Родственные заявки
[0001] Настоящее изобретение испрашивает приоритет по предварительной заявкой на патент США № 62/515,123, поданной 5 июня 2017 г., содержание которой в его полном объеме включено в данный документ посредством ссылки.
Область техники, к которой относится изобретение
[0002] Варианты осуществления относятся к промышленным машинам.
Сущность изобретения
[0003] Промышленные машины, такие как машины для подземной разработки месторождений, могут использовать множество режущих наконечников, прикрепленных к вращающемуся режущему барабану для проходки (например, резки) материала. Во время проходки материала может быть полезно определять эффективность резания множества режущих наконечников. При этом эффективность резания может быть использована для определения, не является ли один или более режущих наконечников затупленным или изношенным.
[0004] Таким образом, один вариант осуществления обеспечивает промышленную машину, включающую в себя привод, зубчатый редуктор, режущий барабан, режущий наконечник, датчик и контроллер. Зубчатый редуктор выполнен с возможностью приема первой вращательной энергии от привода и выдачи второй вращательной энергии. Режущий барабан поддерживается посредством ходовой части. Режущий барабан приводится в движение посредством упомянутой второй вращательной энергии. Режущий наконечник соединен с режущим барабаном. Датчик выполнен с возможностью восприятия характеристики промышленной машины. Контроллер, содержащий процессор и память, выполнен с возможностью приема упомянутой характеристики промышленной машины, определения эффективности резания на основе упомянутой характеристики промышленной машины и выдачи упомянутой эффективности резания.
[0005] Другой вариант осуществления обеспечивает промышленную машину, включающую в себя привод, зубчатый редуктор, режущий барабан, режущий наконечник, датчик и контроллер. Зубчатый редуктор выполнен с возможностью приема первой вращательной энергии из привода и выдачи второй вращательной энергии. Режущий барабан поддерживается посредством ходовой части. Режущий барабан приводится в движение посредством упомянутой второй вращательной энергии. Режущий наконечник соединен с режущим барабаном. Датчик выполнен с возможностью восприятия характеристики промышленной машины. Контроллер, содержащий процессор и память, выполнен с возможностью приема упомянутой характеристики промышленной машины и выдачи сигнала, когда установлено, что режущий наконечник изношен.
[0006] Другой вариант осуществления обеспечивает способ определения эффективности резания промышленной машины. Упомянутый способ включает восприятие, посредством датчика, характеристики по меньшей мере одного, выбранного из группы, состоящей из зубчатого редуктора и режущего барабана, и анализ упомянутой характеристики посредством контроллера. Упомянутый способ включает определение, на основе упомянутой характеристики, эффективности резания промышленной машины, и выдачу упомянутой эффективности резания.
[0007] Другой вариант осуществления обеспечивает способ определения, является ли режущий наконечник промышленной машины изношенным. Упомянутый способ включает восприятие, посредством датчика, характеристики по меньшей мере одного, выбранного из группы, состоящей из зубчатого редуктора и режущего барабана, и анализ упомянутой характеристики посредством контроллера. Упомянутый способ включает также определение, на основе упомянутой характеристики, является ли режущий наконечник изношенным, и выдачу сигнала, когда установлено, что режущий наконечник изношен.
[0008] Другой вариант осуществления обеспечивает способ определения, является ли режущий наконечник промышленной машины изношенным. Упомянутый способ включает восприятие, посредством датчика, первой характеристики по меньшей мере одного, выбранного из группы, состоящей из зубчатого редуктора и режущего барабана, в первый момент времени. Упомянутый способ включает также восприятие, посредством датчика, второй характеристики упомянутого по меньшей мере одного, выбранного из группы, состоящей из зубчатого редуктора и режущего барабана, во второй момент времени. Упомянутый способ включает также сравнение, посредством контроллера, упомянутой первой характеристики с упомянутой второй характеристикой, определение, на основе упомянутого сравнения, является ли режущий наконечник изношенным, и выдачу сигнала, если установлено, что режущий наконечник изношен.
[0009] Другой вариант осуществления обеспечивает промышленную машину, включающую в себя привод, зубчатый редуктор, режущий барабан, режущий наконечник, датчик и контроллер. Зубчатый редуктор выполнен с возможностью приема первой вращательной энергии из привода и выдачи второй вращательной энергии. Режущий барабан поддерживается посредством ходовой части. Режущий барабан приводится в движение посредством упомянутой второй вращательной энергии. Режущий наконечник соединен с режущим барабаном. Датчик выполнен с возможностью восприятия первой характеристики промышленной машины в первый момент времени и второй характеристики во второй момент времени. Контроллер, содержащий процессор и память, выполнен с возможностью приема упомянутой первой и упомянутой второй характеристик, сравнения упомянутой первой и упомянутой второй характеристик, определения, на основе упомянутого сравнения, является ли режущий наконечник изношенным, и выдачи сигнала, когда установлено, что режущий наконечник изношен.
[0010] Другие аспекты заявки станут очевидными посредством изучения подробного описания и прилагаемых чертежей.
Краткое описание чертежей
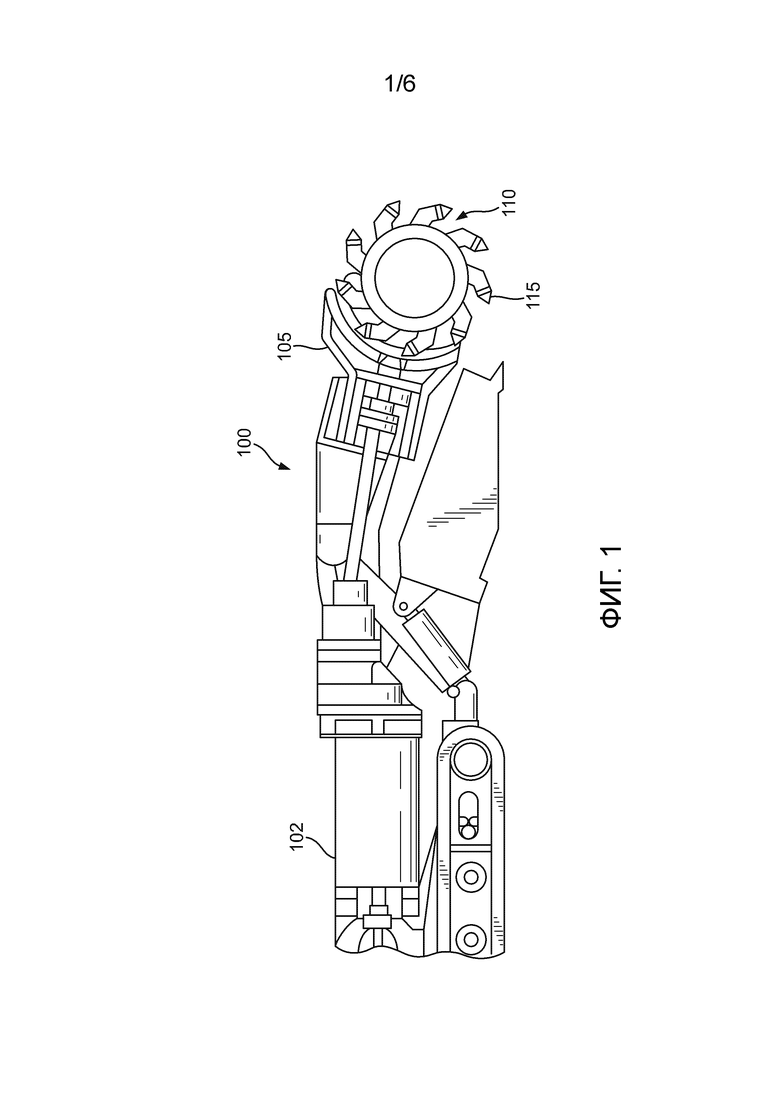
[0011] Фиг.1 представляет собой перспективный вид промышленной машины в соответствии с некоторыми вариантами осуществления.
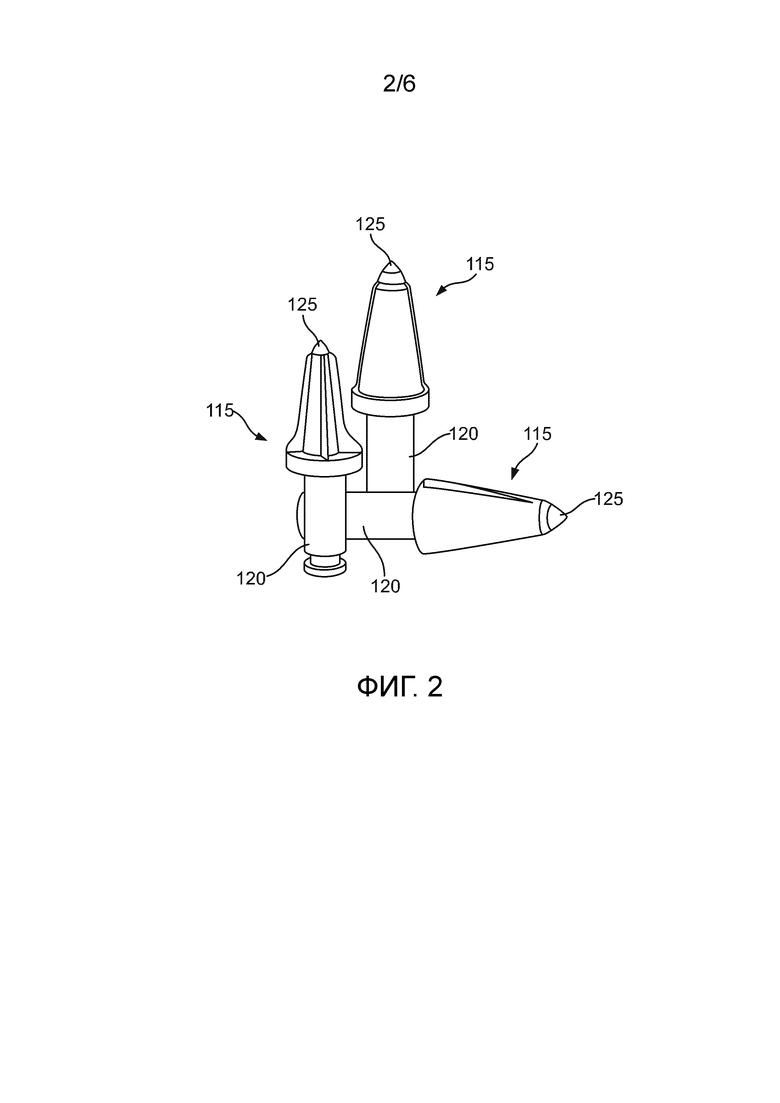
[0012] Фиг.2 представляет собой перспективный вид отдельных режущих наконечников промышленной машины, показанной на фиг.1, в соответствии с некоторыми вариантами осуществления.
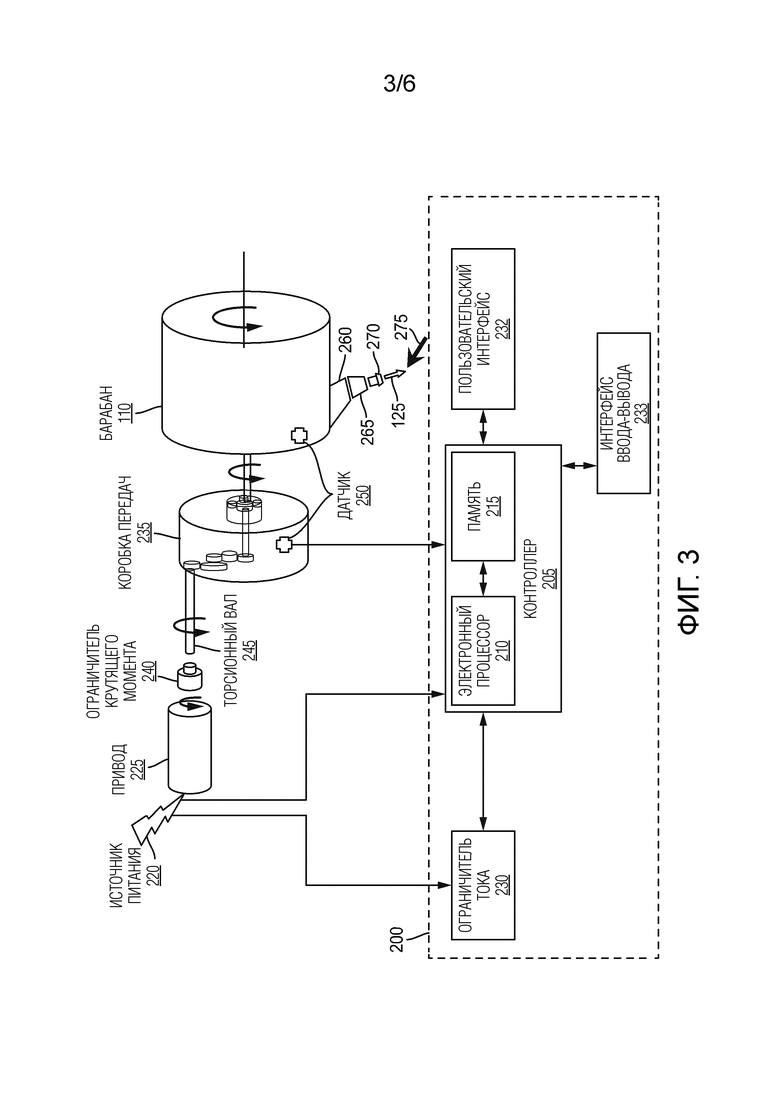
[0013] Фиг.3 представляет собой блок-схему промышленной машины, показанной на фиг.1, в соответствии с некоторыми вариантами осуществления.
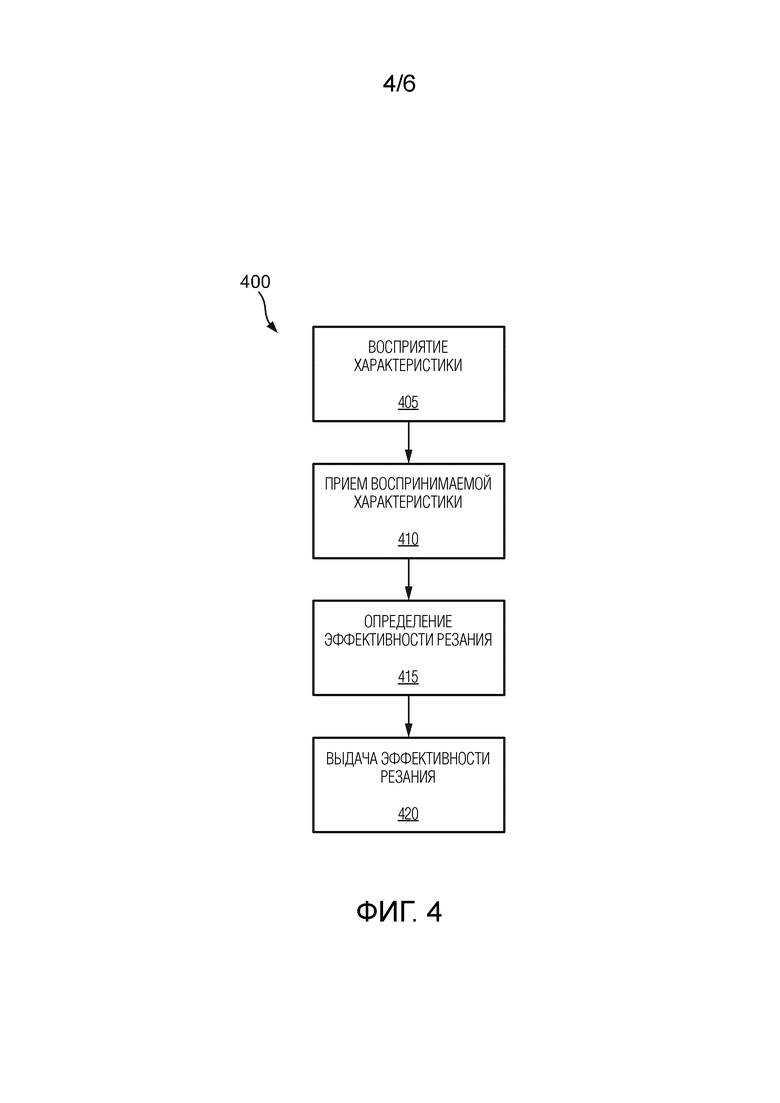
[0014] Фиг.4 представляет собой блок-схему последовательности операций, объясняющую принцип работы промышленной машины, показанной на фиг.1, в соответствии с некоторыми вариантами осуществления.
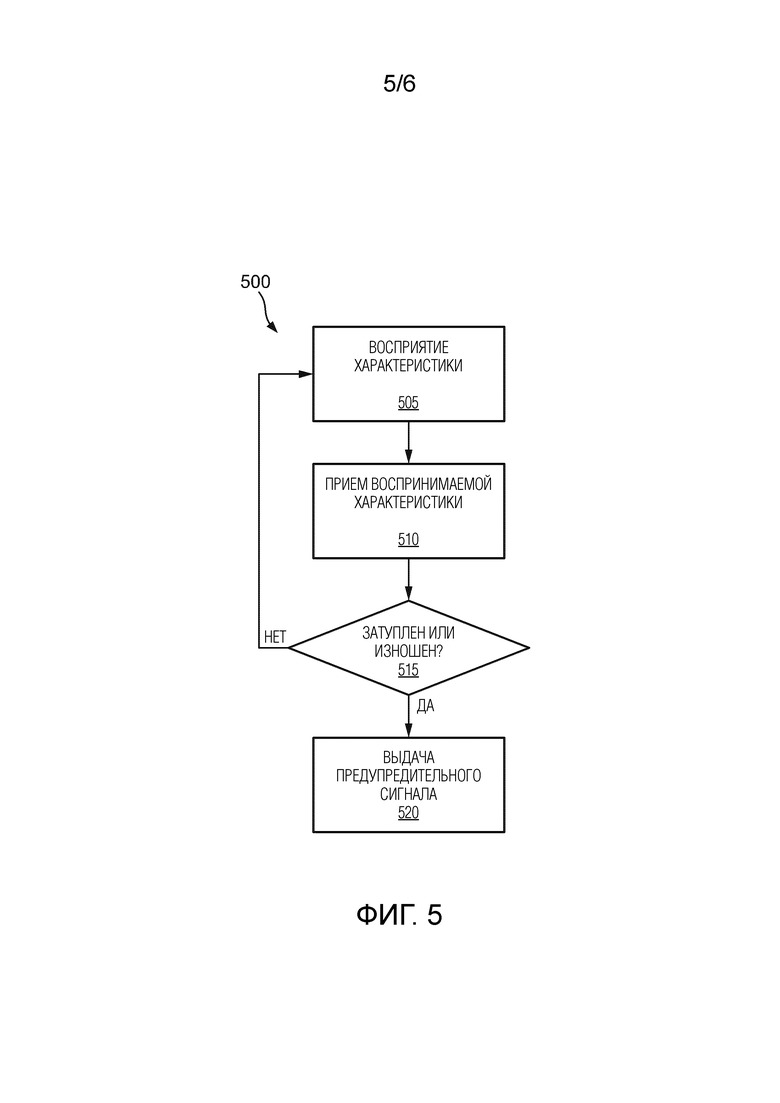
[0015] Фиг.5 представляет собой блок-схему последовательности операций, объясняющую принцип работы промышленной машины, показанной на фиг.1, в соответствии с некоторыми вариантами осуществления.
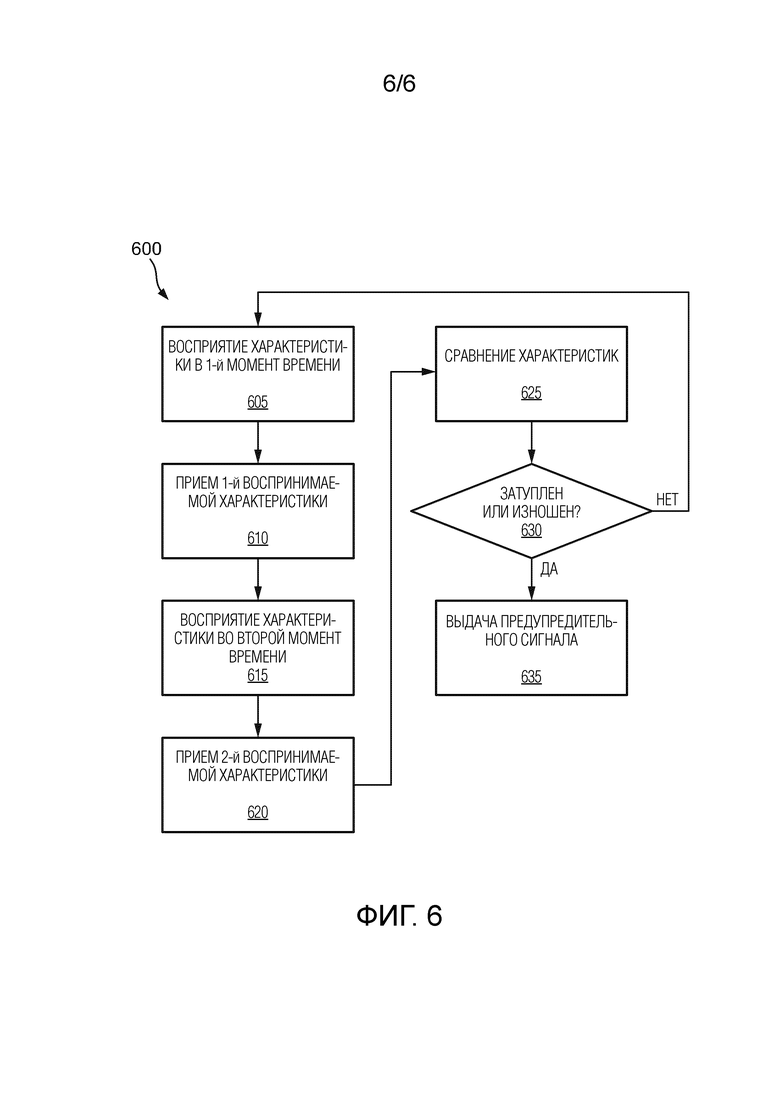
[0016] Фиг.6 представляет собой блок-схему последовательности операций, объясняющую принцип работы промышленной машины, показанной на фиг.1, в соответствии с некоторыми вариантами осуществления.
Подробное описание
[0017] Прежде чем будут подробно описаны варианты осуществления, необходимо понимать, что данная заявка не ограничена в своем применении деталями конфигурации и расположения элементов, изложенными в приведенном ниже описании или показанными в прилагаемых чертежах. Заявка выполнена с возможностью других вариантов осуществления и может быть реализована или осуществлена разными способами. Кроме того, необходимо понимать, что выражения и термины, используемые в данном документе, предназначены для описания и не должны рассматриваться как ограничивающие. Предполагается, что использование в данном документе слов «включающий», «содержащий» или «имеющий» и их вариантов охватывает элементы, перечисленные после них, и их эквиваленты, а также дополнительные элементы. Если не оговорено или ограничено как-то иначе, то термины «закрепленный», «соединенный», «поддерживаемый» и «связанный» и их варианты используются в широком толковании и охватывают как прямые, так и непрямые крепления, соединения, опоры и связи.
[0018] Кроме того, необходимо понимать, что варианты осуществления могут включать аппаратные средства, программное обеспечение и электронные элементы или модули, которые, в целях описания, могут быть показаны и описаны как если бы большинство элементов было бы реализовано только в аппаратных средствах. Однако на основе прочтения данного подробного описания специалист в данной области техники поймет, что, в по меньшей мере одном варианте осуществления, электронные аспекты заявки могут быть реализованы в программном обеспечении (например, храниться на энергонезависимом машиночитаемом носителе), исполняемом посредством одного или более устройств обработки информации, таких как микропроцессор и/или специализированные интегральные схемы (application specifiс integrated circuits - ASICs). В связи с этим необходимо отметить, что для реализации данной заявки может быть использовано множество устройства на базе аппаратных средств и программного обеспечения, а также множество других структурных элементов. Например, «серверы» и «вычислительные устройства», упомянутые в описании, могут включать один или более блоков обработки информации, один или более модулей машиночитаемых носителей, один или более интерфейсов ввода-вывода и различные соединения (например, системную шину), соединяющие элементы.
[0019] На фиг.1 показана промышленная машина 100, такая как проходческий комбайн непрерывного действия, в соответствии с некоторыми вариантами осуществления. Хотя упомянутая машина показана в виде проходческого комбайна непрерывного действия, в других вариантах осуществления (не показанных), промышленная машина 100 может представлять собой промышленную машину другого типа, включая, помимо прочих, длиннозабойную врубовую машину, камнедробилку и горную машину другого типа. Кроме того, заявка не ограничена горными машинами и может быть использована совместно с множеством устройств, или промышленных машин, содержащих колеблющиеся диски или буровые долота.
[0020] Промышленная машина 100 включает в себя ходовую часть 102, поддерживающую режущую систему 105, которая включает в себя вращающийся барабан 110 с одним или более режущих наконечников 115 для вырезания материала (например, угля, соли или другого добываемого материала) из разрабатываемой поверхности. Режущая система 105 приводится во вращение посредством одного или более приводов 225 (фиг.3) через коробку передач, или зубчатый редуктор 235 (фиг.3), которая механически соединяет упомянутый один или более приводов 225 с вращающимся барабаном 110. То есть коробка передач 235 (фиг.3) принимает выходную мощность из одного или более приводов 225 и свою очередь приводит в движение барабан 110. Режущие наконечники 115 соединены с возможностью замены с барабаном 110.
[0021] На фиг.2 показаны отдельные режущие наконечники 115 в соответствии с некоторыми вариантами осуществления. Каждый режущий наконечник 115 включает в себя основание 120 и зубок, или резец, 125. Основание 120 соединяет с возможностью замены режущий наконечник 115 с барабаном 110. Зубок 125 входит в контакт с материалом (т.е. зубок 125 с усилием проталкивают через пласт для отделения материала). В любой данный момент времени множество зубков 125 могут быть введены в контакт с материалом.
[0022] На фиг.3 показана блок-схема промышленной машины 100 в соответствии с некоторыми вариантами осуществления. В показанном варианте осуществления промышленная машина 100 включает в себя также систему 200 управления. Система 200 управления включает в себя, помимо прочего, контроллер 205, содержащий комбинации аппаратных средств и программного обеспечения, которые выполнены с возможностью использования, помимо прочего, для управления работой промышленной машины 100 и работой системы 200 управления. Например, контроллер 205 включает в себя процессор 210 и память 215. Контроллер 205 электрически и/или коммуникативно соединен с множеством модулей или элементов промышленной машины 100, таких как, помимо прочих, источник 220 питания, привод 225, ограничитель 230 тока и множество датчиков (например, датчики 250).
[0023] В некоторых вариантах осуществления, система 200 управления может включать в себя также пользовательский интерфейс 232 и/или интерфейс 233 ввода-вывода (input/output - I/O). Пользовательский интерфейс 232 может быть использован для управления или текущего контроля за промышленной машиной 100 и включает комбинацию цифровых и аналоговых входных или выходных устройств, используемых для достижения требуемого уровня управления и/или текущего контроля за промышленной машиной 100. I/O интерфейс 233 может быть приспособлен для ввода и вывода данных из системы 200 управления во внешнее устройство (устройства), например, через сеть. Упомянутая сеть может представлять собой, например, широкомасштабную сеть (wide area network - WAN) (например, сеть на основе протокола TCP/IP, сотовую сеть, такую как, например, глобальная система мобильной связи [Global System for Mobile Communications - GSM], система пакетной радиосвязи общего пользования [General Packet Radio Service - GPRS], сеть множественного доступа с кодовым разделением каналов [Code Division Multiple Access - CDMA], сеть высокоскоростной передачи данных [Evolution-Data Optimized - EV-DO], сеть с увеличенной скоростью передачи данных на основе развития стандарта GSM [Enhanced Data Rates for GSM Evolution - EDGE], сеть 3GSM, сеть 4GSM, сеть на основе технологии улучшенной цифровой беспроводной связи [Digital Enhanced Cordless - DECT], цифровая AMPS [«IS-136TDMA»] или усовершенствованная интегральная цифровая сеть [Integrated Digital Enhanced Network - iDEN] и др. В других вариантах осуществления упомянутая сеть представляет собой, например, локальную сеть (local area network - LAN), окружную сеть (neighborhood area network - NAN), домашнюю сеть (home area network - HAN) или персональную сеть (personal area network - PEN), использующую любой из множества протоколов связи, таких как Wi-Fi, Bluetooth, ZigBee и др. В некоторых вариантах осуществления, I/O интерфейс 233 может быть приспособлен для связи с внешним устройством посредством радиочастотной идентификации (radio-frequency identification - RFID).
[0024] В некоторых вариантах осуществления, контроллер 205 включает в себя множество электрических и электронных элементов, которые обеспечивают электроэнергию, оперативное управление и защиту для элементов и модулей в контроллере 205 и/или промышленной машине 100. Например, контроллер 205 включает в себя, помимо прочего, процессор 210 (например, микропроцессор, микроконтроллер или другое пригодное программируемое устройство) и память 215. Процессор 210 и память 215, а также различные модули, соединенные с контроллером 205, соединены посредством одной или более шин управления и/или данных. В некоторых вариантах осуществления, контроллер 205 реализован частично или полностью на полупроводниковой ИС (например, на программируемой пользователем вентильной матрице [field-programmable gate array - FPGA], такой как ИС, разработанная посредством процесса разработки на уровне межрегистровых передач (register transfer level - RTL).
[0025] Память 215 включает в себя, например, область хранения программ и область хранения данных. Область хранения программ и область хранения данных могут включать в себя комбинации разных видов памяти, таких как постоянное запоминающее устройство (read-only memory - ROM), запоминающее устройство с произвольной выборкой (random access memory - RAM) (например, динамическое RAM [DRAM], синхронное DRAM [SDRAM] и др.), электрически стираемое программируемое постоянное запоминающее устройство (electrically erasable programmable read-only memory - EEPROM), флэш-память, жесткий диск, SD-карта памяти или другие пригодные магнитные, оптические, физические или электронные запоминающие устройства. Процессор 210 соединен с памятью 215 и исполняет инструкции программного обеспечения, которые могут храниться в RAM памяти 215 (например, во время исполнения), ROM памяти 215 (например, на преимущественно постоянное основе) или другом энергонезависимом машиночитаемом носителе, таком как другое запоминающее устройство или диск. Программное обеспечение, включенное в реализацию промышленной машины 100, может храниться в памяти 215 контроллера 205. Программное обеспечение включает, например, встроенные программы, одно или более приложений, данные программ, фильтры, правила, один или более программных модулей и другие исполняемые инструкции. Контроллер 205 приспособлен для извлечения из памяти 215 и исполнения, помимо прочего, инструкций, связанных с процессами и способами управления, описанными в данном документе. В других исполнениях контроллер 205 включает в себя дополнительные, меньшее количество или другие элементы.
[0026] Источник 220 питания выдает электроэнергию в промышленную машину 100. В некоторых вариантах осуществления, источник 220 питания выдает электроэнергию в виде переменного тока под напряжением в пределах приблизительно 900-4200 В (например, переменного тока под напряжением приблизительно 1000 В, приблизительно 2300 В, приблизительно 3300 В, приблизительно 4160 В и др.). В некоторых вариантах осуществле5ния, электроэнергия, выдаваемая источником 220 питания, может быть выпрямлена в постоянный ток и/или уменьшена до номинального напряжения. В таком варианте осуществления, номинальное напряжение может быть использовано для питания элементов и/или модулей в промышленной машине 100 (например, контроллера 205).
[0027] Как было описано выше, промышленная машина 100 включает в себя также один или более приводов 225. Привод 225 принимает электроэнергию из источника 220 питания и выдает энергию. В некоторых вариантах осуществления, энергии, выходящая из привода 225, представляет собой вращательную энергию. В других вариантах осуществления, энергия, выходящая из привода 225, может быть в дальнейшем преобразована во вращательную энергию. Энергия из привода 225 может быть использована для приведения в движение режущей системы 105 посредством коробки 235 передач. Привод 225 может представлять собой любой привод, который прикладывает усилие (например, вращательное усилие, усилие прямолинейного движения и др.). В одном варианте осуществления, привод 225 представляет собой электродвигатель, такой как, помимо прочих, электродвигатель переменного тока (например, синхронный электродвигатель, асинхронный электродвигатель переменного тока и др.), электродвигатель постоянного тока (например, коллекторный электродвигатель постоянного тока, двигатель постоянного тока с постоянными магнитами, двухобмоточный электродвигатель постоянного тока и др.) и переключаемый реактивный индуктрный электродвигатель или реактивный индукторный электродвигатель другого типа. В другом варианте осуществления, привод 225 представляет собой гидравлический двигатель, такой как, помимо прочих, линейный гидравлический двигатель (т.е. гидроцилиндры) или радиально-поршневой гидравлический двигатель. В некоторых вариантах осуществления, промышленная машина 100 включает в себя множество приводов 225 для приведения в действие различных аспектов промышленной машины 100. В таком варианте осуществления, приводы 225 могут представлять собой комбинацию электродвигателей переменного тока, электродвигателей переменного тока, гидравлических двигателей. Например, помимо прочих, электродвигатель переменного тока и электродвигатель постоянного тока может приводить во вращение режущую систему 105, а гидравлический двигатель реагирует на нагрузку при резании и устанавливает в требуемое положение режущую систему 105 при необходимости.
[0028] Ограничитель 230 тока контролирует ток, принимаемый приводом 225 из источника 220 питания. Ограничитель 230 тока может также устанавливать предел тока (или принимать вводимый пользователем предел тока) для тока, принимаемого приводом 225. В одном варианте осуществления работы, когда, принимаемый приводом 225, выходит за предел тока, ограничитель 230 тока отключает привод 225. В некоторых вариантах осуществления, ограничитель 230 тока отключает привод 225 посредством передачи сигнала в контроллер 205, который в свою очередь отключает привод 225. В некоторых вариантах осуществления, ограничитель 230 тока включает в себя датчик температуры (например, один или более термочувствительных диодов (resistive temperature diodes - RTD)). В таком варианте осуществления, контролируемая температура может соответствовать току, принимаемому приводом 225. В одном варианте осуществления работы, когда температура привода 225 выходит за температурный предел, ограничитель 230 тока отключает привод 225.
[0029] В показанном варианте осуществления, промышленная машина 100 включает в себя также ограничитель 240 крутящего момента. Ограничитель 240 крутящего момента может ограничивать крутящий момент вращательной энергии, выдаваемый из привода 225 в коробку 235 передач. В некоторых вариантах осуществления, ограничитель 240 крутящего момента действует подобно муфте сцепления, так что когда крутящий момент достигает предела крутящего момента, фрикционные движущие силы ограничителя 240 крутящего момента начнут проскальзывать относительно друг друга. Данное скольжение отделяет инерцию ротора от коробки 235 передач, таким образом обеспечивая защиту от избыточного момента.
[0030] В показанном варианте осуществления, энергия из привода 225 передается в коробку 235 передач через торсионный вал 245. В некоторых вариантах осуществления, торсионный вал 245 дополнительно предохраняет коробку 235 передач от избыточного момента. Например, если крутящий момент, передаваемый на коробку 235 передач, превышает заданный уровень крутящего момента, то торсионный вал 245 выполнен с возможностью отказа, таким образом прекращая передачу энергии из привода 225 в коробку 235 передач. В таком варианте осуществления, торсионный вал 245 может быть заменен. В некоторых вариантах осуществления, крутящий момент, превышающий заданный уровень крутящего момента, может приводить к тому, что барабан 110 входит в контакт с по существу неподвижным предметом.
[0031] Коробка 235 передач принимает энергию с первой скоростью вращения с первым крутящим моментом, преобразует энергию до второй скорости вращения с вторым крутящим моментом, и выдает энергию с второй скоростью вращения и вторым крутящим моментом в барабан 110. В некотором варианте осуществления, первая скорость вращения больше второй скорости вращения, а первый крутящий момент меньше второго крутящего момента.
[0032] Как было указано выше, контроллер 205 может быть также коммуникативно и/или электрически соединен с одним или более датчиков 250. Упомянутый один или более датчиков 250 могут быть приспособлены для восприятия одной или более характеристик одного или более элементов (например, помимо прочих, коробки 235 передач и/или барабана 110) промышленной машины 100. Например, в некоторых вариантах осуществления, упомянутый один или более датчиков 250 могут быть приспособлены для восприятия энергии волн напряжения (stress wave energy - SWE). В некоторых вариантах осуществления, SWE может быть подвергнута анализу для определения трения (например, трения с течением времени) одного или более элементов промышленной машины 100. Кроме того, в некоторых вариантах осуществления, SWE может быть подвергнута анализу для определения напряжения (например, напряжения с течением времени) одного или более элементов промышленной машины 100. Например, анализ SWE может предусматривать измерения трения и механического удара одного или более элементов промышленной машины 100. В некоторых вариантах осуществления, датчики 250 могут включать в себя один или более ультразвуковых датчиков (например, пьезоэлектрических преобразователей). В некоторых вариантах осуществления, датчики 250 могут в качестве альтернативы, или в дополнение к ультразвуковым датчикам, включать в себя один или более датчиков скорости (например, один или более датчиков угловой скорости), один или более датчиков температуры, один или более акселерометров и/или один или более датчиков вибрации.
[0033] В показанном варианте осуществления, зубки 125 соединены с барабаном 110 через основание 260, блок 265 и втулку 270. В других вариантах осуществления, зубки 125 могут быть соединены с барабаном 110 другим способом (например, соединены с барабаном 110 непосредственно).
[0034] Когда барабан 110 вращается в ответ на прием энергии с второй скоростью вращения и вторым крутящим моментом, отдельные зубки 125 с усилием приводятся в контакт с забоем подземной выработки, чтобы извлекать добываемый материал. Усилие (показанное стрелкой 275) прикладывается к отдельным зубкам 125, чтобы поддерживать контакт с материалом и поддерживать перемещение сквозь материал. В любой данный момент времени в контакте с материалом может находиться множество зубков 125.
[0035] В одной примерной операции, когда барабан 110 вращается, датчики 250 определяют результирующие усилия резания (например, уровень и изменения результирующего усилия 275 на каждый зубок 125) и/или крутящий момент (например, уровень и изменения крутящего момента, приложенного к коробке 235 передач, и/или крутящего момента, приложенного к барабану 110). В некоторых вариантах осуществления, результирующие усилия резания могут быть определены посредством датчика 250 (например, определяющего SWE), определяющего напряжение и/или ток привода 225 и/или определяющего давление гидравлической системы (например, одного или более гидравлических двигателей, используемых для установки режущей системы 105). В таком варианте осуществления, блок оценки на основе модели может преобразовывать одну или более динамических характеристик системы, чтобы обеспечить количественную оценку нагрузки при резании из определяемых характеристик (например, измерений SW, напряжения, тока и/или давления). В некоторых вариантах осуществления, крутящий момент может быть определен посредством восприятия напряжения и/или тока привода 225.
[0036] Результирующие усилия резания, крутящий момент и производительность промышленной машины 100 (например, количество материала, добываемого промышленной машиной 100 в течение заданного периода времени) можно непрерывно контролировать, чтобы определять, помимо прочего, эффективность резания промышленной машины 100 и/или является ли один или более режущих зубков 125 затупленным или изношенным. В некоторых вариантах осуществления, эффективность резания промышленной машины 100 соответствует количеству энергии (например, конкретной энергии), используемой промышленной машиной 100, в сравнении с производительностью промышленной машины 100. В некоторых вариантах осуществления, упомянутое количество энергии может быть основано на характеристиках (например, мощности, напряжении, токе и др.) одного или более приводов 225. В некоторых вариантах осуществления, эффективность резания может относиться к размеру материала, добываемого промышленной машиной 100. Например, высокая эффективность резания может приводить к тому, что добываемый материал является слишком мелким, низкая эффективность резания может приводить к тому, что добываемый материал является слишком крупным, а эффективность резания в пределах заданного диапазона может приводить к тому, что добываемый материал имеет размер, необходимый для получения наилучших результатов.
[0037] В данном документе, термины «затупленный» или «изношенный» могут быть определены как заранее определенная величина износа наконечника 115 и/или зубка 125. Например, помимо прочего, термины «затупленный» или «изношенный» могут быть определены как заданное расстояние износа на зубке 125 наконечника 115. В качестве другого примера, помимо прочего, термин «затупленный» или «изношенный» может быть определен как заданный процент износа на зубке 125 наконечника 115.
[0038] Фиг.4 представляет собой блок-схему последовательности операций, показывающую процесс 400 промышленной машины 100 в соответствии с некоторыми вариантами осуществления. Необходимо понимать, что порядок этапов, раскрытый в процессе 400, может изменяться. Кроме того, дополнительные этапы могут быть добавлены к последовательности и не все этапы могут быть обязательными. В блоке 405, один или более датчиков 250 определяют одну или более характеристик (например, SWE, скорость, вибрацию, ускорение, температуру, напряжение, ток и/или давление) одного или более элементов (например, коробки передач 235, барабана 110 и др.). Контроллер 205 принимает упомянутую одну или более определяемых характеристик (блок 410). Контроллер 205 определяет эффективность резания на основе упомянутой одной или более характеристик промышленной машины 100 (блок 415). В некоторых вариантах осуществления, SWE элемента (например, коробки 235 передач, барабана 110 и др.) может коррелироваться с эффективностью резания промышленной машины 100. Например, низкая SWE элемента может коррелироваться с относительно высокой эффективностью резания, а высокая SWE элемента может коррелироваться с относительно низкой эффективностью резания. В некоторых вариантах осуществления, эффективность резания определяется на основе SWE элемента посредством: (1) восприятия и/или контроля SWE элемента в течение некоторого периода времени; (2) контроля эффективности резания в течение некоторого периода времени; и (3) сравнения контролируемой SWE c контролируемой эффективностью резания. Такое сравнение может быть использовано для определения репера эмпирической базы данных SWE/эффективности резания. В некоторых вариантах осуществления репер эмпирической базы данных SWE/эффективности резания соответствует промышленной машине 100, работающей при нормальных условиях. В некоторых вариантах осуществления, при определении эмпирической базы данных SWE/эффективности резания, можно контролировать, оценивать и измерять уровни фонового шума. После определения эмпирической базы данных SWE/эффективности резания, можно определять/контролировать SWE элемента (например, в одном варианте осуществления блока 410) и сравнивать с репером эмпирической базы данных SWE/эффективности резания для определения эффективности резания на основе определенной SWE (например, в одном варианте осуществления блока 415). Кроме того, в таком варианте осуществления, определение эффективности резания на основе определяемой SWE может включать удаление любого фонового шума (например, посредством использования ранее контролируемого, оцениваемого и измеренного фонового шума в качестве репера).
[0039] Контроллер 205 выдает эффективность резания (блок 420). В некоторых вариантах осуществления, эффективность резания выдается пользователю через пользовательский интерфейс 232. В других вариантах осуществления, эффективность резания выдается, через I/O интерфейс 233 и сеть, во внешнее устройство (например, внешний компьютер, смартфон, планшет, сервер (например, облачный сервер и др.).
[0040] Фиг.5 представляет собой блок-схему последовательности операций процесса 500 промышленной машины 100 в соответствии с некоторыми вариантами осуществления. Необходимо понимать, что порядок этапов, раскрытый в процессе 500, может изменяться. Кроме того, дополнительные этапы могут быть добавлены к последовательности, и не все этапы могут быть обязательными. В блоке 505, упомянутый один или более датчиков 250 определяют одну или более характеристик (например, SWE, скорость, вибрацию, ускорение, температуру, напряжение, ток и/или давление) одного или более элементов (например, коробки 235 передач, барабана 110 и др.). Контроллер 205 принимает упомянутую одну или более определяемых характеристик (блок 510). Контроллер 205 определяет, является ли один или более режущих зубков 125 затупленными или изношенными, на основе упомянутой одной или более определенных характеристик промышленной машины (блок 515). В некоторых вариантах осуществления, контроллер 205 определяет, является ли один или более режущих зубков 125 затупленными или изношенными на основе сравнения одной или более определяемых характеристик с пороговой величиной. В некоторых вариантах осуществления, SWE элемента (например, коробки 235 передач, барабана 110 и др.) может коррелироваться с затупленным или изношенным режущим зубком 125 промышленной машины 100. Например, низкая SWE элемента коррелироваться с неизношенным режущим зубком 125, а высокая SWE элемента может коррелироваться в затупленным или изношенным режущим зубком 125.
[0041] В некоторых вариантах осуществления, SWE контролируют в течение заданного периода времени для определения эмпирической базы данных SWE. В некоторых вариантах осуществления, при определении эмпирической базы данных SWE можно контролировать, оценивать и измерять уровни фонового шума. После того как определена эмпирическая база данных SWE, можно определять/контролировать SWE элемента (например, в одном варианте осуществления блока 510) и сравнивать с репером эмпирической базы данных SWE (например, эмпирической базой данных SWE, определяемой при нормальных рабочих условиях промышленной машины 100), для определения любых изменений между определяемой SWE и эмпирической базой данных SWE. Кроме того, в таком варианте осуществления, определение изменений может включать удаление любого фонового шума (например, посредством использования ранее контролируемого, оцениваемого и измеренного фонового шума в качестве репера). В таких вариантах осуществления, изменения между определяемой SWE и эмпирической базой данных SWE могут быть показателем затупленного или изношенного режущего зубка 125. В отношении процесса 500, если режущие зубки 125 не затуплены или изношены, то процесс 500 циклически возвращается к блоку 505.
[0042] Если же один или более режущих зубков 125 затуплены или изношены, то контроллер 205 выдает предупредительный сигнал (блок 520). В некоторых вариантах осуществления, упомянутый предупредительный сигнал можно выдавать на пользовательский интерфейс 232. В другом варианте осуществления, упомянутый предупредительный сигнал может быть выведен, через I/O интерфейс 233 и сеть, во внешнее устройство (например, внешний компьютер, смартфон, планшет, сервер (например, облачный сервер и др.).
[0043] Фиг.6 представляет собой блок-схему последовательности операций процесса 600 промышленной машины 100 в соответствии с некоторыми вариантами осуществления. Необходимо понимать, что порядок этапов, раскрытый в процессе 600, может изменяться. Кроме того, дополнительные этапы могут быть добавлены к последовательности и не все этапы могут быть обязательными. В блоке 605, упомянутый один или более датчиков 259 определяют одну или более характеристик (например, SWE, скорость, вибрацию, ускорение, температуру, напряжение, ток и/или давление) в первый момент времени. Контроллер 205 принимает упомянутую одну или более определяемых характеристик (блок 610). Упомянутый один или несколько датчиков 250 определяют упомянутую одну или более характеристик во второй момент времени (блок 615) и контроллер принимает упомянутую одну или более характеристик во второй момент времени (блок 620). Контроллер 205 сравнивает характеристику в первый и второй моменты времени (блок 625) и на основе упомянутого сравнения определяет, являются ли один или более режущих зубков 125 затупленными или изношенными (блок 630). Если режущие зубки 125 затуплены или изношены, то процесс 600 циклически возвращается к блоку 605.
[0044] Если один или более режущих зубков 125 затуплены или изношены, то контроллер 205 выдает предупредительный сигнал о том, что один или более режущих зубков 125 затуплены или изношены (блок 635). В некоторых вариантах осуществления, упомянутый предупредительный сигнал может выводиться на пользовательский интерфейс 232. В другом варианте осуществления, упомянутый предупредительный сигнал может быть выведен, через I/O интерфейс 233 и сеть, на внешнее устройство (например, внешний компьютер, смартфон, планшет, сервер (например, облачный сервер и др.).
[0045] Таким образом, предусмотрены разные варианты осуществления системы и способа для определения эффективности резания промышленной машины и является ли одно или более режущих наконечников промышленной машины затупленными или изношенными. Различные признаки и преимущества заявки изложены в приведенной ниже формуле изобретения.
Изобретение относится к промышленным машинам. Промышленная машина содержит привод, зубчатый редуктор, режущий барабан, режущий наконечник, соединенный с режущим барабаном, и датчик определения характеристики промышленной машины. Данная характеристика представляет собой энергию волн напряжения. Контроллер принимает упомянутую характеристику и определяет эффективность резания. Определяют первую и вторую характеристики зубчатого редуктора и режущего барабана, причем упомянутая характеристика представляет собой энергию волн напряжения. Сравнивают характеристики между собой и на основе сравнения определяют, является ли режущий наконечник изношенным. Решение направлено на определения эффективности резания. 8 н. и 16 з.п. ф-лы, 6 ил.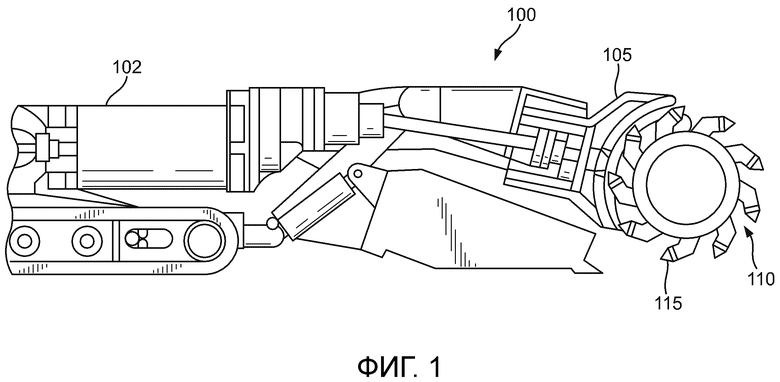
1. Промышленная машина, содержащая:
привод;
зубчатый редуктор, выполненный с возможностью приема первой вращательной энергии от упомянутого привода и выдачи второй вращательной энергии;
режущий барабан, поддерживаемый посредством ходовой части промышленной машины, причем режущий барабан приводится в движение посредством второй вращательной энергии;
режущий наконечник, соединенный с режущим барабаном;
датчик, выполненный с возможностью определения характеристики промышленной машины, причем упомянутая характеристика представляет собой энергию волн напряжения; и
контроллер, содержащий процессор и память, причем контроллер выполнен с возможностью
приема упомянутой характеристики промышленной машины,
определения эффективности резания на основе упомянутой характеристики промышленной машины и
выдачи эффективности резания.
2. Промышленная машина по п.1, в которой упомянутый датчик представляет собой ультразвуковой датчик.
3. Промышленная машина по п.1, в которой упомянутый датчик представляет собой по меньшей мере один, выбираемый из группы, состоящей из датчика скорости, датчика температуры, акселерометра и датчика вибрации.
4. Промышленная машина по п.1, в которой упомянутая характеристика промышленной машины представляет собой характеристику зубчатого редуктора.
5. Промышленная машина по п.1, в которой упомянутая характеристика промышленной машины представляет собой характеристику режущего барабана.
6. Промышленная машина, содержащая:
привод;
зубчатый редуктор, выполненный с возможностью приема первой вращательной энергии от привода и выдачи второй вращательной энергии;
режущий барабан, поддерживаемый посредством ходовой части, причем упомянутый режущий барабан приводится в движение посредством второй вращательной энергии;
режущий наконечник, соединенный с режущим барабаном;
датчик, выполненный с возможностью определения характеристики промышленной машины, причем упомянутая характеристика представляет собой энергию волн напряжения; и
контроллер, содержащий процессор и память, причем контроллер выполнен с возможностью
приема упомянутой характеристики промышленной машины,
определения, является ли режущий наконечник изношенным, на основе упомянутой характеристики промышленной машины, и
выдачи сигнала, когда установлено, что режущий наконечник изношен.
7. Промышленная машина по п.6, в которой упомянутый датчик представляет собой ультразвуковой датчик.
8. Промышленная машина по п.6, в которой упомянутый датчик представляет собой по меньшей мере один, выбираемый из группы, состоящей из датчика скорости, датчика температуры, акселерометра и датчика вибрации.
9. Промышленная машина по п.6, в которой упомянутая характеристика промышленной машины представляет собой характеристику зубчатого редуктора.
10. Промышленная машина по п.6, в которой упомянутая характеристика промышленной машины представляет собой характеристику режущего барабана.
11. Способ определения эффективности резания промышленной машины, причем упомянутый способ включает:
определение, посредством датчика, характеристики по меньшей мере одного, выбираемого из группы, состоящей из зубчатого редуктора и режущего барабана, и причем упомянутая характеристика представляет собой энергию волн напряжения;
анализ упомянутой характеристики посредством контроллера;
определение, на основе упомянутой характеристики, эффективности резания промышленной машины и
выдачу упомянутой эффективности резания.
12. Способ по п.11, в котором упомянутый датчик представляет собой ультразвуковой датчик.
13. Способ определения, является ли режущий наконечник промышленной машины изношенным, причем упомянутый способ включает:
определение, посредством датчика, характеристики по меньшей мере одного, выбираемого из группы, состоящей из зубчатого редуктора и режущего барабана, и причем упомянутая характеристика представляет собой энергию волн напряжения;
анализ упомянутой характеристики посредством контроллера;
определение, на основе упомянутой характеристики, является ли режущий наконечник изношенным; и
выдачу сигнала, когда установлено, что режущий наконечник изношен.
14. Способ по п.13, в котором упомянутый датчик представляет собой ультразвуковой датчик.
15. Способ определения, является ли режущий наконечник промышленной машины изношенным, причем упомянутый способ включает:
определение, посредством датчика, первой характеристики по меньшей мере одного, выбираемого из группы, состоящей из зубчатого редуктора и режущего барабана, в первый момент времени, причем упомянутая первая характеристика представляет собой энергию волн напряжения;
определение, посредством датчика, второй характеристики по меньшей мере одного, выбираемого из группы, состоящей из зубчатого редуктора и режущего барабана, во второй момент времени, причем упомянутая вторая характеристика представляет собой энергию волн напряжения;
сравнение первой характеристики со второй характеристикой посредством контроллера;
определение, на основе сравнения, является ли режущий наконечник изношенным; и
выдачу сигнала, когда установлено, что режущий наконечник изношен.
16. Способ по п.15, в котором упомянутый датчик представляет собой ультразвуковой датчик.
17. Промышленная машина, содержащая:
привод;
зубчатый редуктор, выполненный с возможностью приема первой вращательной энергии от привода и выдачи второй вращательной энергии;
режущий барабан, поддерживаемый посредством ходовой части, причем режущий барабан приводится в движение посредством второй вращательной энергии;
режущий наконечник, соединенный с режущим барабаном;
датчик, выполненный с возможностью определения первой характеристики промышленной машины в первый момент времени и второй характеристики во второй момент времени, причем первая характеристика и вторая характеристика представляют собой энергию волн напряжения; и
контроллер, содержащий процессор и память, причем контроллер выполнен с возможностью
приема первой и второй характеристик;
сравнения первой и второй характеристик;
определения, на основе упомянутого сравнения, является ли режущий наконечник изношенным, и
выдачи сигнала, когда установлено, что режущий наконечник изношен.
18. Промышленная машина по п.6, в которой упомянутый датчик представляет собой ультразвуковой датчик.
19. Способ по п.11, в котором упомянутый датчик представляет собой по меньшей мере один, выбираемый из группы, состоящей из датчика скорости, датчика температуры, акселерометра и датчика вибрации.
20. Способ по п.13, в котором упомянутый датчик представляет собой по меньшей мере один, выбираемый из группы, состоящей из датчика скорости, датчика температуры, акселерометра и датчика вибрации.
21. Промышленная машина, содержащая:
привод;
зубчатый редуктор, выполненный с возможностью приема первой вращательной энергии от упомянутого привода и выдачи второй вращательной энергии;
режущий барабан, поддерживаемый посредством ходовой части промышленной машины, причем режущий барабан приводится в движение посредством второй вращательной энергии;
режущий наконечник, соединенный с режущим барабаном;
датчик, выполненный с возможностью определения характеристики промышленной машины, причем упомянутый датчик представляет собой по меньшей мере один, выбираемый из группы, состоящей из ультразвукового датчика, датчика скорости, датчика температуры, акселерометра и датчика вибрации; и
контроллер, содержащий процессор и память, причем контроллер выполнен с возможностью
приема упомянутой характеристики промышленной машины,
определения эффективности резания на основе упомянутой характеристики промышленной машины и
выдачи эффективности резания.
22. Промышленная машина по п.21, в которой упомянутый датчик представляет собой ультразвуковой датчик.
23. Промышленная машина, содержащая:
привод;
зубчатый редуктор, выполненный с возможностью приема первой вращательной энергии от упомянутого привода и выдачи второй вращательной энергии;
режущий барабан, поддерживаемый посредством ходовой части, причем режущий барабан приводится в движение посредством второй вращательной энергии;
режущий наконечник, соединенный с режущим барабаном;
датчик, выполненный с возможностью определения характеристики промышленной машины, причем упомянутый датчик представляет собой по меньшей мере один, выбираемый из группы, состоящей из ультразвукового датчика, датчика скорости, датчика температуры, акселерометра и датчика вибрации; и
контроллер, содержащий процессор и память, причем контроллер выполнен с возможностью
приема упомянутой характеристики промышленной машины,
определения, на основе упомянутой характеристики промышленной машины, является ли режущий наконечник изношенным; и
выдачи сигнала, когда установлено, что режущий наконечник изношен.
24. Промышленная машина по п.23, в которой упомянутый датчик представляет собой ультразвуковой датчик.
| US 3841149 A, 15.10.1974 | |||
| US 3694637 A, 26.09.1972 | |||
| Прокатно-ковочный стан | 1987 |
|
SU1488042A1 |
| CN 201013374 Y, 30.01.2008. | |||

