Область изобретения
Настоящее изобретение относится к ортопедическим имплантам, изготовленным из непрерывной армированной композитной нити, содержащей матрицу из биодеградируемого полимера и непрерывное биодеградируемое волокно или пучок волокон, и к процессу изготовления ортопедического импланта из непрерывной армированной композитной нити, содержащей матрицу из биодеградируемого полимера и непрерывное биодеградируемое волокно или пучок волокон.
Предпосылки к созданию изобретения
Для того чтобы избежать применения металлических имплантов для внутренней фиксации при ортопедических травмах и в реконструктивной хирургии, с середины 1980-х гг. изучались и применялись в клинической практике биодеградируемые импланты, типично изготовленные из полимеров на основе лактида. Однако медицинские свойства полимерных материалов на основе лактида как таковые не очень хороши. Они относительно слабы и хрупки по сравнению с металлическими сплавами, типично применяемыми в ортопедических имплантах. В полимерную матрицу добавлялись керамические частицы, типично гидроксиапатиты и трикальцийфосфаты (ТКФ), например, β-ТКФ, чтобы улучшить биодеградируемость и врастание в кость во время деградации материала импланта. Однако эти композитные материалы обладают скорее худшими, чем лучшими механическими свойствами по сравнению с имплантами, изготовленными из чистого полимера.
С конца 1960-х гг. успешно в качестве костно-замещающего материала успешно применяются биодеградируемые стеклянные материалы в форме гранул или блоков. Стекло является хрупким и, поэтому, не очень хорошо пригодно в качестве материала фиксирующего импланта. Однако некоторые стеклянные материалы на основе биодеградируемого диоксида кремния можно вытягивать в тонкие стеклянные волокна, имеющие предел прочности при растяжении около 2000 МПа. Комбинируя такие стеклянные волокна с биодеградируемыми полимерами, можно создать прочные армированные биодеградируемые композитные материалы, обладающие превосходными свойствами. Их прочность близка к прочности металлических материалов, но материал при этом остается биодеградируемым. Более того, было показано, что такие типы стекла благоприятны для формирования новой кости и обладают антимикробными свойствами.
Отличительным свойством волокнистых композитных материалов является высокая прочность вдоль волокон и низкая прочность поперек волокон. Это ставит задачу создания способа управления ориентацией волокон в изделии и тем самым его прочностью.
Типичными способами производства композитных изделий из термопластичных стекловолоконных композитных материалов такого типа являются инжекционное формование и компрессионное формование.
При инжекционном формовании технологические гранулы, содержащие полимер и стекловолокно, подают в дозирующее устройство машины инжекционного формования. В процессе они плавятся и дробятся и, поэтому, возникает задача сохранить волокна достаточно длинными, чтобы создать хороший армирующий эффект в готовом изделии. Кроме того, ориентация волокон управляется только потоком материала в форме во время инжекции. Трудно обеспечить постоянную оптимальную ориентацию волокон для тех напряжений, для которых предназначен имплант.
В традиционной технологии компрессионного формования волокнистые структуры укладывают в пресс-форму в качестве заготовки, которая типично состоит из тканых структур, имеющих стандартные углы волокон. Подготовка заготовок является обременительной. Типично она требует ручной работы, заключающейся в резке, придании формы и укладки в стопку. При таком способе, кроме того, трудно задавать ориентацию волокон в конкретных областях импланта для адаптации изделия к эксплуатационным требованиям.
Краткое описание изобретения
Целью настоящего изобретения, таким образом, является создание ортопедического импланта и способа изготовления ортопедического импланта, которые устраняют вышеописанные проблемы. Цели изобретения достигаются с помощью процесса и ортопедического импланта, отличительные признаки которых приведены в независимых пунктах формулы. Предпочтительные варианты изобретения описаны в зависимых пунктах формулы.
Настоящее изобретение основано на идее, заключающейся в послойном определении требуемой ориентации волокон в импланте. Это достигается путем укладки непрерывной армированной композитной нити, содержащей матрицу из биодеградируемого полимера и непрерывное биодеградируемое волокно или пучок волокон в управляемую по трем осям машину, подающую прядь волокна (например, 3D-принтер) с заранее определенной ориентацией волокон непрерывными последовательными слоями. При этом формируется волокнистая заготовка, содержащая непрерывное биодеградируемое армирующее волокно или пучок волокон во множестве непрерывных последовательных слоев. Преимущественно, формование волокнистой заготовки в окончательную форму ортопедического импланта заставляет непрерывное биодеградируемое армирующее волокно или пучок волокон по меньшей мере частично переплестись и/или скрутиться под воздействием теплоты и давления, тем самым образуя взаимно сцепленную в трех измерениях непрерывную волокнистую структуру.
Краткое описание чертежей
Далее следует более подробное описание предпочтительных вариантов изобретения со ссылкой на приложенные чертежи, где:
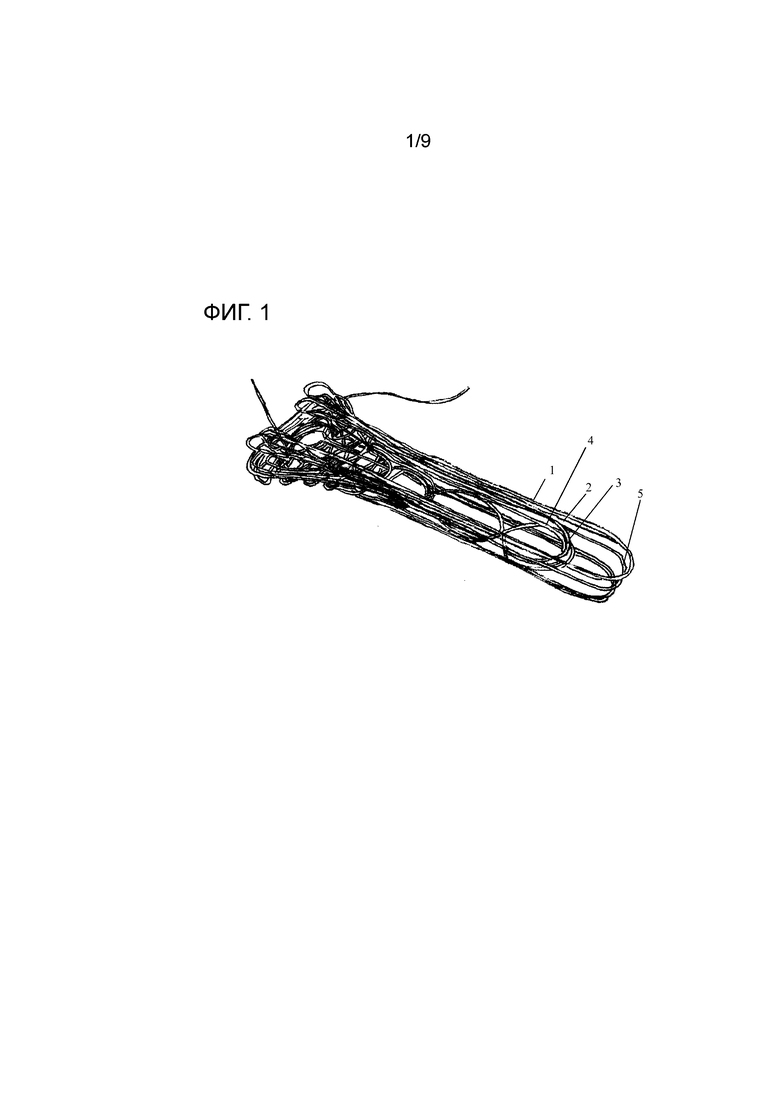
Фиг. 1 - иллюстрирует проектирование послойной ориентации волокон с помощью программы проектирования ориентации.
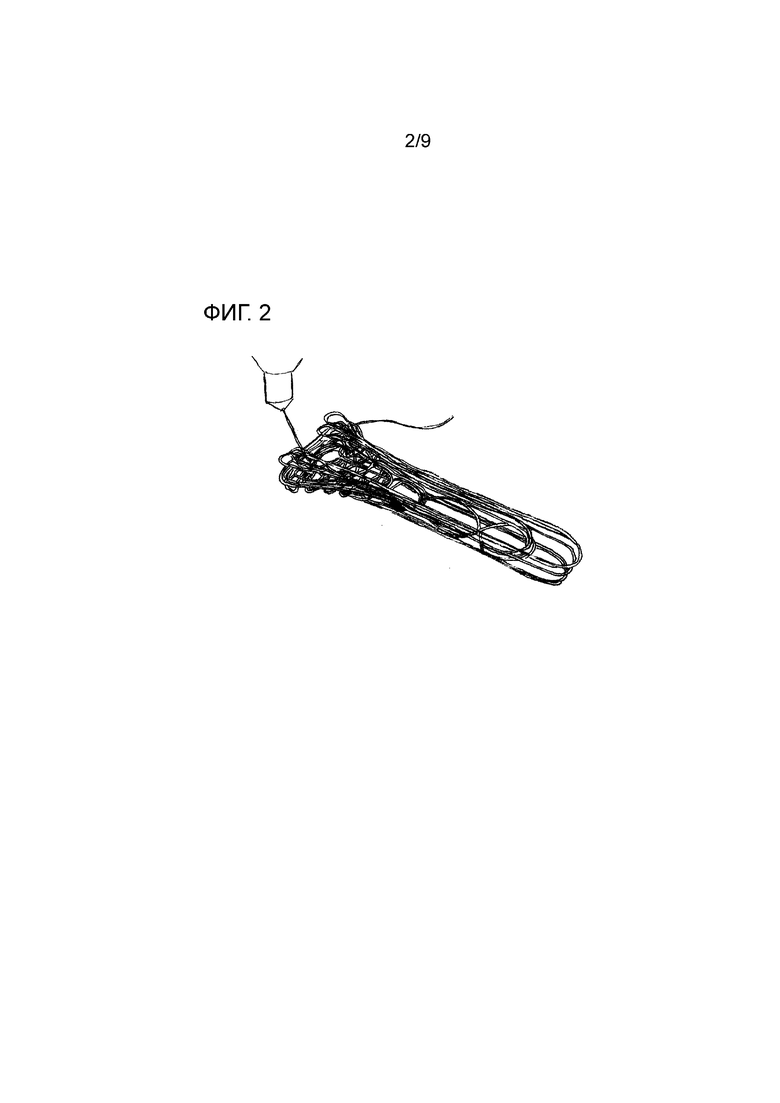
Фиг. 2 - печать иллюстративного примера волокнистой заготовки.
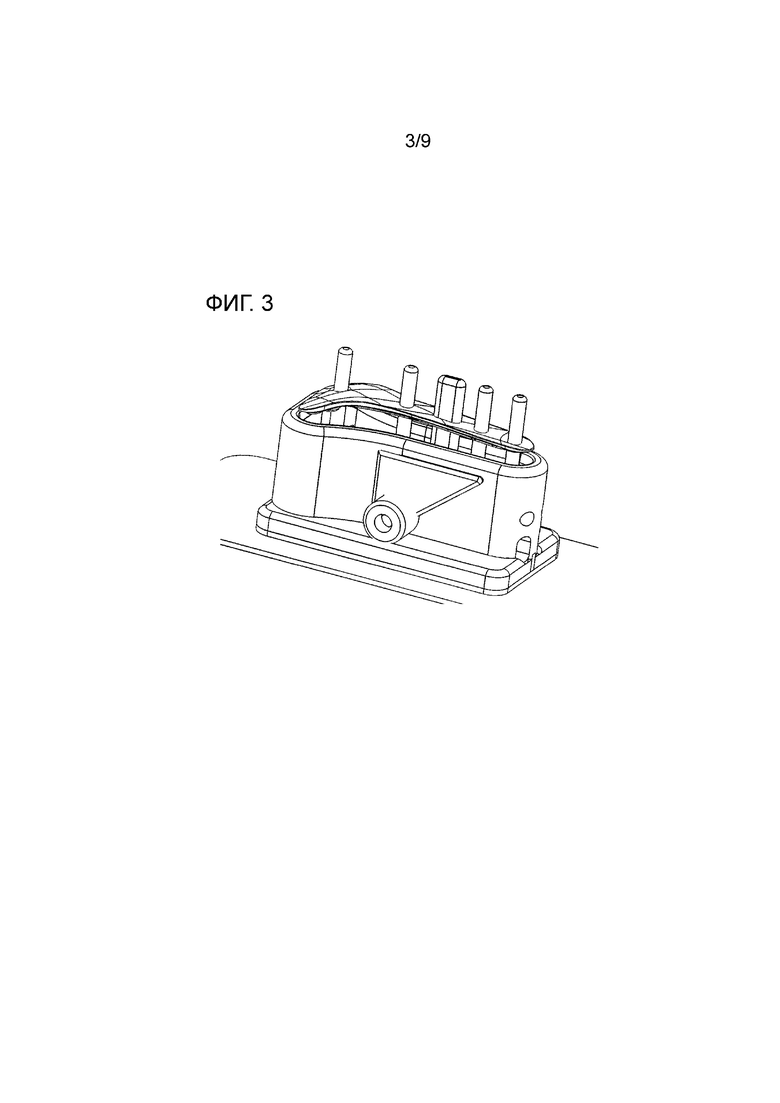
Фиг. 3 - имплант, полученный компрессионным формованием.
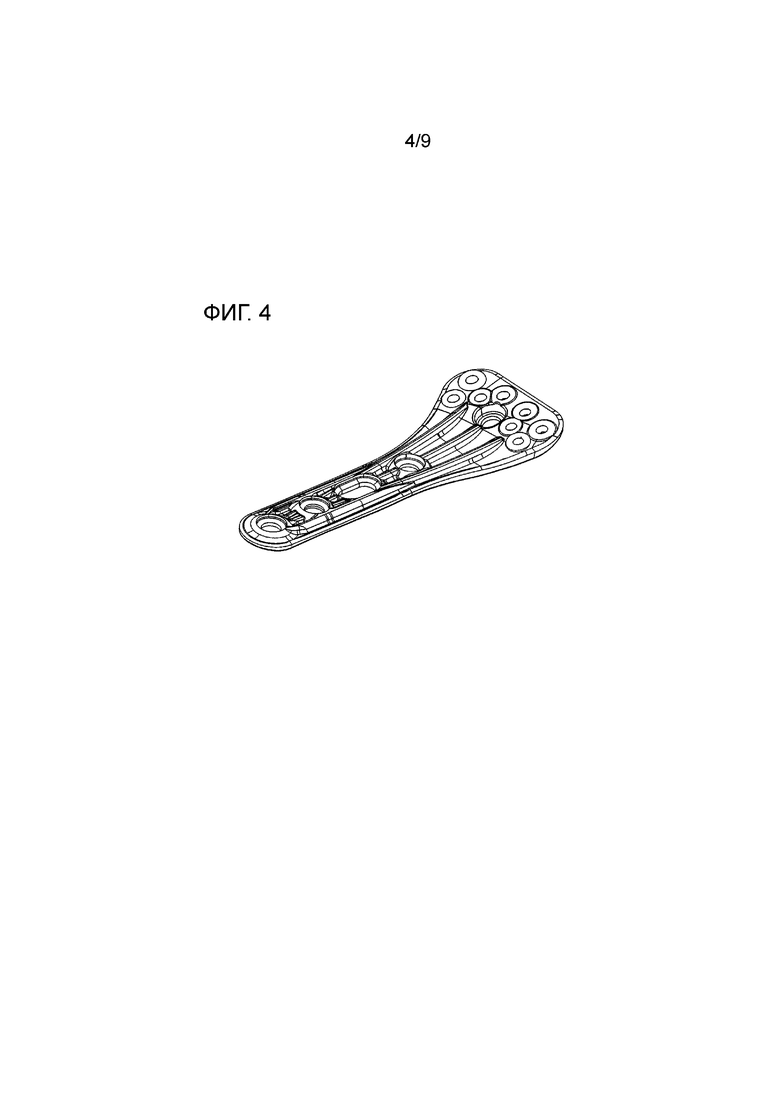
Фиг. 4 - пластина для фиксации перелома дистального отдела лучевой кости, полученная компрессионным формованием.
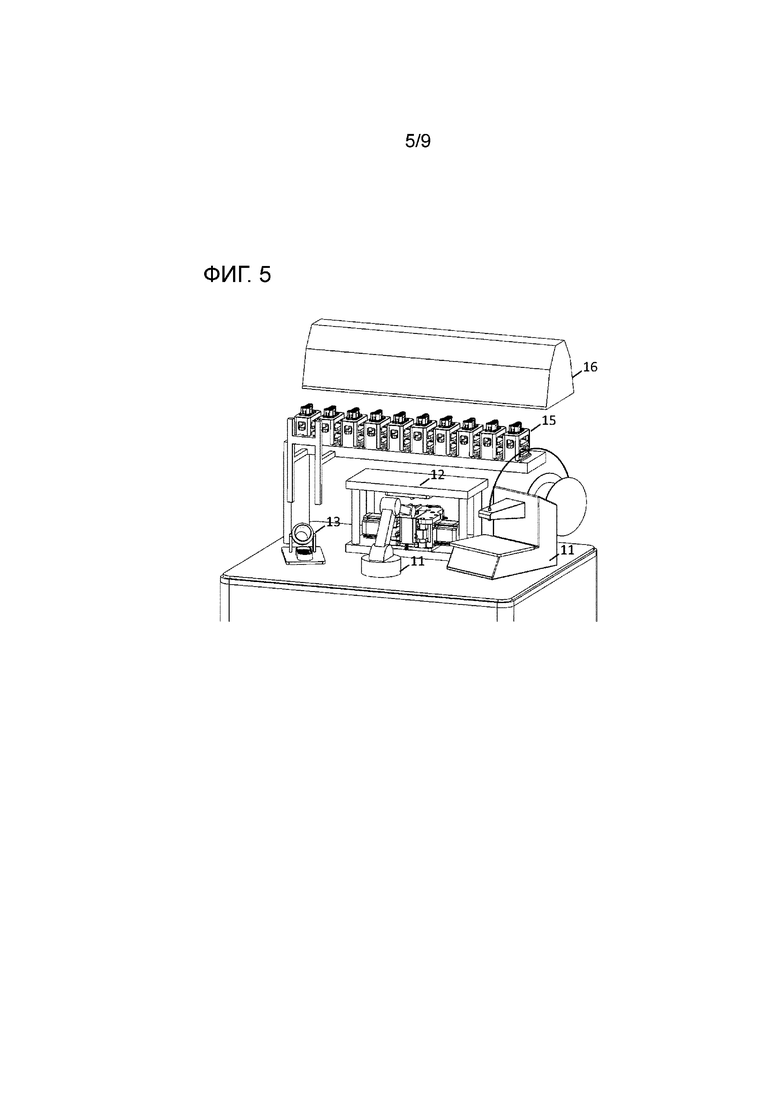
Фиг. 5 - схематический вид автоматического производственного модуля.
Фиг. 6 - результаты механических испытаний трех образцов импланта.
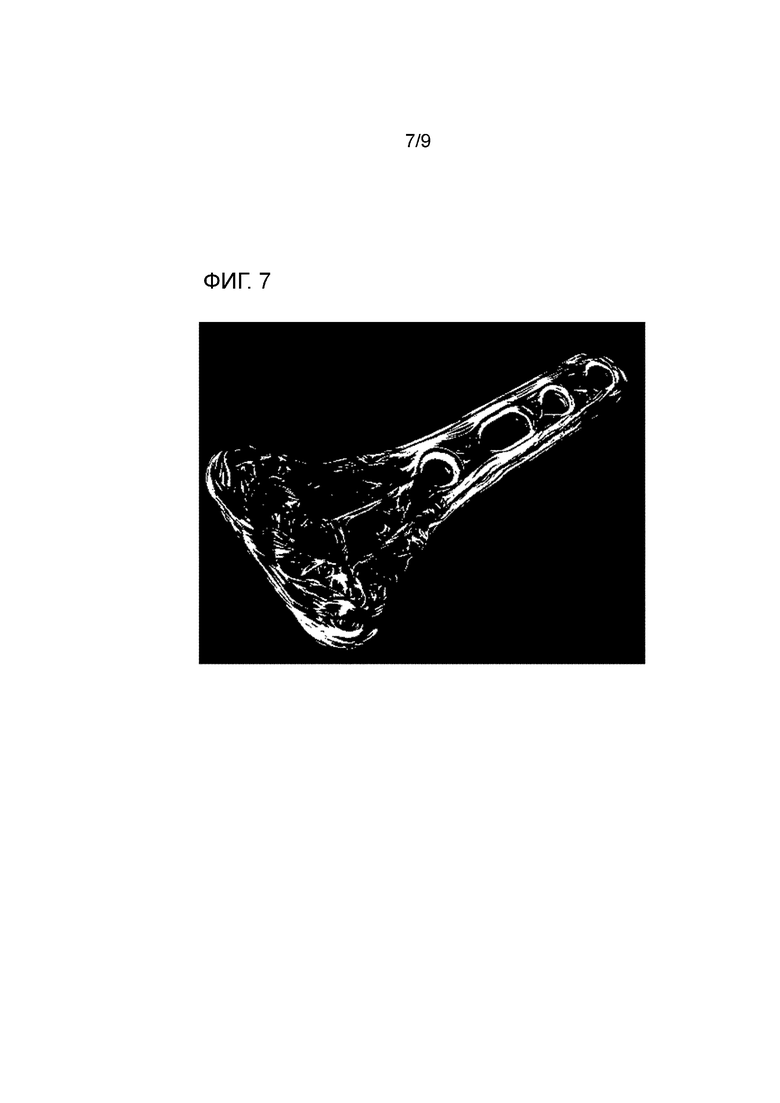
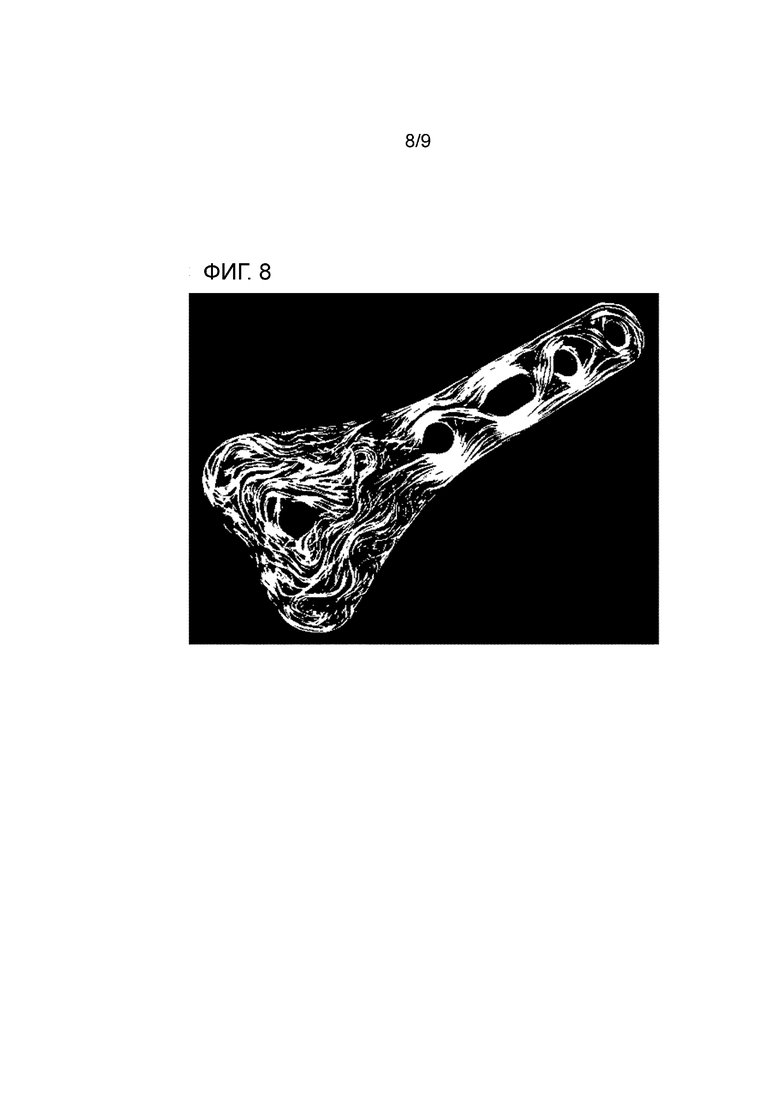
Фиг. 7, 8 и 9 - uCT-вид ориентации волокон в дистальной радиусной пластине.
Подробное описание изобретения
Согласно настоящему изобретению предлагается ортопедический имплант, содержащий непрерывную армированную композитную нить в свободной заранее определенной ориентации волокон во множестве непрерывных последовательных слоев, в котором непрерывная армированная композитная нить содержит матрицу биодеградируемого полимера и непрерывное биодеградируемое волокно или пучок волокон, и в котором непрерывное биодеградируемое волокно или пучок волокон последовательных слоев по меньшей мере частично переплетено и/или скручено, образуя взаимно сцепленную в трех измерениях непрерывную волокнистую структуру.
Термины, применяемые в настоящем описании, если не оговорено иное, являются терминами, единогласно согласованными на конференции по биоматериалам в 1987 и 1992, см. Williams, DF (ed.): Definitions in biomaterials: Proceedings of a consensus conference of the European Society for Biomaterials, Chester, England. March 3-5, 1986. Elsevier, Amsterdam 1987, and Williams DF, Black J, Doherty PJ. Second consensus conference on definitions in biomaterials. In: Doherty PJ, Williams RL, Williams DF, Lee AJ (eds). Biomaterial-Tissue Interfaces. Amsterdam: Elsevier, 1992.
В настоящем описании термин "при необходимости" означает, что следующее за ним событие или обстоятельство может не возникнуть, и что описание включает и случаи, когда такое событие или обстоятельство возникает, и случаи, когда оно не возникает. Термин "содержит" или "содержащий" означает, что следующий за ним набор может содержать другой элемент, или может не содержать его.
Ортопедический имплант по настоящему изобретению содержит непрерывную армированную композитную нить, т.е. биодеградируемую нить, которая содержит матрицу из биодеградируемого полимера и непрерывное биодеградируемое армирующее волокно или пучок волокон для повышения механической прочности биодеградируемого полимера.
Термин "непрерывная армированная композитная нить" относится к нити, которая имеет по меньшей мере длину максимального размера готового изделия. Предпочтительно, длина непрерывной армированной композитной нити в 2-10 раз больше максимального размера готового изделия. Наиболее предпочтительно, длина непрерывной армированной композитной нити такова, что для формирования готового изделия требуется только один отрезок нити, поскольку прочность готового изделия пропорциональна длине непрерывного биодеградируемого армирующего волокна.
Термин "нить" относится к любой подходящей наносимой структуре, содержащей матрицу из биодеградируемого полимера и непрерывное биодеградируемое армирующее волокно или пучок волокон в качестве сердцевины структуры. Таким образом, нить может быть круглой (например, отрезок или стержень), планарной (например, лента). Предпочтительно, нить является круглой.
Весовое отношение непрерывного биодеградируемого армирующего волокна или пучка волокон к матрице из биодеградируемого полимера предпочтительно является таким, чтобы содержание непрерывного биодеградируемого армирующего волокна составляло от 10 до 90% по весу от совокупного веса армированной композитной нити, предпочтительно от 20 до 80% по весу, более предпочтительно от 30 до 70% по весу и наиболее предпочтительно от 40 до 60% по весу.
Наименьший размер непрерывной армированной композитной нити предпочтительно составляет от 0,05 до 20 мм, более предпочтительно от 0,5 до 3,0 мм и наиболее предпочтительно, от 0,8 до 2,0 мм.
Когда непрерывная армированная композитная нить имеет форму круглой непрерывной армированной композитной нити средний диаметр этой непрерывной армированной композитной нити равен 0,5 мм до 3,0 мм, более предпочтительно от 0,8 мм до 2,0 мм. Большой диаметр нити усиливает переплетение и/или скручивание непрерывного биодеградируемого армирующего волокна или пуска волокон в последовательных слоях и ускоряет процесс укладки волокон.
Термин "биодеградируемый" относится к материалу, который в контакте с биологическими тканями и/или физиологическими жидкостями после имплантации деградирует, рассасываются и/или адсорбируются в тело, в тоже время сохраняя свои механические свойства в течение некоторого времени. Соответственно, термин "биодеградируемый" может использоваться взаимозаменяемо с термином "биоабсорбируемый".
Биоабсорбируемый полимер по настоящему изобретению может быть гомополимером или сополимером, включая случайный сополимер, блок-сополимером или привитым сополимером. Далее, биоабсорбируемые полимеры могут быть природными или синтетическими.
Согласно настоящему изобретению в качестве подходящих биоабсорбируемых полимеров можно использовать следующие абсорбируемые полимеры, сополимеры и терполимеры. Например, полилактиды (PLA), поли-L-лактиды (PLLA), поли-DL-лактиды (PDLLA), полигликолид (PGA), сополимеры гликолида, сополимеры гликолид/триметиленкабоната (PGA/TMC), другие сополимеры PLA, такие как сополимеры лактид/тетраметидгдиколид, сополимеры лактид/триметиленкаронат, сополимеры лактид/d-валеролактон; сополимеры гликолид/ε-капролактон, сополимеры L-лактид/DL-лактид, сополимеры гликолид/L-лактид (PGA/PLLA), полилактид-ко-гликолид, терполимеры PLA, такие как терполимеры лактид/гликолид/триметиленкарбонат, терполимеры лактид/гликолид/ε-капролактон, сополимеры PLA/полиэтиленоксид; подидепсипептиды; несимметрично 3,6-замещенный поли-1,4-диоксан-2,5-дионы; полигидроксиалконоаты, такие как полигидроксибутераты (PHB); сополимеры PHB/b-гидроксивалерат (PHB/PHV); поли-b-гидроксипропионат (PHPA); поли-p-диоксанон (PDS); поли-d-валеролактон-поли-ε-капролактон; сополимеры поли(ε-капролактон-DL-лактид); сополимеры метилметакрилат-N-винил пирролидон; полиамидоэфиры; полиэфиры щавелевой кислоты; полидигодропираны; полиалкил-2-цианоакрилаты; полиуретаны (PU); поливиниловый спирт (PVA); полипептиды; поли-b-яблочная кислота (PMLA); поли-b-алкановая кислота; поликарбонаты; полифосфаты; поли(ангидриды сложного эфира); и их смеси; а также природные полимеры, такие как сахара, крахмал, целлюлоза и ее производные, полисахариды, коллаген, хитозан, фибрин, гиалуроновая кислота, полипептиды и протеины. Также можно использовать смеси любых из вышеперечисленных полимеров и различных их форм.
Конкретными примерами подходящих биоабсорбируемых полимеров, помимо прочего, являются: полимеры, созданные из лактида, гликолида, капролактона, валеролактона, карбонатов, диаксанонов, δ-валеролактона, 1,диоксепанонов, этиленгликоля, этиленоксида, эстерамидов, γ-гидроксивалерата, β-гидроксипропионата, альфагидроксикислоты, гидроксибутератов, полиортоэфиров, сложных полиортоэфиров, гидроксиалканоатов, тирозинкарбонатов, полиимидкарбонатов, полииминокарбонатов, полиуретанов, полиангидридов и их полимеров и комбинаций. К подходящим природным биодеградируемым полимерам относятся коллаген, хитин, хитозан, целлюлоза, полиаминокислоты, полисахариды и их полимеры, производные и комбинации.
Биодеградируемый полимер предпочтительно выбран из группы, состоящий из биоабсорбируемых полиэфиров, PLLA (поли-L-лактид), PDLLA (поли-DL-лактид), PLDLA, PGA (полигликолевая кислота), PLGA (полилактидгликолевая кислота), PCL (поликапролактон), PLLA-PCL и их комбинации.
В дополнение к биоабсорбируемой полимерной матрице непрерывная армированная композитная нить содержит непрерывное биоабсорбируемое волокно или пучок волокон, т.е. множество параллельных отрезков этого непрерывного биоабсорбируемого армирующего волокна.
Средний диаметр одного непрерывного армирующего волокна типично составляет от 1 до 35 мкм, предпочтительно от 5 до 30 мкм, более предпочтительно от 10 до 15 мкм.
Непрерывное армирующее волокно или пучок волокон может быть изготовлен из органического или неорганического материала. Непрерывное армирующее волокно может состоять из биодеградируемого стекла или стеклоподобного материала, керамики, минеральной композиции, такой как гидроксиапатит, трикальцийфосфат, сульфат кальция или фосфат кальция, материал целлюлозы и ли любого другого известного непрерывного волокна, увеличивающего механические свойства биоабсорбируемого полимера. Непрерывное армирующее волокно само может быть биоабсорбируемым полимером. Предпочтительно, непрерывное армирующее волокно состоит из биоабсорбируемого стекла, керамики или минеральной композиции, особенно, из биоабсорбируемого стекла.
В предпочтительном примере непрерывное биоабсорбируемое армирующее волокно или пучок волокон состоит из минерала на основе оксида кремния, т.е. непрерывное биоабсорбируемое армирующее волокно является биоабсорбируемым стекловолокном. Наиболее предпочтительно, непрерывное биоабсорбируемое армирующее волокно или пучок волокон является биоабсорбируемым стекловолокном, полученным из расплава.
Полученное из расплава биоабсорбируемое волокно может иметь состав в следующих весовых процентных диапазонах (как процент от общего веса композиции стекловолокна):
SiO2 40-90% по весу
Na2O 5-30% по весу
K2O 0-20% по весу
CaO 5-30% по весу
MgO 0-10% по весу
P2O5 0-10% по весу
B2O3 0-15% по весу
Al2O3 0-5% по весу
CaF3 0-10% по весу
Li2O 0-1% по весу.
В первом примере полученное из расплава биоабсорбируемое стекловолокно имеет состав в следующих весовых процентных диапазонах:
SiO2 50-75% по весу
Na2O 5-20% по весу
K2O 0-10% по весу
CaO 5-25% по весу
MgO 0-10% по весу
P2O5 0,5-5% по весу
B2O3 0-15% по весу
Al2O3 0-5% по весу
CaF3 0-5% по весу
SrO 0-5% по весу.
Во втором примере полученное из расплава биоабсорбируемое стекловолокно имеет состав в следующих весовых процентных диапазонах:
SiO2 60-72% по весу
Na2O 10-20% по весу
K2O 0,1-10% по весу
CaO 5-15% по весу
MgO 1-10% по весу
P2O5 0,5-2% по весу
SrO 0-3% по весу
B2O3 0-10% по весу.
В преимущественном примере непрерывная армированная композитная нить содержит биоабсорбируемый полимер, предпочтительно выбранный из группы, содержащей биоабсорбируемые полиэфиры, PLLA (поли-L-лактид), PDLLA (поли-DL-лактид), PLDLA, PGA (полигликолевая кислота), PLGA (полилактидгликоевая кислота), PCL (поликапролактон), PLLA-PCL и их комбинации; а непрерывное биоабсорбируемое армирующее волокно или пучок волокон содержит полученное из расплава биоабсорбируемое стекловолокно, как определено выше.
В дополнение к полимерной матрице и непрерывному биоабсорбируемому волокну или пучку волокон, непрерывная армированная композитная нить также может содержать компатибилизаторы для связывания биоабсорбируемого полимера с непрерывным армирующим волокном или пучком волокон.
Дополнительно или альтернативно непрерывная армированная композитная нить также может содержать один или более материал-наполнитель, такой как керамические частицы (например, частицы трикальцийфосфата).
Термин "заранее свободно определенная ориентация волокон" относится к неограниченному выбору ориентации непрерывного биоабсорбируемого армирующего волокна или пучка волокон в непрерывной армированной композитной нити при проектировании требуемой ориентации волокон в ортопедическом импланте. Однако желаемая ориентация волокон может зависеть от эксплуатационных требований.
Термин "множество непрерывных последовательных слоев" относится к последовательным слоям непрерывной армированной композитной нити, в которой непрерывное биоабсорбируемое армирующее волокно или пучок волокон остается неразорванным по меньшей мере от одного слоя нити до другого.
Термин "переплетенный и/или скрученный" относится к соединению последовательных слоев нити, сформированных из непрерывной армированной композитной нити во время изготовления ортопедического импланта так, чтобы непрерывное биоабсорбируемое армирующее волокно или пучок волокон разных слоев перемешались и/или скрутились в готовом импланте, тем самым формируя "взаимно сцепленную в трех измерениях волокнистую структуру". Этого можно достигнуть либо заранее проектируя ориентацию волокон и/или наложения слоя нити в заготовке из нити, либо компрессионным формованием заготовки из нити, как описано ниже, либо обоими этими способами.
К примерам ортопедических имплантов по настоящему изобретению относятся пластины для фиксации костей, штифты, винты, гвозди с широкой шляпкой, гвозди, сетки, стенты и анкеры. Эти ортопедические импланты в основном применяются для фиксации кости к кости, мягких тканей к кости или мягких тканей к мягким тканям для удержания требуемого выравнивания рубцовых тканей пока они не будут вновь готовы к физиологическим нагрузкам, действующим в области имплантации. Поскольку импланты являются биодеградируемыми, они разлагаются в теле человека, а продукты их разложения абсорбируются и метаболизируются телом.
Далее, согласно настоящему изобретению, предлагается способ изготовления ортопедического импланта, содержащий этапы, на которых (a) наносят непрерывную армированную композитную нить, содержащую биоабсорбируемую полимерную матрицу и непрерывное биоабсорбируемое волокно или пучок волокон с помощью устройства для трехмерного управляемого размещения волокна, такого как машина для подачи отрезка нити (например, 3D-принтер), с заранее свободно определенной ориентацией волокон непрерывными последовательными слоями для формирования заготовки из нити, и (b) формуют заготовку из нити в пресс-форме для получения сформованного изделия, имеющего форму ортопедического импланта.
Ориентация волокна может заранее свободно определяться, например, с помощью программных средств, которые позволяют вычерчивать желаемую ориентацию волокон для ортопедического импланта слой за слоем. В одном примере предлагаемого способа структура из непрерывной армированной композитной нити определяется слой за слоем, используя свободное вычерчивание с помощью программных средств. В другом примере предлагаемого способа структура из непрерывной армированной композитной нити определяется слой за слоем с использованием комбинации свободного вычерчивания и компьютерных расчетов с помощью программных средств.
На фиг. 1 показано проектирование послойной ориентации волокна с помощью программных средств для проектирования ориентации. Как показано на фиг. 1, прочерчивается непрерывная линия так, где непрерывную армированную композитную нить нужно поместить в заготовке. После завершения одного слоя (1) переходят к следующему слою (2, 3, 4 и т.д.), продолжая непрерывное вычерчивание. По завершении вычерчивания программное средство генерирует код, определяющий маршрут волокна. Код определяет координаты X-Y-Z армированной композитной нити. Код может быть, например, G-кодом, типично применяемым в станках с числовым программным управлением, для управления движениями обрабатывающей головки, или в 3D-принтерах для управления движением печатающей головки. Он состоит из координат X-Y-Z и, в данном случае, величиной экструзии нити. Затем этот код посылается в устройство для трехмерного управляемого размещения нити, которое нагревает непрерывную армированную композитную нить и экструдирует ее по маршруту, определенному чертежом, слой за слоем, тем самым формируя заготовки из нити, которая содержит множество слоев нити.
Иллюстративный вариант заготовки из нити показан на фиг. 2. Типично заготовка из нити содержит от 2 до 200 нитяных слоев, предпочтительно, от 2 до 20, более предпочтительно от 2 до 10, наиболее предпочтительно, от 2 до 6. Каждый нитяной слой может быть выровнен в своем отдельном направлении, или некоторые из слоев могут быть выровнены в том же направлении, что и другие слои. Когда имплант содержит одно или более отверстие, это отверстие (эти отверстия) предпочтительно окружены по меньшей мере один раз, более предпочтительно 2-3 раза, непрерывной армированной композитной нитью. Типично толщина нитяных слоев составляет 0,05-3,5 мм. Предпочтительно нитяные слои имеют толщину 0,5-3,0 мм, и более предпочтительно, 0,8-2,0 мм. Толщина нитяного слоя непосредственно зависит от толщины армированной композитной нити.
В соответствии с предлагаемым способом после получения заготовки из нити, ее затем формуют для получения формованного изделия, имеющего окончательную форму ортопедического импланта. Преимущественно, силы, возникающие при компрессионном формовании, заставляют непрерывное биоабсорбируемое армирующее волокно или пучок волокон по меньшей мере частично переплетаться и/или скручиваться под действием теплоты и давления, поскольку биоабсорбируемая полимерная матрица плавится в условиях формования и, тем самым, формируется сцепленная в трех измерениях структура из непрерывного волокна сплошного ортопедического импланта.
Формование нитяной заготовки может выполняться разными способами формования в пресс-форме для получения формованного изделия, имеющего окончательную форму ортопедического импланта. Преимущественно нитяную заготовку подвергают компрессионному формованию в пресс-форме для получения формованного изделия, имеющего окончательную форму ортопедического импланта. Компрессионное формование нитяной заготовки заставляет непрерывное биоабсорбируемое армирующее волокно или пучок волокон по меньшей мере частично переплетаться и/или скручиваться, образуя сцепленную в трех измерениях структуру из непрерывного волокна. На фиг. 3 показан имплант, только что подвергшийся компрессионному формованию.
Пресс-форма может иметь криволинейную форму, одно или более отверстие и/или трехмерные элементы на любой из поверхностей. Структуры пресс-форм могут иметь подвижные сердечники и эжекторы, что позволяет полностью автоматизировать производство описываемых ортопедических имплантов.
При необходимости способ содержит этап отделки поверхности сформованного изделия. Предпочтительно, процесс отделки поверхности заключается в обдувке сформованного изделия трикальцийфосфатом. Это обеспечивает оптимальную реакцию ткани.
На фиг. 1-4 показаны ключевые этапы предлагаемого способа. На фиг. 1 показан описываемый G-кодом маршрут со свободной заранее определенной ориентацией нитяной заготовки. На фиг. 2 показана полностью сформированная нитяная заготовка. На фиг. 3 показан результат компрессионного формования нитяной заготовки, и на фиг. 4 показано изделие, сформованное компрессионным формованием, являющееся пластиной для фиксации дистального отдела лучевой кости.
Весь производственный процесс предлагаемых ортопедических имплантов может быть реализован в очень небольшом, компактном производственном модуле, который может автономно изготавливать разные типы изделий в нужных количествах. На фиг. 5 приведен схематический вид примера автоматического производственного модуля. Модуль внутри рабочего пространства (не показано) содержит 3D-принтер (11) для печати нитяных заготовок, устройство (12) компрессионного формования, содержащее пресс для компрессионного формования, устройство (13) финишной обработки для автоматической финишной обработки поверхности сформованного изделия, и робот (14) для перемещения заготовок и сформованных и готовых изделий. Модуль также может содержать хранилище для пресс-форм, куда робот или отдельный манипулятор может помещать пресс-формы, не используемые в данный момент в прессе. Иллюстративный автоматический производственный модуль, показанный на фиг. 5, содержит систему (15) автоматической смены 10 пресс-форм. Внутри рабочего пространства модуля преимущественно поддерживается регулируемая среда, типично выбранная из группы, состоящей из чистой комнаты, стерильной, асептической, с управляемой влажностью, с экранирующим газом, со стерилизующим газом. Как показано на фиг. 5, иллюстративный автоматический производственный модуль содержит узел (16) фильтрации и осушения воздуха. Весь производственный модуль предпочтительно занимает площадь 1 м2, однако он может быть больше или меньше.
В одном варианте непрерывная армированная композитная нить, содержащая биоабсорбируемую полимерную матрицу и непрерывное биоабсорбируемое армирующее стекловолокно, используется так, чтобы сформировать свободно конфигурируемую переплетенную непрерывную волокнистую структуру. Благодаря этому можно получить ортопедический имплант с переплетенной структурой непрерывного волокна. Полученный ортопедический имплант является биоабсорбируемым и обладает улучшенными прочностными свойствами.
В одном варианте используется непрерывная армированная композитная нить, содержащая биоабсорбируемую полимерную матрицу и непрерывное биоабсорбируемое армирующее стекловолокно, в которой стекловолокно имеет предел прочности на растяжение, приблизительно 2000 МПа. Это позволяет получить композитный предел прочности при растяжении более 450 МПа и композитный предел прочности при изгибе более 650 МПа. Тем самым получают ортопедический имплант, имеющий композитный предел прочности при растяжении более 450 МПа и композитный предел прочности при изгибе более 650 МПа.
В одном варианте переплетенную структуру непрерывного волокна ортопедического импланта получают прессованием в пресс-форме. Поэтому такая структура ортопедического импланта становится плотной, и непрерывное биоабсорбируемое армирующее волокно или пучок волокон последовательных слоев по меньшей мере частично переплетаются или скручиваются, образуя взаимно сцепленную в трех измерениях непрерывную волокнистую структуру. Для создания волокнистого композитного скелета или заготовки, которая затем прессуется в пресс-форме для придания ей окончательной формы ортопедического импланта, можно использовать 3D-принтер. Таким образом, образуется плотный композитный материал и структура с сильно переплетенными слоями. Тем самым формируется композитная структура ортопедического импланта с улучшенными прочностными свойствами. Точная форма ортопедического импланта определяется пресс-формой.
Заготовка является пористой и имеет много свободного пространства в каждом слое. Поэтому, заготовка много толще (больше), чем конечное изделие. Таким образом, когда заготовку прессуют для придания ей окончательной формы, возникает переплетенная волокнистая структура, которая эффективно противостоит расслоению.
Примеры
Пример 1.
Ориентацию волокон в четырех слоях проектировали свободным черчением, используя программные средства. На основе G-кода, сгенерированного программным средством проектирования волокон и на 3D-принтере с непрерывным отрезком нити толщиной 1,7 мм были изготовлены четырехслойные заготовки. Заготовки помещались в пресс-форму при температуре 175°, и пресс-форма частично закрывалась для предварительного подогрева на 60 секунд. Затем пресс-форма закрывалась и в течение 30 секунд прилагалось давление. Давление поддерживалось, и пресс-форма охлаждалась до комнатной температуры, после чего открывалась и детали извлекались. Размер пресс-формы был 30˟80 мм и толщина образцов пластин составляла 2 мм.
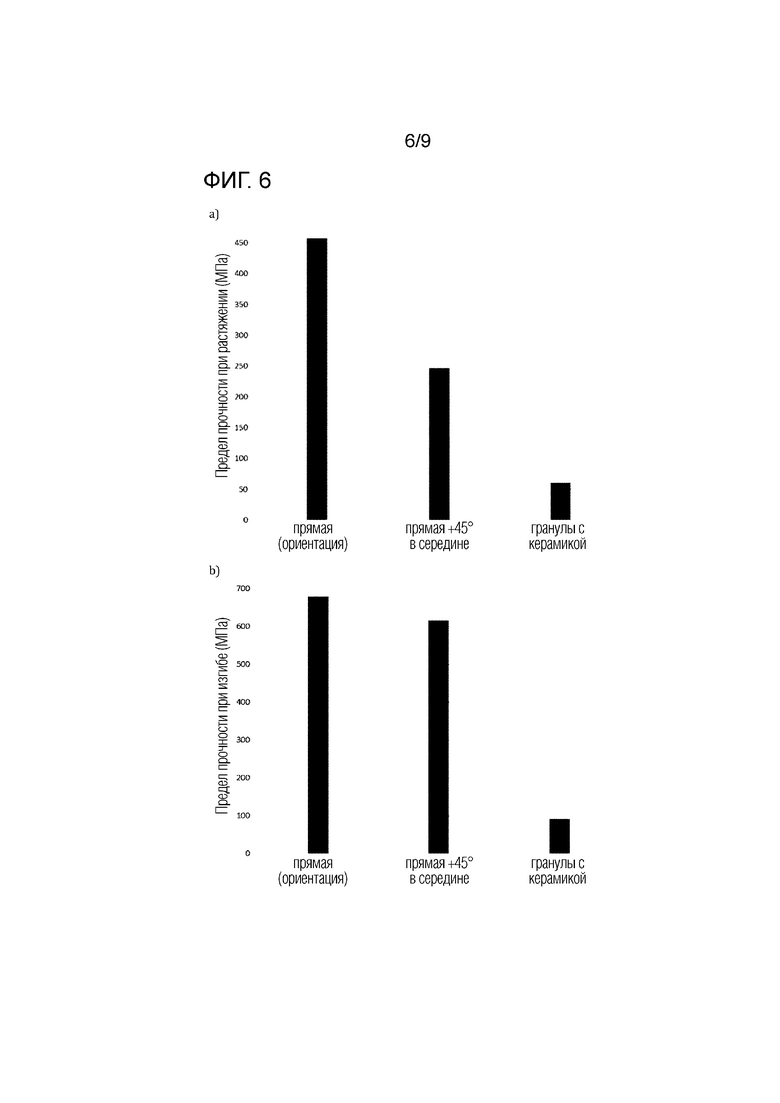
Было изготовлено три образца. Образец 1 имел продольную ориентацию волокон во всех четырех слоях. Образец 2 имел продольную ориентацию волокон в верхнем и нижнем слоях и ориентацию +45° и -45° в двух средних слоях. В дополнение к этим трем образцам был изготовлен референтный образец 3 из подобного полимера с наполнителем из керамических частиц. Этот образец был изготовлен путем помещения гранул полимера, содержащих керамику, в пресс-форму и компрессионным формованием пластин тем же процессом, который применялся для изготовления образцов, содержащих волокна.
Тестовый образец разрезался продольно от середины пластин для определения чистой ориентации волокон для испытаний без поворота петель по бокам образца.
На фиг. 6a и 6b показаны результаты механических испытаний четырех образцов имплантов.
Как показано на фиг. 6, образец 1 (прямой) и образец 2 (прямой+45 в середине), изготовленные способом по настоящему изобретению имеют значительно более высокий предел прочности при растяжении и предел прочности при изгибе по сравнению с референтным образцом (гранулы с керамикой).
Пример 2
С помощью ручного черчения послойно был создан комплексный проект ориентации волокна в пластине для фиксации перелома дистального отдела лучевой кости. Заготовка имела 10 слоев. Заготовка была напечатана на 3D-принтере нитью, как показано на фиг. 2. Как показано на фиг. 3, заготовка подверглась компрессионному формованию и была сформована в пластину для фиксации перелома дистального отдела лучевой кости, показанную на фиг. 4.
Структура волокон готового изделия проверялась методом микрокомпьютерной томографии. Как видно на фиг. 5-7, структура волокна хорошо переплетена между слоями.
Для специалиста очевидно, что по мере развития технологии представленная новая концепция может быть реализована разными способами. Изобретение и его варианты не ограничиваются примерами, описанными выше, но могут включать изменения в пределах объема, определенного формулой изобретения.
Заявленная группа изобретений относится к области медицины, а именно к ортопедическим имплантам, и раскрывает ортопедический имплантат и способ его изготовления. Ортопедический имплантат характеризуется тем, что содержит непрерывную армированную нить со заранее свободно определенной ориентацией волокна во множестве последовательных непрерывных слоях, в котором непрерывная армированная композитная нить содержит биоабсорбируемую полимерную матрицу и непрерывное биоабсорбируемое армирующее волокно или пучок волокон, и в котором непрерывное биоабсорбируемое армирующее волокно или пучок волокон по меньшей мере частично переплетено и/или скручено, образуя сцепленную в трех измерениях непрерывную волокнистую структуру. Полученный ортопедический имплант является биоабсорбируемым, обладает улучшенными прочностными свойствами и может быть использован для изготовления трехмерных ортопедических элементов, таких как пластины для фиксации костей, штифты, винты, гвозди с широкой шляпкой, гвозди, сетки, стенты и анкеры. 2 н. и 15 з.п. ф-лы, 9 ил., 2 пр.
1. Ортопедический имплант, содержащий непрерывную армированную композитную нить с заранее произвольно заданной ориентацией волокна во множестве непрерывных последовательных слоев,
в котором непрерывная армированная композитная нить содержит биоабсорбируемую полимерную матрицу и непрерывное биоабсорбируемое армирующее волокно или пучок волокон, и
в котором непрерывное биоабсорбируемое армирующее волокно или пучок волокон последовательных слоев, по меньшей мере, частично переплетены и/или скручены, образуя взаимно сцепленную трехмерную непрерывную волокнистую структуру.
2. Имплант по п. 1, в котором имплант содержит одно или более отверстия, которые окружены по меньшей мере один раз непрерывной армированной композитной нитью.
3. Имплант по п. 1 или 2, в котором непрерывное биоабсорбируемое армирующее волокно или пучок волокон является непрерывным биоабсорбируемым стекловолокном или пучком стекловолокон.
4. Имплант по любому из пп. 1-3, в котором непрерывное биоабсорбируемое стекловолокно получено из расплава.
5. Имплант по п. 4, в котором непрерывное биоабсорбируемое армирующее волокно получено из расплава и имеет следующий состав:
SiO2,
Na2O,
при необходимости K2O,
CaO,
при необходимости MgO,
при необходимости P2O5,
при необходимости B2O3,
при необходимости Al2O3,
при необходимости CaF3,
при необходимости SrO, и
при необходимости Li2O.
6. Имплант по любому из пп. 1-5, в котором биоабсорбируемая полимерная матрица представляет собой один или несколько выбранных из группы, содержащей биоабсорбируемые сложные полиэфиры, PLLA (поли-L-лактид), PDLLA (поли-DL-лактид), PLDLA, PGA (полигликолевая кислота), PLGA (полилактидгликолевая кислота), и PCL (поликапролактон), PLLA-PCL.
7. Имплант по любому из пп. 1-6, в котором непрерывная армированная композитная нить нанесена устройством подачи отрезка нити с трехмерным управлением с заранее произвольно заданной ориентацией волокна непрерывными последовательными слоями для формирования нитяной заготовки, и эта заготовка сформована в пресс-форме для образования окончательной формы ортопедического импланта.
8. Имплант по любому из пп. 1-7, в котором нитяная заготовка подвержена компрессионному формованию в пресс-форме для получения окончательной формы ортопедического импланта.
9. Имплант по любому из пп 1-8, в котором нитяная заготовка подвержена инжекционному формованию для получения окончательной формы ортопедического импланта.
10. Имплант по любому из пп. 1-9, в котором имплант состоит из армированной композитной нити.
11. Способ изготовления ортопедического импланта, содержащий этапы, на которых:
(a) наносят непрерывную армированную композитную нить, содержащую биоабсорбируемую полимерную матрицу и непрерывное биоабсорбируемое волокно или пучок волокон с заранее произвольно заданной ориентацией волокна непрерывными последовательными слоями для формирования нитяной заготовки, и
(b) формуют нитяную заготовку в пресс-форме для получения сформованного изделия, имеющего окончательную форму ортопедического импланта.
12. Способ по п. 11, при котором способ далее содержит этап, на котором проектируют заранее произвольно заданную ориентацию волокна нитяной заготовки.
13. Способ по п. 11 или 12, далее содержащий этап, на котором поверхность сформованного изделия подвергают финишной обработке для получения ортопедического импланта.
14. Способ по любому из пп. 11-13, при котором непрерывную нитяную заготовку подвергают компрессионному формованию в пресс-форме для получения формованного изделия, имеющего окончательную форму ортопедического импланта.
15. Способ по любому из пп. 11-14, при котором структуру из непрерывной армированной композитной нити определяют послойно, используя свободное вычерчивание.
16. Способ по любому из пп. 11-14, при котором структуру из непрерывной армированной композитной нити определяют послойно, используя комбинацию свободного вычерчивания и компьютерных расчетов.
17. Способ по любому из пп. 11-14, при котором структуру из непрерывной армированной композитной нити определяют послойно, используя компьютерные расчеты.
| US 2014235754 А, 21.08.2014 | |||
| US 2017173868, 22.06.2017 | |||
| RYOSUKE MATSUZAKI et al., Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation, SCIENTIFIC REPORTS, (20160311), vol | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |

