Изобретение относится к сварочным материалам, может быть использовано при наплавке под флюсом для восстановления изношенных деталей и получения износостойкого защитного покрытия деталей металлургического оборудования, работающих в условиях сжатия и абразивного износа при температурах 670-750°C например, прокатных валков черновых и чистовых калибров, а также роликов подающих рольгангов.
Известен состав порошковой проволоки (SU №543479 МПК В23К 35/368, опубл. 25.01.1977 г.), состоящий из малоуглеродистой стальной оболочки и порошкообразной шихты, содержащей ферромарганец, хром, ферровольфрам, феррованадий, ферробор, графит и кремнефтористый натрий, при следующем соотношении, вес. %:
Существенными недостатками данной порошковой проволоки являются:
- пониженные механические свойства наплавленного металла, в частности износостойкости и твердости, за счет нерационального соотношения введенных в порошковую проволоку компонентов;
- низкое качество наплавленного металла в связи с порообразованием, связанным с повышенным содержанием водорода;
Известна, выбранная в качестве прототипа, порошковая проволока (RU №2518035, МПК В23К 35/368, опубл. 10.06.2014 г.), состоящая из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, железный порошок, и углеродфторсодержащую пыль фильтров алюминиевого производства при следующем соотношении, мас. %:
Существенными недостатками известной порошковой проволоки являются:
- пониженные значения твердости и износостойкости наплавленного слоя металла;
- повышенная отбраковка наплавленного слоя по порам и раковинам в связи с повышенной загрязненностью стали неметаллическими включениями.
Техническая проблема, решаемая заявляемым изобретением, заключается в обеспечении требуемой твердости и скорости износа наплавляемого слоя, а так же повышение качества наплавляемого слоя (низкая отбраковка при наплавке).
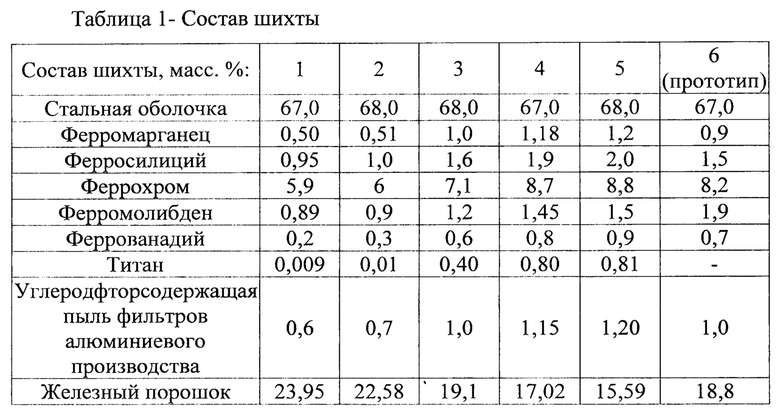
Для решения существующей технической проблемы в состав известной порошковой проволоки, состоящей из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, углеродфторсодержащую пыль фильтров алюминиевого производства и железный порошок, согласно изобретению, дополнительно введен титан, при следующем соотношении компонентов, мас. %:
Технические результаты, получаемые в результате использования изобретения, заключаются:
- в повышении физико-механических свойств металла (твердости и износостойкости) наплавленного слоя металла за счет введения титана и снижения в связи с этим размеров действительного зерна;
- в повышении качества наплавленного слоя металла за счет уменьшения газонасыщенности (концентрации кислорода и водорода).
Заявляемые пределы подобраны эмпирическим путем, исходя из получения требуемых твердости и износостойкости наплавленного слоя металла, а так же качества получаемого при наплавке металла, стабильности процесса наплавки, предотвращения образования пор и трещин. Введенный дополнительно в состав порошкообразной шихты титан, позволяет снизить размер действительного зерна и тем самым повысить твердость и износостойкость наплавляемого металла. Причем введение титана менее 0,01 практически не влияет на уменьшение размера зерна, а при увеличении концентрации титана в порошковой проволоке более 0,80% размер зерна не снижается, а себестоимость порошковой проволоки значительно повышается.
Углеродфторсодержащая пыль фильтров алюминиевого производства позволяет проводить удаление водорода за счет комплекса фторсодержащих соединений, разлагающихся при температурах сварочных процессов с выделением фтора, который в свою очередь взаимодействует с водородом, растворенным в стали с образованием газообразных соединений типа HF. Кроме того, углеродфторсодержащая пыль фильтров алюминиевого производства в совокупности с порошкообразными материалами, содержащимися в шихте, позволяет повысить степень раскисленности системы шлак-металл и уменьшить содержание кислорода в наплавляемом слое металла. Снижение содержания водорода и кислорода в наплавленном металле уменьшает вероятность образования пор и трещин. Изменение концентрации углеродфторсодержащей пыли фильтров алюминиевого производства связано с оптимизацией концентрации углерода в наплавляемом слое металла. При снижении концентрации ниже нижнего заявляемого предела концентрация углерода не обеспечивает необходимую твердость и износостойкость, а при превышении концентрации выше верхнего заявляемого предела возможно получение трещин при наплавке. Для изготовления шихты порошковой проволоки использовали углеродфторсодержащую пыль фильтров алюминиевого производства со следующим химическим составом, мас. %: Al2O3=19-46; F=17-26; Na2O=2,8-14; К2О=0,36-5,8%, СаО=0,6-1,8; SiO2=0,5-2,7; Fe2O3=1,7-3,6; Собщ=22-31, MnO=0,05-1,2, MgO=0,06-0,87, S=0,09-0,34, Р=0,09-0,15.
При изготовлении порошковой проволоки использовали: порошки углеродистого ферромарганца ФМн 78(A) по ГОСТ 4755-91, ферросилиция марки ФС 75 по ГОСТ1415-93, высокоуглеродистого феррохрома марки ФХ900А по ГОСТ 4757-91, ферромолибдена марки ФМо60 по ГОСТ 4759-91, феррованадия марки ФВ50У0,6 по ГОСТ 27130-94, железа марки ПЖВ1 по ГОСТ 9849-86, титан марки ПТС по ТУ 14-22-57-92
Порошки перемешивались в смесителе до получения однородной массы и прокаливались для удаления влаги при температуре 250-350°C. Далее производилось изготовление порошковой проволоки на станке. Диаметр готовой проволоки после операций волочения составлял 3,6 мм, при коэффициенте заполнения 0,32-0,33. Порошковой проволокой с предложенной шихтой производилась наплавка прокатных валков черновых и чистовых калибров. Наплавка производилась под флюсом, изготовленным из шлака производства силикомаргагща, выплавленного в рудотермических печах углетермическим способом непрерывным процессом. В опытах использовали фракцию 0,45-2,5 мм; при этом допускалось использование фракции 0-0,45 мм до 10%, 0,45-2,5 мм до 90%. Флюс содержал, мас. %: диоксид кремния 30-43, оксид алюминия более 5, оксид кальция 25-38, оксид магния более 1,5, оксид марганца более 16, оксид железа менее 1,0, при этом флюс содержал серы менее 0,60%, фосфора менее 0,030%.
Наплавку проводили на следующих режимах: сварочный ток 350-430 А, напряжение дуги 28-32 В, скорость наплавки 20-30 см/мин.
Наличие трещин в процессе наплавки оценивали визуально, после наплавки наличие трещин, пор и неметаллических включений оценивали ультразвуковым методом. Твердость наплавленного металла контролировалась непосредственно после наплавки. Твердость наплавленного металла после наплавки составляла HRC 44-55. Дефекты (трещины, поры и неметаллические включения) при наплавке порошковой проволокой с шихтой заявляемого состава содержащей титан не выявлены. После наплавки валки испытывались па испытательной машине на истираемость образцов.
Исследовались 5 вариантов составов шихты (таблица 1) порошковой проволоки с заграничными и заявляемыми пределами.
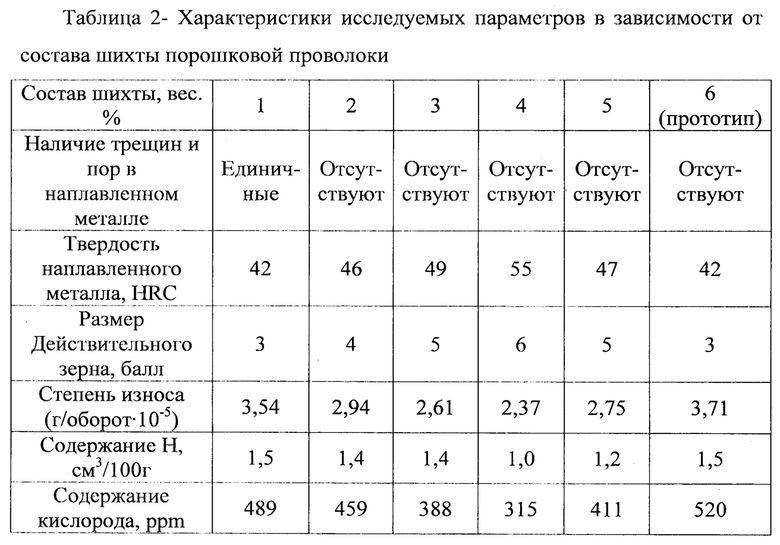
Влияние изменения состава шихты порошковой проволоки на технологические и механические характеристики наплавленного металла приведено в таблице 2. Использование заявляемого состава шихты порошковой проволоки по сравнению с базовым составом (прототип) позволяет:
1. Повысить твердость HRC 44-55 и увеличить износостойкость наплавленного слоя металла за счет введения в состав проволоки титана.
2. Повысить качество наплавленного металла за счет снижения размера действительного зерна, а также снизить вероятность порообразования и предотвратить образование трещин.
3. Снизить газонасыщенность наплавленного слоя кислородом до 3 15 ppm и водородом до 1,0 см3/100 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА | 2021 |
|
RU2756550C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2022 |
|
RU2779557C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2022 |
|
RU2785557C1 |
| Порошковая проволока для механизированной наплавки сталей | 2020 |
|
RU2750737C1 |
| Порошковая проволока | 2016 |
|
RU2641590C2 |
| Порошковая проволока | 2016 |
|
RU2632505C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2518035C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2021 |
|
RU2762690C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2726230C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2518211C1 |
Изобретение может быть использовано при наплавке под флюсом для восстановления изношенных деталей и получения износостойкого защитного покрытия деталей металлургического оборудования, работающих в условиях сжатия и абразивного износа при температурах 670-750°C. Порошковая проволока состоит из стальной оболочки и порошкообразной шихты при следующем соотношении компонентов, мас. %: ферромарганец 0,51-1,18, ферросилиций 1,0-1,90, феррохром 6,0-8,7, ферромолибден 0,9-1,45, феррованадий 0,01-0,80, титан 0,3-0,8, углеродфторсодержащая пыль фильтров алюминиевого производства 0,70-1,15, железный порошок - остальное. Оптимизация химического состава шихты обеспечивает повышение твердости и износостойкости наплавленного металла, позволяет уменьшить его газонасыщенность. 2 табл.
Порошковая проволока для наплавки, состоящая из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, углеродфторсодержащую пыль фильтров алюминиевого производства и железный порошок, отличающаяся тем, что порошкообразная шихта дополнительно содержит титан при следующем соотношении компонентов проволоки, мас. %:
Углеродфторсодержащая пыль фильтров
| ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2518035C1 |
| Порошковая проволока | 2016 |
|
RU2641590C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 1990 |
|
RU1769481C |
| Кабелеукладчик | 1947 |
|
SU81996A1 |
| CN 102896437 A, 30.01.2013. | |||

