Изобретение относится к области нагревательных стекол (функция борьбы с обледенением или с запотеванием), в частности, авиационных стекол (для самолетов и вертолетов), с использованием тонкого прозрачного проводящего слоя.
Нагревательные авиационные стекла являются многослойными стеклами с двумя или тремя стеклянными (минеральными) или органическими листами. С появлением инея на авиационных стеклах можно бороться посредством нагрева за счет эффекта Джоуля при помощи тонкого прозрачного электропроводящего слоя. Для поверхностей не прямоугольной формы нагревательный слой наносят с неравномерным поверхностным сопротивлением (в зависимости от нанесенной толщины), называемым также градиентом R-квадрат, чтобы ограничить неравномерность плотности мощности на поверхности (равномерно можно нагревать только прямоугольники). Когда нагревательная поверхность имеет сложную геометрическую форму, получение этого градиента очень затруднено: в этом случае выполняют многочисленные линии потока (например, при помощи лазера). Это равнозначно разрезанию слоя на множество проводящих полос шириной менее 40 мм, разделенных изолирующими (без слоя) и очень узкими (от 40 микрон до 250 микрон) линиями. Эти расположенные близко друг к другу линии позволяют направлять ток, ограничивать перепады плотности мощности внутри каждой полосы и, следовательно, лучше нагревать всю поверхность (исчезновение холодных зон).
В заявке US 2010/0159251 А1 описана абляция линий потока шириной, соответственно 48 мкм и 16 мкм в электропроводящем слое при помощи лазера YAG 355 нм. Абляционные линии, описанные в заявке US 2013/0082043 А1 имеют ширину, не превышающую 400 мкм, предпочтительно 50 мкм.
В заявке WO 2007 003849 А2 описано выполнение нагревательных слоев посредством пиролиза, катодного магнетронного распыления и абляция линий потока шириной 100-200мкм в таких слоях, а также линий разделения фаз шириной от 500 мкм до 2мм (использование трехфазного тока) при помощи импульсного лазера Nd-YAG 1064 нм.
Однако в этих документах не упоминаются эстетический аспект этих абляционных линий (видимость при некоторых условиях наблюдения) и геометрия краев абляции в наноскопическом масштабе.
Поскольку площади нагрева становятся все более значительными, число линий потока постепенно увеличивается. Кроме того, поскольку расстояние между электрическими шинами увеличивается, толщина наносимого слоя тоже увеличивается, и линии становятся все более заметными. В некоторых условиях полета присутствие этих линий может создавать значительные помехи для пилотов самолетов.
Геометрия краев абляции оказывает существенное влияние на видимость линий, в частности, в ночных условиях наблюдения (темное поле) в присутствии интенсивных точечных источников света.
В современных технологиях лазерной абляции используют лазерные импульсы порядка наносекунд, частота, мощность и длина волны которых меняются от одного устройства к другому. Для наносимых на стекло тонких прозрачных проводящих слоев эти лазеры не позволяют добиваться «четкой» абляции: на обоих краях линий в так называемой зоне «термического воздействия» остаются валики (утолщения) расплавленного материала, которые обычно имеют высоту, равную толщине покрытия.
В некоторых условиях освещения и наблюдения этот валик становится видимым, и чем больше увеличивается его высота, тем больше он является заметным.
Авторы изобретения заметили, что геометрия краев абляции оказывает очень большое влияние на механизм появления линий потока и на визуальное обнаружение этих линий в вышеупомянутых особых условиях.
Эти линии просматриваются при отражении, когда расстояние наблюдения является небольшим (менее 500 мм), и когда слой является достаточно толстым (заметное изменение цвета между зоной без слоя и зоной со слоем). На более значительном расстоянии (>500 мм) они становятся невидимыми при отражении.
На небольшом расстоянии при светопередаче и в светлом поле (например, голубое небо) чем тоньше слой, тем труднее обнаружить линию потока, так как локальное изменение светопередачи является незначительным. Когда расстояние увеличивается, обнаруживать их становится еще труднее.
Однако при светопередаче и в темном поле, если слой имеет толщину более 150 нм, существует несколько случаев, когда свет достаточно четко выделяет эти линии: интенсивный точечный свет + угол падения более 45° или интенсивный рассеянный свет (например, облачное небо и наблюдение линий на черном фоне).
В связи с вышеизложенным, объектом изобретения является многослойное стекло, содержащее от своей первой стороны, которая должна быть обращена в сторону наружной атмосферы, до своей второй стороны первый лист толщиной 0,5-12 мм, первый конструктивный лист толщиной 3-20 мм, возможно, один или несколько других конструктивных листов толщиной 3-20 мм и, возможно, второй лист толщиной 0,5-12 мм, образующий вторую сторону стекла, в котором по меньшей мере сторона первого или второго листа толщиной 0,5-12 мм, обращенная к конструктивному(ым) листу(ам), и/или по меньшей мере одна сторона последнего(их) содержит электропроводящий слой толщиной, составляющей от 2 до 1600 нм, за исключением по меньшей мере на одной абляционной линии, отличающееся тем, что края этой линии не имеют никакого валика, и тем, что их средний уклон не превышает 5%.
Изменяя геометрию краев путем их «структурирования», авторы изобретения показали, что можно значительно затруднить визуальное обнаружение линий потока.
Это структурирование позволяет устранить валики, присутствующие на абляционных краях, и в первую очередь изменить уклон этих краев. Важным параметром, который позволяет отличать линии, четко видимые в темном поле, от слабо видимых линий, является средний уклон. Он соответствует наклону прямой, соединяющей поверхность стекла (дно абляции) и поверхность слоя. Его значение в % равно 100 Х тангенс α (угол среднего уклона края относительно плоскости подложки). При значениях среднего уклона, не превышающих 5%, линии являются очень слабо заметными. Чем больше это значение, тем более заметными становятся линии. Важно добиться очень плавного изменения толщины слоя с каждый стороны от линии потока.
Форма краев может быть прямолинейной или криволинейной (окружной, эллиптической, параболической…).
«Простой» проверкой влияния структурирования краев на видимость линий является наблюдение поверхности, подвергнутой абляции, в темном поле, при ее освещении интенсивным и кольцевым светом, достигающим этой поверхности с углом падения 45° (или более).
В данном случае абляционная линия может представлять собой электроизолирующую полосу шириной 1-5 мм, выполненную замкнутой таким образом, чтобы ограничивать периферию нагревательной зоны.
Структурирование абляционной линии позволяет:
- сделать абляционные линии незаметными (или менее заметными в случае очень толстых слоев) в любых условиях наблюдения;
- увеличить число линий потока на единицу площади;
- улучшить равномерность нагрева;
- снизить электрическую мощность, необходимую для борьбы с обледенением/запотеванием стекол.
Согласно предпочтительным признакам заявленного многослойного стекла:
- ширина абляционной линии, называемой линией потока, составляет от 40 до 250 мкм; в данном случае под шириной следует понимать ширину дна абляции;
- многослойное стекло содержит несколько по существу параллельных и равноудаленных линий потока, и расстояние между двумя соседними линиями потока по меньшей мере равно 8 мм и не превышает 40 и в предпочтительно возрастающем порядке 25 и 20мм; это расстояние определяет ширину электропроводящих полос;
- ширина абляционной линии, называемой линией разделения фазы, составляет от 0,5 до 2 мм; когда трехфазный ток поступает в нагревательный слой стекла, существуют две такие линии разделения фазы; несмотря на их ширину, их видимость уменьшается, благодаря изобретению, и они намного меньше мешают обзору в условиях использования, таких как условия дневного или ночного полета;
- каждая абляционная линия по существу ортогонально пересекает две полосы подачи тока, расположенные вдоль двух противоположных боковых кромок стекла, и имеет кривизну и, возможно, перегиб, когда эти две противоположные кромки образуют между собой угол или когда два конца абляционной линии не находятся друг против друга; эта геометрия способствует равномерности нагрева по всей поверхности стекла, когда эта поверхность является сложной и отходит от геометрии прямоугольника; это позволяет избегать холодных зон, которые могут плохо очищаться или совсем не очищаться от наледи или от инея;
- средний уклон краев абляционной линии не превышает 2%;
- лист(ы) толщиной 0,5-12 мм выполнен(ы) из химически усиленного стекла;
- конструктивный(ые) лист(ы) выполнен(ы) из термически полузакаленного или химически усиленного стекла или из полимерного материала, такого как полиметилметакрилат, поликарбонат или полиэтилентерефталат;
- электропроводящий слой представляет собой слой оксида индия, легированного оловом (ITO), оксида олова, легированного фтором (SnO2:F), или оксида цинка, легированного алюминием (AZO), или металлический слой, такой как слой золота или серебра;
- лист(ы) толщиной 0,5-12 мм и конструктивный(ые) лист(ы) склеены попарно при помощи промежуточных адгезивных слоев, которые представляют собой, каждый, независимо друг от друга, слой поливинилбутираля (ПВБ), полиуретана (ПУ) или полиэтиленвинилацетата (ПЭВА) толщиной 0,5-20мм, предпочтительно 1-16 мм.
Объектом изобретения является также способ изготовления описанного выше многослойного стекла, отличающийся тем, что по меньшей мере один лист толщиной 0,5-12 мм или по меньшей мере один конструктивный лист, одна сторона которого содержит электропроводящий слой толщиной от 2 до 1600 нм, подвергают со стороны этого слоя лазерной абляции при помощи импульсов длительностью не более 100, предпочтительно 20 и еще предпочтительнее 15 пс и не менее 2, предпочтительно 5 пс.
Линии потока можно выполнять посредством лазерной абляции при помощи лазеров с импульсами порядка пико- или фемтосекунд; важно, чтобы лазерное облучение происходило со стороны электропроводящего слоя; действительно, если его осуществлять со стороны листа, противоположной этому слою, абляция будет более легкой, края будут четкими, но с более значительным уклоном, например, порядка 30° вместо 5°.
Лазерную абляцию можно заменить химической травлением слоя.
Как будет более подробно пояснено ниже, процесс может происходить в несколько этапов с изменением глубины абляции и ширины рисунка (с осуществлением удаления частей слоя с уменьшающейся шириной) на каждом этапе. Это позволяет увеличить структурирование краев абляции, в частности, в случае толстых слоев (>800 нм), и/или уменьшить угол краев абляционной линии и еще больше снизить ее видимость.
Согласно предпочтительным признакам заявленного способа:
- абляцию осуществляют со скоростью перемещения листа относительно лазера, составляющей от 10 до 600, предпочтительно от 50 до 350 мм/с; лазер или лазерная головка, которую можно оснастить сканером, может перемещаться относительно стеклянного листа или его эквивалента, который в этом случае может оставаться неподвижным;
- сканер связан с лазером таким образом, чтобы перемещать лазерное пятно для получения относительно широкой абляционной линии, например, шириной 0,5-2 мм; лазер перемещают на электропроводящем слое в соответствии с рисунком (круг, ромб), образованным при помощи сканера; перемещение самого этого рисунка позволяет получить сплошную линию шириной, равной ширине рисунка.
Объектом изобретения является также применение описанного выше многослойного стекла для борьбы с обледенением и/или запотеванием с использованием прозрачного электропроводящего слоя для воздушного транспортного средства, наземного, в частности, железнодорожного транспортного средства, водного, в частности, морского транспортного средства, гражданского или военного бронированного транспортного средства.
Изобретение будет более понятно из описания нижеследующего примера выполнения со ссылками на схематичные чертежи, на которых:
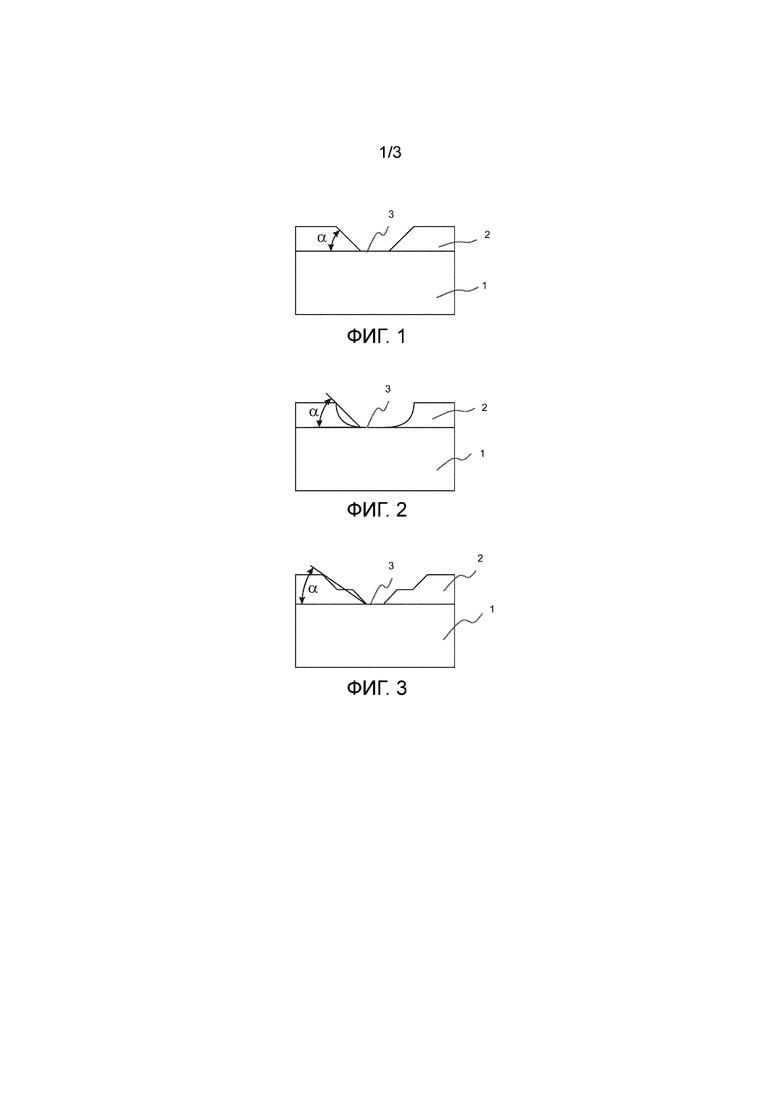
Фиг. 1-4 - различные геометрические формы краев абляционной линии, а также средний уклон этих краев для трех первых из этих фигур.
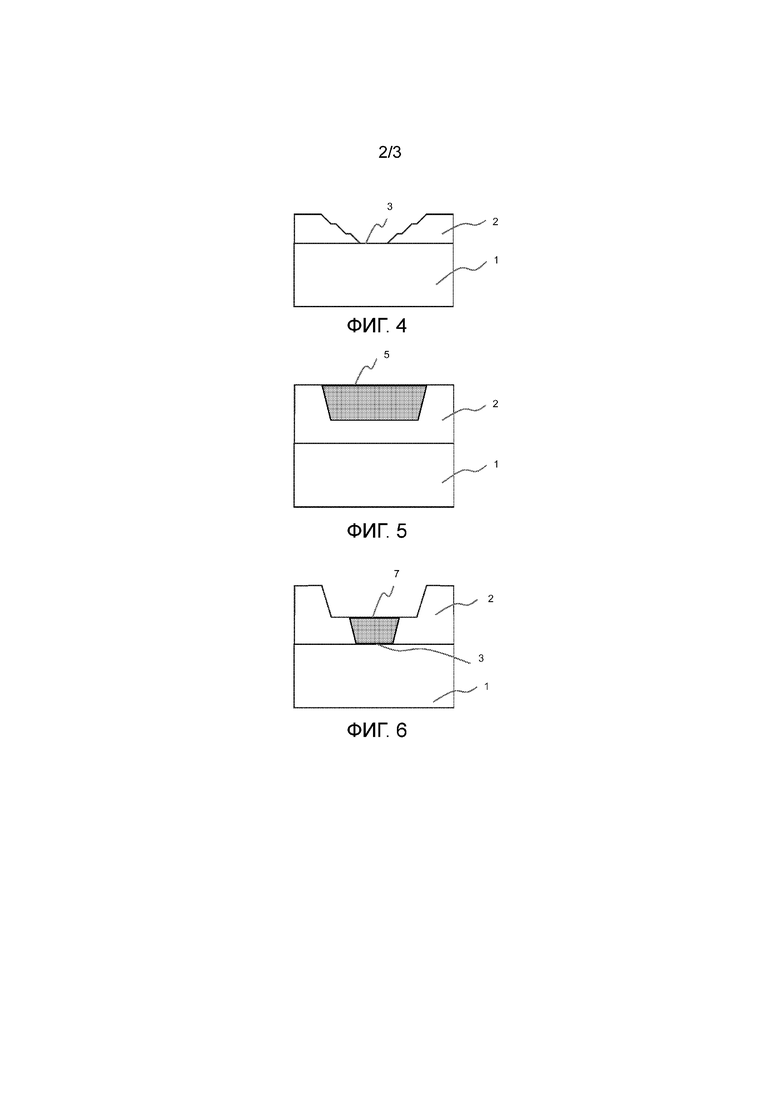
Фиг. 5 и 6, и 7-9 иллюстрируют первый, и, соответственно, второй вариант осуществления заявленного способа.
На каждой из девяти фигур химически усиленный лист 1 толщиной 3 мм имеет покрытие 2 из оксида индия, легированного оловом (ITO) толщиной 300 нм.
Покрытие 2 удалено по линии абляции, дно 3 абляции имеет ширину 80 мкм.
На фиг. 1-3 показан средний уклон под углом α, который согласно изобретению не должен превышать 5%.
Ни один из краев этих абляционных линий не имеет валика или утолщения высотой, соответствующей толщине материала, расплавленного при абляции.
На фиг. 1, 3 и 4 показаны прямолинейные наклонные края с одной (фиг. 3) или двойной (фиг. 4) ступенькой. На фиг. 2 показаны криволинейные абляционные края.
Далее следует описание двух способов.
Используют лазер, выпускаемый компанией Trumpf под названием TruMicro 5070 и имеющий следующие характеристики:
Длина волны 1030 нм
Средняя мощность 100 Вт
Частота 400-600 кГц
Энергия импульса менее 250 мкДж
Импульсы менее 10 пс.
На фиг. 5 и 6 показаны два этапа первого способа.
На первом этапе (фиг. 5) производят частичную абляцию 5 по линии шириной 200-300 мкм на глубину 150 нм.
На этом первом этапе устанавливают следующие параметры лазера:
Фокусное расстояние 250 мм
Лазер 50 кГц с регулировкой энергии/импульса на 50 или 60мкДж
Круговой рисунок 250 мкм, определяемый сканером
Скорость сканирования 1250 мм/с
Лазер неподвижен, скорость листа 100 мм/с.
На втором этапе (фиг. 6) производят полную вторую абляцию 7 по линии дна абляции шириной 3-80 мкм, как было указано выше.
Для этого второго этапа устанавливают следующие параметры лазера:
Фокусное расстояние 250 мм
Лазер 50 кГц - энергия/импульс 120 мкДж
Сканер не используют
Лазер неподвижен, скорость листа 150 мм/с.
На фиг. 7, 8 и 9 показан второй альтернативный способ.
В данном случае на лист 1 сначала наносят слой 8, который можно удалять посредством лазерной абляции, как было описано выше. Речь может тоже идти о слое ITO.
На первом этапе (фиг. 7) производят полную абляцию 6 слоя 8 по линии.
На втором этапе (фиг. 8) на поверхности изделия, полученного на первом этапе, формируют слой 2 ITO.
На третьем и последнем этапе производят полную лазерную абляцию 7 слоя 2 ITO по дну 3 абляции шириной 80 мкм.

Изобретения относятся к области нагревательных стекол, в частности авиационных стекол. Многослойное стекло содержит от своей первой стороны, которая должна быть обращена в сторону наружной атмосферы, до своей второй стороны первый лист толщиной 0,5-12 мм. Первый конструктивный лист толщиной 3-20 мм, возможно, один или несколько других конструктивных листов толщиной 3-20 мм и, возможно, второй лист толщиной 0,5-12 мм, образующий вторую сторону стекла, в котором по меньшей мере сторона первого или второго листа толщиной 0,5-12 мм, обращенная к конструктивному(ым) листу(ам), и/или по меньшей мере одна сторона последнего(их) содержит электропроводящий слой толщиной, составляющей от 2 до 1600 нм, за исключением по меньшей мере на одной абляционной линии. Средний уклон краев абляционной линии не превышает 5%. Технический результат - возможность сделать абляционные линии незаметными (или менее заметными в случае очень толстых слоев) в любых условиях наблюдения, увеличить число линий потока на единицу площади, улучшить равномерность нагрева, а также снизить электрическую мощность, необходимую для борьбы с обледенением/запотеванием стекол. 3 н. и, 13 з.п. ф-лы, 9 ил.
1. Многослойное стекло, содержащее от своей первой стороны, которая должна быть обращена в сторону наружной атмосферы, до своей второй стороны первый лист толщиной 0,5-12 мм, первый конструктивный лист толщиной 3-20 мм, возможно, один или несколько других конструктивных листов толщиной 3-20 мм и, возможно, второй лист толщиной 0,5-12 мм, образующий вторую сторону стекла, в котором по меньшей мере сторона первого или второго листа толщиной 0,5-12 мм, обращенная к конструктивному(ым) листу(ам), и/или по меньшей мере одна сторона последнего(их) содержит электропроводящий слой толщиной, составляющей от 2 до 1600 нм, за исключением по меньшей мере на одной абляционной линии, отличающееся тем, что средний уклон краев абляционной линии не превышает 5%.
2. Стекло по п. 1, отличающееся тем, что ширина абляционной линии, называемой линией потока, составляет от 40 до 250 мкм.
3. Стекло по п. 2, отличающееся тем, что содержит несколько по существу параллельных и равноудаленных линий потока, и тем, что расстояние между двумя соседними линиями потока по меньшей мере равно 8 мм и не превышает 40 и в предпочтительно возрастающем порядке 25 и 20 мм.
4. Стекло по п. 1, отличающееся тем, что ширина абляционной линии, называемой линией разделения фазы, составляет от 0,5 до 2 мм.
5. Стекло по одному из предыдущих пунктов, отличающееся тем, что каждая абляционная линия по существу ортогонально пересекает две полосы подачи тока, расположенные вдоль двух противоположных боковых кромок стекла, и имеет кривизну и, возможно, перегиб, когда эти две противоположные кромки образуют между собой угол или когда два конца абляционной линии не находятся друг против друга, а смещены относительно друг друга.
6. Стекло по одному из предыдущих пунктов, отличающееся тем, что средний уклон краев абляционной линии не превышает 2%.
7. Стекло по одному из предыдущих пунктов, отличающееся тем, что лист(ы) толщиной 0,5-12 мм выполнен(ы) из химически усиленного стекла.
8. Стекло по одному из предыдущих пунктов, отличающееся тем, что конструктивный(ые) лист(ы) выполнен(ы) из термически полузакаленного или химически усиленного стекла или из полимерного материала, такого как полиметилметакрилат, поликарбонат или полиэтилентерефталат.
9. Стекло по одному из предыдущих пунктов, отличающееся тем, что электропроводящий слой представляет собой слой оксида индия, легированного оловом (ITO), оксида олова, легированного фтором (SnO2:F), или оксида цинка, легированного алюминием (AZO), или металлический слой, такой как слой золота или серебра.
10. Стекло по одному из предыдущих пунктов, отличающееся тем, что лист(ы) толщиной 0,5-12 мм и конструктивный(ые) лист(ы) склеены попарно при помощи промежуточных адгезивных слоев, которые представляют собой, каждый, независимо друг от друга слой поливинилбутираля (ПВБ), полиуретана (ПУ) или полиэтиленвинилацетата (ПЭВА) толщиной 0,5-20 мм, предпочтительно 1-16 мм.
11. Способ изготовления многослойного стекла по одному из предыдущих пунктов, отличающийся тем, что по меньшей мере один лист толщиной 0,5-12 мм или по меньшей мере один конструктивный лист, одна сторона которого содержит электропроводящий слой толщиной от 2 до 1600 нм, подвергают со стороны этого слоя лазерной абляции при помощи импульсов длительностью не более 100 пс.
12. Способ по п. 11, отличающийся тем, что длительность импульсов составляет не более 20, предпочтительно 15 пс.
13. Способ по одному из пп. 11 или 12, отличающийся тем, что длительность импульсов составляет не менее 2, предпочтительно 5 пс.
14. Способ по одному из пп. 11-13, отличающийся тем, что абляцию осуществляют со скоростью перемещения листа относительно лазера, составляющей от 10 до 600, предпочтительно от 50 до 350 мм/с.
15. Способ по одному из пп. 11-14, отличающийся тем, что сканер связан с лазером таким образом, чтобы перемещать лазерное пятно для получения относительно широкой абляционной линии, например шириной 0,5-2 мм.
16. Применение многослойного стекла по одному из пп. 1-10 для борьбы с обледенением и/или запотеванием с использованием прозрачного электропроводящего слоя для воздушного транспортного средства, наземного, в частности железнодорожного транспортного средства, водного, в частности морского транспортного средства, гражданского или военного бронированного транспортного средства.
| WO 2010080233 A1, 15.07.2010 | |||
| FR 2888082 A1, 05.01.2007 | |||
| Бетонная смесь | 1980 |
|
SU893938A1 |
| US 2016174295 A1, 16.06.2016 | |||
| СТЕКЛОИЗДЕЛИЕ С ПОКРЫТИЕМ ИЗ ОКСИДА ЦИНКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2447032C2 |

