Изобретение относится к области полупроводниковой микроэлектроники, а именно к технологии изготовления жестких зондовых головок, предназначенных для осуществления электрической связи контактных площадок кристаллов БИС с внешними схемами контроля и измерения параметров БИС.
Устройства контактные с фиксированным расположением зондов (УКФ), или по-другому, жесткие зондовые головки (ЖЗГ), широко используются в составе зондовых установок для контроля статических и динамических параметров многовыводных кристаллов БИС, в том числе для считывания информации с матриц ИК фоточувствительных элементов.
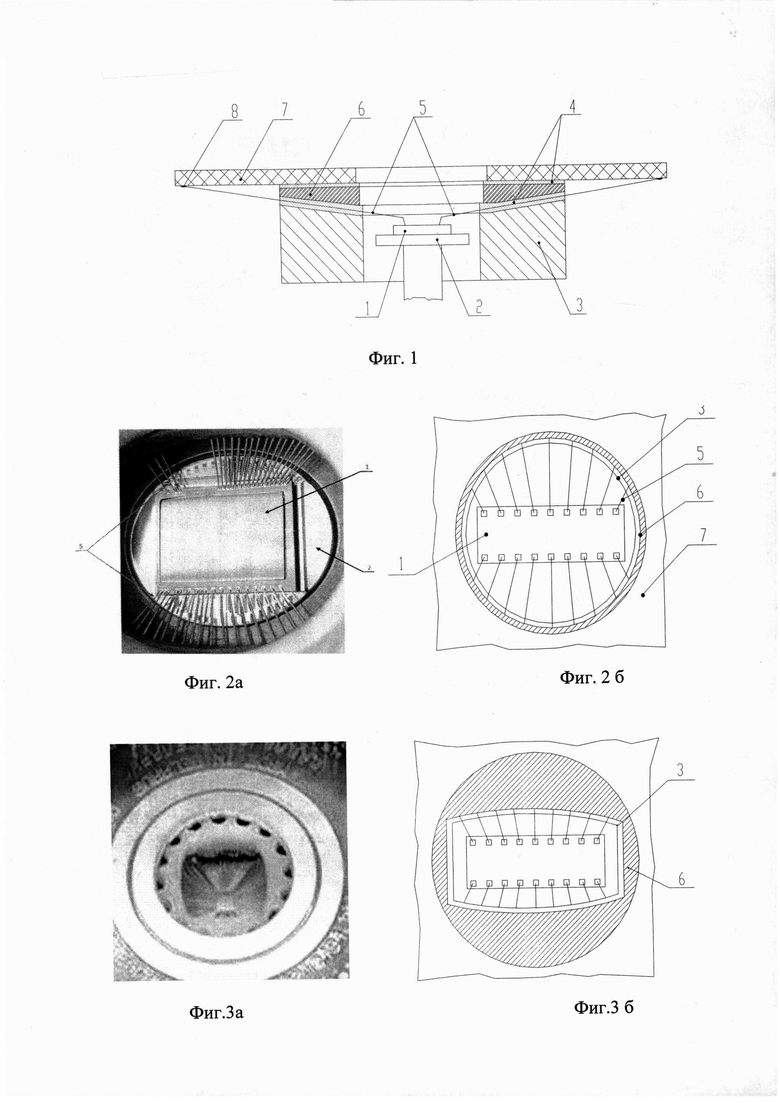
Известны многозондовые устройства, с вольфрамовыми зондами, жестко закрепленными на печатных платах слоем эпоксидной смолы. При этом на сборочной установке создается блок зондов, с прецизионным расположением кончиков зондов в соответствии с топологией контактных площадок конкретного кристалла БИС (фиг. 1), где (1) - кристалл БИС, (2) - держатель, (3) - формирующее кольцо из фторопласта, (4) - слои клея, (5) - вольфрамовые зонды, (6) - армирующее кольцо, (7) - печатная плата, (8) - место распайки зондов. ЖЗГ показана на промежуточном этапе сборки с неснятым формирующим кольцом. Для удобства восприятия армирующие кольца на каждом рисунке выполнены с одинаковой штриховкой, причем внутренний контур на фрагментах принадлежит формирующему кольцу, средний контур -армирующему кольцу, а внешний - печатной плате. Зонды соединяются в блок путем их установки и склейки межу собой слоем эпоксидной смолы на круглом формирующем кольце из фторопласта. Затем к блоку зондов приклеивается армирующее кольцо с внутренним и внешним диаметрами одинаковым с формирующим кольцом. Кольца просты в изготовлении, их вытачивают на токарном станке. Оба кольца выполнены со скосами в сопрягаемых поверхностях, для обеспечения наклона зондов по направлению к измеряемому кристаллу. Армирующее кольцо является расходной деталью, на каждую зондовую головку требуется одно кольцо. Формирующее кольцо из фторопласта (не клеящийся эпоксидной смолой) является промежуточной оснасткой для фиксирования массива зондов с последующим приклеиванием его к армирующему кольцу. Армирующее кольцо из диэлектрического материала (гетинакс, текстолит и т.п.) своей обратной стороной приклеивается к печатной плате с металлизированной разводкой. После снятия зондовой головки с формирующего кольца сборочной установки производится распайка тыльных концов зондов на металлизированные шины печатной платы и пайка кабеля с разъемом. Многозондовая головка помещается в установку контроля параметров кристаллов БИС. [Патент RU 2580184.]
Недостатком такого устройства контактирования является наличие в одном ряду ЖЗГ зондов с разной длиной вылета (расстоянием от места вклейки зонда до его кончика). По краям ряда - малый вылет зондов, а в середине ряда - большой (фиг. 2а и 2б), где (1) - кристалл БИС с контактными площадками, (3) - формирующее кольцо, (6) - армирующее кольцо. Разница в длине вылета зондов особенно заметна при изготовлении ЖЗГ для длинных и узких кристаллов, например многорядных линеек ИК фоточувствительных элементов. Соотношение между длинами вылета зондов может составлять разы. В таком случае крайние зонды будут иметь значительно более высокую жесткость, чем центральные. В связи с этим, при получении надежного электрического контакта более гибких центральных зондов с металлизированной площадкой кристалла БИС необходимо приложить к ЖЗГ более высокое давление. В этом случае жесткие крайние зонды получают избыточное давление, что приводит к их сильной деформации и порче металлизированного покрытия контактных площадок кристалла. Именно крайние зонды ЖЗГ чаще всего выходят из строя из-за разгибания, перегибания, растрескивания или даже отламывания загнутого кончика. Наиболее критично использование таких ЖЗГ для контроля кристаллов при криогенных температурах из-за разных коэффициентов термического расширения составляющих ЖЗГ материалов, когда нагрузка на зонды возрастает. Для исключения этого явления необходимо выровнять длины вылета зондов на всем протяжении ряда. В зависимости от диаметра вольфрамовой проволоки рекомендуемый вылет зондов составляет 7÷10 мм.
Наиболее близким к предлагаемому техническому решению является многозондовое устройство, с вольфрамовыми зондами, жестко закрепленными с помощью армирующего кольца на печатных платах слоями эпоксидной смолы [УКФ-5, Контактные устройства с фиксированным расположением зондов, справочные материалы завода «Планар», г. Минск, Беларусь]. В таких устройствах выравнивание длин вылета зондов в каждом ряду производят за счет использования формирующего и армирующего колец с внутренними отверстиями не круглой формы, а близкой к овальной форме в районе прохождения каждого ряда зондов (фиг. 3а и 3б).
Указанный способ изготовления многозондовой головки имеет существенный недостаток, связанный с тем, что этот способ применим только для кристаллов БИС с линейным расположением контактных площадок по одной или нескольким сторонам кристалла. По данному способу невозможно изготовить ЖЗГ с одинаковой длиной вылета зондов для кристаллов с произвольным расположением контактных площадок по всей поверхности кристалла, в том числе и в его центре.
Задачей изобретения является разработка способа сборки ЖЗГ, предназначенных для контроля кристаллов с любым расположением контактных площадок, в том числе по всей поверхности кристалла, при сохранении одинаковых длин вылета зондов по всей ЖЗГ.
Технический результат состоит в формировании такой внутренней границы армирующего кольца, которая дает возможность выровнять длины вылета зондов, контактирующих с внешними площадками кристалла, расположенных по всей его площади.
Технический результат достигается тем, что конфигурация внутренней границы армирующего кольца определяется конкретно для каждого кристалла путем расчета длин вылета зондов до каждой контактной площадки. Форма внутренней границы армирующего кольца определяется ломанной кривой, соединяющей точки на каждом зонде, находящемся на равноудаленном расстоянии от точки касания контактной площадки, а внутренний радиус формирующего кольца равен наибольшему расстоянию от центра армирующего кольца. Внешняя граница армирующего кольца совпадает с внешней границей соответствующего для данного размера кристалла формирующего кольца. После вычерчивания ломаной линии, ее углы сглаживают до получения криволинейной границы кольца, удобной для изготовления. Далее, полученный рисунок границ армирующего кольца переносится на шаблон, по которому производится изготовление армирующего кольца из заготовки путем его вырезания лобзиком, лазером или формированием на 3D принтере.
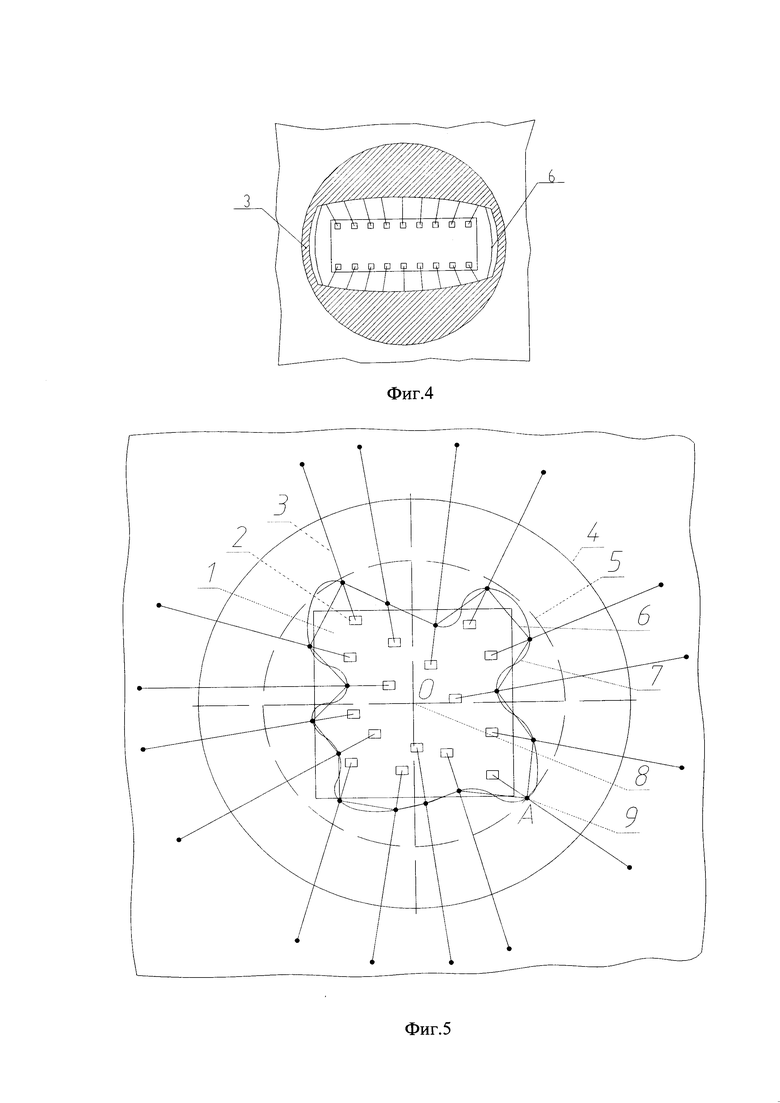
По предлагаемому способу легко решается задача выравнивания длин вылета зондов, расположенных в ряд на протяженных кристаллах БИС (фиг. 4), где внешняя и внутренняя границы формирующего кольца выполнены круглой формы. При этом внешняя граница армирующего кольца изготовлена также круглой формы и того же диаметра, что формирующее кольцо, а внутренняя граница армирующего кольца сделана овальной формы по приведенному здесь расчету.
На фиг. 5. представлен схематический чертеж ЖЗГ с кристаллом, поясняющий техническую реализацию предлагаемого способа на примере кристалла с произвольным расположением контактных площадок, где (1) - кристалл БИС, (2) - контактные площадки, (3) - зонды, (4) - внешние границы формирующего и армирующего колец, (5) - внутренняя граница формирующего кольца, (6) - ломанная и (7) - скругленная внутренние границы армирующего кольца, (8) - О - центр кристалла, (9) - А - наиболее удаленная точка от центра кристалла. Внутренний радиус формирующего кольца определяется длиной отрезка OA. Технология изготовления ЖЗГ по предлагаемому способу отличается от стандартной наличием дополнительной операции приклейки зондов к армирующему кольцу. Для этого ЖЗГ переворачивают на 180° зондами вверх и приклеивают их к выступающей от формирующего кольца внутренней части армирующего кольца.
При использовании данного способа могут быть оперативно изготовлены ЖЗГ необходимого качества практически для любого расположения контактных площадок на кристаллах БИС с сохранением одинаковой длины вылета контактирующих зондов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления жестких зондовых головок | 2019 |
|
RU2730888C1 |
| Способ увеличения прочности зондов многозондовых головок | 2018 |
|
RU2724301C2 |
| Способ сборки многозондовой головки | 1991 |
|
SU1810831A1 |
| СПОСОБ СБОРКИ ФОТОЧУВСТВИТЕЛЬНОГО МОДУЛЯ НА РАСТР | 2015 |
|
RU2580184C1 |
| Открытая зондовая установка тестирования матричных фотоприёмников и способ ускоренного тестирования матричных фотоприемников | 2016 |
|
RU2624623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА ПО РАЗМЕРАМ КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ | 2008 |
|
RU2410793C2 |
| Контактное устройство преимущественно для устройств контроля печатных плат | 1984 |
|
SU1228310A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ БЕЗВЫХОДНЫХ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 1993 |
|
RU2083024C1 |
| ИНТЕГРАЛЬНАЯ СХЕМА | 1996 |
|
RU2133067C1 |
| Зондовое устройство | 1983 |
|
SU1128310A1 |
Изобретение относится к области полупроводниковой микроэлектроники, а именно к технологии изготовления жестких зондовых головок, предназначенных для осуществления электрической связи контактных площадок кристаллов БИС с внешними схемами контроля и измерения параметров БИС. Задачей изобретения является разработка способа сборки ЖЗГ, предназначенных для контроля кристаллов с любым расположением контактных площадок, в том числе по всей поверхности кристалла, при сохранении одинаковых длин вылета зондов по всей ЖЗГ. Технический результат достигается тем, что конфигурация внутренней границы армирующего кольца определяется конкретно для каждого кристалла путем расчета длин вылета зондов до каждой контактной площадки. Форма внутренней границы армирующего кольца определяется ломанной кривой, соединяющей точки на каждом зонде, находящемся на равноудаленном расстоянии от точки касания контактной площадки, а внутренний радиус формирующего кольца равен наибольшему расстоянию от центра армирующего кольца. Внешняя граница армирующего кольца совпадает с внешней границей соответствующего для данного размера кристалла формирующего кольца. После вычерчивания ломаной линии, ее углы сглаживают до получения криволинейной границы кольца, удобной для изготовления. Далее полученный рисунок границ армирующего кольца переносится на шаблон, по которому производится изготовление армирующего кольца из заготовки путем его вырезания лобзиком, лазером или формированием на 3D принтере. 5 ил.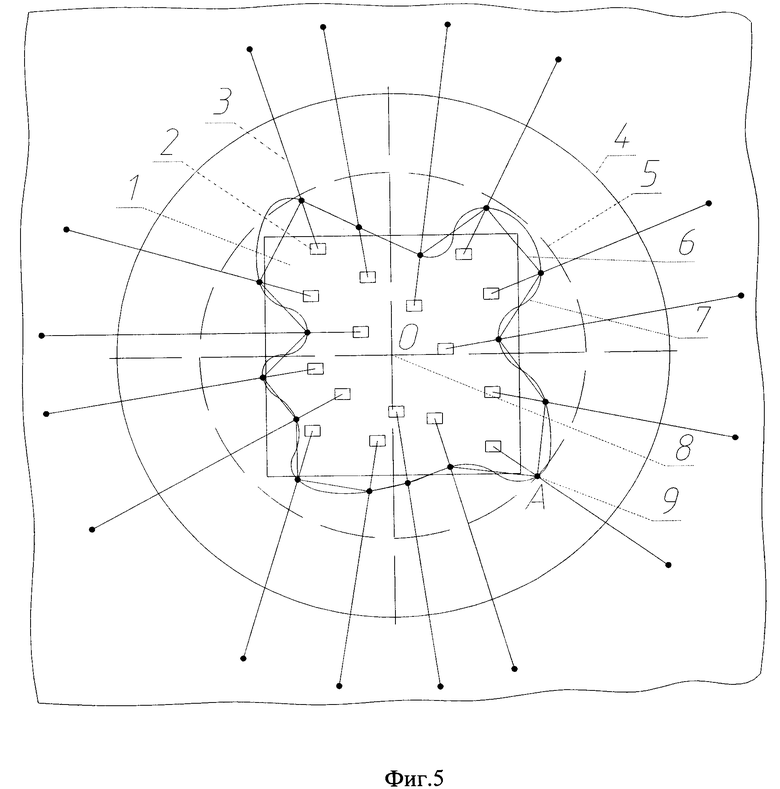
Способ сборки жесткой зондовой головки, предназначенной для электрического соединения контактных площадок БИС со схемой измерения, заключающийся в сборке жесткой зондовой головки с использованием формирующего и армирующего колец, отличающийся тем, что форма внутренней границы армирующего кольца определяется ломанной кривой, соединяющей точки на каждом зонде, находящемся на равноудаленном расстоянии от точки касания зондом контактной площадки, а внутренний радиус формирующего кольца равен наибольшему расстоянию от центра армирующего кольца.
| Способ сборки кристаллов МФПУ | 2016 |
|
RU2619362C1 |
| CN 207217475 U, 10.04.2018 | |||
| Открытая зондовая установка тестирования матричных фотоприёмников и способ ускоренного тестирования матричных фотоприемников | 2016 |
|
RU2624623C1 |

