ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к устройству для обработки паром, например устройству для обработки паром продукта, такого как пищевой продукт, например пищевой продукт для животных, такой как влажный пищевой продукт для домашних животных. Более конкретно, изобретение относится к пропарочному туннелю для обработки продукта с помощью пара. Более конкретно, изобретение относится к пароварочному аппарату.
УРОВЕНЬ ТЕХНИКИ
Влажные пищевые продукты для домашних животных могут быть приготовлены следующим образом. Сначала изготавливается исходный материал путем смешивания и при необходимости размалывания ингредиентов, таких как мясо, соль, эмульгатор и т.д., до состояния тестообразного вещества. Это вещество выдавливается с образованием жгутов, обычно имеющих диаметр от 10 до 30 мм. Жгуты транспортируются на конвейерной ленте. На конвейерной ленте жгуты расположены параллельно в направлении, параллельном направлению перемещения, и разнесены друг от друга в направлении, перпендикулярном направлению перемещения. В пропарочном туннеле жгуты нагреваются с помощью пара. Жгуты обычно нагреваются до уровня, при котором вещество становится достаточно твердым, чтобы подвергаться резке. Например, жгуты могут нагреваться приблизительно от 8°C на входе в туннель до температуры в толще продукта, составляющей 82°C. После прохождения через пропарочный туннель жгуты нарезаются на порции. Порции упаковываются в контейнер, такой как консервная банка. Консервная банка может дополнительно заполняться подливой. После закрытия заполненные контейнеры могут подвергаться стерилизации.
Оборудование для обработки жгутов паром, как таковое, известно. Подобное известное оборудование для обработки паром может включать в себя горизонтальный обрабатывающий туннель, имеющий входной конец и выходной конец, при этом внутреннее пространство обрабатывающего туннеля сообщается с окружающей средой, так что давление, преобладающее в обрабатывающем туннеле, по существу равно давлению окружающей среды. Подобное известное оборудование включает в себя систему подачи пара, предназначенную для подачи пара в обрабатывающий туннель. Иногда оборудование включает в себя контроллер, выполненный с возможностью установления по меньшей мере в верхней секции обрабатывающего туннеля зоны, содержащей пар, например, на основе сигнала с датчика температуры. Оборудование включает в себя систему транспортировки для подачи подлежащих обработке жгутов через обрабатывающий туннель.
Подача изначально холодных жгутов в туннель приведет к тому, что совместно со жгутами в туннель будет поступать некоторое количество воздуха, имеющегося вблизи поверхности жгутов и между жгутами. Этот воздух постепенно заполнит внутренний объем туннеля. Конденсация пара на поверхности жгутов приводит к локальному уменьшению объема пара вблизи поверхности жгутов. Это уменьшение объема порождает поток пара в направлении поверхности жгутов. Однако если пар внутри туннеля смешан с воздухом, этот поток также приведет к подаче воздуха в направлении поверхности жгутов. Воздушная фракция не может конденсироваться на поверхности жгутов. Кроме того, воздух, присутствующий вблизи поверхности жгутов, образует застойный слой вблизи поверхности жгутов, формируя диффузионный барьер, препятствующий дальнейшей конденсации на поверхности жгутов. Это существенно замедляет конденсацию пара и нагрев жгутов.
Кроме того, массовая плотность чистого пара (при атмосферном давлении при 100°C) составляет около 0,59 кг/м3. Окружающий воздух, поступающий в туннель вместе со жгутами, имеет массовую плотность (при 25°C) около 1,18 кг/м3, т.е. примерно вдвое выше массовой плотности чистого пара. Это различие в массовой плотности может привести к стратификации внутри туннеля, при этом воздух находится в нижнем слое, т.е. вблизи жгутов, а пар - в верхнем слое, т.е. над жгутами. Следовательно, слой воздуха может «затаскиваться» вместе со жгутами на конвейере, а пар может «плыть» над слоем воздуха, что приводит к уменьшению конденсации пара и нагрева жгутов.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Задача изобретения заключается в создании усовершенствованного устройства для обработки продукта паром. Задача заключается в устранении по меньшей мере одного из вышеуказанных недостатков известного оборудования.
Для этой цели согласно изобретению предложено устройство для обработки продукта паром. Устройство включает в себя обрабатывающий туннель, имеющий входное отверстие и выходное отверстие для впуска и выпуска продукта соответственно. Устройство включает в себя транспортировочный блок для перемещения продукта от входного отверстия к выходному отверстию. Устройство включает в себя блок подачи пара для подачи пара в обрабатывающий туннель. Устройство включает в себя одно или более сопел, сообщающихся с блоком подачи пара, выполненных с возможностью направления струи пара на продукт. Для этой цели сопла могут быть сориентированы в направлении продукта. Например, сопла могут быть выполнены с возможностью направления струи пара вниз в направлении продукта.
Воздух, внесенный в туннель вместе с продуктом, может выдуваться этими струями. Это способствует удалению воздуха с поверхности жгутов. Таким образом, с одной стороны, воздух удаляется с поверхности продукта, а с другой стороны, пар эффективно приводится в соприкосновение с продуктом. Кроме того, струи могут вызывать движение, например турбулентность, в газе/паре внутри туннеля. Следовательно, можно эффективно бороться со стратификацией. Помимо этого, струи могут вызывать смешивание воздуха, внесенного в туннель, с паром в туннеле.
При необходимости одно или более сопел расположены в секции туннеля, примыкающей к входному отверстию. Например, сопла могут располагаться на расстоянии от 0 до 2000 мм от входного отверстия, например от 100 до 1900 мм от входного отверстия. Например, сопла могут располагаться в пределах первых 15% длины туннеля, например в пределах первых 11%, например в пределах первых 7%.
При необходимости одно или более сопел расположены не под прямым углом относительно направления перемещения транспортировочного блока. При необходимости одно или более сопел сориентированы так, что струя пара имеет по меньшей мере составляющую вектора скорости в направлении, противоположном направлению перемещения транспортировочного блока. Это увеличивает возможность струй удалять воздух с поверхности продукта и/или удалять воздух из туннеля. Сопла могут быть сориентированы так, что струя пара имеет по меньшей мере составляющую вектора скорости в направлении, противоположном направлению перемещения транспортировочного блока, а также составляющую вектора скорости в направлении вниз.
При необходимости одно или более сопел выполнены с возможностью направления полосы пара на продукт. Для этой цели сопла могут располагаться вдоль одной линии. Полоса пара может эффективно удалять воздух с поверхности продукта. Вместо линии сопел или в дополнение к ней могут использоваться одно или более щелевидных сопел для образования полотна пара, направленного в сторону продукта.
При необходимости устройство включает в себя дополнительный паровпускной канал, выполненный с возможностью инжектирования пара в туннель. При необходимости дополнительный паровпускной канал не сориентирован непосредственно на продукт. Дополнительный паровпускной канал может предоставлять дополнительный пар для дополнительного нагрева продукта.
При необходимости туннель включает в себя два или более последовательных отсеков в направлении перемещения транспортировочного блока. При необходимости туннель включает в себя одну или более разделительных стенок, разделяющих последовательные отсеки. При необходимости одна или более разделительных стенок включают в себя вырез для подачи продукта сквозь вырез через разделительную стенку. При необходимости туннель по существу симметричен относительно одной такой разделительной стенки. При необходимости туннель по существу симметричен относительно срединной плоскости туннеля, ортогональной его продольному направлению.
Обрабатывающий туннель может быть поделен на отсеки в продольном направлении, при этом разделительная стенка свешивается со свода туннеля на границе между каждыми двумя отсеками. Разделительная стенка, позволяющая проходить подлежащему обработке продукту из одного отсека в другой отсек, например через вырез в нижней части разделительной стенки или потому, что разделительная стенка не продолжается до основания обрабатывающего туннеля, противодействует перемещению пара, свободного от воздуха, из одного отсека в другой отсек. Такая разделительная стенка, таким образом, обеспечивает возможность независимого управления паром, подаваемым в последовательные отсеки обрабатывающего туннеля. Помимо этого, такая разделительная стенка способствует дополнительному уменьшению воздействия окружающей среды на обрабатывающий туннель.
Чтобы дополнительно противодействовать воздействию внешней среды на первый и последний отсеки обрабатывающего туннеля или, возможно, на единственный отсек обрабатывающего туннеля, предпочтительно, чтобы была предусмотрена входная или выходная разделительная стенка, свешивающаяся со свода обрабатывающего туннеля, на границе обрабатывающего туннеля соответственно на входном отверстии и выходном отверстии.
При необходимости входное отверстие может включать в себя входной отсек, по существу закрытый относительно окружающей среды. Входной отсек может иметь входной проход для продуктов. При необходимости выходное отверстие включает в себя выходной отсек, по существу закрытый относительно окружающей среды. Выходной отсек может иметь выходной проход для продуктов.
При необходимости устройство включает в себя всасывающий блок на входе, выполненный с возможностью отсоса воздуха и/или пара над продуктом ближе по ходу от входного отверстия туннеля. При необходимости всасывающий блок на входе включает в себя пластину, продолжающуюся над транспортировочным блоком на малом расстоянии от продукта. Например, пластина может располагаться на расстоянии около 2-15 мм от продукта. При необходимости всасывающий блок на входе включает в себя всасывающую щель и/или множество всасывающих отверстий в пластине.
При необходимости устройство включает в себя всасывающий блок на выходе, выполненный с возможностью отсоса воздуха и/или пара над продуктом дальше по ходу от выходного отверстия туннеля. При необходимости всасывающий блок на выходе включает в себя пластину, продолжающуюся над транспортировочным блоком на малом расстоянии от продукта. Например, пластина может располагаться на расстоянии около 2-15 мм от продукта. При необходимости всасывающий блок на выходе включает в себя всасывающую щель и/или множество всасывающих отверстий в пластине.
Согласно одному аспекту устройство включает в себя первую зону, содержащую сопла. Продукт поступает в туннель в первой зоне. В первой зоне может осуществляться быстрый нагрев продукта. В первой зоне может осуществляться удаление воздуха из туннеля.
Согласно одному аспекту устройство включает в себя вторую зону. Продукт на системе транспортировки может перемещаться из первой зоны во вторую зону. Во второй зоне может осуществляться дополнительный нагрев продукта. Для этой цели пар, инжектированный дополнительным паровпускным каналом, может конденсироваться на поверхности продукта.
Согласно одному аспекту устройство включает в себя третью зону. Продукт на системе транспортировки может перемещаться из второй зоны в третью зону. В третьей зоне продукт может еще более нагреваться. Для этой цели пар, инжектированный из еще одного дополнительного паровпускного канала, может конденсироваться на поверхности продукта. Третья зона может отделяться от второй зоны разделительной стенкой. Третья зона может быть симметричной второй зоне относительно разделительной стенки. Третья зона может быть симметричной второй зоне относительно срединной плоскости туннеля, ортогональной его продольному направлению.
Согласно одному аспекту устройство включает в себя четвертую зону, из которой продукт покидает туннель. Четвертая зона способствует дополнительному уменьшению воздействия окружающей среды на газообразную среду в обрабатывающем туннеле. Четвертая зона может быть по существу симметричной первой зоне относительно разделительной стенки. Четвертая зона может быть по существу симметричной первой зоне относительно срединной плоскости туннеля, ортогональной его продольному направлению.
Согласно одному аспекту предложен способ обработки продукта паром. Способ включает в себя расположение продукта на транспортировочном блоке, таком как конвейерная лента. Способ включает в себя перемещение продукта в обрабатывающий туннель. Способ включает в себя направление одной или более струй пара на продукт. Как пояснялось, струи способствуют удалению воздуха от продукта и/или эффективному нагреву продукта.
При необходимости способ включает в себя направление полосы пара на продукт.
При необходимости способ включает в себя инжектирование пара в туннель в дополнение к одной или более струям пара и/или полосе пара.
При необходимости способ включает в себя расположение продукта на транспортировочном блоке в виде одного или более жгутов. При необходимости способ включает в себя выдавливание продукта для образования одного или более жгутов. При необходимости продукт представляет собой пищевой продукт, такой как пищевой продукт для домашних животных.
Согласно одному аспекту предложен способ обработки пищевого продукта, такого как пищевой продукт для домашних животных, с помощью пара. Способ включает в себя расположение пищевого продукта на транспортировочном блоке, таком как конвейерная лента. Способ включает в себя перемещение пищевого продукта в обрабатывающий туннель. Способ включает в себя направление одной или более струй пара на пищевой продукт. Как пояснялось, струи способствуют удалению воздуха от продукта и/или эффективному нагреву продукта.
Следует понимать, что любой из аспектов, признаков и вариантов, описанных применительно к устройству, в равной степени относится к способам и комбинации и наоборот. Также следует понимать, что любые из нескольких вышеуказанных аспектов, признаков и вариантов могут объединяться.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение далее будет пояснено на основе примеров осуществления, представленных на чертежах. Эти примеры осуществления представлены посредством иллюстраций, не носящих ограничительного характера. Следует отметить, что фигуры являются лишь схематичным представлением вариантов осуществления изобретения, приведенных в виде неограничивающего примера.
На чертежах
ФИГ. 1 - схематичное представление устройства;
ФИГ. 2A-2D - схематичные представления блока сопел.
ПОДРОБНОЕ ОПИСАНИЕ
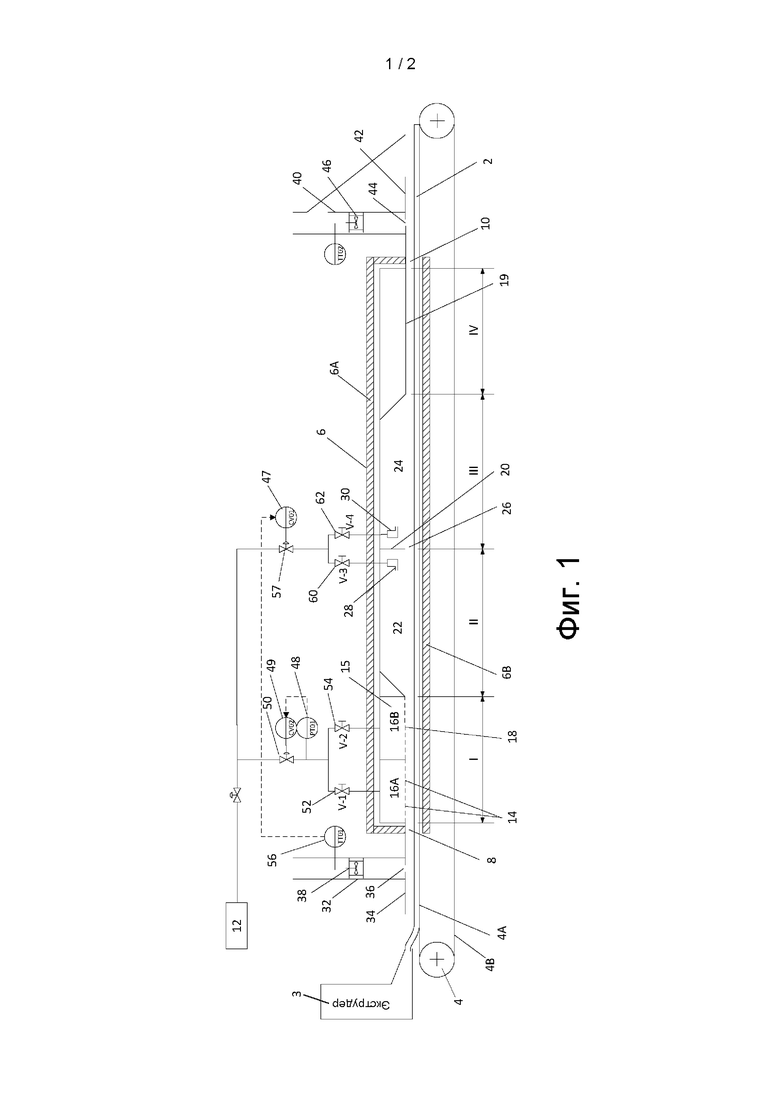
На Фигуре 1 схематично представлено устройство 1 для обработки продукта 2 с помощью пара. В данном примере продукт 2 представляет собой жгут пищевого вещества для домашних животных, предназначенный для приготовления влажных пищевых продуктов для домашних животных.
Влажные пищевые продукты для домашних животных могут приготавливаться следующим образом. Сначала может изготавливаться исходный материал путем смешивания и при необходимости размалывания ингредиентов, таких как мясо, соль, эмульгатор и т.д., до состояния тестообразного вещества с помощью смесительного блока (не показан). Это вещество выдавливается с образованием жгутов, обычно имеющих диаметр от 10 до 30 мм, с помощью экструзионного блока 3. Экструдированные жгуты помещают на транспортировочный блок 4, в данном случае конвейерную ленту. В данном примере конвейерная лента 4 имеет ширину приблизительно 1,6 м. Следует понимать, что ширина может выбираться надлежащим образом. На конвейерной ленте 4 множество жгутов 2 расположены параллельно и продолжаются по существу аксиально вдоль направления перемещения конвейерной ленты. На поверхности транспортировочного блока 4 жгуты разнесены друг от друга в направлении, перпендикулярном направлению перемещения. Зазор между жгутами может выбираться надлежащим образом. Например, величина зазора может составлять 0,1-1 величины диаметра жгутов, например, приблизительно 0,25 величины диаметра. В устройстве 1 жгуты 2 нагреваются, как будет описано ниже. Жгуты могут нагреваться до уровня, при котором вещество становится достаточно твердым, чтобы подвергаться резке. Например, жгуты могут нагреваться приблизительно от 8°C при входе в устройство 1 до температуры в толще продукта, составляющей около 82°C. После прохождения через устройство 1 жгуты нарезаются на порции режущим блоком (не показан). Порции упаковываются в контейнер, такой как жестяная банка, упаковочным блоком (не показан). Контейнер может дополнительно заполняться подливой наполнительным блоком (не показан). Контейнер может герметично закрываться закрывающим блоком (не показан). После закрытия заполненные контейнеры могут подвергаться стерилизации стерилизующим блоком (не показан).
Устройство 1 включает в себя транспортировочный блок 4 для перемещения продукта 2. В данном случае транспортировочный блок 4 продолжается по существу горизонтально. В данном случае транспортировочный блок 4 включает в себя конвейерную ленту. В данном примере конвейерная лента 4 имеет ширину приблизительно 1,6 м. Следует понимать, что ширина может выбираться надлежащим образом. Конвейерная лента, например, может быть выполнена из пластикового материала или металла, например нержавеющей стали.
Устройство 1 включает в себя обрабатывающий туннель 6. В данном примере туннель имеет длину приблизительно 16,8 м. Следует понимать, что длина может выбираться надлежащим образом. В данном примере туннель 6 образован кожухом 6A, расположенным поверх транспортировочного блока 4. Кожух 6A может содержать изоляцию, чтобы свести к минимуму потерю тепла через кожух 6A. В данном случае кожух обрабатывающего туннеля 6 включает в себя входное отверстие 8 и выходное отверстие 10. Входное отверстие 8 позволяет продукту 2 проходить в туннель 6. Выходное отверстие 10 позволяет выгружать продукт из туннеля 6. Положение кожуха 6A может регулироваться в вертикальном направлении. Например, кожух 6A может располагаться в зависимости от размера продукта. Например, кожух может располагаться так, чтобы продукт едва проходил через входное отверстие 8 и выходное отверстие 10. Например, может существовать зазор между продуктом и краем входного отверстия и/или выходного отверстия, составляющий около 2-15 мм.
Туннель 6 может быть закрыт с нижней стороны днищем 6B. В качестве альтернативы туннель может быть закрыт с нижней стороны транспортировочным блоком 4. Днище 6B может быть подвижным относительно кожуха 6A или может быть жестко закреплено относительно кожуха 6A. Входное отверстие может обеспечивать прохождение транспортировочного блока 4, например ленты ленточного конвейера, в туннель 6. Выходное отверстие может обеспечивать прохождение транспортировочного блока 4, например ленты ленточного конвейера, из туннеля 6. Верхняя часть 4A конвейерной ленты 4, именуемая также в настоящем документе «частью прямого хода», проходит через туннель 6. Нижняя часть 4B конвейерной ленты, именуемая также в настоящем документе «частью обратного хода», затем проходит снаружи туннеля 6. Таким образом, туннель 6 в этом случае образует по существу замкнутую камеру вокруг части 4A ленты прямого хода, при этом входное отверстие 8 и выходное отверстие 10 обеспечивают свободное прохождение части 4A ленты прямого хода и продукта 2, расположенного на ней. Транспортировочный блок 4, в данном случае верхняя часть 4A ленты, перемещает продукт 2 через обрабатывающий туннель 6 от входного отверстия 8 к выходному отверстию 10.
Устройство 1 включает в себя блок 12 подачи пара для подачи пара в обрабатывающий туннель 6 с целью обработки продукта. Устройство 1 включает в себя множество сопел 14. В данном случае сопла 14 расположены в секции туннеля 6, примыкающей к входному отверстию 8. В данном примере эта секция продолжается от около 100 мм до около 1900 мм дальше по ходу от входного отверстия 8. Сопла 14 сообщаются по текучей среде с блоком 12 подачи пара. В данном примере сопла 14 являются частью блока 15 сопел. В данном примере блок 15 сопел включает в себя предсопловую камеру, в данном случае две предсопловые камеры 16A, 16B. Пар из блока 12 подачи пара подается в предсопловые камеры 16A, 16B. Днище предсопловых камер 16A, 16B включает в себя сопловую пластину 18, содержащую множество сопел 14. В данном случае сопла 14 образованы отверстиями, проходящими сквозь сопловую пластину 18.
На Фигурах 2A-2D показан пример блока 15 сопел. На Фигуре 2A показан схематичный вид сбоку. На Фигуре 2B показан схематичный вид снизу. В данном случае блок 15 сопел включает в себя множество блоков 18A, 18B сопловой пластины. На Фигуре 2C показан схематичный вид снизу первого блока 18A сопловой пластины. На Фигуре 2D показан схематичный вид снизу второго блока 18B сопловой пластины. Первый, или расположенный ближе по ходу, блок 18A сопловой пластины в данном примере включает в себя одинарную линию сопел 14. В данном случае сопла 14 разнесены близко друг от друга, предпочтительно с шагом, меньшим величины диаметра жгутов. В данном примере шаг составляет 5-10 мм, например 7,5 мм. Диаметр сопла может составлять, например, 0,5-4 мм, например около 2 м. В данном примере проходные отверстия расположены не под прямым углом относительно сопловой пластины 18. В данном случае сопла 14 расположены не под прямым углом относительно направления перемещения транспортировочного блока. В данных примерах проходные отверстия расположены под углом около 30 градусов относительно направления, нормального к сопловой пластине 18. В данном случае сопла 14 сориентированы в таком направлении, что струя пара, вырабатываемая соплом, имеет по меньшей мере составляющую вектора скорости в направлении, противоположном направлению перемещения транспортировочного блока. Одинарная линия сопел 14 образует полосу пара, направленную на поверхность жгутов. Следует понимать, что вместо линии сопел или в дополнение к ней могут использоваться одно или более щелевидных сопел для образования полотна пара, направленного к жгутам. Второй и последующие блоки 18B сопловой пластины имеют в своем составе сопла, распределенные по поверхности блока сопловой пластины.
В примере, представленном на Фигуре 1, устройство включает в себя разделительную стенку 20. Разделительная стенка 20 разделяет туннель 6 на первый отсек 22 и второй отсек 24. Таким образом, туннель 6 включает в себя два последовательных отсека 22, 24 в направлении перемещения транспортировочного блока 4. В данном случае разделительная стенка 20 содержит вырез 26. Вырез 26 обеспечивает возможность подачи продукта 2 через вырез 26 сквозь разделительную стенку 20.
Устройство включает в себя первый паровпускной канал 28. Первый паровпускной канал 28, например, может представлять собой паровую пику. Первый паровпускной канал расположен в первом отсеке 22. Устройство включает в себя второй паровпускной канал 30. Второй паровпускной канал 30, например, может представлять собой паровую пику. Второй паровпускной канал расположен во втором отсеке 24.
Устройство 1 включает в себя всасывающий блок 32 на входе. Всасывающий блок 32 на входе выполнен с возможностью отсоса воздуха и/или пара над продуктом ближе по ходу от входного отверстия 8 туннеля 6. В данном примере всасывающий блок 32 на входе включает в себя пластину 34. Пластина 34 продолжается над транспортировочным блоком 4 на малом расстоянии от продукта 2. Всасывающий блок 32 на входе является подвижным в вертикальном направлении. Следовательно, может задаваться расстояние между пластиной 34 и транспортировочным блоком 4, или расстояние между пластиной 34 и продуктом 2. Например, может существовать зазор между продуктом 2 и пластиной 34, составляющий около 2-15 мм. В данном примере всасывающий блок 32 на входе включает в себя всасывающую щель 36 и/или множество всасывающих отверстий в пластине 34. Всасывающая щель, например, может иметь ширину 2-8 мм, например, приблизительно 5 мм. Длина щели, например, может по существу соответствовать ширине конвейерной ленты 4. В данном случае всасывающий блок 32 на входе включает в себя вентилятор 38. Однако возможно также, что всасывающий блок 32 на входе сообщается по текучей среде с всасывающим трубопроводом.
Устройство 1 включает в себя всасывающий блок 40 на выходе. Всасывающий блок 40 на выходе выполнен с возможностью отсоса воздуха и/или пара над продуктом дальше по ходу от выходного отверстия 10 туннеля 6. В данном примере всасывающий блок 40 на выходе включает в себя пластину 42. Пластина 42 продолжается над транспортировочным блоком 4 на малом расстоянии от продукта 2. Всасывающий блок 40 на выходе является подвижным в вертикальном направлении. Следовательно, может задаваться расстояние между пластиной 42 и транспортировочным блоком 4, или расстояние между пластиной 42 и продуктом 2. Например, может существовать зазор между продуктом 2 и пластиной 42, составляющий около 2-15 мм. В данном примере всасывающий блок 40 на выходе включает в себя всасывающую щель 44 и/или множество всасывающих отверстий в пластине 42. Всасывающая щель, например, может иметь ширину 2-8 мм, например, приблизительно 5 мм. Длина щели, например, может по существу соответствовать ширине конвейерной ленты 4. В данном случае всасывающий блок 40 на выходе включает в себя вентилятор 46. Однако возможно также, что всасывающий блок 40 на выходе сообщается по текучей среде с всасывающим трубопроводом.
Описанное устройство 1 может использоваться для нагрева продукта, например жгутов вещества на носителе 4, следующим образом. Как будет пояснено ниже, продукт подвергается обработке по зональному принципу.
Охлажденные жгуты, находящиеся, например, при температуре 8°C, располагаются на конвейерной ленте 4 и транспортируются в устройство 1. Жгуты перемещаются под всасывающим блоком 32 на входе и поступают в туннель 6.
Оказавшись в туннеле, жгуты поступают в первую зону I под соплами 14. В первой зоне осуществляется быстрый нагрев жгутов. В первой зоне осуществляется удаление воздуха из туннеля. Сопла 14 направляют струи пара к поверхности жгутов. Кроме того, пар, инжектированный первым паровпускным каналом 28, подается поверх жгутов противотоком.
Струи заставляют пар следовать к поверхности продукта 2. Следовательно, воздух, внесенный в туннель 6 вместе со жгутами 2, например между жгутами, уносится струями. В настоящем документе линия струй первого блока 18A сопловой пластины образует полосу пара, направленную на поверхность жгутов. Это способствует удалению воздуха с поверхности жгутов. Таким образом, с одной стороны, воздух удаляется с поверхности жгутов, а с другой стороны, пар эффективно приводится в соприкосновение со жгутами. Вторые блоки 18B сопловой пластины направляют дополнительный пар к жгутам и вызывают движение, например турбулентность, в газе/паре внутри туннеля. Таким образом, осуществляется эффективное противодействие стратификации. Кроме того, струи вызывают смешивание воздуха, внесенного в туннель 6 вместе со жгутами, с паром, введенным струями и инжектированным первым паровпускным каналом 28. Следует отметить, что в данном примере пар инжектируется первым впускным каналом 28 и соплами 14 противотоком относительно направления перемещения продукта. Таким образом, смесь пар/газ направляется к входному отверстию 8 и принудительно выводится через входное отверстие 8. Далее смесь пар/газ отсасывается всасывающим блоком на входе.
Количество пара, подаваемого в предсопловые камеры 16A, 16B, может определяться на основе первого давления, измеренного первым датчиком 48 давления. Измеренное первое давление может использоваться для управления первым клапаном 50 с помощью первого контроллера 49. Количество пара, подаваемого в предсопловые камеры 16A, 16B, регулируется в соответствии с количеством тепла, которое требуется подать на продукт в области под сопловой пластиной 18. Количество тепла может быть по существу постоянным вне зависимости от диаметра жгутов. При необходимости относительное течение пара через сопла 14 расположенной ближе по ходу предсопловой камеры и расположенной дальше по ходу предсопловой камеры может регулироваться с помощью второго клапана 52 и/или третьего клапана 54.
Из области, находящейся под сопловой пластиной 18, жгуты поступают во вторую зону II. Во второй зоне осуществляется дополнительный нагрев жгутов. Следует понимать, что в первой зоне I нагревалась поверхность жгутов. Во второй зоне II осуществляется нагрев всего жгута вместе с сердцевиной. Это может достигаться путем передачи тепла от поверхности жгутов в сердцевину. Для этой цели пар, инжектированный первым паровпускным каналом 28, конденсируется на поверхности жгутов 2. Следует понимать, что количество пара, инжектированного первым впускным каналом 28, представляет собой количество, необходимое для дополнительного нагрева жгутов, плюс дополнительное количество пара, необходимое для вытеснения воздуха в первой зоне I. Количество пара, инжектированного первым впускным каналом 28, может контролироваться на основе первой температуры, измеренной с помощью первого датчика 56 температуры. Количество пара, инжектированного первым паровпускным каналом 28, может регулироваться четвертым клапаном 57 с помощью второго контроллера 47.
Из второй зоны II жгуты проходят под разделительной стенкой 20 в третью зону III. В третьей зоне жгуты дополнительно нагреваются для доведения жгутов до кулинарной готовности. Для этой цели пар, инжектированный вторым паровпускным каналом 30, конденсируется на поверхности жгутов 2. В данном примере туннель 6 по существу симметричен относительно разделительной стенки 20. Таким образом, количество пара, инжектированного вторым паровпускным каналом 30, может выбираться по существу равным количеству пара, инжектированного первым паровпускным каналом 28. Точная настройка может выполняться с помощью пятого клапана 60 и/или шестого клапана 62.
Пар, инжектируемый вторым паровпускным каналом 30, вводится в направлении, совпадающем с направлением перемещения жгутов. Таким образом, этот пар направлен к четвертой зоне IV.
Продукт транспортируется через четвертую зону IV в направлении выходного отверстия 10, находясь под закрытой пластиной 19. В данном примере закрытая пластина 19 расположена на той же высоте относительно конвейерной ленты 4, что и пластина 18. Таким образом, в данном примере туннель 6 по существу симметричен относительно разделительной стенки 20, что способствует дополнительному уменьшению воздействия окружающей среды на газообразную среду в обрабатывающем туннеле. Дальше по ходу от выходного отверстия 10 пар отсасывается с помощью всасывающего блока 40 на выходе.
В данном документе изобретение описано со ссылкой на конкретные примеры вариантов осуществления изобретения. Однако должно быть очевидным, что в них могут быть внесены различные модификации и изменения без отхода от сущности изобретения. Для упрощения и краткости описания признаки описаны в составе одинаковых или отдельных вариантов осуществления, однако также возможны альтернативные варианты осуществления, обладающие комбинацией всех или некоторых признаков, описанных в этих отдельных вариантах осуществления.
В данных примерах продукт, обрабатываемый в устройстве, представляет собой жгуты вещества для производства пищевого продукта для домашних животных. Следует понимать, что в устройстве могут обрабатываться также альтернативные продукты, например альтернативные пищевые продукты.
В данных примерах сопла образованы проходными отверстиями в сопловой пластине. Однако при необходимости могут применяться другие сопла. Сопла также могут быть связаны с паронесущими трубками.
В данных примерах туннель включает в себя одну разделительную стенку. Однако могут быть предусмотрены две или большее количество разделительных стенок для образования большего количества зон.
В данных примерах всасывающий блок на входе включает в себя всасывающую щель и/или множество всасывающих отверстий в пластине. Следует понимать, что всасывающий блок на входе может также содержать единственное всасывающее отверстие.
В данных примерах всасывающий блок на выходе включает в себя всасывающую щель и/или множество всасывающих отверстий в пластине. Следует понимать, что всасывающий блок на выходе может также содержать единственное всасывающее отверстие.
Однако возможны также другие модификации, изменения и альтернативные решения. Соответственно описание, чертежи и примеры следует рассматривать как носящие иллюстративный, а не ограничительный характер.
Для упрощения и краткости описания признаки описаны в составе одинаковых или отдельных вариантов осуществления, однако следует понимать, что в объем изобретения могут быть включены варианты осуществления, обладающие комбинацией всех или некоторых описанных признаков.
В формуле изобретения ни одну из ссылочных позиций, помещенных в скобки, не следует толковать как ограничивающую объем притязаний. Термин ‘содержащий’ не исключает наличия других признаков или этапов помимо тех, что перечислены в формуле изобретения. Кроме того, грамматические показатели единственного числа не следует толковать как подразумевающие наличие ‘только одного’ объекта, а следует понимать как подразумевающие наличие ‘по меньшей мере одного’ объекта, при этом они могут использоваться для объектов во множественном числе. Тот факт, что определенные меры упоминаются во взаимно отличных пунктах формулы изобретения, не означает, что сочетание этих мер не может быть использовано с выгодой.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОБРАБОТКИ В ЖГУТЕ ТЕКСТИЛЬНОГО ИЗДЕЛИЯ В ФОРМЕ ЖГУТА | 2008 |
|
RU2458192C2 |
| КОМБИНАЦИЯ ВАРКИ И КОПЧЕНИЯ | 2013 |
|
RU2648377C2 |
| РЕАКТОР ДЛЯ ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА ИЗ ТОПЛИВА | 2019 |
|
RU2775968C1 |
| УСТРОЙСТВО И СПОСОБ ОЧИСТКИ СТЕНОВЫХ ИЛИ ПОЛОВЫХ ПОВЕРХНОСТЕЙ | 2013 |
|
RU2532272C1 |
| КОМБИНАЦИЯ СУШКИ И КОПЧЕНИЯ | 2014 |
|
RU2662288C2 |
| ПЕЧЬ С УЛУЧШЕННОЙ ТЯГОЙ | 2016 |
|
RU2737163C2 |
| СОРТИРОВОЧНОЕ УСТРОЙСТВО | 2012 |
|
RU2589537C2 |
| Способ охлаждения полосы в камере термической печи и устройство для его осуществления | 1981 |
|
SU1027237A1 |
| Установка для очистки изделий | 1989 |
|
SU1662714A1 |
| УСТРОЙСТВО ДЛЯ ГАЗОВОЙ ОБРАБОТКИ ПРОДУКТОВ | 1993 |
|
RU2117431C1 |

Группа изобретений относится к пищевой промышленности, а именно к технологии обработки продуктов паром. Устройство для обработки продукта паром включает в себя обрабатывающий туннель, имеющий входное отверстие и выходное отверстие для впуска и выпуска продукта соответственно, транспортировочный блок для перемещения продукта от входного отверстия к выходному отверстию и блок подачи пара для подачи пара в обрабатывающий туннель. Для обработки продукта устройство включает в себя одно или более сопел, сообщающихся с блоком подачи пара, выполненных с возможностью направления струи пара на продукт. Использование группы изобретений позволит провести качественную обработку продуктов паром. 2 н. и 23 з.п. ф-лы, 2 ил.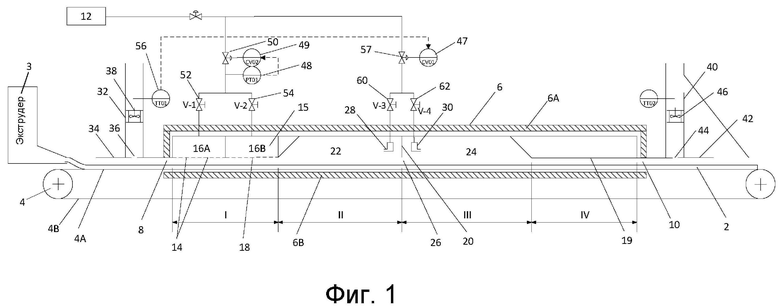
1. Устройство для обработки продукта паром, содержащее:
- обрабатывающий туннель, имеющий входное отверстие и выходное отверстие для впуска и выпуска продукта соответственно;
- транспортировочный блок, содержащий конвейерную ленту для перемещения продукта от входного отверстия к выходному отверстию;
- блок подачи пара для подачи пара в обрабатывающий туннель и множество сопел, сообщающихся с блоком подачи пара, выполненных с возможностью направления струи пара на продукт, причем сопла расположены не под прямым углом относительно направления перемещения транспортировочного блока и сориентированы так, что струя пара имеет составляющую вектора скорости, направленную вниз, и составляющую вектора скорости, имеющую направление, противоположное направлению перемещения транспортировочного блока для смешивания воздуха, внесенного в туннель с паром, и направления смеси пар/газ к входному отверстию и выведения через него.
2. Устройство по п. 1, в котором сопла расположены в секции туннеля, примыкающей к входному отверстию.
3. Устройство по любому из пп. 1, 2, в котором сопла выполнены с возможностью направления полосы пара на продукт.
4. Устройство по любому из предшествующих пунктов, дополнительно содержащее дополнительный паровпускной канал, выполненный с возможностью инжектирования пара в туннель.
5. Устройство по п. 4, в котором дополнительный паровпускной канал не сориентирован непосредственно на продукт.
6. Устройство по любому из предшествующих пунктов, в котором туннель включает в себя два или более последовательных отсеков в направлении перемещения транспортировочного блока.
7. Устройство по п. 6, в котором туннель включает в себя одну или более разделительных стенок, разделяющих последовательные отсеки.
8. Устройство по п. 7, в котором одна или более разделительных стенок включают в себя вырез для подачи продукта сквозь вырез через разделительную стенку.
9. Устройство по п. 7 или 8, в котором обрабатывающий туннель по существу симметричен относительно разделительной стенки.
10. Устройство по любому из предшествующих пунктов, содержащее всасывающий блок на входе, выполненный с возможностью отсоса воздуха и/или пара над продуктом, ближе по ходу от входного отверстия туннеля.
11. Устройство по п. 10, в котором всасывающий блок на входе включает в себя пластину, проходящую над транспортировочным блоком на малом расстоянии от продукта.
12. Устройство по п. 11, в котором всасывающий блок на входе включает в себя всасывающую щель и/или множество всасывающих отверстий в пластине.
13. Устройство по любому из предшествующих пунктов, содержащее всасывающий блок на выходе, выполненный с возможностью отсоса воздуха и/или пара над продуктом, дальше по ходу от выходного отверстия туннеля.
14. Устройство по п. 13, в котором всасывающий блок на выходе включает в себя пластину, проходящую над транспортировочным блоком на малом расстоянии от продукта.
15. Устройство по п. 14, в котором всасывающий блок на выходе включает в себя всасывающую щель и/или множество всасывающих отверстий в пластине.
16. Способ обработки продукта паром, включающий:
- расположение продукта на конвейерной ленте;
- перемещение продукта в обрабатывающий туннель;
- направление множества струй пара на продукт так, что струи пара имеют составляющую вектора скорости, направленную вниз, и составляющую вектора скорости, имеющую направление, противоположное направлению перемещения конвейерной ленты; и
- смешивание воздуха, внесенного в туннель с паром, направление смеси пар/газ к входному отверстию и выведение через него.
17. Способ по п. 16, включающий направление полосы пара на продукт.
18. Способ по п. 16 или 17, включающий инжектирование пара в туннель в дополнение к струям пара и/или полосе пара.
19. Способ по п. 16, 17 или 18, включающий расположение продукта на транспортировочном блоке в виде одного или более жгутов.
20. Способ по п. 19, включающий выдавливание продукта для образования одного или более жгутов.
21. Способ по п. 19 или 20, в котором продукт представляет собой пищевой продукт, такой как пищевой продукт для домашних животных.
22. Способ по любому из пп. 16-21, включающий введение продукта в туннель в первой зоне, в которой одна или более струй пара направлены на продукт, в частности для нагрева продукта и/или удаления воздуха из туннеля.
23. Способ по п. 22, включающий перемещение продукта из первой зоны во вторую зону туннеля, в которой инжектируется дополнительный пар, в частности для дополнительного нагрева продукта.
24. Способ по п. 23, включающий перемещение продукта из второй зоны в третью зону туннеля, в которой инжектируется дополнительный пар, в частности для дополнительного нагрева продукта.
25. Способ по п. 24, включающий перемещение продукта из третьей зоны в четвертую зону туннеля, из которой продукт покидает туннель, в частности для уменьшения воздействия окружающей среды на газообразную среду в обрабатывающем туннеле.
| US 6572911 B1, 0306.2003 | |||
| СПОСОБ НЕПРЕРЫВНОЙ ОБРАБОТКИ ПИЩЕВОГО ПРОДУКТА, СОЧЕТАЮЩИЙ МИКРОВОЛНОВЫЙ И ПАРОВОЙ МЕТОДЫ, УСТАНОВКА ДЛЯ РЕАЛИЗАЦИИ ЭТОГО СПОСОБА И ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ ПРОДУКТ | 2001 |
|
RU2267970C2 |
| Состав для стабилизации технической воды | 1973 |
|
SU990687A1 |
| US 2006233937 A1, 19.10.2006. | |||

