Изобретение относится к сварочным материалам и может быть использовано при наплавке без использования флюса для восстановления изношенных деталей и получения износостойкого защитного покрытия на детали горнорудного оборудования, работающих в условиях абразивного износа.
Известен состав шихты порошковой проволоки для наплавки открытой дугой (SU №1657320 В23K 35/36, опубл. 23.06.1991), содержащий феррохром, ферротитан, металлический хром, кремнефтористый натрий, плавиковый шпат, мрамор, карбид бора, фториды редкоземельных металлов цериевой группы /CeF3, LaF3, NdF3, PrF3, YF3/, железо, азотированный ферромарганец, никель, медь, алюминий, кобальт и графит при следующем соотношении компонентов, мас. %:
Существенными недостатками данной порошковой проволоки являются:
- высокая стоимость порошковой проволоки за счет использования дорогостоящих материалов в значительных количествах;
- низкое качество наплавленного металла в связи с порообразованием, связанным с использованием мрамора и азотированного ферромарганца в качестве составляющих;
- пониженная стойкость наплавляемого металла к истиранию.
Известна, выбранная в качестве прототипа (RU №2641590 МПК В23K 35/36, опубл. 22.06.2016) порошковая проволока, состоящая из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, углеродфторсодержащую пыль фильтров алюминиевого производства и железо, порошок никеля и кобальта при следующем соотношении компонентов, мас. %:
Существенными недостатками данной порошковой проволоки являются:
- невозможность проведения процесса наплавки без использования сварочных флюсов и проведения процесса наплавки только в нижнем положении;
- низкое качество поверхности наплавляемого металла в связи с повышенным порообразованием при проведении процесса наплавки;
- низкая стойкость наплавленного металла в процессе эксплуатации в связи с использованием неоптимизированного состава шихтовых материалов, входящих в состав порошковой проволоки.
Техническая проблема, решаемая предлагаемым изобретением, заключается в повышении износостойкости наплавленного металла и предотвращении образования холодных трещин, а так же порообразования при проведении процесса наплавки без использования сварочных флюсов.
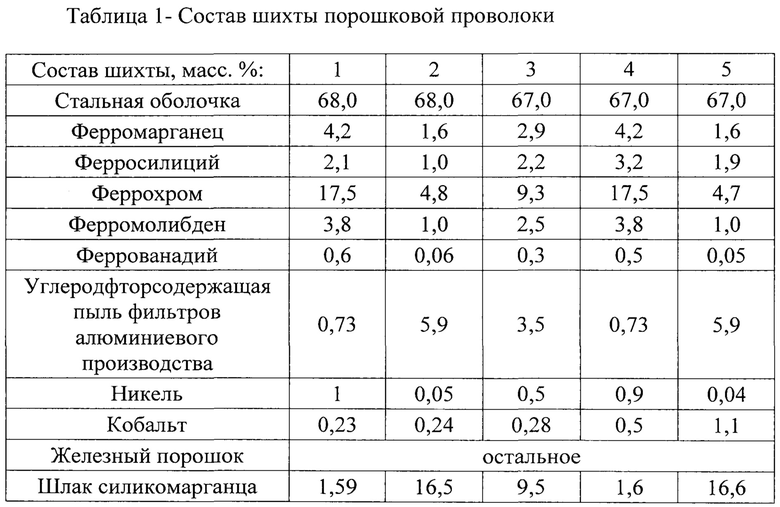
Для решения существующей технической проблемы предлагается порошковая проволока, состоящая из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, углеродфторсодержащую пыль фильтров алюминиевого производства, никель, кобальт, железный порошок, которая дополнительно содержит шлак производства силикомарганца при следующем соотношении компонентов, мас. %:
Технический результат, получаемый при использовании изобретения, заключается:
- в проведении процесса наплавки без использования сварочных флюсов, в связи с введением в состав порошковой проволоки шлака производства силикомарганца и организацию процессов наплавки во всех пространственных положениях;
- в предотвращении образования холодных трещин в процессе наплавки, исключении порообразования в наплавленном металле за счет увеличения количества фторсодержащих компонентов и получении хорошей шлаковой защиты, в связи с использованием в составе порошковой проволоки шлака производства силикомарганца;
- в повышении износостойкости наплавленного металла за счет изменения химического состава порошковой проволоки.
Заявляемые пределы подобраны эмпирическим путем, исходя из качества, получаемого при наплавке металла, предотвращения образования пор и холодных трещин, а также получения требуемой степени износа.
Дополнительное введение шлака силикомарганца в заявленных пределах позволяют получать самофлюсующуюся проволоку. Причем при введении в состав шихты менее 1,6% шлака силикомарганца не удается получить достаточную толщину укрывной поверхности шлаковой корки после наплавки, а при увеличении количества более 16,5% получается толщина шлаковой корки, значительно превышающая требуемую, при этом необходимы дополнительные тепловложения, повышающие расход электроэнергии при наплавке, в связи с изменением энерготехнологических режимов.
Введение в состав шихты порошковой проволоки повышенного количества углеродфторсодержащей пыли электрофильтров алюминиевого производства в смеси со шлаком производства силикомарганца позволяет снизить вероятность образования пор и холодных трещин в наплавленном металле за счет уменьшения концентрации водорода в наплавленном металле и хороших укрывных свойств получаемой шлаковой корки.
Для изготовления шихты порошковой проволоки использовали: Шлак производства силикомарганца со следующим химическим составом, мас. %:
Аl2O3=6,91-9,62; СаО=22,85-31,70; SiO2=46,46-48,16; FeO=0,27-0,81; MgO=6,48-7,92; MnO=8,01-16,3; F=0,28-0,76; Na2O=0,26-0,36; K2O=до 0,62; S=0,15-0,17; P=0,01 фракции менее 0,45 мм.
Углеродфторсодержащую пыль фильтров алюминиевого производства со следующим химическим составом, мас. %: Аl2O3=19-48; F=17-28; Na2O=2,8-12; K2O=0,36-6,0; СаО=0,6-1,8; SiO2=0,5-2,7; Fe2O3=1,7-3,6; Собщ=22-30; MnO=0,05-1,2; MgO=0,06-0,87; S=0,09-0,34; P=0,09-0,15.
При изготовлении порошковой проволоки кроме того использовали: порошок железа марки ПЖВ1 по ГОСТ 9849-86, порошок никеля ПНК-1Л5 по ГОСТ 9722-97, порошок кобальта ПК-1У по ГОСТ 9721-79, порошок углеродистого ферромарганца ФМн 78(A) по ГОСТ 4755-91, порошок ферросилиция марки ФС 75 по ГОСТ1415-93, порошок высокоуглеродистого феррохрома марки ФХ900А по ГОСТ 4757-91, порошок ферромолибдена марки ФМо60 по ГОСТ 4759-91, порошок феррованадия марки ФВ50У0,6 по ГОСТ 27130-94.
Порошки перемешивались в смесителе и прокаливались для удаления влаги при температуре 250-350°С. Далее в состав вводили шлак производства силикомарганца и углеродфторсодержащую пыль фильтров алюминиевого производства. Изготовление порошковой проволоки производилось на станке. Диаметр готовой проволоки после операций волочения составлял 3,2-4,0 мм, при коэффициенте заполнения 0,33. Порошковой проволокой с предложенной шихтой производилась наплавка стальных пластин из стали 3сп. Наплавка производилась без использования флюса на сварочном тракторе ASAW-1250.
Наличие трещин в процессе наплавки оценивали визуально, контроль качества проводили ультразвуковым методом, а также с использованием вырезанных из образцов металлографических шлифов. Дефекты (трещины, поры и неметаллические включения) при наплавке порошковой проволокой с шихтой заявляемого состава, содержащей шлак производства силикомарганца и пыль электрофильтров алюминиевого производства, не выявлены. После наплавки валиков на пластины, производилась вырезка образцов и испытания на машине 2070 СМТ-1 на истираемость.
Исследовались 5 вариантов составов шихты (таблица 1) порошковой проволоки с заграничными и заявляемыми пределами.
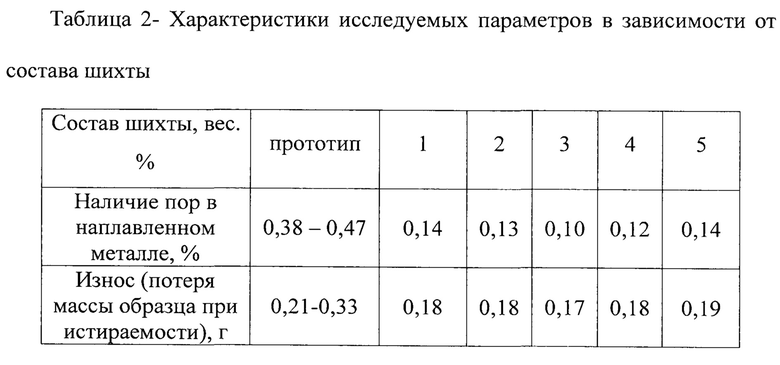
Влияние изменения химического состава на технологические свойства и механические характеристики наплавленного металла приведено в таблице 2.
Использование заявляемого состава шихты порошковой проволоки по сравнению с базовым составом (прототип) позволяет:
1. Проводить процесс наплавки без использования флюса.
2. Устранить процесс порообразования и образования холодных трещин. При наплавке заявленной порошковой проволокой сокращается образование пор до 0,1% против 0,38-0,47% при использовании прототипа.
3. Износ сокращается на 12-15%.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА | 2022 |
|
RU2779557C1 |
| Порошковая проволока для механизированной наплавки сталей | 2020 |
|
RU2750737C1 |
| Порошковая проволока | 2016 |
|
RU2641590C2 |
| Порошковая проволока | 2016 |
|
RU2632505C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2022 |
|
RU2785557C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2021 |
|
RU2756550C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2021 |
|
RU2753632C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2021 |
|
RU2762690C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2518211C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2518035C1 |
Изобретение относится к сварочным материалам и может быть использовано при наплавке без использования флюса для восстановления изношенных деталей и получения износостойкого защитного покрытия на детали горнорудного оборудования, работающих в условиях абразивного износа. Порошковая проволока состоит из стальной оболочки и порошкообразной шихты при следующем соотношении компонентов, мас. %: ферромарганец 1,6-4,2, ферросилиций 1,0-3,2, феррохром 4,8-17,5, ферромолибден 1,0-3,8, феррованадий 0,06-0,5, углеродфторсодержащую пыль фильтров алюминиевого производства 0,73-5,9, никель 0,05-0,9, кобальт 0,24-0,5, шлак производства силикомарганца 1,6-16,5, железный порошок - остальное. За счет оптимизации химического состава шихты повышается износостойкость наплавленного металла, появляется возможность проведения процесса наплавки без использования сварочных флюсов, исключается порообразование в наплавленном металле и предотвращается образование холодных трещин. 2 табл.
Порошковая проволока, состоящая из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, углеродфторсодержащую пыль фильтров алюминиевого производства, никель, кобальт и железный порошок, отличающаяся тем, что она дополнительно содержит шлак производства силикомарганца при следующем соотношении компонентов, мас. %:
| Порошковая проволока | 2016 |
|
RU2641590C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2013 |
|
RU2518035C1 |
| ФЛЮС ДЛЯ МЕХАНИЗИРОВАННОЙ СВАРКИ И НАПЛАВКИ СТАЛЕЙ | 2018 |
|
RU2682730C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 0 |
|
SU287830A1 |
| US 3838346 A1, 24.09.1974. | |||

