Изобретение относится к военной техники, а конкретно к восстановлению исправности узла сцепления силовых агрегатов автомобилей марок «КамАЗ», «Урал», «МАЗ», «ЗиЛ», «КрАЗ», «МТЛБ» и бронетранспортеров БТР - 80.
Известен способ ремонта фрикционных дисков узла сцепления, описанный в следующих библиографических источниках (см. Руководство по войсковому ремонту. Бронетранспортер БТР-80. Книга 2 cc 41, карта №24. Издание Главного Автобронетанкового управления МО РФ. 2003 г. Открытое издание) и (см. Руководство по войсковому ремонту. Автомобили КамА3-4310 и КамА3-43105. Книга 2 сс. 55-56. Военное Издательство. 1992 г. Открытое издание).
Известен также способ ремонта фрикционных дисков узла сцепления который включает разборку узла сцепления, дефектацию деталей, сравнение полученных данных износа фрикционного диска с допустимыми значениями. При дефектации фрикционных дисков используются следующие виды установления дефектов, визуальный осмотр, шлицевая оправка центра диска с применением индикатора и остукивание молотком.
При образовании обломов, трещин и износе фрикционных накладок до заклепок - производить ремонт, заменяют срезкой или высверливанием заклепок дефектные накладки на новые фрикционные накладки. При короблении диска - ремонтировать правкой с проверкой биения на радиусе. При ослаблении заклепок крепления фрикционных накладок - высверливают и меняют на новые заклепки. После сборки диск статически балансируют, (см. Технические условия на капитальный ремонт автомобиля ЗИЛ-130, сс. 246-247. Издание Транспорт. 1966 г. Открытое издание. Прототип).
Данный способ ремонта обеспечивает исправность узла сцепления на 20-30 тыс. км пробега автомобиля.
Однако известный способ ремонта сложен, требует значительных трудозатрат и использования дорогостоящего технологического оборудования, с применение большого количества заклепочных соединений для фиксации фрикционных накладок, которые в процессе эксплуатации ослабевают и могут выпадать из посадочных отверстий. При этом повреждаются детали узла сцепления, а в частности фрикционные накладки. Повреждение заклепками более мягких фрикционных накладок, вызывает их разрушение и нарушение в работе с преждевременным выходом узла сцепления из строя.
Задачей предлагаемого изобретения является разработка простого и надежного способа ремонта фрикционных дисков узла сцепления.
Техническим решением задачи является повышение эксплуатационной надежности фрикционных дисков направленной на обеспечение технического ресурса всего узла сцепления и снижение сложности, трудоемкости ремонта с высвобождением дорогостоящего оборудования.
Способ ремонта фрикционных дисков узла сцепления, включающий разборку, дефектацию, сравнение полученных данных с допустимыми значениями отличающийся тем, что металлическую основу ведомого диска подготавливают к склеиванию, путем механической обработки, абразивными кругами или металлическим песком. Затем эти поверхности подвергают обезжириванию ацетоном или другими обезжиривающими составами и высушивают на открытом воздухе или в сушильном шкафу при температуре 60-65°С, причем время выдержки соответственно 20-25 минут и 4-5 минут.
На подготовленные поверхности ведомого диска и одну из сторон фрикционных накладок наносят клеевой состав в один или два слоя. Каждый слой клея выдерживается 60 минут при температуре 15-30°С. клеиваемые поверхности фрикционных накладок соединяют и прессуют при удельном давлении 5-10 кгс/см2 Для склеивания применяют синтетический клей, например, марки ВС-10Т. Для полимеризации и поликонденсации клея собранный диск помещается в сушильный шкаф и при температуре 140-180°С выдерживают в течении 1-2 часов. Нагрев и последующее охлаждение проводят со скоростью не выше 2-3°С в минуту.
Способ поясняется на фиг.1, на которой представлена схема устройства фрикционного диска узла сцепления.
Где:
1 - первая фрикционная накладка;
2 - ведомый диск сцепления;
3 - вторая фрикционная накладка.
В первой и второй фрикционной накладке 1 и 3 в отличие от прототипа не сверлятся крепежные отверстия для заклепочных соединений. Ведомый диск сцепления 2 подвергают механической обработке, абразивными кругами или металлическим песком, за счет чего поверхности становятся шероховатыми, и обеспечивается наилучшее склеивание с накладками. Затем обработанные поверхности подвергают обезжириванию ацетоном или другими обезжиривающими составами и высушивают на открытом воздухе или в сушильном шкафу при температуре 60-65°С. Время выдержки соответственно 20-25 минут и 4-5 минут.
На подготовленные поверхности ведомого диска 2 и одну из сторон фрикционных накладок 1 и 3 наносят клеевой состав в два слоя, что в отличие от прототипа значительно проще. Каждый слой клея выдерживается 60 минут при температуре 15-30°С. Склеиваемые поверхности фрикционных накладок 1 и 3 соединяют с ведомым диском 2 и прессуют при удельном давлении 5-10 кгс/см2. Для склеивания применяется синтетический клей, например, марки ВС-10Т. Для полимеризации и поликонденсации клея собранный ведомый диск сцепления 2 помещается в сушильный шкаф и при температуре 140-180°С выдерживают в течение 1-2 часов. Нагрев и последующее охлаждение целесообразно проводить со скоростью не выше 2-3°С в минуту.
После сборки ведомый диск сцепления 2 с приклеенными фрикционными накладками 1 и 3 статически балансируют. Дисбаланс устраняют постановкой грузиков (не более трех) на один диск 2. Грузики неподвижно закрепляют на фрикционном диске сцепления 2.
Пример работы способа, при поступлении в ремонт узел сцепления разбирают, фрикционные диски дефектуют, полученные данные сравнивают с допустимыми значениями. Изношенные фрикционные накладки заменяют срезкой или высверливанием заклепок на новые фрикционные накладки. При этом в новых первой и второй фрикционных накладках не сверлят отверстия для заклепочных соединений. Ведомый диск сцепления подвергают механической обработке, абразивными кругами или металлическим песком, за счет чего поверхности становятся шероховатыми, и обеспечивается наилучшее склеивание с накладками. Затем обработанные поверхности подвергают обезжириванию ацетоном или другими обезжиривающими составами и высушивают на открытом воздухе или в сушильном шкафу при температуре 60-65°С. Время выдержки соответственно 20-25 минут и 4-5 минут.
На подготовленные поверхности ведомого диска и одну из сторон фрикционных накладок наносят клеевой состав в два слоя. Каждый слой клея выдерживают 60 минут при температуре 15-30°С. Склеиваемые поверхности фрикционных накладок соединяют с ведомым диском и прессуют при удельном давлении 5-10 кгс/см2. Для склеивания применяют синтетический клей, например, марки ВС-10Т. Для полимеризации и поликонденсации клея собранный диск помещают в сушильный шкаф и при температуре 140-180 С выдерживают в течении 1-2 часов. Нагрев и последующее охлаждение проводят со скоростью не выше 2-3°С в минуту.
После сборки ведомый диск с приклеенными фрикционными накладками статически балансируют. Дисбаланс устраняют постановкой грузиков (не более трех) на один диск. Грузики должны быть неподвижно закреплены на диске.
При этом выполняются следующие технические требования к отремонтированной сборочной единице:
- ведомый диск сцепления должен быть плоским, при проверке на плите щуп 0,5 мм не должен проходить;
- фрикционные накладки должны плотно прилегать к поверхностям ведомого диска;
- не параллельность поверхностей трения не более 0,2 мм.
Предлагаемый способ ремонта фрикционных дисков узла сцепления позволяет обеспечить установленный послеремонтный ресурс заданный ремонтным предприятием, снижает трудоемкость, сложность и позволяет увеличить эффективность ремонта. Высвобождаемое из технологического процесса ремонта дорогостоящее оборудование, снижает затраты на ремонт, так как склеивание синтетическими клеями - это сравнительно простой и экономически эффективный способ соединения деталей, обеспечивающий в тоже время высокую прочность.
Техническим результатом использования способа ремонта фрикционных дисков узла сцепления является восстановление исправности узла сцепления, снижение трудоемкости и затрат на проведение ремонта, высвобождает из технологического процесса дорогостоящее оборудование и позволяет отказаться от применение алюминиевых заклепок. Все это повышает надежность использования техники и решающим образом влияет на обеспечение боеготовности частей, подразделений, как в мирное, так и в военное время.
Источники информации
1. Руководство по войсковому ремонту. Бронетранспортер БТР-80. Книга 2 сс. 41, карта №24. Издание Главного Автобропетанкового управления МО РФ. 2003 г. Открытое издание.
2. Руководство по войсковому ремонту. Автомобили КамА3-4310 и КамА3-43105. Книга 2 сс. 55-56. Военное Издательство. 1992 г. Открытое издание.
3. Технические условия на капитальный ремонт автомобиля ЗИЛ-130, сс. 246-247. Издание Транспорт. 1966 г. Открытое издание. Прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЕДУЩИЙ СРЕДНИЙ ДИСК СЦЕПЛЕНИЯ | 2010 |
|
RU2419001C1 |
| СПОСОБ РЕМОНТА ВЕДУЩЕГО ДИСКА УЗЛА СЦЕПЛЕНИЯ СИЛОВЫХ АГРЕГАТОВ | 2009 |
|
RU2428294C1 |
| СПОСОБ РЕМОНТА ВЕДУЩИХ ДИСКОВ УЗЛА СЦЕПЛЕНИЯ СИЛОВОГО АГРЕГАТА | 2016 |
|
RU2623126C1 |
| Способ восстановления фрикционных дисков машин | 1990 |
|
SU1759589A1 |
| Фрикционный диск муфты | 1975 |
|
SU581340A1 |
| СПОСОБ УСТРАНЕНИЯ ПОВРЕЖДЕНИЙ СЛОЖНЫХ ТЕХНИЧЕСКИХ СИСТЕМ | 2014 |
|
RU2555895C1 |
| Фрикционный диск | 1975 |
|
SU747440A3 |
| КРЕПЛЕНИЕ ФРИКЦИОННЫХ НАКЛАДОК | 1997 |
|
RU2215918C2 |
| ФРИКЦИОННЫЙ ДИСК | 2008 |
|
RU2379559C1 |
| ВЕДОМЫЙ ДИСК ФРИКЦИОННОЙ МУФТЫ СЦЕПЛЕНИЯ | 1992 |
|
RU2008539C1 |
Изобретение относится к способу ремонта узлов сцепления. Согласно способу производят разборку и дефектацию узла сцепления с фрикционным диском. Металлическую основу диска подготавливают к склеиванию путем механической обработки. Обработанные поверхности подвергают обезжириванию обезжиривающими средствами и высушивают на открытом воздухе или в сушильном шкафу при температуре 60-65°C, причем время выдержки составляет соответственно 20-25 мин и 4-5 мин. На подготовленные поверхности диска и одну из сторон фрикционных накладок наносят клеевой состав в один или два слоя, каждый слой выдерживается 60 мин при температуре 15-30°C. Склеиваемые поверхности фрикционных накладок соединяют и прессуют при удельном давлении 5-10 кгс/см2. По завершении упомянутых процессов собранный диск помещается в сушильный шкаф, где его при температуре 140-180°C выдерживают в течение 1-2 часов, а нагрев и последующее охлаждение производят со скоростью не выше 2-3°C в минуту. Техническим результатом является разработка простого и надежного способа ремонта дисков узла сцепления, повышение эффективности ремонта. 1 ил.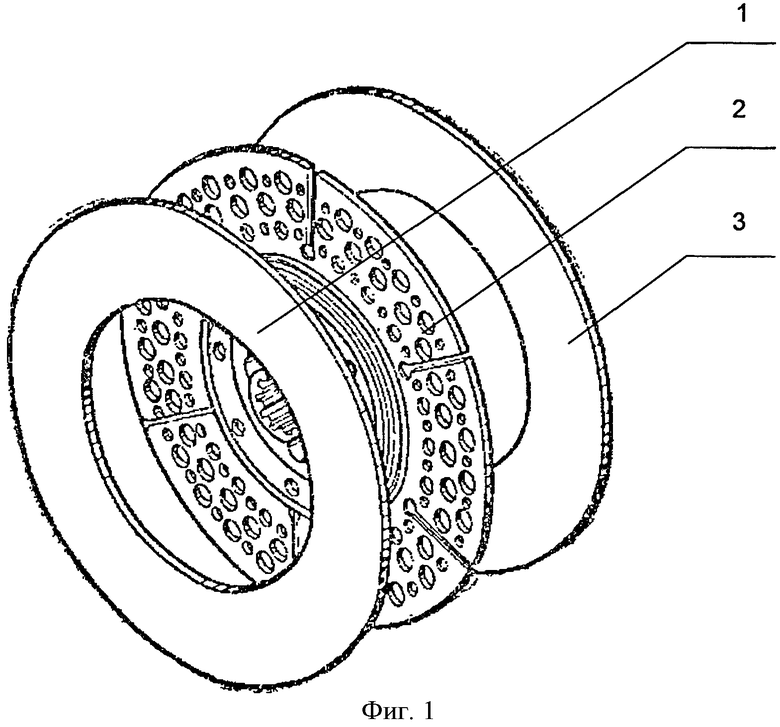
Способ ремонта фрикционных дисков узла сцепления, включающий разборку, дефектацию, сравнение полученных данных с допустимыми значениями, отличающийся тем, что металлическую основу ведомого диска подготавливают к склеиванию путем механической обработки, абразивными кругами или металлическим песком, затем эти поверхности подвергают обезжириванию ацетоном или другими обезжиривающими составами и высушивают на открытом воздухе или в сушильном шкафу при температуре 60-65°C, причем время выдержки составляет соответственно 20-25 мин и 4-5 мин, на подготовленные поверхности ведомого диска и одну из сторон фрикционных накладок наносят клеевой состав в один или два слоя, каждый слой клея выдерживается 60 мин при температуре 15-30°C, склеиваемые поверхности фрикционных накладок соединяют и прессуют при удельном давлении 5-10 кгс/см2, для склеивания применяют синтетический клей, например, марки ВС-10Т, для полимеризации и поликонденсации клея собранный диск помещают в сушильный шкаф и при температуре 140-180°C выдерживают в течение 1-2 ч, нагрев и последующее охлаждение проводят со скоростью не выше 2-3°C в минуту.
| Реверсивный дисковый культиватор для тросовой тяги | 1923 |
|
SU130A1 |
| Способ восстановления фрикционных дисков машин | 1990 |
|
SU1759589A1 |
| Секциональный двухкамерный паровой котел с раздельными пучками кипятильных труб и с расположенным между этими пучками перегревателем | 1925 |
|
SU2262A1 |

