Область техники, к которой относится изобретения
Настоящее изобретение относится к способу изготовления ламинированного элемента. Например, ламинированный элемент может использоваться в качестве скользящего элемента.
Уровень техники
В Патентном документе 1 раскрывается способ формирования твердого покрытия на поверхности подложки посредством преобразования за счет деформации в холодном состоянии. Этот способ формирования твердого покрытия включает в себя напыление металлического порошка в твердом состоянии на поверхность подложки с использованием сжатого воздуха в качестве несущей среды, таким образом, чтобы сформировать твердое металлическое покрытие. В данном способе формирования покрытия металлический порошок изготовляется из металлического материала и может подвергаться преобразованию за счет деформации. Этот способ включает в себя "надувание" металлического порошка на подложку с такой высокой скоростью, которая вызывает его преобразование за счет деформации, таким образом, что он накапливается в виде слоя на поверхности подложки, и при этом происходит его пластическая деформация и приобретение им плоской формы, а также преобразование за счет деформации накопленного металлического порошка. Этот способ формирования отличается тем, что металлическое покрытие, сформированное на подложке, имеет более высокую твердость, чем твердость металлического порошка, напыляемого на подложку.
Список цитированных материалов
Патентный документ 1: JP 5202024B
Раскрытие изобретения
Техническая проблема
Однако проблема способа формирования твердого покрытия согласно патентному документу 1 заключается в недостаточной эффективности формирования покрытия.
Настоящее изобретение было выполнено с учетом проблемы известного уровня техники. Цель настоящего изобретения заключается в получении способа создания ламинированного элемента с высокой эффективностью формирования покрытия.
Решение проблемы
Авторами настоящего изобретения было проведено тщательное исследование для достижения указанной выше цели. В результате авторы настоящего изобретения обнаружили, что вышеуказанная цель формирования покрытия на подложке может быть достигнута с помощью операции напыления на подложку в нерасплавленном состоянии смеси частиц дисперсионно-твердеющего медного сплава с твердыми частицами несферической формы, медианное акпектное отношение которых больше или равно 1,2, и твердость которых выше твердости частиц медного сплава, с целью формирования покрытия на подложке. Так было совершено настоящее исследование.
Полезный эффект изобретения
Настоящее изобретение дает возможность получить способ создания ламинированного элемента с высокой эффективностью формирования покрытия.
Краткое описание чертежей
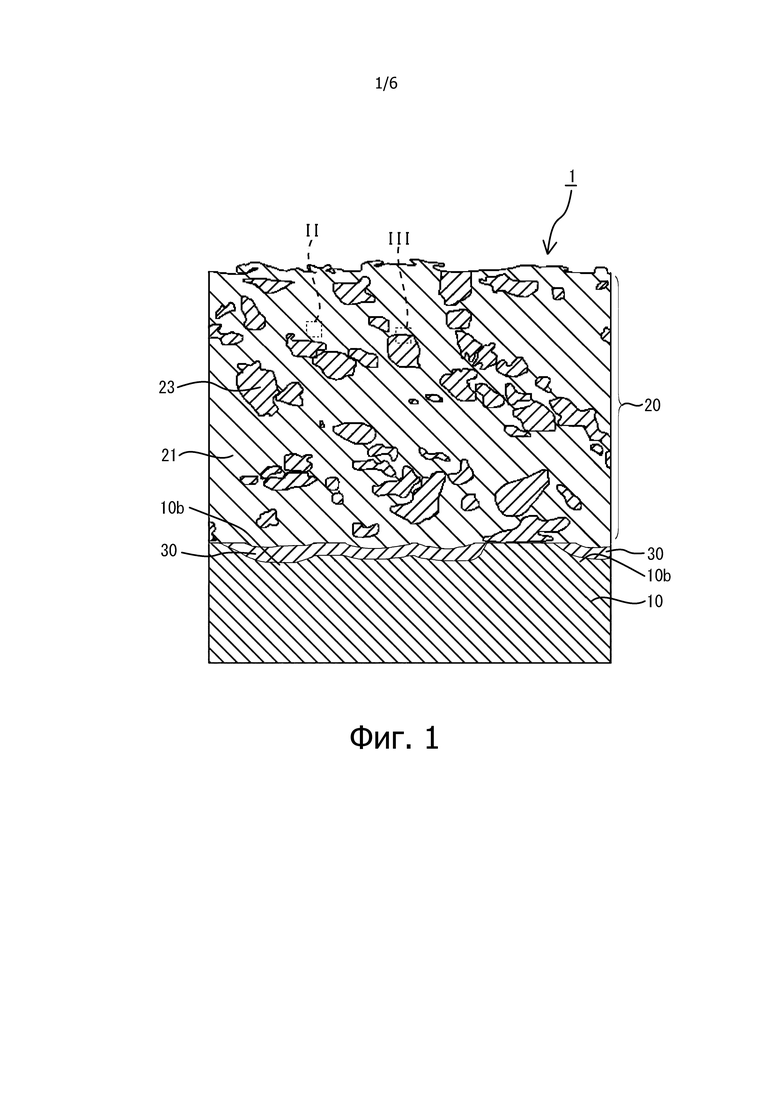
Фиг. 1 – схематичный вид в разрезе ламинированного элемента согласно второму варианту реализации настоящего изобретения.
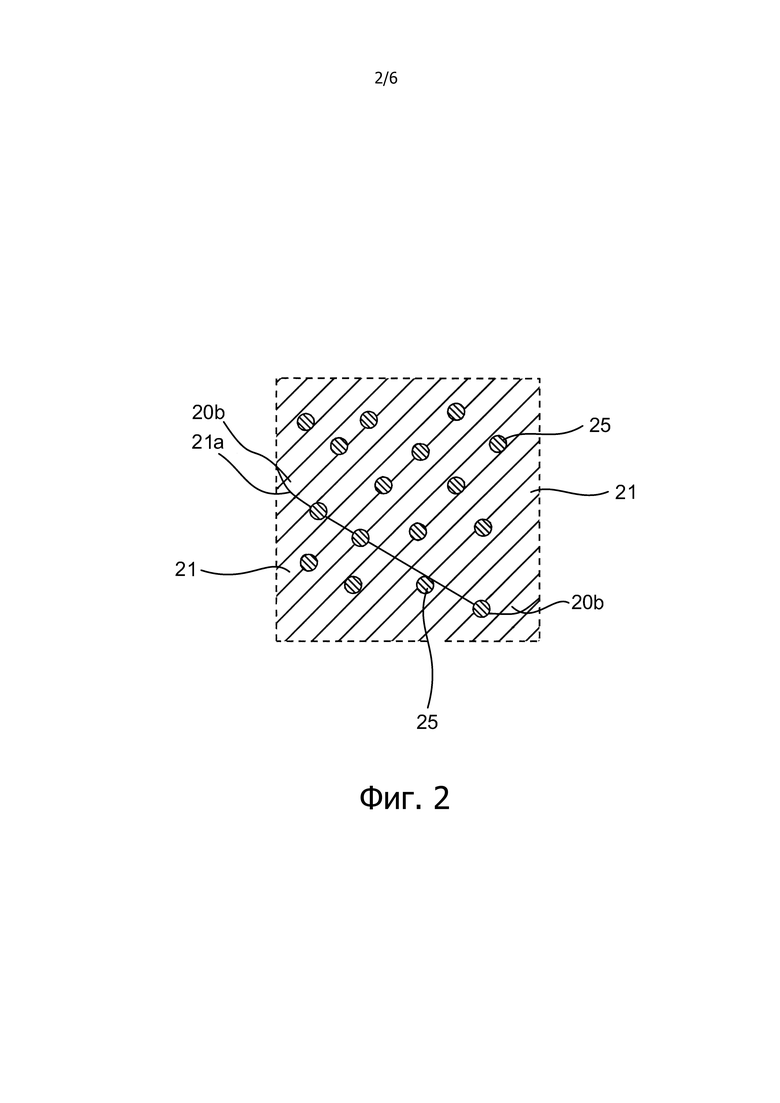
Фиг. 2 – вид в увеличенном масштабе участка II ламинированного элемента, показанного на фиг. 1.
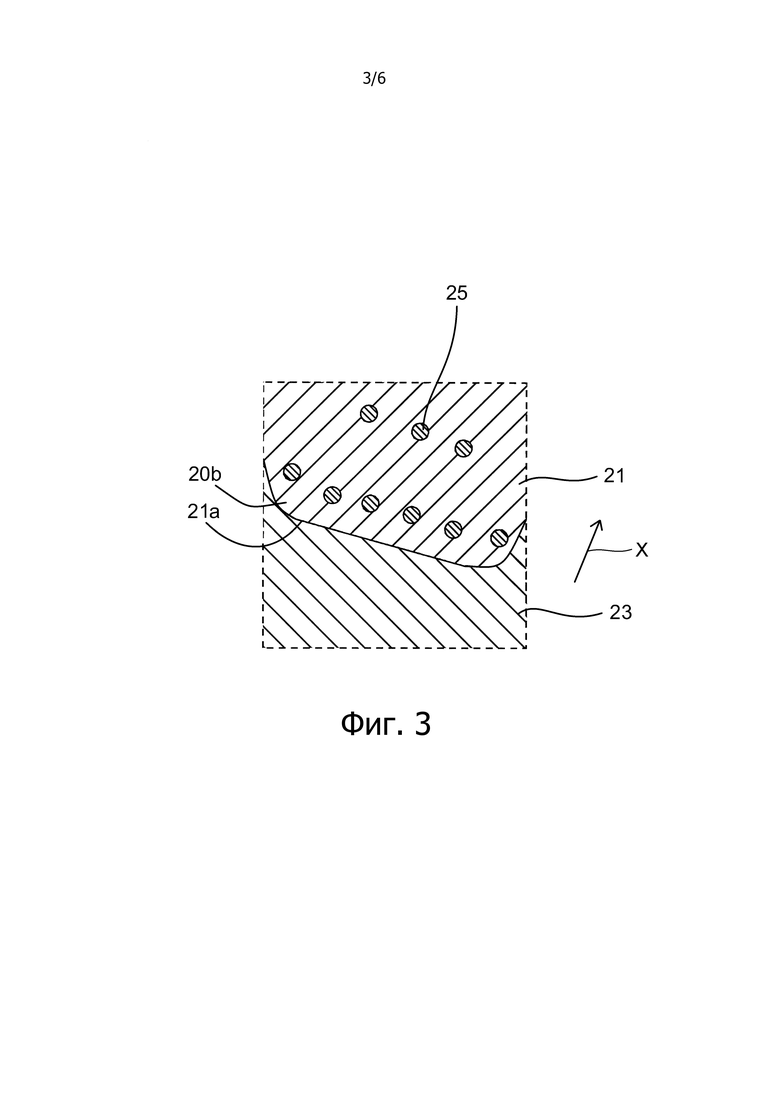
Фиг. 3 – вид в увеличенном масштабе участка III ламинированного элемента, показанного на фиг. 1.
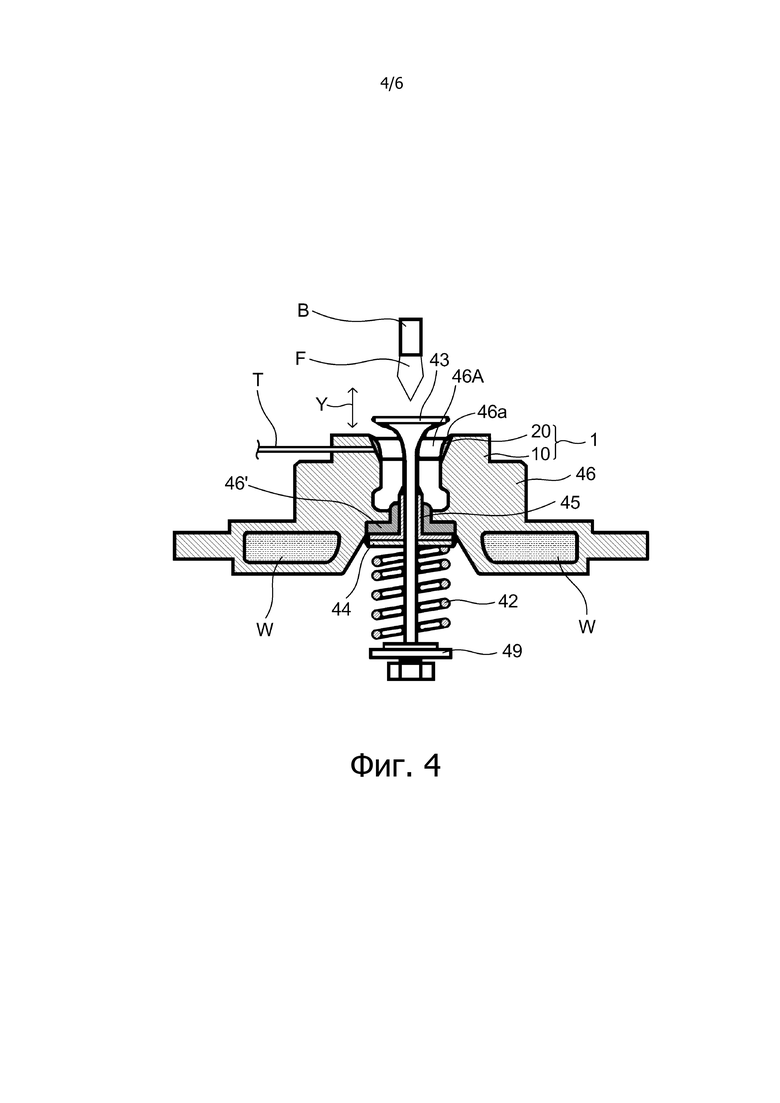
Фиг. 4 – схематичный вид в разрезе прибора для испытания на абразивный износ.
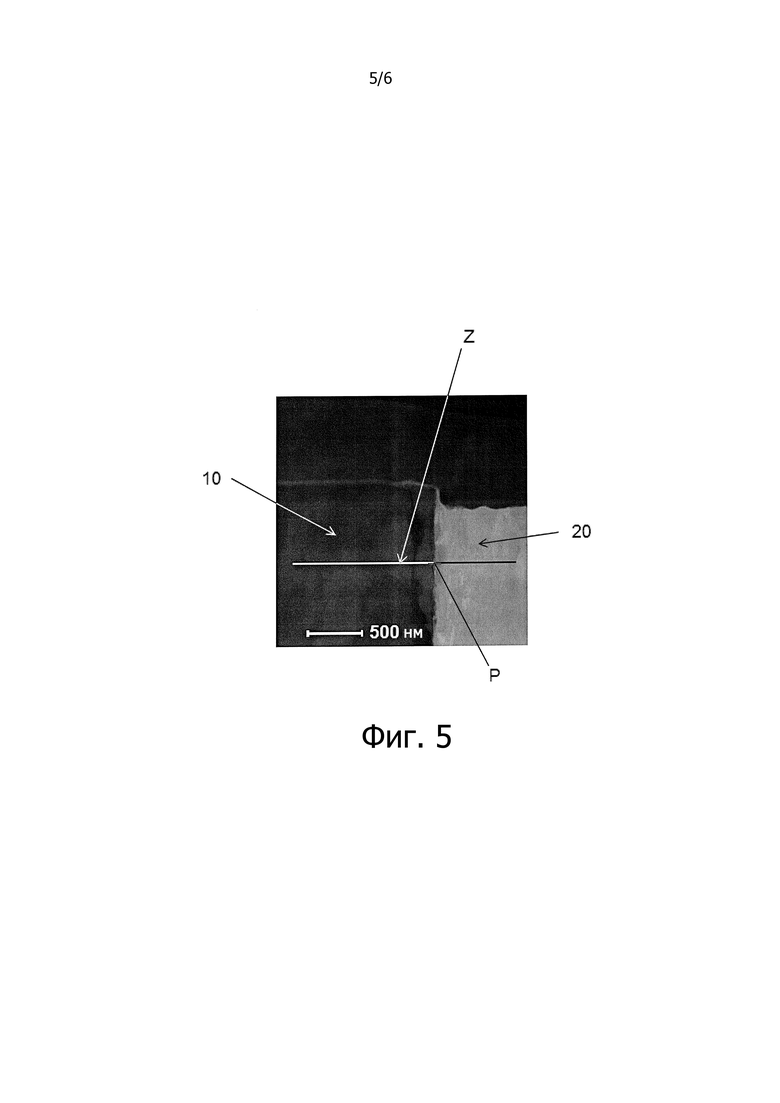
Фиг. 5 – полученный с помощью просвечивающего электронного микроскопа (ПЭМ) срез ламинированного элемента в примере 2.
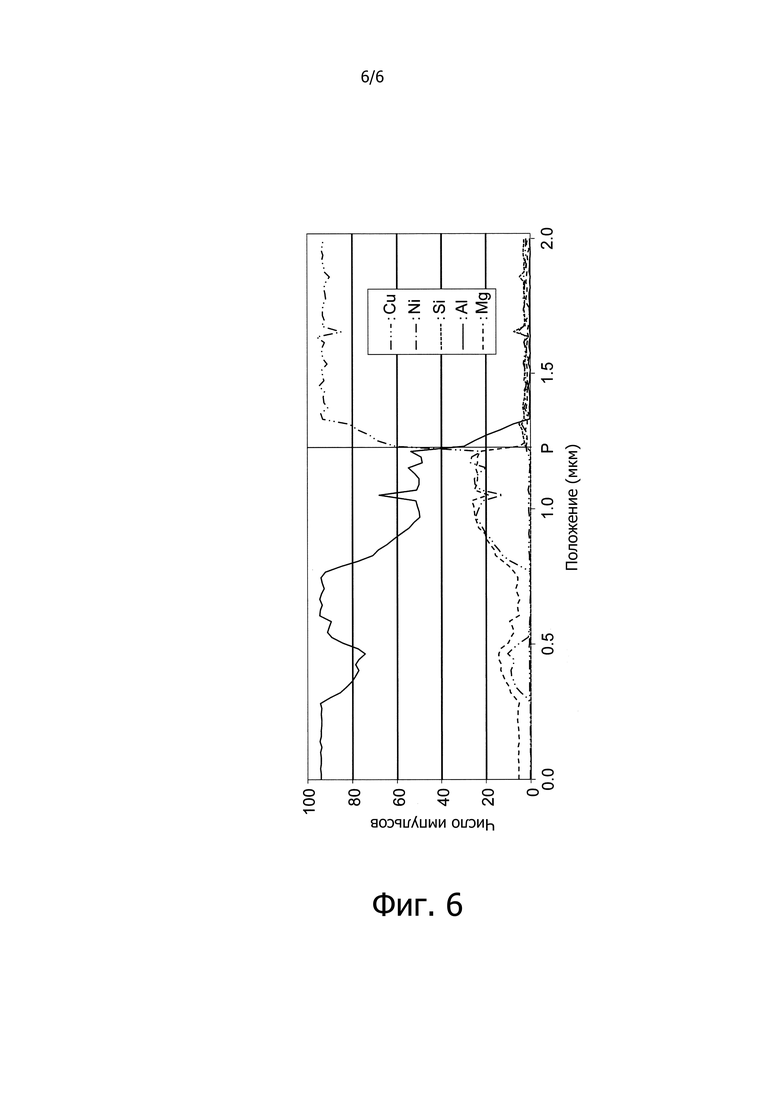
Фиг. 6 – график, иллюстрирующий результаты энергодисперсионного рентгеновского анализа ламинированного элемента в примере 2.
Описание вариантов реализации изобретения
Далее будет описан способ создания ламинированного элемента и ламинированный элемент согласно одному варианту реализации настоящего изобретения.
Первый вариант реализации
Сначала будет описан способ создания ламинированного элемента по первому варианту реализации настоящего изобретения. Способ создания ламинированного элемента согласно данному варианту реализации включает в себя операцию напыления на подложку в нерасплавленном состоянии смеси частиц дисперсионно-твердеющего медного сплава с твердыми частицами несферической формы, медианное аспектное отношение которых больше или равно 1,2, и твердость которых выше твердости частиц медного сплава, с целью формирования покрытия на подложке.
Используемый здесь термин "дисперсионо-твердеющий медный сплав" служит для обозначения не только медного сплава, уже отвержденного посредством дисперсии, но и медного сплава, еще не отвержденного посредством дисперсии. Предпочтительно, чтобы все частицы медного сплава были получены из медного сплава, который еще не был подвергнут дисперсионному твердению. Однако это не является ограничивающим условием для частиц медного сплава. Например, часть частиц медного сплава может быть изготовлена из медного сплава, уже подвергнутого дисперсионному твердению, а другая часть может быть получена из медного сплава, еще не подвергнутого дисперсионному твердению. Дисперсионно-твердеющий медный сплав называют также дисперсионно-упрочненным медным сплавом.
Используемый в настоящем описании термин "аспектное отношение" служит для обозначения отношения наибольшего диаметра к ширине, перпендикулярной наибольшему диаметру исследуемых частиц медного сплава или твердых частиц. Кроме того, термин "наибольший диаметр" служит для обозначения максимального расстояния между любыми двумя точками на контуре частицы, исследуемой с помощью сканирующего электронного микроскопа (СЭМ) или другого аналогичного прибора. Для определения медианного аспектного отношения можно произвести измерение приблизительно от трех до тридцати частиц, по меньшей мере, от трех до пяти частиц, с углов обзора от нескольких до нескольких десятков. Для измерения и расчета относительного удлинения может использоваться, например, аналитический прибор для определения гранулометрического распределения частиц по изображению. Как вариант, относительное удлинение, безусловно, можно измерять и вычислять путем увеличения изображения частиц, полученного с помощью сканирующего электронного микроскопа (СЭМ), и измерения и вычисления размера с помощью шкалы.
В настоящем изобретении твердость частиц медного сплава и твердых частиц может быть выражена значениями твердости по шкале Виккерса, измеряемой и вычисляемой с помощью испытания на твердость методом Виккерса (JIS Z 2244), указанном в Промышленном стандарте Японии. Например, твёрдость частиц по шкале Виккерса является средним арифметическим твердости приблизительно от трех до тридцати частиц, по меньшей мере, приблизительно от трех до пяти частиц.
Как уже было указано выше, в способе создания ламинированного элемента согласно данному варианту реализации производится напыление на подложку смеси частиц дисперсионно-твердеющего медного сплава и твердых частиц, в которой частицы медного сплава находятся в нерасплавленном состоянии для предотвращения осаждения дополнительных элементов, и твердые частицы также находятся в нерасплавленном состоянии для сохранения несферической формы с медианным аспектным отношением 1,2 и выше, и твердость твердых частиц выше твердости частиц медного сплава. По сравнению со способом, в котором производится напыление на подложку только частиц аустенитной нержавеющей стали круглой формы, частицы медного сплава и твердые частицы в настоящем варианте реализации лучше сцепляются с поверхностью подложки. Медианное аспектное отношение твердых частиц, характеризующее их форму, предпочтительно, больше или равно 1,3, более предпочтительно, больше или равно 1,4, и еще более предпочтительно, больше или равно 1,5. Однако величина медианного аспектного отношения не ограничивается конкретным значением. Что касается абразивной стойкости, то предпочтительно, чтобы медианное аспектное отношение твердых частиц, характеризующее их форму, было больше или равно 1,3. Далее, медианное аспектное отношение твердых частиц, характеризующее их форму, предпочтительно, меньше или равно 2,0, более предпочтительно, меньше или равно 1,9. Если величина медианного аспектного отношения твердых частиц, характеризующего их форму, меньше 1,2, то форма таких твердых частиц практически не отличается от сферической, и желаемый эффект не достигается.
В результате, это обеспечивает возможность формирования с высокой эффективностью на подложке покрытия, содержащего область медного сплава, полученную из частиц дисперсионно-твердеющего медного сплава, и область твердых частиц, полученную из твердых частиц несферической формы с медианным аспектным отношением 1,2 и более, твердость которых выше твердости частиц медного сплава, причем указанные области связаны друг с другом (например, область медного сплава может быть связана с другой областью медного сплава, область медного сплава может быть связана с областью твердых частиц, и область твердых частиц может быть связана с другой областью твердых частиц). Таким образом, это дает возможность получить способ создания ламинированного элемента с высокой эффективностью формирования покрытия. Твердость области твердых частиц выше твердости области медного сплава.
В настоящее время предполагается, что описанные выше полезные эффекты обусловлены по меньшей мере одной из следующих причин.
Например, твердые частицы, напыляемые на поверхность подложки вместе с частицами медного сплава, имеют твердость выше частиц медного сплава, и имеют заданную несферическую форму. Вероятно, это создает якорный эффект, производимый твердыми частицами, которые "врезаются" в подложку или области медного сплава, присоединившиеся к подложке, и эффект связывания твердых частиц друг с другом или связывания твердых частиц с частицами медного сплава. Можно предположить, что вышеуказанные эффекты повышают адгезию твердых частиц или смеси в целом.
Кроме того, твердые частицы, напыляемые на поверхность подложки вместе с частицами медного сплава, и твердость которых выше твердости частиц медного сплава, имеют заданную несферическую форму. Соответственно, эти твердые частицы имеют бóльшую удельную площадь поверхности, чем сферические частицы, и напыляемые твердые частицы легко приобретают требуемую скорость под давлением рабочего газа. Можно предположить, что это повышает адгезию твердых частиц, которые менее склонны к адгезии, чем частицы медного сплава
Однако даже если вышеупомянутые полезные эффекты обусловлены какими-либо иными причинами, само собой разумеется, настоящее изобретение охватывает такие способы и ламинированный элемент.
Получаемый таким образом ламинированный элемент обладает дополнительным преимуществом, заключающимся в высокой абразивной стойкости. Кроме того, получаемый таким образом ламинированный элемент обладает еще одним дополнительным преимуществом, заключающимся в том, что получаемое покрытие может обеспечивать высокую теплопроводность. Иными словами, покрытие, обладающее повышенной абразивной стойкостью и теплопроводностью, может быть получено с высокой эффективностью формирования с помощью таких технологий, как газодинамическое напыление, холодное напыление или термическое напыление.
Более конкретный способ изготовления будет описан более подробно.
Во-первых, подложка особенно не ограничена. Предпочтительно, чтобы подложка была выполнена из металла, который может быть использован в описываемом ниже способе формирования покрытия. Излишне говорить, что когда ламинированный элемент используется в качестве скользящего элемента, предпочтительно, чтобы подложка была выполнена из материала, способного выдерживать воздействие высокотемпературной окружающей среды, в которой данный скользящий элемент применяется.
К предпочтительно используемым металлам относятся сплавы алюминия, железа, титана, меди или другие известные в данной области техники. К числу предпочтительно используемых алюминиевых сплавов относятся указанные в Промышленном стандарте Японии сплавы AC2A, AC8A и ADC12, и другие аналогичные сплавы. К числу предпочтительно используемых железных сплавов относятся указанный в Промышленном стандарте Японии сплав SUS304, металлокерамические сплавы на основе железа, и др. К числу предпочтительно используемых медных сплавов относятся бериллиево-медный сплав, металлокерамические сплавы на основе меди, и др.
Скорость напыления исходных материалов конкретно не ограничивается. Например, скорость частицы составляет, предпочтительно, от 300 м/с до 1200 м/с, более предпочтительно, от 500 м/с до 1000 м/с, и еще более предпочтительно, от 600 м/с до 800 м/с. Однако скорость частиц не ограничивается вышеуказанными диапазонами, и, разумеется, может выходить за границы этих диапазонов, при условии, что достигаются полезные эффекты настоящего изобретения.
Давление рабочего газа, подаваемого для напыления смеси, также конкретно не ограничивается. Например, давление рабочего газа составляет, предпочтительно, от 2 МПа до 5 МПа, более предпочтительно, от 3,5 МПа до 5 МПа. Если давление рабочего газа ниже 2 МПа, трудно получить требуемую скорость частицы, что может приводить к значительной пористости покрытия. Однако, разумеется, давление рабочего газа не ограничивается вышеуказанными диапазонами, и может выходить за границы этих диапазонов, при условии, что достигаются полезные эффекты настоящего изобретения.
Температура рабочего газа также конкретно не ограничивается. Например, температура рабочего газа может составлять, предпочтительно, от 400°C до 800°C, более предпочтительно, от 600°C до 800°C. Если температура рабочего газа составляет ниже 400°C, абразивная стойкость покрытия может уменьшаться вследствие высокой пористости покрытия. При температуре рабочего газа выше 800°C иногда может происходить забивание сопла напыляющего устройства. Однако, разумеется, температура рабочего газа не ограничивается вышеуказанными диапазонами, и может выходить за границы этих диапазонов, при условии, что достигаются полезные эффекты настоящего изобретения.
Тип рабочего газа конкретно не ограничивается. В качестве рабочего газа могут использоваться, например, азот, гелий и т.п. Они могут использоваться отдельно или в комбинации из двух или более. Кроме того, может применяться смесь горючего газа и азота.
По окончании формирования покрытия может производиться старение или отпуск ламинированного элемента при температуре от 250°C до 500°C в течение от 0,5 часа до 4 часов. Это может повышать абразивную стойкость и теплопроводность покрытия. Такое старение или отпуск могут производиться также, например, с использованием тепла от камеры сгорания при тестировании, проводимом в ходе испытаний после сборки двигателя.
Частицы медного сплава исходного материала конкретно не ограничиваются и могут представлять собой любые частицы дисперсионно-твердеющего медного сплава в нерасплавленном состоянии. Предпочтительно, чтобы частицы медного сплава имели несферическую форму, так же, как и твердые частицы. Однако форма частиц конкретно не ограничивается.
Дисперсионно-твердеющий медный сплав конкретно не ограничивается. Однако примерами предпочтительно применяемых дисперсионно-твердеющих медных сплавов являются дисперсионно-твердеющие сплавы, содержащие никель или кремний, или так называемые Corson-сплавы. Эти сплавы обеспечивают высокую абразивную стойкость.
Однако дисперсионно-твердеющий медный сплав этим не ограничивается. Дополнительными примерами дисперсионно-твердеющих медных сплавов, которые могут быть использованы, являются дисперсионно-твердеющие медные сплавы, содержащие хром или так называемая хромистая бронза, и дисперсионно-твердеющие медные сплавы, содержащие цирконий или так называемая циркониевая бронза. Хотя к числу других дисперсионно-твердеющих медных сплавов, которые могут быть использованы, относятся также дисперсионно-твердеющие медные сплавы, помимо никеля или кремния содержащие хром, цирконий, ванадий или комбинации вышеупомянутых элементов. В соответствии с техническими требованиями, предъявляемыми к характеристикам будущего ламинированного элемента, можно использовать самые разнообразные материалы.
Например, для дисперсионно-твердеющих медных сплавов, содержащих никель и кремний, содержание никеля составляет, предпочтительно, от 1 масс.% до 21 масс.%, а содержание кремния составляет, предпочтительно, от 0,2 масс.% до 8 масс.%, поскольку при этом обеспечивается достижение более высокой теплопроводности. Например, для дисперсионно-твердеющих медных сплавов, содержащих хром, содержание хрома составляет, предпочтительно, от 0,02 масс.% до 1 масс.%, так как это обеспечивает возможность получения более высокой теплопроводности. Например, для дисперсионно-твердеющих медных сплавов, содержащих никель и кремний, отношение величин содержания никеля к кремнию (Ni:Si), при котором возможно осаждение силиката никеля (Ni2Si), составляет, предпочтительно, от 3,5 до 4,5:1 в массовом отношении. Однако дисперсионно-твердеющие медные сплавы не ограничиваются вышеуказанными диапазонами и могут выходить за границы этих диапазонов, при условии, что достигаются полезные эффекты настоящего изобретения. Само собой разумеется, в дисперсионно-твердеющие медные сплавы могут дополнительно вводиться и другие элементы.
Предпочтительно, чтобы сопротивление сжатию частиц медного сплава составляло от 50 Н/мм2 до 110 Н/мм2. Однако сопротивление сжатию не ограничивается конкретным значением. Когда такие частицы медного сплава используются для формирования ламинированного элемента, достигается более высокая эффективность формирования покрытия, поскольку частицы медного сплава легко пристают к подложке. Кроме того, получаемый таким образом ламинированный элемент обладает дополнительным преимуществом, которым является высокая абразивная стойкость. Кроме того, получаемый таким образом ламинированный элемент обладает еще одним дополнительным преимуществом, заключающимся в том, что получаемое покрытие может обеспечивать высокую теплопроводность.
Используемый в настоящем описании термин "сопротивление сжатию частиц" служит для обозначения величины нагрузки, прилагаемой к частицам с помощью прибора с плоским индентером или аналогичного прибора, в момент, когда размер частицы в направлении приложения нагрузки изменяется на 10%. Метод измерений соответствует описанному в разделе R 1639-5 Промышленного стандарта Японии "Методы испытаний характеристик мелкодисперсных керамических гранул, Часть 5: Сопротивление сжатию единичной гранулы", и величина тестовой нагрузки составляет 500 мН.
Твердые частицы исходного материала конкретно не ограничиваются и ими могут быть любые частицы в нерасплавленном состоянии, твердость которых выше твердости частиц медного сплава, имеющие несферическую форму с медианным аспектным отношением больше или равным 1,2. Твердые частицы исходного материала конкретно не ограничиваются. Однако примеры предпочтительно используемых твердых частиц включают в себя частицы, полученные с помощью водной атомизации. При получении частиц с помощью водной атомизации вода ударяет в электрические частички и деформирует их. Деформированные частички охлаждаются водой и затвердевают в несферическом деформированном состоянии. В отличие от вышеописанной технологии, при использовании газовой атомизации частицы металла приобретают сферическую форму вследствие недостаточного охлаждения.
Примерами твердых частиц являются частицы кобальтосодержащих сплавов, частицы хромосодержащих сплавов, частицы никельсодержащих сплавов и частицы молибденсодержащих сплавов. Они могут использоваться отдельно или в комбинации из двух или более с соответствующим соотношением компонентов.
Примерами таких кобальтосодержащих сплавов являются TRIBALOY (зарегистрированный товарный знак) T-400 и T-800, и другие аналогичные сплавы. Примерами таких хромосодержащих сплавов являются феррохром и другие сплавы. Примерами таких никельсодержащих сплавов являются TRIBALOY (зарегистрированный товарный знак) T-700 и другие аналогичные сплавы. Примерами таких молибденсодержащих сплавов являются ферромолибден и другие аналогичные сплавы. Из вышеуказанных сплавов предпочтительно использовать кобальтосодержащие сплавы, поскольку они обладают высокой абразивной стойкостью. В частности, предпочтительно применять TRIBALOY (зарегистрированный товарный знак) T-400, T-800 и другие аналогичные сплавы.
Средний размер частиц (d50) медного сплава и твердых частиц конкретно не ограничен. Однако, он, предпочтительно, должен быть меньше или равен 50 мкм. Когда такие частицы медного сплава и твердые частицы используются для формирования ламинированного элемента, достигается еще более высокая эффективность формирования покрытия, поскольку частицы медного сплава и твердые частицы легко пристают к подложке. Получаемый таким образом ламинированный элемент обладает дополнительным преимуществом, заключающимся в высокой абразивной стойкости. Кроме того, получаемый таким образом ламинированный элемент обладает еще одним дополнительным преимуществом, заключающимся в том, что получаемое покрытие может обеспечивать высокую теплопроводность.
Используемый здесь термин "средний размер частиц (d50)" может обозначать, например, среднечисловое значение среднего размера частиц (d50), замеренного и вычисленного с помощью аналитического прибора для определения гранулометрического распределения частиц по изображению. Кроме того, термин "размер частицы" для измерения и вычисления среднего размера частиц может означать, например, максимальное расстояние между двумя произвольно выбранными точками на контуре исследуемой частицы (в плоскости наблюдения). Однако размер частицы этим не ограничивается и может обозначать, например, диаметр эквивалентного круга наблюдаемого порошка (в плоскости наблюдения). Альтернативно, термин "средний размер частиц (d50)" может обозначать среднечисловое значение среднего размера частиц (d50), замеренного и вычисленного с помощью прибора для определения гранулометрического распределения частиц с помощью лазерно-дифракционного рассеяния. Однако, разумеется, размер частицы вовсе не ограничивается вышеуказанными диапазонами, и может выходить за границы этих диапазонов, при условии, что достигаются полезные эффекты настоящего изобретения.
Средний размер твердых частиц (d50) медного сплава конкретно не ограничен. Однако его величина составляет, предпочтительно, от 14 мкм до 50 мкм, более предпочтительно, от 25 мкм до 50 мкм. Если средний размер частиц (d50) больше или равен 14 мкм, может обеспечиваться подходящая текучесть смеси. Это может уменьшить вероятность возникновения неправильной подачи частиц. Если средний размер частиц (d50) меньше или равен 50 мкм, может обеспечиваться подходящая скорость частиц для формирования покрытия. Это может уменьшить вероятность возникновения неправильного формирования покрытия. Средний размер частиц (d50) медного сплава конкретно не ограничен. Однако он, предпочтительно, составляет от 20 мкм до 40 мкм.
Второй вариант реализации
Ниже будет описан ламинированный элемент согласно второму варианту реализации настоящего изобретения со ссылками на прилагаемые фигуры. Изготовление ламинированного элемента согласно второму варианту реализации настоящего изобретения осуществляется вышеописанным способом создания ламинированного элемента, предлагаемым настоящим изобретением. Размеры различных элементов на прилагаемых фигурах увеличены с целью обеспечения ясности описания и могут отличаться от фактических размеров.
На фиг. 1 показан схематичный вид в разрезе ламинированного элемента согласно второму варианту реализации настоящего изобретения. На фиг. 2 приведен вид в увеличенном масштабе участка II ламинированного элемента, показанного на фиг. 1. На фиг. 3 приведен вид в увеличенном масштабе участка III ламинированного элемента, показанного на фиг. 1. Как видно из фиг. 1 – 3, ламинированный элемент 1 согласно данному варианту реализации содержит подложку 10 и покрытие 20, сформированное на подложке 10. Покрытие 20 содержит область 21 медного сплава, полученную из частиц дисперсионно-твердеющего медного сплава, и область 23 твердых частиц, полученную из определенных твердых частиц, твердость которой выше твердости области 21 медного сплава. В покрытии 20, например, области 21, 21 медного сплава соединены друг с другом поверхностью раздела. Кроме того, область 21 медного сплава соединена с областью 23 твердых частиц поверхностью раздела, и области 23, 23 твердых частиц соединены друг с другом поверхностью раздела.
В рассматриваемом примере по меньшей мере одна из областей 21 медного сплава в покрытии 20 содержит по меньшей мере одну область 25 осаждения внутри области 21 медного сплава и на поверхности раздела 21a между областями 21, 21 медного сплава. Например, если область 21 медного сплава выполнена из дисперсионно-твердеющего медного сплава, содержащего никель и кремний, область 25 осаждения состоит из силиката никеля (Ni2Si).
В рассматриваемом примере, поскольку твердость области 23 твердых частиц выше твердости области 21 медного сплава, области 25 осаждения образуются вблизи поверхности раздела 21a областей 21 медного сплава, прилегающих к областям 23 твердых частиц. Используемая в настоящем описании формулировка "вблизи поверхности раздела областей медного сплава" служит для обозначения области, углубляющейся приблизительно на 1 мкм внутрь области 21 медного сплава от поверхности раздела 21a, как показано стрелкой X на приведенных фигурах.
В рассматриваемом примере подложка 10 содержит пластически деформированную область 10b с уплощенным углублением, а покрытие 20 содержит пластически деформированную область 20b, в которой располагается область 21 медного сплава уплощенной формы.
В показанном примере ламинированный элемент 1 содержит промежуточный слой 30, проходящий по всему промежутку между подложкой 10 и покрытием 20. Промежуточный слой 30 включает в себя диффузионный слой и/или слой интерметаллического соединения. Если промежуточный слой содержит диффузионный слой, промежуточный слой может состоять из диффузионного слоя. Если промежуточный слой содержит интерметаллический слой, промежуточный слой может состоять из интерметаллического слоя.
Ниже промежуточный слой 30 будет описан более подробно. Промежуточный слой 30 включает в себя диффузионный слой и/или интерметаллический слой. В предпочтительном примере диффузионный слой имеет градиентную структуру композиции. Однако диффузионный слой не ограничивается такими слоями с градиентной структурой композиции. В предпочтительном примере промежуточный слой с интерметаллическим слоем включает в себя диффузионный слой с градиентной структурой композиции, между которыми вклинивается интерметаллический слой. Однако промежуточный слой этим не ограничивается. Например, промежуточный слой содержит составляющие элементы подложки и составляющие элементы областей медного сплава. В частности, если подложка выполнена из алюминиевого сплава, формирующийся промежуточный слой будет состоять из сплава, содержащего алюминий и медь. Однако промежуточный слой этим не ограничивается. Например, если подложка выполнена из нержавеющей стали, формируемый промежуточный слой будет состоять из сплава, содержащего нержавеющую сталь (НС) и медь.
Область медного сплава лучше соединяется с другой областью медного сплава или областью твердых частиц, чем область твердых частиц соединяется с другой областью твердых частиц, что будет более подробно описано ниже. Покрытие может содержать поры (не показаны).
Ламинированный элемент, изготовленный с помощью вышеописанного способа создания ламинированного элемента, предлагаемого настоящим изобретением, содержит подложку и покрытие, выполненное на подложке. Покрытие содержит область медного сплава, полученную из частиц дисперсионно-твердеющего медного сплава, и область твердых частиц, полученную из определенных твердых частиц, твердость которой выше твердости области медного сплава, причем указанные области соединены друг с другом (например, область медного сплава соединена с областью медного сплава, область медного сплава соединена с областью твердых частиц, и область твердых частиц соединена с областью твердых частиц) поверхностью раздела. Таким образом, ламинированный элемент обладает дополнительным преимуществом, заключающимся в высокой абразивной стойкости. Кроме того, ламинированный элемент обладает еще одним дополнительным преимуществом, заключающимся в том, что получаемое покрытие может обеспечивать высокую теплопроводность.
В настоящее время предполагается, что описанные выше полезные эффекты обусловлены по меньшей мере одной из следующих причин.
Например, если подложка имеет на своей поверхности оксидную пленку, препятствующую адгезии между подложкой и покрытием, предполагается, что при напылении смеси, содержащей частицы медного сплава и твердые частицы, на подложку, благодаря соударению твердых частиц несферической формы с подложкой происходит удаление оксидной пленки, в результате чего на подложке образуется новая поверхность раздела, обеспечивающая хорошую адгезию с покрытием.
Кроме того, например, предполагается, что при соединении области медного сплава с подложкой кинетическая энергия области медного сплава частично превращается в тепловую энергию, что способствует осаждению и атомной диффузии между подложкой и областью медного сплава.
Далее, например, когда частицы медного сплава соударяются с подложкой, они врезаются в подложку. Предполагается, что этот якорный эффект улучшает адгезию между подложкой и покрытием. Иными словами, образующиеся на подложке пластически деформированные области, содержащие уплощенное углубление, улучшают адгезию между подложкой и покрытием.
Кроме того, когда частицы медного сплава соударяются с подложкой и областями медного сплава, соединившимися с подложкой, данные частицы медного сплава и области медного сплава деформируются, приобретая плоскую форму. Предполагается, что эта деформация улучшает адгезию между областями медного сплава в покрытии. Иными словами, области медного сплава плоской формы, накапливаются и образуют в покрытии пластически деформированные области, что уменьшает промежуток между областями медного сплава и улучшает адгезию между областями медного сплава в покрытии.
Помимо этого, когда частицы медного сплава сталкиваются с подложкой и областями медного сплава, соединившимися с подложкой, происходит выделение тепла во время пластической деформации, в ходе которой в подложке образуется уплощенное углубление, а частицы медного сплава и области медного сплава приобретают плоскую форму, т.е. иными словами, во время образования пластически деформированных областей подложки и покрытия. Предполагается, что это выделение тепла способствует осаждению и атомной диффузии между подложкой и частицами медного сплава, а также между частицами медного сплава и областями медного сплава.
Кроме того, когда твердые частицы соударяются с подложкой и областями медного сплава, соединившимися с подложкой, твердые частицы врезаются в подложку и в области медного сплава. Предполагается, что этот якорный эффект улучшает адгезию между подложкой и покрытием. Иными словами, образующиеся на подложке пластически деформированные области, содержащие уплощенное углубление, улучшают адгезию между подложкой и покрытием.
Помимо этого, поскольку области твердых частиц имеют несферическую форму, области медного сплава врезаются в области твердых частиц. Предполагается, что этот якорный эффект улучшает адгезию между областями медного сплава и областями твердых частиц в покрытии.
Кроме того, по меньшей мере одна область осаждения присутствует по меньшей мере в части областей медного сплава и на поверхности раздела между областями медного сплава. Предполагается, что это дисперсионное твердение областей медного сплава является одной из причин.
Кроме того, например, когда частицы медного сплава сталкиваются с подложкой, кинетическая энергия столкновения частично преобразуется в тепловую энергию, что способствует диффузии составляющих элементов между подложкой и по меньшей мере одним из компонентов, а именно, частицами медного сплава и областями медного сплава, образуя промежуточный слой, содержащий по меньшей мере один из компонентов, а именно, диффузионный слой и интерметаллический слой, между подложкой и покрытием. Предполагается, что образование промежуточного слоя является одной из причин.
Однако даже если вышеупомянутые полезные эффекты обусловлены какими-либо иными причинами, само собой разумеется, настоящее изобретение охватывает такие ламинированные элементы и тому подобное.
Пористость покрытия 20 конкретно не ограничивается. Однако, например, если пористость покрытия высока, его недостаточная прочность может приводить к пониженной абразивной стойкости при высоких температурах. В связи с этим, предпочтительно, чтобы пористость покрытия была как можно меньше. Кроме того, для получения ламинированного элемента с высокой теплопроводностью предпочтительно, чтобы пористость покрытия в срезе покрытия была меньше или равна 1% площади, в частности, 0% площади. Поскольку в настоящее время можно уменьшить пористость до 0,1% площади, для достижения высокой абразивной стойкости, повышения производительности и получения других приемлемых характеристик при хорошем балансе предпочтительно, чтобы величина пористости составляла от 0,1% площади до 3% площади. Однако, разумеется, пористость вовсе не ограничивается вышеуказанным диапазоном, и может выходить за границы этого диапазона, при условии, что достигаются полезные эффекты настоящего изобретения. Например, пористость в срезе покрытия может быть рассчитана путем исследования с помощью сканирующего электронного микроскопа (СЭМ) или аналогичного прибора изображения среза покрытия и обработки полученного с помощью сканирующего электронного микроскопа (СЭМ) изображения среза, например, с помощью бинаризации.
Толщина покрытия 20 конкретно не ограничивается. Иными словами, толщина покрытия может соответствующим образом регулироваться в соответствии с температурой и условиями работы (например, при применении в качестве скользящего элемента) детали, на которую наносится покрытие. Например, толщина покрытия составляет, предпочтительно, от 0,05 мм до 5,0 мм, более предпочтительно, от 0,1 мм до 2,0 мм. При толщине покрытия менее 0,05 мм жесткость покрытия является недостаточной. В частности, если прочность подложки невысокая, покрытие может быть пластически деформировано. Если толщина покрытия больше 10 мм, покрытие может отслаиваться, в зависимости от соотношения между остаточным напряжением, возникающим при формировании покрытия, и адгезионной прочностью на поверхности раздела.
Процентное содержание областей твердых частиц в срезе покрытия конкретно не ограничено, но, предпочтительно, составляет от 1% площади до 50% площади, более предпочтительно, от 1% площади до 25% площади, еще более предпочтительно, от 1% площади до 18% площади, особенно предпочтительно, от 5% площади до 18% площади в плане повышения абразивной стойкости, прочности на разрыв и, при необходимости, теплопроводности. Однако, разумеется, процентное содержание областей твердых частиц в срезе покрытия вовсе не ограничивается вышеуказанными диапазонами и может выходить за границы этих диапазонов, при условии, что достигаются полезные эффекты настоящего изобретения. Например, процентное содержание областей твердых частиц в срезе покрытия может быть вычислено путем исследования с помощью сканирующего электронного микроскопа (СЭМ) или аналогичного прибора изображения среза покрытия и обработки полученного с помощью сканирующего электронного микроскопа (СЭМ) изображения среза, например, с помощью бинаризации. Кроме того, само собой разумеется,% площади, вычисленный путем исследования среза покрытия, может рассматриваться как процентное содержание по объему (объемный%), и объемный% можно преобразовать в процентное содержание по весу (масс.%), используя для этого плотность соответствующих частиц.
В плане повышения абразивной стойкости и теплопроводности процентное содержание областей твердых частиц в срезе покрытия составляет, предпочтительно, от 1% площади до 50% площади. Однако в случаях, когда высокая теплопроводность особенно не требуется, а требуется только высокая абразивная стойкость, процентное содержание областей твердых частиц в срезе покрытия может составлять от 50% площади до 99% площади. Кроме того, помимо области медного сплава и области твердых частиц, покрытие может дополнительно содержать третью область.
Например, вышеописанный ламинированный элемент может использоваться в качестве скользящего элемента. Само собой разумеется, передняя сторона ламинированного элемента используется в качестве поверхности скольжения.
В качестве примера скользящего элемента можно привести скользящий элемент, в котором вышеописанное покрытие нанесено на поверхность скольжения седла клапана головки цилиндра двигателя, которая является скользящим элементом головки цилиндра и клапана цилиндра двигателя. В результате, достигается высокая абразивная стойкость. Кроме того, когда скользящий элемент используется в головке цилиндра, можно не применять запрессованное седло клапана. Это расширяет выбор возможных форм выходного и входного отверстий и обеспечивает возможность увеличения диаметра клапана цилиндра двигателя. Таким образом, это обеспечивает возможность снижения расхода топлива, повышения мощности и крутящего момента двигателя.
В качестве другого примера скользящего элемента можно упомянуть скользящий элемент, вышеописанное покрытие в котором выполнено на поверхности скольжения штока клапана и/или взаимодействующей с ним направляющей втулки, и/или по меньшей мере на одной поверхность скольжения, выбираемой из группы, в которую входят поверхность скольжения конца штока клапана, поверхность скольжения конуса тарелки клапана и поверхность скольжения запрессованного седла клапана. В результате, достигается высокая абразивная стойкость.
Еще одним примером скользящего элемента является анифрикционный элемент, в котором вышеописанное покрытие выполнено на поверхности скольжения вкладыша шатунного подшипника двигателя внутреннего сгорания. В качестве еще одного примера скользящего элемента можно указать покрытие, сформированное непосредственно на поверхности скольжения нижней головки шатуна (сформированное непосредственно без использования вкладыша). В качестве еще одного примера скользящего элемента можно указать покрытие, сформированное непосредственно на поверхности скольжения верхней головки шатуна (сформированное непосредственно без использования вкладыша).
Скользящий элемент может быть использован также на поршневом кольце и на поршне. Имеется в виду, что вышеупомянутое покрытие предпочтительно наносить на поверхность поршневого кольца. Кроме того, покрытие предпочтительно наносить на внутреннюю поверхность кольцевой канавки поршня. В скользящем элементе покрытие, предпочтительно, наносят на внутреннюю поверхность отверстия цилиндра (взамен использования вставной гильзы цилиндра или применения термического напыления на внутреннюю поверхность отверстия цилиндра). В скользящем элементе покрытие, предпочтительно, наносят на металл шейки распределительного вала. Кроме того, в скользящем элементе предпочтительно, чтобы покрытие было сформировано непосредственно на металле распределительного вала на участке, соответствующем расположению металла (т.е. предпочтительно, чтобы покрытие было нанесено непосредственно, без металла). В скользящем элементе покрытие, предпочтительно, наносят на поверхность металла шейки распределительного вала. Кроме того, в скользящем элементе предпочтительно, чтобы покрытие было сформировано непосредственно на шейке распределительного вала на участке, соответствующем расположению металла (т.е. предпочтительно, чтобы покрытие было нанесено непосредственно, без использования металла). В скользящем элементе покрытие, предпочтительно, наносится на поверхность рабочего выступа кулачка распределительного вала. Кроме того, в скользящем элементе покрытие, предпочтительно, наносят на поршень и металлический участок поршневого пальца. В скользящем элементе покрытие, предпочтительно, наносят непосредственно на поверхность поршня и металлический участок поршневого пальца. Кроме того, в скользящем элементе покрытие, предпочтительно, наносится на поверхность юбки поршня. В скользящем элементе покрытие, предпочтительно, наносится на выпуклую поверхность толкателя клапана. Кроме того, в скользящем элементе покрытие, предпочтительно, наносится на боковую поверхность толкателя клапана. В скользящем элементе покрытие, предпочтительно, наносится на поверхность скольжения отверстия толкателя клапана в головке цилиндра. В скользящем элементе покрытие, предпочтительно, наносится на поверхность зубьев звездочки (в этом случае, например, покрытие формируют на звездочке из спеченного алюминиевого сплава взамен звездочки из спеченного железного сплава). В скользящем элементе покрытие, предпочтительно, наносят на пальцы цепи. В скользящем элементе покрытие, предпочтительно, наносят на пластины цепи. В результате, достигается высокая абразивная стойкость.
В скользящем элементе покрытие, предпочтительно, наносят на поверхность зубьев шестерни устройств, не являющихся двигателем внутреннего сгорания, (в этом случае, например, используется шестерня из алюминиевого сплава взамен стальной шестерни, а покрытие формируют из алюминиевого сплава). Примерами вышеупомянутых устройств, не являющихся двигателями внутреннего сгорания, являются автомобильная дифференциальная передача, автомобильный генератор, неавтомобильный генератор. Скользящий элемент, предпочтительно, используется в подшипниках скольжения общего назначения (подшипниках скольжения, не являющихся шарикоподшипниками). В результате, достигается высокая абразивная стойкость.
Примеры
Далее настоящее изобретение будет более подробно описано на примерах. Однако настоящее изобретение не ограничивается приведенными ниже примерами.
Пример 1
В качестве частиц медного сплава исходного материала, были приготовлены частицы медно-никелевого сплава с кремнием (состав: Cu-3Ni-0,7Si, с помощью водной атомизации были получены частицы со следующими параметрами: аспектное отношение (медианное): 1,59; твёрдость по шкале Виккерса: 64 HV (0,01); средний размер частиц (d50): 27,7 мкм; сопротивление сжатию: 67,1 Н/мм2).
В качестве твердых частиц исходного материала были использованы частицы кобальтосодержащего сплава TRIBALOY (зарегистрированный товарный знак) T-400 производства корпорации Kennametal Stellite Corp.; с помощью водной атомизации были получены частицы со следующими параметрами: аспектное отношение (медианное): 1,74; твёрдость по шкале Виккерса: 957 HV (0,01); средний размер частиц (d50): 13,5 мкм).
Аспектное отношение (медианное) измеряли и вычисляли путем увеличения изображения, полученного с помощью сканирующего электронного микроскопа (СЭМ), и измерения размера с использованием масштаба. Твёрдость по шкале Виккерса измеряли и вычисляли по методике испытаний на твердость методом Виккерса, указанной в Промышленном стандарте Японии (JIS Z 2244). Средний размер частиц (d50), представляющий собой среднечисловое значение среднего размера частиц, измеряли и вычисляли с помощью аналитического прибора для определения гранулометрического распределения частиц по изображению. "Размер частицы" представлял собой максимальное расстояние между двумя произвольно выбранными точками на контуре исследуемой частицы (в плоскости наблюдения). Сопротивление сжатию измеряли как нагрузку, прилагаемую к частицам с помощью микротестера MCT-510 производства компании Shimadzu Corp. для испытаний на сжатие, в момент, когда размер частицы в направлении приложения нагрузки изменялся на 10%. Для получения среднего арифметического значения измерения были произведены на десяти образцах.
Предварительно обработанная алюминиевая подложка была получена путем предварительной обработки алюминиевой подложки (Промышленный стандарт Японии H 4040 A5056), исходя из предположения, что целевая толщина покрытия равна 0,2 мм в готовом состоянии участка седла клапана головки цилиндра двигателя.
Затем алюминиевую подложку устанавливали на поворотный стол, и производили напыление смеси частиц медного сплава с твердыми частицами (отношение содержания частиц медного сплава к содержанию твердых частицы = 50:50 (массовое соотношение)) на подготовленную алюминиевую подложку с помощью напылителя высокого давления для холодного напыления PCS-1000 производства компании Plasma Giken Corp. с использованием в качестве рабочего газа азота при температуре 600°C под давлением 4 МПа) при вращении поворотного стола с целью формирования на подложке покрытия толщиной от 0,4 мм до 0,5 мм.
После этого полученное покрытие подвергали финишной обработке с целью придания формы седла клапана фактической головки цилиндра двигателя. Таким образом, был получен ламинированный элемент согласно рассматриваемому примеру. Толщина покрытия составляла 0,2 мм (то же самое относится и к другим примерам). Параметры для разных примеров частично приведены в таблице 1.
Пример 2 – Пример 12, Сравнительный пример 1 и Сравнительный пример 2
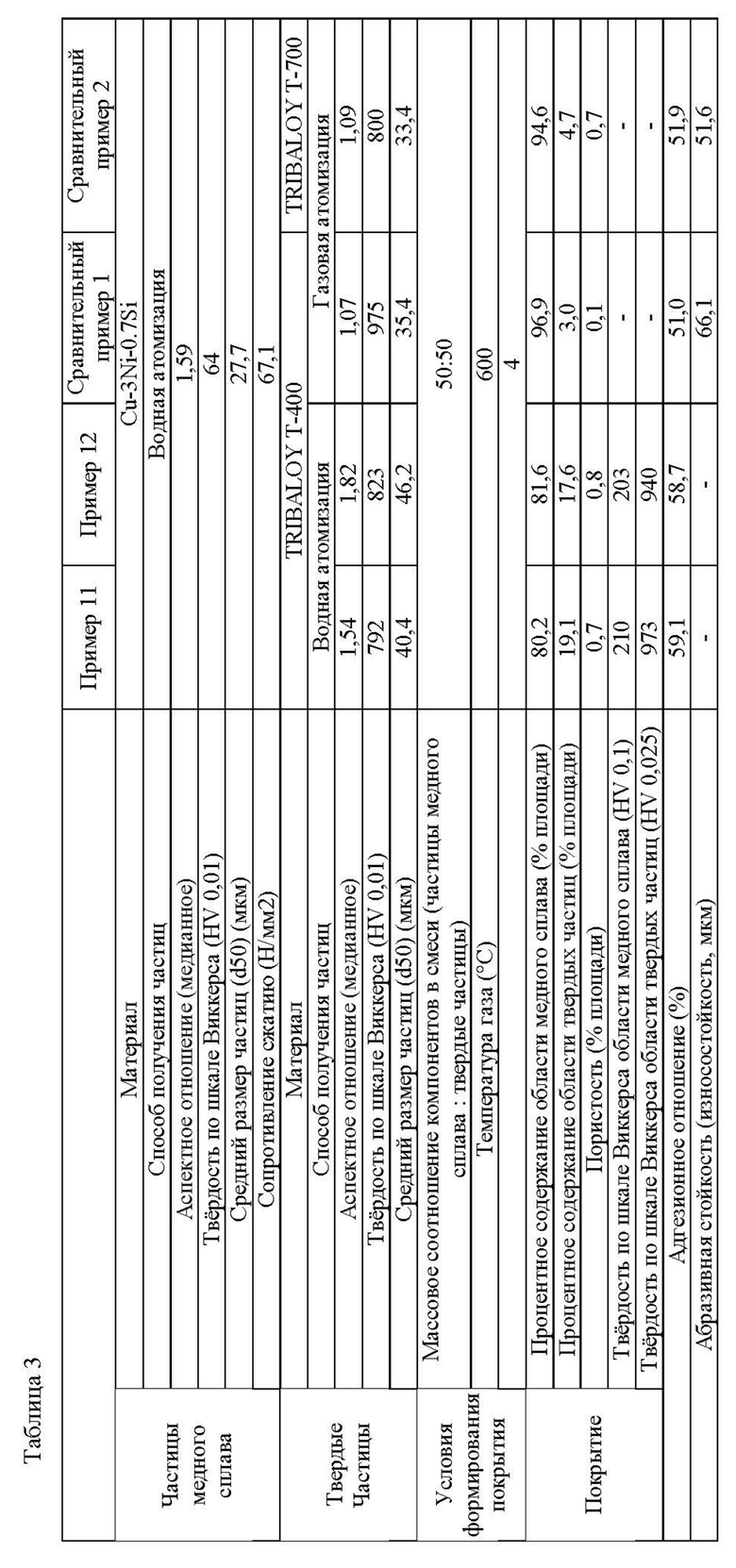
Ламинированные элементы в примерах и сравнительных примерах были получены с использованием той же самой методики, что и в примере 1, за исключением того, что параметры частиц медного сплава и твердых частиц были изменены, как это показано в таблицах 1-3. Сплавы TRIBALOY (зарегистрированный товарный знак) T400 и T-700 являются продуктами производства компании Kennametal Stellite Corp.
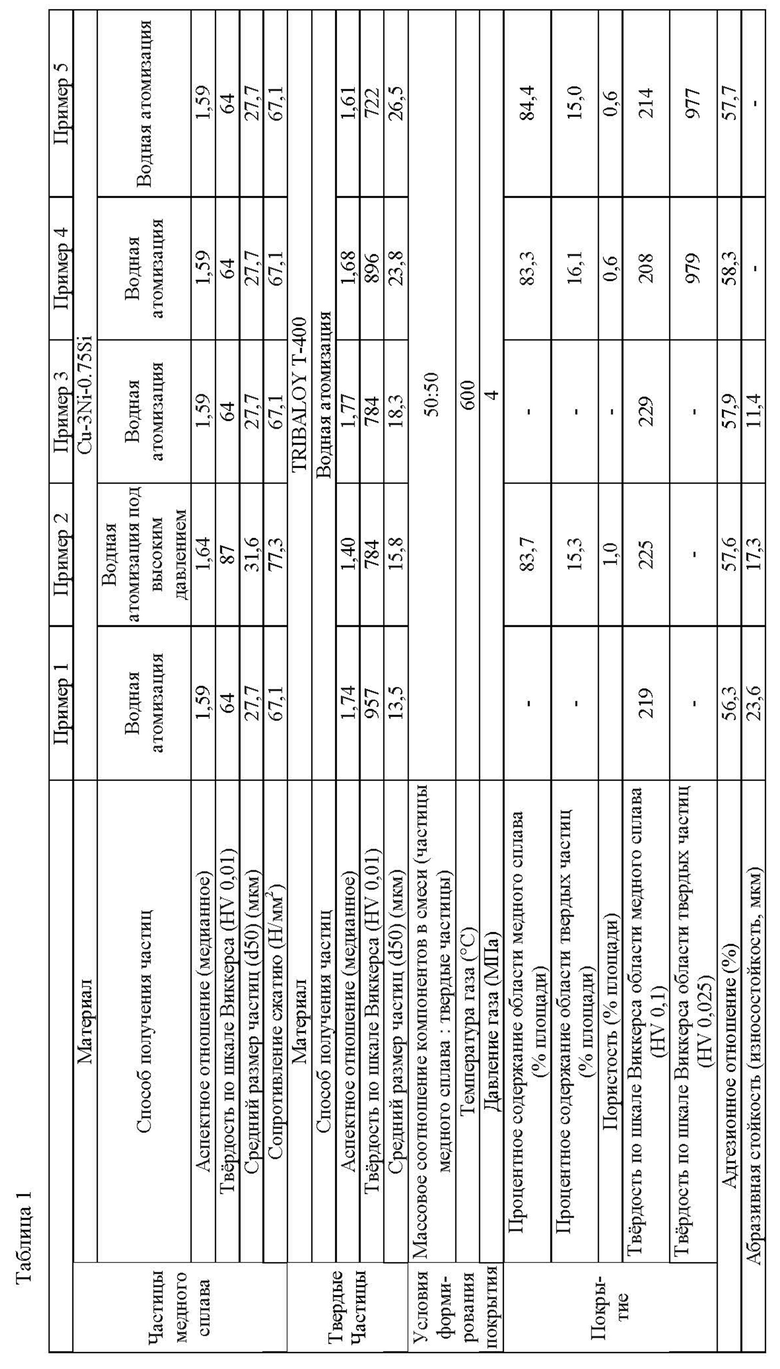
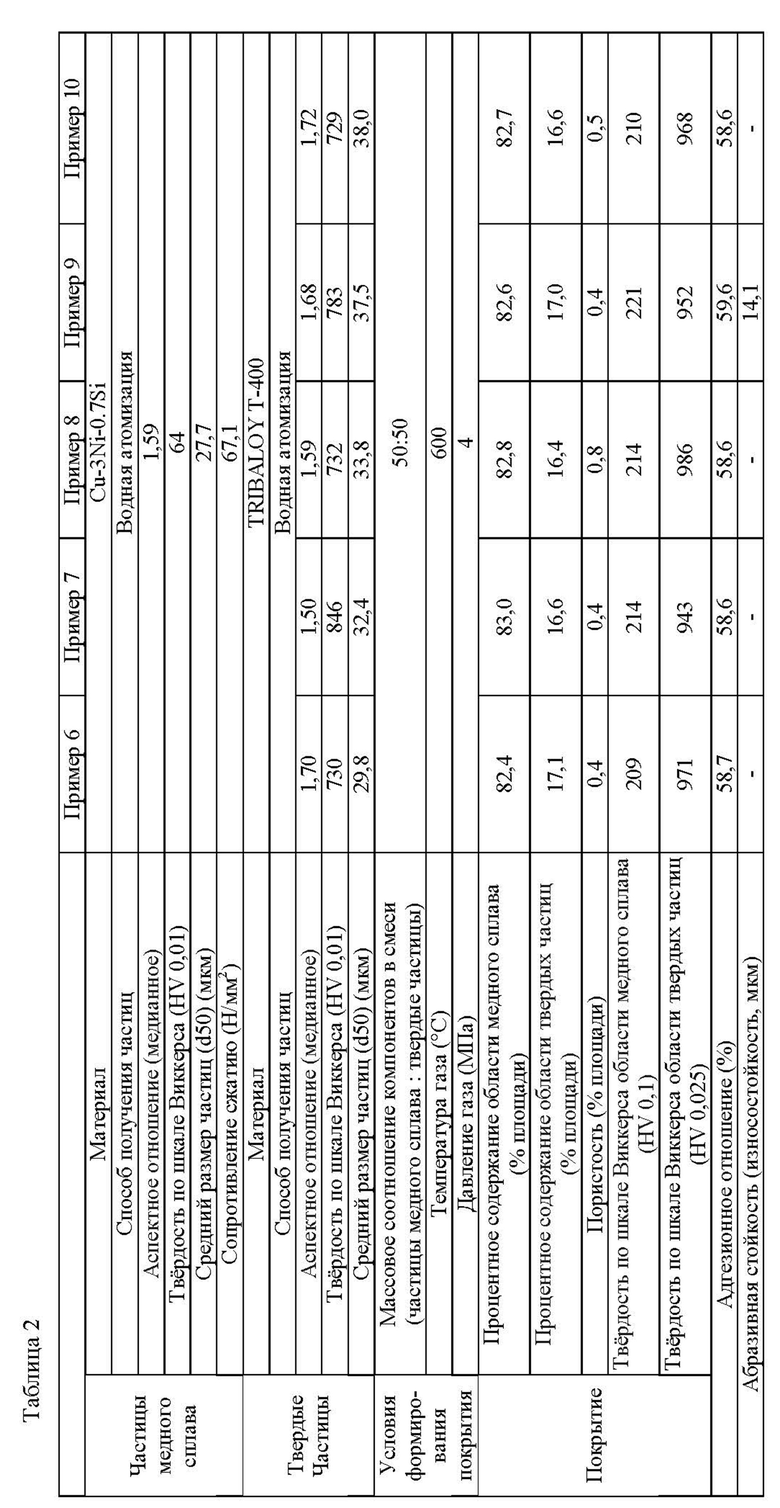
Процентные содержания области медного сплава и области твердых частиц и пористость в срезе покрытия в каждом из примеров, приведенных в таблицах 1-3, были вычислены путем многократных исследований с помощью сканирующего электронного микроскопа (СЭМ) или аналогичного прибора изображения среза покрытия и обработки полученного с помощью сканирующего электронного микроскопа (СЭМ) изображения среза, например, с помощью бинаризации. Твёрдость по шкале Виккерса области медного сплава и области твердых частиц покрытия в каждом из примеров была замерена и вычислена по результатам испытаний на твердость методом Виккерса, указанном в Промышленном стандарте Японии (JIS Z 2244). Для получения среднего арифметического значения твёрдость по шкале Виккерса определялась в десяти точках. Для определения точек измерения проводилось исследование изображения покрытия с помощью сканирующего электронного микроскопа (СЭМ), просвечивающего электронного микроскопа (ПЭМ) или аналогичного прибора, и использовались результаты энергодисперсионного рентгеновского анализа. Область осаждения области медного сплава в каждом примере определяли путем исследования изображения среза покрытия с помощью просвечивающего электронного микроскопа (ПЭМ) и посредством энергодисперсионного рентгеновского анализа. Наличие или отсутствие промежуточного слоя, так же как наличие или отсутствие пластически деформированной области в срезе ламинированного элемента в каждом из примеров определялись путем исследования с помощью сканирующего электронного микроскопа (СЭМ) изображения среза покрытия и с помощью энергодисперсионного рентгеновского анализа. В каждом из примеров 1 – 12, в сравнительном примере 1 и в сравнительном примере 2 наблюдалась область осаждения, и пластически деформированная область наблюдалась в подложке и в покрытии.
Оценка характеристик
В каждом из примеров производилась оценка следующих характеристик.
Эффективность формирования покрытия
В каждом из примеров производилось напыление частиц на плоскую алюминиевую подложку в течение определенного периода времени при одинаковых условиях формирования для всех примеров. Замеряли количество подаваемых частиц, количество неприкрепившихся частиц, и вычисляли адгезионное отношение. Таким образом определяли эффективность формирования. Полученные результаты представлены в таблицах 1-3.
Абразивная стойкость
На фиг. 4 представлен схематичный вид в разрезе прибора для испытания на абразивный износ. Как видно из фиг. 4, прибор для испытаний на абразивный износ, напоминающий клапанный распределительный механизм двигателя, был изготовлен из действительных деталей двигателя, таких как клапанная пружина 42, клапан 43 цилиндра двигателя, уплотнение 44 штока, направляющая втулка 45, головка 46, 46' цилиндра и сухарь 49. Ламинированный элемент 1, полученный в каждом из вышеописанных примеров, был использован для седла 46A клапана 43 головки 46 цилиндра двигателя. Ламинированный элемент 1 включает в себя определенное покрытие 20, выполненное на подложке 10. На фиг. 4 клапан 43 цилиндра двигателя изображен в открытом состоянии. Клапан 43 цилиндра двигателя совершает возвратно-поступательное движение в вертикальном направлении, обозначенном стрелкой Y, с помощью эксцентрикового кулачка (не показан), таким образом, что клапан 43 цилиндра двигателя циклически открывается и закрывается. Поверхность скольжения 46a седла 46A клапана 43 головки 46 цилиндра двигателя постоянно находится под действием высоких температур вследствие воздействия пламени F от газовой форсунки B. Температура седла 46A измеряется с помощью термометра T. Внутри головки 46 цилиндра циркулирует охлаждающая вода W.
Абразивный износ измеряли и вычисляли с помощью вышеописанного прибора для испытаний на абразивный износ в следующих условиях проведения испытаний. В частности, форму седла клапана головки цилиндра двигателя измеряли с помощью прибора для измерения формы до и после испытаний. Абразивный износ измерялся в четырех точках, и вычисляли его среднее значение. Полученные результаты представлены в таблицах 1-3.
Условия испытаний
Температура: 300°C (моделировали условия на седле клапана головки цилиндра двигателя со стороны выходного отверстия).
Количество тестов: 540000
Как видно из таблиц 1-3, примеры 1-12 в рамках объема настоящего изобретения продемонстрировали высокое адгезионное отношение и высокую эффективность формирования покрытия по сравнению со сравнительными примерами 1 и 2, результаты которых находятся за границами объема настоящего изобретения, так как покрытие было выполнено из определенных частиц медного сплава и твердых частиц.
В частности, сравнение примеров 8 и 9 со сравнительными примерами 1 и 2, в которых использовались твердые частицы приблизительно одинакового среднего размера (d50), показало, что эффективность формирования покрытия является высокой в способе создания ламинированного элемента, в котором для формирования покрытия используются определенные твердые частицы несферической формы совместно с определенными частицами медного сплава.
Сравнение примеров 8 и 9 со сравнительными примерами 1 и 2, в которых использовались твердые частицы приблизительно одинакового среднего размера (d50), показало, что процентное содержание (% площади) области твердых частиц в покрытии является высоким в способе создания ламинированного элемента, в котором для формирования покрытия используются определенные твердые частицы несферической формы совместно с определенными частицами медного сплава.
Процентное содержание (% площади) области твердых частиц в покрытии, в частности, способствует повышению абразивной стойкости ламинированного элемента. Таким образом, становится ясно, что способ создания ламинированного элемента, в котором для формирования покрытия используются определенные твердые частицы несферической формы совместно с определенными частицами медного сплава, обеспечивает высокую эффективность формирования покрытия, обладающего высокой абразивной стойкостью.
Как видно из таблиц 1-3, высокое адгезионное отношение и высокая эффективность формирования покрытия достигаются, когда средний размер (d50) частиц медного сплава и твердых частиц меньше или равен 50 мкм.
Кроме того, как видно из таблиц 1-3, высокое адгезионное отношение и высокая эффективность формирования покрытия достигаются, когда средний размер (d50) твердых частиц составляет от 14 мкм до 50 мкм, предпочтительно, от 25 мкм до 50 мкм.
Можно увидеть, что, в частности, когда массовое соотношение компонентов в смеси (частицы медного сплава) : (твердые частицы) = 50:50, адгезионное отношение имеет тенденцию к увеличению при увеличении среднего размера (d50) твердых частиц в диапазоне среднего размера (d50) твердых частиц от 14 мкм до 50 мкм.
Можно увидеть, что когда массовое соотношение компонентов в смеси (частицы медного сплава) : (твердые частицы) = 50:50, процентное содержание области твердых частиц (% площади) имеет тенденцию к увеличению при увеличении среднего размера (d50) твердых частиц в диапазоне среднего размера (d50) твердых частиц от 14 мкм до 50 мкм.
Если частицы медного сплава и твердые частицы в примере 2 смешаны в различных массовых соотношениях (частицы медного сплава) : (твердые частицы) от 100:0 до 50:50, то адгезионное отношение составляет 98,9% (при массовом соотношении (частицы медного сплава) : (твердые частицы) = 100:0), 91,0% (при массовом соотношении (частицы медного сплава) : (твердые частицы) = 90:10), 82,9% (при массовом соотношении (частицы медного сплава) : (твердые частицы) = 80:20), 73,9% (при массовом соотношении (частицы медного сплава) : (твердые частицы) = 70:30), 66,5% (при массовом соотношении (частицы медного сплава) : (твердые частицы) = 60:40), 57,6% (при массовом соотношении (частицы медного сплава) : (твердые частицы) = 50:50). Учитывая эти значения массового соотношения компонентов в смеси и адгезионного отношения, можно сделать вывод, что предпочтительный диапазон массового соотношения частиц медного сплава и твердых частиц (частицы медного сплава) : (твердые частицы) составляет от 70:30 до 50:50. Однако величина массового соотношения частиц медного сплава и твердых частиц не ограничивается этим конкретным диапазоном.
На основании данных, приведенных в таблицах 1-3, можно также сделать вывод, что высокое адгезионное отношение и высокая эффективность формирования покрытия обусловлены использованием твердых частиц из кобальтосодержащего сплава. Кроме того, предполагается, что высокая абразивная стойкость ламинированного элемента также обусловлена применением твердых частиц из кобальтосодержащего сплава.
На основании данных, приведенных в таблицах 1-3, можно также сделать вывод, что высокое адгезионное отношение и высокая эффективность формирования покрытия обусловлены сопротивлением сжатия частиц медного сплава, величина которого составляет от 50 Н/мм2 до 110 Н/мм2. Кроме того, предполагается, что высокая абразивная стойкость ламинированного элемента также обусловлена сопротивлением сжатия частиц медного сплава, величина которого составляет от 50 Н/мм2 до 110 Н/мм2.
На фиг. 5 представлен полученный с помощью просвечивающего электронного микроскопа (ПЭМ) срез ламинированного элемента в примере 2 вблизи поверхности раздела между подложкой 10 и покрытием 20. На фиг. 6 показан график, иллюстрирующий результаты энергодисперсионного рентгеновского анализа (линейного анализа) ламинированного элемента в примере 2 по линии Z, показанной на фиг. 5. Ссылочной позицией P на фиг. 5 и фиг. 6 обозначена одна и та же точка P. На фиг. 6 точка 0,0 мкм соответствует концу линии Z на стороне подложки 20, а точка 2,0 мкм соответствует концу линии Z на стороне покрытия 20 на фиг. 5.
Как видно из фиг. 5 и фиг. 6, ламинированный элемент содержит подложку 10 из алюминиевого сплава, сформированное на подложке 10 покрытие 20 из медного сплава и промежуточный слой, образовавшийся между подложкой 10 и покрытием 20. Промежуточный слой образован в области приблизительно от 0,75 мкм до 1,31 мкм. Кроме того, в области приблизительно от 0,75 мкм до 0,96 мкм и в области приблизительно от 1,23 мкм до 1,31 мкм образовались диффузионные слои. Диффузионные слои имеют градиентную структуру композиции. Кроме того, в области приблизительно от 0,96 мкм до 1,23 мкм соотношение алюминия, магния и меди (атомное отношение) составляет приблизительно Al:Mg:Cu = 2:1:1, что указывает на то, что в данной области образовался интерметаллический слой.
Предполагается также, что высокая абразивная стойкость ламинированного элемента в примере 2 обусловлена наличием промежуточного слоя, образовавшегося по меньшей мере на участке границы между подложкой и покрытием и включающего в себя диффузионный слой и интерметаллический слой. Кроме того, предполагается, что такая высокая абразивная стойкость ламинированного элемента, как в примере 2, обусловлена наличием промежуточного слоя, включающего в себя диффузионные слои с градиентной структурой композиции или интерметаллический слой, располагающийся между диффузионными слоями с градиентной структурой композиции.
Несмотря на то, что настоящее изобретение было описано на примерах нескольких конкретных вариантов реализации, оно не ограничивается данными вариантами реализации, и в границах объема настоящего изобретения может быть сделано множество изменений и модификаций.
Например, компоненты вышеописанных вариантов реализации и примеров не ограничиваются конкретными вариантами реализации и примерами. Например, могут быть произведены изменения в некоторых структурных признаках, таких как характеристики и массовое соотношение частиц медного сплава и твердых частиц, а также в условиях формирования покрытия. Кроме того, составные элементы вариантов реализации и примеров могут использоваться в различных комбинациях друг с другом, отличающихся от вышеописанных вариантов реализации и примеров.
Ссылочные позиции
1: Ламинированный элемент
10: Подложка
10b: Пластически деформированная область
20: Покрытие
20b: Пластически деформированная область
21: Область медного сплава
21a: Поверхность раздела
23: Область твердых частиц
25: Область осаждения
30: Промежуточный слой
42: Клапанная пружина
43: Клапан головки цилиндра двигателя
44: Уплотнение штока
45: Направляющая втулка
46, 46': Головка цилиндра
46A: Седло
46a: Поверхность скольжения
49: Сухарь
B: Газовая форсунка
F: Пламя
T: Термометр
W: Охлаждающая вода.
| название | год | авторы | номер документа |
|---|---|---|---|
| СКОЛЬЗЯЩИЙ ЭЛЕМЕНТ И СКОЛЬЗЯЩИЙ ЭЛЕМЕНТ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2018 |
|
RU2759361C2 |
| ЭЛЕМЕНТ СКОЛЬЖЕНИЯ И СПОСОБ ПРОИЗВОДСТВА ДЛЯ НЕГО | 2016 |
|
RU2682361C1 |
| МАГНИТНЫЕ ИЛИ НАМАГНИЧИВАЕМЫЕ ЧАСТИЦЫ ПИГМЕНТА И СЛОИ С ОПТИЧЕСКИМ ЭФФЕКТОМ | 2014 |
|
RU2637223C2 |
| СКОЛЬЗЯЩИЙ ЭЛЕМЕНТ И СКОЛЬЗЯЩИЙ ЭЛЕМЕНТ ДЛЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2018 |
|
RU2747553C2 |
| КОМПОЗИЦИЯ ДЛЯ АНТИПРИГАРНОГО ПОКРЫТИЯ, ВКЛЮЧАЮЩАЯ АЛМАЗНЫЕ ЧАСТИЦЫ, И ПОДЛОЖКА С НАНЕСЕННОЙ НА НЕЕ КОМПОЗИЦИЕЙ | 2006 |
|
RU2435653C2 |
| ИЗНОСОСТОЙКИЙ СЛОЙ | 2018 |
|
RU2773177C2 |
| ПОДЛОЖКА ДЛЯ ХИМИЧЕСКОГО ОСАЖДЕНИЯ ИЗ ПАРОВОЙ ФАЗЫ (CVD) АЛМАЗА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2577638C2 |
| СТАЛЬ, ПОДХОДЯЩАЯ ДЛЯ ИНСТРУМЕНТОВ ФОРМОВАНИЯ ПЛАСТМАСС | 2017 |
|
RU2744788C2 |
| Материал покрытия | 2014 |
|
RU2674050C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 2010 |
|
RU2472609C2 |
Изобретение относится к изготовлению ламинированного элемента, который может использоваться в качестве скользящего элемента. Способ создания ламинированного элемента включает операцию напыления на подложку в нерасплавленном состоянии смеси множества частиц дисперсионно-твердеющего медного сплава и множества твердых частиц несферической формы, медианное аспектное отношение которых больше или равно 1,2, и твердость которых выше твердости частиц медного сплава, с целью формирования покрытия на подложке. Обеспечивается изготовление ламинированного элемента, обладающего повышенными абразивной стойкостью и теплопроводностью. 4 з.п. ф-лы, 6 ил., 3 табл., 12 пр.
1. Способ создания ламинированного элемента, включающий операцию напыления на подложку смеси частиц дисперсионно-твердеющего медного сплава в нерасплавленном состоянии с твердыми частицами несферической формы, медианное аспектное отношение которых больше или равно 1,2, и твердость которых выше твердости частиц медного сплава, с формированием покрытия на подложке.
2. Способ создания ламинированного элемента по п. 1, отличающийся тем, что средний размер (d50) частиц медного сплава и средний размер (d50) твердых частиц меньше или равен 50 мкм.
3. Способ создания ламинированного элемента по п. 1 или 2, отличающийся тем, что средний размер (d50) твердых частиц составляет от 14 мкм до 50 мкм.
4. Способ создания ламинированного элемента по любому из пп. 1-3, отличающийся тем, что твердые частицы представляют собой частицы по меньшей мере одного сплава, выбираемые из группы, в состав которой входят частицы кобальтосодержащих сплавов, частицы хромосодержащих сплавов, частицы никельсодержащих сплавов и частицы молибденсодержащих сплавов.
5. Способ создания ламинированного элемента по любому из пп. 1-4, отличающийся тем, что сопротивление сжатию частиц медного сплава составляет от 50 Н/мм2 до 110 Н/мм2.
| JP 2007270206 A, 18.10.2007 | |||
| JP 2008519157 A, 05.06.2008 | |||
| JP 2008534788 A, 28.08.2008 | |||
| JP 2015203150 A, 16.11.2015 | |||
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТЬ СУБСТРАТА И ПРОДУКТ С ПОКРЫТИЕМ | 2007 |
|
RU2469126C2 |
| ЭЛЕМЕНТ СКОЛЬЖЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2011 |
|
RU2573851C2 |

