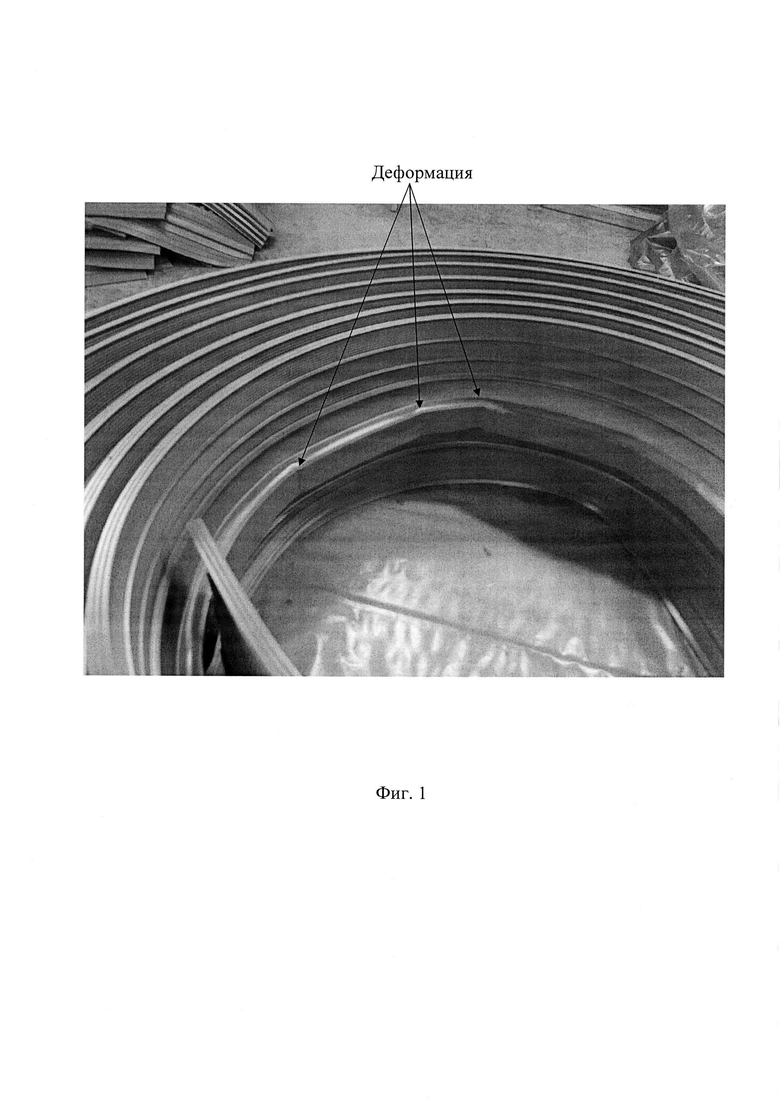
Ленточные гидроизоляционные шпонки имеют 10 и более метров в длину (обычно 20-30 метров). Для удобства хранения и транспортировки их сворачивают в бухты, по аналогии с другими длинномерными изделиями, такими как проволока, кабели, шланги и т.д. Каждая такая бухта образовывает упаковочную единицу. Упаковочная единица - это изделие, создаваемое в результате соединения упаковываемой продукции с упаковкой. При сворачивании гидроизоляционной шпонки в бухту для образования упаковочной единицы происходит нарушение формы поперечного профиля гидроизоляционной шпонки - замятие, сминание, заломы. Также нарушение формы профиля происходит из-за того, что более толстые участки одного витка вдавливаются в участки смежного витка (см. фиг. 1). При длительном хранении такие изменения становятся необратимыми, что приводит к уменьшению надежности герметизации и гидроизоляции.
Из уровня техники (см. WO 2012/059192 А1 от 10.05.2012) известна упаковочная и/или транспортная единица, которая содержит несколько волокнистых изоляционных элементов, чтобы теплоизоляция плоской крыши была обустроена по меньшей мере в один штабель, при этом штабель содержит по меньшей мере два разных типа изоляционных элементов, которые отличаются в части свойств материала. Данная упаковочная и/или транспортная единица простая в обращении и дает возможность размещать большинство материалов близко к местам их использования. Для получения данных преимуществ штабелированные изоляционные элементы содержат пластины и/или плиты из пластин с высоким пределом прочности при сжатии, но низким сопротивлением точечной нагрузке благодаря ориентации их волокон и по меньшей мере одна изоляционная плита имеет более высокий предел прочности при сжатии и высокое сопротивление точечной нагрузке. Данная упаковочная и/или транспортная единица содержит несущие ножки, выполненные из нескольких полос изоляционной плиты, расположенных друг над другом.
Недостатком такой упаковочной единицы является невозможность уменьшения габаритов изделий, т.к. хранение и транспортировка производятся без сворачивания изделий в рулоны (бухты) из-за возможного повреждения поперечного профиля изделий.
Из уровня техники (см. WO 9915409 А1 от 01.04.1999, CN 204384061 U от 10.06.2015) известны, также, упаковочные единицы, представляющие собой катушки с намотанными на них удлиненными плоскими и гибкими изделиями.
Основным недостатком известных технических решений является невозможность их использования для хранения и транспортировки удлиненных плоских и гибких изделий с переменным профилем поперечного сечения из-за возможности его повреждения (смятие, залом).
В качестве прототипа выбрано техническое решение, раскрытое в SU 1242434 А1 от 07.07.1986, в котором тара для рулонной ленты содержит основание с опорами и две боковые наклонные стойки с кронштейном для навешивания рулонной ленты. Для предотвращения повреждения ленты и ускорения погрузочно-разгрузочных работ тара дополнительно снабжена кронштейном со скобами на его концах, размещенным на одном уровне с основным кронштейном параллельно ему. Кронштейны жестко закреплены на разных боковых стойках с зазором между собой для ввода грузозахватного устройства.
Основным недостатком прототипа, как и в предыдущем случае, является невозможность его использования для хранения и транспортировки удлиненных плоских и гибких изделий с переменным профилем поперечного сечения из-за возможности его повреждения.
Техническая проблема, на решение которой направлено предлагаемое изобретение, заключается в создании простой, дешевой, технологичной в производстве упаковочной единицы гидроизоляционной шпонки.
Достигаемый при этом технический результат заключается в исключении изменения и деформации поперечного профиля гидроизоляционной шпонки при ее хранении и транспортировке.
Технический результат достигается за счет того, что упаковочная единица, содержащая гидроизоляционную шпонку, выполненную в виде ленточного профиля с переменной толщиной поперечного сечения, дополнительно содержит цилиндрическую шпулю, в рабочей поверхности которой выполнено отверстие, гидроизоляционная шпонка намотана на шпулю, а часть первого витка ленточного профиля, имеющая наибольшее поперечное сечение, размещена в отверстии, выполненном на рабочей поверхности шпули.
Целесообразно, если высота шпули будет соответствовать ширине ленточного профиля гидроизоляционной шпонки.
Дополнение упаковочной единицы цилиндрической шпулей, на которую наматывается гидроизоляционная шпонка, позволяет исключить деформацию профиля гидроизоляционной шпонки, т.к. шпуля придает жесткость упаковочной единице, обеспечивая виткам гидроизоляционной шпонки опору и исключая пластическую деформацию как внутрь бухты, так и в стороны.
Размещение части первого витка ленточного профиля, имеющей наибольшее поперечное сечение, в отверстии, выполненном на рабочей поверхности шпули, позволяет исключить взаимодействие "толстых" участков смежных витков, т.е. "толстый" участок первого витка не будет вдавливаться и деформировать второй виток, соответственно, "толстый" участок второго витка не будет вдавливаться и деформировать третий виток и т.д.
Также, для исключения деформации гидроизоляционной шпонки, высота шпули должна соответствовать ширине ленточного профиля гидроизоляционной шпонки, то есть высота шпули выбирается равной (в пределах допуска) ширине ленточного профиля, чтобы, во-первых, края гидроизоляционной шпонки не свисали со шпули и не деформировались, а во-вторых, чтобы шпуля не выступала за торцевую поверхность гидроизоляционной шпонки, во избежание деформирования гидроизоляционной шпонки в смежных упаковочных единицах при их штабелировании.
Далее предлагаемое изобретение будет раскрыто более подробно, со ссылкой на графические материалы, на которых:
- на фиг. 1 - показана деформация гидроизоляционной шпонки при хранении ее в бухте без шпули;
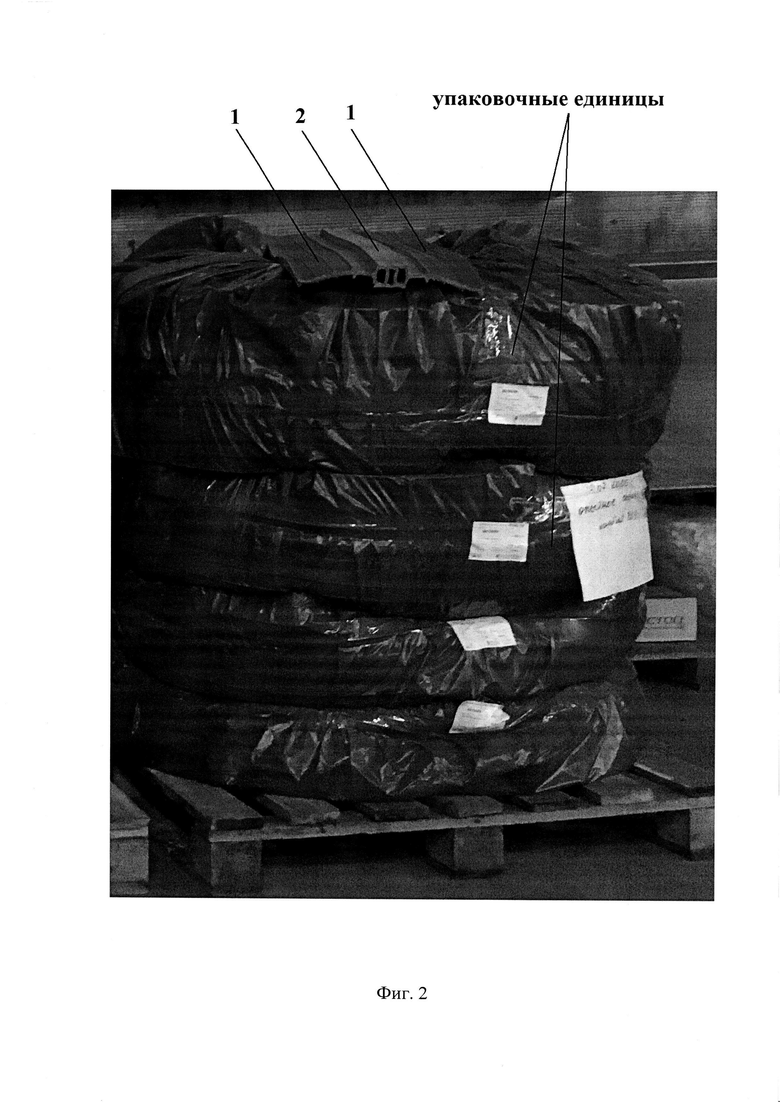
- фиг. 2 - показан штабель упаковочных единиц и профиль гидроизоляционной шпонки;
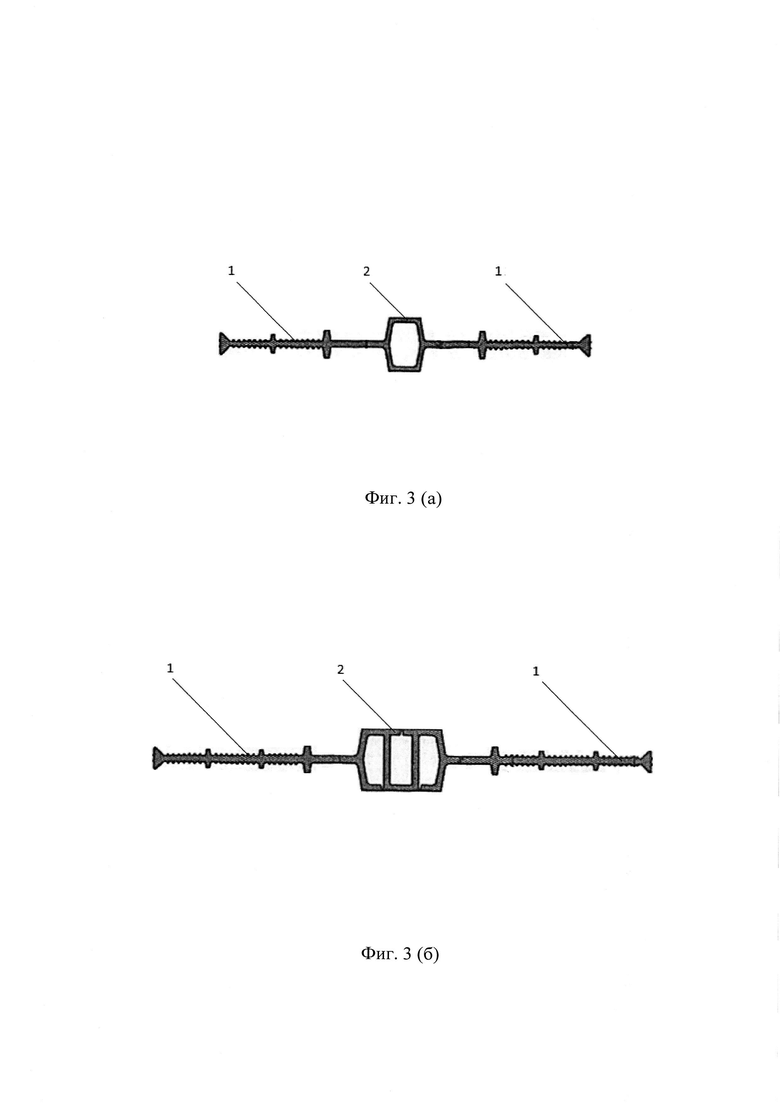
- на фиг. 3 а), б) - варианты профилей гидроизоляционной шпонки;
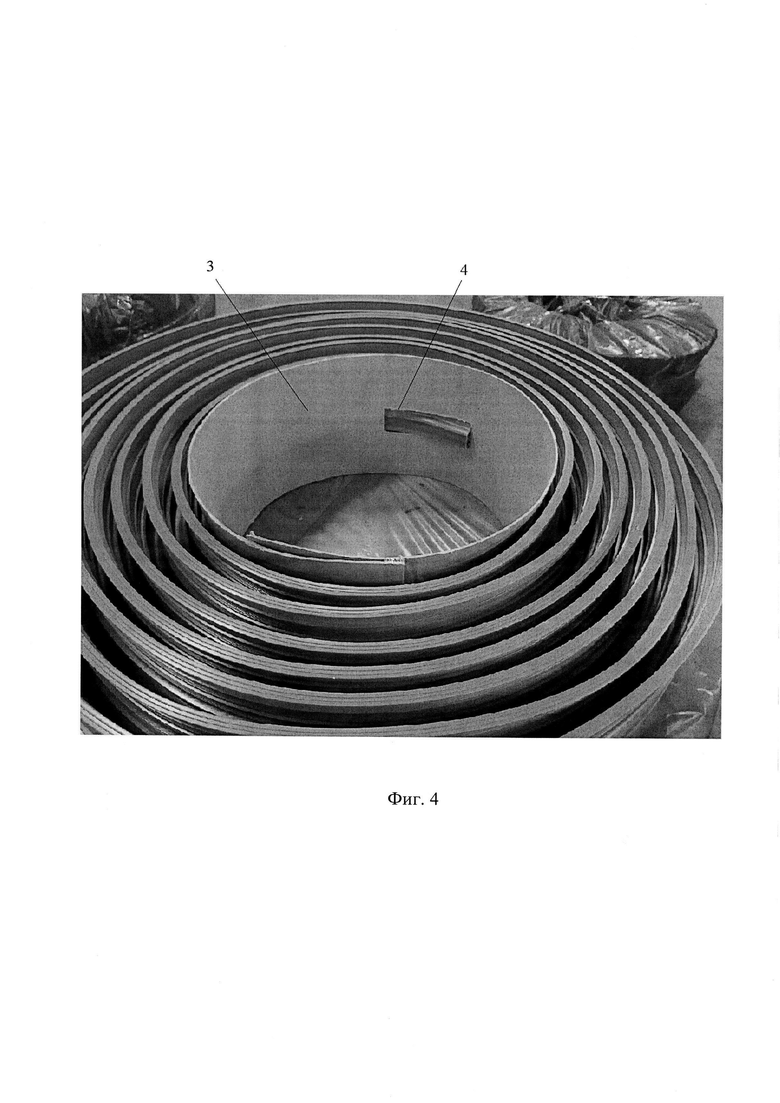
- на фиг. 4 - шпуля с намотанной гидроизоляционной шпонкой;
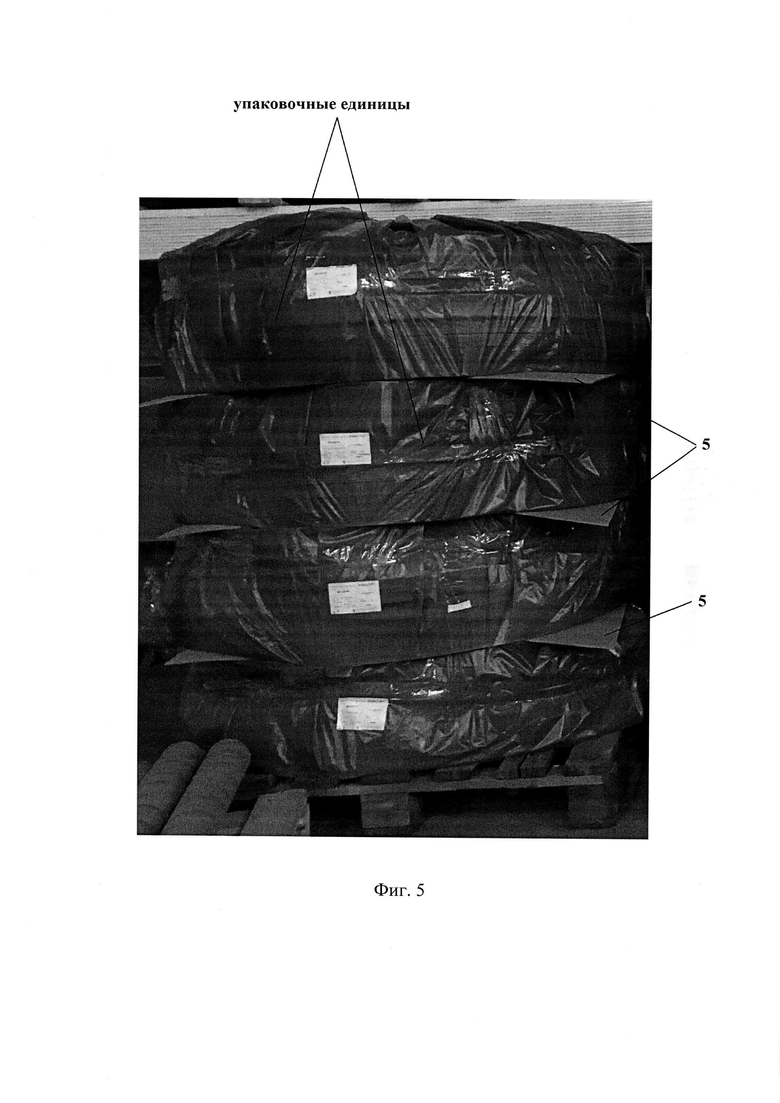
- на фиг. 5 - показано хранение гидроизоляционной шпонки в штабеле с применением шпуль и прокладок между смежными упаковочными единицами.
Следует отметить, что ниже раскрывается один из предпочтительных, но не единственно возможный, вариант выполнения упаковочной единицы гидроизоляционной шпонки из известных материалов.
Предлагаемая упаковочная единица содержит гидроизоляционную шпонку. Гидроизоляционная шпонка представляет собой ленточный профиль, имеющий переменное по высоте (толщине) поперечное сечение. Ленточный профиль может иметь длину 10 и более метров и может быть выполнен из любого подходящего эластичного материала, например, из ПВХ (поливинилхлорида) или из резины, в том числе, из регенерированной резины вторичного использования.
Для обеспечения технологичности производства и эксплуатации, а также в целях повышения надежности герметизации и гидроизоляции, ленточный профиль условно разделен на герметизирующие зоны (1) и зону (2) компенсации или крепления ленточного профиля к гидроизолируемому основанию (в зависимости от условий эксплуатации).
Зона (2) имеет, обычно, наибольшую высоту в поперечном сечении и большую, по сравнению с герметизирующими зонами, жесткость.
Как было указано выше, при сворачивании гидроизоляционной шпонки в бухту, из-за эластичности конструкционного материала происходит деформация поперечного профиля гидроизоляционной шпонки. Также нарушение формы профиля происходит из-за того, что более толстые участки одного витка вдавливаются в участки смежного витка (см. фиг. 1). При длительном хранении такие изменения становятся необратимыми, что приводит к уменьшению надежности герметизации и гидроизоляции.
Для исключения деформации поперечного профиля гидроизоляционной шпонки упаковочная единица содержит цилиндрическую шпулю 3. Шпуля 3 может быть выполнена из оргалита (ДВП - древесноволокнистая плита), путем скручивания полосы ДВП в цилиндр. Для изготовления шпули может быть использован и другой подходящий материал, например, металлическая полоса, пластик и т.п.
В рабочей поверхности шпули 3 выполнено отверстие 4. Отверстие 4 имеет прямоугольную форму (на развертке). Ширина отверстия 4 выполняется не менее ширины зоны 2 поперечного профиля гидроизоляционной шпонки.
Целесообразно, чтобы высота шпули 3 (высота образующей цилиндрической поверхности) соответствовала ширине ленточного профиля гидроизоляционной шпонки, то есть высота шпули 3 должна выбираться таким образом, чтобы при намотке края гидроизоляционной шпонки не выступали за габариты шпули (не свисали со шпули), но и чтобы шпуля не выступала за габариты бухты, вертикальные габариты которой должны быть ограничены шириной ленточного профиля гидроизоляционной шпонки.
Упаковочная единица формируется следующим образом.
Из листа оргалита (толщиной, например, 3,2 мм) вырезается полоса. Ширина полосы выбирается равной ширине ленточного профиля гидроизоляционной шпонки. В полосе оргалита вырезается прямоугольное отверстие 4 с шириной не менее, чем ширина зоны 2 компенсации или крепления ленточного профиля к гидроизолируемому основанию. Затем из полосы оргалита формируется цилиндр. Перед тем, как приступить к намотке, часть первого витка ленточного профиля, имеющую наибольшее поперечное сечение (зона 2), размещают (утапливают) в отверстии 4, после чего приступают к намотке. После окончания намотки вся бухта может быть дополнительно упакована в полиэтиленовый мешок, обмотана стрейч-пленкой и т.д.
При штабелировании готовых упаковочных единиц (см. фиг. 2 и фиг. 5) целесообразно между смежными упаковочными единицами устанавливать прокладку 5 (см. фиг. 5), то есть прокладывать лист фанеры, оргалита или т.п. материал, чтобы он перекрывал торец упаковочной единицы, что предотвращает деформацию упаковочных единиц, находящихся внизу штабеля.
Таким образом, предлагаемое техническое решение позволяет легко и без существенных материальных и технологических затрат создать упаковочные единицы гидроизоляционной шпонки и исключает при этом изменение и деформацию поперечного профиля гидроизоляционной шпонки при ее хранении и транспортировке.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИДРОИЗОЛЯЦИОННАЯ ШПОНКА | 2021 |
|
RU2757514C1 |
| КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТЕПЛО-ГИДРОИЗОЛИРОВАННОГО ТРУБОПРОВОДА | 2009 |
|
RU2453757C2 |
| СПОСОБ ГЕРМЕТИЗАЦИИ ЖЕЛЕЗОБЕТОННЫХ ТРУБ И СЕКЦИЙ ТОННЕЛЬНЫХ ОБДЕЛОК | 2008 |
|
RU2384674C1 |
| КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА И КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО КОМПЛЕКСА | 2008 |
|
RU2389936C2 |
| КОМПЛЕКС ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА И КОМПЛЕКТ ИЗДЕЛИЙ ДЛЯ ТРУБОПРОВОДА, ИЗГОТОВЛЕННЫЙ С ИСПОЛЬЗОВАНИЕМ ЭТОГО КОМПЛЕКСА | 2008 |
|
RU2389941C2 |
| ГИДРОИЗОЛЯЦИОННОЕ СООРУЖЕНИЕ | 2023 |
|
RU2801986C1 |
| РЕМОНТНАЯ ГИДРОШПОНКА ДЛЯ ДЕФОРМАЦИОННЫХ ШВОВ | 2022 |
|
RU2803934C1 |
| УЗЕЛ ГЕРМЕТИЗАЦИИ ВВОДОВ ИНЖЕНЕРНЫХ КОММУНИКАЦИЙ ДЛЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ | 2020 |
|
RU2734528C1 |
| СПОСОБ СТРОИТЕЛЬСТВА ШЛАМОНАКОПИТЕЛЯ ДЛЯ РАЗМЕЩЕНИЯ ОТХОДОВ БУРЕНИЯ СКВАЖИН НЕФТЕГАЗОВЫХ МЕСТОРОЖДЕНИЙ (ВАРИАНТЫ) | 2014 |
|
RU2558834C1 |
| НАБОР ТЕПЛО-ГИДРОИЗОЛИРОВАННЫХ ТРУБ И СПОСОБ ПРОИЗВОДСТВА ПРЕДВАРИТЕЛЬНО ТЕПЛО-ГИДРОИЗОЛИРОВАННОЙ ТРУБЫ | 2008 |
|
RU2389934C2 |
Изобретение может быть использовано при перевозке, хранении и реализации продукции, в области строительства, в частности, для герметизации строительных швов, а также для гидроизоляции фундаментов, кровель, подземных паркингов, подвалов и других подземных и наземных частей объектов гражданского и промышленного строительства, станционных комплексов метрополитена, автомобильных и железнодорожных тоннелей, подземных резервуаров и т.п. Упаковочная единица содержит гидроизоляционную шпонку, выполненную в виде ленточного профиля с переменной толщиной поперечного сечения, и цилиндрическую шпулю, в рабочей поверхности которой выполнено отверстие. Гидроизоляционная шпонка намотана на шпулю, при этом часть первого витка ленточного профиля, имеющая наибольшее поперечное сечение, размещена в отверстии, выполненном на рабочей поверхности шпули. Технический результат - исключение изменения и деформации поперечного профиля гидроизоляционной шпонки при ее хранении и транспортировке. 1 з.п. ф-лы, 5 ил.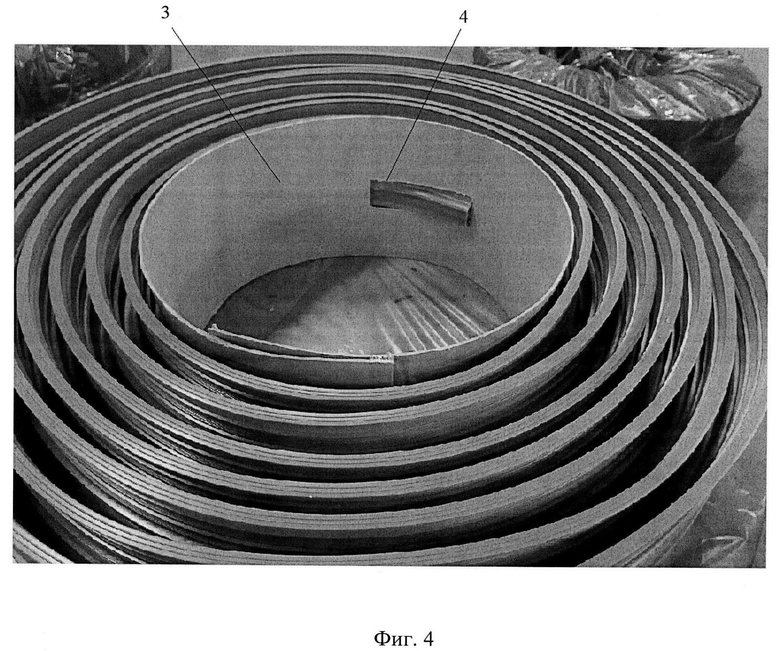
1. Упаковочная единица, содержащая гидроизоляционную шпонку, выполненную в виде ленточного профиля с переменной толщиной поперечного сечения, отличающаяся тем, что дополнительно содержит цилиндрическую шпулю, в рабочей поверхности которой выполнено отверстие, гидроизоляционная шпонка намотана на шпулю, а часть первого витка ленточного профиля, имеющая наибольшее поперечное сечение, размещена в отверстии, выполненном на рабочей поверхности шпули.
2. Упаковочная единица по п. 1, отличающаяся тем, что высота шпули соответствует ширине ленточного профиля гидроизоляционной шпонки.
| CN 207551454 U, 29.06 | |||
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| JPH 0462996 A, 27.02.1992 | |||
| CN 105052021 A, 11.11.2015 | |||
| DE 2908624 A1, 11.09.1980 | |||
| Тара для рулонной ленты | 1985 |
|
SU1242434A1 |

