Изобретение относится к металлургии, конкретно к технологии прокатки и термической обработки высокопрочной холоднокатаной полосы, предназначенной для изготовления деталей автомобиля методом штамповки.
Известен способ производства стали, содержащей мас. %: 0,10-0,18 С; 0,30-0,80 Si; 1,1-1,8 Mn; не более 0,020 Р; не более 0,015 S; не более 0,06 Al; не более 0,06 Cr; не более 0,01 N; Fe, неизбежные примеси - остальное, включающий горячую прокатку, смотку полосы в рулоны, травление, холодную прокатку и термическую обработку. Температуру конца горячей прокатки и смотки поддерживают в диапазонах 830-870°С и 470-540°С соответственно. Термическую обработку осуществляют путем нагрева холоднокатаного проката до температуры 370-440°С и выдержки при этой температуре в течении времени τ=(m+h)/K, где m - масса максимального рулона в стопе, т; h - толщина полосы, мм; K=0,80-1,10 - эмпирический коэффициент, полученный опытным путем (по пат. RU 2529325 С21, 2013). Сталь, обработанная по этому способу, отличается нестабильностью механических свойств, пониженной пластичностью и зачастую не обеспечивает требуемого уровня механических свойств проката.
Наиболее близким к описываемому изобретению по технической сущности и достигаемому результату является способ производства холоднокатаной полосы (по пат. RU 2470087 С2, 2009), включающий разливку стали, содержащей компоненты при следующем соотношении, мас.%: С 0,055 - 0,095%, Mn 2,0 - 2,6%, Si 0,005 - 0,35%, S не более 0,005%, P не более 0,050%, Al 0,1 - 0,3%, Мо 0,05 - 0,2%, Cr 0,2 - 0,5%, при условии, что Cr+2Мо не более 0,6%, Ni не более 0,1%, Nb 0,010 - 0,040%, Ti 0,010 - 0,050%, В 0,0005 - 0,0025%, N 0,002 - 0,007%, остальное железо и неизбежные примеси, возникающие при плавке, отливают полуфабрикат.
Нагревают его до 1150≤C≤TR≤1250°C и подвергают горячей прокатке при температуре конца прокатки TFL≤Ar3, а затем сматывают в рулон при температуре в пределах 500°С≤Tbob≤570°С. Очищают от окалины и проводят холодную прокатку при обжатии от 30 до 80%. Полученный холоднокатаный полуфабрикат нагревают со скоростью 1°С/сек≤VC≤5°С/сек до температуры отжига Тм, определяемой как Ас1+40°С≤Тм≤Ас3-30°С/сек, при которой выдерживают в течение времени 30 сек≤tм≤300 сек для образования структуры, содержащей аустенит, после чего охлаждают до температуры ниже Ms со скоростью V, достаточно высокой для превращения всего количества аустенита в мартенсит
Недостатком данного способа является повышенное содержание дорогостоящих легирующих элементов, таких как Мо и Nb, которые значимо увеличивают усилия, требуемые для горячей и холодной прокатки и снижают технологичность стали при ее производстве, а повышенное содержание Ti способствует неполному прохождению рекристаллизации при отжиге с достижением температур близких к нижней границе указанного температурного интервала при малом времени выдержки, что зачастую приводит к неоднородности свойств.
Известны также способы получения стали с двухфазной структурой и сверхпрочной стали (по пат.RU 2318911 С2, 2002, CN 109898017 С2, 2019 и RU 2475545 С2, 2009), но все они предлагают использовать при выплавке стали химический состав с наличием Mo, Nb, V, которые снижают технологичность стали при ее производстве.
Известен способ производства высокопрочного холоднокатаного стального листа (по пат. ЕР 1514951 В1, 2003), включающий разливку стали, содержащей компоненты при следующем соотношении, мас.%: С 0,070 -0,10%, Si 0,5 - 1,5%, Mn 1,8-3,0%, P не более 0,02%, S не более 0,01%, Al 0,01-0,1%, N не более 0,005%, необязательно дополнительно могут быть включены: Cr 0,01-1,0%, Мо 0,01-0,5%, В 0,0001-0,0020%, Ti 0,001-0,05%, Nb 0,001-0,05%, V 0,001-0,05%, Zr 0,001-0,05%, остальное железо и неизбежные примеси.
Стальной лист получают путем горячей прокатки стального сляба, последующей холодной прокатки, нагревом холоднокатаного стального листа до температуры 750-870°С в течении 10 секунд или более, охлаждение нагретого стального листа до температуры 550-750°С со скоростью 20°С/сек или менее таким образом, чтобы объемная доля аустенитной фазы была доведена до 45-60% и охлаждение охлажденного стального листа до 300°С или менее со скоростью 100°С/сек.
Недостатком данного способа является необходимость подстуживания, с малой скоростью охлаждения, предварительно нагретой на температуру выдержки стали, что приводит к необходимости корректировки температурно-скоростного режима работы агрегатов непрерывного отжига в процессе обработки полосы и получению неоднородности механических свойств по длине полосы, а зачастую и к получению неудовлетворительных механических свойств.
Известны также способы получения высокопрочной стали с двухфазной структурой (по пат. CN 101363099 A, 2009, CN 101768695 B, 2006, CN 104419878 B, 2013, CN 109913763 A, 2019, CN 102586688, 2011, CN 105420605 A, 2015, CN 102828119 A, 2011 и CN 109280854, 2018), но все они предлагают использовать при термообработке холоднокатаной стали после выдержки подстуживание до температур 620-760°С, что приводит к неоднородности свойств по длине полосы.
Предлагаемое техническое решение направлено на решение задачи по обеспечению требуемого уровня механических свойств, стабилизации их получения и повышению технологичности стали при ее производстве.
Указанный результат достигается при обработке по способу, включающему следующие технологические операции: выплавка, разливка, горячая прокатка, травление, холодная прокатка на конечную толщину, нагрев холоднокатаной полосы до температуры 720-840°С, выдержка в течении 10 секунд и более, охлаждение до температуры не выше 100°С, нагрев до температуры 150-400°С, выдержка в течении 10 секунд и более и охлаждение до температуры не выше 100°С. При этом сталь содержит мас.%: С 0,08-0,13%, Si 0,3-0,8%, Mn 1,8-2,3%, Cr 0,2-1,0%, P не более 0,05%, S не более 0,025%, Al не более 0,1%, остальное железо и неизбежные примеси.
Пример 1
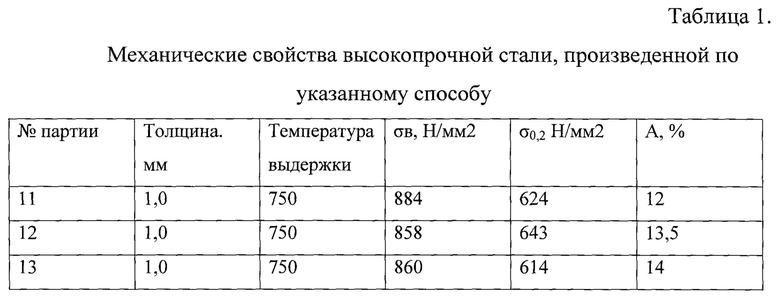
Холоднокатаную высокопрочную сталь с содержанием 0,095% С, 1,89% Mn, 0,46% Si, 0,45% Cr, 0,05% Al, остальное - Fe и примеси выплавляли в конвертере, слябы получали путем непрерывной разливки. После горячей прокатки, металл подвергался травлению и холодной прокатке на толщину 1,0 мм. Холоднокатаный металл подвергали термической обработке на агрегате непрерывного отжига протяжного типа. Нагрев осуществляли до температуры 740°С, выдержка при этой температуре, для каждой точки обрабатываемой полосы, составляла 290 секунд, далее полосу охлаждали до температуры 40°С. После этого производили нагрев полосы до температуры 300°С, выдержка при данной температуре составляла 160 секунд. Далее полосу охлаждали до температуры 30°С. После завершения термообработки отбирали пробы и проводили испытания для определения механических свойств проката. Механические свойства полученные по результатам термообработки приведены в табл. 1.
Пример 2
Холоднокатаную высокопрочную сталь с содержанием 0,1% С, 1,95% Mn, 0,4% Si, 0,4% Cr, 0,04% Al, остальное - Fe и примеси выплавляли в конвертере, слябы получали путем непрерывной разливки. После горячей прокатки, металл подвергался травлению и холодной прокатке на толщину 0,8 мм. Холоднокатаный металл подвергали термической обработке на агрегате непрерывного отжига протяжного типа. Нагрев осуществляли до температур 790°С и 820°С, выдержка при этой температуре, для каждой точки обрабатываемой полосы, составляла 60 секунд, далее полоса охлаждали до температуры 35°С. После этого производили нагрев полосы до температуры 260°С, выдержка при данной температуре составляла 140 секунд. Далее полосу охлаждали до температуры 30°С. После завершения термообработки отбирали пробы и проводили испытания для определения механических свойств проката. Механические свойства полученные по результатам термообработки приведены в табл. 2.

Таким образом, производство высокопрочной холоднокатаной стали по заявленному способу, позволяет получить комплекс требуемых механических свойств, стабилизировать их получение и повысить технологичность стали при ее производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства высокопрочной особонизкоуглеродистой холоднокатаной стали с высокой пластичностью | 2021 |
|
RU2764618C1 |
| ХОЛОДНОКАТАНАЯ ЛИСТОВАЯ СТАЛЬ, СПОСОБ ЕЕ ПРОИЗВОДСТВА И АВТОТРАНСПОРТНОЕ СРЕДСТВО | 2014 |
|
RU2648722C2 |
| Способ производства высокопрочной особонизкоуглеродистой холоднокатаной стали с отжигом в периодических печах | 2021 |
|
RU2760968C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2014 |
|
RU2562203C1 |
| ВЫСОКОПРОЧНАЯ МНОГОФАЗНАЯ СТАЛЬ, СПОСОБ ЕЕ ПОЛУЧЕНИЯ И ПРИМЕНЕНИЕ | 2015 |
|
RU2675025C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ХОЛОДНОКАТАНОГО НЕПРЕРЫВНО ОТОЖЖЕННОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2020 |
|
RU2755318C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО НЕПРЕРЫВНО ОТОЖЖЕНОГО ЛИСТОВОГО ПРОКАТА ИЗ IF-СТАЛИ | 2019 |
|
RU2721681C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ДВУХФАЗНОЙ ФЕРРИТО-МАРТЕНСИТНОЙ АВТОЛИСТОВОЙ СТАЛИ | 2016 |
|
RU2633858C1 |
| Способ производства холоднокатаных стальных полос для упаковочной ленты | 2023 |
|
RU2814356C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ПРОКАТА ДЛЯ ХОЛОДНОЙ ШТАМПОВКИ | 2014 |
|
RU2562201C1 |
Изобретение относится к металлургии, конкретно к технологии прокатки и термической обработки высокопрочной холоднокатаной полосы, предназначенной для изготовления деталей автомобиля методом штамповки. Способ производства холоднокатаной и термообработанной полосы из высокопрочной стали включает выплавку стали, разливку стали в слябы, горячую прокатку, травление, холодную прокатку на конечную толщину полосы, после холодной прокатки проводят термическую обработку холоднокатаной полосы с нагревом до температуры 720-840°С, выдержкой в течение 10 секунд или более, охлаждением до температуры не выше 100°С, нагревом до температуры 150-400°С, выдержкой в течение 10 секунд или более и охлаждением до температуры не выше 100°С, при этом выплавляемая сталь содержит, мас.%: С 0,08-0,13, Si 0,3-0,8, Mn 1,8-2,3, Cr 0,2-1,0, P не более 0,05, S не более 0,025, Al не более 0,1, железо и неизбежные примеси - остальное. Полученная полоса характеризуется высокими механическими свойствами. 1 з.п. ф-лы, 2 табл., 2 пр.
1. Способ производства холоднокатаной и термообработанной полосы из высокопрочной стали, включающий выплавку стали, разливку стали в слябы, горячую прокатку, травление, холодную прокатку на конечную толщину полосы, отличающийся тем, что после холодной прокатки проводят термическую обработку холоднокатаной полосы с нагревом до температуры 720-840°С, выдержкой в течение 10 секунд или более, охлаждением до температуры не выше 100°С, нагревом до температуры 150-400°С, выдержкой в течение 10 секунд или более и охлаждением до температуры не выше 100°C, при этом выплавляемая сталь содержит, мас.%: С 0,08-0,13, Si 0,3-0,8, Mn 1,8-2,3, Cr 0,2-1,0, P не более 0,05, S не более 0,025, Al не более 0,1, железо и неизбежные примеси – остальное.
2. Способ по п. 1, отличающийся тем, что после термической обработки холоднокатаной полосы проводят дрессировку с обжатиями до 3%.
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ЛИСТОВ ИЗ ДВУХФАЗНОЙ СТАЛИ, ОБЛАДАЮЩЕЙ ОЧЕНЬ ВЫСОКОЙ ПРОЧНОСТЬЮ, И ПОЛУЧЕННЫЕ ТАКИМ СПОСОБОМ ЛИСТЫ | 2009 |
|
RU2470087C2 |
| ХОЛОДНОКАТАНАЯ ЛИСТОВАЯ СТАЛЬ, СПОСОБ ЕЕ ПРОИЗВОДСТВА И АВТОТРАНСПОРТНОЕ СРЕДСТВО | 2014 |
|
RU2648722C2 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНЫХ СТАЛЬНЫХ ПЛИТ С ВЕЛИКОЛЕПНОЙ ПЛАСТИЧНОСТЬЮ И ПРОИЗВОДИМЫЕ ЭТИМ СПОСОБОМ ПЛИТЫ | 2006 |
|
RU2403311C2 |
| US 20160186298 A1, 30.06.2016 | |||
| CN 0109715843 A, 03.05.2019. | |||

