Изобретение относится к области технического обслуживания и ремонта сложных технических систем, включая изделия вооружения, военной и специальной техники и касается ремонта остекления воздушного судна военного назначения.
Известен способ ремонта элементов остекления летательного аппарата [Патент №2131382, 10.06.1999, МПК В29С 73/00], который позволяют устранить поверхностные механические повреждения в остеклении летательного аппарата, такие как растрескивание («серебро»), скол (забоина), выколка, впадина и царапина. Недостатком данного способа является низкая надежность отремонтированного элемента остекления и отсутствие возможности задать герметичное соединение при устранении сквозных пробоин остекления летательного аппарата, полученных в результате воздействия средств поражения.
Наиболее близким к заявленному техническому решению является способ устранения сквозных пробоин, описанный в справочно-техническом пособии [Войсковой ремонт авиационной техники» №6243 от 16.03.1989 г.], по которому сквозные пробоины в остеклении диаметром до 60 мм ремонтируют постановкой заглушек из оргстекла. Основным недостатком данного способа ремонта является высокая продолжительность технологического процесса по устранению боевого повреждения, включающий следующие операции: измерение размеров пробоины, изготовление заглушки, высверливание отверстия под конус, подготовка клеевой основы для склеивания и выдерживание в течение продолжительного времени для отверждения клея.
Целью заявленного технического решения является снижение продолжительности времени на ремонт сквозной пробоины в остеклении воздушного судна с обеспечением заданной герметичности кабины.
Техническим результатом применения заявленного способа является снижение трудоемкости при ремонте сквозных пробоин остекления воздушного судна, а также повышение надежности отремонтированного элемента с обеспечением заданной герметичности кабины воздушного судна.
Технический результат достигается тем, что введены дополнительные технологические операций, не предусмотренные в способе-прототипе и использован состав светового отверждения для заполнения сквозной пробоины в остеклении воздушного судна, обеспечивающий необходимую эффективность и надежность при устранении боевых повреждений.
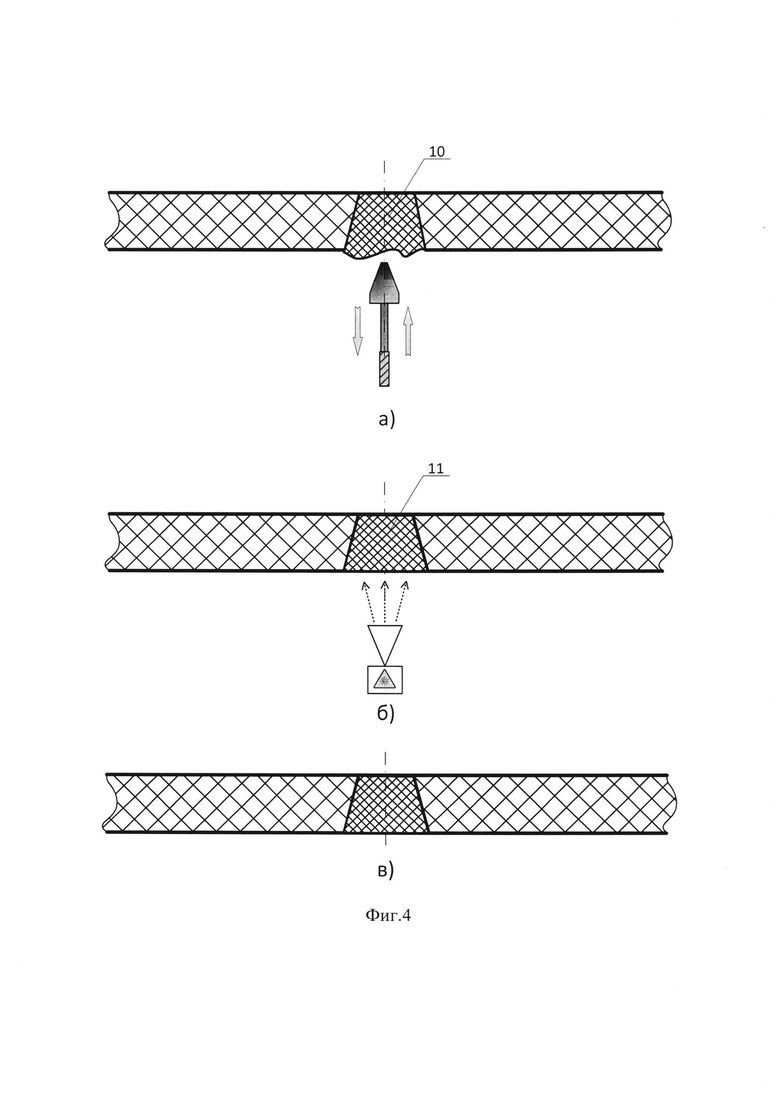
Способ ремонта сквозной пробоины в остеклении летательного аппарата реализуется следующим образом: перед началом работ по устранению сквозной пробоины 2 в остеклении летательного аппарата 1 проводят дефектацию с измерением геометрических характеристик пробоины и определением концентраторов напряжения (Фиг. 1а). Для устранения концентраторов напряжения пробоину обрабатывают специальным инструментом (дрель с комплектом сверл, напильники различной формы, наждачная бумага разной зернистости и другие шанцевые инструменты), до получения прямых линий обвода внутренних краев отверстия (Фиг. 1б). При этом обработанное отверстие должно представлять собой равностороннюю трапецию 3 в продольном сечении (Фиг. 2а), основание которой с внутренней стороны (R1) остекления больше, чем с внешней (R2) в связи с созданием избыточного давления внутри кабины летательного аппарата. После обработки пробоины с внешней стороны остекления воздушного судна устанавливается и фиксируется, на металлизированную клейкую ленту, накладка 5, размеры которой больше диаметра обработанного отверстия R1 (Фиг. 2а). Далее подготовленный состав светового отверждения 4 порционно помещается в обработанное отверстие со стороны, противоположенной установленной накладки (Фиг. 2б). Каждая порция состава 4, в количестве 25% от толщины остекления воздушного судна, равномерно распределяется и выравнивается параллельно накладке с образованием слоя 6 (Фиг. 2б), который распределяется и выравнивается приспособлением 7 (Фиг. 2б) и отверждается с помощью ультрафиолетовой лампы 9 с поляризационным эффектом с длиной волны 450-500 нм (Фиг. 3) с получением первого ремонтного слоя 8 (Фиг. 3). Время отверждения зависит от массы вносимого материала и диаметра ремонтируемого отверстия. Рекомендуемое время отверждения состава светового отверждения - от 50 до 120 секунд. Описанные этапы повторяют до тех пор, пока вся дефектная область не будет заполнена составом светового отверждения (Фиг. 4 а, б, в). В завершении процесса, при необходимости, выполняется полировка внешней и внутренней поверхности отремонтированного участка, заполненного составом в соответствии с требованиями Инструкции по эксплуатации конкретного типа воздушного судна.
Состав светового отверждения представляет собой композицию, в состав которой входят олигоуретанметакрилат, бутилированный гидрокситолуол, камфорохинон, триметакрилаттриэтаноламин, полиметилсилоксан, полиметилметакрилат, кабосил при следующем количестве компонентов, масс. % (табл.1) [Патент РФ RU 2316308, МПК А61К 6/09, 2006 г.]:

Контроль качества ремонта остекления описанным выше способом осуществляется проверкой кабины воздушного судна на герметичность. С этой целью в кабине воздушного судна создается избыточное давление, с контролем величины падения давления, создаваемого от наземной установки в единицу времени в соответствии с требованиями Инструкции по эксплуатации конкретного типа воздушного судна.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСТРАНЕНИЯ ПОВРЕЖДЕНИЙ СЛОЖНЫХ ТЕХНИЧЕСКИХ СИСТЕМ | 2014 |
|
RU2555895C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2020 |
|
RU2740214C1 |
| Способ ремонта изделий из полимерных композиционных материалов | 2021 |
|
RU2793585C1 |
| СПОСОБ РЕМОНТА КОМБИНИРОВАННОЙ БРОНИ | 2000 |
|
RU2181651C2 |
| УСТРОЙСТВО И СПОСОБ РЕМОНТА ТРУБОПРОВОДА | 2013 |
|
RU2525103C1 |
| СПОСОБ РЕМОНТА КОМБИНИРОВАННОЙ БРОНИ | 2000 |
|
RU2181652C2 |
| СПОСОБЫ РЕМОНТА ЗВУКОПОГЛОЩАЮЩЕЙ СЭНДВИЧЕВОЙ ПАНЕЛИ, КОМПЛЕКТЫ ДЛЯ ЕЕ РЕМОНТА И ОТРЕМОНТИРОВАННАЯ ЗВУКОПОГЛОЩАЮЩАЯ СЭНДВИЧЕВАЯ ПАНЕЛЬ | 2016 |
|
RU2731247C2 |
| СПОСОБ РЕМОНТА ФРИКЦИОННЫХ ДИСКОВ УЗЛА СЦЕПЛЕНИЯ | 2011 |
|
RU2508973C2 |
| СПОСОБ УПРАВЛЕНИЯ ВОЗДУШНЫМ СУДНОМ ПРИ БОЕВОМ МАНЕВРИРОВАНИИ | 2020 |
|
RU2755554C1 |
| Многослойный композиционный материал | 2018 |
|
RU2723876C2 |


Изобретение относится к области технического обслуживания и ремонта сложных технических систем, включая изделия вооружения, военной и специальной техники и касается ремонта остекления воздушного судна военного назначения. В отличие от известных производится установка накладки с обратной стороны пробоины, осуществляется порционная укладка в обработанное отверстие подготовленного состава светового отверждения, со стороны, противоположенной установленной накладки, отверждение состава с помощью ультрафиолетовой лампы с поляризационным эффектом, полировка внешней и внутренней поверхности участка, заполненного составом, проверка отремонтированного участка на герметичность путем создания избыточного давления в кабине и проверки величины падения давления, создаваемого от наземной установки в единицу времени в соответствии с требованиями Инструкции по эксплуатации конкретного типа воздушного судна. Обеспечивается возможность выполнения ремонта сквозных пробоин остекления воздушного судна, снижение трудоемкости при устранении повреждений остекления летательного аппарата, обеспечение заданной надежности и герметичности кабины при выполнении ремонта элементов остекления при боевых повреждениях. 1 табл., 4 ил.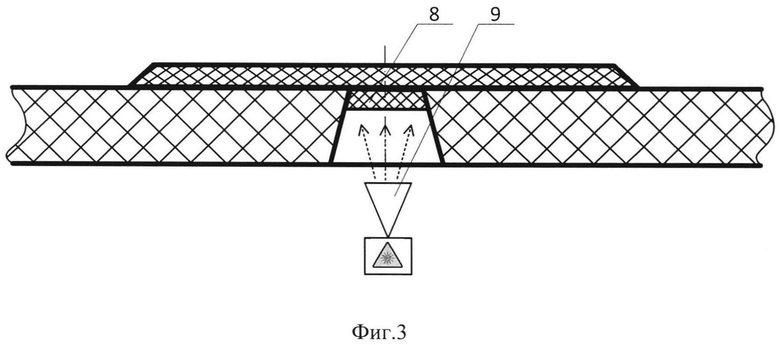
Способ ремонта сквозной пробоины в остеклении воздушного судна, включающий дефектацию с замером геометрических характеристик пробоины и определением концентраторов напряжения, обработку пробоины специальным инструментом до получения прямых линий обвода внутренних краев отверстия, отличающийся тем, что после обработки пробоины с внешней стороны остекления воздушного судна устанавливается и фиксируется, на металлизированную клейкую ленту, накладка, размеры которой больше диаметра обработанного отверстия, которое представляет собой равностороннюю трапецию в продольном сечении, основание которой с внутренней стороны остекления больше, чем с внешней, подготовленный состав светового отверждения порционно размещается в обработанное отверстие со стороны, противоположенной установленной накладки, порция состава, в количестве от 20 до 25% от толщины остекления воздушного судна, равномерно распределяется и выравнивается параллельно накладке и просвечивается с помощью ультрафиолетовой лампы с поляризационным эффектом и длиной волны 450-500 нм в течение от 3 до 5 минут, данная операция повторяется до момента полного заполнения отверстия составом светового отверждения.
| СПОСОБ РЕМОНТА ЭЛЕМЕНТОВ ОСТЕКЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 1998 |
|
RU2131382C1 |
| DE 4019744 A1, 02.01.1992 | |||
| WO 9724232 A1, 10.07.1997 | |||
| US 4995798 A, 26.02.1991. | |||

