Данное изобретение относится к способу изготовления пригодного для сварки многослойного композита металл-полимер в качестве полуфабриката, в котором процесс резистивного нагрева применяют для получения соединения вещества с веществом между различными слоями металла и, таким образом, получения в итоге непрерывного сопротивления материала для композита в целом. Далее, в ходе последующей стадии изготовления компонента, данный композит можно сварить с разнородными материалами - с другими металлическими компонентами, листами или композитами. Затем последующие фазы перерабатывающей промышленности могут непосредственно использовать полуфабрикат многослойного композита в дополнительных процессах контактной сварки.
Композитные структуры можно изготовить из многообразных металлических, полимерных, керамических или органических материалов, в виде различных структур и комбинаций. В работе Stamm K., Witte Η., Sandwichkonstruktionen (Конструкции типа сэндвич), Springer-Verlag, Vien, New York, 1974 показаны различные варианты таких композитных конструкций. Согласно литературным данным, композитные структуры разделяют на композиты, полученные путем пропитки; соединения из частиц; волокнистые композиты или многослойные композиты. Слоистые композиты являются макроскопически неоднородными. Одним из видов слоистого композита являются конструкции в виде сэндвича, которые определяют как структуры, имеющие несколько слоев с соответствующими свойствами материала. Одна из дополнительных отличительных особенностей заключается в том, что различные слои являются плоскими и ориентированы параллельно друг другу. Типичная конструкция сэндвич-структуры представляет собой два металлических внешних слоя, с двух сторон соединенных с полимерным материалом сердцевины. Внутренние слои могут дополнительно различаться в отношении их поддерживающей способности. При этом материалы сердцевины могут обладать следующей поддерживающей способностью:
- однородной,
- селективной,
- частичной и локальной,
- направленной в одном направлении,
- направленной в нескольких направлениях.
Преимуществами использования сэндвич-конструкций являются возможности получения очень легкого веса и в то же время высокого уровня жесткости и прочности. Конструкцию сэндвича можно регулировать в зависимости от компонента по уровню и направлениям нагрузок на компонент. Дополнительно, по сравнению с монолитными материалами, можно получить значительно более высокое поглощение механической, а также акустической энергии. Аэрокосмическая промышленность, а также автомобильная промышленность, конструирование грузопассажирских автомобилей, мотоциклов, сельскохозяйственной и железнодорожной техники; сооружение судов и зданий, контейнеров; или индустрия возобновляемых источников энергии являются лишь некоторыми отраслями перерабатывающей промышленности, которые применяют упомянутые преимущества сэндвич-структур.
С другой стороны, производство сэндвич-структур часто требует сложных производственных процессов. Для них невозможно применять другие способы производства, хорошо разработанные и экономически эффективные для монолитных материалов, таких как сталь. Это особенно относится к процессам сварки, таким как контактная сварка.
При контактной сварке, а также ее разновидностях - точечной сварке, сварке роликовым швом или рельефной сварке - для резистивного нагрева используют физический закон Джоуля. Это подразумевает расходование электрической энергии на преодоление омического сопротивления и, к тому же, дополнительно, превращение ее в тепловую энергию. В процессе точечной сварки в электрической цепи протекает ток. Детали установки изготавливают из меди, чтобы они обладали хорошей электропроводностью, с низким сопротивлением и малыми потерями тепла. В точках перехода от меди к металлическим листам, между листами и от второго листа к меди, энергия тока изменяется в соответствии с омическими сопротивлениями. Эти сопротивления называют переходными или контактными сопротивлениями. Сопротивление в пределах однородного и монолитного материала называют сопротивлением материала, и оно значительно ниже, чем переходное сопротивление, что приводит к значительно меньшему количеству тепла. Из-за того эффекта, что переходное сопротивление между двумя листами по большей части является самым высоким, тепловая энергия в этой точке также является самой высокой. В итоге тепловая энергия в этой точке достигает температуры плавления листов, и возникает сварная точка или так называемое ядро сварной точки. Для многослойной комбинации листов, с более чем двумя листами, этот эффект может достигаться в нескольких переходных точках между материалами, в зависимости от физических свойств применяемых металлических материалов. Таким образом, появление данного эффекта может быть желательным (например, в комбинации из трех листов, применяемой при конструировании корпуса автомобиля в автомобильной промышленности); или ненужным, например, если нежелательно возникает контакт металлов при получении изолированных компонентов электрических конструкций.
Формула тепловой энергии:
где IS - сварочный ток; t=время проведения сварки и RG=сумма всех упомянутых ранее сопротивлений. Дополнительно, RG можно выразить следующим образом:
где RM - сумма всех сопротивлений материалов и RT - сумма всех переходных сопротивлений. Дополнительно, более подробно, RM можно выразить следующей формулой:

где ρEL - удельное электрическое сопротивление материала, L - длина проводника и А - сечение проводника.
Если производят поверхностную обработку металла, например, наносят гальваническое покрытие, то RT дополнительно можно выразить следующим образом:

где RC - сопротивление сжатия, Rb - объемное сопротивление и RI - сопротивление слоя загрязнений, которое можно выразить следующим уравнением:

где ρH основное удельное сопротивление, s - толщина слоя загрязнений, π число «пи» и r - максимальный радиус контакта.
Одним из недостатков при работе с сэндвич-структурами существующего уровня техники является невозможность осуществления процессов контактной сварки, если в перерабатывающей промышленности необходимо сварить сэндвич-структуру с другими компонентами или листами. Согласно уровню техники? в сэндвич-структуре имеется по меньшей мере один изолирующий слой из неметаллического материала, например, из полимера или вяжущего вещества. Из-за этого в ходе контактной сварки электрическая цепь не замыкается, и, следовательно, невозможно создать тепловую энергию, которая сплавляет сэндвич-структуру с другим компонентом или листом.
Типичные сэндвич-панели с плоским расположением различных слоев упомянуты в публикациях WO 2014009114 А1, WO 2014001152 А9, WO 2012048844 А1 и WO 2013156167 А1, а также в спецификации по стали Tata "Coretinium® - A unique and durable composite solution that delivers light-weight products and design innovation" [Уникальное и износостойкое решение для композита, которое дает продукты с легкой массой и инновационную конструкцию] (Интернет-адрес:
http://www.tatasteeleurope.com/static_files/Downloads/Construction/Coretinium/Coretinium%2 0gen%20app%20data%20sheet.pdf).
Кроме того, публикации WO 20080125228 А1 и WO 2004002646 А1 описывают способ изготовления металлической сэндвич-структуры, в которой различные слои соединены друг с другом. Все эти WO-публикации обладают одним и тем же недостатком - они содержат изолирующий материал между металлическими внешними слоями, что приводит к невозможности осуществления контактной сварки.
Японская публикация JP Н01-127125 описывает способ изготовления сэндвич-панели, включающей два слоя металлических листов и один гофрированный элемент. Для прикрепления первого слоя металлического листа к одной из поверхностей гофрированной полосы применяют точечную сварку. Затем следует обработка клейкой лентой. Для прикрепления второго слоя металлического листа ко второй поверхности гофрированной полосы путем поджатия и соединения применяют пару установок с прижимными валками. Недостатком полученного полуфабриката является тот факт, что в следующих далее технологических процессах, например, при изготовлении автомобильных корпусов, невозможно применять эти виды сэндвич-продуктов для последующих процессов контактной сварки с целью соединения этих сэндвич-панелей с другими листами, пластинами или деталями сложной формы для корпуса автомобиля. Причина заключается в том, что упомянутая клейкая лента в процессе контактной сварки работает как изолятор для электрической цепи. Невозможно получить ядро сварной точки и, следовательно, соединение.
Японская патентная публикация JP HO2-78541А описывает способ получения сэндвич-структуры, в которой на внешней поверхности одного металлического листа в ламинате, полученном с прослойкой смолы, формируют углубления. Рассчитывают так, чтобы конец выступающей части находился на определенном расстоянии от внутренней поверхности листа из другого металла. Это означает, что, несмотря на то, что для внешнего слоя используют профилированный стальной лист, в итоге будет получен выраженный изолирующий зазор между обоими металлическими листами, что приводит к конфигурации, непригодной для контактной сварки.
Патентная публикация ЕР 1059160 А2 описывает композитный материал, в котором внутренний слой прочно скреплен с двумя внешними слоями. Но материалы слоев характеризуются как неметаллические (текстильные структуры), и контакт не представляет собой замыкание материала. Тем не менее, эта ЕР патентная публикация является первой цитируемой публикацией, которая описывает непрерывный контакт по всей толщине композита; таким образом, возможность контактной сварки отсутствует.
Кроме того, патентная публикация WO 03082573 A1 и патентная публикация US 2005126676 A1 описывают устройства и способы для получения композитных материалов. В дополнение к металлическим внешним слоям, внутренний слой также содержит металлические элементы в виде мелко нарезанных волокон. Но непрерывное замыкание материала по всей высоте сэндвич-структуры является невозможным, поскольку в ходе первых стадий изготовления на оба внешних слоя наносят клеящий материал. Имеющие к этому отношение вариации конструкции известны также из патентной публикации ЕР 1059160 А2, в которой в качестве материала сердцевины используют неспособные к сварке текстильные прокладки; или из патентных публикаций WO 9801295 A1 и ЕР 0333685 А2, где волокна, применяемые в качестве материала сердцевины, наносят электростатическим осаждением или, предпочтительно, электростатическим нанесением.
Патентная публикация WO 2016097186 А1 описывает способ изготовления сэндвич-панели в виде полуфабриката, в котором для получения непосредственного механического контакта между всеми металлическими слоями используют по меньшей мере один трехмерный металлический слой; соответственно, это позволяет протекать току в ходе контактной сварки, поскольку при этом электрическая цепь замкнута. Согласно этой публикации, одним из недостатков в отношении соединения этой сэндвич-панели с другими металлическими листами или компонентами является то, что все металлические слои не имеют замыкания по материалу, а существует лишь непосредственный механический контакт, который работает в ходе точечной сварки, в качестве дополнительного переходного сопротивления в дополнение к исходному переходному сопротивлению между сэндвич-панелью и другим металлическим листом или компонентом.
Таким образом, ядро сварной точки может возникать в переходных зонах различных слоев сэндвича, а не в переходной зоне между сэндвич-панелью и другим листом, в зависимости от комбинации материалов, толщин материалов и их физических свойств, таких как теплопроводность или теплоемкость.
То обстоятельство, что сэндвич-структуры не способны свариваться контактной сваркой в исходном состоянии, то есть в состоянии поставки, привело к появлению большого количества процессов, разработанных с целью получения, в определенной степени, возможности контактной сварки. Одним из примеров является патентная заявка US 2013273387, которая относится к высокочастотной сварке металлических листов в виде сэндвича. Соответственно, первую металлическую деталь в виде композитного листа, содержащего по меньшей мере два металлических листа и расположенный между обоими металлическими листами лист, материал которого имеет состав, отличный от состава этих двух металлических листов, сваривают со второй металлической деталью в виде листа, состоящего из сплошного металлического материала, или из другого композитного материала, содержащего по меньшей мере два металлических листа и расположенный между обоими металлическими листами лист, материал которого имеет состав, отличный от состава этих двух металлических листов.
Способ сварки сэндвич-панелей методом контактной точечной сварки упомянут в публикации WO 2011082128 А1, в которой материал сердцевины композита сэндвич-панели проложен между двумя металлическими внешними слоями. Задачу - обеспечение конкретной возможности контактной сварки решают за счет введения во внутренний слой множества стальных волокон, которые обеспечивают электрическое соединение со стальными листами внешних слоев. Одна из проблем заключается в воспроизводимости и повторяемости результатов сварки. Не гарантировано наличие надлежащим образом и в достаточном количестве расположенных в контакте стальных волокон, если последующий производитель захочет использовать определенные параметры сварки. Существует значительная опасность получения разбрызгивания при сварке в областях контакта стального волокна со стальными наружными слоями и возгорания неметаллических частей вокруг него. В дополнение, в качестве одного из путей решения данной проблемы также упоминают размягчение и вытеснение неметаллического промежуточного слоя, что подробно описано в последующих публикациях.
Чтобы обойти недостатки не свариваемых контактной сваркой сэндвич-структур, существуют различные патенты, которые описывают процессы и способы, позволяющие сделать сэндвич-структуры (которые нельзя сваривать в виде исходного полуфабриката, то есть в конфигурации состояния поставки), способными к сварке в конкретных дополнительных процессах. Одним из примеров является публикация JP 2006305591 А, в которой два металлических внешних слоя перекрывают на обеих поверхностях изолирующей накладкой из термопластичной смолы. Задачу приведения этих двух металлических слоев в прямой контакт решают путем размягчения изолирующей накладки из смолы и сдвига накладки от места сварки. Оба сварочных электрода должны находиться в нагретом состоянии, что повышает стоимость, создает необходимость в специальном оборудовании для производителей и не используется в последующих технологических процессах.
Другой конкретный путь сделать непригодный для контактной сварки сандвич-продукт способным к сварке, в конкретной конфигурации и с введением дополнительной технологической стадии в ходе изготовления компонента, приведен в публикации DE 102011054362 А1. Эту задачу решают путем нагрева внутреннего слоя из пластика на первой технологической стадии, с последующим приложением усилия к поверхности сэндвича посредством по меньшей мере одного электрода на второй технологической стадии. Размягченный неметаллический промежуточный слой будет смещаться от положения приложения усилия, и оба металлических внешних слоя придут в контакт. Обе стадии являются дополнительными технологическими стадиями в ходе изготовления компонента и требуют дополнительного времени производства, увеличения стоимости изготовления и уменьшения временных циклов. Кроме того, упоминается, что это решение работает только для конкретной граничной зоны компонента. Такие же дополнительные технологические стадии разработаны в публикации DE 102011109708 А1, которая также описывает последующий процесс для получения способной к сварке сандвич-структуры, у которой оба металлических внешних слоя в исходном состоянии не находятся в непосредственном контакте. Публикация FR 2709083 А1 описывает типичную сэндвич-панель с двумя металлическими листами в качестве внешних слоев и неметаллическим материалом сердцевины, который изолирует эти два внешних слоя. Для достижения конкретной свариваемости применяют такой же подход, как и в публикации DE 102011054362 А1: размягчение и смещение неметаллического материала сердцевины по граничной области листов.
Другой масштабный и сложный способ создания электрической цепи для несвариваемой контактной сваркой сэндвич-панели описан в патентной публикации WO 2012150144 А1. Здесь задачей является создание электрического мостика с дополнительными элементами установки, чтобы обойти изолирующий полимерный материал и получить возможность сварки сэндвича с другими листами. Очень обширная металлическая деталь, которая ограничивает доступ к листам, требует дополнительного времени для установки и помещения на нужное место. Это увеличивает себестоимость продукции. Создание электрического контакта (при проблеме неопределенного протекания электрического тока) будет особенно проблематичным для деталей сложной формы и больших размеров.
Патентная публикация WO 2014121940 А1А описывает дополнительный путь соединения сэндвича. В этом случае сэндвич-панель определяют как структуру с двумя металлическими внешними сторонами и изолирующим материалом сердцевины. Такое определение приводит к неспособности к сварке в исходном состоянии сэндвича. Соединение не с помощью контактной сварки возможно только после дополнительной производственной стадии, проводимой с целью получения выступа на первой боковой стороне и канавки на противоположной второй боковой стороне панели, при этом выступ и канавка соединяемых панелей соответствуют друг другу при сборке, образуя соединение между объединяемыми панелями.
На основе этих публикаций невозможно решить проблему недостатков сэндвич-структур, у которых отсутствует способность к контактной сварке в исходном полуфабрикате и в состоянии поставки. Для последующего изготовления компонентов невозможно применять существующие экономически эффективные и быстрые процессы контактной сварки. Данный недостаток может происходить из-за несплошного замыкания металлического материала по всей толщине сэндвич-структуры.
Целью данного изобретения является избежать недостатков существующего уровня техники и получить усовершенствованный способ изготовления сэндвич-панели как полуфабриката, при котором обеспечивают непрерывное замыкание металлического материала для последующих процессов контактной сварки. В процессе контактной сварки неотвержденный неметаллический материал выдавливают из области металлических контактов, и различные металлические слои сваривают друг с другом как при сварке так называемым прихваточным сварочным швом. Существенные отличительные особенности данного изобретения перечислены в прилагаемой формуле изобретения.
В способе по изобретению по меньшей мере два металлических слоя, по меньшей мере один из которых наносят путем использования трехмерного металлического листа, например, как указано в патентной публикации WO 2014096180 А1, объединяют с по меньшей мере одним неметаллическим слоем, который помещают в несшитом и неотвержденном состоянии между данными металлическими слоями. После того, как создана сэндвич-структура в целом, проводят процесс контактной сварки, для осуществления сварки прихваточными швами, а это означает, что существует полный контакт по металлу, что приводит к непрерывному замыканию металлического материала по всей сэндвич-структуре.
В соответствии с данным изобретением сэндвич-панель изготавливают из по меньшей мере двух металлических слоев и по меньшей мере одного неметаллического и неотвержденного слоя, помещаемого в углублении полостей, образованных между двумя металлическими слоями, если по меньшей мере один из металлических слоев сформирован в виде трехмерного объекта. Неметаллический и неотвержденный слой полностью заполняет углубления полостей, образованных между двумя слоями металла. Применение нагревательного устройства для обеспечения хорошей текучести неметаллического материала зависит от химической основы. Для того, чтобы получить вязкость свыше 500 мПас (милли-Паскаль-секунда), предпочтительная температура для эпоксидной смолы составляет от 35 до 65°С, предпочтительно от 40 до 65°С. Трехмерный металлический слой можно нагревать не выше 80°С, предпочтительно также от 55 до 65°С, для улучшения реологических свойств заполняющего неметаллического материала. Для проведения последующего процесса контактной сварки, предпочтительно проводимого в виде контактной роликовой сварки, чтобы получить прихваточный сварной шов, важно, чтобы усилие на электроде выдавливало неотвержденный неметаллический материал из зоны металлических контактов различных металлических слоев, но не нарушало структуру, а также конкретный слой сэндвича, например не перекашивало.
Таким образом, предпочтительно усилие на электроде составляет 1,0 кН - 3,0 кН, более предпочтительно 1,8 кН - 2,5 кН. Тогда усилие на электроде позволяет осуществить металлический контакт для сварки на одной стороне, но также сохраняет высокую степень заполнения неметаллического неотвержденного слоя на другой стороне с клеевыми контактами со всеми металлическими слоями.
Преимущество прихваточного сварного шва, применяемого согласно данному изобретению, заключается в том, что неметаллический материал не повреждается из-за высокого сварочного тока или наличия жидкого металла в ходе сварки. Кроме того, прихваточный сварной шов позволяет проводить последующие операции формовки, например, глубокую вытяжку, для создания из плоского сэндвич-листа детали сложной формы. Прихваточный сварной шов придает предпочтительную жесткость сэндвичу, как при нормальной сварке. С другой стороны, прихваточный сварной шов позволяет получить хорошую стабильность при изготовлении сэндвич-структуры до того, как клеящий материал затвердеет. Соединение слоев на основе комбинации прихваточного сварного шва на одной стороне и связи, обеспечиваемой клеевым материалом, на другой стороне, позволяет получить высокую стабильность формы без расслоения различных слоев при осуществлении различных технологических операций резания или штамповки, таких как лазерная резка, гидроабразивная резка, плазменная резка или механическая резка. Адгезия слоя по данному изобретению является предпочтительным примером воплощения, если адгезия прихваточного сварного шва ниже, чем адгезия неметаллического клеящего материала. В результате можно получить углы изгиба свыше 130 градусов, без какого-либо расслоения слоев. Кроме того, метод контактной роликовой сварки является экономически эффективным способом изготовления, который в дальнейшем легко автоматизировать, с высокими скоростями сварки - более 4 м/мин.
В последующем производственном процессе, таком как изготовление корпуса автомобиля, при использовании прихваточного сварного шва по данному изобретению можно применять сэндвич-структур у в ее исходном виде, в состоянии поставки, непосредственно для последующего процесса контактной сварки; то есть получают сэндвич-структуру для создания замкнутого электрического контура, а также для ограничения полученного сварного шва областью контакта сэндвич-структуры с другим металлическим компонентом.
Данное изобретение разъяснено более подробно со ссылкой на последующие чертежи.
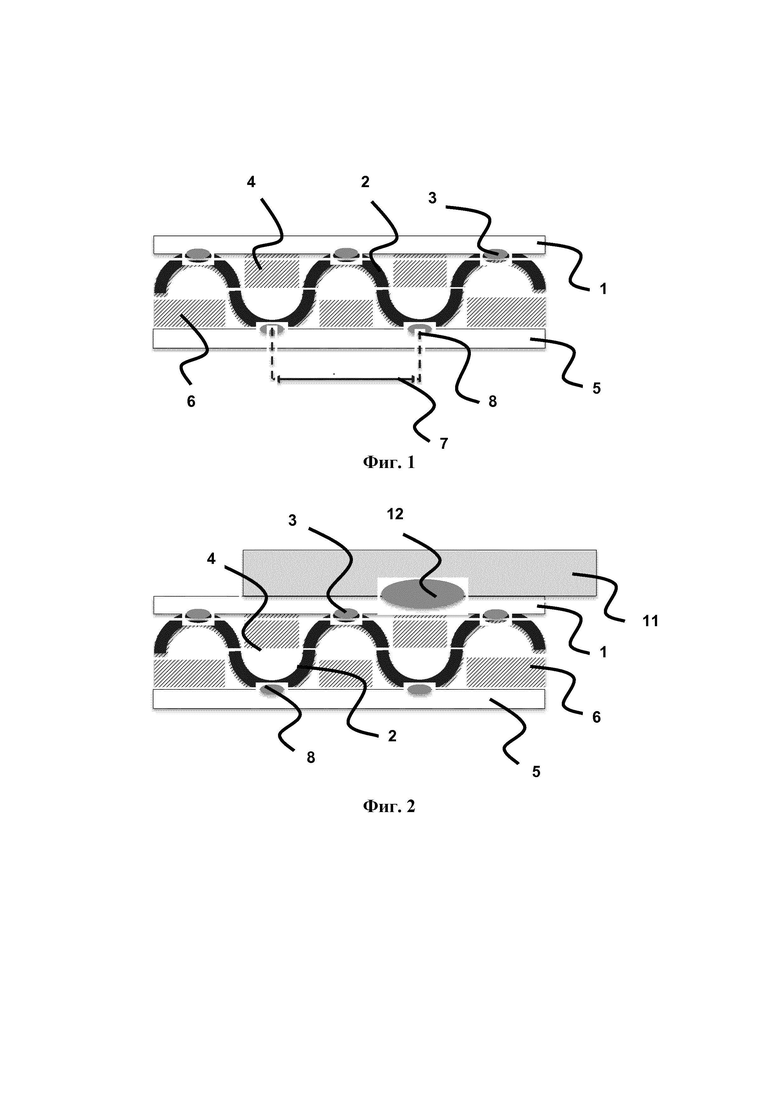
Фиг. 1 схематически изображает предпочтительное воплощение в виде сбоку,
Фиг. 2 схематически изображает воплощение изобретения по Фиг. 1 (вид сбоку) при соединении его с другим компонентом.
На Фиг. 1 металлический слой 1 и трехмерный металлический слой 2 соединены друг с другом прихваточный швом 3. Пространство 4 полости между металлическими слоями 1 и 2 заполнено полимерным материалом. На Фиг. 1 изображен также третий металлический слой 5. Металлический слой 5 соединен прихваточный швом 8 с металлическим слоем 2. Соответственно, углубление полости 6 между металлическими слоями 2 и 5 заполнено полимерным материалом. Дополнительно Фиг. 1 изображает пример амплитуды 7 между двумя прихваточными сварными швами 8.
Фиг. 2 изображает решение для сэндвич-структуры Фиг. 1, где сэндвич-структура сварена точечной сваркой 11 с внешним компонентом 12.
В предпочтительном воплощении данного изобретения в качестве неметаллической сердцевины используют только неметаллический слой клеящего материала, в отличие от большинства сэндвич-структур существующего уровня техники, где сэндвич-панель состоит из двух металлических внешних слоев и двух слоев клеящего материала, соединяющих оба внешних слоя с расположенным посередине материалом сердцевины. Таким образом, сэндвич-структур у по данному изобретению можно создать с помощью более простой производственной линии и при увеличенной тактовой частоте. Данная сэндвич-структура будет дешевле из-за экономии двух слоев по сравнению с сэндвич-панелями существующего уровня техники.
В предпочтительном воплощении данного изобретения повторяющиеся металлические контакты имеют амплитуду менее 5,0 мм, при этом на каждую амплитуду используют сварочный ток 1,0-1,4 кА для создания прихваточного сварного шва.
Таким образом, в случае способа по данному изобретению можно соединять сэндвич-панель, чтобы соединить полуфабрикат с помощью контактной сварки с другими листами, пластинами, деталями сложной формы или другими сэндвич-панелями, с получением конструкции, представляющей собой желаемую комбинацию решений.
Форма трехмерного слоя, в комбинации с выбранным неметаллическим материалом и степенью заполнения неметаллическим материалом углублений полостей, образованных между металлическими слоями, придает этим панелям их отличительные особенности в отношении механических свойств, жесткости, звукоизоляции, возможности соединения и обработки.
При получении сэндвич-панели по данному изобретению первый и второй металлические слои предпочтительно изготавливают из одного и того же материала, например из нержавеющей стали, углеродистой стали, меди, алюминия, магния; но первый и второй металлические слои могут также быть изготовлены из различных металлических материалов, различных металлов или различных металлических композиций. Однако при использовании различных металлов или различных металлических композиций сочетание этих металлов может дополнительно изменять поведение сэндвич-панели. Например, в некоторых решениях по данному изобретению может быть предпочтительной комбинация металлов с различными коэффициентами термического расширения. Используя два металла с двумя различными коэффициентами термического расширения, можно повлиять на термическое расширение сэндвич-панели; и поверхность трехмерного листа может избежать разрыва в сваренных областях сэндвич-панели. Кроме того, сэндвич-панель по данному изобретению с двумя слоями из различных металлов можно использовать для соединения компонентов в тех областях автомобильных корпусов, сконструированных из нескольких материалов, где протекает влажная коррозия. Например, основание центральной стойки кузова изготовлено из нержавеющей стали, а стержень фермы в нижней части кузова изготовлен из алюминия; сэндвич-панель можно использовать в качестве соединения между этими двумя деталями. Алюминиевую сторону сэндвича приваривают к алюминиевому стержню фермы, а слой сэндвича, сделанный из нержавеющей стали, приваривают к центральной стойке кузова из нержавеющей стали. В результате отсутствует контактная коррозия и отсутствует соединение по электрохимическому потенциалу между различными компонентами. Таким образом, единственное соединение по потенциалу находится в сэндвиче, но неметаллический слой изолирует большие площади, и остаточный металлический контакт является малым (линейный или точечный контакт), по сравнению с размерами компонента.
В изготовленной по данному изобретению сэндвич-панели трехмерный металлический слой представляет собой гофрированную металлическую деталь, металлическую деталь с округлыми выступами, утолщениями на поверхности второго металлического слоя, или любую другую трехмерную металлическую деталь, которую можно механически соединить с по существу плоским двумерным первым металлическим слоем. Подходящие формы для второго металлического слоя можно найти, например, в публикации WO 2014/096180. Форма второго металлического слоя также определяет амортизацию, шум, вибрацию, жесткость, особенно устойчивость в отношении продольного изгиба, а также способность к сварке сэндвич-панели. Профилированные округлыми выступами и утолщениями листы обеспечивают не зависящую от направления жесткость, но они могут быть сварены только контактной точечной сваркой, из-за точечного контакта. Жесткость гофрированных профилированных листов зависит от направления, но их можно сваривать с помощью всех технологий непрерывной сварки, таких как роликовая контактная сварка, из-за наличия линейного контакта. В случае, когда форма второго металлического слоя является гофрированной и зависит от условий применения сэндвич-панели, второй металлический слой может по существу иметь форму синусоидальной волны, или второй слой может иметь форму гофрированной полосы, когда две части этой полосы, расположенные рядом друг с другом, находятся в по существу перпендикулярном положении друг относительно друга. Также для второго слоя в сэндвич-панели, изготовленной по данному изобретению, можно использовать другие формы гофрированных полос.
Неметаллический слой между двумя металлическими слоями в сэндвич-панели по данному изобретению предпочтительно делают из полимерного материала, материала, представляющего собой смолу, герметизирующего материала, отверждаемых в холодном состоянии или при нагревании одно- или двухкомпонентных клеящих материалов, например, ударостойкого однокомпонентного клеящего материала, применяемого в автомобильной промышленности, или двухкомпонентного, обладающего клеящими свойствами по отношению к сэндвичу материала, содержащего смолу и отвердитель. Существенными свойствами неметаллического промежуточного слоя являются неотверждающие условия при сборке сэндвич-панели и вязкость в ходе нанесения, а также способ отверждения и вспенивания. Хорошей вязкостью для достижения заданной степени заполнения без нарушения зон металлических контактов является вязкость от 400 до 10000 мПас, более предпочтительно более 500 мПас. Кроме того, более предпочтительный пример воплощения неметаллического слоя обладает вязкопластичными или тиксотропными свойствами и удельной массой 1,0-1,1 г/см3. Как указано ранее, для достижения необходимой вязкости нанесения может быть необходимым предварительно нагреть неметаллический материал перед нанесением, в зависимости от выбранного полимера, и предпочтительно в диапазоне температур от 40 до 65°С.
Различные металлические слои в сэндвич-панели по данному изобретению присоединяют друг к другу посредством комбинации связывания клеящим веществом и методом контактной сварки покрытия из металлического материала, чтобы последующая контактная сварка с целью получения из полуфабриката конструкции, представляющей собой желаемую комбинацию технических решений, с другими листами, пластинами или деталями сложной формы, была сосредоточена в точках, где первый металлический слой и второй металлический слой имеют смыкание друг с другом по металлическому материалу. Расстояние λ между контактами различных смычек материалов внутри сэндвича должно быть таким малым, чтобы в любом случае последующего расположения по отношению к другим компонентам могла сформироваться электрическая цепь, в результате образования ядер сварных точек между этим другим компонентом и одним из внешних слоев структуры сэндвича. В отношении стандартно применяемых для контактной точечной сварки по ISO 5821 медных электродов, подходящим расстоянием для данного изобретения является λ≤5,5 мм, предпочтительно λ≤2,5 мм.
Сэндвич-структуру по данному изобретению применяют в последующем процессе изготовления, например, при конструировании корпусов пассажирских автомобилей, грузопассажирских, сельскохозяйственных или железнодорожных транспортных средств, особенно в случае деталей, работающих во влажных зонах, или таких деталей, как крыша автомобиля, капот/передняя стенка, канал, внутренний слой стойки, откидная верхняя панель передка кабины, или в таких имеющих отношение к шуму применениях, как контейнер.
| название | год | авторы | номер документа |
|---|---|---|---|
| Контактная сварка несвариваемых металлов с помощью нанесенных термическим напылением промежуточных слоев | 2018 |
|
RU2776711C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И/ИЛИ ИХ ОБЪЕДИНЕНИЯ | 2006 |
|
RU2395537C2 |
| ЭЛЕМЕНТ ДЛЯ НЕЙТРАЛИЗАЦИИ ИЛИ СНИЖЕНИЯ ТОКСИЧНОСТИ ОТРАБОТАВШИХ ГАЗОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2352794C2 |
| СИСТЕМА И СПОСОБ ДЛЯ ФОРМИРОВАНИЯ ПОДКРЕПЛЯЮЩЕГО ЭЛЕМЕНТА ЗА ОДНО ЦЕЛОЕ С МНОГОСЛОЙНЫМ МЕТАЛЛОВОЛОКНИСТЫМ ЛИСТОМ | 2009 |
|
RU2501710C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ХОЛОДИЛЬНОГО И/ИЛИ МОРОЗИЛЬНОГО АППАРАТА | 2018 |
|
RU2736470C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЛЕГКОЙ АУСТЕНИТНОЙ КОНСТРУКЦИОННОЙ СТАЛИ И ИЗДЕЛИЕ ИЗ ЛЕГКОЙ АУСТЕНИТНОЙ КОНСТРУКЦИОННОЙ СТАЛИ (ВАРИАНТЫ) | 2011 |
|
RU2544970C2 |
| КРОВЕЛЬНАЯ СЭНДВИЧ-ПАНЕЛЬ | 2024 |
|
RU2837209C1 |
| Абсорбирующее изделие с профилированной системой приёма и распределения | 2013 |
|
RU2650061C2 |
| СЭНДВИЧ-ПАНЕЛЬ | 2004 |
|
RU2341546C2 |
| Абсорбирующее изделие с высоким содержанием абсорбирующего материала | 2013 |
|
RU2624712C2 |
Изобретение относится к области композитных материалов и касается способа изготовления пригодного для сварки многослойного композита металл-полимер. Способ изготовления сэндвич-панели как полуфабриката, в котором по меньшей мере один слой (4) из неметаллического материала помещают между по меньшей мере двумя металлическими слоями (1, 2, 5). По меньшей мере один из металлических слоев сформирован в виде трехмерного слоя (2), и металлические слои (1, 2, 5) замыкают по материалу друг на друга посредством прихваточного сварного шва (3, 8) на металлических контактах между металлическими слоями (1, 2, 5) для обеспечения возможности проведения контактной электросварки полуфабриката. Изобретение обеспечивает возможность соединять сэндвич-панель, чтобы соединить полуфабрикат с помощью контактной сварки с другими листами, пластинами, деталями сложной формы или другими сэндвич-панелями, с получением конструкции, представляющей собой желаемую комбинацию решений. 16 з.п. ф-лы, 2 ил.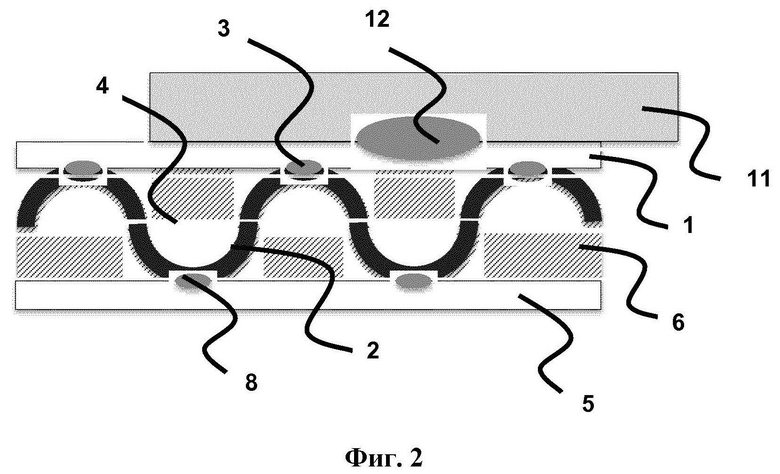
1. Способ изготовления сэндвич-панели как полуфабриката, в котором по меньшей мере один слой (4) из неметаллического материала помещают между по меньшей мере двумя металлическими слоями (1, 2, 5), при этом по меньшей мере один из металлических слоев сформирован в виде трехмерного слоя (2) в форме гофрированной металлической полосы, обеспечивая металлические контакты между металлическими слоями (1, 2, 5), отличающийся тем, что металлические слои (1, 2, 5) соединяют посредством прихваточных сварных швов (3, 8) с помощью процесса контактной сварки, осуществляемого с помощью роликовой контактной сварки с усилием на электроде от 1,0 кН до 3,0 кН и скоростью сварки выше 4,0 м/мин, для обеспечения свариваемости полуфабриката методом контактной сварки.
2. Способ по п. 1, отличающийся тем, что прихваточный сварной шов (3, 8) получают с усилием на электроде от 1,8 кН до 2,5 кН.
3. Способ по п. 1 или 2, отличающийся тем, что амплитуда (7) трехмерного слоя (2) составляет менее 5,0 мм, при этом для получения прихваточного сварного шва применяют сварочный ток 1,0-1,4 кА на амплитуду.
4. Способ по любому из предшествующих пп. 1-3, отличающийся тем, что металлические слои (1, 2, 5) выполнены из одного и того же металла.
5. Способ по любому из предшествующих пп. 1-3, отличающийся тем, что металлические слои (1, 2, 5) выполнены из различных металлических материалов.
6. Способ по п. 5, отличающийся тем, что металлические слои (1, 2, 5), выполнены из металлов с двумя разными коэффициентами термического расширения, влияющими на термическое расширение сэндвич-панели.
7. Способ по любому из предшествующих пунктов, отличающийся тем, что металлические слои (1, 2, 5) выполнены из нержавеющей стали.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что металлические слои (1, 2, 5) выполнены из углеродистой стали.
9. Способ по любому из предшествующих пунктов, отличающийся тем, что металлические слои (1, 2, 5) выполнены из алюминия.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что металлические слои (1, 2, 5) выполнены из магния.
11. Способ по любому из предшествующих пунктов, отличающийся тем, что неметаллический слой выполнен из полимерного материала.
12. Способ по любому из предшествующих пунктов, отличающийся тем, что неметаллический слой выполнен из материала, представляющего собой смолу.
13. Способ по любому из предшествующих пунктов, отличающийся тем, что неметаллический слой выполнен из герметизирующего материала.
14. Способ по любому из предшествующих пунктов, отличающийся тем, что неметаллический слой выполнен из отверждаемого на холоде или при нагревании одно- или двухкомпонентного клеящего материала.
15. Способ по любому из предшествующих пунктов, отличающийся тем, что неметаллический слой выполнен из двухкомпонентного обладающего адгезионной способностью по отношению к сэндвичу материала, содержащего смолу и отвердитель.
16. Способ по любому из предшествующих пунктов, отличающийся тем, что в последующем производственном процессе полуфабрикат сэндвич-панели соединяют посредством сварки с получением из полуфабриката желаемой комбинации технических решений.
17. Способ по любому из предшествующих пунктов, отличающийся тем, что в последующем производственном процессе полуфабрикат сэндвич-панели соединяют посредством контактной точечной сварки с получением из полуфабриката желаемой комбинации технических решений.
| US 2015165724 A1, 18.06.2015 | |||
| WO 2016146511 A1 22.09.2016 | |||
| WO 2014009114 A1, 16.01.2014 | |||
| RU 2004138553, 20.08.2005. |

