Вакуумная индукционная установка с печью подогрева форм предназначена для получения изделий из жаропрочных сплавов с равноосной, направленной и монокристаллической структурой, с различной кристаллографической ориентацией и в, частности, позволяет реализовать различные схемы литья, проводить отработку сложных технологий, использовать для проведения научных исследований.
Известна вакуумная индукционная установка (См., например, описание к патенту RU №2036049 от 19.03.91., опубл. 27.05.95 Бюл. №15), состоящая из вакуумной камеры с размещенным в ней плавильно-заливочным устройством, механизма вертикального перемещения литейной формы, печи с проемами и с дверцами для нагрева керамических форм литейных форм до рабочей температуры, емкости для поврежденных форм, платформы с приводами вертикального и горизонтального перемещения с установленными на ней емкостью для жидкометаллического охладителя и емкостью для поврежденных форм, а также секций направляющих с размещенными на ней каретками с приводами горизонтального перемещения и подвесками для литейных форм, шлюзовой камеры с направляющими для кареток и поворотного погрузо-разгрузочного устройства, при этом вакуумная индукционная печь снабжена механизмом поворота вокруг вертикальной оси секции направляющей, размещенной в вакуумной камере и достаточной по длине для размещения на ней каретки с подвесками литейных форм, а шлюзовая камера установлена в проеме вакуумной камеры перпендикулярно к ее горизонтальной оси, при этом печь для подогрева керамических форм и печь для нагрева литейных форм до рабочей температуры разнесены друг от друга по горизонтальной оси вакуумной камеры относительно перпендикулярной оси шлюзовой камеры, а печь для подогрева керамических форм смонтирована на откатной стенке. Данная вакуумная индукционная установка громоздка и металлоемка и при этом имеет большие потери времени по производственному циклу из-за большого пути перемещения форм по шлюзовой камере, потом к печи подогрева керамических форм и далее от нее к печи нагрева литейных форм до рабочей температуры и обратно. Тем самым удорожается производственный процесс.
Наиболее близкой к заявляемому изобретению и взятая за прототип является вакуумная установка, состоящая из вакуумной камеры, нагревательного и охладительного элементов, механизма вертикального перемещения литейной формы, загрузочную шлюзовую камеру с направляющими, на которых размещены каретки с подвесками для закрепления литейных форм, имеющими механизм горизонтального перемещения, а нагревательный элемент, который выполнен с отъемной стенкой со стороны шлюзовой камеры и составным по высоте и состоит из основного нагревателя в виде двух параллельных пластин и дополнительного нагревателя прямоугольной формы в плане с соотношением длины к ширине 3:8 и высотой, равной 0,08-0,1 высоты основного нагревателя, а охлаждаемый элемент выполнен в виде емкости для жидкометаллического охладителя, имеющей нагреватель, и снабжен экраном из термоизоляционного материала и подъемным механизмом. См., например, описание к патенту RU №1187352 от 18.05.84. Однако данная вакуумная индукционная установка сложна в эксплуатации и обслуживании. Сложный с тремя электродвигателями и муфтами механизм горизонтального перемещения форм требует длительной настройки. Уплотнения технологического затвора требуют их защиты тепловым экраном. Конструкция загрузочного устройства позволяет осуществлять загрузку шихты только вручную.
Известна взятая за прототип печь подогрева форм (ППФ) в виде прямоугольного короба без дна, образованного из четырех вертикально расположенных плоских стенок, одна из которых является дверцей и крышкой с прорезью. Внутри короба расположен основной нагреватель в виде двух параллельных пластин и под ним расположен дополнительный нагреватель прямоугольной формы в плане с соотношением длины к ширине 3:8 и высотой, равной 0,08-0,1 высоты основного нагревателя. Короб выполнен из металлического кожуха с внутренней теплоизоляцией.
ППФ расположена над охлаждаемым элементом, который выполнен в виде емкости для жидкометаллического охладителя, имеющей нагреватель, и снабжен насыпным плавающим экраном толщиной 10-15 мм из углеграфитового войлока. См., например, описание к патенту RU №1187352 от 18.05.84. Фиг.3, 4 и 5.
Задачей, на решение которой направлено изобретение, является повышение удобства в эксплуатации, сокращение потерь времени при производственном цикле, снижение затрат при производстве и эксплуатации.
Ожидаемый технический результат заключается в изготовлении вакуумной индукционной установки с меньшими массогабаритными характеристиками, в возможности реализации сложных технологий и различных схем литья, проведения научных исследований.
Это достигается тем, что вакуумная индукционная установка, состоящая из шлюзовой камеры в виде модуля и модуля плавильной камеры со сферической крышкой, плавильным тиглем, кристаллизатором, вакуумной системой, печью подогрева форм (ППФ) и установленными сверху на плавильной камере загрузочным устройством для подачи шихты в плавильный тигель, механизмом вертикального перемещения форм, вакуумным затвором и механизмом открывания и закрывания двери ППФ, а также расположенными внутри плавильной камеры на кронштейнах направляющими телескопического вида для перемещения форм в горизонтальной плоскости, шлюзовая камера размещена на тележке и имеет переходный патрубок, установленный со стороны плавильной камеры, и крышку с другой стороны, механизм перемещения форм в ППФ, шиберный вакуумный затвор, при этом модули и сферическая крышка герметично закреплены друг с другом по стыковым плоскостям разъемными соединениями, при этом она снабжена модулем в виде откатного блока, установленного на тележке и состоящего из конденсаторной батареи, измерительного пульта, пульта управления, токоподводов с трансформаторами, причем модуль плавильной камеры установлен между модулем шлюзовой камеры, имеющей прямоугольную форму, и модулем откатного блока, на тележке которого закреплена сферическая крышка с установленными внутри нее плавильным тигелем, ППФ и кристаллизатором.
Это достигается тем, что печь подогрева форм, состоящая из прямоугольного короба без дна, образованного из четырех вертикально боковых вертикальных стенок, одна из которых является дверцей, крышки с прорезью и нагревателей, при этом она снабжена управляемыми теплоизоляционными экранами в виде нижней и верхней пар створок, расположенных под печью, для раскрытия их по периметру формы, а нагреватели выполнены в виде трех пластин, две из которых расположены параллельно вдоль боковых вертикальных стенок, а третья - под ними, а стенки короба выполнены из теплоизоляционных плит из углепластиковых композиционных материалов с металлическим каркасом.
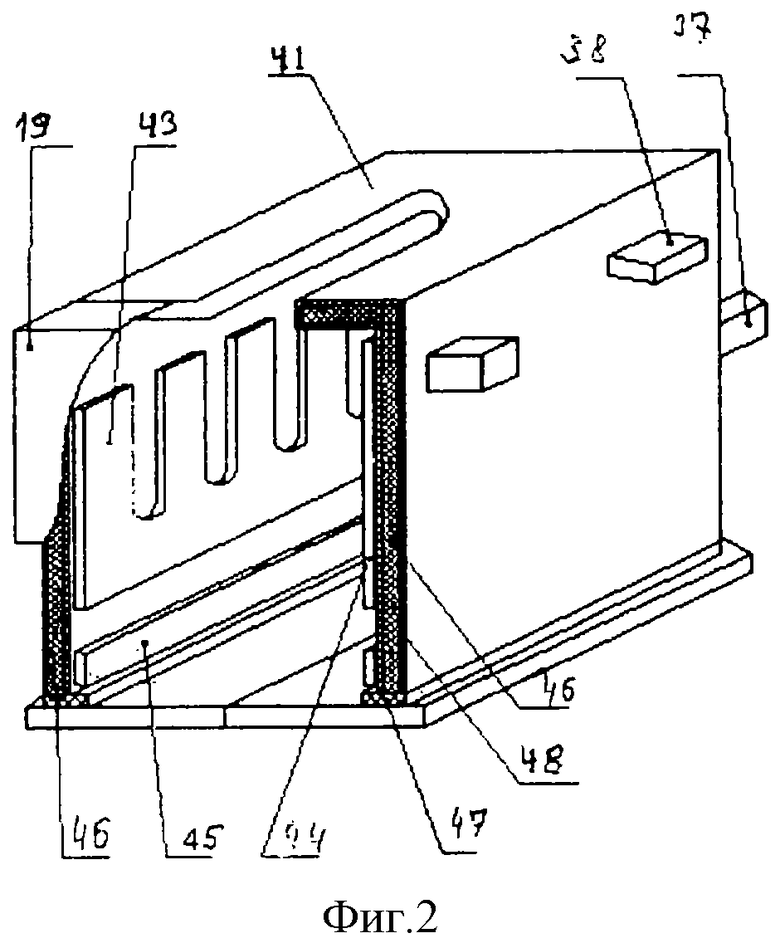
На Фиг.1 - представлен общий вид вакуумной индукционной установки.
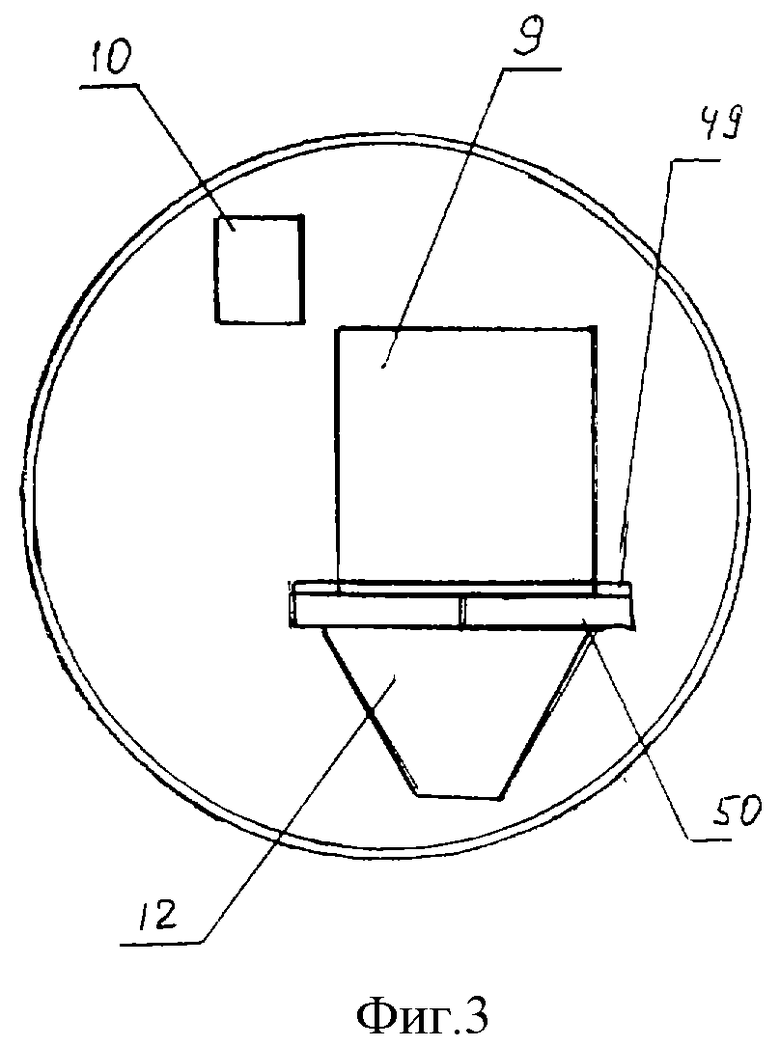
На Фиг.2 - общий вид ППФ в изометрии без первой пары створок.
На Фиг.3 - схематично изображен вид по стрелке А.
Вакуумная индукционная установка состоит из блока откатного 1, камеры плавильной 2 и камеры шлюзовой 3. Блок откатный 1 состоит из тележки 4, на которой установлена конденсаторная батарея 5, пульт измерительный 6, сферическая крышка 7, трансформаторы 8, питающие печь подогрева форм (ППФ) 9. Внутри на сферической крышке 7 установлен плавильный тигель 10, ППФ 9 установлена на кронштейне 11 и жидкометаллический кристаллизатор 12. Жидкометаллический кристаллизатор 12 расположен на поворотном кронштейне 13. Камера плавильная 2 имеет цилиндрическую форму и расположена горизонтально на подставке 14, которая крепится к фундаменту пола. Снаружи сверху на камере плавильной 2 установлены загрузочное устройство 15 для подачи шихты в плавильный тигель 10 с термопарой погружения (на фиг. не показана) для замера температуры жидкого металла в плавильном тигле 10, а также механизм вертикального перемещения (подъема и опускания) 16 керамических форм с затвором вакуумным 17, разделяющим вход в загрузочное устройство 15 от атмосферы. На камере плавильной 2 устанавливается также механизм открывания и закрывания 18 двери 19 ППФ 9. Внутри камеры плавильной 2 на специальных кронштейнах расположены направляющие, по которым перемещаются керамические формы на подвесках (на фиг. не показаны) в горизонтальной плоскости с помощью направляющих 20. Камера имеет также необходимые элементы конструкции для наблюдения за процессом перемещения механизмов, гляделки, патрубки подсоединения к системе вакуумной (на фиг. не показаны). Камера шлюзовая 3 установлена на второй откатной тележке 21. Камера шлюзовая 3 со стороны камеры плавильной 2 имеет переходной патрубок 22, с другой стороны крышку 23. Крышка 23 и камера шлюзовая 3 имеют прямоугольную форму, обеспечивая максимальное заполнение их внутреннего объема керамическими формами, что упрощает процесс откачки воздуха в шлюзовой камере. Внутри камеры шлюзовой 3 сверху имеются механизм перемещения форм 24 с цепным механизм 25 для перемещения форм направляющими 20 телескопического типа с ППФ 9, а также шиберный затвор вакуумный 26, стол 27 на поворотной консоли 28. На внешней стороне камеры установлены привод перемещения затвора вакуумного 26 и привод механизма перемещения форм 24 (на фиг. не показаны).
Таким образом, установка в сборе состоит из трех основных модулей - модуля откатного блока 1, модуля камеры плавильной 2 и модуля камеры шлюзовой 3, которые устанавливаются на полу цеха в одном уровне.
Сначала устанавливается на фундамент камера плавильная 2 и крепится анкерными болтами к фундаменту. Затем с правой и левой сторон камеры плавильной устанавливается рельсовый путь, на который устанавливаются: слева - тележка 4 с элементами сборки модуля откатного блока 1, справа на рельсовый путь устанавливается на вторую тележку 21 с элементами сборки модуля камера шлюзовая 3. Каждая тележка имеет приводную систему для самостоятельного перемещения (на фиг. не показаны) по рельсовым путям.
Камера шлюзовая 3 имеет с крышкой 23 общую стыковочную плоскость 29, а с переходным патрубком 22 - общую стыковочную плоскость 30. Стыки собираются таким образом, чтобы обеспечить надежность крепления и герметичность во время эксплуатации вакуумной индукционной установки. Камера шлюзовая 3 устанавливается на откатную тележку 21 с подставкой 31 для обеспечения герметичной стыковки и совмещения стыковых плоскостей 32 и 33 соответственно модуля шлюзовой камеры 3 и модуля плавильной камеры 2. Сборка модуля блока откатного 1 производится на тележке 4 с установкой на ней конденсаторной батареи 5, пульта измерительного 6, трансформаторов 8, питающих ППФ 9, а затем сферическая крышка 7, коллектор напорно-сливной для охлаждения конденсаторов плавильного тигля 10, токовых подводов. Размещение трансформаторов 8 на тележке 4 позволяет значительно снизить энергетические потери при работе ППФ 9. Сферическая крышка 7 устанавливается на подставке 34 для обеспечения герметичной стыковки и совмещения ее стыковой плоскости 35 со стыковой плоскостью 36 плавильной камеры 2. Внутри сферической крышки 7 на кронштейне 11 устанавливается ППФ 9 с токоподводами 37 и 38. Устанавливается плавильный тигель 10 с механизмом его поворота 39 и коаксиальным вводом 40 с элементами подвода электроэнергии 41 от источников питания до индуктора плавильного тигля 10.
Система вакуумная, водоохлаждения, пневматическая и управления монтируются к установке с учетом обеспечения возможности перемещения механизмов по рельсовым путям. Шкаф управления 6 с пультом измерительным (на фиг.1 не показан), конденсаторная батарея 5, трансформаторы 8 крепятся и устанавливаются с учетом удобства обслуживания.
Печь подогрева форм (см. фиг.2) состоит из прямоугольного короба без дна, образованного из четырех вертикально расположенных плоских стенок, одна из которых является дверцей 19 и крышкой 41 с прорезью. Внутри короба расположены три нагревателя в виде пластин, два из которых 43 и 44 расположены вертикально вдоль боковых стенок в виде длинных сторон прямоугольника, и один нагреватель 45 снизу под ними с соотношением высот, равным 7,0-8,0: 1,0-1,5 соответственно. Короб выполнен из теплоизоляционных плит 46 и 47, состоящих из углепластиковых композиционных материалов и металлического каркаса 48. Таким образом, ППФ 9 - трехзонная печь прямоугольной формы. Первая зона имеет один боковой графитовый нагреватель 43. Возможно применение композиционных нагревателей из УУКМ-1. Вторая зона образована вторым боковым графитовым нагревателем 44. Третья зона - нижняя образована нагревателем 45. Подвод питания осуществляется через медные водоохлаждаемые токоподводы 38, 37 от трех понижающих печных трансформаторов 8.
Боковые нагреватели подсоединены электрически к отдельным трансформаторам и обеспечивают регулируемый нагрев формы с двух сторон. Нижний нагреватель подсоединен к третьему трансформатору и обеспечивает нагрев формы снизу, сохраняя необходимый температурный режим. Под ППФ 9 (см. фиг.3) устанавливается жидкометаллический кристаллизатор 12. Между печью подогрева форм 9 и жидкометаллическим кристаллизатором 12 расположен управляемый теплоизоляционный экран 49 и 50, отсекающий излучаемое тепло от ППФ 9 на жидкометаллический кристаллизатор 12. Это достигается следующим образом. Первая пара створок теплоизоляционного экрана 49, расположенная в одной плоскости, отрегулирована и установлена таким образом, чтобы их края с небольшим прижимом соприкасались с нижними краями керамической формы, образующимися малыми сторонами периметра керамических форм. Вторая пара створок теплоизоляционного экрана 50, расположенная в одной плоскости отрегулирована и установлена таким образом, чтобы их края с небольшим прижимом соприкасались друг с другом, дном керамической формы и первой парой створок теплоизоляционного экрана 49. Электропечь подогрева форм служит для разогрева керамической формы до температуры 1550÷1700°С.
Три основных модуля откатной, плавильный и шлюзовой герметично крепятся друг к другу по стыковым плоскостям разъемными соединениями, образуя герметичную камеру. Работа вакуумной индукционной установки осуществляется следующим образом. Предварительно в шлюзовой камере 3 при открытой крышке 23 устанавливается необходимое количество форм керамических. Крышка 23 закрывается и внутри герметичной камеры создается рабочее давление и температура. Затем с помощью направляющих 20 по направляющим с помощью телескопического механизма перемещения форм 24 формы подают в печь подогрева форм 9. Через загрузочное устройство 16 механизмом перемещения 15 шихтовой материал опускается в плавильный тигель 10.
При достижении рабочего вакуума включается печь подогрева форм 9. Происходит процесс нагрева формы. Включается плавильная печь - плавильный тигель 10. По показанию приборов электрической системы управления определяется готовность выхода на рабочую температуру нагрева формы и расплава металла. Замеряется термопарой погружения температура расплава металла в плавильном тигле 10 и после этого ведется заливка металла с помощью механизма поворота 39 плавильного тигля 10 в подогретую керамическую форму.
По окончании заливки металла форма по программе с заданной скоростью опускается из печи подогрева форм 9 в жидкометаллический кристаллизатор 12. При этом предварительно раскрывается нижняя пара створок 50, обеспечивая прижим их к керамической форме во время ее опускания по длинным сторонам периметра керамических форм. Вторая пара створок 49 предварительно была настроена на аналогичный режим по коротким сторонам периметра керамических форм. Производится процесс направленной кристаллизации в расплаве алюминия. При определенных технологических режимах и наличия теплоизоляционного экрана можно обойтись и без жидкометаллического кристаллизатора. После завершения процесса кристаллизации форма при помощи механизма вертикального перемещения 16 механизмом подъема на маршевой скорости поднимается в печь ППФ 9, открывается дверь 19 печи ППФ 9 и механизм перемещения форм 24 с цепным механизм 25 для перемещения форм направляющими 20 телескопического типа отливка на подвеске перемещается из печи ППФ в шлюзовую камеру 3, закрывается шиберный вакуумный затвор 26 в шлюзовой камере. Напускается воздух в камеру шлюзовую - идет процесс разгерметизации, открывается крышка 23 камеры шлюзовой, извлекается отливка с подвеской и устанавливается новая форма с подвеской. Процесс повторяется.
Учитывая то, что установка находится на одном уровне, легко и удобно проводить проверку готовности всех ее элементов.
Вакуумная индукционная установки построена по модульному принципу; оснащена шлюзовой камерой, загрузочным устройством, механизмами горизонтального, вертикального перемещения форм и наклона тигля, технологическим вакуумным затвором. Конструкция шлюзовой камеры позволяет оптимально использовать рабочее пространство и сокращает время получения вакуума.
Таким образом, удалось создать вакуумную индукционная установку со следующими основными характеристиками:
- напряжение питающий сети - 380 В;
- потребляемая мощность - 300 кВт;
- рабочий вакуум - 0,665 Па;
- емкость тигля - 15 кг;
- температура максимальная:
- металла в тигле 1800 С°;
- подогрева форм 1750 С°;
- скорость вертикального перемещения форм - 0,01-300 мм/мин;
- температура кристаллизатора - 550-650 С°;
- объем кристаллизатора по алюминию 70-80 кг;
- занимаемая площадь - 40 м2;
- масса - 13000 кг;
- диаметр камеры плавильной - 1500 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| Вакуумная установка для литья отливок лопаток с направленной и монокристаллической структурой | 2022 |
|
RU2814835C2 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2012 |
|
RU2492026C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2562188C2 |
| УСТРОЙСТВО И КЕРАМИЧЕСКАЯ ОБОЛОЧКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С МОНОКРИСТАЛЛИЧЕСКОЙ И НАПРАВЛЕННОЙ СТРУКТУРОЙ | 2015 |
|
RU2597491C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2009 |
|
RU2398653C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 2013 |
|
RU2545979C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2123909C1 |
Изобретение предназначено для получения изделий из жаропрочных сплавов с равноосной, направленной и монокристаллической структурой с разной кристаллографической ориентацией и в, частности, позволяет реализовать сложные технологии и различные схемы литья, а также использовать для проведения научных исследований. Установка в сборе состоит из трех основных модулей: откатного, плавильного и шлюзового, которые крепятся между собой по стыковым плоскостям разъемными соединениями, образуя герметичную камеру, при этом на тележке модуля откатного блока закреплена сферическая крышка с установленными внутри нее плавильным тиглем, ППФ и кристаллизатором. Такая сборка повышает удобства в эксплуатации и сокращает потери времени по производственному циклу. Печь подогрева форм снабжена управляемыми теплоизоляционными экранами в виде нижней и верхней пар створок, расположенных под печью, для раскрытия их по периметру формы, а нагреватели выполнены в виде трех пластин, две из которых расположены параллельно вдоль боковых вертикальных стенок, а третья - под, а стенки короба выполнены из теплоизоляционных плит из углепластиковых композиционных материалов с металлическим каркасом. 2 н.п. ф-лы, 3 ил.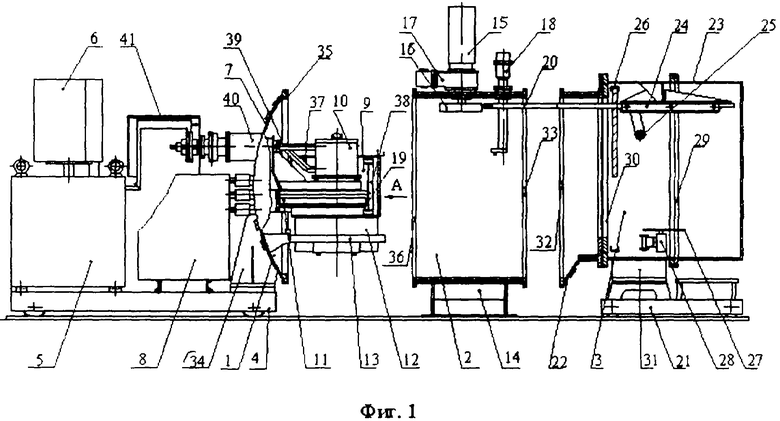
| SU 1187352 А, 10.02.2000 | |||
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТЛИВОК НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ | 1991 |
|
RU2036049C1 |
| Устройство для изготовления отливок направленным затвердеванием | 1982 |
|
SU1061926A1 |
| US 3897815 A, 05.08.1975 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ ОПАСНЫХ ОТХОДОВ | 1996 |
|
RU2152649C1 |

