Изобретение относится к упаковочной пленке, способной к глубокой вытяжке, которая содержит алюминиевую фольгу в качестве среднего слоя и которая содержит на наружной стороне алюминиевой фольги полукристаллическую полиэтилентерефталатную (ПЭТ) пленку со степенью кристаллизации в диапазоне от 20 % до 70 % и модулем Юнга в диапазоне от 2000 МПа до 2700 МПа, которую ламинируют с алюминиевой фольгой с использованием клеевого слоя, причем способная к глубокой вытяжке упаковочная пленка дополнительно содержит герметизирующий слой на другой стороне алюминиевой фольги (10), противоположной ПЭТ пленке. Изобретение также относится к способу изготовления указанной упаковочной пленки, способной к глубокой вытяжке.
Использование капсул, с предварительно дозированными ингредиентами напитка для, например, приготовления заварного кофе или чая, приобрело высокую популярность из-за удобства приготовления и постоянного качества поставляемых напитков. Эти капсулы обеспечивают хранение и заварочный объем для вещества напитка, например, обжаренного кофе или нерастворимого чайного ингредиента. Качество напитка в значительной степени зависит, в том числе, от защиты с помощью капсулы ингредиентов напитка от света, кислорода и влажности.
При рассмотрении упаковки в виде капсул, предпочтительным материалом является алюминий, благодаря его способности обеспечивать полный барьер для света, влажности и кислорода, его способности к формоизменению, его прокалывающие свойства необходимые для ввода воды в капсулу и/или экстрагирования заваренного напитка, его механическая жесткость, его утилизационная способность и стоимость производства. В противоположность этому, капсулы, изготовленные только из полимеров, обеспечивают более низкую и более кратковременную защиту от кислорода, являются более трудными для прокалывания и обычно не подлежат вторичной переработке или компостированию в домашних условиях.
Наружную поверхность капсул для приготовления заварного кофе или чая преимущественно окрашивают или наносят на нее печать. Поскольку наружная сторона этих капсул, как правило, гидравлически связана с источником горячей воды в варочном аппарате, цветная или типографская краска должна быть пригодна для непосредственного контакта с пищевым продуктом и должна соответствовать соответствующим правилам. Обычные краски для упаковочных материалов не соответствуют указанным правилам и, следовательно, непосредственный контакт этих красок с источником горячей воды должен быть предотвращен.
Существующие капсулы с наружной стороны обычно покрывают лаком, при этом обычно используют окрашенные эпоксидные или полиэфирные лаки. Эти лаки являются относительно вязкими, что делает их непригодными для обеспечения точного печатного рисунка с высоким разрешением или фотореалистичного рисунка. Следовательно, посредством этого способа становится возможным печать изображений только с низким разрешением.
Кроме того, алюминиевые капсулы должны быть достаточно глубокими, чтобы обеспечивать достаточный объем для хранения необходимого количества ингредиентов напитка.
Поэтому существует потребность в создании способной к глубокой вытяжке упаковочной пленки, удовлетворяющей предварительно определенному отношению удлинения, которое обеспечивает большую часть преимуществ алюминия при предоставлении улучшенной способности к печати и полной совместимости с правилами для упаковывания пищевых продуктов. Для изготовления капсул с глубокой вытяжкой, используемых в качестве контейнеров, например, для предварительно дозированных завариваемых ингредиентов, предназначенных для заваривания горячих напитков, требуется коэффициент удлинения при разрыве по меньшей мере 1,2.
В документе US 2013/0295377 А1 описан формуемый слоистый материал, содержащий полиэфирную пленку и металлическую фольгу для упаковки батареек или медицинских продуктов, в котором полиэфирная пленка удовлетворяет определенным условиям механического напряжения.
Документ ЕР 0 123 974 В1 раскрывает многослойную совместно экструдированную композитную пленку как самоподдерживающую пленку глубокой вытяжки для изготовления нижней части стойкой к глубокой заморозке вакуумной упаковки глубокой вытяжки или вакуумной упаковки глубокой вытяжки для упаковки товаров с острыми кромками, имеющую два наружных слоя, которые соответствуют материалу и толщине и которые содержат линейный полиэтилен или полиэтилен высокой плотности, а также имеющую два внутренних слоя, которые соответствуют материалу и толщине и которые содержат сополимер этилена/метакриловой кислоты, сшитый с ионами металлов, или сополимер этилена/винилацетата, в котором внешние слои пленки соединены с внутренними слоями посредством сварки плавлением, а внутренние слои соединены друг с другом посредством склеивания.
В документе US 2008/0187695 А1 описана упаковка из слоистого материала с выполненной на нем печатью, причем упаковка содержит первую ПЭТ пленку, содержащую материал, размещенный с обратной стороны пленки при реверсивной печати, вторую ПЭТ пленку, ламинированную с первой ПЭТ пленкой для получения композита, при этом напечатанный материал находится между первой и второй ПЭТ пленками; и тканый мешок, заключенный в композите, при этом вторая ПЭТ пленка композита изолирует напечатанный материал от перекрестного загрязнения содержимым, предназначенным для тканого мешка.
Документы предшествующего уровня техники не описывают удовлетворительного решения для получения пленки с выполненной на ней печатью и основанной на алюминии, обеспечивающей заданный коэффициент удлинения, необходимый для изготовления капсул глубокой вытяжки, используемых, например, в качестве контейнеров с предварительно дозированными завариваемыми ингредиентами для приготовления горячих напитков. Поэтому целью данного изобретения является создание способной к глубокой вытяжке и обеспечению герметичности упаковочной пленки, обеспечивающей предварительно определенную степень растяжения и содержащей алюминиевую фольгу, при этом способная к глубокой вытяжке упаковочная пленка дополнительно характеризуется напечатанным или цветным внешним видом по меньшей мере с одной своей стороны, осуществление которого имеет полное соответствие нормативам для упаковывания пищевых продуктов, а используемые при этом типографские краски или красители не должны быть совместимы с указанными правилами для упаковывания пищевых продуктов.
В соответствии с данным изобретением, предложена способная к глубокой вытяжке упаковочная пленка, содержащая алюминиевую фольгу в качестве среднего слоя и содержащая на наружной стороне алюминиевой фольги полукристаллическую ПЭТ пленку, имеющую степень кристаллизации в диапазоне от 20 % до 70 % и модуль Юнга в диапазоне от 2000 МПа до 2700 МПа, которую ламинируют с алюминиевой фольгой с использованием клеевого слоя, при этом способная к глубокой вытяжке упаковочная пленка дополнительно содержит герметизирующий слой на другой стороне алюминиевой фольги (10), противоположной ПЭТ пленке, причем ПЭТ пленка представляет собой нерастянутую пленку и при этом внутренняя сторона ПЭТ пленки, обращенная к алюминиевой фольге, содержит реверсивную печать.
Предпочтительные варианты реализации предлагаемой в данном изобретении упаковочной пленки, способной к глубокой вытяжке, описаны в зависимых пунктах формулы изобретения.
Полукристаллическая ПЭТ пленка представляет собой пленку, изготовленную либо полностью, либо содержащую в основном полукристаллический полиэтилентерефталат (ПЭТ). Термин "содержащую в основном" означает, что полукристаллическая ПЭТ пленка может содержать добавки, как, например, противослипающие агенты.
Полукристаллическая ПЭТ пленка предпочтительно является неориентированной или только слегка ориентированной литой ПЭТ пленкой.
Термин "нерастянутая ПЭТ пленка" означает, по существу, неориентированную ПЭТ пленку. Следовательно, нерастянутая ПЭТ пленка не подвергается процессу преднамеренного растяжения во время или после ее изготовления, но ПЭТ пленка может быть слегка ориентированной из-за условий ее производственного процесса, возникающих после процесса экструзии. Нерастянутая ПЭТ пленка, предлагаемой в данном изобретении упаковочной пленки способной к глубокой вытяжке, не подвергалась ни отдельному процессу растяжения, применяемому после изготовления пленки, ни процессу растяжения в потоке, ни процессу растягивания на раме или двойному раздуву, применяемому к ПЭТ пленке после или во время процесса производства.
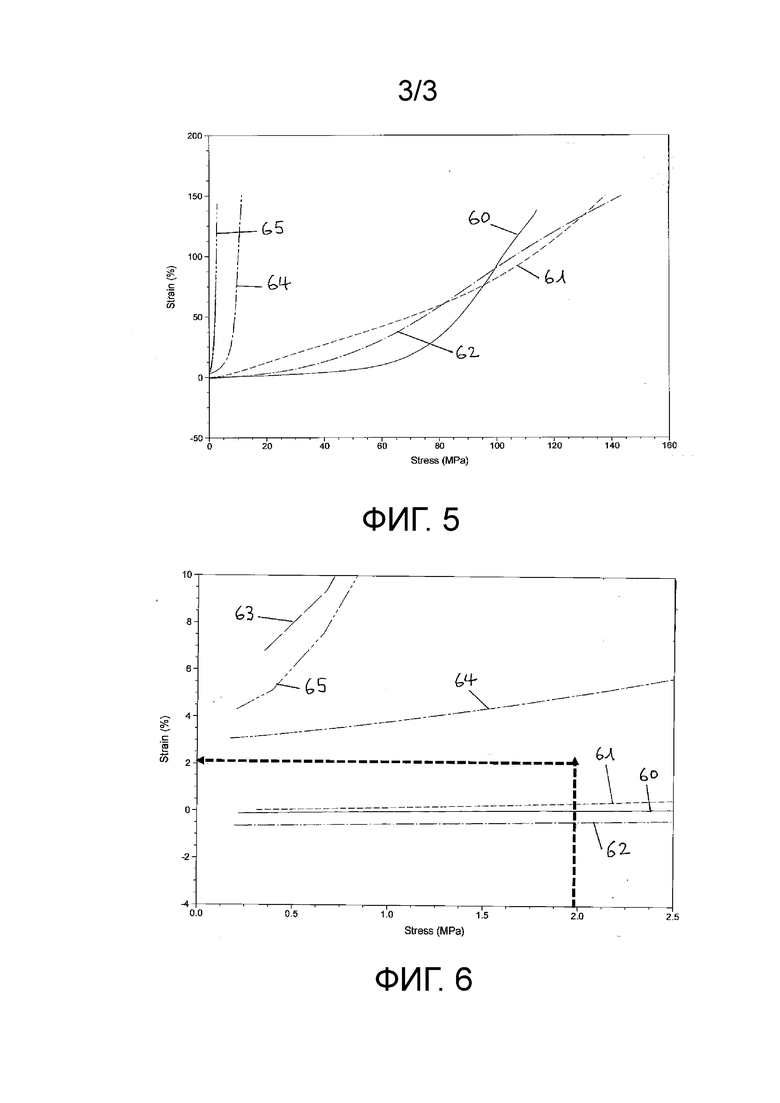
В рамках исследований было обнаружено, что полимерные пленки, демонстрирующие уровень растяжения равный или превышающий 2 % при напряжении 2 МПа, измеренный при температуре 90°С, особенно пригодны в качестве наружной пленки для предлагаемой в настоящем изобретении упаковочной пленки способной к глубокой вытяжке, поддерживающей соотношение удлинения при разрыве по меньшей мере 1,2.
Следовательно, в контексте данного изобретения, нерастянутая полимерная пленка также может быть определена как полимерная пленка, демонстрирующая уровень растяжения, равный или выше чем 2 % при напряжении 2 МПа при температуре 90°С, как представлено на Фиг. 6, на которой изображено, что только кривые растяжения-напряжения неориентированных пленок удовлетворяют этому критерию.
Исследования, проведенные с полимерными пленками, имеющими степень кристаллизации в диапазоне от 20 % до 70 % и модуль Юнга в диапазоне от 2000 МПа до 2700 МПа, также неожиданно показали, что только неориентированная или нерастянутая ПЭТ пленка демонстрирует адекватный барьер против миграции частиц типографской краски, демонстрируя при этом требуемые свойства глубокой вытяжки.
Полукристаллическая ПЭТ пленка может быть пигментированной или непигментированной. ПЭТ пленка представляет собой либо непигментированную пленку с реверсивной печатью, либо пигментированную однослойную ПЭТ пленку, либо совместно экструдированную многослойную ПЭТ пленку, содержащую внутренний пигментированный полимерный слой с реверсивной печатью и наружный непигментированный полимерный слой. В случае совместно экструдированной многослойной ПЭТ пленки, печать размещают на пигментированный полимерный слой и обращают в сторону клеевого слоя, который располагают между совместно экструдированной ПЭТ пленкой и алюминиевой фольгой.
Способная к глубокой вытяжке упаковочная пленка содержит на одной из сторон алюминиевой фольги, расположенной противоположно полукристаллической ПЭТ пленке, герметизирующий слой, который может представлять собой герметизирующий лак или пленку, изготовленную из полипропилена, которую ламинируют с алюминиевой фольгой с использованием клеевого слоя. Герметизирующий слой, то есть герметизирующий лак или полипропиленовая пленка, может быть пигментированным или непигментированным.
Способная к глубокой вытяжке упаковочная пленка, не только должна удовлетворять определенной степени растяжения, но также должна позволять обеспечивать процесс формования, особенно процесс глубокой вытяжки, без образования трещин в ПЭТ пленке. По этой причине ПЭТ пленка предпочтительно имеет предел прочности при растяжении в диапазоне от 40 МПа до 55 МПа. Отношение удлинения представляет собой отношение между конечной длиной ленты пленки и ее исходной длиной.
ПЭТ пленка является функциональным барьерным слоем, предотвращающим миграцию частиц краски или ее компонентов к наружной свободной поверхности ПЭТ пленки, то есть поверхности полукристаллической ПЭТ пленки, расположенной противоположно от алюминиевой фольги. Если ПЭТ пленка пигментирована, пигменты распределяются в полимере, или только внутренний слой ПЭТ пленки пигментируют, а наружный слой ПЭТ пленки не содержит каких-либо пигментов. Распределение пигментов может быть однородным или может различаться в объеме ПЭТ пленки или пигментированного слоя. ПЭТ пленка или по меньшей мере наружный слой ПЭТ пленки соответствует Европейским правилам ЕС10/2011 для "пластических материалов и изделий, предназначенных для контакта с пищей".
Степень кристаллизации определяет количество кристаллизованного полимера в расчете на общее количество полимера и предпочтительно находится в диапазоне от 20 % до 40 % и особенно предпочтительно находится в диапазоне от 23 % до 30 %.
Степень кристаллизации измеряют методом дифференциальной сканирующей калориметрии (DSC) в соответствии с DIN EN ISO 11357-3:2013-4. Температура стеклования Tg и температура плавления Tm полукристаллической ПЭТ пленки толщиной 25 мкм была определена с помощью DSC, при этом температура Tg составила 74°С, а температура Tm составила 249°С для ПЭТ пленки, имеющей степень кристаллизации 26,7 %. Размер кристаллов при этом обычно находился в диапазоне от 10 нм до 20 нм.
ПЭТ пленка может быть сформирована из одного полимерного слоя или из двух или более слоев, изготовленных из одного и того же полимерного материала. Неориентированная ПЭТ пленка необходима для того, чтобы уменьшить риск растрескивания во время последующего процесса формования.
В предпочтительном варианте реализации изобретения, ПЭТ пленка содержит внутренний пигментированный слой ПЭТ пленки с реверсивной печатью и внешний прозрачный слой ПЭТ пленки. Оба слоя ПЭТ пленки являются полукристаллическими. Слой типографской краски расположен между внутренним пигментированным полимерным слоем и алюминиевой фольгой. Это позволяет изготавливать упаковочную пленку, способную к глубокой вытяжке, которая имеет наружный цветной внешний вид с печатью. ПЭТ пленка, содержащая пигментированный и непигментированный слой ПЭТ пленки, изготовленная путем совместной экструзии двух полукристаллических слоев ПЭТ пленки.
Модуль Юнга полукристаллической ПЭТ пленки предпочтительно находится в диапазоне от 2100 МПа до 2300 МПа. Модуль Юнга определяет соотношение между напряжением и удлинением в ПЭТ пленке в области упругой деформации согласно закону Гука.
Полукристаллическая ПЭТ пленка может содержать от 0,1 мас. % до 1,5 мас. % противослипающего агента. Противослипающий агент может быть органическим или неорганическим. Неорганические противослипающие агенты для данной заявки включают SiO2, силикат магния, CaCO3, алюмосиликатную керамику, силикат алюминия и алюмосиликат калия. Органические противослипающие агенты могут включать этилен бис-стеарамид (EBS), стеарилэрукамид, стеарамид, моностеарат глицерина (GMS), стеарат цинка, силикон или PTFE. Противослипающие агенты снижают слипание смежных пленок.
ПЭТ пленка имеет предпочтительную толщину в диапазоне от 8 мкм до 40 мкм, в частности от 15 мкм до 35 мкм. Указанный диапазон толщины позволяет ПЭТ пленке обеспечивать эффективный барьер для миграции типографской краски и обеспечивает адекватную защиту нанесенной печати от царапания и истирания.
Неотпечатанная и непигментированная ПЭТ пленка предпочтительно является прозрачной, что означает в смысле данного изобретения возможность пропускать по меньшей мере 95 % падающего света. Это гарантирует, что внутренний слой напечатанной типографской краски является хорошо видимым снаружи.
Герметизирующий слой выступает, с одной стороны, в качестве защитного слоя против непосредственного контакта упакованного содержимого с алюминиевой фольгой, а с другой стороны, обеспечивает возможность упаковочной пленке герметизации самой себя или другой пленки или фольги. Герметизирующий слой может быть пигментированным или непигментированным.
Герметизирующий слой может быть выполнен из пигментированного или непигментированного термолака или может состоять из полипропиленовой (ПП) пленки приклеенной к алюминиевой фольге промежуточным ламинирующим клеевым слоем. Если применяется термолак, то он предпочтительно имеет массу на квадратный метр в диапазоне от 5 г/м2 до 15 г/м2, в частности, в диапазоне от 8 г/м2 до 12 г/м2. В случае, когда герметизирующий слой состоит из пленки, изготовленной из ПП, ламинированной с одной стороной алюминиевой фольги, пленка из ПП имеет предпочтительную толщину в диапазоне от 25 мкм до 35 мкм, в частности, в диапазоне от 28 мкм до 32 мкм.
Клеевой слой который используют для ламинирования полимерного слоя, содержащего реверсивную печать, и/или герметизирующего слоя, изготовленного из ПП, с алюминиевой фольгой, предпочтительно имеет массу на квадратный метр в диапазоне от 3 г/м2 до 8 г/м2, в частности, в диапазоне от 4,5 г/м2 до 6 г/м2. Ламинирующий клеевой слой между алюминиевой фольгой и ПЭТ пленкой с реверсивной печатью предпочтительно представляет собой непрерывный клеевой слой, покрывающий всю поверхность раздела между ПЭТ пленкой и алюминиевой фольгой. Ламинирующий клей предпочтительно представляет собой клей на основе растворителя и особенно предпочтительно клей на основе полиуретана.
Алюминиевая фольга предпочтительно состоит из мягкой отожженной алюминиевой фольги, изготовленной из сплава AA8011A. Предпочтительная толщина алюминиевой фольги находится в диапазоне от 80 мкм до 120 мкм. Предел прочности на разрыв алюминиевой фольги предпочтительно находится в диапазоне от 90 МПа до 120 МПа и имеет удлинение при разрыве от 16 % до 36 %.
Алюминиевая фольга обеспечивает хорошую жесткость, формуемость и газобарьерные характеристики, необходимые упаковкам для пищевых продуктов, изготовленных из предлагаемой в изобретении упаковочной пленки способной к глубокой вытяжке.
Другой аспект изобретения касается обеспечения способа изготовления плоской, способной к глубокой вытяжке упаковочной пленки согласно изобретению. Этот способ включает в себя получение алюминиевой фольги, полукристаллической и нерастянутой ПЭТ пленки, клеящих материалов и герметизирующего лака или полипропиленовой пленки, следующей за этим реверсивной печати ПЭТ пленки, при этом ПЭТ пленка имеет степень кристаллизации в диапазоне от 20 % до 70% и модуль Юнга в диапазоне от 2000 МПа до 2700 МПа, причем по меньшей мере одну сторону алюминиевой фольги или сторону ПЭТ пленки с реверсивной печатью покрывают клеем, затем сторону ПЭТ пленки с реверсивной печатью ламинируют с алюминиевой фольгой, используя клеевой слой, и поверхность алюминиевой фольги, противоположную полукристаллической ПЭТ пленке, покрывают либо термолаком, либо пленкой из полипропилена (ПП), которую ламинируют с указанной алюминиевой поверхностью с использованием клея. Указанная упаковочная пленка, способная к глубокой вытяжке, особенно подходит для изготовления чашеобразных капсул для упаковки пищевых или фармацевтических продуктов
Нанесение печати на полукристаллическую ПЭТ пленку предпочтительно осуществляют посредством цифровой печати, ротационной печати или флексографической печати. Это обеспечивает высокоточную печать повторяющегося рисунка с помощью точек полиграфической краски. Кроме того, точки полиграфической краски разных цветов могут быть нанесены рядом друг с другом для того, чтобы изготовить цветные повторяющиеся рисунки путем наложения различных цветных точек. Точки полиграфической краски имеют предпочтительный размер в диапазоне от 20 мкм до 80 мкм, в частности, в диапазоне от 20 мкм до 60 мкм. Указанный диапазон обеспечивает получение очень резких и контрастных повторяющихся рисунков и/или надписей.
Поскольку упаковочная пленка, способная к глубокой вытяжке, обычно деформируется в процессе изготовления упаковки, печать предпочтительно корректируют с учетом искажения по отношению к последующему процессу деформации, в частности, по отношению к процессу глубокой вытяжки.
Коррекция искажений предпочтительно выполняется частично автоматизированным способом, то есть графические изображения, нанесенные на ПЭТ пленку, предварительно искажаются с помощью известной компьютерной программы для компенсации искажения, которое происходит во время формования, в частности, процесса глубокой вытяжки. Затем вычисленную функцию предварительного искажения модифицируют вручную пользователем для получения желаемых результатов, или способ предварительного искажения может использовать один или более параметров, например, чтобы пользователь мог изменить свойства предварительного искажения путем изменения одного или нескольких параметров.
Полукристаллическая ПЭТ пленка может быть изготовлена путем первоначальной сушки ПЭТ гранулята при температуре от 150°С до 170°С, последующего плавления высушенного ПЭТ гранулята, содержащего, если необходимо, противослипающие агенты и/или пигменты, в барабане и смешивание расплава для получения гомогенной температуры в диапазоне от 280°С до 290°С и шнековое экструдирование расплава при постоянном давлении в диапазоне от 35 бар до 45 бар, при этом расплав отливают через фильеру и экструдированный продукт затем охлаждают, пропуская его через охлаждающие вальцы со скоростью пленки в диапазоне от 30 м/мин до 50 м/мин, причем охлаждающие вальцы имеют температуру в диапазоне от 5°С до 50°С.
Предлагаемая в данном изобретении пленка способная к глубокой вытяжке, может быть использована в качестве упаковочной пленки, имеющей скорректированную по искажению печать для изготовления чашеобразного контейнера из плоской упаковочной пленки по изобретению, особенно контейнера, имеющего отношение глубины к ширине по меньшей мере 0,3, причем ПЭТ пленка образует наружный слой капсулы.
Чашеобразные капсулы обычно закрывают, после заполнения ингредиентов в чашеобразную капсулу или контейнер путем герметизации крышки на ободе открытой капсулы или контейнера. Крышка может содержать чистую или лакированную алюминиевую фольгу и/или пластиковый слой. Внешняя сторона упомянутых крышек может содержать элементы тиснения, или крышка может содержать реверсивную или поверхностную печать наружной пленки.
Чашеобразные капсулы, изготовленные из способной к глубокой вытяжке упаковочной пленки в соответствии с данным изобретением, особенно пригодны для применения в пищевой или фармацевтической упаковке.
Предложенная в данном изобретении пленка способная к глубокой вытяжке, может быть использована для изготовления самоподдерживающихся упаковок, которым придают определенную форму при формовании.
Коэффициент растяжения способного к глубокой вытяжке многослойного материала предпочтительно составляет по меньшей мере 1,6. Чашеобразная капсула или контейнер предпочтительно имеет соотношение глубины к ширине в диапазоне от 0,5 до 1,2.
Когда обжаренный и молотый кофе является основным ингредиентом напитка чашеобразной капсулы, алюминий защищает кофе от окисления окружающей атмосферой и предотвращает выход углекислого газа от кофе из герметизированной капсулы.
Далее изобретение будет изложено с помощью примеров и со ссылкой на прилагаемые фигуры, на которых изображено следующее:
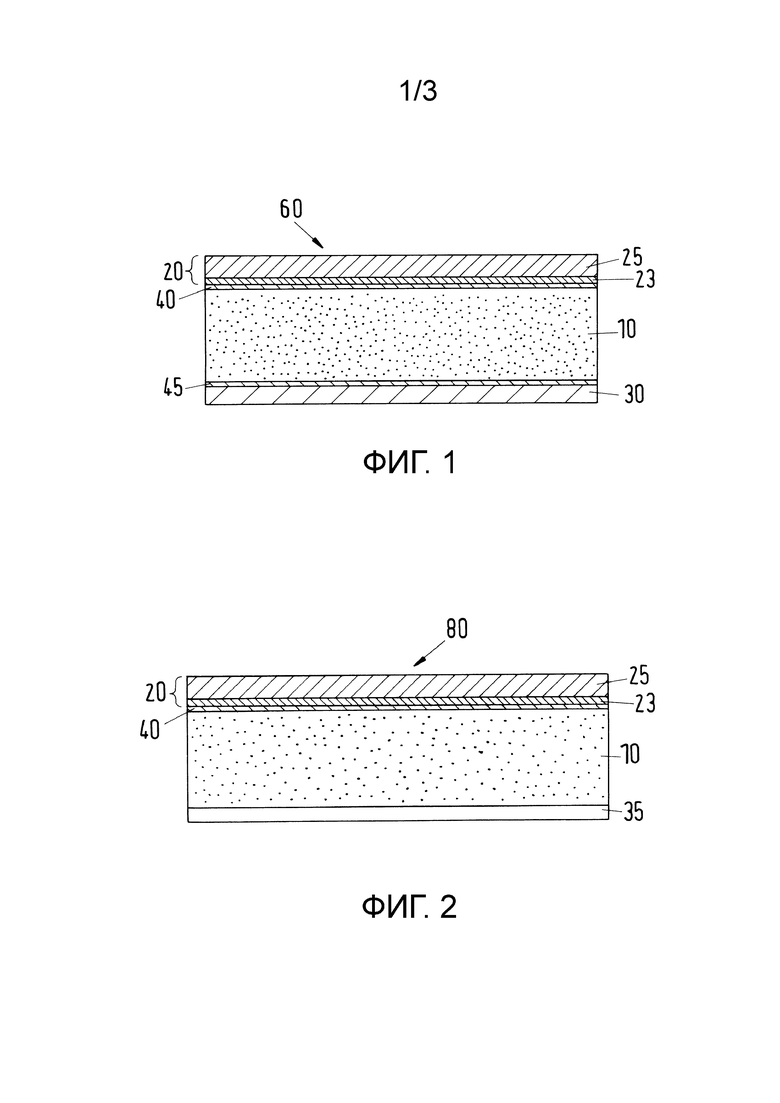
на Фиг. 1 схематически изображено поперечное сечение упаковочной пленки по данному изобретению;
на Фиг. 2 схематически изображено поперечное сечение второго варианта реализации упаковочной пленки по данному изобретению;
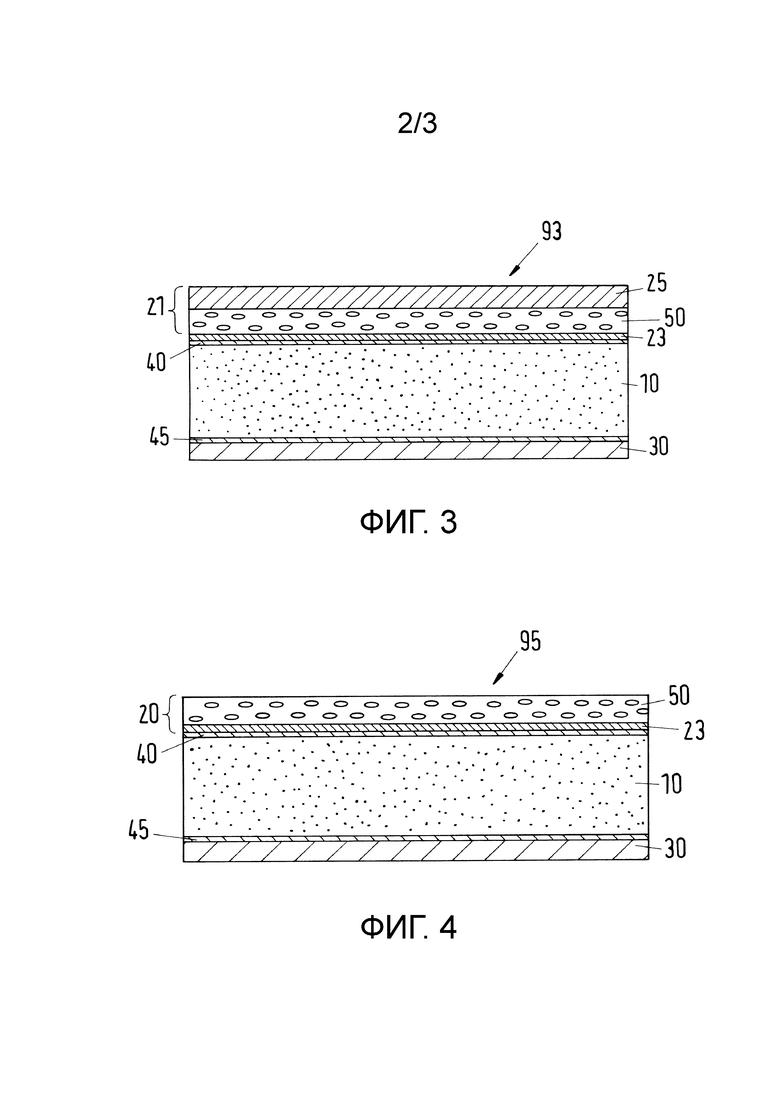
на Фиг. 3 схематически изображено поперечное сечение третьего варианта реализации упаковочной пленки по данному изобретению;
на Фиг. 4 схематически изображено поперечное сечение третьего варианта реализации упаковочной пленки по данному изобретению;
на Фиг. 5 изображено сравнение деформационных свойств ориентированных и неориентированных ПЭТ пленок;
на Фиг. 6 изображены увеличенные графики, изображенные на Фиг. 5, в диапазоне низких напряжений.
На Фиг. 1 схематически изображен пример способной к глубокой вытяжке упаковочной пленки 60, содержащей алюминиевую фольгу 10 в качестве среднего слоя. Полимерный слой с реверсивной печатью 20 ламинируют с одной стороной алюминиевой фольги 10 с использованием клеевого слоя 40. ПЭТ пленка с реверсивной печатью 20 содержит полукристаллическую ПЭТ пленку 25 и слой типографской краски 23, напечатанный на ПЭТ пленке 25. Напечатанное изображение может быть скорректировано по искажению относительно последующего процесса глубокой вытяжки. ПЭТ пленка 25 функционирует в качестве барьерного слоя, который предотвращает миграцию типографской краски к наружной свободной поверхности ПЭТ пленки. Слой типографской краски 23 образует границу раздела между ПЭТ пленкой 25 и клеевым слоем 40. Другая сторона алюминиевой фольги 10, противоположная ПЭТ пленке с реверсивной печатью 20, содержит герметизирующий слой или герметизирующую пленку 30, изготовленную из полипропилена, который ламинируют с алюминиевой фольгой 10, используя ламинирующий клеевой слой 45.
На Фиг. 2 схематически изображено поперечное сечение способной к глубокой вытяжке упаковочной пленки 80, имеющей алюминиевую фольгу 10 в качестве среднего или внутреннего слоя, при этом одну сторону алюминиевой фольги 10 ламинируют с ПЭТ пленкой 25, содержащей реверсивную печать, используя клеевой слой 40. ПЭТ пленка с реверсивной печатью 20 содержит полукристаллическую ПЭТ пленку 25 и слой типографской краски 23, напечатанный на ПЭТ пленке 25. Причем, ПЭТ пленка 25 функционирует в качестве барьерного слоя, который предотвращает миграцию типографской краски к наружной свободной поверхности ПЭТ пленки. Слой типографской краски 23 образует границу раздела между ПЭТ пленкой 25 и клеевым слоем 40. Другая сторона алюминиевой фольги 10, противоположная ПЭТ пленке с реверсивной печатью 20, покрыта слоем термолака 35, причем, преимущественно не используется клеевой слой, то есть термолак непосредственно наносят на алюминиевую поверхность. Термолак может быть окрашенным, то есть может содержать пигменты, или может быть прозрачным или непрозрачным, без каких-либо дополнительных пигментов.
На Фиг. 3 схематически изображено поперечное сечение другого примера способной к глубокой вытяжке упаковочной пленки 93, также содержащей алюминиевую фольгу 10 в качестве среднего или внутреннего слоя и содержащую на одной стороне алюминиевой фольги 10 ПЭТ пленку 21, содержащую в свою очередь два слоя, а именно, внутренний пигментированный слой полукристаллической ПЭТ пленки 50 и внешний прозрачный или полупрозрачный слой полукристаллической ПЭТ пленки 25. Внутренний пигментированный и внешний прозрачный или полупрозрачный полимерные слои предпочтительно представляют собой совместно экструдированные полимерные слои 25, 50 и вместе образуют полукристаллическую ПЭТ пленку 21. Внутренний пигментированный слой 50 содержит реверсивную печать, представленную как слой типографской краски 23. Слой типографской краски 23, полученный при реверсивной печати пигментированного слоя 50 ПЭТ пленки, расположен между внутренним пигментированным полимерным слоем 50 и алюминиевой фольгой 10 или более точно между внутренним полимерным слоем 50 и ламинирующим клеящим слоем 40, поскольку ПЭТ пленку 21 ламинируют с алюминиевой фольгой 10, используя ламинирующий клеевой слой 40. Внешняя ПЭТ пленка 25 функционирует в качестве барьерного слоя, который предотвращает миграцию типографской краски к наружной свободной поверхности наружной ПЭТ пленки 25. Пигментированную ПЭТ пленку подвергают реверсивной печати после совместного экструдирования пигментированных и непигментированных полимерных слоев 25, 50 и перед ламинированием совместно экструдированной пленки с реверсивной печатью 21 с алюминиевой фольгой 10. Другая сторона алюминиевой фольги 10, противоположная ПЭТ пленке 21, содержит герметизирующий слой, изготовленный из полипропиленовой пленки 30, которую ламинируют с алюминиевой фольгой 10 с использованием дополнительного клеевого слоя 45.
На Фиг. 4 схематически изображено поперечное сечение дополнительно предлагаемой в данном изобретении способной к глубокой вытяжке упаковочной пленки 95, имеющей структуру, подобную той, которая изображена на Фиг. 3, за исключением того, что имеется только полукристаллическая пигментированная пленка с реверсивной печатью 20, содержащая пигментированную полукристаллическую ПЭТ пленку 50 и внутренний слой типографской краски 23. Пигментированная ПЭТ пленка 50 является частично прозрачной и содержит реверсивную печать 23 на ее внутренней поверхности, обращенной к алюминиевой фольге 10. ПЭТ пленку 20 также ламинируют с алюминиевой фольгой 10 с использованием клеевого слоя 40. Другая сторона алюминиевой фольги 10, противоположная ПЭТ пленке 20, содержит герметизирующий слой, изготовленный из полипропиленовой пленки 30, которую ламинируют с алюминиевой фольгой 10 с использованием клеевого слоя 45.
Сравнение деформационных свойств ориентированных и неориентированных ПЭТ пленок изображено на Фиг. 5 и 6
На Фиг. 5 изображена связь между напряжением и растяжением для различных полимеров в виде кривых растяжения-напряжения. На Фиг. 6 изображены увеличенные графики в диапазонах низких напряжений тех же полимеров, которые представлены на Фиг. 5. Каждая кривая является уникальной для каждого материала и получена путем записи значения растяжения при различных интервалах растягивающей нагрузки (напряжения). Эти кривые растяжения-напряжения для различных полимеров широко варьируются, и различные тесты на растяжение, проведенные на одном и том же материале, дают различные результаты, в зависимости от температуры образца и скорости нагружения.
Диаграммы, изображенные на Фиг. 5 и 6, отражают по оси абсцисс возникающее напряжение в МПа, а по оси ординат - результирующее растяжение в %.
Кривые растяжения при температуре 90°С были измерены с помощью устройства Controlled Stress TA Instruments Q800 Dynamic Mechanical Analyser (DMA). Образцы длиной 10 мм и шириной 5 мм зажимали в направлении перемещения устройства с усилием предварительной нагрузки 0,025 Н. После времени успокоения равного 5 мин, к образцу прикладывали равномерно увеличивающуюся нагрузку с интенсивностью 1 Н/мин до тех пор, пока образец не был разрушен и не было зарегистрировано растяжение в %.
Один образец, испытанный с помощью устройства DMA, состоял из двухосно ориентированной ПЭТ пленки 60, причем пленка сорта PXE от компании Nuroll S.p.a была использована в качестве показательной. Другой образец был изготовлен из двухосно ориентированной полипропиленовой пленки 61 (марка Bicor MB400, полученный от компании Jindal). Дополнительный образец пленки 62 был изготовлен из двухосно ориентированного нейлона-6 марки BXB, который был получен от компании Domo.
Неориентированный образец, испытанный с помощью устройства DMA, представлял собой отлитую экструдированную аморфную PETG пленку 63, которая была изготовлена способом литья с использованием сополиэфирной смолы Eastar 6763 от компании Eastman. Дополнительный образец был изготовлен из неориентированной PBT пленки 64, которая была изготовлена с использованием материала Ultradur B4500 FC от компании BASF. Другой образец неориентированной ПЭТ пленки 65 типа SPC PET был получен от компании Propyplast и был проверен с помощью устройства DMA.
Приложение напряжения на перечисленные выше образцы пленок, которое происходит в изложенных выше лабораторных условиях при заданной температуре, приводит к появлению деформации (растяжению, выраженному в %), моделирующей промышленный процесс глубокой вытяжки. В частности, это позволяет производить относительное сравнение материалов с точки зрения легкости к деформированию. Фактически, результирующее удлинение, выраженное в %, в качестве функции от приложенного напряжения характеризует так называемую податливость материала. Изложенные выше испытания показывают, что ориентированные пленки имеют значительно большее сопротивление деформационному напряжению в продольном направлении. Кривые для ориентированных пленок и, в частности, ориентированных ПЭТ пленок, являются плоскими в области низкого напряжения. Другими словами, ориентированные пленки имеют близкую к нулю податливость в отличие от неориентированных ПЭТ пленок. Промышленная глубокая вытяжка ориентированных ПЭТ пленок будет требовать значительно больших усилий по сравнению с неориентированной ПЭТ пленкой, что в итоге приведет к ее разрушению или разделению на отдельные части.
Был определен пороговый критерий, и было обнаружено, что результирующее удлинение (%) при низком уровне напряжения, приложенном при 90°С, в изложенном тесте с применением устройства DMA, указывает на свойства глубокой вытяжки внешних ПЭТ пленок 21, 25, 50. Пленки, испытанные в этих условиях и демонстрирующие уровень растяжения, равный или превышающий 2%, полученный при напряжении 2 МПа, особенно пригодны для применения в упаковочных пленках, способных к глубокой вытяжке (см. пунктирные линии на Фиг. 6). Обобщающие результаты испытаний приведены в Таблице 1.
Таблица 1
Из неориентированных полимеров, удовлетворяющих критерию, характеризующему уровень растяжения, равный или превышающий 2%, возникающий в результате напряжения 2 МПа при температуре 90°С и имеющий степень кристаллизации в диапазоне от 20 % до 70 % и модуль Юнга в диапазоне от 2000 МПа до 2700 МПа, только ПЭТ пленки демонстрируют адекватные сдерживающие барьерные свойства для компонентов типографских красок.
Пленки из материалов ПЭТ и PBT толщиной 31 мкм действуют как функциональный барьер для мигрирующих агентов с молярной массой в диапазоне от 100 г/моль до 250 г/моль в условиях испытания при температуре 40°C в течение 10 дней. Для сравнения, в тех же условиях, для идентичных мигрирующих агентов с молярной массой в диапазоне от 100 г/моль до 250 г/моль, полиэтилен низкой плотности (LDPE) не имеет функционального барьера, а ПП пленка должна иметь толщину 3900 мкм.
Если рассматривать наибольшие молярные массы мигрирующих веществ (751-1500 г/моль) без токсикологических эффектов при миграции, то ПЭТ пленка с толщиной всего 2 мкм обеспечивает функциональный барьер при 40°С в течение 10 дней. Для сравнения, в тех же условиях, для идентичных мигрирующих материалов с молярной массой в диапазоне от 751 г/моль до 1500 г/моль, полиэтилен низкой плотности требует толщины 1000 мкм, а пленка из полипропилена должна иметь толщину 220 мкм.
Изобретение относится к области упаковочных пленочных материалов и касается способной к глубокой вытяжке упаковочной пленки. Упаковочная пленка содержит алюминиевую фольгу в качестве среднего слоя и содержит на наружной стороне алюминиевой фольги полукристаллическую ПЭТ пленку, которую ламинируют с алюминиевой фольгой с использованием клеевого слоя, и содержит на другой стороне алюминиевой фольги, противоположной ПЭТ пленке, герметизирующий слой. ПЭТ пленка имеет степень кристаллизации в диапазоне от 20% до 70% и модуль Юнга в диапазоне от 2000 МПа до 2700 МПа. ПЭТ пленка представляет собой нерастянутую пленку, которая на внутренней стороне ПЭТ пленки, обращенной к алюминиевой фольге, содержит реверсивную печать. Изобретение обеспечивает создание способной к глубокой вытяжке упаковочной пленки, удовлетворяющей предварительно определенному отношению удлинения, которое обеспечивает большую часть преимуществ алюминия при предоставлении улучшенной способности к печати и полной совместимости с правилами для упаковывания пищевых продуктов. 2 н. и 12 з.п. ф-лы, 6 ил., 1 табл.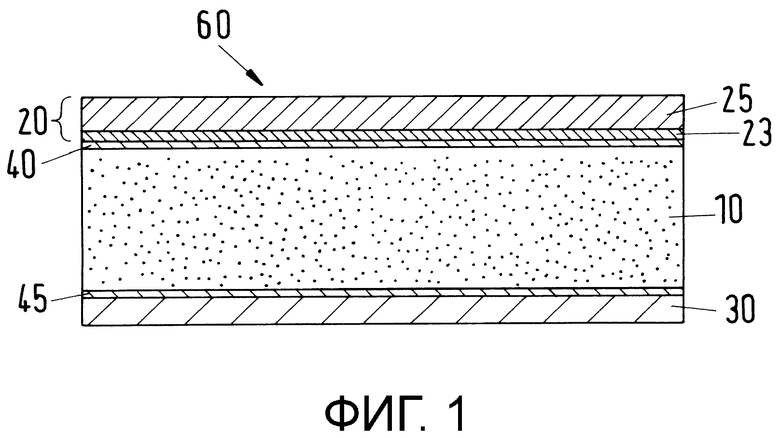
1. Способная к глубокой вытяжке упаковочная пленка (60, 80, 93, 95), содержащая алюминиевую фольгу (10) в качестве среднего слоя и содержащая на наружной стороне алюминиевой фольги (10) полукристаллическую ПЭТ пленку (21, 25, 50), имеющую степень кристаллизации в диапазоне от 20% до 70% и модуль Юнга в диапазоне от 2000 МПа до 2700 МПа, которую ламинируют с алюминиевой фольгой (10), используя клеевой слой (40), причем способная к глубокой вытяжке упаковочная пленка (60, 80, 93, 95) дополнительно содержит герметизирующий слой (30, 35) на другой стороне алюминиевой фольги (10), противоположной ПЭТ пленке (21, 25, 50),
при этом
ПЭТ пленка (21, 25, 50) является нерастянутой пленкой и внутренняя сторона ПЭТ пленки (21, 25, 50), обращенная к алюминиевой фольге (10), содержит реверсивную печать (23).
2. Способная к глубокой вытяжке упаковочная пленка по п. 1, отличающаяся тем, что ПЭТ пленка (21, 25, 50) имеет уровень растяжения, равный или превышающий 2%, который возникает при создании в ней напряжения 2 МПа при температуре 90°C.
3. Способная к глубокой вытяжке упаковочная пленка по п. 1 или 2, отличающаяся тем, что ПЭТ пленка (21, 25, 50) представляет собой либо непигментированную или пигментированную однослойную ПЭТ пленку с реверсивной печатью (20, 50), либо совместно экструдированную многослойную ПЭТ пленку (21), содержащую внутренний пигментированный полимерный слой с реверсивной печатью (50) и внешний непигментированный полимерный слой (25).
4. Способная к глубокой вытяжке упаковочная пленка по любому из пп. 1-3, отличающаяся тем, что степень кристаллизации ПЭТ пленки (21, 25, 50) находится в диапазоне от 20% до 40%, в частности, в диапазоне от 23% до 30%.
5. Способная к глубокой вытяжке упаковочная пленка по любому из пп. 1-4, отличающаяся тем, что модуль Юнга полукристаллической ПЭТ пленки (21, 25, 50) находится в диапазоне от 2100 МПа до 2300 МПа.
6. Способная к глубокой вытяжке упаковочная пленка по любому из пп. 1-5, отличающаяся тем, что ПЭТ пленка (21, 25, 50) имеет толщину в диапазоне от 8 мкм до 40 мкм, предпочтительно в диапазоне от 15 мкм до 35 мкм.
7. Способная к глубокой вытяжке упаковочная пленка по любому из пп. 1-6, отличающаяся тем, что герметизирующий слой состоит из термостойкого лака (35), предпочтительно имеющего массу на квадратный метр в диапазоне от 5 г/м2 до 15 г/м2, в частности, в диапазоне от 8 г/м2 до 12 г/м2.
8. Способная к глубокой вытяжке упаковочная пленка по любому из пп. 1-7, отличающаяся тем, что герметизирующий слой состоит из пленки (30), изготовленной из полипропилена (ПП), которая приклеена к алюминиевой фольге (10) промежуточным клеевым слоем (45).
9. Способная к глубокой вытяжке упаковочная пленка по п. 8, отличающаяся тем, что полипропиленовая пленка (30) имеет толщину в диапазоне от 25 мкм до 35 мкм, предпочтительно в диапазоне от 28 мкм до 32 мкм.
10. Способная к глубокой вытяжке упаковочная пленка по любому из пп. 1-9, отличающаяся тем, что клеевой слой/слои (40, 45) имеет/имеют массу на квадратный метр в диапазоне от 3 г/м2 до 8 г/м2, предпочтительно в диапазоне от 4,5 г/м2 до 6 г/м2.
11. Способная к глубокой вытяжке упаковочная пленка по любому из пп. 1-10, отличающаяся тем, что алюминиевая фольга (10) представляет собой мягкую отожженную алюминиевую фольгу, изготовленную из сплава AA8011A, имеющего толщину в диапазоне от 80 мкм до 120 мкм.
12. Способ изготовления плоской, способной к глубокой вытяжке упаковочной пленки (60, 80, 93, 95) по любому из пп. 1-11 для изготовления чашеобразных капсул, предназначенных для упаковки пищевых или фармацевтических продуктов, в котором используют алюминиевую фольгу (10), полукристаллическую нерастянутую ПЭТ пленку (21, 25, 50), клеи (40, 45) и герметизирующий лак (35) или полипропиленовую пленку (30), и на ПЭТ пленку (21, 25, 50) нанесена реверсивная печать (23), при этом ПЭТ пленка (21, 25, 50) имеет степень кристаллизации в диапазоне от 20% до 70% и модуль Юнга в диапазоне от 2000 МПа до 2700 МПа, причем по меньшей мере одну сторону алюминиевой фольги (10) или сторону ПЭТ пленки (20, 21, 50), на которую нанесена реверсивная печать, покрывают клеем, затем сторону ПЭТ пленки (20, 21, 50), на которую нанесена реверсивная печать, ламинируют с алюминиевой фольгой (10) с помощью клеевого слоя (40), и поверхность алюминиевой фольги (10), противоположную полукристаллической ПЭТ пленке (25, 50), покрывают либо термостойким лаком (35), либо пленкой, изготовленной из полипропилена (ПП), которую ламинируют с указанной алюминиевой поверхностью с использованием клея (45).
13. Способ по п. 12, отличающийся тем, что полукристаллическая ПЭТ пленка (21, 25, 50) представляет собой однослойную пленку (25, 50) или совместно экструдированную многослойную ПЭТ пленку (21), содержащую с внутренней стороны пигментированный слой (50) с реверсивной печатью.
14. Способ по п. 12 или 13, отличающийся тем, что печать корректируют с учетом искажения относительно последующего процесса глубокой вытяжки.
| JP 2015147309 A, 20.08.2015 | |||
| DE 102005041134 A1, 01.03.2007 | |||
| JP 2015107586 A, 11.06.2015 | |||
| WO 2014208710 A1, 31.12.2014 | |||
| Штемпель для маркировки металлических заготовок | 1959 |
|
SU123974A1 |

