Область техники, к которой относится изобретение
Изобретение, описанное в настоящем документе, в целом, но не исключительно, относится к порошку для формирования износостойкого слоя на подложке, к износостойкому слою на подложке и к способу формирования износостойкого слоя на подложке.
Предпосылки создания изобретения
Износ поверхности инструмента может сделать необходимой замену инструмента, в особенности, если замена является преждевременной по отношению к собственному экономически обоснованному сроку службы инструмента. Износ может представлять собой результат прямого истирания поверхности инструмента с некоторой структурой (абразивное изнашивание двух тел), или истирания поверхности инструмента, вызываемого, по меньшей мере, одной частицей между структурой и поверхностью инструмента (абразивное изнашивание трех тел). Поверхность инструмента может также абразивно изнашиваться под действием частицы, переносимой текучей средой, например, буровой жидкостью, используемой при бурении нефтяных и газовых скважин.
Износостойкий слой в форме твердого покрытия (скажем, толщиной 0,1 мм) или твердосплавного покрытия (скажем, толщиной <5 мм) может формироваться на поверхности инструмента для улучшения свойств износостойкости поверхности или восстановления поверхности. Твердосплавное покрытие в настоящее время используют для промышленных инструментов, инструментов, соприкасающимися с грунтом, и инструментовдля выемки грунта и бурения, включая, например, бурильные долота, бурильные колонны и другие скважинный инструменты. Износ может также испытываться инструментами в бумагоделательной, автомобильной, стекольной и другой промышленности.
В целом, имеется давно ощущаемая потребность в лучших, более твердых и более прочных износостойких слоях, которые можно формировать относительно легко.
Сущность изобретения
В настоящем документе описывается смесь для формирования износостойкого слоя на подложке. Смесь содержит частицы первого типа износостойких частиц, частицы второго типа износостойких частиц и связующее износостойкого слоя для связывания первых и вторых износостойких частиц в износостойком слое, когда формируется слой. Также, распределения размеров износостойких частиц для первого и второго типа износостойких частиц имеют первую моду и вторую моду. Первый тип частиц соотносится с первой модой, а второй тип частиц соотносится со второй модой. Кроме того, количество NS первых износостойких частиц, соотносимых с первой модой, больше, чем количество NL вторых износостойких частиц, соотносимых со второй модой. Кроме того, вторая мода больше, чем первая мода.
В контексте настоящего изобретения мода представляет собой пик частотного распределения размеров частиц. Таким образом, моды могут визуализироваться как самые высокие пики, видимые на распределении частиц. Мода представляет размеры частиц (или диапазоны размеров), наиболее распространенные в распределении. Моду, в частности, используют, если имеется несколько пиков распределения частиц, и различные моды, описываемые в распределении частиц, полезны для описания средней точки различных пиков. Медианные значения определяются как значение, где половина популяции находится выше этой точки, а другая половина находится ниже этой точки. Для распределений размеров частиц медианное значение называется D50. Как правило, пики распределения частиц могут быть симметричными или несимметричными. Если пик соответствующей моды является симметричным, медианное значение равно моде. Если пик соответствующей моды является несимметричным, медианное значение и мода представляют собой различные величины (размера частиц). Термин размер частицы может, среди прочего, относиться к объему, поверхности, диаметру и другим параметрам известным в настоящей области для описания размера частиц. Дополнительная информация относительно анализа размера частиц и представления распределения размеров частиц может, среди прочего, быть получена из ISO 9276-1, ISO 9276-2, ISO 13320-1, ISO 13320-1, ISO 13322-2, ISO 11277 и ISO 13317.
Смесь, описанная в настоящем документе, описывает первый и второй типы износостойких частиц. Первый и второй типы износостойких частиц отличаются тем, что они соотносятся с различными модами (пиками распределения таких же частиц), то есть имеются первые износостойкие частицы (первый тип частиц), соотносимые с первой модой, и вторые износостойкие частицы (второй тип частиц), соотносимые со второй модой. Поскольку первые и вторые частицы соотносятся с различными модами, они различаются по их размерам, но не обязательно, по их композиции. Согласно настоящему изобретению, меньший тип частиц содержит большее количество частиц, а больший тип частиц содержит меньшее количество частиц в износостойком слое/используется в способе.
Согласно настоящему изобретению, термин первый и второй тип износостойких частиц относится, по меньшей мере, к двум различным типам частиц. Согласно настоящему изобретению, может существовать множество износостойких частиц (эквивалентных первым и вторым износостойким частицам), при этом распределение размеров износостойких частиц для множества износостойких частиц имеет множество мод. Относительно множества типов частиц применимым является следующее. Чем меньше тип частиц (то есть, чем меньше соответствующая мода), тем больше должно быть количество соответствующих частиц в смеси/в износостойком слое/используемое в способе.
Смесь для формирования износостойкого слоя на подложке можно использовать в способе по настоящему изобретению для формирования износостойкого слоя, как описано в настоящем документе.
В конкретных вариантах осуществления настоящего изобретения смесь может иметь форму порошка.
В одном из вариантов осуществления, количество NL вторых частиц, соотносимых со второй модой, составляет меньше 30%, в частности, находится в пределах между 5% и 30%, предпочтительно, между 15% и 30%, в частности, между 15% и 25% от общего количества NS+NL износостойких частиц. Количество NS первых частиц, соотносимых с первой модой, может составлять больше 70%, в частности, находится в пределах между 70% и 95%, предпочтительно, между 70% и 85%, в частности, между 75% и 85% от общего количества NS+NL износостойких частиц.
В одном из вариантов осуществления, вторая мода mL больше, чем в два раза превышает mS (mL >2mS), в частности, в три раза превышает (mL >3mS), в частности, в четыре раза превышает первую моду mS (mL >4mS). «Больше» может, в частности, относиться к объему частиц, соотносимых с модой, или к другому параметру частиц моды.
В одном из вариантов осуществления, медианный размер износостойких частиц (D50), соотносимых с первой модой, D50S больше, чем в два раза превышает этот параметр для второй моды D50L (D50S>2D50L), в частности, в три раза превышает (D50S>3D50L), в частности, в четыре раза превышает медианный размер вторых частиц второй моды (D50S>4D50L).
В одном из вариантов осуществления, каждый из множества типов износостойких частиц имеет размер в диапазоне от 10 мкм до 1,2 мм.
В одном из вариантов осуществления, каждый из множества типов износостойких частиц имеет размер в диапазоне 10 мкм и 420 мкм.
В одном из вариантов осуществления, множество типов износостойких частиц имеет мультимодальное распределение размеров частиц.
В одном из вариантов осуществления, множество износостойких частиц содержит, по меньшей мере, один материал из карбида вольфрама, эвтектической смеси дивольфрама карбида (W2C) и карбида вольфрама (WC), природного алмаза, инкапсулированного алмазного порошка, измельченных поликристаллических алмазных компактов, карбида, нитрида, оксида переходного металла, сферических литых карбидов, остроугольных литых карбидов, цементированных гранул карбида вольфрама, цементированного карбида вольфрама, литого карбида вольфрама и карбидов моновольфрама.
В одном из вариантов осуществления, связующее износостойкого слоя содержит металлический связующий материал.
В одном из вариантов осуществления, металлический связующий материал содержит, по меньшей мере, один металл из меди, олова, серебра, кобальта, никеля, бора, кадмия, марганца, цинка, железа, хрома, висмута, кремния или их сплава.
Один из вариантов осуществления содержит 30%-50% масс связующего износостойкого слоя, 10%-30% масс порошка литого вольфрама первого размера и 30%-50% масс порошка карбида вольфрама в пределах второго размера.
В одном из вариантов осуществления, диапазон размеров первых частиц представляет собой -40/60 меш согласно ASTM Standard, и диапазон размеров вторых частиц представляет собой -100/325 меш согласно ASTM Standard.
Общее количество частиц NS+NL в значении по настоящему изобретению представляет собой суммарное количество множества износостойких частиц, в частности, сумму количества NS первых износостойких частиц, соотносимых с первой модой, и количества NL вторых износостойких частиц, соотносимых со второй модой.
Для данного множества износостойких частиц, обычно имеется мультимодальное распределение размеров частиц. Мультимодальное распределение размеров частиц представляет собой распределение размеров частиц со множеством (то есть, с несколькими модами/по меньшей мере, первой и второй) мод, и, следовательно, на распределении частиц видно множество самых высоких пиков (или по меньшей мере, различимых пиков). Мультимодальное распределение частиц может быть непрерывным и/или не непрерывным. Мультимодальное распределение частиц является непрерывным, когда распределение частиц содержит соединенные пики, мультимодальное распределение частиц является не непрерывным, когда распределение частиц содержит не соединенные пики. Как правило, размеры частиц не непрерывного распределения частиц, точнее, размеры частиц различных мод отличаются сильнее, чем в непрерывном распределении размеров частиц.
В настоящем документе описывается износостойкий слой на подложке. Износостойкий слой содержит первый тип износостойких частиц и второй тип износостойких частиц, связанных вместе с помощью связующего износостойкого слоя. Кроме того, распределение размеров износостойких частиц для первого и, соответственно, второго типа износостойких частиц имеет первую моду и вторую моду. Таким образом, первый тип частиц соотносится с первой модой и второй тип частиц соотносится со второй модой. Кроме того, количество NS износостойких частиц первого типа больше, чем количество NL износостойких частиц второго типа, вторая мода больше, чем первая мода.
Износостойкий слой может осаждаться на подложку с помощью способа по настоящему изобретению, как описано выше.
В одном из вариантов осуществления, количество вторых частиц NL, соотносимых со второй модой, меньше, чем 30%, в частности, находится в пределах между 5% и 30%, предпочтительно, между 15% и 30%, в частности, между 15% и 25% от общего количества NS+NL износостойких частиц. Количество первых частиц NS, соотносимых с первой модой, может быть больше 70%, в частности, находится в пределах между 70% и 95%, предпочтительно, между 70% и 85%, в частности, между 75% и 85% от общего количества износостойких частиц.
В одном из вариантов осуществления, вторая мода больше, чем в два раза превышает, в частности, в три раза превышает, в частности, в четыре раза превышает первую моду.
В одном из вариантов осуществления, медианный размер износостойких частиц (D50), соотносимых с первой модой, D50S больше, чем в два раза превышает этот параметр для второй моды D50L (D50S>2D50L), в частности, в три раза превышает (D50S>3D50L), в частности, в четыре раза превышает медианный размер вторых частиц второй моды (D50S>4D50L).
В одном из вариантов осуществления, каждая из множества износостойких частиц имеет размер в диапазоне от 10 мкм до 1,2 мм, или размер в диапазоне от 10 мкм до 1 мм, или размер в диапазоне от 10 мкм до 420 мкм, в частности, размер в диапазоне от 10 мкм до 350 мкм, предпочтительно, размер в диапазоне от 10 мкм до 200 мкм, в частности, размер в диапазоне от 10 мкм до 50 мкм. Множество износостойких частиц может иметь размеры в диапазоне от 10 мкм и 420 мкм.
В одном из вариантов осуществления, множество износостойких частиц имеет мультимодальное распределение размеров частиц.
В одном из вариантов осуществления, смесь содержит 35% - 75%, в особенности 50% - 70%, предпочтительно, 35% - 60%, в частности, 35% - 50% масс множества износостойких частиц и 25% - 65% в особенности, 30% - 50%, предпочтительно, 40% - 65%, в частности, 50% - 65% масс от связующего износостойкого слоя.
В одном из вариантов осуществления, смесь содержит 30% - 50% масс связующего износостойкого слоя, 10% - 30% масс порошка литого вольфрама первого размера и 30% - 50% масс порошка карбида вольфрама второго диапазона размеров.
В одном из вариантов осуществления, первый диапазон размеров представляет собой -40/60 меш согласно ASTM Standard и второй диапазон размеров частиц представляет собой -100/325 меш согласно ASTM Standard.
В одном из вариантов осуществления, множество износостойких частиц содержит, по меньшей мере, один материал из карбида вольфрама, эвтектической смеси карбида дивольфрама (W2C) и карбида вольфрама (WC), натурального алмаза, инкапсулированного алмазного порошка, измельченных поликристаллических алмазных компактов, карбида, нитрида, оксида переходного металл, сферических лит карбидов, остроугольных литых карбидов, цементированных гранул карбида вольфрама, цементированного карбида вольфрама, литого карбида вольфрама и карбидов моновольфрама.
В одном из вариантов осуществления, связующее износостойкого слоя содержит монолитную матрицу металлического связующего материала.
В настоящем документе описывается способ формирования износостойкого слоя на подложке. Способ включает стадии нанесения смеси на подложку и нагрева смеси первых и вторых износостойких частиц и связующего износостойкого слоя для формирования износостойкого слоя.
Способ может включать стадию нанесения первого типа износостойких частиц на подложку, нанесения второго типа износостойких частиц на подложку, где распределение размеров износостойких частиц для первого и второго типов износостойких частиц имеет первую моду, соответственно, и вторую моду. Таким образом, первый тип частиц соотносится с первой модой и второй тип частиц соотносится со второй модой. В дополнение к этому, количество NS износостойких частиц первого типа больше, чем количество NL износостойких частиц второго типа. Кроме того, вторая мода больше, чем первая мода. Кроме того, способ включает стадию нанесения связующего износостойкого слоя на подложку. Кроме того, способ также включает стадию нагрева первых и вторых износостойких частиц и связующего износостойкого слоя.
В одном из вариантов осуществления, количество вторых частиц NL, соотносимых со второй модой, меньше, чем 30%, в частности, находится в пределах между 5% и 30%, предпочтительно, между 15% и 30%, в частности, между 15% и 25% от общего количества NS+NL износостойких частиц. Количество NS первых частиц, соотносимых с первой модой, может быть больше 70%, в частности, находиться в пределах между 70% и 95%, предпочтительно, между 70% и 85%, в частности, между 75% и 85% от общего количества NS+NL износостойких частиц.
В одном из вариантов осуществления, вторая мода mL больше, чем в два раза превышает mS (mL >2mS), в частности, в три раза превышает (mL >3mS), в частности, в четыре раза превышает первую моду mS (mL >2mS). То, что одна мода больше, чем другая мода, означает, что размер частиц соответствующей моды больше.
В одном из вариантов осуществления, медианный размер износостойких частиц (D50), соотносимых с первой модой, D50S больше, чем в два раза превышает этот параметр для второй моды D50L (D50S>2D50L), в частности, в три раза превышает (D50S>3D50L), в частности, в четыре раза превышает медианный размер вторых частиц второй моды (D50S>4D50L).
В одном из вариантов осуществления, каждый из множества типа износостойких частиц может иметь размер в диапазоне от 10 мкм до 1,2 мм или размер в диапазоне от 10 мкм до 1 мм, или размер в диапазоне от 10 мкм до 420 мкм, в частности, размер в диапазоне от 10 мкм до 350 мкм, предпочтительно, размер в диапазоне от 10 мкм до 200 мкм, в частности, размер в диапазоне от 10 мкм до 50 мкм.
В одном из вариантов осуществления, каждая из множества износостойких частиц имеет размер в диапазоне 10 мкм и 420 мкм.
В одном из вариантов осуществления, множество (то есть первый и/или второй типы) износостойких частиц имеет мультимодальное распределение размеров частица. В контексте настоящего документа, “мультимодальное распределение” имеет две или более мод.
В одном из вариантов осуществления, множество износостойких частиц содержат, по меньшей мере, один материал из карбида вольфрама, эвтектической смеси карбида дивольфрама (W2C) и карбида вольфрама (WC), натурального алмаза, инкапсулированного алмазного порошка, измельченных поликристаллических алмазных компактов, карбида, нитрида, оксида переходного металл, округлых литых карбидов, остроугольных литых карбидов, цементированных гранул карбида вольфрама, цементированного карбида вольфрама, литого карбида вольфрама и карбидов моновольфрама.
В одном из вариантов осуществления, связующее износостойкого слоя содержит металлический связующий материал и этот металлический связующий материал плавится с образованием монолитной матрицы металлического связующего материала.
В одном из вариантов осуществления, способ включает стадию проникновения металлического связующего материала, расплавленного таким образом, во множество износостойких частиц. Обычно, способ дополнительно включает стадию плавления металлического связующего материала, так что металлический материал проникает в первые и/или вторые износостойкие частицы, металлический материал проникает в первые и/или вторые износостойкие частицы до такой степени, что, например, поры или полости в первых и/или во вторых износостойких частицах, по меньшей мере, частично заполняются металлическим материалом. Связующее износостойкого слоя вносит вклад в ударную вязкость и удерживает износостойкие частицы вместе, но может легко снашиваться. Хотя износостойкие частицы обеспечивают износостойкость, сами по себе они слишком хрупкие, чтобы выдержать ударную нагрузку. Проникновение в первые и/или вторые частицы связующего износостойкого слоя может противостоять хрупкости.
В одном из вариантов осуществления, металлический связующий материал содержит, по меньшей мере, один металл из меди, олова, серебра, кобальта, никеля, бора, кадмия, марганца, цинка, железа, хрома, висмута, кремния или их сплавов.
Один из вариантов осуществления способа включает нанесение на подложку смеси, содержащей множество износостойких частиц и связующего износостойкого слоя.
Один из вариантов осуществления включает нанесение на подложку порошка, содержащего смесь.
В одном из вариантов осуществления, смесь содержит 35% - 75%, в частности, 50% - 70%, предпочтительно 35% - 60%, в частности, 35% - 50% масс множества износостойких частиц и 25% - 65% в особенности 30% - 50%, предпочтительно, 40% - 65%, в частности, 50% - 65% масс связующего износостойкого слоя.
В одном из вариантов осуществления, смесь содержит 30% - 50% масс связующего износостойкого слоя, 10% - 30% масс порошка литого вольфрама первого размера и 30% - 50% масс порошка карбида вольфрама второго диапазона размеров.
В одном из вариантов осуществления, первый диапазон размеров частиц представляет собой -40/60 меш согласно ASTM Standard и второй диапазон размеров частиц представляет собой -100/325 меш согласно ASTM Standard.
В одном из вариантов осуществления, нагрев множества износостойких частиц и связующего износостойкого слоя включает нагрев смеси выше температуры адгезии подложки.
В одном из вариантов осуществления, нагрев множества износостойких частиц и связующего износостойкого слоя включает нагрев связующего износостойкого слоя до температуры выше, по меньшей мере, одной температуры из температуры размягчения связующего износостойкого слоя и температуры плавления связующего износостойкого слоя.
В одном из вариантов осуществления, стадия нагрева множества типов износостойких частица и связующего износостойкого слоя включает стадию нагрева множества износостойких частиц, нанесенных на подложку, и связующего износостойкого слоя, нанесенного на подложку.
Один из вариантов осуществления включает стадию введения множества износостойких частиц в пламя, направленное на подложку, пламя нагревает множество износостойких частиц.
Один из вариантов осуществления включает стадию введения связующего износостойкого слоя в пламя, пламя нагревает связующее износостойкого слоя.
Один из вариантов осуществления включает стадию введения смеси, содержащей множество типов износостойких частиц и связующее износостойкого слоя, в пламя, направленное на подложку, пламя нагревает смесь.
В одном из вариантов осуществления, пламя нагревает смесь выше температуры адгезии подложки.
В одном из вариантов осуществления, пламя нагревает связующее износостойкого слоя до температуры выше, по меньшей мере, одной температуры из температуры размягчения связующего износостойкого слоя и температуры плавления связующего износостойкого слоя.
Один из вариантов осуществления включает стадию введения множества типов износостойких частиц и связующего износостойкого слоя в поток плазмы, направленный на подложку, поток плазмы нагревает множество износостойких частиц и связующее износостойкого слоя.
Один из вариантов осуществления включает стадию введения смеси, содержащей множество типов износостойких частиц и связующее износостойкого слоя, в поток плазмы.
В одном из вариантов осуществления, поток плазмы нагревает связующее износостойкого слоя до температуры выше, по меньшей мере, одной температуры из температуры размягчения связующего износостойкого слоя и температуры плавления связующего износостойкого слоя.
Один из вариантов осуществления включает стадию раздельного введения множества типов износостойких частиц и связующего износостойкого слоя в поток плазмы.
В одном из вариантов осуществления, множество типов износостойких частиц и связующее износостойкого слоя осаждаются на расплавленную часть подложки вне потока плазмы, который нагревает расплавленную часть, расплавленная часть подложки нагревает множество частиц вокруг и связующее износостойкого слоя.
В одном из вариантов осуществления, расплавленная часть подложки нагревает связующее износостойкого слоя до температуры выше, по меньшей мере, одной температуры из температуры размягчения связующего износостойкого слоя и температуры плавления связующего износостойкого слоя.
В одном из вариантов осуществления, множество типов износостойких частиц и связующее износостойкого слоя отделены от потока плазмы разделителем.
В одном из вариантов осуществления, разделитель содержит разделительную структуру. Разделительная структура может содержать разделительную стенку.
Один из вариантов осуществления включает стадию перемещения потока плазмы по поверхности подложки и источник множества типов износостойких частиц, и источник связующего износостойкого слоя следует за потоком плазмы.
Один из вариантов осуществления включает стадию доставки экранирующего газа вокруг потока плазмы.
В одном из вариантов осуществления, связующее износостойкого слоя содержит множество металлических частиц.
В одном из вариантов осуществления, множество металлических частиц содержит твердый припой.
Любой из различных признаков каждого из приведенных выше описаний и различные признаки вариантов осуществления, описанных ниже, могут объединяться по потребности и по желанию.
Краткое описание фигур
Варианты осуществления теперь будут описываться только в качестве примера, со ссылками на прилагаемые фигуры, в которых:
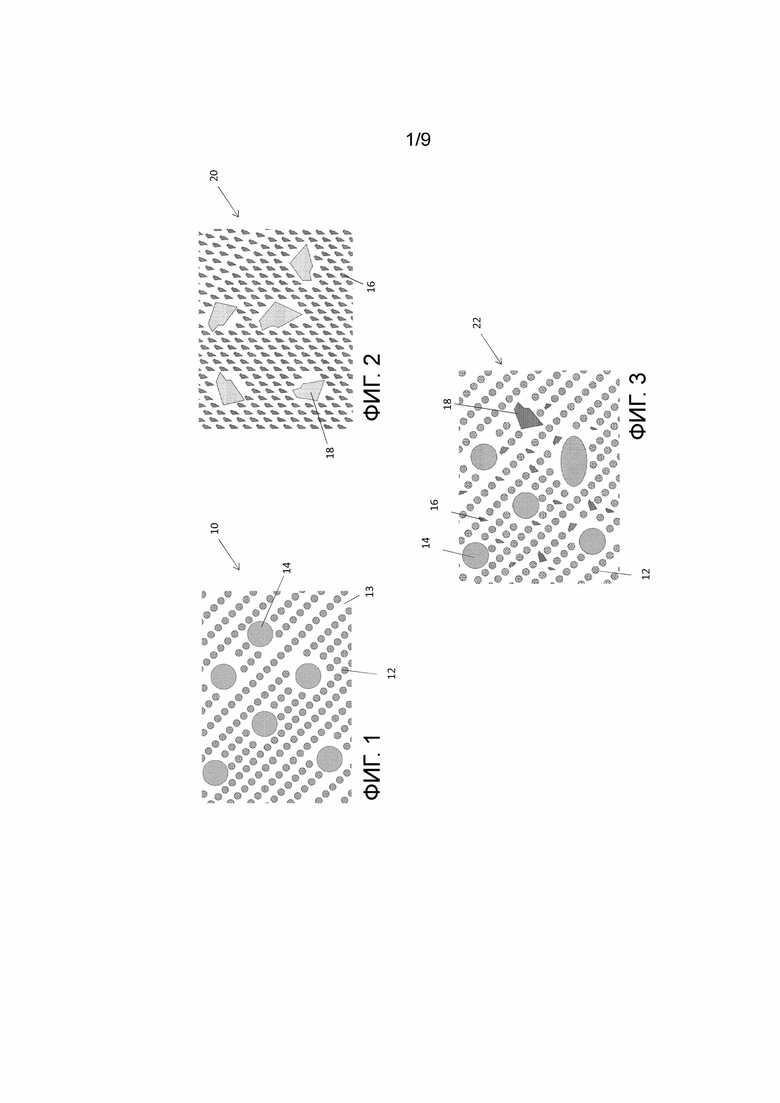
Фигуры 1-3 показывают сечения для соответствующих вариантов осуществления износостойкого слоя.
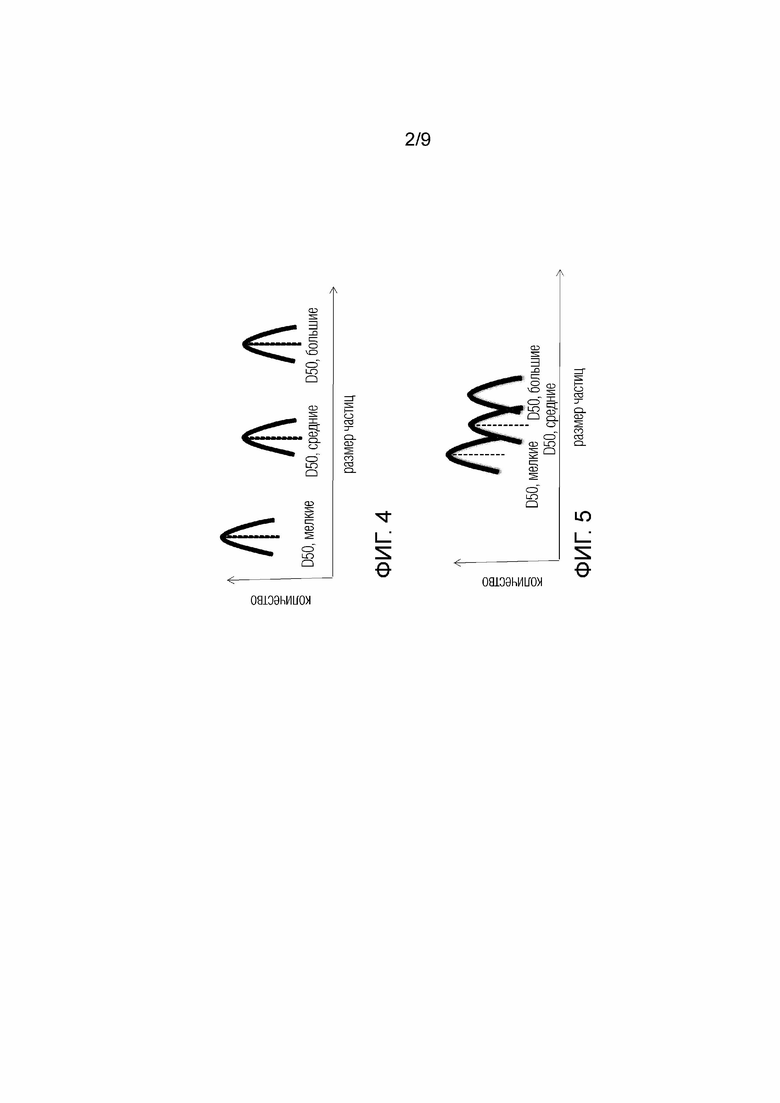
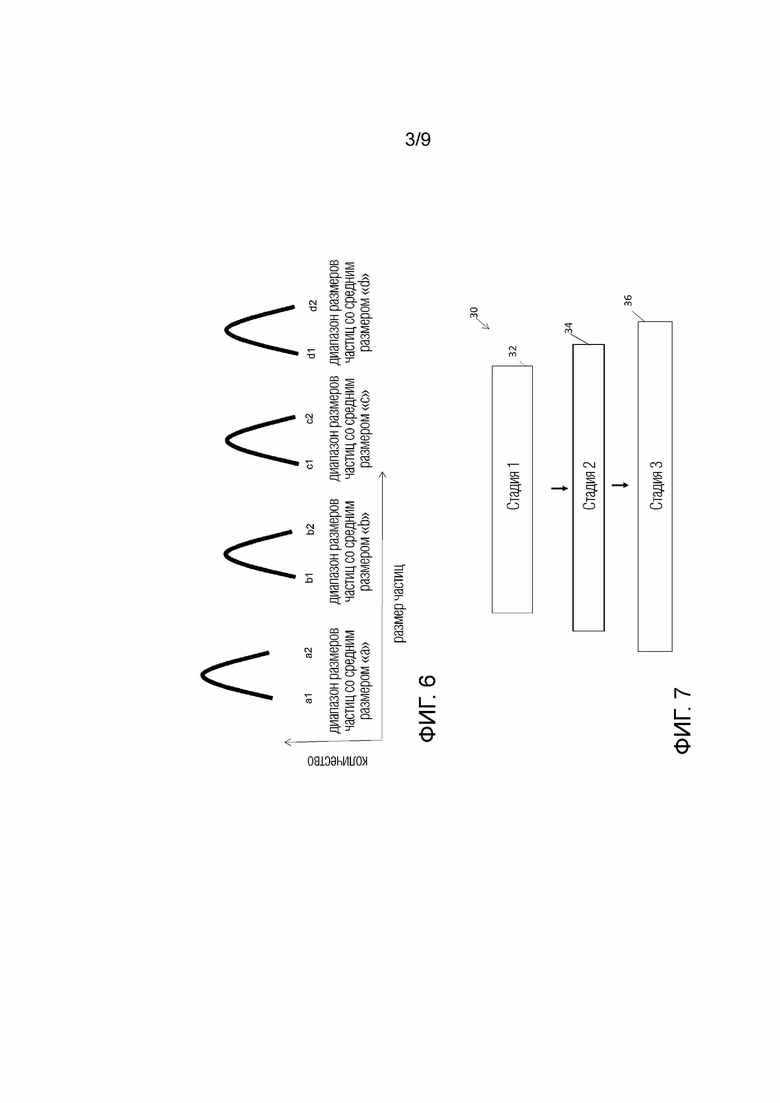
Фигуры 4-6 показывают гистограммы распределения размеров частиц для вариантов осуществления износостойкого слоя и вариантов осуществления порошка для формирования износостойких слов.
Фигура 7 показывает блок-схему варианта осуществления способа для формирования износостойкого слоя.
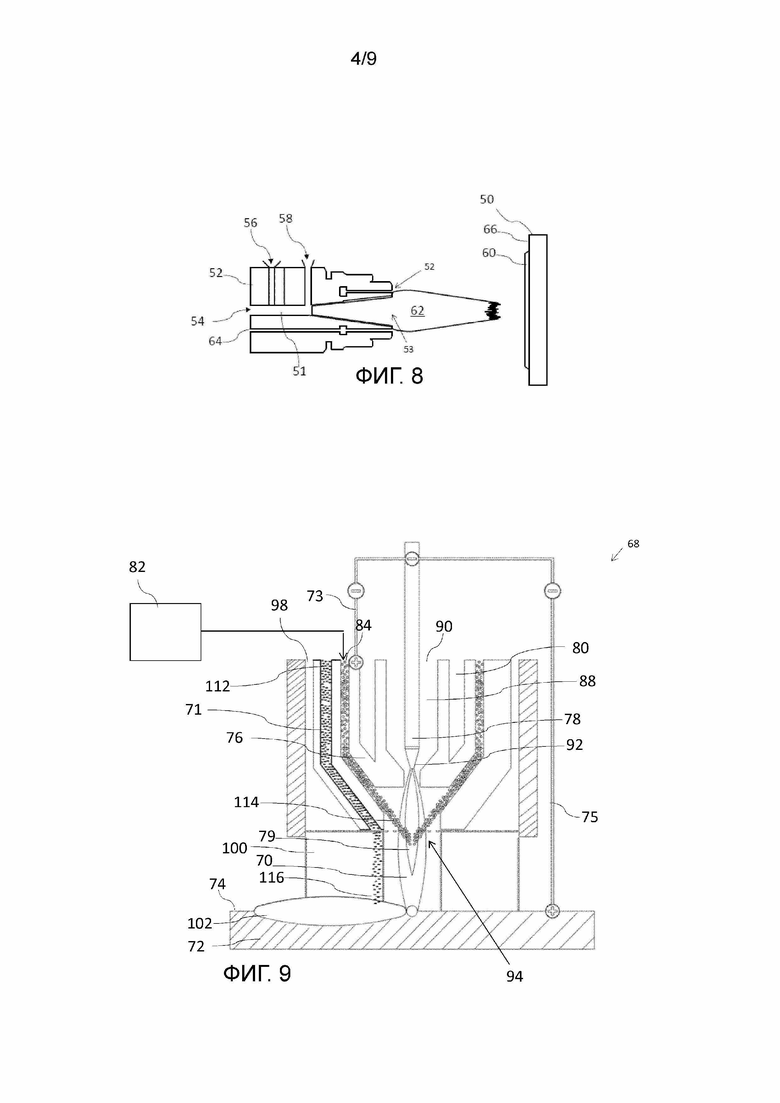
Фигура 8 показывает пример головки кислородной горелки, которую можно использовать для нанесения вариантов осуществления порошков для формирования вариантов осуществления износостойких слоев.
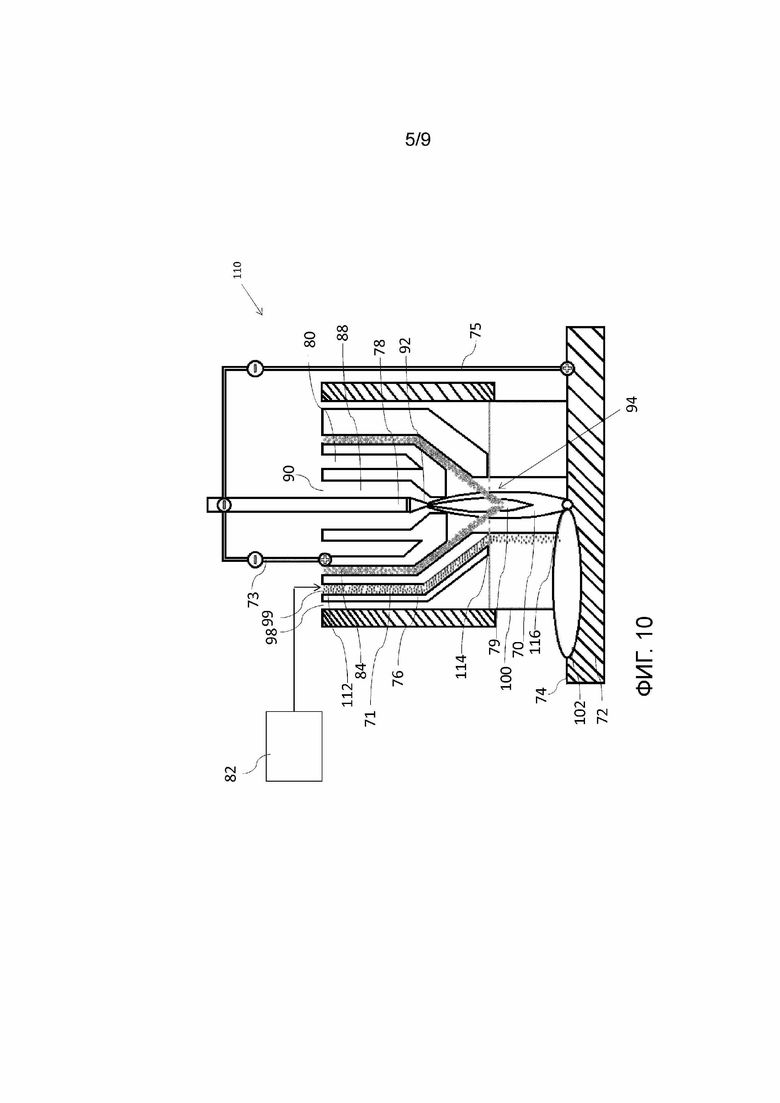
Фигуры 9 и 10 показывают примеры горелок с переносом плазменной дугой (PTA), которые можно использовать для формирования вариантов осуществления износостойкого слоя.
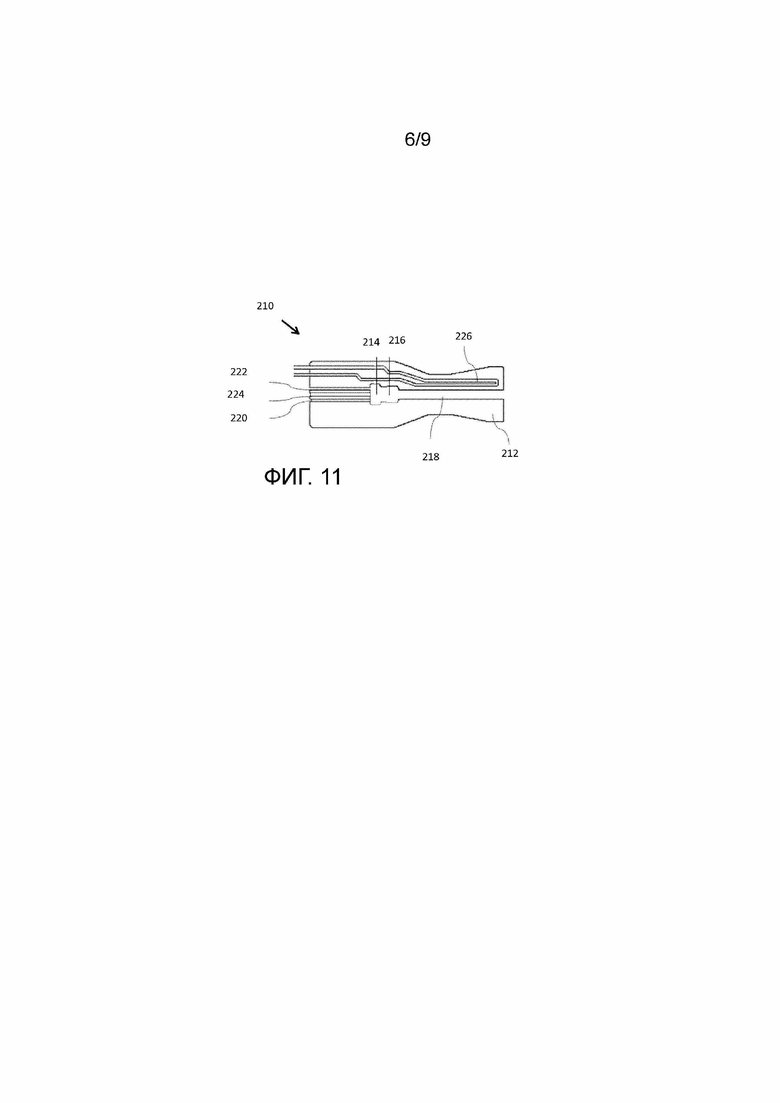
Фигура 11 показывает пример горелки HVOF (высокоскоростного газоплазменного напыления).
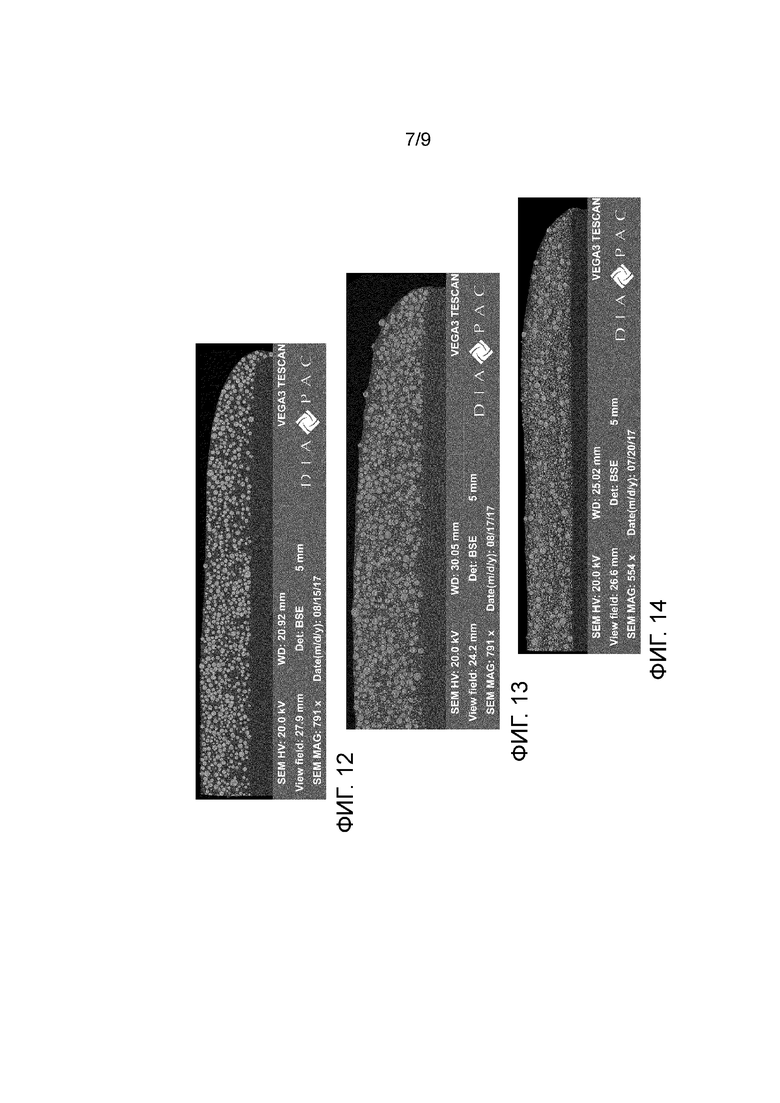
Фигуры 12-17 показывают фотографии, сделанные с помощью сканирующего электронного микроскопа.
Фигуры 18-20 показывают виды в сечении выходного сопла горелки при использовании.
Описание вариантов осуществления
Фигура 1 показывает сечение одного из вариантов осуществления износостойкого слоя в форме твердосплавного слоя, сформированного на подложке, и обозначенного в целом номером 10, износостойкий слой 10 содержит множество износостойких частиц, а именно, первый тип 12 износостойких частиц и второй тип 14 износостойких частиц. Износостойкий слой 10 также содержит связующее 13 износостойкого слоя для связывания множества износостойких частиц 12, 14 в износостойком слое, когда он формируется. Распределение размеров износостойких частиц для множества износостойких частиц имеет множество мод, где количество износостойких частиц, соотносимых с первой модой из множества мод, больше, чем количество износостойких частиц, соотносимых со второй модой из множества мод, вторая мода больше, чем первая мода.
Первые и вторые износостойкие частицы 12, 14 составляют множество округлых износостойких частиц (в форме сферических износостойких частиц) в этом варианте осуществления. Фигуры 2 и 3 показывают сечения альтернативных вариантов осуществления износостойких слоев 20, 22, содержащих остроугольные износостойкие частицы 16, 18.
Количество NL частиц, соотносимых со второй модой, меньше 30% от множества износостойких частиц. Количество NS частиц, соотносимых с первой модой, больше 70% от множества износостойких частиц, однако оно может быть меньше в вариантах осуществления, которые имеют больше 2 мод.
Вторая мода больше, чем первая мода. В этом варианте осуществления, медианный размер износостойких частиц (D50), соотносимых со второй модой, больше, чем в два раза превышает этот параметр для второй моды.
Множество износостойких частиц 12, 14 может иметь размеры в диапазоне от 10 мкм до 1,2 мм, и в этом варианте осуществления они имеют размеры в диапазоне от 10 мкм до 420 мкм. Однако другие варианты осуществления могут иметь размеры частиц вне этих диапазонов. Размеры частиц могут выбираться таким образом, чтобы они могли пройти через сопло горелки аппликатора износостойкого слоя.
Фигура 4 показывает гистограмму распределения размеров множества износостойких частиц в другом варианте осуществления износостойкого слоя и порошка, наносимого для формирования износостойкого наружного слоя. Множество износостойких частиц имеют мультимодальное распределение размеров частица. В этом варианте осуществления, гистограмма содержит множество несоединенных пиков, то есть распределение является не непрерывным. Фигура 5 показывает гистограмму распределения размеров множества износостойких элементов для других вариантов осуществления износостойкого слоя и порошка, где мультимодальное распределение является непрерывным. Фигура 6 показывает мультимодальную гистограмму распределения для множества износостойких частиц, еще для одного варианта осуществления износостойкого слоя и порошка. Гистограмма на фигуре 6 имеет 4 неперекрывающихся пика, имеющих различные средние размеры частиц a, b, c и d, и диапазоны размеров износостойких частиц a1 - a2, b1 - b2, c1 - c2 и d1 - d2. Может присутствовать больше или меньше пиков, чем показано на фигуре 6. Отношения размеров удовлетворяют следующим отношениям:
a < b < c < d<……


Величины в приведенных выше отношениях могут изменяться. Множество износостойких частиц содержит, по меньшей мере, один материал из карбида вольфрама, эвтектической смеси карбида дивольфрама (W2C) и карбида вольфрама (WC) (“литого карбида вольфрама”), натурального алмаза, инкапсулированного алмазного порошка, измельченных поликристаллических алмазных компактов, карбида, например, карбида вольфрама, вольфрама, оксида алюминия, нитрида, например, нитрида кремния, оксида переходного металл, сферических литых карбидов, остроугольных литых карбидов, цементированных гранул карбида вольфрама, цементированных карбидов вольфрама, литого карбида вольфрама и карбидов моновольфрама. Твердость каждой из множества износостойких частиц может быть больше 1000 HV0,1 (по Викерсу).
Слой 10 содержит 35% - 75% множества износостойких частиц и 25% - 65% масс связующего износостойкого слоя. Слой 10 содержит 40% масс износостойкого связующего в форме частиц никельсодержащего твердого припоя и 60% масс округлого литого карбида вольфрама. Связующее износостойкого слоя вносит вклад в ударную вязкость и удерживает вместе износостойкие частицы, но он легко снашивается. Износостойкие частицы обеспечивают износостойкость, но они слишком хрупкие, чтобы выдержать ударную нагрузку.
Размеры частиц и распределения размеров частиц можно определить, например, с использованием, ситового анализа, счета под микроскопом, компьютерного анализа микрофотографий или, в целом, любого соответствующего способа. Один из способов измерения размеров частиц заключается в определении ячейки сита, через которую частицы проходят, и другой ячейки, через которую частицы не проходят. Размеры частицы можно определять с использованием сит, соответствующих ASTM International (ASTM), например, или в целом, с помощью любого соответствующего множества сит, имеющих различные размеры ячеек. Два сита, имеющих различные размеры ячеек, можно разместить одно поверх другого и разместить частицы в верхнем сите, которое имеет большие отверстия, чем нижнее сито. После встряхивания этой стопки, про частицы, удерживаемые на нижнем сите, известно, что они имеют размеры в диапазоне, который делает возможным прохождение через первое сито, но не через второе сито. Удерживание представляется посредством добавления знака “+” перед размером ячейки. Прохождение представляется посредством добавления знака “-” перед размером ячейки. Например, частицы размера -40/+60 меш ASTM проходят через сито ASTM No.40, но не могут пройти через сито ASTM No.60. Стопка из более чем двух сит может использоваться, например, для распределения размеров частиц.
Один из вариантов осуществления порошка для формирования варианта осуществления износостойкого слоя содержит 20% масс износостойких частиц -40/60 меш ATSM Standard в форме литых карбидов вольфрама и 40% масс износостойких частиц -100/200 меш согласно ASTM Standard в форме литых карбидов вольфрама, и таким образом, 40% масс связующего для слоя, однако эти проценты могут изменяться. Износостойкий слой, сформированный из порошка, имеет такую же композицию. Можно использовать и другие карбиды.
Другой вариант осуществления порошка для формирования одного из вариантов осуществления износостойкого слоя содержит 30% масс связующего на основе железа и 70% масс износостойких частиц. Конкретнее, порошок содержит 20% масс -16/20 меш согласно ASTM Standard сверхплотных цементированных гранул карбида вольфрама, 10% масс -30/50 меш согласно ASTM Standard сверхплотных цементированных гранул карбида вольфрама и 40% масс -100/200 меш согласно ASTM Standard округлых литых карбидов вольфрама. Износостойкий слой, сформированный из порошка, имеет такую же композицию.
Один из вариантов осуществления порошка для формирования варианта осуществления износостойкого слоя содержит 30%-50% масс процент связующего износостойкого слоя, 10%-30% масс порошка литого вольфрама первого размера и 30%-50% масс порошка карбида вольфрама второго размера. Первый размер частиц в этом варианте осуществления составляет -40/60 меш согласно ASTM Standard и второй размер частиц в этом варианте осуществления составляет -100/325 меш согласно ASTM Standard. Износостойкий слой, сформированный из порошка, имеет такую же композицию.
Связующее износостойкого слоя содержит металлический связующий материал в форме металлического твердого припоя, и этот металлический связующий материал плавится с образованием монолитной матрицы металлического связующего материала. Металлический связующий материал содержит множество металлических частиц, который могут, например, содержать любой пригодный для использования металлический твердый припой, примеры которого включают медь, олово, серебро, кобальт, никель, бор, кадмий, марганец, цинк, железо, хром, висмут, кремний или их сплав. Металлические частицы могут также содержать хром, который упрочняет сплав, образовавшийся при отверждении расплавленного порошка. Связующее износостойкого слоя может также содержать порошок кремния и/или бора, чтобы улучшить характеристики флюса и осаждения. В настоящем варианте осуществления, множество металлических частиц содержит никель, хром, бор и кремний. Никель может составлять 88% - 95% масс, хром может составлять 0% - 12%, бор может составлять 0% - 1% и кремний может составлять 0% - 1%. Твердость износостойкого слоя может быть меньше, чем 800 HV0,1.
Для формирования смеси, множество типов износостойких частиц, связующее износостойкого слоя и другие частицы, как используется, могут смешиваться в промышленном лопастном смесителе, обрабатываться в барабане барабанного смесителя или, в целом, перемешиваться с использованием любого пригодного для использования способа перемешивания. Смесь может быть сухой (то есть представлять собой порошок), или влажной (то есть представлять собой пасту).
Фигура 7 показывает блок-схему варианта осуществления способа 30 формирования износостойкого слоя 60 на подложке 50, включающего множество стадий, которые теперь описываются. Стадия 1 (ссылочный номер 32) включает нанесение множества износостойких частиц 12, 14, 16, 18 на подложку 60. Распределение размеров износостойких частиц для множества износостойких частиц имеет множество мод, где количество NS износостойких частиц, соотносимых с первой модой из множества мод, больше, чем количество NL износостойких частиц, соотносимых со второй модой из множества мод, вторая мода больше, чем первая мода. Стадия 2 (ссылочный номер 34) включает нанесение связующего износостойкого слоя на подложку. Стадия 3 (ссылочный номер 36) включает нагрев множества 12, 14, 16, 18 износостойких частиц, нанесенных на подложку 50, и связующего 13 износостойкого слоя, нанесенного на подложку.
Фигура 8 показывает пример головки кислородной горелки 52, которую можно использовать для нанесения порошка, содержащего множество износостойких частиц 12,14,16,18, и связующего 13 износостойкого слоя на подложку 50 согласно варианту осуществления способа 30. Поверхность 66 подложки 50 необязательно чистят посредством шлифовальной машины. Альтернативно, можно использовать химический чистящий агент или, в целом, любой пригодный для использования способ очистки. Подложка 50 может представлять собой сталь или, в целом, любую подложку, для которой является пригодным вариант осуществления способа 30. В этом примере газообразное топливо представляет собой ацетилен. Ацетилен, который вводится в канал 54 оксиацетиленовой горелки 52, может проходить через проход 51 и выходить из головки 52 горелки через отверстие 53 прохода для газа, где он сгорает вместе с кислородом, вводимым в канал 64, с образованием пламени в форме оксиацетиленового пламени 62. В целом, можно использовать любое соответствующее топливо, его примеры включают пропан, водород и метан. В альтернативных вариантах осуществления, кислород может вводиться через канал 54 и ацетилен может вводиться через канал 64. Затем пламя 62 может необязательно приближаться к подложке 50 для ее предварительного нагрева. Затем порошок может вводиться в поток газообразного ацетилена в проходе 51 через любой из входных каналов 56 и 58 для порошка. Альтернативно, множество износостойких частиц можно вводить через канал 56, а связующее износостойкого слоя можно вводить через канал 58. Это может преодолеть любые возможные или реальные проблемы с сегрегацией в порошке, которые могут ухудшить качество износостойкого слоя. Порошок переносится вдоль прохода 51 с помощью ацетилена в пламя 62, направленное на подложку 50, и оно нагревает множество износостойких частиц 12, 14, 16, 18 и связующее износостойкого слоя выше температуры порога адгезии подложи, так что множество износостойких частиц 12, 14, 16, 17 и связующее 13 износостойкого слоя прилипает к подложке 50, когда они наносятся на нее, с формированием слоя полуфабриката, или в некоторых альтернативных вариантах осуществления, износостойкого слоя 60. Температура порога адгезии подложки может, как правило, изменяться в соответствии с композицией порошка. Температура адгезии подложки может быть больше, по меньшей мере, одной из температур, например, 500°C, 600°C, 700°C, 800°C, 900°C и 1000°C. Затем поток порошка может останавливаться. Затем пламя 62 приближается к слою полуфабрикату (в данном варианте осуществления, но не обязательно во всех вариантах осуществления) вместе с дополнительным порошком в потоке ацетилена) для нагрева его до температуры выше температуры плавления связующего износостойкого слоя. Как следствие, связующее износостойкого слоя плавится с образованием текучей среды в форме расплава порошка. Текучая среда и частицы в ней протекают по поверхности подложки 50. Затем пламя убирают с подложки 50. Текучая среда затвердевает при охлаждении с образованием износостойкого слоя 60, содержащего множество износостойких частиц 12, 14, 16, 18, распределенных в связующем 13 износостойкого слоя и связанных его помощью. Посредством диффузии износостойкий слой 60 связывается на атомном уровне с поверхностью 66 подложки 50, в альтернативном варианте осуществления износостойкий слой 60 может связываться иным образом, например, химически.
Износостойкий слой 60 может формироваться на подложке с использованием других вариантов осуществления способа. Например, можно использовать способ обработки поверхности с переносом плазменной дугой (PTA). Пример горелки 68PTA, которую можно использовать для формирования износостойкого слоя 102, показан на фигуре 9. Газ (“плазменный газ”) инжектируют через входной канал 90 для плазменного газа в электродную камеру 88 в сопле 76 горелки 68 PTA. В электродной камере 88 находится электрод 78 в форме вольфрамового электрода. Плазменный газ протекает мимо острия 92 электрода 78, при этом ток протекает через плазменный газ с образованием потока 70 плазмы, который уходит через выход 94 сопла. Поток плазмы 70 имеет температуру, которая в данном примере, но не обязательно во всех примерах, находится в пределах между 15000 и 25000 градусами Цельсия. Поток 70 плазмы направлен на поверхность 74 подложки 72. Ток генерируется посредством приложения разности потенциалов 75 к подложке 72 и электроду 78. В дополнение к этому или альтернативно, может прикладываться другая разность потенциалов 73 между электродом 78 и соплом 76. Разности потенциалов 73, 75 генерируются источником питания. Одна из разностей потенциалов 73, 75 может не прикладываться. Например, разность потенциалов 75 можно использовать в форме пилотной дуги 79, которая может, в некоторых, но не обязательно во всех вариантах осуществления, выключаться после установления ограниченного потока 70 плазмы. Порошок 71 в форме смеси, содержащей множество износостойких частиц и связующее износостойкого слоя, может вводиться в поток 70 плазмы, направленный на подложку 72. В целом можно использовать любой пригодный для использования порошок, описанный в настоящем документе. Порошок 71 вместе с потоком газа носителя порошка в форме, например, аргона, поступает или вводится в канал 84 сопла 76 посредством подающего устройства 82 для порошка и проходит вдоль прохода до выхода 114 для порошка рядом с выходом 94 сопла. Выход 114 для порошка располагается для введения порошка 71 в поток 70 плазмы, когда он формируется таким образом. Порошок 71, введенный таким образом в поток 70 плазмы, нагревается и доставляется с помощью потока 70 плазмы к поверхности 74 подложки 72 с формированием износостойкого слоя 102. Сопло 76 также имеет вход 98 для необязательного экранирующего газа и выход 100 для экранирующего газа, расположенные для необязательной доставки экранирующего газа вокруг потока 70 плазмы, когда он формируется. Экранирующий газ может предотвратить экспонирование рабочей зоны для кислорода, который может окислить поверхность 74, износостойкий слой 102 или горелку 73.
Сопло 76, как правило, но не обязательно, охлаждается текучей средой в форме воды (или альтернативно, воздуха, или, в целом, любой пригодной для использования жидкости), протекающей через камеры 80 для жидкости, сформированные в сопле 76.
Фигура 10 показывает другой пример горелки 110 PTA, которую можно использовать для формирования износостойкого слоя 102. Горелка 110 PTA сходна по форме и по функции с горелкой 68 PTA на фигуре 9, и части со сходной или идентичной формы и/или функции нумеруются сходным образом. Однако горелка 110 PTA на фигуре 10 располагается так, что порошок 71 не поступает в поток 70 плазмы, сформированный таким образом. Порошок 71 вместе с потоком газа носителя порошка, например, в форме аргона, поступает или вводится в канал 112 сопла 76 с помощью подающего устройства 82 порошка и проходит вдоль прохода к выходу 114 для порошка, расположенному для осаждения порошка 71 на поверхности 74 и вне потока 70 плазмы, когда он формируется таким образом. Выход 114 для порошка представляет собой источник порошка. Порошок может наноситься, в других вариантах осуществления, с помощью другого источника, отдельного от горелки 110 или, в целом, с помощью любого пригодного для использования источника. Отдельный источник может крепиться на ленте или иным образом фиксироваться на горелке 110 PTA, но не обязательно. В этом варианте осуществления, но не обязательно во всех вариантах осуществления, выход 114 для порошка отделяется от выхода 94 сопла для потока плазмы с помощью разделителя в форме разделительной структуры, в данном варианте осуществления, разделительной стенки 116. При использовании, горелка 110 PTA перемещается по поверхности, так что выход 114 для порошка следует за выходом 94 сопла. Как следствие этого, порошок 71 будет осаждаться на расплавленную плазмой часть поверхности 74 с формированием износостойкого слоя. Это может уменьшить температуру, для которой экспонируется порошок, что может сделать возможным использование порошков, которые в ином случае деградировали бы под действием тепла из потока плазмы. Могут иметься отдельные выходы для множества износостойких частиц и для связующего износостойкого слоя.
Поток 70 плазмы нагревает связующее износостойкого слоя и множество износостойких частиц 12, 14, 16, 18 до температуры выше, по меньшей мере, одной температуры из температуры размягчения связующего износостойкого слоя и температуры плавления связующего износостойкого слоя. Связующее износостойкого слоя охлаждается и затвердевает, связывая множество износостойких частиц 12,14.
Перед нанесением порошка 71 с помощью одного из способов обработки поверхности PTA, описанных выше, поверхность 74 подложки 72 может необязательно очищаться с применением шлифовальной машины. Альтернативно, можно использовать химический чистящий агент или, в целом, любой пригодный для использования способ очистки. Подложка 72 может представлять собой сталь или, в целом, любую подложку, для которой является пригодным способ 30. Поверхность может предварительно нагреваться до 90-650 градусов Цельсия до способа обработки поверхности PTA с помощью нагревателя сопротивления или индукционного нагревателя. Например, углеродистые и/или закаленные стали могут медленно охлаждаться после способа обработки поверхности PTA.
В другом варианте осуществления, множество износостойких частиц 12, 14, 16, 18 и связующее износостойкого слоя могут раздельно вводиться в поток плазмы, направленный на подложку 72. Например, связующее износостойкого слоя может вводиться в канал 84, а множество износостойких частиц в канал 99.
Износостойкий слой может формироваться с использованием, например, высокоскоростного топливо-кислородного напыления (HVOF). Пример горелки HVOF (по-другому известной как пушка HVOF) 210 показан на фигуре 11. Горелка 210 имеет корпус 212, содержащий камеру 214 смешивания и камеру 216 сгорания в сообщении с камерой смешивания. Горелка 210 содержит множество каналов 220, 222 и 224 камеры смешивания. Горелка 210 имеет проход 218 для высокоскоростной струи, который открывается в камеру 216 сгорания. Газообразный кислород, топливо в форме оксиацетилена (или, альтернативно, водорода, метана, пропана, пропилена, природного газа, керосина, в целом, любого пригодного для использования топлива или их смеси), и порошок вводится через каналы 220, 222 и 224 в камеру смешивания с формированием смеси. Порошок проходит в камеру сгорания 216, где кислород и топливо сгорают с формированием высокоскоростной газовой струи в форме высокоскоростного пламени, которое переносит порошок вдоль прохода 218 для высокоскоростной струи. Высокоскоростное пламя может иметь, как в настоящем варианте осуществления, скорость больше 1000 м/сек. На дальнем краю прохода для высокоскоростной струи находится выход, через который высокоскоростная газовая струя и порошок в ней покидают горелку 210. Высокоскоростная газовая струя направляется на подложку, на которую наносят порошок для формирования износостойкого слоя.
Лазерная наплавка представляет собой другой путь для осаждения износостойкого слоя. Лазерная наплавка использует лазерный луч высокой энергии в качестве источника тепла. В ходе обработки, порошок вводится в фокусное пятно лазерного луча, частично или полностью плавится, а затем затвердевает как износостойкие слои с металлургическим связыванием с подложкой. Материалы могут содержать порошки, холодные проволоки и горячие проволоки. Порошок может предварительно размещаться на подложке перед обработкой. Порошки могут подаваться с помощью линии подачи порошка, присоединенной к лазерной головке, и вводиться вдоль оси лазерного луча. Коаксиальное введение порошка может способствовать соблюдению точности размеров при осаждении и может обеспечивать износостойкий слой высокого качества.
Порошки могут осаждаться, в целом, с помощью любой пригодной для использования технологии, включая пламенное распыление, перенос плазменной дугой (PTA), металлический пруток, трубчатый пруток и проволоку. Связующее износостойкого слоя содержит металлический связующий материал, и этот металлический связующий материал плавится с образованием монолитной матрицы металлического связующего материала.
Примеры
Пример износостойкого слоя содержит множество износостойких частиц, имеющих мультимодальное распределение размеров износостойких частиц, где износостойкие частицы малых размеров составляют более 50 процентов массовых по отношению к общей массе износостойких частиц 12, 14, 16, 18.
Таблица 1 детализирует композицию трех образцов износостойкого слоя. Предшественники трех износостойких слоев получают идентичным образом и наносят с использованием пламенного распыления. Гистограмма распределения размеров частиц для множества износостойких частиц в Композиции A является мономодальной, все они находятся в одном диапазоне. Фигура 12 показывает панорамное изображение износостойкого слоя, имеющего композицию A, сделанное с помощью сканирующего электронного микроскопа. Композиция B содержит большинство износостойких частиц больших размеров и меньшинство износостойких частиц малых размеров. Фигура 13 показывает панорамное изображение износостойкого слоя, имеющего композицию B, сделанное с помощью сканирующего электронного микроскопа. Композиция C содержит большинство износостойких частиц малых размеров и меньшинство износостойких частиц больших размеров. Распределение размеров множества износостойких частиц в образце C детализируется в Таблице 2. Медианный размер (D50) частиц больших размеров, по меньшей мере, в два раза превышает медианный размер частиц малых размеров. Распределение в Таблице 2 является бимодальным, и более крупные частицы составляют меньшинство. Фигура 14 показывает панорамное изображение износостойкого слоя, имеющего композицию C, сделанное с помощью сканирующего электронного микроскопа. Объемную долю износостойких частиц определяют с помощью программного обеспечения для обработки изображений, обрабатывая SEM изображения износостойкого слоя.
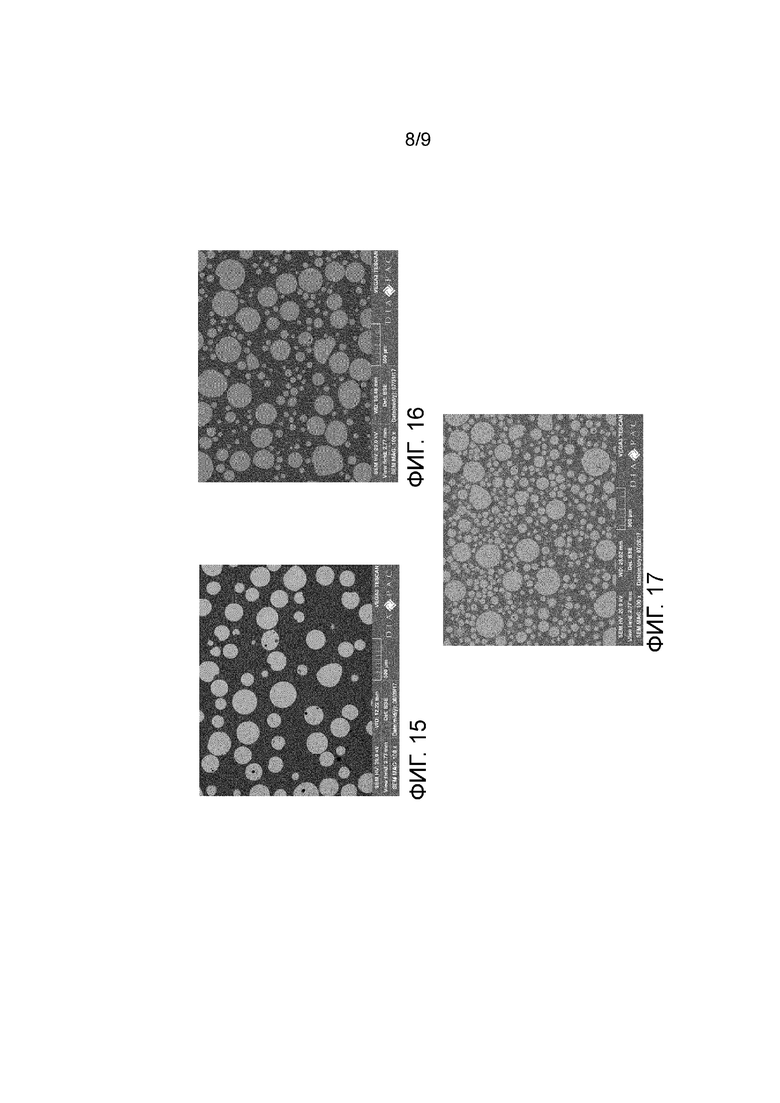
SEM изображения сечения показаны на фигуре 15 (композиция A), на фигуре 16 (композиция B) и на фигуре 17 (композиция C).
Композиция C имеет самые низкие потери на износ и эрозионные потери объема, это показывает, что она может превосходить любую композицию из B и C. Образцы A и B содержат меньше износостойких частиц на единицу объема (30% объем и 18% объем соответственно) и меньшие средние свободные расстояния.
Таблица 1. Композиции твердосплавного покрытия образцов.
Ni-Cr-B-Si
Среднее свободное расстояние представляет собой меру средней толщины связующего износостойкого слоя между частицами карбида. Среднее свободное расстояние λ дается уравнением, λ=(1-f)/NL, где f представляет собой объемную долю частиц карбида, которая вычисляется с помощью программного обеспечения для SEM, и NL представляет собой количество частиц карбида на единицу длины, которые пересекает случайная линия, которое можно вычислить по фотографиям SEM.
Если среднее свободное расстояние меньше, чем частица эродента или абразива, тогда связующее износостойкого слоя в основном защищено и предпочтительное удаление связующего износостойкого слоя не является предпочтительным механизмом износа. Следовательно, предпочтительно иметь меньшее среднее свободное расстояние. Более крупные частицы имеют большее время удерживания в связующем износостойкого слоя и защищают более мелкие частицы от износа. Следовательно, желательно иметь как то, так и другое.
Таблица 2. Распределение множества износостойких частиц в образце C.
Нижний
Верхний
Для исследования стойкости к изнашиванию материала твердосплавного покрытия образцов, осуществляют исследования износа в соответствии с параметрами и установками ASTM G65 Procedure A (130 Н и 6000 оборотов).
Эрозионную стойкость к шламу покрытий определяют с использованием абразивной водяной струи (AWJ). Поток частиц бэртоновского граната HPX #220 со средним размером 108 мкм вводят в струю воды малого диаметра так что импульс струи воды частично передается абразивным частицам. Частицы граната ускоряются до большой скорости, а затем направляются на рабочий фрагмент для исследования эрозии. При малом угле соударения (<30 градусов), удаление материала эродируемых образцов вызывается в основном резанием или разрыхлением, с предпочтительным удалением мягких металлических сплавов, оставляя первичные износостойкие частицы экспонируемыми на поверхности. При большом угле соударения ударная сила преобладает в удалении материала и вызывает растрескивание многих износостойких частиц.
Фигуры 18, 19 и 20 показывают сечение выходного сопла горелки для пламенного распыления, в которой находятся три различных порошка. Порошок, содержащий сочетание малых и больших частиц, с меньшей вероятностью блокирует сопло, чем порошок, содержащий только большие частицы. Следовательно, объединенный порошок может давать в результате более равномерный поток и может давать в результате более высокую плотность упаковки в износостойком слое.
Применения
Подложка может, в целом, представлять собой любую пригодную для использования подложку, ее примеры включают, но не ограничиваясь этим, бурильное долото, используемое в горной или другой промышленности, другое скважинное оборудование, зубья ковша для экскаватора, чизель и лезвие.
Порошок можно использовать для формирования износостойкого слоя на любой пригодной для использования подложке. Некоторые предлагаемые применения теперь описываются ниже, однако будет понятно, что имеется множество применений износостойкого слоя.
Стабилизаторы используют при разведке и добыче нефти и газа. Их функция заключается в обеспечении стабильности бурильного долота и в поддержании контроля размеров скважины. Большие секции стабилизатора находятся в прямом контакте со стенками скважины или со стальной обсадкой. При вращении бурильной колонны и в ходе бурения, защитные частицы и твердые наплавки склонны к износу, который может в конечном счете приводить к ремонту, окончанию срока службы или к неприемлемым значениям диаметров. Стабилизаторы, содержащие износостойкие слои, описанные в настоящем документе, нанесенные на них, могут уменьшить или устранить эти проблемы.
Роторные двух- и трехконусные бурильные долота изготавливаются с выступами или “зубцами”, которые фрезеруются из исходной стали. Бурильное долото, имеющее износостойкий слой, описанный в настоящем документе, нанесенный на него, может иметь увеличенный срок службы и демонстрировать уменьшение износа “зубцов”, что может увеличить рабочие характеристик и продуктивность бурения.
В ходе механической экскавации и удаления породы, можно увидеть значительный износ на зубцах и ковшах экскаваторов. Зубцы и ковши экскаваторов, имеющие износостойкий слой, описанный в настоящем документе, нанесенный на них, может иметь пролонгированный срок службы и как следствие можно уменьшить стоимость замены.
Внешний диаметр поликристаллического алмазного бурильного долота подвергается износу скольжения. Поликристаллическое бурильное долота, имеющее износостойкий слой, описанный в настоящем документе, нанесенный на него, может иметь повышенный срок службы.
В течение срока службы поликристаллического алмазного бурильного долота корпус и лезвия долота, которые поддерживают режущую структуру, могут подвергаться износу, ограничивающему срок службы. Корпуса и лезвия, имеющие износостойкий слой, описанный в настоящем документе, нанесенный на них, могут уменьшить эрозионное изнашивание, что может увеличить срок службы инструмента и уменьшить затраты.
Шанцевый инструмент используют в ходе механической экскавации породы и вскрытия поверхности дорожных поверхностей. Шанцевый инструмент, как правило, изготавливается из двух частей; корпуса и вставки. Корпус обычно представляет собой сталь, а вставка обычно цементированный карбид. В некоторых обстоятельствах используют вставки, содержащие алмазы. Срок службы корпуса, как правило, ограничивается избыточным износом или “размывом”. Корпус, имеющий износостойкий слой, как описано в настоящем документе, и рядом со вставкой, может иметь пролонгированный срок службы, и может сокращать время, необходимое для замены отработанного шанцевого инструмента.
Зубья дробилки можно использовать в различных применениях, включая механическое извлечение нефти из нефтеносного песка. Зубья дробилки могут располагаться вокруг вращающегося барабана и механически взаимодействовать с породой, песком и нефтью. Износ может быть очень большим. Зубья дробилки, имеющие износостойкий слой, как описано в настоящем документе, нанесенный на них, могут иметь пролонгированный срок службы.
В контексте бурения газа и нефти, питаемый бурильной жидкостью привод придает долоту вращение и крутящий момент. Привод может содержать как радиальные, так и аксиальные подвесы, которые находятся в скользящем контакте с ответными частями подвесов или с катящимися частицами. Подвес, имеющий износостойкий слой, как описано в настоящем документе, нанесенный на него, может значительно увеличить срок службы подвеса, уменьшить длину подвеса и предложить возможность дополнительных наборов подвесов, которые способствуют повышению массы долота и улучшению производительности при бурении нефти и газа.
Описан ряд вариантов осуществления, и будет очевидно, что некоторые варианты осуществления имеют некоторые из следующих преимуществ:
По сравнению с обычными композициями, в которых карбиды имеют мономодальные распределения размеров частиц, эти варианты осуществления имеют улучшенную плотность упаковки и увеличенные объемные доли износостойких частиц в износостойком слое, что уменьшает среднее свободное расстояние, увеличивает стойкость к абразивному изнашиванию и эрозии, без ухудшения стойкости к трещинообразованию.
Композиция износостойкого слоя может получить лучшие рабочие характеристики, чем известные из литературы слои износостойких покрытий с меньшей массовой плотностью твердых частиц, и они могут быть более стойкими к трещинообразованию.
Варианты и/или модификации описанных вариантов осуществления могут осуществляться без отклонения от духа или объема настоящего изобретения. Округлые износостойкие элементы могут представлять собой сферические износостойкие элементы. Например, когда подложка, описанная выше, представляет собой сталь, будет понятно, что варианты осуществления могут использоваться и на других материалах подложек, например, на другом металле, таком как алюминий, на цементированном карбиде или, в целом, на любом пригодном для использования материале подложки. Порошок может наливаться или иным образом наноситься на подложку. Порошок может наплавляться посредством нагрева в печи подложки и порошка на ней. Износостойкий слой может представлять собой покрытие или твердосплавное покрытие. Описанные износостойкие слои представляют собой износостойкие наружные слои, однако они могут представлять собой не наружный слой и иметь на себе дополнительные слои. Следовательно, настоящие варианты осуществления должны рассматриваться во всех отношениях как иллюстративные и неограничивающие. Упоминание признака, описанного в настоящем документе, не означает, что все варианты осуществления должны включать этот признак.
Предыдущий уровень техники, если он описан в настоящем документе, не должен считаться признанием того, что предыдущий уровень техники образует часть обычного общего знания в любой юрисдикции.
В формуле изобретения, следующей далее, и в предшествующем описании настоящего изобретения, если только контекст не требует иного, явным образом или как необходимое определение, слово “содержать” или его варианты, такие как “содержат" или “содержащий", используются в инклюзивном смысле, то есть для конкретизации присутствия формулируемых признаков, но не исключают присутствия или дополнения дополнительных признаков в различных вариантах осуществления настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНАЯ ПРЕССОВКА ИЗ ПОЛИКРИСТАЛЛИЧЕСКОГО АЛМАЗА | 2007 |
|
RU2466200C2 |
| ВСТАВКА ДЛЯ РАЗРУШАЮЩЕГО ИНСТРУМЕНТА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗУЮЩИЙ ЕЕ ИНСТРУМЕНТ | 2009 |
|
RU2532932C2 |
| КОМПОЗИТНАЯ ВСТАВКА С ПОЛИКРИСТАЛЛИЧЕСКИМИ АЛМАЗАМИ | 2010 |
|
RU2503522C2 |
| НАПЛАВЛЕННОЕ ПОКРЫТИЕ С КАРБИДОМ ТИТАНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2682738C2 |
| КОМПОЗИЦИОННЫЕ РЕЖУЩИЕ ПЛАСТИНЫ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2429944C2 |
| АБРАЗИВНЫЕ ПРЕССОВКИ | 2007 |
|
RU2447985C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИКИ ДЛЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1986 |
|
RU2011649C1 |
| КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ ЦЕМЕНТИРОВАННЫЙ КАРБИД-МЕТАЛЛИЧЕСКИЙ СПЛАВ | 2009 |
|
RU2499069C2 |
| КОМПОЗИЦИИ ИЗНОСОСТОЙКИХ СПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА, ВКЛЮЧАЮЩИЕ ХРОМ | 2019 |
|
RU2759943C1 |
| ПОЛИКРИСТАЛЛИЧЕСКИЙ АЛМАЗНЫЙ АБРАЗИВНЫЙ ЭЛЕМЕНТ | 2004 |
|
RU2355865C2 |
Изобретение относится к порошковой металлургии, в частности к формированию износостойких покрытий на поверхности инструментов. Может использоваться для промышленных инструментов, инструментов, соприкасающихся с грунтом, и инструментов для выемки грунта и бурения, таких как бурильные долота, бурильные колонны и другие скважинные инструменты, а также для инструментов в бумагоделательной, автомобильной, стекольной промышленности. Смесь для формирования износостойкого слоя содержит 35-75 мас. % износостойких частиц первого типа и второго типа и 25-65 мас. % связующего для связывания первых и вторых износостойких частиц при формировании слоя. Распределение размеров износостойких частиц имеет первую моду для первого типа частиц и вторую моду для второго типа частиц. Количество NS первых износостойких частиц, соотносимых с первой модой, больше, чем количество NL вторых износостойких частиц, соотносимых со второй модой, причем вторая мода больше, чем первая мода. Из смеси путем нанесения на подложку и последующего нагрева формируют изностойкий слой. Обеспечивается повышеине твердости и прочности износостойкого слоя. 3 н. и 12 з.п. ф-лы, 2 табл., 20 ил., 1 пр.
1. Смесь для формирования износостойкого слоя (10, 20, 22, 60, 102) на подложке (13), причем смесь содержит частицы первого типа износостойких частиц (12) и частицы второго типа износостойких частиц (14) и связующее (13) износостойкого слоя для связывания первых и вторых износостойких частиц в износостойком слое (10, 20, 22, 60, 102), когда он формируется, причем распределения размеров износостойких частиц для первого (12) и второго (14) типов износостойких частиц имеют первую моду соответственно и вторую моду, при этом первый тип частиц (12) соотносится с первой модой и второй тип частиц (14) соотносится со второй модой, а количество NS первых износостойких частиц, соотносимых с первой модой, больше, чем количество NL вторых износостойких частиц, соотносимых со второй модой, причем вторая мода больше, чем первая мода, при этом смесь содержит 35-75 мас. % первых и вторых износостойких частиц и 25-65 мас. % связующего износостойкого слоя.
2. Смесь по п. 1, которая имеет форму порошка (71).
3. Смесь по п. 1 или 2, в которой количество NL вторых частиц, соотносимых со второй модой, меньше 30%, в частности находится в пределах между 5% и 30%, предпочтительно между 15% и 30%, в частности между 15% и 25% от общего количества NS+NL износостойких частиц, где количество NS первых частиц, соотносимых с первой модой, больше 70%, в частности, находится в пределах между 70% и 95%, предпочтительно между 70% и 85%, в частности между 75% и 85% от общего количества NS+NL износостойких частиц.
4. Смесь по любому из пп. 1-3, в которой вторая мода больше чем в два раза превышает, в частности в три раза превышает, в частности в четыре раза превышает первую моду.
5. Смесь по любому из пп. 1-4, в которой медианный размер D50S первых износостойких частиц (D50) больше чем в два раза превышает медианный размер D50L вторых износостойких частиц, в частности в три раза превышает, в частности в четыре раза превышает медианный размер вторых частиц второй моды.
6. Смесь по любому из пп. 1-5, в которой первые и вторые износостойкие частицы имеют размер в диапазоне от 10 мкм до 1,2 мм, или размер в диапазоне от 10 мкм до 1 мм, или размер в диапазоне от 10 мкм до 420 мкм, в частности размер в диапазоне от 10 мкм до 350 мкм, предпочтительно размер в диапазоне от 10 мкм до 200 мкм, в частности размер в диапазоне от 10 мкм до 50 мкм.
7. Смесь по любому из пп. 1-6, в которой первые и/или вторые износостойкие частицы содержат по меньшей мере один материал из карбида вольфрама, эвтектической смеси карбида дивольфрама (W2C) и карбида вольфрама (WC), натурального алмаза, инкапсулированного алмазного порошка, измельченных поликристаллических алмазных компактов, карбида, нитрида, оксида переходного металла, округлых литых карбидов, остроугольных литых карбидов, цементированных гранул карбида вольфрама, цементированного карбида вольфрама, литого карбида вольфрама и карбидов моновольфрама.
8. Смесь по любому из пп. 1-7, в которой связующее износостойкого слоя (13) содержит металлический связующий материал.
9. Смесь по п. 8, в которой металлический связующий материал содержит по меньшей мере один металл из меди, олова, серебра, кобальта, никеля, бора, кадмия, марганца, цинка, железа, хрома, висмута, кремния или их сплава.
10. Смесь по любому из пп. 1-9, в которой смесь содержит 50-70 мас. %, предпочтительно 35-60 мас. %, в частности 35-50 мас. % первых и вторых износостойких частиц и 30-50 мас. %, предпочтительно 40-65 мас. %, в частности 50-65 мас. % связующего износостойкого слоя.
11. Смесь по любому из пп. 1-10, которая содержит 30-50 мас. % связующего износостойкого слоя (13), 10-30 мас. % порошка литого вольфрама в первом диапазоне размеров и 30-50 мас. % порошка карбида вольфрама во втором диапазоне размеров.
12. Износостойкий слой на подложке, полученный с использованием смеси по любому из пп. 1-11, причем износостойкий слой (10, 20, 22, 60, 102) содержит:
первый (12) и второй (14) типы износостойких частиц, связанные вместе с помощью связующего износостойкого слоя (13), где распределения размеров износостойких частиц для первого (12) и второго (14) типов износостойких частиц имеет первую моду соответственно и вторую моду, при этом первый тип частиц (12) соотносится с первой модой и второй тип частиц (14) соотносится со второй модой, а количество NS износостойких частиц первого типа (12) больше, чем количество NL износостойких частиц второго типа (14), и где вторая мода больше, чем первая мода.
13. Способ формирования износостойкого слоя (10, 20, 22, 60, 102) на подложке (50, 72) с использованием смеси по любому из пп. 1-11, содержащий стадии:
нанесения смеси на подложку (50, 72) и
нагрева смеси первых и вторых износостойких частиц и связующего (13) износостойкого слоя для формирования износостойкого слоя.
14. Способ по п. 13, в котором связующее износостойкого слоя (13) содержит металлический связующий материал, причем способ включает плавление металлического связующего материала с образованием монолитной матрицы металлического связующего материала и способ дополнительно включает плавление металлического материала, так что металлический материал проникает в первые и/или вторые износостойкие частицы.
15. Способ по п. 13 или 14, в котором способ дополнительно включает нагрев смеси выше температуры адгезии подложки с обеспечением при нанесении смеси на подложку, при этом нагревают первые и вторые износостойкие частицы и связующее (13) износостойкого слоя.
| US 20150093282 A1, 02.04.2015 | |||
| US 6294129 B1, 25.09.2001 | |||
| US 20060127269 A1, 15.06.2006 | |||
| СПЛАВ, ЗАЩИТНОЕ ПОКРЫТИЕ И КОНСТРУКЦИОННАЯ ДЕТАЛЬ | 2011 |
|
RU2562656C2 |
| СПЛАВ, ЗАЩИТНЫЙ СЛОЙ И ДЕТАЛЬ | 2010 |
|
RU2521924C2 |

