Настоящее изобретение относится к получению сочетаний несвариваемых металлов, таких как алюминий с (нержавеющей) сталью, свариваемость контактной сваркой которых обеспечивают посредством нанесения термическим напылением слоя алюминия на поверхность (нержавеющей) стали со строго определенной толщиной, шероховатостью поверхности и переходным сопротивлением. Затем на второй стадии проводят процесс контактной (точечной) сварки. Используемые параметры сварки необходимо выбирать таким образом, чтобы расплавлялась только зона контакта алюминия с алюминием, при отсутствии хрупких интерметаллических фаз между слоем алюминия и (нержавеющей) сталью.
Контактная сварка сопротивлением является одним из наиболее часто используемых способов сварки в металлообрабатывающей промышленности. Контактную сварку сопротивлением можно выполнять, например, точечной сваркой, роликовой сваркой, рельефной сваркой или адгезионной сваркой, чтобы получить сваренную крупную бытовую технику, топливные баки, кузовные конструкции автомобилей, железные дороги или грузовики. Но существует множество материалов, таких как горячеформованные мартенситные нержавеющие стали или сочетания двух или трех соединяемых материалов, которые не поддаются свариванию посредством контактной сварки. Для этих материалов есть несколько идей по созданию механических припоев или паяльных депо на материале. Однако эти механические припои или паяльные депо требуют деформации и/или резки материала, чтобы иметь хорошую связь или сформировать смыкание между материалом и механическим припоем или паяльным депо. Когда материалы далее обрабатывают традиционными способами контактной сварки, сварная точка обычно в результате обладает свойством хрупкого разрушения с образованием холодных трещин и, следовательно, низким уровнем прочности, а также низкой передачей усилия.
Во всей автомобильной машиностроительной промышленности для кузова автомобиля предпочитают использовать различные металлы, такие как (нержавеющие) стали и алюминий, в конструкции со многими материалами, имеющей соединения несходных материалов. В известном уровне техники отсутствует способ термической сварки, можно использовать только склеивание и механическое соединение. С помощью традиционных способов сварки образуются непрочные интерметаллические фазы между алюминием и (нержавеющей) сталью. С помощью изобретения можно использовать дешевую контактную точечную сварку с коротким производственным циклом. Кроме того, может быть повышена коррозионная стойкость (контакта). С помощью изобретения можно достичь подобной алюминиевым соединениям прочности соединения для несходных сочетаний.
Патентная заявка ЕР 2679328 A1 относится к способу соединения первого соединяемого объекта со вторым соединяемым объектом посредством контактной сварки сопротивлением и неразъемному соединению с помощью современного технологического способа двух объектов. Целью изобретения является обеспечение альтернативного способа соединения первого соединяемого объекта со вторым соединяемым объектом с применением вспомогательного соединения и способа сварки, в частности, обеспечение способа добавления различных соединяемых элементов, в частности, различных соединяемых объектов, из которых по меньшей мере один включает оксидный слой.
Патентная заявка DE 102016106756 относится к термическому напылению для защиты от коррозии, например, к термическому напылению алюминия. В одном воплощении обеспечивают коррозионностойкую сборку, включающую: первый металлический элемент, который собран со вторым металлическим элементом, соединение между первым и вторым элементом и противокоррозионный слой, покрывающий по меньшей мере часть соединения, где противокоррозионный слой состоит из алюминия и цинка.
Патентная заявка DE 102014011599 относится к способу соединения по меньшей мере двух элементов, в котором можно просто в технологическом и производственном отношении обеспечить надежное соединение двух компонентов. Сварные точки формируют в центре между соединяющим вспомогательным элементом и внутренней стороной второго компонента (стали). Это позволяет устранить недостатки эксцентрического замыкающего материал соединения, а также плохое линзообразование, наклон вспомогательного соединяющего элемента, образование пор и пустот и изотропные прочностные свойства. Диаметр купола над утолщением материала может быть меньше, чем диаметр головки элемента и иметь настолько большую высоту, чтобы лишь получить между двумя компонентами допустимый зазор.
Патентная заявка ЕР 1582283 относится к способу точечной сварки двух жестких стальных элементов, которые окончательно загрунтованы или окрашены, в электрофоретической ванне, включающий размещение небольших пластин, предпочтительно из легко свариваемого металла, такого как низкоуглеродистый чугун, между листами в местах сварки. Способ обеспечивает точечную сварку двух листовых металлических элементов из высокопрочной стали, которые затем окрашивают с помощью электрофоретической ванны или они уже были окрашены.
Патентная заявка DE 10251414 относится к способу точечной сварки или пайки деталей посредством резистивного или индукционного нагрева, в частности, деталей из листового металла, изготовленных из металлических материалов, а также к особому способу осуществления присоединения вспомогательного элемента. Способ точечной сварки или пайки с использованием резистивного или индукционного нагрева включает определение подвода тепла путем контролируемого изменения силы тока и прочности соединения в зависимости от выбранного контура поперечного сечения соединительного вспомогательного элемента, вставленного между свариваемыми или спаиваемыми элементами.
Патентные заявки DE 102004025493 и DE 102004025492 относятся к способу соединения компонентов, соединительному элементу и компоненту для соединения компонентов. Две или более соединительных частей, в частности, металлические листы и/или пластмассовые листы, соединяют посредством соединительных элементов. При соединении элементами могут служить заклепки или болты. Соединяемые компоненты снабжены отверстиями, в частности, отверстиями, в которые могут быть вставлены соединительные элементы. Части совмещают друг с другом и после этого соединяют посредством пайки соединительных элементов. Предпочтительно можно использовать в качестве обычной сварки традиционный сварочный пистолет, но там, где требуется значительно меньший подвод тепла из-за пайки по сравнению со сваркой.
Патентная заявка DE 102012013325 относится к композиту из трех или более компонентов, более простому в изготовлении, в частности, благодаря упрощенной предварительной фиксации двух или более компонентов к неполному композиту перед окончательным получением композиционного компонента в целом. Также заявка относится к способу сборки компонентов из различных материалов. Улучшенный композиционный компонент из первого компонента, второго компонента и третьего компонента получают посредством обеспечения вспомогательного связующего средства, изготовления части композита из одного из двух компонентов с помощью соединительного вспомогательного средства, протыкания двух компонентов соединительным средством и получения подвижного или неподвижного соединения между двумя компонентами и соединительным инструментом, и присоединения неполного композита с пронизывающим соединительным вспомогательным средством к оставшемуся одному из компонентов сваркой под давлением.
Патентная заявка DE 102012013589 относится к самопробивающему крепежному элементу для сварки элемента сопротивления для соединения более двух сформированных из плоского материала компонентов. Самопробивающий крепежный элемент указанного типа пригоден для соединения более чем двух компонентов, причем по меньшей мере один из этих компонентов может быть также выполнен из непластмассового деформируемого материала.
Патентная заявка WO 2010022709 относится к способу получения узлового соединения, в котором обеспечивают соединение по меньшей мере листового металлического элемента из стали, в частности, горячеформованной высокопрочной стали, с по меньшей мере одним листовым металлическим компонентом из алюминиевого материала, где сначала фиксируют припой дуговым или лазерным методом для обеспечения безопасного переноса к одному из металлических компонентов, а затем его размещают между листовыми металлическими элементами, и металлические компоненты нагревают путем приложения электрического тока и прикладывают к металлическим компонентам сжимающее усилие, или нагревают посредством индукционного нагрева в зоне соединения таким образом, что между листовым металлическим элементом, изготовленным из стали, и припоем образуется паяное соединение, а между листовым металлическим элементом из алюминиевого материала и припоем образуется сварное или паяное соединение.
Патент US 5273204 относится к способу, в котором используют конфигурацию стыкового соединения для термического напыления сварного шва в v-образный стыковой шов. Термически напыленный материал в то же время является сварным швом.
В заявке на патент US 20100089977 описан способ ротационной сварки трением, в котором порошок наносят рыхлым слоем между двумя металлами, чтобы создать особый металлургический состав и упрочнить, например, алюминиевый сплав.
В настоящее время в уровне техники не существует способа сварки для соединения сочетаний разнородных металлов, таких как алюминий и (нержавеющая) сталь, работает только склеивание или механическое соединение (оба с более низкой передачей усилия). При обычной (контактной) сварке зона сварочного контакта расплавляется с образованием хрупких интерметаллических фаз FeAl3 и Fe2Al5 в температурных диапазонах выше 350°С.
В свете увеличения количества конструкций из множества материалов для кузова легкового автомобиля, в машиностроительной промышленности применяют одновременно алюминий и (нержавеющие) стали. Контактная точечная сварка является основным способом соединения, применяемым для изготовления кузова легкового автомобиля.
Идея настоящего изобретения состоит в том, чтобы создать сочетания несвариваемых металлов, такие как алюминий с (нержавеющей) сталью или главным образом несвариваемыми материалами, такими как горячеформованные мартенситные нержавеющие стали, свариваемость которых обеспечивают посредством термического напыления слоя алюминия на поверхность (нержавеющей) стали со строго определенной толщиной, шероховатостью поверхности и переходным сопротивлением. Затем на второй стадии осуществляют процесс контактной (точечной) сварки. Используемые параметры сварки должны быть выбраны таким образом, чтобы плавилась только зона контакта алюминия с алюминием, при отсутствии хрупких интерметаллических фаз между слоем алюминия и (нержавеющей) сталью.
Формула для роста фазы может быть сформулирована с помощью параболической кривой роста: Xm2=k⋅t, где
xm = средняя глубина проникновения = толщина интерметаллической фазы,
k = коэффициент роста, значение из литературных данных: 8,46⋅10-15 м2/с при температуре 873K,
t = время сварки.
Формула параболической кривой роста дает информацию о толщине слоя для типичных сварных точек, что означает снижение прочности более чем на 50% по сравнению с алюминием материалом основы.
Толщина слоя, характерная для сварных точек, больше или равна 15 мкм. Это соответствует снижению прочности более чем на 50% по сравнению с алюминиевым материалом основы (280 Н/мм2). В результате этого, в данном изобретении следует избегать любого роста интерметаллической фазы в ходе сварки.
Способ термомеханического нанесения покрытий в соответствии с настоящим изобретением может состоять из пламенного напыления, дугового напыления, плазменного напыления, лазерного напыления, холодного газодинамического напыления, детонационного напыления, высокоскоростного напыления кислородного топлива или напыления из сварочной ванны.
В процессе напыления материал или напыляемый расходный материал поставляют в виде проволоки, стержня, бруска, прутка, порошка или в виде расплавленной ванны.
Материалы, несвариваемые непосредственно друг с другом без термически напыленного слоя и используемые в способе по настоящему изобретению, могут представлять собой, например, стали, такие как нелегированные, низколегированные или нержавеющие стали; алюминий, сплав на основе алюминия; магний или сплав на основе магния.
Термически напыленный слой сваривают в соответствии с настоящим изобретением с наложенным листом посредством дуговой, лазерной, электроннолучевой сварки, приварки шпилек или плазменной сварки, предпочтительно методом контактной сварки, таким как контактная точечная сварка, адгезионная сварка, сварка роликовым швом или рельефная сварка. Естественно, могут быть использованы другие способы сварки в процессе сварки в соответствии с настоящим изобретением.
Отношение толщины термически напыленного слоя к достигнутому диаметру сварной точки ниже/меньше или равно 0,25 мм.
Общая толщина листа, включая основу, термически напыленный слой, накладываемый лист, составляет от 1,5 мм до 6,0 мм, тогда как зона перехода между термически напыленным слоем и материалом основы находится при температуре ниже 350°С. Одно типичное сочетание толщин для тонких деталей конструкции сидения в транспортной области применения может быть таким:
Т [мм] = tосновы + tнапыленного слоя + tнакладываемого листа = 0,5 мМ + 0,25 мМ + 0,75 мМ = 1,5 мМ
Другой пример расчетной толщины может быть получен для важных при аварии деталей конструкции легковых автомобилей, таких как центральная стойка или соединение корпуса аккумулятора для электромобиля:
Т [мм] = tосновы + tнапыленного слоя + tнакладываемого листа = 1,7 мм + 1,5 мМ + 2,8 мМ = 6,0 мМ,
где Т - общая толщина листа [мм], полученная при суммировании tосновы + tнапыленного слоя + tнакладываемого листа, tосновы представляет собой толщину листа [мм] материала основы, в указанном примере (нержавеющая) сталь. tнапыленного слоя представляет собой толщину [мм] термически напыленного слоя, в указанных примерах, полученного посредством метода дугового напыления, в котором использовали проволоку AlMg3. По меньшей мере tнакладываемого листа представляет собой толщину листа [мм], который накладывают на термомеханический слой покрытия, который в указанных примерах представлял собой алюминиевый лист из сплава EN AW-6081.
Основа для термического напыления может состоять из стального материала, предпочтительно из нелегированной или низколегированной стали с поверхностным покрытием, полученным горячим погружением и оцинковыванием. Более предпочтительно это нержавеющая сталь с пассивирующим слоем из оксида хрома. Кроме того, материалы, используемые в способе по настоящему изобретению, могут представлять собой горячеформованные или закаленные под прессом стали с чешуйчатой поверхностью или защищающим поверхность слоем с алюмокремниевым или цинковым покрытием.
Способ особенно подходит для хрупких материалов, таких как высокопрочные стали с прочностью на растяжение более 800 МПа. Также основой для термического напыления может быть нелегированная или низколегированная сталь, имеющая углеродный эквивалент (УЭ) более 0,65%, где УЭ рассчитывают по формуле (содержание элементов в мас.%) УЭ=С+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5.
Также поверхность основы можно предварительно обрабатывать в соответствии с настоящим изобретением путем очистки или обезжиривания, а также посредством дробеструйной обработки или дробеструйного упрочнения поверхности. В этом случае абразив с крупной крошкой для дробеструйной обработки или дробеструйного упрочнения поверхности может состоять также из корунда, стальной проволоки, карбида кремния и твердого литого гравия или стеклянных шариков.
В настоящем изобретении показана высокая передача энергии этих разнородных сварных швов. Поведение при разрушении может быть сконцентрировано в области наложенного листа. Поэтому с помощью изобретения можно достичь более высокой или равной передачи энергии в отношении аналогичного сварного шва для одного из материалов известного уровня техники, по сравнению с сочетанием такой же толщины.
Предпочтительную технологическую стадию контактной сварки, используемую в способе по настоящему изобретению, можно выполнять посредством различных видов контактной сварки, таких как точечная сварка, сварка роликовым швом, сварка рельефным швом или адгезионная сварка.
Далее изобретение описано более подробно со ссылками на чертежи, где:
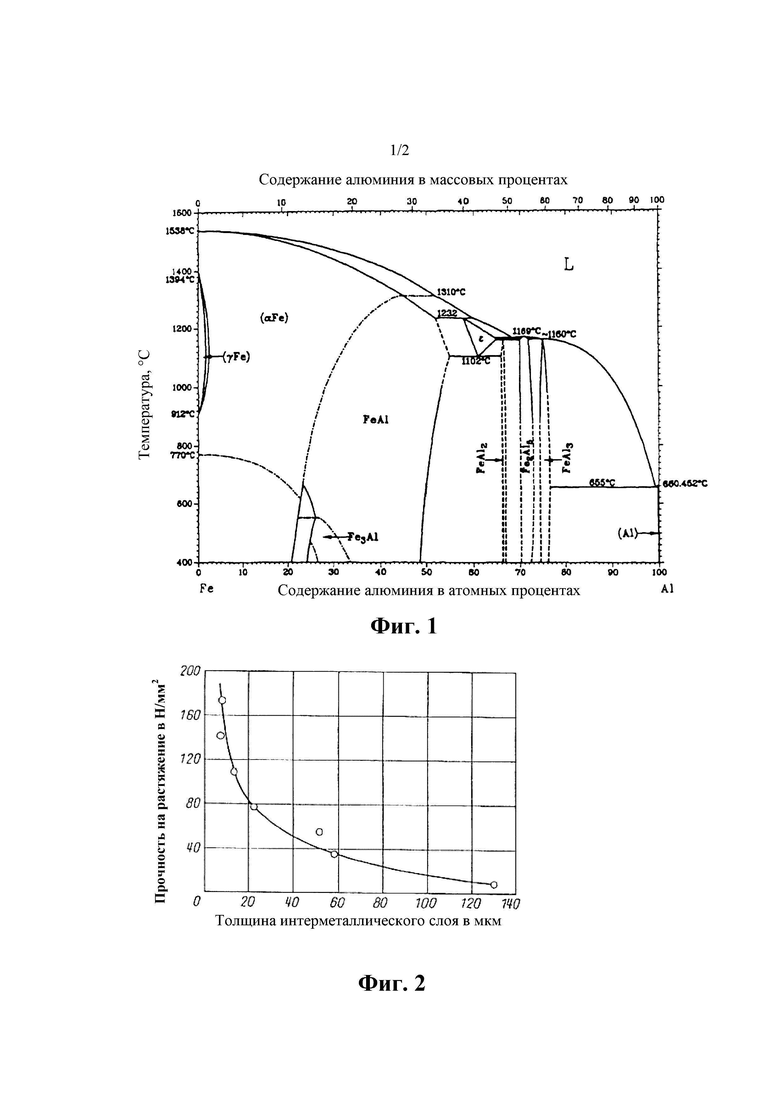
на Фиг. 1 представлена, как описано в предшествующем изобретению уровне техники, бинарная система Fe/Al интерметаллического роста фаз между алюминием и сталью;
на Фиг. 2 представлено, как описано в предшествующем изобретению уровне техники, соотношение толщины интерметаллического слоя и уровня получаемой прочности;
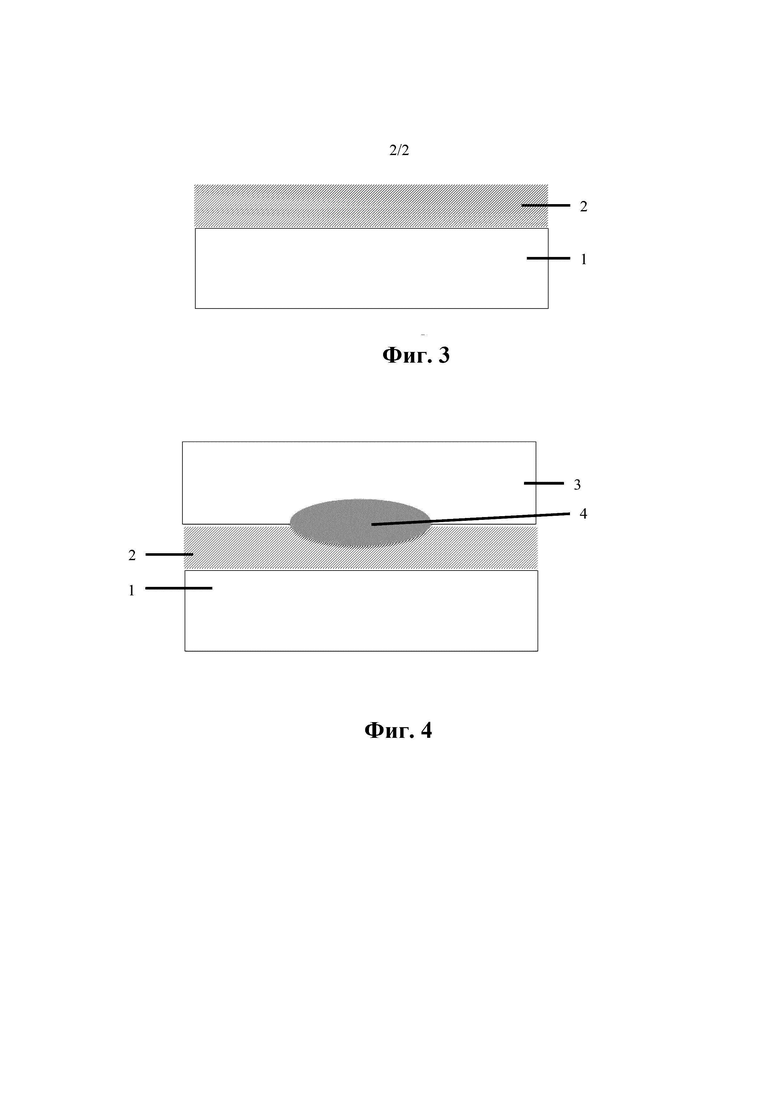
на Фиг. 3 представлено предпочтительное воплощение термически напыленного слоя с подложкой из (нержавеющей) стали по изобретению на виде сбоку и показана первая стадия напыления слоя алюминия на основной материал/основу;
на Фиг. 4 представлено еще одно предпочтительное воплощение термически напыленного слоя алюминия, сваренного точечной контактной сваркой с плоским алюминиевым листом по изобретению, схематически на виде сбоку, где показаны термически напыленный слой/нержавеющая сталь, сваренные с другим плоским алюминиевым листом.
Одним из примеров является создание термически напыленного слоя алюминия на верхней части поверхности нержавеющей стали, при котором используют эффект диффузии, адгезии, механического сцепления слоя, химического связывания, где слой на нержавеющей стали состоит из сплава на основе алюминия, и это сочетание сваривают посредством контактной сварки с наложенным алюминиевым листом, чтобы избежать интерметаллических хрупких фаз.
На Фиг. 1 представлены теоретические основы бинарной системы, которая работает только для бесконечно длительных скоростей охлаждения, и поэтому при скорости охлаждения точки сварки сопротивлением, составляющей ≈1500 К/с, образуются хрупкие интерметаллические фазы: FeAl3 и Fe2Al5. Бинарная система * Fe/Al представлена с интервалом температур.
*Источник: Guimaraens, Е., university of Bayreuth, 2005.
На Фиг. 2 показаны теоретические предпосылки для фазового роста, который описан с помощью параболической кривой роста. Представлено соотношение толщины интерметаллического слоя и прочности на растяжение. В результате толщина слоя для типичных сварных точек больше или равна 15 мкм. Кривая показывает снижение прочности более чем на 50% по сравнению с алюминиевым основным материалом (280 Н/мм2). Из-за этого явления в способе, рассматриваемом в настоящем изобретении, необходимо избегать любого роста интерметаллической фазы во время сварки.
На Фиг. 3 представлен схематический вид предпочтительного воплощения изобретения на виде сбоку. Термомеханическое или механическое легированное Al поверхностное покрытие, выполненное в виде термически напыленного промежуточного слоя (2), расположено поверх материала (1) основы, такого как нержавеющая сталь, при этом указанные материалы не поддаются непосредственной сварке друг с другом.
На Фиг. 4 представлен схематический вид сбоку предпочтительного воплощения изобретения, в котором используют традиционный способ контактной сварки между слоем (2) покрытия, нанесенного термическим напылением на основу (1), и наложенным алюминиевым листом (3) для соединения сочетания материалов. Между основой (1), термически напыленным промежуточным слоем (2) и алюминиевым листом (3) расположена зона (4) точечной сварки. Температура в области контакта между основой (1) и термически напыленным слоем покрытия составляет менее 350 градусов Цельсия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ДЛЯ ИЗГОТОВЛЕНИЯ СБОРНОЙ КОНСТРУКЦИИ ИЗ ПО МЕНЬШЕЙ МЕРЕ ДВУХ МЕТАЛЛИЧЕСКИХ ПОДЛОЖЕК | 2019 |
|
RU2764247C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2407640C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ И ШТАМПОВАННЫЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2009 |
|
RU2499847C2 |
| АЛЮМИНИЕВЫЙ СПЛАВ | 2012 |
|
RU2596509C2 |
| СБОРОЧНАЯ ЕДИНИЦА, СОДЕРЖАЩАЯ ПО МЕНЬШЕЙ МЕРЕ ДВЕ МЕТАЛЛИЧЕСКИЕ ПОДЛОЖКИ | 2019 |
|
RU2765968C1 |
| Способ изготовления пригодного для сварки многослойного композита металл-полимер | 2017 |
|
RU2753692C2 |
| СБОРОЧНАЯ ЕДИНИЦА, СОДЕРЖАЩАЯ ПО МЕНЬШЕЙ МЕРЕ ДВЕ МЕТАЛЛИЧЕСКИЕ ПОДЛОЖКИ | 2019 |
|
RU2762309C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАКАЛЕННЫХ В ПРЕССЕ СТАЛЬНЫХ ДЕТАЛЕЙ С ПОКРЫТИЕМ С ВЫСОКОЙ ПРОИЗВОДИТЕЛЬНОСТЬЮ | 2015 |
|
RU2641279C1 |
| СПОСОБ СВАРКИ СТАЛЬНЫХ ЛИСТОВ С ПОКРЫТИЕМ | 2019 |
|
RU2756285C1 |
| ПОКРЫТЫЕ СТАЛЬНЫЕ ПОЛОСЫ, СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБЫ ИХ ПРИМЕНЕНИЯ, ШТАМПОВАННЫЕ ЗАГОТОВКИ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ, ШТАМПОВАННЫЕ ИЗДЕЛИЯ, ИЗГОТОВЛЕННЫЕ ИЗ НИХ, И ПРОМЫШЛЕННЫЕ ТОВАРЫ, СОДЕРЖАЩИЕ ТАКОЕ ШТАМПОВАННОЕ ИЗДЕЛИЕ | 2006 |
|
RU2395593C1 |
Настоящее изобретение относится к способу соединения внахлест материалов, несвариваемых непосредственно друг с другом, в частности листа из нержавеющей стали и листа из алюминия, или алюминиевого сплава, или магния, или магниевого сплава. На первой стадии на поверхность стальной основы (1) наносят посредством термического напыления защитный алюминиевый слой. На второй стадии применяют способ контактной сварки для сваривания защитного слоя (2) с наложенным листом (3), при этом отношение толщины термически напыленного слоя (2) к достигнутому диаметру сварной точки (4) меньше или равно 0,25, а температура в области контакта между основой (1) и термически напыленным слоем покрытия составляет менее 350°С. Используемые параметры сварки выбирают таким образом, чтобы плавилась только зона контакта алюминия с алюминием, при отсутствии хрупких интерметаллических фаз между слоем алюминия и сталью. Способ обеспечивает качественное сварное соединение при сочетании несвариваемых разнородных металлов. 9 з.п. ф-лы, 4 ил.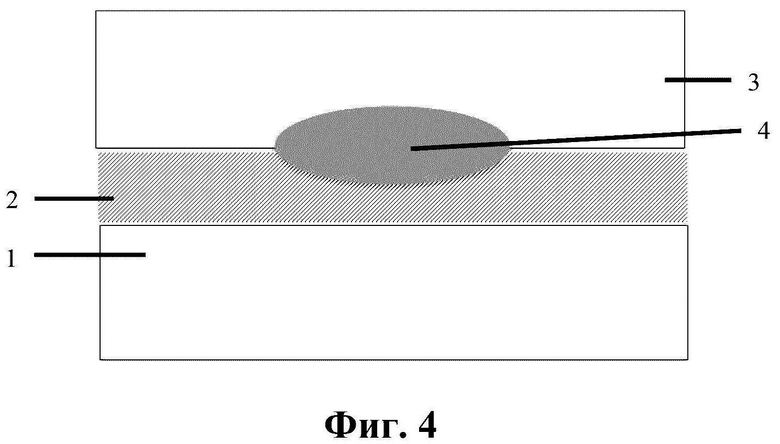
1. Способ соединения по меньшей мере двух материалов, несвариваемых непосредственно друг с другом, посредством процессов теплового соединения в конфигурации соединения внахлест, отличающийся тем, что используют последовательность из двух стадий, состоящую из первой стадии нанесения поверхностного защитного алюминиевого слоя посредством термического напыления на поверхность стальной основы (1) и второй стадии, на которой применяют способ сварки для сваривания защитного слоя (2) с наложенным листом (3) из алюминия, алюминиевого сплава, магния или магниевого сплава, при отсутствии хрупких интерметаллических фаз во всей конфигурации материала, при этом отношение толщины термически напыленного слоя (2) к достигнутому диаметру сварной точки (4) меньше или равно 0,25 и температура в области контакта между основой (1) и термически напыленным слоем покрытия составляет менее 350°С.
2. Способ по п. 1, отличающийся тем, что нанесение поверхностного защитного слоя осуществляют термомеханическим способом нанесения покрытия.
3. Способ по любому из предшествующих пунктов, отличающийся тем, что термически напыленный слой (2) представляет собой алюминий, сплав на основе алюминия или сочетание алюминия с карбидами.
4. Способ по любому из предшествующих пп. 1-3, отличающийся тем, что термически напыленный слой (2) сваривают с наложенным листом (3) методом контактной сварки, таким как адгезионная сварка, точечная сварка, или рельефная сварка, или сварка роликовым швом.
5. Способ по любому из предшествующих пп. 1-4, отличающийся тем, что общая толщина листа, включая основу (1), термически напыленный слой (2) и наложенный лист (3), составляет от 1,5 мм до 6,0 мм.
6. Способ по любому из предшествующих пп. 1-5, отличающийся тем, что толщина термически напыленного слоя (2) составляет от 0,25 до 1,5 мм.
7. Способ по любому из предшествующих пп. 1-6, отличающийся тем, что основа (1) для термического напыления представляет собой углеродистую сталь, имеющую углеродный эквивалент (УЭ) более 0,65%, где УЭ рассчитывают по формуле (содержание элементов в мас.%) УЭ = С + Mn/6 + (Cu + Ni)/15 + (Cr + Mo + V)/5.
8. Способ по любому из предшествующих пп. 1-7, отличающийся тем, что основа (1) для термического напыления представляет собой материал из углеродистой стали, предпочтительно из углеродистой стали с цинковым поверхностным покрытием.
9. Способ по любому из предшествующих пп. 1-6, отличающийся тем, что основа (1) для термического напыления состоит из нержавеющей стали.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что поверхность основы (1) предварительно обрабатывают посредством очистки и дробеструйной обработки.
| Способ изготовления биметаллических изделий | 1959 |
|
SU131208A1 |
| WO 00/38854 А1, 06.07.2000 | |||
| Способ контактной стыковой сварки алюминия со сталью | 1960 |
|
SU141228A1 |
| WO 2010022709 A1, 04.03.2010. | |||

