Изобретение относится к производству холоднокатаных и отожженных листов из сталей, известных как «двухфазные» стали, которые обладают очень высокой прочностью и пластичностью, для производства деталей с помощью формования, в частности, в автомобильной промышленности.
Двухфазные стали, структура которых содержит мартенсит и, возможно, некоторое количество бейнита в ферритной матрице, нашли широкое применение благодаря тому, что они сочетают высокую прочность с высокой способностью к деформации. В момент их получения их предел текучести является относительно низким по сравнению с их прочностью на разрыв, что придает им при операциях формования очень благоприятное отношение предел текучести/прочность. Их способность нагартовываться является очень высокой, что обеспечивает хорошее распределение деформации при соударении и намного более высокую ударную вязкость деталей после формования. Таким образом, могут быть изготовлены детали той же степени сложности, что и получаемые из обычных сталей, но с лучшими механическими свойствами, что позволяет осуществлять уменьшение толщины для достижения тех же самых технических характеристик. Таким образом, стали изобретения являются эффективными в отношении требования облегчения материала и безопасности. В области горячекатаных (с толщиной, например, от 1 до 10 мм) и холоднокатаных (с толщиной, например, от 0,5 до 3 мм) листов указанный тип стали в особенности применим для конструкционных деталей и деталей безопасности для моторизованных транспортных средств, таких как поперечины, боковые детали, усиливающие детали или даже штампованные стальные колеса.
Измененные требования к легкости и снижению энергопотребления привели к повышенной потребности в обладающей очень высокой прочностью двухфазной. стали, т.е. стали с механической прочностью Rm от 980 до 1100 МПа. Наряду с таким уровнем прочности эти стали должны обладать хорошей свариваемостью и хорошей способностью к цинкованию методом непрерывного горячего погружения. Эти стали должны также обладать хорошей способностью подвергаться изгибу.
Производство обладающих очень высокой прочностью двухфазных сталей описано, например, в документе ЕР 1201780 А1, относящемся к сталям, имеющим состав: 0,01-0,3% С, 0,01-2% Si, 0,05-3% Мn, с 0,1% Р, <0,01 S и 0,005-1% Аl, механическая прочность которых больше 540 МПа и которые обладают хорошими усталостной прочностью и: степенью раздачи отверстий. Однако в большей части представленных в этом документе примеров сообщается о прочности ниже 875 МПа. Редкие примеры в этом документе, в которых указывается более высокая прочность, относятся к сталям с высоким содержанием углерода (0,25 или 0,31%), свариваемость и степень раздачи отверстий которых являются неудовлетворительными.
В документе ЕР 0796928 А1 также описываются холоднокатаные двухфазные стали, прочность которых выше 550 МПа, имеющие состав: 0,05-0,3% С, 0,8-3% Мn, 0,4-2,5% Аl и 0,01-0,2% Si. Ферритная матрица содержит мартенсит, бейнит и/или остаточный аустенит. Приведенные примеры показывают, что прочность не превышает 660 МПа даже при высоком содержании углерода (0,20-0,21%).
В документе JP 11350038 описываются двухфазные стали, прочность которых выше 980 МПа, имеющие состав: 0,10-0,15% С, 0.8-1,5% Si, 1,5-2,0% Mn, 0,01-0,05% Р, менее: 0,005 S, 0,01-0,07% Аl в растворе и менее 0,01% N, содержащие также один или более из следующих элементов: 0,001-0,02% Nb, 0,001-0,02% V и 0,001-0,02% Ti. Высокую: прочность, однако, получают за счет больших добавок кремния, который, как известно, дает возможность образованию мартенсита, но может, тем не менее, приводить к образованию поверхностных оксидов, что отрицательно влияет на возможность нанесения покрытий методом погружения.
Задачей настоящего изобретения является создание способа производства листов двухфазной стали, обладающей очень высокой прочностью, холоднокатаной, без покрытия или с покрытием, не обладающей названными выше недостатками.
Целью изобретения является получение листов двухфазной стали, обладающей механической прочностью от 980 до 1100 МПа наряду с удлинением при разрыве, большем 9% и хорошей способностью к формованию, в особенности хорошей способностью к изгибу.
Целью изобретения также является создание способа производства, при котором небольшие изменения параметров не приводят к серьезным изменениям в микроструктуре или в механических свойствах.
Целью изобретения является также получение стального листа, легко производимого с помощью холодной прокатки или, иными словами, твердость которого после операции горячей прокатки ограничена в такой степени, что напряжения прокатки на стадии холодной прокатки остаются умеренными.
Целью изобретения является также получение стального листа, на который может быть нанесено металлическое покрытие, в частности, цинкованием с помощью обычно применяемых методов горячего погружения.
Целью изобретения является также получение стали, обладающей хорошей свариваемостью с применением обычных методов, таких как точечная сварка сопротивлением.
Целью изобретения является также создание экономичного способа производства, не требующего добавления дорогих легирующих элементов.
Для достижения указанной цели предложен холоднокатаный и отожженный лист двухфазной стали, обладающей прочностью от 980 до 1100 МПа и характеризующейся удлинением при разрыве выше 9%, композиция которой включает (мас.%): 0,055%≤С≤10,095%, 2%≤Mn≤2,6%, 0,005%≤Si≤0,35%, S≤0,005%, Р≤0,050%, 0,1%≤Аl≤<0,3%, 0,05≤Мо≤0,25%, 0,2%≤Cr≤0,5% при условии, что Сr+2Мо≤0,6%, Ni≤0,1%, 0,010%≤Nb≤0,040%, 0,010%≤Ti≤0,050%, 0,0005%≤В≤0,0025% и 0,002%≤N≤0,007%, остальное - железо и неизбежные примеси, возникающие при плавке.
Композиция стали предпочтительно содержит (мас.%) 0,10%≤Аl≤0,25%.
Согласно одному из предпочтительных вариантов осуществления композиция стали содержит (мас.%) 0,10%≤Si≤0,30%.
Композиция стали предпочтительно содержит 0,15%≤Si≤0,28%.
Согласно одному из предпочтительных вариантов осуществления композиция стали содержит Р≤0,015%.
Микроструктура стального листа преимущественно содержит фракцию мартенсита, составляющую 35-50% площади поверхности.
Согласно одному из конкретных вариантов осуществления оставшаяся часть микроструктуры состоит из фракции феррита, равной 50-65% площади поверхности.
Согласно другому конкретному варианту осуществления оставшаяся часть микроструктуры состоит из фракций бейнита, 1-10%, и феррита, 40-64%.
Отношение поверхностной доли нерекристаллизованного феррита ко всей ферритной фазе преимущественно меньше или равно 15%.
Стальной лист преимущественно характеризуется следующим отношением предела текучести прочности Re к прочности Rm: 0,6≤Re/Rm<0,8.
Согласно одному из конкретных вариантов осуществления лист подвергается непрерывному цинкованию.
Согласно другому конкретному варианту осуществления, лист включает в себя отожженное цинковое покрытие.
Другим предметом изобретения является способ производства холоднокатаного и отожженного листа двухфазной стали, отличающийся тем, что получают сталь, имеющую указанный выше состав, после чего:
- сталь отливают в полуфабрикат, затем:
- температуру полуфабриката доводят до 1150°С≤TR≤1250°С, после чего:
- полуфабрикат подвергают горячей прокатке при температуре конца прокатки ТFL≥Аr3, получая горячекатаный продукт, после чего:
- горячекатаный продукт сматывают в рулон при температуре 500°С≤Тbob<570°С, после чего:
- горячекатаный продукт очищают от окалины и проводят холодную прокатку при обжатии от 30 до 80%, с получением холоднокатаного продукта, после чего:
- холоднокатаный продукт нагревают со скоростью 1°С/сек≤VC<5°С/сек до температуры отжига ТМ, определяемой как Ас1+40°С≤ТМ<Ас3-30°С/сек, при; которой: продукт выдерживают в течение времени: 30 сек ≤tМ ≤ 300 сек, получая в результате нагретый и отожженный продукт со структурой, содержащей аустенит, после чего:
- продукт охлаждают до температуры ниже Ms со скоростью V достаточной: высокой для превращения всего количества аустенита в мартенсит.
Еще одним предметом изобретения является способ производства холоднокатаного, отожженного и оцинкованного листа двухфазной стали, отличающийся тем, что получают нагретый и отожженный продукт со структурой, содержащей аустенит, как описано выше, после чего:
- нагретый и отожженный продукт охлаждают со скоростью VR достаточной: высокой для предотвращения превращения аустенита в феррит до тех пор, пока не будет достигнута температура, близкая к температуре TZn цинкования методом горячего погружения, после чего:
- продукт подвергают непрерывному цинкованию погружением в ванну с цинком или сплавом Zn при температуре 450°С≤TZn≤480°С, получая оцинкованный продукт, после чего:
- оцинкованный продукт охлаждают до температуры окружающей среды со скоростью VR выше 4°С/сек, получая холоднокатаный, отожженный и оцинкованный стальной лист.
Еще одним предметом изобретения является способ производства холоднокатаного и оцинкованного листа двухфазной стали, отличающийся тем, что получают нагретый и отожженный продукт со структурой, содержащей аустенит, как описано выше, после чего:
- нагретый и отожженный продукт охлаждают со скоростью VR достаточной высокой для предотвращения превращения указанного аустенита в феррит до тех пор, пока не будет достигнута температура, близкая к температуре TZn цинкования методом горячего погружения, после чего:
- продукт подвергают непрерывному цинкованию погружением в ванну с цинком или сплавом Zn при температуре 450°С≤TZn≤480°С, получая оцинкованный продукт, после чего:
- оцинкованный продукт нагревают до температуры TG от 490 до 550°С в течение времени tg от 10 до 40 сек, получая оцинкованный и отожженный продукт, после чего:
- отожженный и оцинкованный продукт охлаждают до температуры окружающей среды со скоростью V"R выше 4°С/сек, получая холоднокатаный отожженный и оцинкованный стальной лист.
Еще одним предметом изобретения является способ производства согласно одному из приведенных выше условий, отличающийся тем, что температура ТМ лежит в пределах от 760 до 830°С. Согласно одному из конкретных вариантов осуществления, скорость охлаждения VR выше или равна 15°С/сек.
Еще одним предметом изобретения является применение описанного выше стального листа или изготовленного способом, указанным выше, для производства конструкционных деталей или деталей безопасности для моторизованных транспортных средств.
Другие особенности и преимущества изобретения будут показаны в приведенном ниже описании, представленном в качестве примера со ссылками на прилагаемые фигуры, из которых:
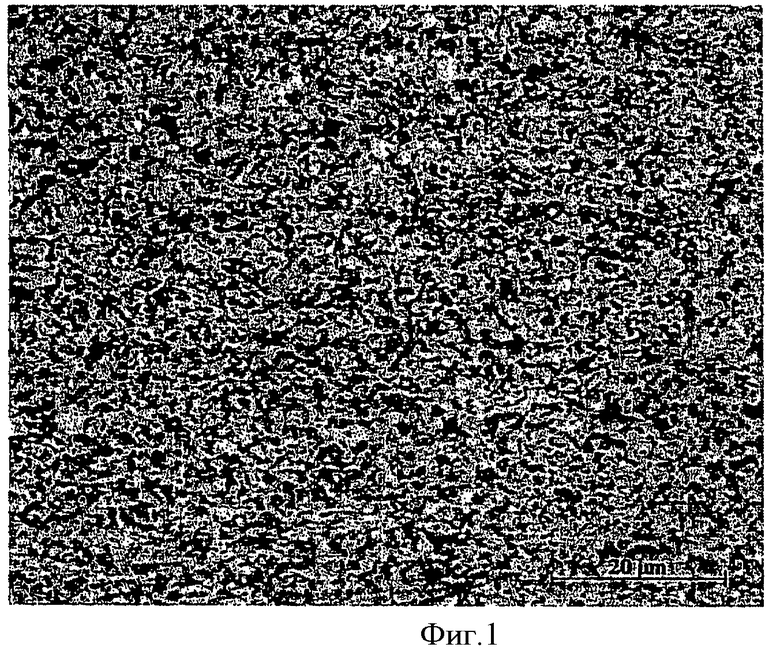
фиг.1 - пример микроструктуры стального листа согласно изобретению,
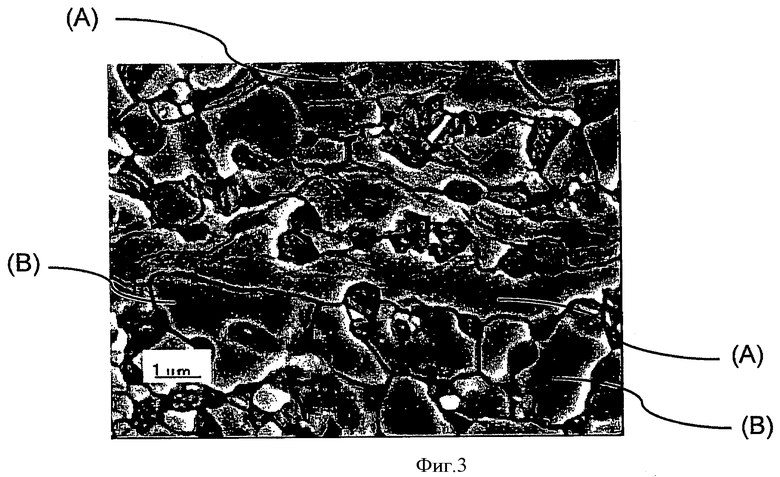
фиг.2 и 3 - примеры микроструктур стальных листов не согласно изобретению.
Далее изобретение описывается более детально, но без ограничения его объема, при различных элементах изобретения.
Если говорить о химическом составе стали, важную роль в образовании микроструктуры играет углерод, который влияет на механические свойства ниже 0,055 мас.% - прочность недостаточна. Выше 0,095 мас.% - удлинение на 9% не может быть гарантировано. Ухудшается также и свариваемость.
В дополнение к упрочняющему эффекту, обусловленному наличием твердого раствора, марганец улучшает упрочняемость и уменьшает выделение карбидов. Для получения требуемых механических свойств минимальное необходимое содержание марганца равно 2 мас.%. Однако при более чем 2,6% марганца его способность: образовывать гамма-железо приводит к возникновению слишком выраженной зонной структуры.
Кремний является элементом, который способствует раскислению жидкой стали и упрочению в твердом растворе. Этот элемент играет также важную роль в образовании микроструктуры путем предотвращения выделения карбидов и усиления образования мартенсита, который является компонентом структуры двухфазных сталей. Кремний оказывает значительный эффект при содержании выше 0,005%. Кроме того, кремний в количестве более 0,10%, предпочтительно более 0,15%, позволяет достигать более высоких уровней прочности, которые являются целью изобретения. Однако повышение содержания кремния ухудшается способность к восприятию покрытий погружением в результате усиления образования оксидов, пристающих к поверхности продуктов. Чтобы получить хорошую покрываемость, содержание кремния должно быть ограничено до 0,35 мас.% и предпочтительно до 0,30%. Кремний ухудшает также свариваемость: его содержание ниже 0,28% обеспечивает очень хорошую свариваемость и в то же время хорошую покрываемость.
При содержании серы более 0,005% пластичность понижена из-за присутствия избытка сульфидов, таких как MnS, который снижает пластичность, в частности в испытаниях на раздачу отверстий.
Фосфор является элементом, который упрочняет в твердом растворе, но ухудшает свариваемость при точечной сварке и горячую пластичность, в частности, из-за тенденции фосфора к сегрегации на границах зерен или совместной сегрегации с марганцем. По этим причинам для получения хорошей свариваемости при точечной сварке содержание фосфора должно быть ограничено до 0,050%, предпочтительно до 0,015%.
Алюминий играет важную роль в изобретении благодаря тому, что он предотвращает выделение карбидов и усиливает образование мартенситных компонентов при охлаждении. Эти эффекты получают при содержании алюминия более 0,1% и преимущественно, когда содержание алюминия больше 0,12%.
Алюминий в виде AlN ограничивает рост зерен во время отжига после холодной прокатки. Этот элемент используется также для раскисления жидкой стали в количестве обычно меньшем приблизительно 0,050%. На практике обычно полагают, что более высокие содержания усиливают эрозию жаростойких материалов и повышают опасность забивки сопел. В избыточных количествах алюминий уменьшает горячую пластичность и повышает вероятность дефектов, возникающих при непрерывной разливке. С целью обеспечения удовлетворительных характеристик растяжения предпринимались также усилия, направленные на ограничение включений оксида алюминия, в частности, в виде кластеров. Авторы изобретения показали что, в сочетании с другими элементами композиции алюминий в количестве до 0,3 вес.% мог бы быть добавлен без какого-либо отрицательного влияния на другие заданные свойства, в частности, имеющие отношение к пластичности, и мог бы при этом способствовать получению требуемых микроструктуры и механических свойств. При содержании более 0,3% имеется опасность взаимодействия между жидким металлом и шлаком при непрерывной разливке, что может привести к появлению дефектов. Содержание алюминия до 0,25 мас.% обеспечивает образование тонких микроструктур без крупных мартенситных островков, которые бы могли отрицательно влиять на пластичность.
Авторы изобретения неожиданным образом обнаружили, что можно получать высокий уровень прочности (от 980 до 1100 МПа) даже несмотря на предельно высокие добавки алюминия и кремния. Этого можно достичь применением особой комбинации легирующих или микролегирующих элементов согласно изобретению, в частности при добавлении Мо, Cr, Nb, Ti и В.
В количестве более 0,05 мас.% молибден оказывает положительный эффект на упрочняемость и препятствует росту феррита и появлению бейнита. Однако содержание молибдена более 0,25% чрезмерно повышает стоимость добавок.
В количестве более 0,2 вес.% хром, благодаря своему влиянию на упрочняемость, также способствует задержке образования проэвтектоидного феррита. Свыше же 0,5% стоимость добавления хрома также становится чрезмерной.
Сочетанное влияние хрома и молибдена на упрочняемость принимается в расчет в изобретении согласно их индивидуальным характеристикам. Согласно изобретению содержания хрома и молибдена являются такими, что: Сr+(2×Мо)≤0,6%. Коэффициенты в этой зависимости указывают на соответствующее влияние каждого из этих двух элементов на упрочняемость в целях усиления образования тонкой ферритной структуры.
Титан и ниобий являются микролегирующими элементами, используемыми совместно согласно изобретению:
- в количестве от 0,010 до 0,050% титан соединяется главным образом с азотом и углеродом, в результате чего выделяются нитриды и/или карбонитриды. Эти осадки стабильны при нагреве сляба до 1150-1250°С перед горячей прокаткой, что позволяет контролировать размер зерен аустенита. При содержании титана более 0,050% существует опасность образования крупных нитридов титана, которые выделяются из жидкого состояния, проявляя тенденцию ухудшать пластичность;
- в количестве более 0,010% ниобий очень эффективен в отношении образования тонких осадков Nb(CN) в аустените или феррите во время горячей прокатки или во время отжига в интервале температур, близком к интервалу межкритического превращения. Ниобий тормозит рекристаллизацию во время горячей прокатки и во время отжига и делает микроструктуру более тонкой. Однако поскольку избыточное содержание ниобия ухудшает свариваемость, его следует ограничивать до 0,040%.
Указанные выше содержания титана и ниобия делают возможным полный захват азота в виде нитридов и карбонитридов до такой степени, что в свободном состоянии оказывается бор, оказывая при этом положительное влияние на упрочняемость. Влияние бора на упрочняемость является ключевым моментом. Ограничивая активность углерода, бор фактически создает возможность контролировать и ограничивать превращения диффузных фаз (превращения феррита или перлита при охлаждении) и образовывать упрочняющие фазы (бейнит и мартенсит), необходимые для получения высоких характеристик механической прочности. Добавление бора, таким образом, является важным компонентом настоящего изобретения и при этом позволяет ограничивать добавление упрочняющих элементов, таких как Мn, Мо и Сr, снижая в результате этого себестоимость стали.
Минимальное содержание бора, обеспечивающее полезную упрочняемость, равно 0,0005%. При содержании выше 0,0025% наблюдаются влияние на пики упрочняемости и отрицательное влияние на покрываемость и горячую пластичность.
Чтобы образовалось удовлетворительное количество нитридов и карбонитридов, необходимо минимальное содержание азота 0,002%. Чтобы предотвратить образование BN, который бы снижал количество свободного бора, необходимого для упрочнения феррита, следует ограничивать содержание азота до 0,007%.
Для дополнительного упрочнения феррита возможно добавление соответствующего количества никеля. Однако из-за стоимостных соображений это количество ограничивается до 0,1%.
Осуществление способа производства прокатанного листа согласно изобретению включает следующие последовательные операции:
- получают сталь, имеющую состав согласно изобретению; и
- проводят разливку этой стали в полуфабрикат.
Эту разливку можно производить либо в слитки, либо, непрерывно, в виде слябов с толщиной порядка 200 мм. Разливку можно также проводить в виде тонких слябов толщиной в несколько десятков миллиметров или тонких полос между вращающихся навстречу друг другу стальных цилиндров.
Отлитые полуфабрикаты доводят вначале до температуры TR выше 1150°С, в результате чего каждая их точка достигает температуры, благоприятной для крупных деформаций, которым сталь будет подвергнута во время прокатки.
Однако если температура TR слишком высока, аустенитные зерна растут нежелательным образом. В этом температурном интервале единственными осадками, которые могут эффективно контролировать размер зерна аустенита, являются нитриды титана, и, чтобы на этой стадии сохранять малый размер зерна аустенита, температуру нагрева следует ограничивать до 1250°С.
Разумеется, в случае прямой разливки тонких слябов или тонких полос между вращающихся навстречу друг другу стальных цилиндров операция горячей прокатки для этих полуфабрикатов, начиная с температуры выше 1150°С, может проводиться непосредственно после разливки, благодаря чему в этом случае необходимость в промежуточной стадии нагрева отсутствует.
Полуфабрикат подвергают горячей прокатке в температурном интервале, в котором структура стали является полностью аустенитной: если TFl ниже температуры начала превращения аустенита при охлаждении (Аr3), зерна феррита нагартовываются в результате прокатки, и пластичность ухудшается. Предпочтительно выбирать температуру конца прокатки выше 850°С.
Подвергнутый горячей прокатке продукт после этого сматывают в рулон при температуре Тbob от 500 до 550°С: этот температурный интервал позволяет достигать полного превращения бейнита в процессе почти изотермической выдержки при операции сматывания в рулон. Этот интервал способствует возникновению такой морфологии осадков Ti и Nb, которая является достаточно тонкой, чтобы воспользоваться упрочняющей способностью этих осадков на последующих стадиях данного способа производства. Температура сматывания в рулон выше 570°С приводит к образованию более крупных осадков, коалесценция которых во время непрерывного отжига значительно снижает производительность.
Если же температура сматывания в рулон слишком низка, твердость продукта повышается, что увеличивает усилие, которое необходимо при последующей холодной прокатке.
Продукт после горячей прокатки очищают от окалины, используя для этого какой-либо известный способ, и затем проводят холодную прокатку до обжатия преимущественно от 30 до 80%.
После этого холоднокатаный продукт нагревают, преимущественно на установке непрерывного отжига, при средней скорости нагрева VC от 1 до 5°С/сек. В сочетании с температурой отжига ниже ТМ такой диапазон скоростей нагрева дает нерекристаллизованную ферритную фракцию, меньшую или равную 15%.
Нагрев проводится при температуре отжига ТМ от температуры Ac1 (температура начала аллотропного превращения при нагревании) +40°С до Аc3 (температура конца аллотропного превращения при нагревании) - 30°С, т.е. в специфическом межкритическом температурном интервале, когда ТМ ниже (Ac1+40°C), структура может также включать зоны нерекристаллизованного феррита, доля которого может достигать 15% площади поверхности. Эта доля нерекристаллизованного феррита рассчитывается следующим образом: после идентифицирования ферритной фазы в микроструктуре количественно определяется отношение процентного содержания нерекристаллизованного феррита на площади поверхности ко всей ферритной фазе. Авторами изобретения показано, что эти нерекристаллизованные зоны оказывают отрицательное влияние на пластичность и не позволяют получать характеристики, составляющие цель изобретения. Температура отжига (ТМ) согласно изобретению обеспечивает достаточно аустенита для образования при последующем охлаждении мартенсита в таком количестве, при котором можно иметь заданные характеристики. Температура ТМ ниже (Ас3-30°С) также гарантирует то, что содержание углерода в островках аустенита, образуемого при температуре ТМ, действительно, приводит к последующему превращению мартенсита: если температура отжига слишком высока, содержание углерода в островках аустенита становится слишком низким, что приводит к последующему неблагоприятному превращению в бейнит или перлит. Более того, слишком высокая температура приводит к увеличению размера осадков ниобия, которые частично утрачивают свою упрочняющую способность. В результате этого снижается конечная механическая прочность. По этой причине температуру ТМ следует выбирать преимущественно в пределах от 760 до 830°С.
Минимальное время выдержки tМ, равное 30 сек при температуре ТМ, обеспечивает растворение карбидов при частичном превращении в аустенит. По истечении 300 сек эффект достигает пика. Время выдержки более 300 сек не совместимо с требованиями к производительности установок непрерывного отжига, в частности к скорости прохождения. Время выдержки tМ составляет от 30 до 300 сек.
Последующие операции способа различаются в зависимости от того, производится ли стальной лист без покрытия, стальной лист, оцинкованный методом непрерывного горячего погружения, или отожженный и оцинкованный стальной лист:
- в первом случае в конце времени выдержки для отжига проводится охлаждение до температуры ниже температуры Ms (температуры начала образования мартенсита) со скоростью охлаждения V, достаточно высокой для того, чтобы весь образовавшийся во время отжига аустенит превратился в мартенсит.
Это охлаждение может проводиться, начиная с температуры ТМ, в одну или более ступеней, при использовании во втором случае различных способов охлаждения, таких как ванны с холодной или кипящей водой, водяные или газовые струи. Эти возможные способы ускоренного охлаждения могут комбинироваться с целью получения полного превращения аустенита в мартенсит. После превращения этого мартенсита стальной лист охлаждают до температуры окружающей среды.
Микроструктура охлажденной стали без покрытия состоит после этого из ферритной матрицы с островками мартенсита, доля которого составляет от 35 до 50% площади поверхности и который не содержит бейнита
- если предполагается производить сталь, оцинкованную методом непрерывного горячего погружения, то в конце времени выдержки для отжига продукт охлаждают до достижения температуры, близкой к температуре цинкования методом горячего погружения (TZn), и при этом скорость охлаждения VR достаточно высока, чтобы предотвратить превращение аустенита в феррит. Для этого скорость охлаждения VR преимущественно превышает 15°С/сек. Цинкование методом горячего погружения проводится погружением в ванну с цинком или цинковым сплавом, температура которых TZn составляет от 450 до 480°С. На этой стадии происходит частичное превращение аустенита в бейнит, что приводит к образованию бейнита в количестве от 1 до 10% от площади поверхности. Чтобы ограничить долю бейнита до 10%, время выдержки в указанном интервале температур должно быть меньше 80 сек. После выхода из цинковой ванны оцинкованный продукт охлаждается со скоростью V'R более 4°С/сек до температуры окружающей среды для полного превращения остаточного аустенита в мартенсит. Таким путем получают холоднокатаный отожженный и оцинкованный стальной лист, поверхность которого содержит 40-64% феррита, 35-50% мартенсита и 1-10% бейнита. Если предполагается производить холоднокатаный, отожженный оцинкованный, так называемый легировано-оцинкованный двухфазный стальной лист, то в конце времени для отжига 1 продукт охлаждают до достижения температуры, близкой к температуре цинкования методом горячего погружения (TZn), и при этом скорость охлаждения VR достаточна высока, чтобы предотвратить превращение аустенита в феррит. Для этого скорость охлаждения VR преимущественно превышает 15°С/сек. Цинкование методом горячего погружения проводится погружением в ванну с цинком или цинковым сплавом, температура которых TZn составляет от 450° до 480°С. На этой стадии происходит частичное превращение аустенита в бейнит, что приводит к образованию бейнита в количестве от 1 до 10% площади поверхности. Чтобы ограничить долю бейнита до 10%, время выдержки в указанном интервале температур должно быть меньше 80 сек. После выхода из цинковой ванны оцинкованный продукт нагревается до температуры tg между 490 и 550°С в течение времени tg от 10 до 40 сек. Следствием этого является взаимная диффузия железа и тонкого слоя цинка или цинкового сплава, нанесенного во время погружения, в результате чего получают отожженный и оцинкованный продукт. Этот продукт охлаждают до температуры окружающей среды со скоростью V"R, большей 4°С/сек. Этим путем получают оцинкованный стальной лист с ферритной матрицей, содержащей 40-64% фракции феррита, 30-50% мартенсита и 1-50% бейнита от площади поверхности. Мартенсит, как правило, имеет форму островков со средним размером меньше, чем четыре микрометра, даже два микрометра, причем большая часть этих островков (более 50%) имеет скорее массивную, нежели продолговатую морфологию. Морфология какого-либо данного островка характеризуется отношением максимального размера Lmax к минимальному размеру Lmin. Какой-либо островок рассматривается как имеющий массивную морфологию, если отношение Lmax/Lmin меньше или равно 2.
Авторы изобретения обнаружили также, что небольшие отклонения производственных параметров по изобретению, не приводят к серьезным изменениям в микроструктуре или в механических свойствах, что является преимуществом для постоянства характеристик произведенных промышленных изделий.
Далее изобретение иллюстрируется с использованием приведенных ниже примеров, не ограничивающих объем изобретения.
ПРИМЕР
Были приготовлены стали, имеющие приведенный в таблице состав, выраженный в массовых процентах. Наряду со сталями от IX до IZ, использованными для изготовления листов согласно изобретению, для сравнения показан состав стали R, используемой для изготовления контрольных листов.
Отлитые полуфабрикаты, соответствующие приведенным выше составам нагревали до 1230°С и затем подвергали горячей прокатке до толщины 2,8-4 мм в интервале температур, в котором структура является полностью аустенитной. Условия изготовления этих горячекатаных продуктов (температура конца прокатки TF1, температура сматывания в рулон Тbob) приведены в таблице 2.
Горячекатаные продукты были после этого очищены от окалины и затем подвергнуты 1 холодной прокатке до толщины от 1,4 до 2 мм, что соответствует 50%-ному обжатию. Некоторые стали одного и того же состава были обработаны в разных условиях. Обозначения IХ1, IХ2 и IХ3 относятся, например, к трем сталям, полученным в разных условиях исходя из композиции IX стали. Листы были оцинкованы методом горячего погружения в цинковой ванне при температуре TZn, равной 460°С, а другие были подвергнуты также обработке цинкованию с отжигом. В таблице 3 показаны производственные условия для листов, отжигаемых после холодной прокатки:
- скорость нагрева VC;
- температура отжига ТМ;
- время выдержки при отжиге tМ;
- скорость охлаждения после отжига VR;
- скорость охлаждения после цинкования V"R;
- температура цинкования с отжигом То;
- время цинкования с отжигом tg;
- скорость охлаждения V"R после обработки цинкования с отжигом.
В таблице 3 показаны также температуры Ас1 и Ас3.
В приведенной ниже таблице 4 показаны полученные механические свойства, относящиеся к растяжению (предел текучести Re, прочность Rm, удлинение при разрыве А). Показано также отношение Re/Rm.
Определена также микроструктура сталей с ферритной матрицей. Поверхностные доли бейнита и мартенсита количественно определены с применением воздействия реагентами Picral и LePera, соответственно, и последующего анализа изображений с помощью I компьютерной программы Aphelion™. Была определена также поверхностная доля нерекристаллизованного феррита с использованием оптической микроскопии и сканирующей электронной микроскопии, позволившие визуально идентифицировать ферритную фазу, после чего в этой ферритной фазе была количественно определена рекристаллизованная фракция. Нерекристаллизованный феррит существует обычно в виде островков, растянутых в процессе прокатки.
Способность к изгибу была количественно оценена следующим образом: листы сворачивали несколько раз, причем радиус сгиба с каждым разом уменьшался. После этого оценивали способность к изгибу, отмечая наличие трещин на поверхности свернутого блока, оценку чего выражали от 1 (низкая способность к изгибу) до 5 (очень хорошая способность). Результаты с оценками 1 и 2 считали неудовлетворительными.
Стальные листы согласно изобретению имеют ряд микроструктурных и механических характеристик, которые позволяют с успехом изготовлять детали, в особенности для конструкционных применений: прочность от 980 до 1100 МПа, отношение Re/Rm от 0,6 до 0,8, удлинение до разрыва больше 9%, хорошая способность к изгибу. Фиг.1 иллюстрирует морфологию стального листа IХ1, в котором весь феррит рекристаллизован.
Листы согласно изобретению обладают хорошей свариваемостью, в частности свариваемостью при точечной сварке, при углеродном эквиваленте ниже 0,25. Более конкретно, токовый интервал для свариваемости при точечной сварке, определяемый в соответствии со стандартом ISO 18278-2, очень широк: порядка 3500 А. Он увеличен по сравнению с контрольной сталью того же сорта. Проведенные также испытания образцов на растяжение вдоль двух взаимно перпендикулярных осей или испытания на сдвиг при растяжении на точечных сварных швах на листах согласно изобретению свидетельствуют о том, что прочность этих точечных сварных швов очень высока с точки зрения механических свойств.
При сравнении с контрольными листами последние не показали таких же характеристик. Стальные листы IХ3 (оцинкованные) и IХ6 (отожженные и оцинкованные) были отожжены при слишком низкой температуре ТМ: в результате этого нерекристаллизованная ферритная фракция оказывается в избытке так же, как и мартенситная фракция. Эти микроструктурные характеристики ассоциируются с уменьшенным удлинением и способности к изгибу. Фиг.2 иллюстрирует микроструктуру стального листа IХ3: следует обратить внимание на присутствие нерекристаллизованного феррита в виде продолговатых островков (отмечены (А)), сосуществующих с рекристаллизованным ферритом и мартенситом, из которых последний компонент выглядит на микрографии более темным. На полученной с помощью сканирующей электронной микроскопии микрографии (фиг.3) зоны нерекристаллизованного феррита (А) четко отличаются от зон рекристаллизованного феррита (В).
Лист IХ5 является отожженным и оцинкованным листом, который отжигался при слишком высокой температуре Тм: содержание углерода в аустените при высокой температуре является слишком низким и появление бейнита усиливается за счет образования мартенсита. В этом случае имеет также место коалесценция осадков ниобия, что ведет к снижению твердости. В результате этого, поскольку отношение Re/Rm слишком велико, прочность становится неудовлетворительной.
Отожженный и оцинкованный лист IХ7 охлаждали после стадии отжига со слишком низкой скоростью VR: превращение образующегося аустенита в феррит на этой стадии охлаждения оказалось чрезмерным, поскольку стальной лист содержал на заключительной стадии слишком большую фракцию бейнита и слишком малую фракцию мартенсита, что приводит к неудовлетворительной прочности.
Состав стального листа R не соответствует изобретению, поскольку содержание углерода в нем слишком высоко, а содержания в нем марганца, алюминия, ниобия, титана и бора слишком низки. По этой причине фракция мартенсита слишком мала, в результате чего механическая прочность неудовлетворительна.
Стальные листы согласно изобретению будут с успехом использованы для производства конструкционных деталей и деталей безопасности в автомобильной промышленности.

Изобретение относится к области металлургии, а именно к производству холоднокатаных и отожженных листов из двухфазной стали, обладающей высокой прочностью и пластичностью. Из стали, содержащей в мас.%: 0,055≤C≤0,095, 2≤Mn≤2,6, 0,005≤Si≤0,35, S≤0,005, Р≤0,050, 0,1≤Аl≤0,3, 0,05≤Мо≤0,2, 0,2≤Сr≤0,5, при условии, что Cr+2Mo≤0,6, Ni<0,1, 0,010≤Nb≤0,040, 0,010≤Ti≤0,050, 0,0005≤B≤0,0025, 0,002≤N≤0,007, остальное железо и неизбежные примеси, возникающие при плавке, отливают полуфабрикат. Нагревают его до 1150≤C≤TR≤1250°C и подвергают горячей прокатке при температуре конца прокатки ТFL≤Аr3, а затем сматывают в рулон при температуре в пределах 500°С≤Тbоb≤570°С. Очищают от окалины и проводят холодную прокатку при обжатии от 30 до 80%. Полученный холоднокатаный полуфабрикат нагревают со скоростью 1°С/сек≤VC≤5°С/сек до температуры отжига Тм, определяемой как Ас1+40°С≤Тм≤Ас3-30°С/сек, при которой выдерживают в течение времени 30 сек≤tм≤300 сек для образования структуры, содержащей аустенит, после чего охлаждают до температуры ниже Ms со скоростью V, достаточно высокой для превращения всего количества аустенита в мартенсит. Получаемые листы обладают хорошей способностью к формованию, особенно хорошей способностью к изгибам, при обеспечении прочности стали от 980 до 1100 МПа и удлинении при разрыве выше 9%. 6 н. и 13 з.п. ф-лы, 3 ил., 4 табл., 1 пр.
1. Холоднокатаный и отожженный лист из двухфазной стали, обладающей прочностью от 980 до 1100 МПа, характеризующейся удлинением при разрыве больше 9% и имеющей состав, который включает, мас.%:
0,055≤С≤0,095;
2≤Mn≤2,6;
0,005≤Si≤0,35;
S≤0,005;
P≤0,050;
0,1≤Al≤0,3;
0,05≤Mo≤0,2;
0,2≤Cr≤0,5;
при условии, что Cr+2Мо≤0,6;
Ni<0,1;
0,010≤Nb≤0,040;
0,010≤Ti≤0,050;
0,0005≤B≤0,0025;
и 0,002≤N≤0,007;
остальное железо и неизбежные примеси, возникающие при плавке.
2. Стальной лист по п.1, отличающийся тем, что сталь содержит, мас.%: 0,12≤А1≤0,25.
3. Стальной лист по п.1 или 2, отличающийся тем, что сталь содержит, мас.%: 0,10≤Si≤0,30.
4. Стальной лист по п.1 или 2, отличающийся тем, что сталь содержит, мас.%: 0,15≤Si≤0,28.
5. Стальной лист по п.1 или 2, отличающийся тем, что сталь содержит, мас.%: Р≤0,015.
6. Стальной лист по п.1 или 2, отличающийся тем, что его микроструктура состоит из фракции мартенсита, составляющей от 35 до 50% площади поверхности.
7. Стальной лист по п.6, отличающийся тем, что оставшаяся часть указанной микроструктуры состоит из фракции феррита, составляющей от 50 до 65% площади поверхности.
8. Стальной лист по п.6, отличающийся тем, что оставшаяся часть указанной микроструктуры состоит из фракций бейнита и феррита, составляющих соответственно 1-10 и 40-64% от площади поверхности.
9. Стальной лист по п.1 или 2, отличающийся тем, что поверхностная доля нерекристаллизованного феррита по отношению ко всей ферритной фазе меньше или равна 15%.
10. Стальной лист по п.1 или 2, отличающийся тем, что отношение предела текучести Re к прочности Rm составляет 0,6≤Re / Rm≤0,8.
11. Стальной лист по п.1 или 2, отличающийся тем, что он подвергнут непрерывному цинкованию.
12. Стальной лист по п.1 или 2, отличающийся тем, что он включает в себя покрытие, полученное в результате отжига и цинкования.
13. Способ производства холоднокатаного и отожженного листа двухфазной стали, отличающийся тем, что получают сталь, имеющую состав, указанный в любом из пп.1-5, после чего
- сталь отливают в полуфабрикат, затем
- температуру указанного полуфабриката доводят до 1150°С≤TR≤1250°С, после чего
- указанный полуфабрикат подвергают горячей прокатке при температуре конца прокатки TFL≥Аr3, получая горячекатаный продукт, после чего
- указанный горячекатаный продукт сматывают в рулон при температуре Тbob в пределах 500°С≤Тbob≤570°С, после чего
- указанный горячекатаный продукт очищают от окалины, после чего
- проводят холодную прокатку при обжатии от 30 до 80% с получением холоднокатаного продукта, после чего
- указанный холоднокатаный продукт нагревают со скоростью 1°С/с≤Vc≤5°С/с, до температуры отжига Тм, определяемой как Ас1+40°С≤Тм≤Ас3-30°С/с, при которой продукт выдерживают в течение времени: 30 с≤tм≤300 с, получая в результате нагретый и отожженный продукт со структурой, содержащей аустенит, после чего
- указанный продукт охлаждают до температуры ниже Ms со скоростью V достаточно высокой для превращения всего количества аустенита в мартенсит.
14. Способ производства холоднокатаного, отожженного и оцинкованного листа двухфазной стали, отличающийся тем, что получают сталь, имеющую состав, указанный в любом из пп.1-5, после чего
- сталь отливают в полуфабрикат, затем
- температуру указанного полуфабриката доводят до 1150°С≤TR≤1250°С, после чего
- указанный полуфабрикат подвергают горячей прокатке при температуре конца прокатки TFL≥Аr3, получая горячекатаный продукт, после чего
- указанный горячекатаный продукт сматывают в рулон при температуре Тbob в пределах 500°С≤Тbob≤570°С, после чего
- указанный горячекатаный продукт очищают от окалины, после чего
- проводят холодную прокатку при обжатии от 30 до 80% с получением холоднокатаного продукта, после чего
- указанный холоднокатаный продукт нагревают со скоростью 1°С/с≤Vc≤5°С/с до температуры отжига Тм, определяемой как Ас1+40°С≤Тм≤Ас3-30°С/с, при которой продукт выдерживают в течение времени 30 с≤tм≤300 с, получая в результате нагретый и отожженный продукт со структурой, содержащей аустенит, после чего
- указанный нагретый и отожженный продукт охлаждают со скоростью VR, достаточно высокой для предотвращения превращения указанного аустенита в феррит, до тех пор, пока не будет достигнута температура, близкая к температуре TZn цинкования методом горячего погружения, после чего
- указанный продукт подвергают непрерывному цинкованию погружением в ванну с цинком или сплавом Zn при температуре 450°С≤TZn≤480°C, получая оцинкованный продукт, и затем
- указанный оцинкованный продукт охлаждают до температуры окружающей среды со скоростью V'R выше 4°С/с, получая холоднокатаный, отожженный и оцинкованный стальной лист.
15. Способ производства холоднокатаного, отожженного и оцинкованного листа двухфазной стали, отличающийся тем, что получают сталь, имеющую состав, указанный в любом из пп.1-5, после чего
- сталь отливают в полуфабрикат, затем
- температуру указанного полуфабриката доводят до 1150°С≤TR≤1250°С, после чего
- указанный полуфабрикат подвергают горячей прокатке при температуре конца прокатки ТFL≥Аr3, получая горячекатаный продукт, после чего
- указанный горячекатаный продукт сматывают в рулон при температуре Тbob в пределах 500°С≤Тbob≤570°С, после чего
- указанный горячекатаный продукт очищают от окалины, после чего
- проводят холодную прокатку при обжатии от 30 до 80% с получением холоднокатаного продукта, после чего
- указанный холоднокатаный продукт нагревают со скоростью 1°С/с≤Vc≤5°С/с до температуры отжига Тм, определяемой как Ас1+40°С≤Тм≤Ас3-30°С/с, при которой продукт выдерживают в течение времени 30 с≤tм≤300 с, получая в результате нагретый и отожженный продукт со структурой, содержащей аустенит, после чего
- указанный нагретый и отожженный продукт охлаждают со скоростью VR, достаточно высокой для предотвращения превращения указанного аустенита в феррит, до тех пор, пока не будет достигнута температура, близкая к температуре TZn цинкования методом горячего погружения, после чего
- указанный продукт подвергают непрерывному цинкованию погружением в ванну с цинком или сплавом Zn при температуре 450°С≤TZn≤480°С, получая оцинкованный продукт, после чего
- указанный оцинкованный продукт нагревают до температуры ТG от 490 до 550°С в течение времени tg от 10 до 40 с, получая оцинкованный и отожженный продукт, и затем
- указанный оцинкованный и отожженный продукт охлаждают до температуры окружающей среды со скоростью V"R выше 4°С/с, получая холоднокатаный оцинкованный и отожженный стальной лист.
16. Способ производства по любому из пп.13-15, отличающийся тем, что указанная температура Тм составляет от 760 до 830°С.
17. Способ производства по п.14 или 15, отличающийся тем, что скорость охлаждения VR выше или равна 15°С/с.
18. Применение стального листа по любому из пп.1-12 для производства конструкционных деталей или деталей безопасности для моторизованных транспортных средств.
19. Применение стального листа, изготовленного способом по любому из пп.13-17, для производства конструкционных деталей или деталей безопасности для моторизованных транспортных средств.
| Винтовой пневматический питатель сыпучего груза | 1988 |
|
SU1548142A1 |
| RU 2152450 C1, 10.07.2000 | |||
| СТАЛЬ ДЛЯ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА | 2001 |
|
RU2190685C1 |
| ДВУХФАЗНАЯ СТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2151214C1 |
| СТАЛЬ С ОЧЕНЬ ВЫСОКОЙ МЕХАНИЧЕСКОЙ ПРОЧНОСТЬЮ, СПОСОБ ПОЛУЧЕНИЯ ЛИСТА ИЗ СТАЛИ С ПОКРЫТИЕМ ИЗ ЦИНКА ИЛИ ЦИНКОВОГО СПЛАВА И ЕГО ПРИМЕНЕНИЕ | 2003 |
|
RU2321667C2 |
| ВЫСОКОПРОЧНЫЙ ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПРЕДЕЛОМ ПРОЧНОСТИ НА РАЗРЫВ 780 МПа ИЛИ БОЛЕЕ, ИМЕЮЩИЙ ПРЕВОСХОДНУЮ ЛОКАЛЬНУЮ ДЕФОРМИРУЕМОСТЬ И ЗАМЕДЛЕННОЕ ПОВЫШЕНИЕ ТВЕРДОСТИ МЕСТА СВАРКИ | 2004 |
|
RU2312163C2 |
| Способ определения термоогнезащитных характеристик средств индивидуальной защиты | 2021 |
|
RU2790009C2 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

