Область техники.
Изобретение относится к производству стеклянных нитей из термопластичного материала и может быть использовано на заводах выпускающих стекловолокнистые изделия.
Уровень техники.
Известно устройство (патент РФ №2599518, кл. С03В 37/095, 2012 г.) для производства стеклянных волокон, с уменьшенным содержанием драгоценных металлов, содержащее боковые пластины, пластину днища, снабженную соплами для вытекания расплавленного материала, и необязательную верхнюю решетку изготовленное из экономического материала, обладающего хорошей устойчивостью к окислению, хорошей коррозийной стойкостью и смачиваемостью стеклом, представляющий собой массивный сплав на основе железа с температурой плавления выше 1450°С, образующий подложку, соединительного слоя металла, сформированного, по меньшей мере, на части поверхности подложки, керамического слоя, покрывающего соединительный металлический слой, и слоя защитного покрытия из платины или платинового сплава, нанесенного непосредственно на керамический слой.
Недостатком этого устройства является сложность конструкции с применением комплекса материалов, включающих металлические, керамические и материалы платиновой группы. В данном случае существует риск попадания в расплав стекла частиц керамики и металла из металлического слоя, что может приводить к срыву процесса формирования волокна, взаимодействию их с изделием, выполненным из материалов платиновой группы, в процессе может приводить к разрушению его. Это может сказаться на эксплуатационной надежности устройства.
Также известен стеклоплавильный сосуд для получения стекловолокна (патент РФ №2167834, кл. С03В 37/09, 2000 г.), включающий корпус с боковыми стенками, экран в верхней части корпуса и фильерную пластину.
Недостатком этой конструкции является большой расход драгоценных металлов.
Наиболее близким по технической сущности к заявленному изобретению является электрокерамическая печь с косвенным нагревом для формования непрерывных и штапельных волокон (патент РФ №2560761, кл. С03В 37/09,2014 г.), включающая корпус, малогабаритный многофильерный питатель, нагревательные элементы, оборудование для непрерывной или дозированной загрузки стеклошариков, электрооборудование, систему КИП и А для контроля и управления тепловым режимом печи, основной узел электропечи - керамическая емкость, изготовленная из термостойкого и устойчивого к расплавам стекол при температурах до 1450°С огнеупорного материала и представляющая собой полую усеченную пирамиду, разделенную с помощью решетчатого керамического экрана на две зоны: верхнюю плавильную и нижнюю термической подготовки расплава.
Недостатком этого устройства является усложненная конструкция, включающая в себя необогреваемый решетчатый керамический экран, разделяющий керамическую емкость, которая представляет собой полую усеченную пирамиду, на две зоны - верхнюю, плавильную и нижнюю, термической подготовки расплава, который может подвергаться коррозийному разрушению при прохождении расплава термопластичного материала, что может приводить к дестабилизации процесса формования волокон. Кроме этого, этот экран захолаживает поток проходящего через него расплава термопластичного материала, что приводит к увеличению энергозатрат.
Техническим результатом предполагаемого изобретения является снижение расхода и потерь драгоценных металлов, улучшение эксплуатационной надежности и технико-экономических показателей процесса, снижение себестоимости стеклянной нити.
Технический результат достигается за счет того, что в устройстве для производства стеклянных нитей из термопластичного материала, включающем металлическую кассету прямоугольной формы для загрузки термопластичного материала, герметичный корпус, изготовленный из керамического огнеупорного материала, в котором происходит плавление, гомогенизация расплава термопластичного материала и формование нитей, с перфорированным экраном и многофильрным платинородиевым питателем в дне, имеющий один контур подсоединения к системе энергоснабжения, высота водоохлаждаемой металлической кассеты прямоугольной формы для загрузки термопластичного материала должна находится в пределах 80-400 мм, перфорированный продольнорасположенный экран, изготовленный из жаропрочного сплава платинородиевой группы дополнительно снабжен керамической надстройкой из огнеупорного керамического материала с трапециевидным поперечным сечением расширяющейся частью вниз, причем размер верхней части трапеции должен составлять 1-1,5 ширины водоохлаждаемой металлической кассеты прямоугольной формы для загрузки термопластичного материала, размер нижней части трапеции находится в пределах ширины входного отверстия перфорированного продольнорасположенного экрана, в нижней части герметичного корпуса находится щелевой камень, выполненный из огнеупорного керамического материала, в нижней части которого установлен многофильерный платинородиевый питатель с фильерной пластиной в дне и с фильерными насадками, выходящими за пределы нижней поверхности фильерной пластины, который дополнительно оснащен сеткой в верхней его части, выполненной из проволоки диаметром 1-3 мм с плотностью по продольному и поперечному направлениях 3-10 штук на сантиметр, кроме этого устройство имеет два контура подсоединения электрообогреваемых элементов конструкции к системе энергоснабжения, первый контур подсоединения перфорированный продольнорасположенный экран, изготовленный из жаропрочного сплава платиновой группы, второй контур многофильерный платинородиевый питатель с фильерными насадками, выходящие за пределы нижней поверхности фильерной пластины, причем, соотношение высот керамической насадки из огнеупорного материала в виде прямоугольного усеченного конуса с трапециевидным поперечным сечением, перфорированного продольнорасположенного экрана и зоны гомогенизации расплава, выполненного из керамического огнеупорного материала в виде герметичного корпуса с щелевым камнем в нижней части корпуса к высоте многофильерного платинородиевого питателя, находятся в пределах:
h1H;
h2:H;
h3:H;
где h1=1-2; h2=2-5; h3=2,1-7; H=1;
h1 - высота керамической надстройки;
h2 - высота перфорированного продольнорасположенного экрана;
h3 - высота герметичного корпуса прямоугольной формы с щелевым камнем, выполненном из керамического огнеупорного материала;
Н - высота многофильерного платинородиевого питателя, при этом, многофильерный платинородиевый питатель герметично подсоединен непосредственно к герметичному корпусу прямоугольной формы, выполненным из огнеупорного керамического материала.
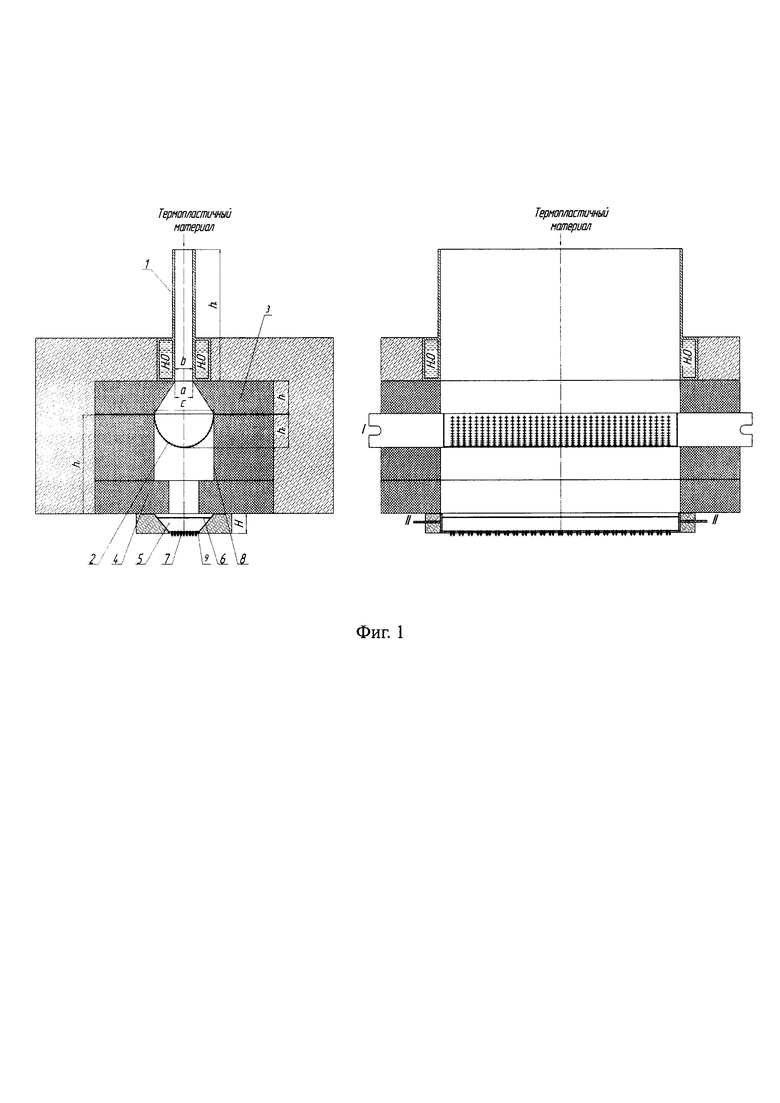
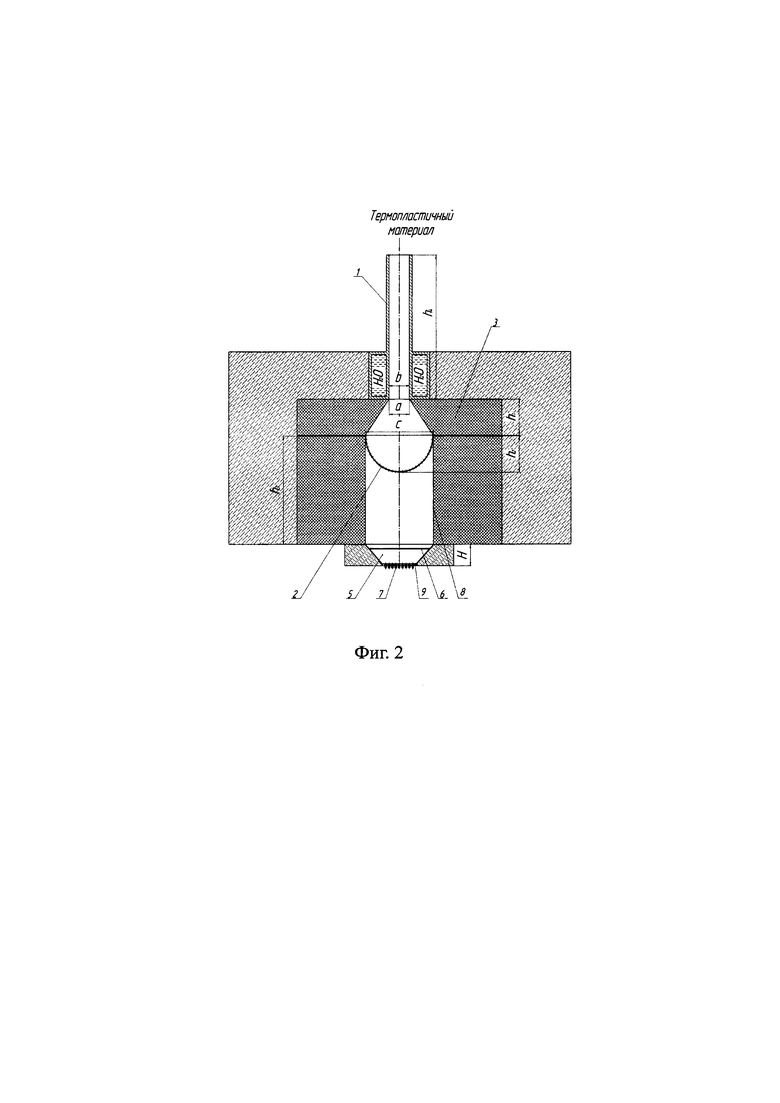
Устройство включает в себя загрузку термопластичного материала, осуществляемую через водоохлаждаемую металлическую кассету прямоугольной формы (1), плавление термопластичного материала в перфорированном продольнорасположенном экране (2) дополнительно снабженным керамической надстройкой (3) из огнеупорного керамического материала с трапециевидным поперечным сечением расширяющей частью вниз, гомогенизацию расплава, осуществляемую в герметичном корпусе прямоугольной формы (8) с щелевым камнем (4) в нижней части его, выполненных из огнеупорных керамических материалов и формование стеклянных нитей на многофильерном платинородиевом питателе (5), установленном в нижней части щелевого камня (4), который дополнительно оснащен сеткой (6) в верхней его части, изготовленном из жаропрочного сплава платиновой группы, устройство имеет два контура подсоединения электрообогреваемых элементов конструкции к системе энергоснабжения, первый контур подсоединения (I) - перфорированный продольнорасположенный экран (2), изготовленный из жаропрочного сплава платиновой группы, второй контур подсоединения (II) - многофильерный платинородиевый питатель (5) с фильерными насадками (7), выходящие за пределы нижней поверхности фильерной пластины (9).
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Предлагаемое устройство осуществляется следующим образом.
1. Высота h4 водоохлаждаемой металлической кассеты прямоугольной формы (1) для загрузки термопластичного материала должна находиться в пределах 80-400 мм.
При высоте меньше 80 мм плавильная способность устройства будет недостаточна для получения нужного расхода стекломассы через фильерные насадки (7), выходящими за пределы нижней поверхности фильерной пластины (9), что снизит производительность устройства.
Если высота более 400 мм может наблюдаться деформация перфорированного продольнорасположенного экрана (2), что понизит эксплуатационную надежность устройства в целом. Кроме этого высота водоохлаждаемой металлической кассеты прямоугольной формы (1) для загрузки термопластичного материала в пределах 400 мм дает возможность использовать энергию лучевого потока от расплава стекла в устройстве для предварительного нагрева термопластичного материала. Если высота будет больше 400 мм этот поток лучевой энергии не будет давать ощутимых результатов в верхних слоях уровня загружаемого термопластичного материала.
2. Плавление происходит в перфорированном продольнорасположенном экране (2) дополнительно снабженным керамической надстройкой (3) из огнеупорного материала с трапециевидным поперечным сечением расширяющей частью вниз, причем размер верхней части трапеции (а) составляет 1-1,5 ширины (в) водоохлаждаемой металлической кассеты (1) для загрузки термопластичного материала.
Если размер верхней части трапеции (а) будет меньше 1 ширины (в) водоохлаждаемой металлической кассеты (1) для загрузки термопластичного материала, то будет наблюдаться застревание термопластичного материала в месте стыковки водоохлаждаемой металлической кассеты прямоугольной формы (2) и керамической надстройки (3) из огнеупорного материала с трапециевидным поперечным сечением расширяющей частью вниз.
Если размер верхней части трапеции (а) будет больше 1,5 ширины (в) водоохлаждаемой металлической кассеты (1) для загрузки термопластичного материала, то будут дополнительные потери тепла в атмосферу. Размер нижней части трапеции (с) поперечного сечения керамической надстройки (3) из огнеупорного материала должен находиться в пределах ширины входного отверстия (с) перфорированного продольнорасположенного экрана (2). Если размер нижней части трапеции (с) поперечного сечения керамической надстройки (3) из огнеупорного материала будет больше ширины входного отверстия (с) перфорированного продольнорасположенного экрана (2), то будет возможность застоя расплава в месте стыковки керамической надстройки из огнеупорного материала (3) с трапециевидным поперечным сечением расширяющей частью вниз с перфорированным продольнорасположенным экраном (2). Если размер нижней части трапеции (с) поперечного сечения керамической надстройки (3) из огнеупорного материала будет меньше ширины входного отверстия перфорированного продольнорасположенного экрана (2), то будет происходить разрушение нижней кромки керамической надстройки (3) из огнеупорного материала с трапециевидным поперечным сечением расширяющей частью вниз.
3. Гомогенизация расплава осуществляется в герметичном корпусе прямоугольной формы (8) с щелевым камнем (4) в нижней части корпуса, выполнеными из керамического огнеупорного материала. Устойчивый процесс формования волокон и получения из них комплексных нитей возможен лишь при достижении определенной степени термической и химической однородности, которая обеспечивается в данной конструкции устройства за счет работы перфорированного продольнорасположенного экрана (2), являющимся нагревательным элементом сопротивления и герметичного корпуса прямоугольной формы (8) с щелевым камнем (4) в нижней части корпуса, выполнеными из керамического огнеупорного материала. От времени пребывания расплава в этих элементах устройства во многом зависит подготовка его к формованию в волокна и созданием условия, получения сбалансированного температурного режима работы многофильерного платинородиевого питателя (5).
4. В нижней части щелевого камня (4) установлен многофильерный платинородиевый питатель (5) с фильерной пластиной (9) и фильерными насадками (7), выходящими за пределы нижней поверхности фильерной пластины (9), который дополнительно оснащен сеткой (6) в верхней его части, которая изготовлена из проволоки диаметром 1-3 мм с плотностью по продольному и поперечному направлениях 3-8 штук на сантиметр.
Если использовать проволоку диаметром менее 1 мм возможна механическая деформация этого элемента и в конечном итоге локальное разрушение с образованием непредсказуемых потоков расплава стекла с влиянием на разогрев фильерной пластины (9), что может дестабилизировать процесс формования волокон.
Если диаметр проволоки будет более 3 мм сетка начнет работать как мощный нагревательный элемент сопротивления в непосредственной близости от фильерной пластины (9), что даст увеличение температуры расплава, входящего в фильерные насадки (7) фильерной пластины (9) - произойдет разбаланс температуры подходимого расплава стекла и фильерных насадок (7), что приведет к дестабилизации процесса формования. При этом ток по нагревательному элементу платиновой группы распределиться так, что перфорированный продольнорасположенный экран (2) не будет успевать разогревать термопластичный материал до требуемых температур, будет наблюдаться потеря уровня расплава в устройстве. Если плотность сетки (6) в продольном и поперечном наравлениях будет меньше 3 шт. на сантиметр пропадет эффект задержки инородных включений в расплаве стекла. Если плотность сетки в продольном и поперечном наравлениях будет больше 10 шт. на сантиметр возникнет большое гидравлическое сопративление подходящему к фильерной пластине (9) потоку расплава. Давление в фильерных насадках (7) будет ниже требуемого - уменьшиться производительность устройства и ухудшиться качество процесса.
5. Два контура подсоединения I-I, II-II электрообогреваемых элементов конструкции к системе энергоснабжения, первый контур I-I подсоединения перфорированный продольнорасположенный экран (2), второй контур многфильерный платинородиевый питатель (5) с фильерными насадками (7), выходящие за пределы нижней поверхности фильерной пластины (9) позволяет делать регулировку процесса в широком диапазоне температур и производительности. Кроме этого независимое регулирование температур по двум контурам позволяет реагировать на изменение физико-химических характеристик загружаемого термопластичного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОКЕРАМИЧЕСКАЯ ПЕЧЬ С КОСВЕННЫМ НАГРЕВОМ ДЛЯ ФОРМОВАНИЯ НЕПРЕРЫВНЫХ И ШТАПЕЛЬНЫХ СТЕКЛЯННЫХ ВОЛОКОН | 2014 |
|
RU2560761C1 |
| МНОГОФИЛЬЕРНЫЙ ЩЕЛЕВОЙ ПИТАТЕЛЬ ДЛЯ ФОРМОВАНИЯ ВОЛОКНА ИЗ РАСПЛАВА ГОРНЫХ ПОРОД | 2016 |
|
RU2618256C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА НЕПРЕРЫВНЫХ ВОЛОКОН ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА С ВЫСОКОЙ ТЕМПЕРАТУРОЙ ВЕРХНЕГО ПРЕДЕЛА КРИСТАЛЛИЗАЦИИ | 2023 |
|
RU2825820C1 |
| МНОГОФИЛЬЕРНЫЙ ПИТАТЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ВОЛОКНА ИЗ РАСПЛАВА ГОРНЫХ ПОРОД | 1993 |
|
RU2087435C1 |
| Способ и устройство производства непрерывного волокна из базальтовых пород | 2023 |
|
RU2805442C1 |
| СПОСОБ ПРОИЗВОДСТВА БАЗАЛЬТОВЫХ ВОЛОКОН И ОБОРУДОВАНИЕ ДЛЯ ИХ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2561070C2 |
| Многофильерный питатель для получения минерального волокна из расплава горных пород | 2002 |
|
RU2217393C1 |
| ФИЛЬЕРНЫЙ ПИТАТЕЛЬ ДЛЯ ПОЛУЧЕНИЯ ВОЛОКОН ИЗ ТЕРМОПЛАСТИЧНЫХ МАТЕРИАЛОВ, В ЧАСТНОСТИ ИЗ РАСПЛАВА ГОРНЫХ ПОРОД | 1997 |
|
RU2125544C1 |
| ФИЛЬЕРНЫЙ ПИТАТЕЛЬ ДЛЯ ВЫРАБОТКИ ВОЛОКНА ИЗ ГОРНЫХ ПОРОД | 2004 |
|
RU2261845C1 |
| МНОГОФИЛЬЕРНЫЙ ПИТАТЕЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ВОЛОКНА ИЗ РАСПЛАВА ГОРНЫХ ПОРОД | 2009 |
|
RU2407711C1 |
Изобретение относится к производству стеклянных нитей из термопластичного материала и может быть использовано на заводах, выпускающих стекловолокнистые изделия. Устройство для производства стеклянных нитей из термопластичного материала, включающего металлическую кассету прямоугольной формы для загрузки термопластичного материала, герметичный корпус, изготовленный из керамического огнеупорного материала, в котором происходит плавление, гомогенизация расплава термопластичного материала и формование нитей, с перфорированным экраном и многофильерным платинородиевым питателем в дне, имеющий один контур подсоединения к системе энергоснабжения, высота водоохлаждаемой металлической кассеты прямоугольной формы для загрузки термопластичного материала должна находиться в пределах 80-400 мм, перфорированный продольно расположенный экран, изготовленный из жаропрочного сплава платинородиевой группы, дополнительно снабжен керамической надстройкой из огнеупорного керамического материала с трапециевидным поперечным сечением расширяющейся частью вниз, причем размер верхней части трапеции должен составлять 1-1,5 ширины водоохлаждаемой металлической кассеты прямоугольной формы для загрузки термопластичного материала, размер нижней части трапеции находится в пределах ширины входного отверстия перфорированного продольно расположенного экрана. Изобретение позволяет снизить расход и потери драгоценных металлов, улучшить эксплуатационную надежность и технико-экономические показатели процесса и снизить себестоимость стеклянной нити. 2 з.п. ф-лы, 2 ил.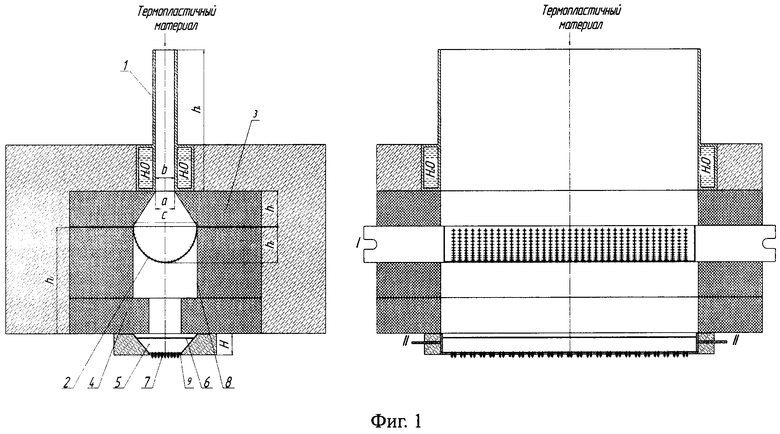
1. Устройство для производства стеклянных нитей из термопластичного материала, включающее металлическую кассету прямоугольной формы для загрузки термопластичного материала, герметичный корпус, изготовленный из керамического огнеупорного материала, в котором происходит плавление, гомогенизация расплава термопластичного материала и формование нитей, с перфорированным экраном и многофильерным платинородиевым питателем в дне, имеющий один контур подсоединения к системе электроснабжения, отличающееся тем, что высота водоохлаждаемой металлической кассеты прямоугольной формы для загрузки термопластичного материала должна находиться в пределах 80-400 мм, перфорированный продольно расположенный экран, изготовленный из жаропрочного сплава платинородиевой группы дополнительно снабжен керамической надстройкой из огнеупорного керамического материала с трапециевидным поперечным сечением расширяющейся частью вниз, причем размер верхней части трапеции должен составлять 1-1,5 ширины водоохлаждаемой металлической кассеты прямоугольной формы для загрузки термопластичного материала, размер нижней части трапеции должен находиться в пределах ширины входного отверстия перфорированного продольно расположенного экрана, в нижней части герметичного корпуса находится щелевой камень, выполненный из огнеупорного керамического материала, в нижней части которого установлен многофильерный платинородиевый питатель с фильерной пластиной в дне и с фильерными насадками, выходящими за пределы нижней поверхности фильерной пластины, который дополнительно оснащен сеткой в верхней его части, выполненной из проволоки диаметром 1-3 мм с плотностью по продольному и поперечному направлениям 3-10 штук на сантиметр, кроме этого устройство имеет два контура подсоединения электрообогреваемых элементов конструкции к системе энергоснабжения, первый контур подсоединения - перфорированный продольно расположенный экран, изготовленный из жаропрочного сплава платиновой группы, второй контур - многофильерный платинородиевый питатель с фильерными насадками, выходящими за пределы нижней поверхности фильерной пластины.
2. Устройство по п. 1, отличающееся тем, что соотношение высот керамической насадки из огнеупорного материала в виде прямоугольного усеченного конуса с трапециевидным поперечным сечением перфорированного продольно расположенного экрана и зоны гомогенизации расплава, выполненного из керамического огнеупорного материала в виде герметичного корпуса с щелевым камнем в нижней части корпуса, к высоте многофильерного платинородиевого питателя, находятся в пределах: h1:H; h2:H; h3:H; где h1=1-2; h2=2-5; h3=2,1-7; H=1; h1 - высота керамической надстройки; h2 - высота перфорированного продольно расположенного экрана; h3 - высота герметичного корпуса прямоугольной формы с щелевым камнем, выполненным из керамического огнеупорного материала; Н - высота многофильерного платинородиевого питателя.
3. Устройство по п. 1, отличающееся тем, что многофильерный платинородиевый питатель герметично подсоединен непосредственно к герметичному корпусу прямоугольной формы, выполненному из огнеупорного керамического материала.
| УСТРОЙСТВО | 2010 |
|
RU2530761C2 |
| УСТРОЙСТВО, ВЫДАЮЩЕЕ СТЕКЛЯННЫЕ ВОЛОКНА, С УМЕНЬШЕННЫМ СОДЕРЖАНИЕМ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2012 |
|
RU2599518C2 |
| US 7095374 B2, 22.08.2006 | |||
| US 5926150 A1, 20.07.1999. | |||

