Область техники
Группа изобретений относится к переработке различного нефтяного сырья, а именно к комплексным устройствам для производства компонента высокооктанового бензина и ароматических углеводородов путем каталитической переработки легких углеводородных фракций и может быть использована как на объектах добычи и первичной переработки углеводородного сырья, так и в самостоятельной эксплуатации.
Уровень техники
Известен способ каталитической переработки легких углеводородных фракций (патент США N 5030783, МПК C07C 1/04, публ. 09.07.1991), который осуществляется при контакте сырья с цеолитным катализатором в зоне реакции, при котором тепло, необходимое для поддержания реакции ароматизации хотя бы части сырья, непосредственно передается от горячего топочного газа, практически не содержащего кислорода, полученного при сжигании водорододефицитного топлива. Из потока продуктов выделяют ароматические углеводороды, C3-C5 алифатические углеводороды (рецикловый поток) и смесь CO, CO2 и H2 (синтез-газ). Синтез-газ направляют на синтез Фишера-Тропша или на синтез метанола, причем полученные продукты могут быть использованы для получения жидких углеводородов в основном реакторе.
Недостатком способа является использование дымовых газов в качестве регенерирующего газа и необходимость очистки его от сажи, которая неизбежно образуется при сжигании углеводородного газа, что снижает эффективность переработки.
Известен способ каталитической переработки легких углеводородных фракций (патент США N 4996381, МПК C07C 15/00, публ. 26.02.1991), включающий основные операции процесса переработки алифатических углеводородов в ароматические. В этом способе реакцию ароматизации (реакцию образования ароматических углеводородов из алифатических) осуществляют, перегревая сырье, и решают задачу повышения выхода ароматических углеводородов рециклом алифатических углеводородов C2-C4 и C5+, при этом осуществляют контакт катализатора со смесью сырья и рециклов.
Недостатком известного способа является интенсивное перемешивание реакционной смеси вдоль реактора, приводящее к высоким энергозатратам.
Известен способ каталитической переработки легких углеводородных фракций (по патенту РФ № 2181750, МПК C10G 35/095, публ. 19.04.2001, прототип), согласно которому нефтяной дистиллят с температурой кипения не выше 400°С, содержащий соединения серы в количествах не более 10 мас.% в пересчете на элементарную серу, при температуре 250-550°С, давлении не более 2 МПа и массовом расходе сырья не более 10 ч-1 контактируют с пористым катализатором, в качестве которого используют цеолит алюмосиликатного состава с мольным отношением SiO2/Al2O3 не более 450, выбранный из ряда: ZSM-5, ZSM-11, ZSM-35, ZSM-38, ZSM-48, BETA.
Недостатком известного способа является необходимость предварительного обессеривания сырья, что в значительной мере осложняет процесс переработки углеводородного сырья.
Известна каталитическая установка переработки легких углеводородных фракций для повышения их октанового числа, которая содержит печь для нагрева и испарения сырья, каталитические реакторы адиабатического типа для осуществления химического превращения сырья, ректификационные колонны для стабилизации исходного сырья и выделения целевого продукта и технологически обвязанные с ними теплообменники, радиаторы охлаждения, конденсаторы и сепараторы. Узлы фракционирования сырья и продуктов реакции работают в непрерывном режиме, а реакторы в режиме "реакция-регенерация" (патент РФ № 2098173, МПК C10G 35/04, публ. 10.12.1997 г.).
Основными недостатками установки являются сложность технологической схемы и относительно высокие потери в расчете на сырье. Кроме того, использование дымовых газов в качестве регенерирующего газа и необходимость очистки его от сажи, которая неизбежно образуется при сжигании углеводородного газа, требует установки дорогих фильтров тонкой очистки, а также ведет к снижению активности катализатора при его регенерации. Кроме того, использование ректификационной колонны усложняет технологический процесс.
Известна установка каталитичекой переработки алифатических углеводородов C2-C12 в ароматические углеводороды или высокооктановый бензин (патент РФ № 2175959, МПК C07C 1/00, C07C 2/02, C07C 2/76, C07C 15/00, публ. 20.11.2001 г., прототип). Установка содержит реактор, печь, теплообменники, радиаторы охлаждения, сепараторы и стабилизационную колонну, соединенные трубопроводами. Проведение реакции ароматизации углеводородов С2-С4 на первой полке реактора ведет к образованию ароматических продуктов С6-С10, которые затем поступают на вторую полку реактора, где превращают прямогонный бензин.
Недостатки известной установки - недостаточно высокая эффективность её работы по причине использования сложного ректификационного оборудования. Сложная конструкция реактора создает трудности при загрузке и выгрузке катализатора.
Раскрытие изобретений
Задачей, на решение которой направлены изобретения, является повышение эффективности и качества переработки бензинового и многокомпонентного сырья.
Технический результат - повышение эффективности переработки легких углеводородных фракций в качественный катализат.
Технический результат достигается в предложенном способе каталитической переработки легких углеводородных фракций, включающем нагрев сырья, его разделение на керосиновые фракции и газосырьевую смесь, которую нагревают и направляют в зону реакции, для контакта с катализатором в условиях прямой конверсии, вывод катализата из зоны реакции, его охлаждение, путем подачи на циркуляцию сначала в систему разогревающих рекуперативных теплообменников, и последующее разделение катализата на газовую фазу, содержащую сероводород, и жидкую фазу.
При этом в процессе прямого катализа происходит газофазное превращение низкооктановых компонентов в высокооктановые с поглощением тепла, выделением избыточного количества водородосодержащих газов и адсорбционной очисткой газосырьевой смеси от сернистых соединений. Что немаловажно, поскольку в процессе переработки легкого углеводородного сырья растет необходимость удаления соединений серы, потому что сера вызывает коррозию трубопроводного, нагнетающего и перерабатывающего оборудования, отравление катализаторов, применяемых при переработке и сжигании ископаемых топлив, и преждевременное разрушение двигателей сгорания. В частности, при использовании качестве катализатора высококремнеземного цеолитосодержащего катализатора условиями для осуществления процесса прямой конверсии являются температура от 350 до 450°С и давление от 3,5 до 5 атм, объемная скорость подачи сырья - от 4,5 до 5,0 литров в минуту.
Технический результат достигается в предложенной установке каталитической переработки легких углеводородных фракций, которая содержит связанные трубопроводами разогревающие и охлаждающие теплообменники, печь и каталитический реактор, выход катализата из которого через охлаждающие теплообменники соединен с газосепаратором, разделяющим катализат на газовую фазу, содержащую сероводород, и жидкую фазу. При этом выход разогревающих рекуперативных теплообменников соединен с керосиновым сепаратором, выполненным с возможностью разделения разогретого сырья на газосырьевую смесь, предназначенную для последующего поступления в каталитический реактор, и керосиновые фракции. При этом выход газовой фазы газосепаратора связан трубопроводом с печью, а выход катализата из реактора связан с системой разогревающих рекуперативных теплообменников.
При работе в установке происходят химические процессы, которые кардинально меняют фракционный состав и внешний вид сырья, его запах и октановое число. Концентрация серы уменьшается до 12 раз. В результате прямогонный бензин после катализа становится высоколиквидным продуктом.
Большим достоинством процесса прямой конверсии углеводородов является его стойкость к сернистым соединениям, всегда в той или иной концентрации, присутствующих в нефти и газовом конденсате. Сероорганические соединения сырья превращаются в парафиновые, ароматические углеводороды и сероводород в результате последовательно протекающих реакций. Первыми из них являются реакции разрыва C-S связи меркаптанов, сульфидов, тиофанов и их производных, в результате протекания которых образуются молекулы сероводорода и промежуточных олефинов, например, аналогично схемам:
C4H9SH C4H8 + H2S
бутилмеркаптан бутилен сероводород
(CH3)2S C2H4 + H2S
диметилсульфид этилен сероводород
Образовавшиеся олефины далее превращаются в парафиновые и ароматические углеводороды, а сероводород отделяется вместе с побочными продуктами процесса - углеводородами С1-С4 - от жидких продуктов на стадиях сепарации и стабилизации с получением обессеренного бензина.
Кроме того, использование в предлагаемом способе и устройстве для охлаждения катализата системы разогревающих рекуперативных теплообменников, а также нагрев сырья газом, выделяемым в ходе реакции, повышает КПД установки до 90%. Возможно также использование излишков газа для электрогенерации или систем отопления.
Кроме того, предлагаемые способ и установка обеспечивают автоматическое поддержание заданных параметров каталитической переработки с помощью контроллеров, путем подачи управляющих сигналов на насосы и электромагнитные клапаны, на основании считываемых показаний с температурных датчиков, датчиков давления, поплавковых датчиков и расходомеров.
Таким образом, предлагаемые способ и устройство обеспечивают эффективную переработку легких углеводородных дистиллятов в качественный катализат с низким содержанием серы без предварительного процесса обессеривания и обезвоживания сырья.
Краткое описание чертежей
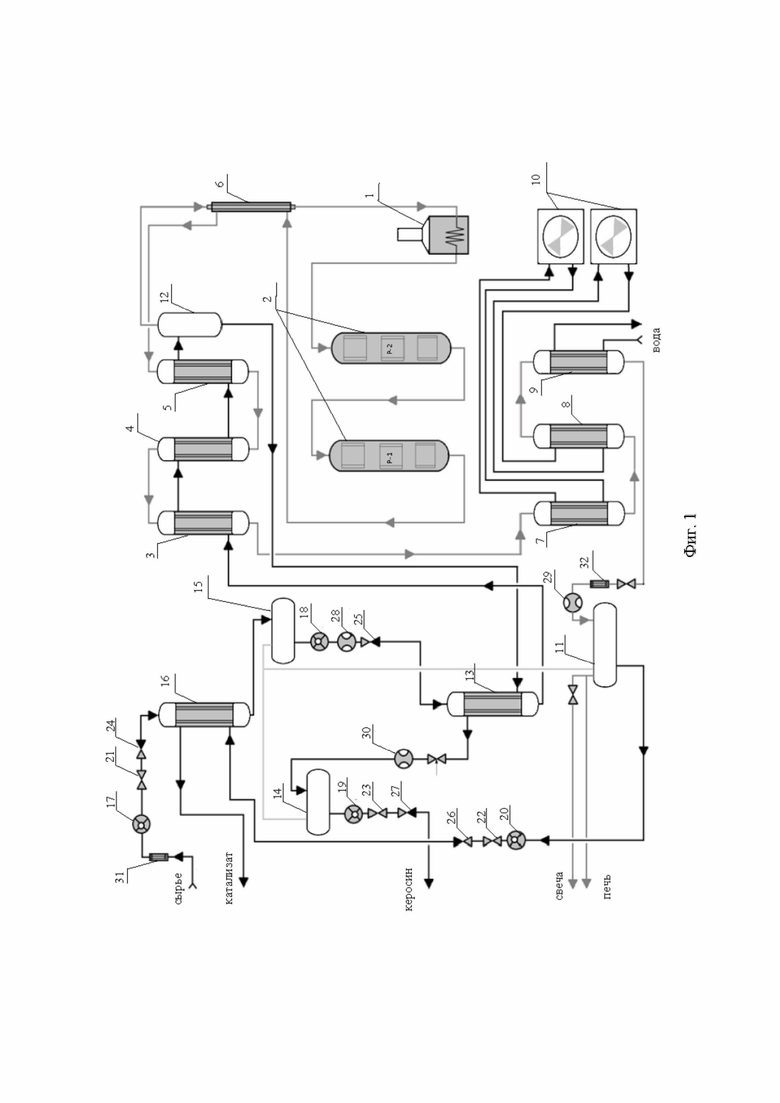
Установка поясняется описанием конкретного примера выполнения и прилагаемыми графическими материалами, где на фиг.1 изображена принципиальная технологическая схема установки каталитической переработки легкого углеводородного сырья.
Осуществление изобретений
Установка каталитической переработки легкого углеводородного сырья (нафта, нефрас, прямогонный бензин, бгс) в качественный катализат с параметрами бензина А-80 содержит (фиг. 1) печь 1, связанную трубопроводом с каталитическим реактором 2, систему разогревающих рекуперативных теплообменников 3, 4, 5 и систему охлаждающих теплообменников 6, 7, 8, 9, в числе которых трубный теплообменник 6, установленный на выходе реактора 2, два рекуперативных теплообменника 7 и 8, связанных с радиаторами охлаждения 10, и рекуперативный теплообменник 9, через который для охлаждения проходит производственная вода.
Каталитический реактор 2, как показано в представленном примере осуществления, состоит из двух реакторных колонн Р-1 и Р2.
Выход катализата из каталитического реактора 2 соединен через систему теплообменников 6, 5, 4, 3, 7, 8, 9 с газосепаратором 11, выполненным с возможностью разделения катализата на газовую фазу и жидкую фазу, являющуюся высокооктановым бензином. Газовая фаза содержит сероводородный газ, образованный легкими соединениями серы после разделения катализата в газосепараторе 11, который в дальнейшем сжигается в печи 1 нагрева сырья.
Выход системы разогревающих теплообменников 3, 4, 5 соединен с керосиновым сепаратором 12, который в свою очередь через рекуперативный теплообменник 13 связан с емкостью 14 для сбора керосина.
Для стабилизации скорости подачи сырья устройстве предусмотрена емкость накопления сырья 15, на входе которой установлен рекуперативный теплообменник 16. Контроль уровня накопленной рабочей жидкости в емкостях 14 и 15 контролируется с помощью установленных в них поплавковых датчиках (не показаны).
Регулирование скорости прохождения рабочей среды обеспечивается с помощью насосов 17, 18, 19, 20 и регулировочных вентилей 21, 22, 23. Установленные насосы 17, 18, 19, 20 обеспечивают регулирование скорости прохождения рабочей среды: насосы входа сырья 17, 18 обеспечивают регулирование подачи сырья на установку, насос 19 обеспечивает регулирование выхода керосина из установки, насос 20 обеспечивает регулирование выхода катализата. Для предотвращения движения потока рабочей среды в противоположном направлении в установке предусмотрены обратные клапаны 24, 25, 26, 27.
Контроль скорости прохождения рабочей жидкости осуществляется с помощью установленных расходомеров: на входе сырья в установку - 28, на выходе катализата - 29, на выходе керосина - 30.
Для очистки потока рабочей жидкости предусмотрены фильтры 31 и 32, установленные на входе сырья в установку и на выходе катализата из системы теплообменников.
Контроль температуры осуществляется с помощью температурных датчиков (не показаны), установленных в печи 1 и в колоннах реактора 2.
В состав легких фракций нестабильного газоконденсата входят низкомолекулярные меркаптаны. Перед началом работы реактор 2 установки разогревается до температуры 350°С с помощью электронагревателей. После выхода реактора 2 в необходимый температурный режим включают насосы 17, 18 и начинается подача сырья в печь 1, где производится его нагрев за счет дизельной горелки (в момент запуска), подключенной к внешнему источнику дизельного топлива. Индикатором выхода установки в рабочий режим является постоянное выделение газа на свечу дожига и рост давления в реакторе 2 до рабочего. После этого происходит переход работы установки в режим работы подогрева сырья с использованием газовой фазы, выделяемой на газосепараторе 11 из полученного в реакторе 2 катализата в процессе протекания реакции каталитического синтеза.
Сырье - прямогонная бензиновая фракция КК-210°С подается насосом 17 через фильтр 31 и рекуперативный теплообменник 16 в емкость накопления сырья 15 и далее насосом 18 прогоняется через систему рекуперативных теплообменников 13, 3, 4 и 5, где нагревается за счет тепла продуктов реакции до 200°С направляется в керосиновый сепаратор 12, в котором с верха сепаратора 12 газосырьевую смесь направляют через трубный теплообменник 6 в печь 1 для подогрева, а с низа сепаратора 12 собирают керосиновые фракции прошедшие через теплообменник 13 в емкость 14 для накопления керосина, которые в дальнейшем насосом 19 откачиваются с установки.
Из печи 1 подогретая газосырьевая смесь поступает в каталитический реактор 2, заполненный высококремнеземным цеолитсодержащим катализатором. Объемная скорость подачи сырья - от 4,5 до 5,0 литров в минуту. В реакторе 2 при температуре 350-450°С и давлении от 3,5 до 5 атм осуществляется процесс превращения низкооктановых компонентов прямогонной бензиновой фракции в высокооктановые за счет каталитической изомеризации и ароматизации парафиновых и дегидрирования нафтеновых углеводородов.
Реакционная смесь проходит с равномерным перепадом через трубопроводы реактора 2, в которых засыпан катализатор, где с прохождением характерных химических реакций, преобразующих углеводородный состав бензиновых фракций. Реакции протекают в одну ступень с поглощением тепла и выделением избыточного количества водородосодержащих газов (ВСГ). При этом происходит адсорбционная очистка газосырьевой смеси от сернистых соединений, которые остаются в реакторе и удаляются из него в момент регенерации (в процессе реакции каталитического окисления).
Процесс осуществляется в неподвижном слое катализатора в режиме однократного пропускания, то есть без подачи рециклом потока ароматических соединений; олефиновый поток в основном расходуется в реакции. Используемый катализатор на основе цеолита, отличающийся от других катализаторов высокой активностью и высокой селективностью при длительном сроке службы катализатора в типичных рабочих условиях.
Полученный катализат поступает обратно на циркуляцию в систему теплообменников 6, 5, 4, 3, и далее через 7, 8, 9, где охлаждается до температуры до 25°С, после чего через фильтр 32 катализата поступает в газосепаратор 11.
С верха газосепаратора 11 балансовый избыток углеводородного газа выводится с установки и используется в качестве топливного газа для печи 1. Катализат с низа газосепаратора 11 откачивается насосом 20 через теплообменник 16 в емкостной парк.
На выходе получен бензин катализа (т.к.30-208ºС) (ОЧММ 74-80), который применяется как компонент для получения автомобильного бензина.
Установка автоматически поддерживает параметры технологического режима на заданном уровне, регистрирует параметры и сигнализирует об отклонении параметров от заданных величин.
Поддержание заданных параметров достигается за счет считывания контроллерами показаний с температурных датчиков, установленных в печи 1 и в реакторе 2, датчиков давления, установленных в реакторе 2, поплавковых датчиков, установленных в емкостях 14 и 15, расходомеров 28, 29, 30 и управления электромагнитными клапанами 21, 22 ,23 на трубопроводах установки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАТАЛИЗАТОР, СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ И УСТАНОВКА ДЛЯ БЕЗВОДОРОДНОЙ ДЕПАРАФИНИЗАЦИИ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2016 |
|
RU2642058C1 |
| УСТАНОВКА КАТАЛИТИЧЕСКОЙ ПЕРЕРАБОТКИ ЛЕГКОГО УГЛЕВОДОРОДНОГО СЫРЬЯ | 2002 |
|
RU2213765C1 |
| СПОСОБ И УСТРОЙСТВО ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВ ПУТЕМ СОВМЕСТНОЙ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНЫХ ФРАКЦИЙ И КИСЛОРОДСОДЕРЖАЩЕГО ОРГАНИЧЕСКОГО СЫРЬЯ | 2014 |
|
RU2567534C1 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ НА ОСНОВЕ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1998 |
|
RU2152977C1 |
| Способ изомеризации легких бензиновых фракций | 2017 |
|
RU2646751C1 |
| Способ переработки бензиновых фракций | 1990 |
|
SU1754763A1 |
| Установка облагораживания синтетических нефтяных фракций | 2016 |
|
RU2620795C1 |
| УСТАНОВКА КАТАЛИТИЧЕСКОГО ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1996 |
|
RU2098173C1 |
| СПОСОБ И УСТАНОВКА СТАБИЛИЗАЦИИ НЕСТАБИЛЬНОГО ГАЗОКОНДЕНСАТА В СМЕСИ С НЕФТЬЮ | 2013 |
|
RU2546668C1 |
| СПОСОБ ВЫВЕТРИВАНИЯ И СТАБИЛИЗАЦИИ НЕСТАБИЛЬНОГО ГАЗОКОНДЕНСАТА В СМЕСИ С НЕФТЬЮ С АБСОРБЦИОННЫМ ИЗВЛЕЧЕНИЕМ МЕРКАПТАНОВ | 2014 |
|
RU2548955C1 |
Изобретения относятся к переработке различного нефтяного сырья. Изобретение касается установки каталитической переработки легких углеводородных фракций, содержащей последовательно связанные трубопроводами разогревающие сырье рекуперативные теплообменники (3, 4, 5), печь (1), каталитический реактор (2), а также охлаждающие катализат рекуперативные теплообменники (7, 8, 9), связанные с газосепаратором (11), выполненным с возможностью разделения катализата на газовую фазу, содержащую сероводород, и жидкую фазу, являющуюся конечным продуктом каталитической переработки. Выход рекуперативных теплообменников (3, 4, 5) соединен с керосиновым сепаратором (12), выполненным с возможностью разделения разогретого сырья на газосырьевую смесь, предназначенную для последующего поступления в каталитический реактор (2), и керосиновую фракцию, при этом выход газовой фазы газосепаратора (11) связан трубопроводом с печью (1), а выход катализата из каталитического реактора (2) связан с рекуперативными теплообменниками (6, 5, 4, 3), которые связаны с охлаждающими рекуперативными теплообменниками (7, 8, 9). Изобретение также касается способа каталитической переработки легких углеводородных фракций. Технический результат - повышение эффективности переработки легких углеводородных фракций. 2 н. и 6 з.п. ф-лы, 1 ил.
1. Установка каталитической переработки легких углеводородных фракций, содержащая последовательно связанные трубопроводами разогревающие сырье рекуперативные теплообменники (3, 4, 5), печь (1), каталитический реактор (2), а также охлаждающие катализат рекуперативные теплообменники (7, 8, 9), связанные с газосепаратором (11), выполненным с возможностью разделения катализата на газовую фазу, содержащую сероводород, и жидкую фазу, являющуюся конечным продуктом каталитической переработки, отличающаяся тем, что выход рекуперативных теплообменников (3, 4, 5) соединен с керосиновым сепаратором (12), выполненным с возможностью разделения разогретого сырья на газосырьевую смесь, предназначенную для последующего поступления в каталитический реактор (2) и керосиновую фракцию, при этом выход газовой фазы газосепаратора (11) связан трубопроводом с печью (1), а выход катализата из каталитического реактора (2) связан с рекуперативными теплообменниками (6, 5, 4, 3), которые связаны с охлаждающими рекуперативными теплообменниками (7, 8, 9).
2. Установка каталитической переработки по п. 1, отличающаяся тем, что охлаждающие рекуперативные теплообменники (7, 8, 9) включают по меньшей мере один рекуперативный теплообменник, связанный с радиатором охлаждения, и по меньшей мере один рекуперативный теплообменник с водяным охлаждением.
3. Установка каталитической переработки по п. 1, отличающаяся тем, что керосиновый сепаратор (12) связан через рекуперативный теплообменник (13) с емкостью (14) для сбора керосиновых фракций.
4. Установка каталитической переработки по п. 1, отличающаяся тем, что каталитический реактор (2) состоит по меньшей мере из двух реакторных колонн.
5. Установка каталитической переработки по п. 1, отличающаяся тем, что на выходе жидкой фазы из газосепаратора (11) дополнительно установлен рекуперативный теплообменник.
6. Установка каталитической переработки по п. 1, отличающаяся тем, что содержит температурные датчики, установленные в печи (1) и в каталитическом реакторе (2), датчики давления, установленные в каталитическом реакторе (2), поплавковые датчики, установленные в емкостях для сбора керосиновых фракций (14) и сырья (15), расходомеры, насосы и электромагнитные клапаны, установленные на трубопроводах установки и выполненные с обеспечением регулирования скорости прохождения рабочей среды.
7. Способ каталитической переработки легких углеводородных фракций, осуществляемый в установке по п. 1, включающий нагрев сырья, контакт сырья с катализатором в каталитическом реакторе, охлаждение полученного катализата, последующее разделение катализата посредством газосепаратора (11) на газовую фазу, содержащую сероводород, и жидкую фазу, являющуюся конечным продуктом каталитической переработки, отличающийся тем, что подогретое посредством рекуперативных теплообменников (3, 4, 5) сырье предварительно разделяют с помощью керосинового сепаратора (12) на керосиновую фракцию и газосырьевую смесь, которую нагревают в печи (1) и направляют в каталитический реактор (2), после чего полученный катализат охлаждают посредством охлаждающих рекуперативных теплообменников (7, 8, 9), предварительно подавая его на циркуляцию в рекуперативные теплообменники (6, 5, 4, 3).
8. Способ каталитической переработки по п. 7, отличающийся тем, что в качестве катализатора использован высококремнеземный цеолитосодержащий катализатор, для которого условиями для осуществления процесса прямой конверсии являются температура от 350 до 450°С и давление от 3,5 до 5 атм, объемная скорость подачи сырья - от 4,5 до 5,0 литров в минуту.
| СПОСОБ ПЕРЕРАБОТКИ НЕФТЯНЫХ ДИСТИЛЛЯТОВ (ВАРИАНТЫ) | 2001 |
|
RU2181750C1 |
| СПОСОБ ПЕРЕРАБОТКИ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ С-С В АРОМАТИЧЕСКИЕ УГЛЕВОДОРОДЫ ИЛИ ВЫСОКООКТАНОВЫЙ БЕНЗИН | 2000 |
|
RU2175959C2 |
| Приспособление к гидравлическим аккумуляторам для автоматического управления паровым насосом | 1926 |
|
SU4746A1 |
| УСТАНОВКА КАТАЛИТИЧЕСКОГО ПОЛУЧЕНИЯ ВЫСОКООКТАНОВЫХ БЕНЗИНОВЫХ ФРАКЦИЙ И АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1996 |
|
RU2098173C1 |
| СПОСОБ ПЕРЕРАБОТКИ УГЛЕВОДОРОДНОГО СЫРЬЯ НА ОСНОВЕ АЛИФАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 1998 |
|
RU2152977C1 |
| US 5858209 A1, 12.01.1999 | |||
| УСТАНОВКА ДЛЯ ОЧИСТКИ ЖИДКОСТЕЙ ОТ МАСЕЛ И ВЗВЕШЕННЫХ ВЕЩЕСТВ | 1994 |
|
RU2067081C1 |
| US 3679575 A1, 25.07.1972 | |||
| US 5030783 A1, 09.07.1991 | |||
| US 4996381 A1, 26.02.1991. | |||

