ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к области гелевых композитных материалов и, в частности, к системе и способу получения гелевого композитного материала.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Процесс пропитки широко применяется в области получения гелевых композитных материалов. Процесс пропитки подразумевает процесс пропитки золем поверхности материала, подлежащего усилению, при этом после желатинирования золя получают гелевый композитный материал. В случае традиционных технологий, в которых гелевый композитный материал получают с применением процесса пропитки, обычно прибегают к работе вручную на платформе для пропитки. Такая работа является сложной, и эффективность производства является низкой, что не способствует сокращению производственных расходов.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Соответственно, необходимо предоставить систему и способ получения гелевого композитного материала, которые способствуют повышению эффективности производства и сокращению производственных расходов.
Система для получения гелевого композитного материала содержит: платформу для пропитки, содержащую рабочий стол; и передвижной механизм для пропитки, содержащий фиксирующее основание, выполненное с возможностью перемещения назад и вперед вдоль платформы для пропитки, а также первое разматывающее устройство, устройство для пропитки, второе разматывающее устройство, третье разматывающее устройство, первое сматывающее устройство и второе сматывающее устройство, которые расположены на фиксирующем основании; при этом первое разматывающее устройство выполнено с возможностью разматывания подлежащего пропитке усиливающего элемента для раскладывания подлежащего пропитке усиливающего элемента на рабочем столе; устройство для пропитки выполнено с возможностью подачи предварительно приготовленного золя на подлежащий пропитке усиливающий элемент, разложенный на платформе для пропитки; второе разматывающее устройство выполнено с возможностью нанесения покрывающей подложки на верхнюю поверхность усиливающего элемента после пропитки; третье разматывающее устройство выполнено с возможностью разматывания разделяющей подложки на нижнюю поверхность снабженного гелем усиливающего элемента на стороне нижней поверхности усиливающего элемента; первое сматывающее устройство выполнено с возможностью сматывания покрывающей подложки, нанесенной на снабженный гелем усиливающий элемент; и второе сматывающее устройство выполнено с возможностью сматывания снабженного гелем усиливающего элемента, покрытого разделяющей подложкой на одной стороне.
В одном варианте осуществления платформа для пропитки дополнительно содержит направляющий рельс; фиксирующее основание снабжено колесами, расположенными на направляющем рельсе, и обеспечивающим перемещение приводным элементом, выполненным с возможностью приведения в движение колес для перемещения вдоль направляющего рельса.
В одном варианте осуществления каждое из первого разматывающего устройства, второго разматывающего устройства, третьего разматывающего устройства, первого сматывающего устройства и второго сматывающего устройства содержит установочный вал, обеспечивающий вращение приводной элемент и регулирующий усилие натяжения элемент; обеспечивающий вращение приводной элемент соответственно соединен с установочным валом для приведения установочного вала во вращение; регулирующий усилие натяжения элемент выполнен с возможностью регулирования усилия натяжения при растяжении.
В одном варианте осуществления второе разматывающее устройство дополнительно содержит расправляющий элемент, выполненный с возможностью расправления покрывающей подложки.
В одном варианте осуществления платформа для пропитки дополнительно снабжена устройством регулирования температуры, соответствующим рабочему столу, при этом устройство регулирования температуры выполнено с возможностью регулирования температуры рабочего стола.
В одном варианте осуществления источник энергии для регулирования температуры в устройстве регулирования температуры представляет собой текучую среду, микроволны и/или инфракрасное излучение.
В одном варианте осуществления система для получения гелевого композитного материала дополнительно содержит устройство направления для сматывания, выполненное с возможностью направления покрывающей подложки и снабженного гелем усиливающего элемента, покрытого разделяющей подложкой на одной стороне, на первое сматывающее устройство и второе сматывающее устройство соответственно.
В одном варианте осуществления устройство направления для сматывания содержит передаточный ремень и передаточный ролик, при этом передаточный ремень введен в зацепление с передаточным роликом и выполнен с возможностью направления покрывающей подложки и снабженного гелем усиливающего элемента, покрытого разделяющей подложкой на одной стороне, на первое сматывающее устройство и второе сматывающее устройство соответственно.
В одном варианте осуществления устройство для пропитки содержит контейнер с золем и трубу для выпуска золя, при этом труба для выпуска золя находится в сообщении с контейнером с золем для направления предварительно приготовленного золя из контейнера с золем на подлежащий пропитке усиливающий элемент.
В одном варианте осуществления устройство для пропитки дополнительно содержит пропитывающий элемент, расположенный на раздаточном конце трубы для выпуска золя и выполненный с возможностью пропитки подлежащего пропитке усиливающего элемента предварительно приготовленным золем.
В одном варианте осуществления устройство для пропитки дополнительно содержит нагревательный элемент, выполненный с возможностью нагревания предварительно приготовленного золя.
В одном варианте осуществления нагревательный элемент содержит контейнер с горячей водой и теплообменник в сообщении с контейнером с горячей водой, при этом труба для выпуска золя проходит через теплообменник для обеспечения возможности теплообмена между предварительно приготовленным золем и горячей водой в теплообменнике.
В одном варианте осуществления между контейнером с горячей водой и теплообменником дополнительно предусмотрен циркуляционный элемент; циркуляционный элемент выполнен с возможностью обеспечения циркуляции горячей воды между контейнером с горячей водой и теплообменником.
В одном варианте осуществления на циркуляционной трубе в сообщении с контейнером с горячей водой и теплообменником дополнительно предусмотрен клапан управления циркуляцией; рядом с раздаточным концом трубы для выпуска золя предусмотрен датчик определения температуры, соединенный с клапаном управления циркуляцией, так что регулирование степени открытия клапана управления циркуляцией обеспечено на основании данных о температуре предварительно приготовленного золя, полученных в реальном времени.
В одном варианте осуществления система для получения гелевого композитного материала дополнительно содержит регулирующий механизм, выполненный с возможностью регулирования скорости перемещения передвижного механизма для пропитки, при этом регулирующий механизм также выполнен с возможностью регулирования скорости разматывания у первого разматывающего устройства, второго разматывающего устройства и третьего разматывающего устройства; регулирующий механизм также выполнен с возможностью регулирования скорости раздачи и температуры раздачи у устройства для пропитки; и регулирующий механизм также выполнен с возможностью регулирования скорости сматывания у первого сматывающего устройства и второго сматывающего устройства.
В способе получения гелевого композитного материала применяют систему для получения гелевого композитного материала согласно любому из представленных выше вариантов осуществления. Способ получения гелевого композитного материала включает следующие этапы:
управление передвижным механизмом для пропитки с обеспечением его перемещения от переднего конца платформы для пропитки к заднему концу платформы для пропитки; управление во время перемещения первым разматывающим устройством с раскладыванием подлежащего пропитке усиливающего элемента на рабочем столе; управление устройством для пропитки с подачей предварительно приготовленного золя на подлежащий пропитке усиливающий элемент; и управление вторым разматывающим устройством с нанесением покрывающей подложки на верхнюю поверхность усиливающего элемента после пропитки; и управление первым разматывающим устройством, устройством для пропитки и вторым разматывающим устройством с прекращением их работы при перемещении передвижного механизма для пропитки к заднему концу платформы для пропитки;
управление передвижным механизмом для пропитки с обеспечением его перемещения от заднего конца платформы для пропитки к переднему концу платформы для пропитки; и
управление передвижным механизмом для пропитки с обеспечением его перемещения от переднего конца платформы для пропитки к заднему концу платформы для пропитки; и управление третьим разматывающим устройством во время перемещения с разматыванием разделяющей подложки на нижнюю поверхность снабженного гелем усиливающего элемента на стороне нижней поверхности усиливающего элемента; управление первым сматывающим устройством со сматыванием и сбором покрывающей подложки; управление вторым сматывающим устройством со сматыванием снабженного гелем усиливающего элемента, покрытого разделяющей подложкой; и управление первым разматывающим устройством, устройством для пропитки и вторым разматывающим устройством с обеспечением их последовательной работы.
В одном варианте осуществления способ дополнительно включает этап предварительного нагревания предварительно приготовленного золя, когда устройство для пропитки подает предварительно приготовленный золь на подлежащий пропитке усиливающий элемент.
В одном варианте осуществления способ получения гелевого композитного материала дополнительно включает этап нагревания рабочего стола для нагревания усиливающего элемента после пропитки с ускорением желатинирования предварительно приготовленного золя.
В одном варианте осуществления предварительно приготовленный золь представляет собой по меньшей мере один, выбранный из группы, состоящей из золя оксида алюминия, золя оксида кремния, золя оксида титана и золя оксида магния;
покрывающая подложка представляет собой водонепроницаемый тонкий слоистый материал;
усиливающий элемент выполняют из материала из волокнистого войлока или материала из волокнистого блока; и
разделяющая подложка представляет собой разделяющую сетку.
В одном варианте осуществления покрывающая подложка представляет собой пленочную подложку или подложку из нетканого материала; и
усиливающий элемент представляет собой по меньшей мере один, выбранный из группы, состоящей из стекловолокнистого войлока или стекловолокнистого блока, волокнистого войлока на основе силиката алюминия или волокнистого блока на основе силиката алюминия, волокнистого войлока на основе PET или волокнистого блока на основе PET, волокнистого войлока на основе полиакрилонитрила или волокнистого блока на основе полиакрилонитрила, волокнистого войлока на основе минеральной ваты или волокнистого блока на основе минеральной ваты и шерстяного войлока или шерстяного блока.
Система для получения гелевого композитного материала может осуществлять периодическую пропитку и сматывание для сбора изделия в виде снабженного гелем гелевого композитного материала за счет перемещения механизма для пропитки назад и вперед вдоль платформы для пропитки. В частности, во время перемещения механизма для пропитки от переднего конца платформы для пропитки к заднему концу платформы для пропитки может осуществляться управление первым разматывающим устройством с раскладыванием подлежащего пропитке усиливающего элемента на рабочий стол; может осуществляться управление устройством для пропитки с направлением предварительно приготовленного золя на подлежащий пропитке усиливающий элемент; и может осуществляться управление вторым разматывающим устройством с нанесением покрывающей подложки на верхнюю поверхность усиливающего элемента после пропитки. Когда передвижной механизм для пропитки перемещается к заднему концу платформы для пропитки, может осуществляться управление первым разматывающим устройством, устройством для пропитки и вторым разматывающим устройством с прекращением их работы. Затем может осуществляться управление передвижным механизмом для пропитки с его перемещением от заднего конца платформы для пропитки к переднему концу платформы для пропитки. Во время перемещения может осуществляться управление третьим разматывающим устройством с разматыванием разделяющей подложки на нижнюю поверхность снабженного гелем усиливающего элемента на стороне нижней поверхности усиливающего элемента; может осуществляться управление первым сматывающим устройством со сматыванием и сбором покрывающей подложки; и может осуществляться управление вторым сматывающим устройством со сматыванием снабженного гелем усиливающего элемента, покрытого разделяющей подложкой; и может осуществляться управление первым разматывающим устройством, устройством для пропитки и вторым разматывающим устройством с обеспечением их последовательной работы.
Система для получения гелевого композитного материала и способ получения гелевого композитного материала с применением системы для получения гелевого композитного материала характеризуются высокой степенью автоматизации и могут значительно повысить эффективность производства, при этом снижая производственные расходы.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
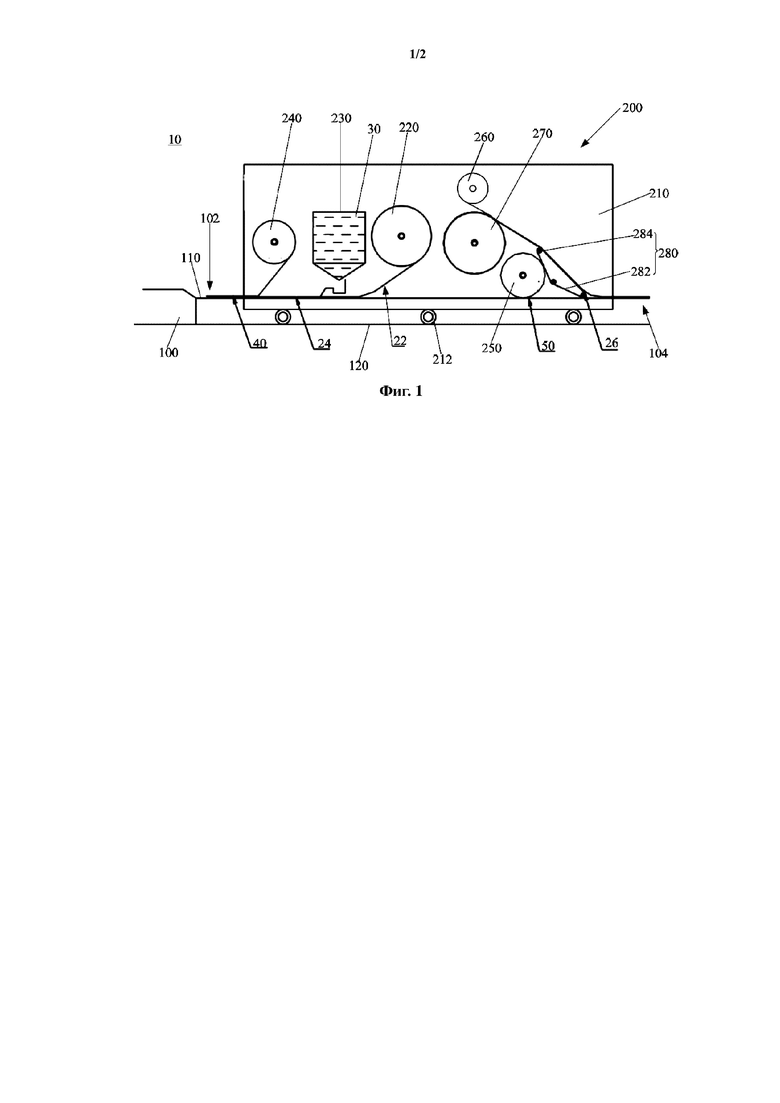
Фиг. 1 представляет собой схематическое изображение конструкции системы для получения гелевого композитного материала согласно одному варианту осуществления; и
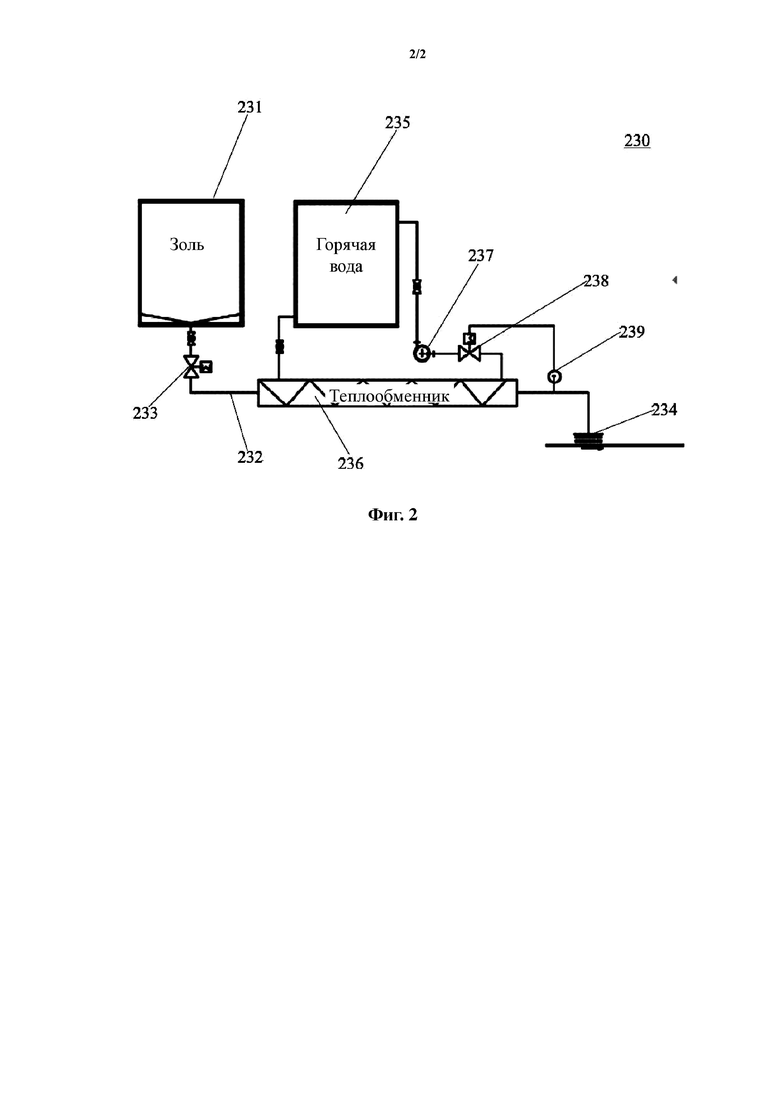
фиг. 2 представляет собой схематическое изображение конструкции устройства для пропитки золем по фиг. 1.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Для обеспечения лучшего понимания настоящего изобретения ниже настоящее изобретение будет описано полнее со ссылками на соответствующие графические материалы. Предпочтительные варианты осуществления настоящего изобретения показаны в графических материалах. Тем не менее, настоящее изобретение может быть реализовано во многих разных формах и не ограничивается вариантами осуществления, описанными в этом документе. Наоборот, эти варианты осуществления представлены с целью сделать понимание настоящего изобретения более полным и всеобъемлющим.
Следует отметить, что когда говорится, что один элемент «прикреплен к» другому элементу, то он может быть непосредственно расположен на другом элементе или может также быть предусмотрен промежуточный элемент. Когда элемент рассматривается как «соединенный с» другим элементом, то он может быть непосредственно соединен с другим элементом или может также быть предусмотрен промежуточный элемент.
Если не определено другое, то все технические и научные термины, используемые в этом документе, имеют такое же значение, как и обычно понятное специалистам в области техники, к которой относится настоящее изобретение. Терминология, используемая в описании настоящего изобретения в этом документе, служит для описания конкретных вариантов осуществления и не предназначена для ограничения настоящего изобретения. Союз «и/или», используемый в этом документе, означает любые и все комбинации одного или более соответствующих перечисленных объектов.
Как показано на фиг. 1 и фиг. 2, система 10 для получения гелевого композитного материала согласно одному варианту осуществления содержит платформу 100 для пропитки и передвижной механизм 200 для пропитки.
Платформа 100 для пропитки содержит рабочий стол 110. Передвижной механизм 200 для пропитки содержит фиксирующее основание 210, а также первое разматывающее устройство 220, устройство 230 для пропитки, второе разматывающее устройство 240, третье разматывающее устройство 250, первое сматывающее устройство 260 и второе сматывающее устройство 270, которые расположены на фиксирующем основании 210. Фиксирующее основание 210 может перемещаться назад и вперед вдоль платформы 110 для пропитки. Первое разматывающее устройство 220 выполнено с возможностью разматывания подлежащего пропитке усиливающего элемента 22 для раскладывания подлежащего пропитке усиливающего элемента 22 на рабочем столе 110. Устройство 230 для пропитки выполнено с возможностью подачи предварительно приготовленного золя 30 на подлежащий пропитке усиливающий элемент 22, разложенный на платформе 100 для пропитки. Второе разматывающее устройство 240 выполнено с возможностью нанесения покрывающей подложки 40 на верхнюю поверхность усиливающего элемента после пропитки 24. Третье разматывающее устройство 250 выполнено с возможностью разматывания разделяющей подложки 50 на нижнюю поверхность снабженного гелем усиливающего элемента 26 на стороне нижней поверхности усиливающего элемента 26. Первое сматывающее устройство 260 выполнено с возможностью сматывания и сбора покрывающей подложки 40. Второе сматывающее устройство 270 выполнено с возможностью сматывания снабженного гелем усиливающего элемента 26, покрытого разделяющей подложкой 50 на одной стороне.
В этом варианте осуществления платформа 100 для пропитки дополнительно содержит направляющий рельс 120, и фиксирующее основание 210 снабжено колесами 212 и обеспечивающим перемещение приводным элементом (не показан). Колеса 212 расположены на направляющем рельсе 120, и обеспечивающий перемещение приводной элемент выполнен с возможностью приведения колес 212 в движение для перемещения вдоль направляющего рельса 120. Предпочтительно предусмотрено два направляющих рельса 120, которые расположены на обеих сторонах основной части платформы 100 для пропитки.
Каждое из первого разматывающего устройства 220, второго разматывающего устройства 240, третьего разматывающего устройства 250, первого сматывающего устройства 260 и второго сматывающего устройства 270 содержит установочный вал, обеспечивающий вращение приводной элемент и регулирующий усилие натяжения элемент. Обеспечивающий вращение приводной элемент соответственно соединен с установочным валом для приведения установочного вала во вращение, и регулирующий усилие натяжения элемент выполнен с возможностью регулирования усилия натяжения при растяжении. Что касается первого разматывающего устройства 220, то его установочный вал выполнен с возможностью установки рулона подлежащего пропитке усиливающего элемента 22; его обеспечивающий вращение приводной элемент соединен с установочным валом для приведения установочного вала во вращение, когда подлежащий пропитке усиливающий элемент 22 наносится на рабочий стол 110; и его регулирующий усилие натяжения элемент выполнен с возможностью обнаружения и регулирования усилия натяжения подлежащего пропитке усиливающего элемента 22, когда подлежащий пропитке усиливающий элемент 22 наносится на рабочий стол 110. Обеспечивающий вращение приводной элемент может регулировать скорость вращения в реальном времени на основании данных обратной связи об усилии натяжения.
Кроме того, второе разматывающее устройство 240 для разматывания покрывающей подложки 40 дополнительно содержит расправляющий элемент (не показан), выполненный с возможностью расправления покрывающей подложки 40. Расправляющий элемент может представлять собой разравнивающий стержень или другие элементы, установленные на фиксирующем основании 210, так что покрывающая подложка 40 может быть ровно нанесена на усиливающий элемент после пропитки 24.
В этом варианте осуществления платформа 100 для пропитки также снабжена устройством регулирования температуры (не показано), соответствующим рабочему столу 110. Устройство регулирования температуры выполнено с возможностью регулирования температуры рабочего стола 110. Источник энергии для регулирования температуры в устройстве регулирования температуры без ограничения может представлять собой текучую среду, микроволны и/или инфракрасное излучение. Нагревание текучей среды означает нагревание с применением трубопровода, по которому течет текучая среда из источника тепла. Например, в одном конкретном варианте осуществления устройство регулирования температуры представляет собой систему, в которой для нагревания применяется циркуляционная вода и которая содержит циркуляционную трубу, циркуляционный насос, элемент для отслеживания температуры воды, нагревательный элемент и т. п., которые расположены под рабочим столом 110. В циркуляционном трубопроводе горячая вода может прокачиваться циркуляционным насосом для нагревания рабочего стола 110. Элемент для отслеживания температуры воды может отслеживать температуру циркуляционной воды в реальном времени. Нагревательный элемент выполнен с возможностью нагревания циркуляционной воды и может регулировать мощность нагрева на основании температуры, отслеживаемой в реальном времени. Благодаря наличию устройства регулирования температуры на платформе 100 для пропитки усиливающий элемент после пропитки 24 может быть нагрет для ускорения желатинирования предварительно приготовленного золя 30 в нем. Источник энергии для регулирования температуры, представляющий собой микроволны и/или инфракрасное излучение, подразумевает нагревание с применением микроволн и/или инфракрасного излучения.
Кроме того, система 10 для получения гелевого композитного материала согласно этому варианту осуществления дополнительно содержит устройство 280 направления для сматывания. Устройство 280 направления для сматывания выполнено с возможностью направления покрывающей подложки 40 и разделяющей подложки 50 вместе со снабженным гелем усиливающим элементом 26 на первое сматывающее устройство 260 и второе сматывающее устройство 270 соответственно.
В частности, в одном варианте осуществления устройство 280 направления для сматывания содержит передаточный ремень 282 и передаточный ролик 284. Передаточный ремень 282 введен с передаточным роликом 284 в зацепление и выполнен с возможностью направления покрывающей подложки 40 и разделяющей подложки 50 вместе со снабженным гелем усиливающим элементом 26 на первое сматывающее устройство 260 и второе сматывающее устройство 270 соответственно. В частности, первое сматывающее устройство 260 и второе сматывающее устройство 270 расположены над третьим разматывающим устройством 250 и устройством 280 направления для сматывания. Первое сматывающее устройство 260 расположено над вторым сматывающим устройством 270. Третье разматывающее устройство 250 расположено между вторым сматывающим устройством 270 и устройством 280 направления для сматывания. Во время сматывания и сбора разделяющая подложка 50 на третьем разматывающем устройстве 250 может быть сначала вытянута и затем нанесена на нижнюю поверхность снабженного гелем усиливающего элемента 26. После этого разделяющая подложка 50 вместе со снабженным гелем усиливающим элементом 26, покрытым покрывающей подложкой 40 на своей верхней поверхности, вытягиваются на второе сматывающее устройство 270, и, таким образом, осуществляется сматывание разделяющей подложки 50 и снабженного гелем усиливающего элемента 26. Последовательно покрывающая подложка 40 идет вверх и сматывается первым сматывающим устройством 260 для сбора.
В этом варианте осуществления первое разматывающее устройство 220, устройство 230 для пропитки и второе разматывающее устройство 240 расположены рядом с одним концом фиксирующего основания 210; устройство 230 для пропитки расположено между первым разматывающим устройством 220 и вторым разматывающим устройством 240, и второе разматывающее устройство 240 находится ближе к соответствующему концу. Третье разматывающее устройство 250, первое сматывающее устройство 260, второе разматывающее устройство 270 и устройство 280 направления для сматывания расположены ближе к другому концу фиксирующего основания, и первое сматывающее устройство 260 расположено над третьим разматывающим устройством 250 и устройством 280 направления для сматывания.
Как показано на фиг. 2, в этом варианте осуществления устройство 230 для пропитки содержит контейнер 231 с золем и трубу 232 для выпуска золя. Контейнер 231 с золем выполнен с возможностью вмещения определенного количества предварительно приготовленного золя 30; например, каждый контейнер 231 с золем содержит лишь столько предварительного приготовленного золя 30, которого достаточно для пропитки одного рулона усиливающего элемента, за счет чего осуществляется периодическая подача золя и обеспечивается качество предварительно приготовленного золя 30. Труба 231 для выпуска золя находится с контейнером 232 с золем в сообщении для подачи предварительно приготовленного золя 30 из контейнера 231 с золем на подлежащий пропитке усиливающий элемент 22. Труба 232 для выпуска золя снабжена регулирующим клапаном 233. Кроме того, устройство 230 для пропитки содержит пропитывающий элемент 234. Пропитывающий элемент 234 расположен на раздаточном конце трубы 232 для выпуска золя и выполнен с возможностью нанесения предварительно приготовленного золя 30 на подлежащий пропитке усиливающий элемент 22. Пропитывающий элемент 234 может обеспечивать возможность быстрого объединения предварительно приготовленного золя 30 с подлежащим пропитке усиливающим элементом 22 и обеспечивать ровное вытекание предварительно приготовленного золя 30 и его проникание в подлежащий пропитке усиливающий элемент 22.
Кроме того, в этом варианте осуществления устройство 230 для пропитки содержит нагревательный элемент, выполненный с возможностью нагревания предварительно приготовленного золя 30. В частности, в одном варианте осуществления нагревательный элемент содержит контейнер 235 с горячей водой и теплообменник 236 в сообщении с контейнером 235 с горячей водой. Труба 232 для выпуска золя проходит через теплообменник 236 для обеспечения теплообмена между предварительно приготовленным золем 30 и горячей водой в теплообменнике 236. Между контейнером 235 с горячей водой и теплообменником 236 дополнительно предусмотрен циркуляционный элемент 237. Циркуляционный элемент 237 выполнен с возможностью обеспечения циркуляции горячей воды между контейнером 235 с горячей водой и теплообменником 236. Циркуляционный элемент 237 без ограничения может представлять собой циркуляционный насос или т. п.
Кроме того, на циркуляционной трубе, сообщающейся с контейнером 235 с горячей водой и теплообменником 236, дополнительно предусмотрен клапан 238 управления циркуляцией. Клапан 238 управления циркуляцией выполнен с возможностью регулирования скорости потока горячей воды, текущей через теплообменник 236, и тем самым регулируется температура предварительно приготовленного золя 30 в трубе 232 для выпуска золя. Предпочтительно рядом с раздаточным концом трубы 232 для выпуска золя предусмотрен датчик 239 определения температуры. Датчик 239 определения температуры связан с клапаном 238 управления циркуляцией, так что степень открытия клапана 238 управления циркуляцией может регулироваться на основании данных о температуре предварительно приготовленного золя 30, полученных в реальном времени.
Благодаря наличию нагревательного элемента в устройстве 230 для пропитки предварительно приготовленный золь 30 может быть нагрет. Скорость реакции предварительно приготовленного золя 30 после его нагревания до определенной температуры будет увеличиваться, что является выгодным в отношении ускорения процесса желатинирования предварительно приготовленного золя 30, и тем самым улучшается эффективность производства.
В этом варианте осуществления система 10 для получения гелевого композитного материала дополнительно содержит регулирующий механизм. Регулирующий механизм выполнен с возможностью регулирования скорости перемещения передвижного механизма 200 для пропитки. Регулирующий механизм также выполнен с возможностью регулирования скорости разматывания у первого разматывающего устройства 220, второго разматывающего устройства 240 и третьего разматывающего устройства 250. Регулирующий механизм также выполнен с возможностью регулирования скорости раздачи и температуры раздачи у устройства 230 для пропитки. Регулирующий механизм также выполнен с возможностью регулирования скоростей сматывания у первого сматывающего устройства 260 и второго сматывающего устройства 270 и т. д.; например, в одном конкретном варианте осуществления регулирующий механизм регулирует скорость перемещения передвижного механизма 200 для пропитки, так что, когда передвижной механизм 200 для пропитки перемещается от переднего конца к заднему концу платформы 100 для пропитки, усиливающий элемент после пропитки 24 на переднем конце снабжен гелем.
В этом варианте осуществления также предложен способ получения гелевого композитного материала с применением системы 10 для получения гелевого композитного материала согласно любому из представленных выше вариантов осуществления. Способ получения гелевого композитного материала включает следующие этапы:
управление передвижным механизмом 200 для пропитки с обеспечением его перемещения от переднего конца 102 платформы 100 для пропитки к заднему концу 104 платформы 100 для пропитки; управление во время перемещения первым разматывающим устройством 220 с раскладыванием подлежащего пропитке усиливающего элемента 22 на рабочем столе 110; управление устройством 230 для пропитки с подачей предварительно приготовленного золя 30 на подлежащий пропитке усиливающий элемент 22; и управление вторым разматывающим устройством 240 с нанесением покрывающей подложки 40 на верхнюю поверхность усиливающего элемента после пропитки 24; и управление первым разматывающим устройством 220, устройством 230 для пропитки и вторым разматывающим устройством 240 с прекращением их работы при перемещении передвижного механизма 200 для пропитки к заднему концу 104 платформы 100 для пропитки;
управление передвижным механизмом 200 для пропитки с обеспечением его перемещения от заднего конца 104 платформы 100 для пропитки к переднему концу 102 платформы 100 для пропитки; и
управление передвижным механизмом 200 для пропитки с обеспечением его перемещения от переднего конца 102 платформы 100 для пропитки к заднему концу 104 платформы 100 для пропитки; и управление третьим разматывающим устройством 250 во время перемещения с разматыванием разделяющей подложки 50 на нижнюю поверхность снабженного гелем усиливающего элемента 26 на стороне нижней поверхности усиливающего элемента 26; управление первым сматывающим устройством 260 и вторым сматывающим устройством 270 со сматыванием и сбором покрывающей подложки 40 и снабженного гелем усиливающего элемента 26, покрытого разделяющей подложкой 50 на одной стороне, соответственно; и управление первым разматывающим устройством 220, устройством 230 для пропитки и вторым разматывающим устройством 240 с обеспечением их последовательной работы.
Передний конец 102 и задний конец 104, описанные в этом документе, явно не обозначены спереди или сзади, но используются только для иллюстрации обоих концов платформы 100 для пропитки.
В этом варианте осуществления способ дополнительно включает этап предварительного нагревания предварительно приготовленного золя 30, когда устройство 230 для пропитки подает предварительно приготовленный золь 30 на подлежащий пропитке усиливающий элемент 22. Кроме того, способ получения гелевого композитного материала дополнительно включает этап нагревания рабочего стола 110 для нагревания усиливающего элемента после пропитки 24 с ускорением, таким образом, желатинирования предварительно приготовленного золя 30.
В этом варианте осуществления предварительно приготовленный золь 30 представляет собой по меньшей мере один, выбранный из группы, состоящей из золя оксида алюминия, золя оксида кремния, золя оксида титана и золя оксида магния. Покрывающая подложка 40 представляет собой водонепроницаемый тонкий слоистый материал, такой как пленочная подложка или подложка из нетканого материала и т. д. Подлежащий пропитке усиливающий элемент 22 выполняют из материала из волокнистого войлока или материала из волокнистого блока, таких как по меньшей мере один из стекловолокнистого войлока или стекловолокнистого блока, волокнистого войлока на основе силиката алюминия или волокнистого блока на основе силиката алюминия, волокнистого войлока на основе PET или волокнистого блока на основе PET, волокнистого войлока на основе полиакрилонитрила или волокнистого блока на основе полиакрилонитрила, волокнистого войлока на основе минеральной ваты или волокнистого блока на основе минеральной ваты, шерстяного войлока или шерстяного блока. Разделяющая подложка 50 представляет собой разделяющую сетку.
За счет перемещения передвижного механизма 200 для пропитки назад и вперед вдоль платформы 100 для пропитки система 10 для получения гелевого композитного материала может осуществлять периодическую пропитку и сматывание для сбора изделия в виде снабженного гелем гелевого композитного материала. Снабженный гелем гелевый композитный материал, собранный сматыванием, затем может быть помещен в область высушивания, чтобы подвергнуться выдерживанию и высушиванию.
Система 10 для получения гелевого композитного материала и способ получения гелевого композитного материала с применением системы 10 для получения гелевого композитного материала характеризуются высокой степенью автоматизации и могут значительно повысить эффективность производства, при этом снижая производственные расходы.
Технические признаки в рассмотренных выше вариантах осуществления при желании можно комбинировать. Для упрощения описания описаны не все возможные комбинации технических признаков в рассмотренных выше вариантах осуществления. Тем не менее, комбинация этих технических признаков должна рассматриваться как входящая в объем, представленный в этом описании, если нет противоречий.
Рассмотренными выше вариантами осуществления представлено только несколько реализаций настоящего изобретения, которые описаны точно и подробно, но их не следует понимать как ограничивающие объем изобретения. Следует отметить, что специалистом в данной области техники без отклонения от идеи настоящего изобретения может быть предложен ряд модификаций и улучшений, все из которых входят в объем защиты настоящего изобретения. Поэтому объем защиты изобретения должен определяться прилагаемой формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФЕТРОВЫЙ ЛИСТ ИЗ МИНЕРАЛЬНОГО ВОЛОКНА ДЛЯ ПРОИЗВОДСТВА ТЕПЛОИЗОЛЯЦИОННОГО КОМПОЗИТА | 2013 |
|
RU2680443C2 |
| СЕГМЕНТИРОВАННЫЕ ГЕЛЕВЫЕ КОМПОЗИТЫ И ЖЕСТКИЕ ПАНЕЛИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ | 2013 |
|
RU2634774C2 |
| СЕГМЕНТИРОВАННЫЕ ГЕЛЕВЫЕ КОМПОЗИТЫ И ЖЕСТКИЕ ПАНЕЛИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ | 2013 |
|
RU2676289C1 |
| КОМПОЗИТНЫЙ МАТЕРИАЛ С АЛЮМИНИЕВОЙ МАТРИЦЕЙ И УГЛЕРОДНЫМ ВОЛОКНОМ И СПОСОБ ЕГО ПОЛУЧЕНИЯ. | 2020 |
|
RU2759840C1 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДРАПИРОВАНИЯ | 2010 |
|
RU2543174C2 |
| СПОСОБ ПОЛУЧЕНИЯ НЕОРГАНИЧЕСКОГО ГРАДИЕНТНО-ПОРИСТОГО МАТЕРИАЛА С ПЛАКИРУЮЩИМ СЛОЕМ | 2006 |
|
RU2312703C1 |
| АБСОРБИРУЮЩИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ МНОГОФУНКЦИОНАЛЬНЫЙ ГЕЛЬ | 2010 |
|
RU2559126C2 |
| Способ изготовления изделий из волокнистого материала и волокнистого композита и автоматизированный комплекс для его осуществления | 2017 |
|
RU2653987C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЦЕОЛИТНОГО СЛОЯ НА ПОДЛОЖКЕ | 2006 |
|
RU2322390C1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕОРГАНИЧЕСКОГО МЕМБРАННОГО МАТЕРИАЛА С ПЛАКИРУЮЩИМ СЛОЕМ | 2007 |
|
RU2381824C2 |
Группа изобретений относится к системе и способу получения гелевого композитного материала. Система содержит платформу для пропитки, содержащую рабочий стол; и передвижной механизм для пропитки, содержащий: фиксирующее основание, выполненное с возможностью перемещения назад и вперед вдоль платформы для пропитки. Система содержит первое разматывающее устройство, устройство для пропитки, второе разматывающее устройство, третье разматывающее устройство, первое сматывающее устройство и второе сматывающее устройство, которые расположены на фиксирующем основании. Первое разматывающее устройство выполнено с возможностью разматывания подлежащего пропитке усиливающего элемента для раскладывания подлежащего пропитке усиливающего элемента на рабочем столе. Устройство для пропитки выполнено с возможностью подачи предварительно приготовленного золя на подлежащий пропитке усиливающий элемент, разложенный на платформе для пропитки. Второе разматывающее устройство выполнено с возможностью нанесения покрывающей подложки на верхнюю поверхность усиливающего элемента после пропитки. Третье разматывающее устройство выполнено с возможностью разматывания разделяющей подложки на нижнюю поверхность снабженного гелем усиливающего элемента на стороне нижней поверхности усиливающего элемента. Первое сматывающее устройство выполнено с возможностью сматывания покрывающей подложки, нанесенной на снабженный гелем усиливающий элемент. Второе сматывающее устройство выполнено с возможностью сматывания снабженного гелем усиливающего элемента, покрытого разделяющей подложкой на одной стороне. Система для получения гелевого композитного материала и способ получения с применением системы для получения гелевого композитного материала характеризуются высокой степенью автоматизации и могут значительно повысить эффективность производства, при этом снижая производственные расходы. 2 н. и 18 з.п. ф-лы, 2 ил.
1. Система для получения гелевого композитного материала, содержащая:
платформу для пропитки, содержащую рабочий стол; и
передвижной механизм для пропитки, содержащий:
фиксирующее основание, выполненное с возможностью перемещения назад и вперед вдоль платформы для пропитки; и
первое разматывающее устройство, устройство для пропитки, второе разматывающее устройство, третье разматывающее устройство, первое сматывающее устройство и второе сматывающее устройство, которые расположены на фиксирующем основании; при этом
первое разматывающее устройство выполнено с возможностью разматывания подлежащего пропитке усиливающего элемента для раскладывания подлежащего пропитке усиливающего элемента на рабочем столе;
устройство для пропитки выполнено с возможностью подачи предварительно приготовленного золя на подлежащий пропитке усиливающий элемент, разложенный на платформе для пропитки;
второе разматывающее устройство выполнено с возможностью нанесения покрывающей подложки на верхнюю поверхность усиливающего элемента после пропитки;
третье разматывающее устройство выполнено с возможностью разматывания разделяющей подложки на нижнюю поверхность снабженного гелем усиливающего элемента на стороне нижней поверхности усиливающего элемента;
первое сматывающее устройство выполнено с возможностью сматывания покрывающей подложки, нанесенной на снабженный гелем усиливающий элемент; и
второе сматывающее устройство выполнено с возможностью сматывания снабженного гелем усиливающего элемента, покрытого разделяющей подложкой на одной стороне.
2. Система для получения гелевого композитного материала по п. 1, отличающаяся тем, что платформа для пропитки дополнительно содержит направляющий рельс; фиксирующее основание снабжено колесами, расположенными на направляющем рельсе, и обеспечивающим перемещение приводным элементом, выполненным с возможностью приведения в движение колес для перемещения вдоль направляющего рельса.
3. Система для получения гелевого композитного материала по п. 1, отличающаяся тем, что каждое из первого разматывающего устройства, второго разматывающего устройства, третьего разматывающего устройства, первого сматывающего устройства и второго сматывающего устройства содержит установочный вал, обеспечивающий вращение приводной элемент и регулирующий усилие натяжения элемент; обеспечивающий вращение приводной элемент соответственно соединен с установочным валом для приведения установочного вала во вращение; регулирующий усилие натяжения элемент выполнен с возможностью регулирования усилия натяжения при растяжении.
4. Система для получения гелевого композитного материала по п. 3, отличающаяся тем, что второе разматывающее устройство дополнительно содержит расправляющий элемент, выполненный с возможностью расправления покрывающей подложки.
5. Система для получения гелевого композитного материала по любому из пп. 1–4, отличающаяся тем, что платформа для пропитки дополнительно снабжена устройством регулирования температуры, соответствующим рабочему столу, при этом устройство регулирования температуры выполнено с возможностью регулирования температуры рабочего стола.
6. Система для получения гелевого композитного материала по п. 5, отличающаяся тем, что источник энергии для регулирования температуры в устройстве регулирования температуры представляет собой текучую среду, микроволны и/или инфракрасное излучение.
7. Система для получения гелевого композитного материала по любому из пп. 1–4, отличающаяся тем, что дополнительно содержит устройство направления для сматывания, выполненное с возможностью направления покрывающей подложки и снабженного гелем усиливающего элемента, покрытого разделяющей подложкой на одной стороне, на первое сматывающее устройство и второе сматывающее устройство соответственно.
8. Система для получения гелевого композитного материала по п. 7, отличающаяся тем, что устройство направления для сматывания содержит передаточный ремень и передаточный ролик, при этом передаточный ремень введен в зацепление с передаточным роликом и выполнен с возможностью направления покрывающей подложки и снабженного гелем усиливающего элемента, покрытого разделяющей подложкой на одной стороне, на первое сматывающее устройство и второе сматывающее устройство соответственно.
9. Система для получения гелевого композитного материала по любому из пп. 1–4, отличающаяся тем, что устройство для пропитки содержит контейнер с золем и трубу для выпуска золя, при этом труба для выпуска золя находится в сообщении с контейнером с золем для направления предварительно приготовленного золя из контейнера с золем на подлежащий пропитке усиливающий элемент.
10. Система для получения гелевого композитного материала по п. 9, отличающаяся тем, что устройство для пропитки дополнительно содержит пропитывающий элемент, расположенный на раздаточном конце трубы для выпуска золя и выполненный с возможностью пропитки подлежащего пропитке усиливающего элемента предварительно приготовленным золем.
11. Система для получения гелевого композитного материала по п. 9, отличающаяся тем, что устройство для пропитки дополнительно содержит нагревательный элемент, выполненный с возможностью нагревания предварительно приготовленного золя.
12. Система для получения гелевого композитного материала по п. 11, отличающаяся тем, что нагревательный элемент содержит контейнер с горячей водой и теплообменник в сообщении с контейнером с горячей водой, при этом труба для выпуска золя проходит через теплообменник для обеспечения возможности теплообмена между предварительно приготовленным золем и горячей водой в теплообменнике.
13. Система для получения гелевого композитного материала по п. 12, отличающаяся тем, что между контейнером с горячей водой и теплообменником дополнительно предусмотрен циркуляционный элемент; циркуляционный элемент выполнен с возможностью обеспечения циркуляции горячей воды между контейнером с горячей водой и теплообменником.
14. Система для получения гелевого композитного материала по п. 13, отличающаяся тем, что на циркуляционной трубе в сообщении с контейнером с горячей водой и теплообменником дополнительно предусмотрен клапан управления циркуляцией; рядом с раздаточным концом трубы для выпуска золя предусмотрен датчик определения температуры, соединенный с клапаном управления циркуляцией, так что регулирование степени открытия клапана управления циркуляцией обеспечено на основании данных о температуре предварительно приготовленного золя, полученных в реальном времени.
15. Система для получения гелевого композитного материала по любому из пп. 1–4, отличающаяся тем, что дополнительно содержит регулирующий механизм, выполненный с возможностью регулирования скорости перемещения передвижного механизма для пропитки, при этом регулирующий механизм также выполнен с возможностью регулирования скорости разматывания у первого разматывающего устройства, второго разматывающего устройства и третьего разматывающего устройства; регулирующий механизм дополнительно выполнен с возможностью регулирования скорости раздачи и температуры раздачи у устройства для пропитки; и регулирующий механизм дополнительно выполнен с возможностью регулирования скорости сматывания у первого сматывающего устройства и второго сматывающего устройства.
16. Способ получения гелевого композитного материала с применением системы для получения гелевого композитного материала по любому из пп. 1–15, при этом способ включает следующие этапы:
управление передвижным механизмом для пропитки с обеспечением его перемещения от переднего конца платформы для пропитки к заднему концу платформы для пропитки; управление во время перемещения первым разматывающим устройством с раскладыванием подлежащего пропитке усиливающего элемента на рабочем столе; управление устройством для пропитки с подачей предварительно приготовленного золя на подлежащий пропитке усиливающий элемент; и управление вторым разматывающим устройством с нанесением покрывающей подложки на верхнюю поверхность усиливающего элемента после пропитки; и управление первым разматывающим устройством, устройством для пропитки и вторым разматывающим устройством с прекращением их работы при перемещении передвижного механизма для пропитки к заднему концу платформы для пропитки;
управление передвижным механизмом для пропитки с обеспечением его перемещения от заднего конца платформы для пропитки к переднему концу платформы для пропитки; и
управление передвижным механизмом для пропитки с обеспечением его перемещения от переднего конца платформы для пропитки к заднему концу платформы для пропитки; и управление третьим разматывающим устройством во время перемещения с разматыванием разделяющей подложки на нижнюю поверхность снабженного гелем усиливающего элемента на стороне нижней поверхности усиливающего элемента; управление первым сматывающим устройством со сматыванием и сбором покрывающей подложки; управление вторым сматывающим устройством со сматыванием снабженного гелем усиливающего элемента, покрытого разделяющей подложкой; и управление первым разматывающим устройством, устройством для пропитки и вторым разматывающим устройством с обеспечением их последовательной работы.
17. Способ получения гелевого композитного материала по п. 16, отличающийся тем, что дополнительно включает этап предварительного нагревания предварительно приготовленного золя при подаче устройством для пропитки предварительно приготовленного золя на подлежащий пропитке усиливающий элемент.
18. Способ получения гелевого композитного материала по п. 16, отличающийся тем, что дополнительно включает этап нагревания рабочего стола для нагревания усиливающего элемента после пропитки с ускорением, таким образом, желатинирования предварительно приготовленного золя.
19. Способ получения гелевого композитного материала по любому из пп. 16–18, отличающийся тем, что предварительно приготовленный золь представляет собой по меньшей мере один, выбранный из группы, состоящей из золя оксида алюминия, золя оксида кремния, золя оксида титана и золя оксида магния;
при этом покрывающая подложка представляет собой водонепроницаемый тонкий слоистый материал;
усиливающий элемент выполняют из материала из волокнистого войлока или материала из волокнистого блока; и
разделяющая подложка представляет собой разделяющую сетку.
20. Способ получения гелевого композитного материала по п. 19, отличающийся тем, что покрывающая подложка представляет собой пленочную подложку или подложку из нетканого материала; и
усиливающий элемент представляет собой по меньшей мере один, выбранный из группы, состоящей из стекловолокнистого войлока или стекловолокнистого блока, волокнистого войлока на основе силиката алюминия или волокнистого блока на основе силиката алюминия, волокнистого войлока на основе PET или волокнистого блока на основе PET, волокнистого войлока на основе полиакрилонитрила или волокнистого блока на основе полиакрилонитрила, волокнистого войлока на основе минеральной ваты или волокнистого блока на основе минеральной ваты и шерстяного войлока или шерстяного блока.
| CN 106393938 A, 15.02.2017 | |||
| CN 205873472 U, 11.01.2017 | |||
| СN 102476500 A, 30.05.2012 | |||
| Устройство для секретной многократной направленной радиопередачи | 1930 |
|
SU43059A1 |

