Область техники, к которой относится изобретение
Настоящее изобретение относится к автоматизированному комплексу и способу изготовления изделий из волокнистого материала или волокнистого композита. Данное изобретение может быть применено в авиа-космической, автомобильной, судостроительной и других промышленностях для создания деталей из композиционных материалов, а также для соединения деталей из разных материалов в конструкционные композитные изделия. Также данное изобретение можно отнести к ткачеству и использовать для создания оплеточных, плетельных и других станков в этой области.
Применительно к настоящему изобретению под композитным материалом понимается любой материал, состоящий из матрицы (полимерное связующие) и непрерывных армирующих волокон (стекловолокно, углеволокно и др.) в виде нитей, жгутов, лент.
Уровень техники
В производстве изделий из композитных материалов используются разнообразные способы и инструменты.
При ручном способе укладки армирующего материала (нити, жгуты, ленты, полотна) в подготовленную форму с одновременной или последующей пропиткой связующими веществами, персоналу, выполняющему эту работу, необходимо обладать соответствующими знаниями, квалификацией, опытом. Пары полимерных связующих, частицы армирующего материала вредны для здоровья человека, а соответствующие защитные меры усложняют условия работы. Все это приводит к низкой производительности и увеличению конечной стоимости изделия.
Существуют другие способы укладки волокна, так в документе WO 2000038904 описывается способ и устройство для создания композитных изделий методом намотки. Для реализации этого метода, форме (как правило, цилиндр) придают вращательное движение, а питающее устройство, выдающее волокно, перемещают вдоль оси вращения формы. В документе WO 2005018917 описано устройство для нанесения волокнистого композита в виде лент или нитей на заготовку в виде цилиндра, посредством питающих устройств, которые установлены с возможностью поворота на опорной оси на кольце. Цилиндр с возможностью вращения вокруг своей оси, на который укладывается волокно, находится внутри кольца, причем это кольцо может перемещаться вдоль оси цилиндра. Документ WO 2006/060270 является развитием предыдущего и дополняется тем, что питающие устройства установлены на линейные направляющие с возможностью поворота на опорной оси. В документе US 5301885 тот же принцип намотки, только добавлены зацепы по краям заготовки, что позволило укладывать волокнистый композит в более продольном направлении относительно заготовки. Эти методы хорошо зарекомендовали себя при производстве трубной продукции. Если изначально деталь, на которую необходимо произвести намотку волокна имеет сложную форму, то применение этих методов затруднительно, а также нет возможности, чтобы одновременно наматываемые волокна укладывались в разных направлениях и переплетались между собой.
В документе US 3397847 от 1966 г. описано устройство, позволяющее наматывать волокнистый материал на деталь (в частности поворот трубы) для ее усиления. Дальнейшее развитие этого метода и устройства, описываемое в документе DE 000003843488 от 1988 г., позволило осуществлять намотку волокнистого материала на деталь (в частности поворот трубы имеющий больший угол поворота) и использовать в качестве подающего устройства, появившиеся к этому моменту времени роботизированные манипуляторы для удержания и перемещения детали в зоне намотки. В этом же документе рассматривается метод, в котором деталь, имеющая продолговатую форму, перемещается через оплеточную машину, что позволяет уложить волокнистый материал на эту деталь с переплетением волокон. Аналогичный метод с оплеточной машиной упоминается в документе ЕР 0523471 А1 от 1990 г., где дополнительно вводятся продольные волокна под оплетку. С небольшими изменениями, этот же метод с оплеточной машиной и с подачей продольных волокон упоминается в документе US 8006601 B2 от 2007 г.
Что касается оплеточных машин, то в документе US 445256 A от 1890 г. описывается устройство, использующее кулачковые и рычажные механизмы, которое позволяет уложить волокна с переплетением в виде оплетки на центральную продольную нить. А в документе US 894022 от 1906 г. описывается оплеточная машина, в которой реализован захват и перемещение питающих устройств (катушек с нитью) с помощью шестеренок. Это принцип работы оплеточных машин используется по сегодняшний день, а последующие патенты, касающиеся оплеточных машин, были направлены на модернизацию их узлов.
В документе WO 2006027476 описан инструмент, где питающие устройства установлены на кольцо, которое вращается вокруг своей центральной оси. В центр кольца вводится деталь, тем самым, питающие устройства совершают вращение вокруг детали и осуществляют укладку волокна на деталь в плоскости кольца, причем есть возможность менять угол между плоскостью кольца и деталью.
В документе US 83942228 описан инструмент, где питающее устройство установлено на рельсовую направляющую в виде кольца, что позволяет питающему устройству совершать вращающее движение вокруг детали в плоскости кольца.
В документе KR 1020020035083 описан инструмент и способ укладки волокна на деталь в виде цилиндра, что по своей сути напоминает вязание крючком.
В документе RU 2411125 описывается инструмент и способ, позволяющий автоматизировать процесс укладки ленты (препрега) на поверхность имеющую малую кривизну. Если деталь имеет сложную форму (грани, выпуклости, углы и т.п.), то применение этого метода затруднено или невозможно, к тому же этот метод является дорогостоящий с технической точки зрения.
Из рассмотренных выше примеров можно сделать вывод: большинство существующих методов имеет узкую направленность в области применения и часто требуется участие человека в их работе, что препятствует автоматизации производства и влиянию человеческого фактора на качество производимых изделий.
В дальнейшем, при раскрытии сущности предлагаемого в этом документе изобретения, будет показано, как предлагаемый автоматизированный комплекс для изготовления изделий из волокнистого материала и волокнистого композита, заменит большую часть описанных выше устройств, повысит производительность, исключит влияние человеческого фактора в процессе производства, а также позволит создавать трехмерные волокнистые изделия и конструкции.
Предлагаемый автоматизированный комплекс для изготовления изделий из волокнистого материала и волокнистого композита относится к автоматизированным устройствам для укладки волокнистого материала, так называемым системам Automated Fiber Placement (AFP - системы) и значительно расширяет диапазон их применения.
Сущность изобретения
В соответствии с настоящим изобретением, согласно одному из вариантов, предлагается способ изготовления изделий из волокнистого материала или волокнистого композита, позволяющий обеспечить движение питающих устройств, выдающих волокнистый материал или волокнистый композит по пространственно-временной схеме относительно предопределенной формы, сборки деталей для их соединения или относительно принимающего устройства при производстве погонажных изделий. Под погонажными изделиями в данном документе, понимаются изделия в виде двутавров, тавров, швелеров, труб, уголков, канатов и т.д., созданных путем трехмерного переплетения волокнистого материала или волокнистого композита. В данном документе принимающее устройство, получая переплетенный волокнистый материал или волокнистый композит от питающих устройств, осуществляет окончательную формовку, при необходимости пропитку волокнистого материала связующим и последующую сушку этого связующего. Для осуществления движения питающих устройств по пространственно-временной схеме относительно предопределенной формы (сборки деталей, принимающего устройства) последних, частично или полностью окружают оболочкой из магнитного материала, причем оболочка может быть различной формы (плоскость, цилиндр, сфера, тор и т.д. или различная комбинация этих форм), а питающие устройства устанавливают на колесные платформы, причем последние снабжены постоянными магнитами, установленными в днище платформ или в колесах. Благодаря магнитам, установленным на платформах, последние могут удерживаться на оболочке из магнитного материала в любом пространственном положение. Платформы, также снабжены источниками энергии, тяговыми и рулевыми двигателями, системой управления, что позволяет им перемещаться по поверхности оболочки. Позиционирование платформы на поверхности оболочки осуществляется с помощью установленной на платформе видеокамеры, направленной на участок поверхности оболочки под платформой, причем по всей поверхности оболочки нанесен рисунок. Система управления платформы, получая информацию с видеокамеры, отслеживает изменение координат платформы и выдает, согласно заданному алгоритму движения, соответствующие команды рулевым и тяговым двигателям. На оболочке или рядом с ней организуется автоматический пункт загрузки, который при необходимости соединяется мостом с оболочкой, для свободного перемещения платформ между пунктом загрузки и оболочкой. В пункте загрузки на платформы осуществляется загрузка волокнистого материала (волокнистого композита) путем замены питающих устройств или намоткой волокнистого материала (волокнистого композита) в питающее устройство, для этого на платформе располагают устройство сматывания волокнистого материала. Причем, устройство сматывания волокнистого материала работает совместно с системой управления платформы и регулирует натяжение волокнистого материала в процессе его укладки. Платформы оборудованы устройством разрезания волокнистого материала для беспрепятственного покидания оболочки при завершении алгоритма работы. Для автоматического начала процесса укладки волокнистого материала на предопределенную форму, в пункте загрузке волокнистый материал загружается сразу на две платформы с соединением волокнистого материала между платформами, после чего, эта пара платформ совместно перемещается на оболочку, где платформы двигаясь в разные стороны, охватывают своим волокнистым материалом предопределенную форму. После чего, каждая платформа движется индивидуально, согласно своему алгоритму работы. В пункте загрузки осуществляется зарядка источников энергии на платформах и загрузка в систему управления платформы алгоритма работы.
При производстве погонажных изделий, когда платформы выдают волокнистый материал на принимающее устройство и нет необходимости усложнять форму оболочки, необходимо первоначально подать волокнистый материал на принимающее устройство, в дальнейшем пары платформ с соединенным между ними волокнистым материалом переплетают последний с волокнистым материалом платформ, которые уже выдают свой волокнистый материал на принимающее устройство. Таким образом, платформы, выработавшие свой волокнистый материал, направляются в пункт загрузки, а новая пара платформ начинает работу с уже работающими платформами в автоматическом режиме и этот процесс может продолжаться бесконечно.
Так как в результате движения платформ нанесенный на поверхность оболочки рисунок может стираться, в данном документе рассматривается вариант, когда вместо рисунка по всей поверхности оболочки, моста и пункта загрузки вмонтированы точечные источники видимого или инфракрасного излучения, в количестве, обеспечивающем попадание как минимум двух источников видимого или инфракрасного излучения в поле зрение установленной на платформе видеокамеры в любой момент времени при работе автоматизированного комплекса.
Согласно другому варианту осуществления изобретения рассматривается способ, отличающийся от предыдущего тем, что по всей поверхности оболочки, моста и пункта загрузки, изготовленных из материала, который не взаимодействует с магнитным полем, вмонтированы электромагниты, а платформы, не обязательно колесные, снабжены постоянными магнитами в днище. Система управления автоматизированного комплекса осуществляет управление электромагнитами, которые взаимодействуя с постоянными магнитами на платформах, осуществляют удержание и перемещение платформ согласно заданному алгоритму работы. Платформы соприкасаются днищем с поверхностью, по которой перемещаются, в местах соприкосновения используются материалы с низким коэффициентом трения и допускается наличие смазывающих веществ. Дальнейшие принципы работы соответствует вышеописанному способу.
Кроме того в процессе работы к предопределенной форме или к сборке деталей или на принимающем устройстве могут присоединяться дополнительные детали, которые закрепляются на производимом изделии последующей укладкой волокнистого материала.
В данном документе, как вариант осуществления изобретения рассматривается автоматизированный комплекс для изготовления изделий из волокнистого материала или волокнистого композита.
Для более глубокого понимания сущности предлагаемой группы изобретений, приведем несколько вариантов их осуществления при помощи иллюстраций.
Краткое описание чертежей
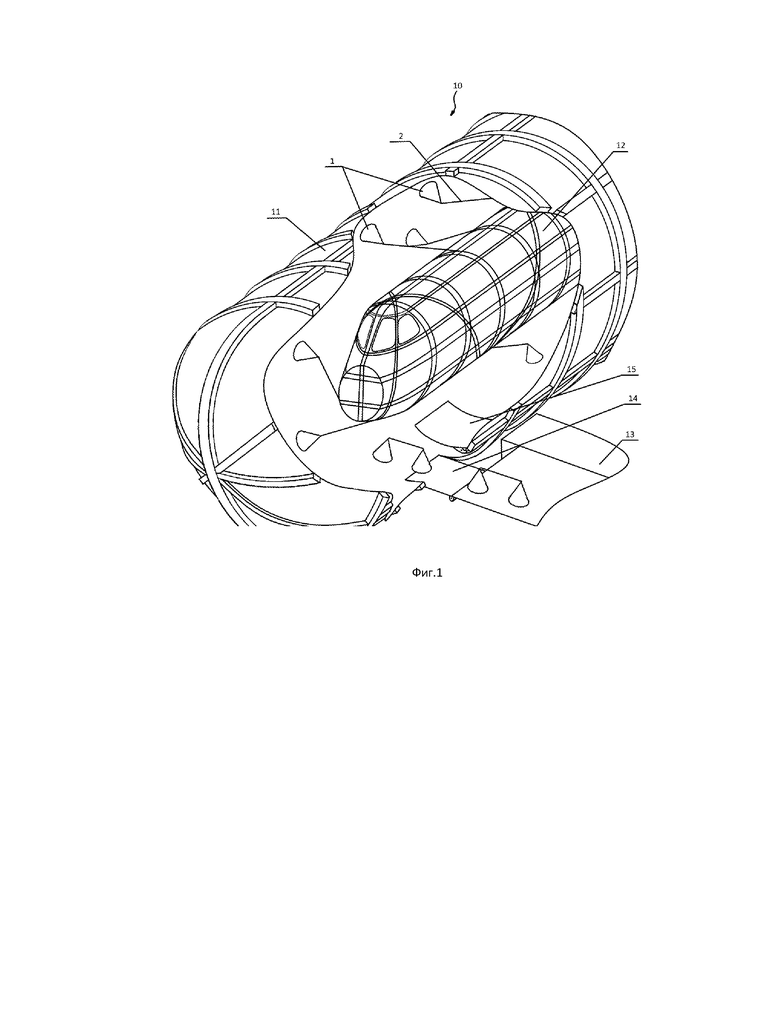
Фиг. 1 - схематичный вид в перспективе автоматизированного комплекса для изготовления фюзеляжа самолета.
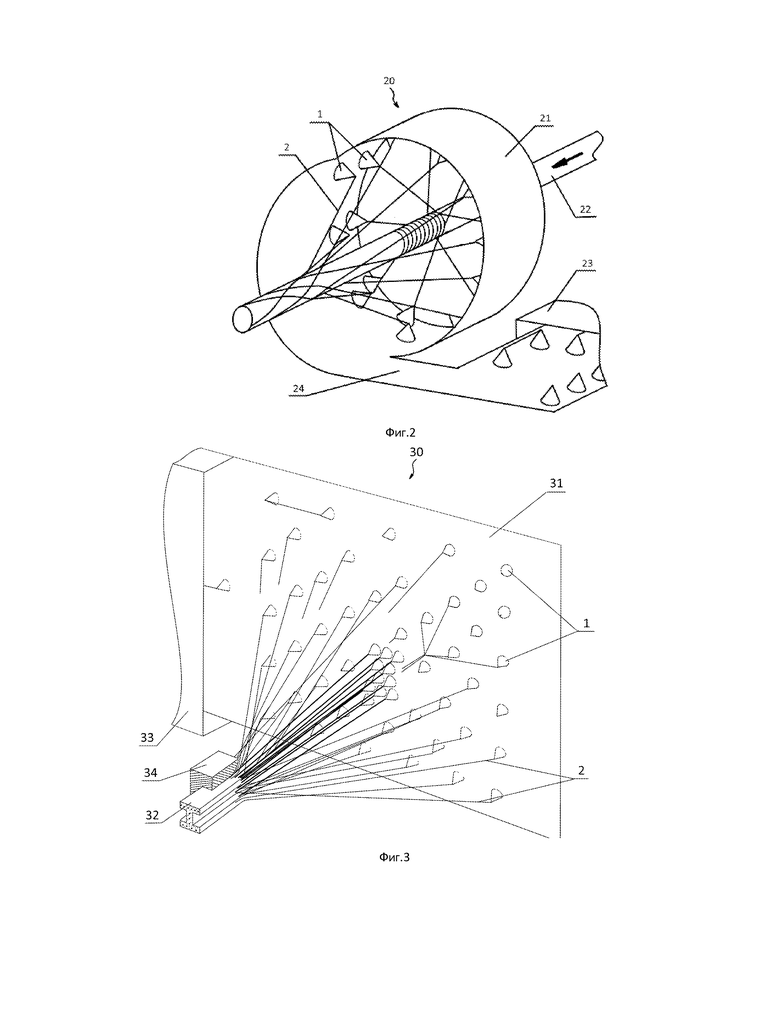
Фиг. 2 - схематичный вид в перспективе автоматизированного комплекса для укладки волокнистого материала на трубную продукцию.
Фиг. 3 - схематичный вид в перспективе автоматизированного комплекса для изготовления композитной двутавровой балки.
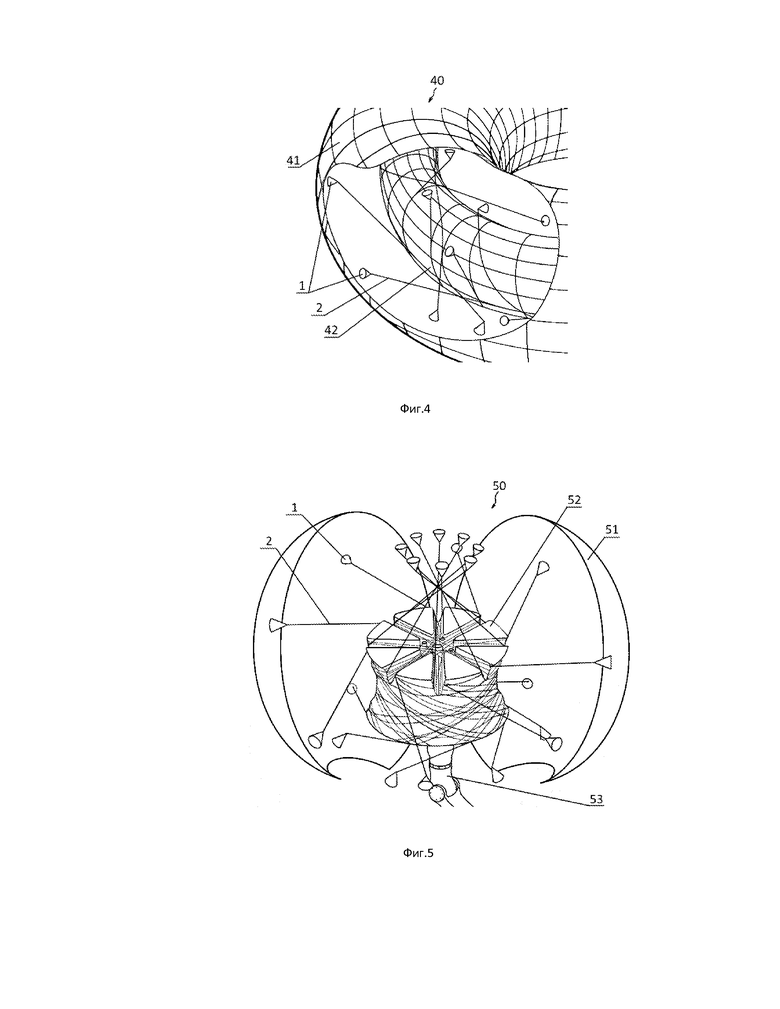
Фиг. 4 - схематичный вид в перспективе автоматизированного комплекса для изготовления композитного тороидального баллона, для наглядности, часть оболочки не показана.
Фиг. 5 - схематичный вид в перспективе автоматизированного комплекса для изготовления композитных автомобильных дисков, для наглядности, оболочка показана на заднем плане.
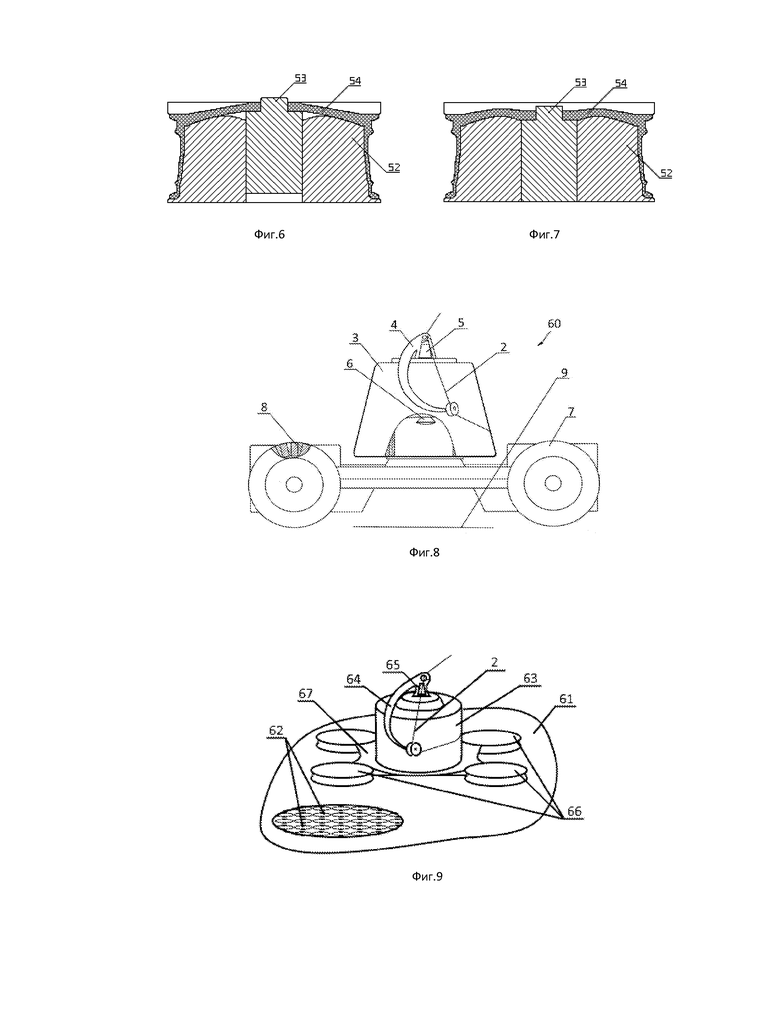
Фиг. 6 - схематичный вид в разрезе предопределенной формы для производства композитных автомобильных дисков с выдвинутым подвижным элементом.
Фиг. 7 - схематичный вид в разрезе предопределенной формы для производства композитных автомобильных дисков с задвинутым подвижным элементом.
Фиг. 8 - схематичный вид с боку колесной платформы с разрезами, где можно видеть видеокамеру и постоянные магниты в колесах.
Фиг. 9 - схематичный вид в перспективе платформы с постоянными магнитами на поверхности оболочки с разрезом, где можно видеть вмонтированные в оболочку электромагниты.
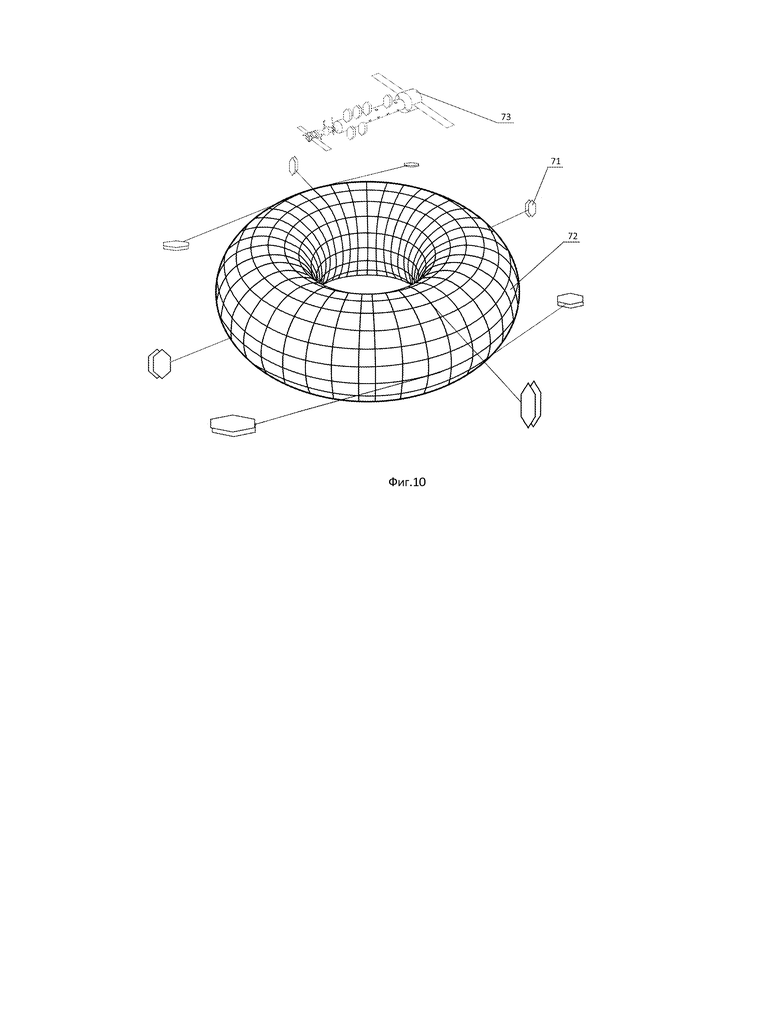
Фиг. 10 - схематичный вид в перспективе процесса создания космического искусственного объекта тороидальной формы.
Как показано на фиг. 1, автоматизированный комплекс (10) содержит оболочку (11), которая окружает предопределенную форму (12). Платформы (1), которые после загрузки на них волокнистого материала (2) следуют от пункта загрузки (13), через люк (15), по мосту (14) и попадают на внутреннюю поверхность оболочки (11). После того, как заданное количество платформ покинет пункт загрузки (13) и окажется внутри оболочки (11), закрывается люк (15). Затем платформы (1) двигаясь по пространственно-временной схеме относительно предопределенной формы (12), укладывают на нее волокнистый материал (2). После того, как на платформах (1) закончится волокнистый материал (2), открывается люк (15) и платформы (1) следуют в пункт загрузки (13), после загрузки на них волокнистого материала (2) и обновления алгоритма работы процесс повторяется. Для ускорения процесса укладки волокнистого материала (2) на предопределенную форму (12), платформ (1) может быть в два раза больше, пока одни укладывают волокнистый материал (2) на предопределенную форму (12), на другие платформы (1) осуществляется загрузка волокнистого материала (2), обновление алгоритма их работы и зарядка их источника энергии в пункте загрузки (13).
Как показано на фиг. 2, автоматизированный комплекс (20) содержит оболочку (21) в виде цилиндра, по центральной оси которого подается трубная заготовка (22). Платформы (1) после загрузки на них волокнистого материала (2) в пункте загрузки (23) следуют по мосту (24) на внутреннюю поверхность оболочки (21) и укладывают волокнистый материал на трубную заготовку (22). Как видно, в данном случае нет необходимости организовывать люк, как в предыдущем примере. Форма оболочки (21) в виде цилиндра дает возможность платформам (1) двигаться с повышенной скоростью, так как центробежная сила будет направлена на поверхность оболочки (21) под платформой (1).
Как показано на фиг. 3, автоматизированный комплекс (30) содержит оболочку (31) в виде плоскости, расположенной напротив принимающего устройства (34), которое окончательно формирует переплетенный волокнистый материал (2) в композитную двутавровую балку (32). Как видно, в данном случае загрузочный пункт (33) располагается на поверхности оболочки (31). На фиг. 3 показано, как платформы (1) с соединенным между ними волокнистым материалом (2), переплетают его с волокнистым материалом (2) с других платформ (1), которые уже выдают свой волокнистый материал (2) на принимающее устройство (34). Возможность добавления волокнистого материала (2), в процессе работы автоматизированного комплекса (30), делает возможным создание погонажных изделий любой длины.
Как показано на фиг. 4, автоматизированный комплекс (40) содержит оболочку (41) в виде тора, окружающую предопределенную форму (42), которая так же имеет форму тора. В данном случае оболочка (41) должна разделяться на составные части для извлечения или загрузи предопределенной формы (42). Для перемещения платформ (1) от пункта загрузки (не показан) на внутреннюю поверхность оболочки (41), в последней необходимо реализовывать люк (не показан) и мост (не показан) аналогичный, как на фиг. 1.
Как показано на фиг. 5, автоматизированный комплекс (50) содержит оболочку в виде сферы, состоящей из двух полусфер (51). Для наглядности, в данном случае оболочка, состоящая из двух полусфер (51) показана раскрытой и смещенной на задний план, причем платформы (1) показаны, как они расположены в пространстве относительно предопределенной формы (52) в процессе работы. В качестве подающего устройства (53) удерживающего и перемещающего предопределенную форму (52) используется роботизированный манипулятор. В данном случае, платформы (1) могут перемещаться внутрь оболочки, когда она разделена на полусферы (51).
На фиг. 6, фиг. 7 показана предопределенная форма (52) с подвижным элементом (53). Для того, чтобы сформировать вогнутый участок композитного автомобильного диска (54) в районе ступицы колеса или в районе подвижного элемента (53), необходимо, чтобы волокнистый материал (2) в данной области имел запас по длине. Для этого, укладка волокнистого материала (2) на предопределенную форму осуществляется с выдвинутым подвижным элементом (53), как на фиг. 6. По мере укладки волокнистого материала (2) на предопределенную форму (52), подвижный элемент (53) постепенно задвигается во внутрь предопределенной формы (52). После того, как на предопределенную форму (52) будет наложена контрформа и автомобильный композитный диск (54) примет форму, как показано на фиг. 7 произойдет равномерное натяжение волокнистого материала (2) в области соприкосновения последнего с подвижным элементом (53) или, что тоже самое, в области ступицы. Результатом данных мероприятий будут высокие прочностные характеристики производимой продукции.
На фиг. 8 изображена колесная платформа (60) с разрезами, позволяющими увидеть примерное расположение постоянных магнитов (8) в колесах (7) платформы и видеокамеру (6) направленную на участок (9) поверхности оболочки (11, 21, 31, 41, 51). Показано питающее устройство (3), устройство натяжения и сматывания (4), устройство разрезания (5) волокнистого материала (2).
На фиг. 9 изображена платформа (67) с питающим устройством (63), скользящая по поверхности оболочки (61). Движение и удержание платформы (67) на поверхности оболочки (61) осуществляется взаимодействием электромагнитов (62) вмонтированных в поверхность оболочки (61) с постоянными магнитами (66) расположенными на платформе (67). Платформа (67) оснащена устройством натяжения и сматывания (64) волокнистого материала (2) и устройством его разрезания (65).
На фиг.10 показан процесс создания искусственного объекта в космосе. На станции загрузки (73) осуществляется загрузка волокнистого материала сразу на две платформы (71) с соединением волокнистого материала между платформами, а также всего необходимого (топливо для ракетных двигателей, зарядка аккумуляторов и пр.). На платформах установлены устройство разрезания волокнистого материала, устройство натяжения и сматывания волокнистого материала, солнечные батареи. Платформы (71) синхронно двигаясь вокруг предопределенной надувной формы (72) в виде тора. Как описывалось выше, в данном процессе важную роль играет устройство натяжения и сматывания, с помощью которого по мере укладки волокнистого материала регулируется расстояние от платформ (71) до предопределенной формы (72). Что приводит к изменению скорости, с которой платформы (71) вращаются вокруг предопределенной формы (72).
Что касается искусственных космических объектов, то постройка космического объекта, подобного автоматизированному комплексу (30) необходимых размеров, дает возможность создания каната длиной десятки тысяч километров, соединяющего поверхность планеты и космический объект, так называемый - космический лифт.
Очевидно, что настоящее изобретение может иметь и другие различные варианты его осуществления, причем его различные компоненты могут быть подвергнуты модификации, использоваться в различных комбинациях, если они входят в рамки изобретения.
Группа изобретений относится к автоматизированному комплексу и способу изготовления изделий из волокнистого материала или волокнистого композита. Техническим результатом является повышение производительности, исключение влияния человеческого фактора в процессе производства, а также создание трехмерных волокнистых изделий и конструкций. Технический результат достигается способом изготовления изделий из волокнистого материала посредством питающих устройств, выдающих волокнистый материал на предопределенную форму, или на сборку деталей для их соединения, или на принимающее устройство, при производстве погонажных изделий. При этом предопределенную форму, или сборку деталей, или принимающие устройство частично или полностью окружают оболочкой из магнитного материала. Причем форма оболочки может быть плоскостью, цилиндром, сферой, тором и другими криволинейными поверхностями, а также сочетаниями этих форм. Питающие устройства перемещаются по поверхности оболочки с помощью автономных колесных платформ, удержание которых на поверхности оболочки осуществляется посредством магнитного поля между оболочкой и магнитами, встроенными в поверхность колес или установленными в днище платформ. Позиционирование платформы на поверхности оболочки осуществляется с помощью установленной на платформе видеокамеры, направленной на участок поверхности оболочки под платформой. Причем по всей поверхности оболочки нанесен рисунок или расположены точечные источники видимого или инфракрасного излучения в количестве, обеспечивающем в любой момент времени попадание как минимум двух точечных источников видимого или инфракрасного излучения в поле зрения камеры. В процессе движения платформ с питающими устройствами согласно заданному алгоритму по пространственно-временной схеме происходит переплетение и укладка волокнистого материала на предопределенную форму, или на сборку деталей, или переплетаемый волокнистый материал выдается на принимающее устройство. 3 н. и 8 з.п. ф-лы, 10 ил.
1. Способ изготовления изделий из волокнистого материала (2) посредством питающих устройств (3), выдающих волокнистый материал (2) на предопределенную форму (12, 22, 42, 52, 72), или на сборку деталей для их соединения, или на принимающее устройство (34), при производстве погонажных изделий (32), отличающийся тем, что предопределенную форму (12, 22, 42, 52, 72) или сборку деталей или принимающие устройство (34) частично или полностью окружают оболочкой (11, 21, 31, 41, 51) из магнитного материала, причем форма оболочки (11, 21, 31, 41, 51) может быть плоскостью (31), цилиндром (21), сферой (51), тором (41) и другими криволинейными поверхностями, а также сочетаниями этих форм; питающие устройства (3) перемещаются по поверхности оболочки (11, 21, 31, 41, 51) с помощью автономных колесных платформ (1, 60), удержание которых на поверхности оболочки (11, 21, 31, 41, 51) осуществляется посредством магнитного поля между оболочкой (11, 21, 31, 41, 51) и магнитами (8), встроенными в поверхность колес (7) или установленными в днище платформ, позиционирование платформы (1, 60) на поверхности оболочки (11, 21, 31, 41, 51) осуществляется с помощью установленной на платформе (1, 60) видеокамеры (6), направленной на участок (9) поверхности оболочки (11, 21, 31, 41, 51) под платформой (1, 60), причем по всей поверхности оболочки (11, 21, 31, 41, 51) нанесен рисунок или расположены точечные источники видимого или инфракрасного излучения в количестве, обеспечивающем в любой момент времени попадание как минимум двух точечных источников видимого или инфракрасного излучения в поле зрения камеры (6); в процессе движения платформ (1, 60) с питающими устройствами (3) согласно заданному алгоритму по пространственно-временной схеме происходит переплетение и укладка волокнистого материала (2) на предопределенную форму (12, 22, 42, 52, 72) или на сборку деталей или переплетаемый волокнистый материал (2) выдается на принимающее устройство (34).
2. Способ изготовления изделий из волокнистого материала (2) посредством питающих устройств (63), выдающих волокнистый материал (2) на предопределенную форму (11, 21, 31, 41, 51), или на сборку деталей для их соединения, или на принимающее устройство (34), при производстве погонажных изделий (32), отличающийся тем, что предопределенную форму (12, 22, 42, 52, 72), или сборку деталей, или принимающее устройство (34) частично или полностью окружают оболочкой (11, 21, 31, 41, 51), по всей поверхности которой вмонтированы электромагниты (62), с помощью которых происходит удержание и перемещение платформ (1, 67), снабженных постоянными магнитами (66); в процессе движения платформ (1, 67) с питающими устройствами (63) согласно заданному алгоритму по пространственно-временной схеме происходит переплетение и укладка волокнистого материала (2) на предопределенную форму (12, 22, 42, 52, 72) или на сборку деталей или переплетаемый волокнистый материал (2) выдается на принимающее устройство (34).
3. Способ по одному из пп. 1 или 2, отличающийся тем, что платформы (1, 60, 67) оснащены устройством разрезания (5, 65) волокнистого материала (2).
4. Способ по п. 3, отличающийся тем, что платформы (1, 60, 67) оснащены устройством натяжения и сматывания (4, 64), которое позволяет регулировать натяжение волокнистого материала (2), согласно заданному алгоритму работы по мере его выдачи из питающего устройства (3, 63), а также при необходимости сматывать волокнистый материал (2) обратно в питающее устройство (3, 63).
5. Способ по п. 4, отличающийся тем, что рядом с оболочкой (11, 21, 41, 51) или прямо на ней (31) располагается пункт загрузки (13, 23, 33); оболочка (11, 21) может соединяться с пунктом загрузки (13, 23) мостом (14, 24), а при необходимости в оболочке (11) организуется люк (15); в пункте загрузке (13, 23, 33) осуществляется загрузка волокнистого материала (2) в питающие устройства (3, 63), установленные на платформах (1, 60, 67), причем загрузка волокнистого материала (2) может производиться сразу на две платформы (1, 60, 67) с соединением волокнистого материала (2) между платформами (1, 60, 67); платформы (1, 60, 67), между которыми соединен волокнистый материал (2) огибают предопределенную форму (12, 22, 42, 52) с разных сторон, при этом осуществляется первоначальная укладка волокнистого материала (2) на предопределенную форму (12, 22, 42, 52), что обеспечивает автоматический режим начала работы; при производстве погонажных изделий (32), когда волокнистый материал (2) выдается на принимающее устройство (34), платформы (1, 60, 67), между которыми соединен волокнистый материал (2), переплетают его с волокнистым материалом (2) с других платформ (1, 60, 67), которые уже выдают свой волокнистый материал (2) на принимающее устройство (34), что обеспечивает создание погонажных изделий любой длины.
6. Способ по п. 5, отличающийся тем, что оболочка (11, 41, 51) может разделяться на составные части для введения и выведения предопределенной формы (12, 22, 42, 52) или сборки деталей с помощью подающего устройства (53); как один из вариантов, оболочка (51) состоит из двух полусфер.
7. Способ по п. 6, отличающийся тем, что предопределенная форма (52) имеет подвижные элементы (53), которые смещаются относительно предопределенной формы (52) в процессе укладки волокнистого материала (2), для придания изделию (54) вогнутых участков при дальнейшем формовании.
8. Способ по п. 6, отличающийся тем, что в процессе работы к предопределенной форме (12, 22, 42, 52), или к сборке деталей, или на принимающем устройстве присоединяются дополнительные детали, которые закрепляются на производимом изделии последующей укладкой волокнистого материала (2).
9. Способ по п. 7, отличающийся тем, что на платформы (1, 60, 67) загружается волокнистый материал (2), предварительно пропитанный полимерным связующим, так называемый препрег.
10. Способ по п. 8, отличающийся тем, что на платформы (1, 60, 67) загружается волокнистый материал (2), предварительно пропитанный полимерным связующим, так называемый препрег.
11. Автоматизированный комплекс (10, 20, 30, 40, 50) для осуществления способа по одному из пп. 1-12, отличающийся тем, что содержит оболочку (11, 21, 31, 41, 51), которая полностью или частично окружает предопределенную форму (12, 22, 32, 42, 52), или сборку деталей, или принимающее устройство (34); питающие устройства (3, 63) установлены на платформы (1, 60, 67), которые удерживаются на поверхности оболочки (11, 21, 31, 41, 51) магнитами (8, 62, 66).
| US 8006601 B2, 30.08.2011 | |||
| US 5320696 A, 14.06.1994 | |||
| Галогенная лампа накаливания | 1972 |
|
SU523471A1 |
| WO 2006027476 A1, 16.03.2006 | |||
| WO 2011082709 A1, 14.07.2011 | |||
| Устройство для изготовления гибких шлангов с нитевидной арматурой | 1982 |
|
SU1222190A3 |

