Область техники
Изобретение относится к балансировке металлических резонаторов твердотельных волновых гироскопов (ВТГ) и может быть использовано при производстве различных навигационных приборов.
Уровень техники
Резонатор является главной деталью ВТГ, его характеристики в основном определяют точность гироскопа. Осевая асимметрия резонатора приводит к неоднородному распределению массы по окружному углу М(ϕ), которое можно представить в виде ряда Фурье:

где k - номер формы массового дефекта резонатора; М0 - равномерно распределенная масса резонатора по окружному углу; Mk - величина k-й формы массового дефекта резонатора; ϕk - ориентация k-й формы массового дефекта резонатора относительно единого условного нуля окружного угла.
При нарушении осевой симметрии резонатора Mk≠0. Согласно [Egarmin N.E., Yurin V.E. Introduction to theory of vibratory gyroscopes. M.: Binom, 1993] отличие от нуля M1, М2 или М3 приводит к колебаниям центра масс резонатора при работе гироскопа, дополнительному рассеянию энергии колебаний резонатора в местах его закрепления и к систематической погрешности ВТГ. При М4≠0 возникает расщепление собственной частоты резонатора, приводящее к случайным погрешностям ВТГ. Для устранения массового дисбаланса резонатор балансируют по этим четырем формам массового дефекта, то есть устраняют неуравновешенную массу по предварительно определенным параметрам М1, М2, М3, М4, ϕ1, ϕ2, ϕ3, ϕ4.
Известен способ балансировки металлических зубчатых резонаторов (аналог) [Лунин Б.С., Торбин С.Н., Лещев В.Т., Чуманкин Е.А. Способ балансировки металлического зубчатого резонатора волнового твердотельного гироскопа // Патент RU 2526217 G01C 19/56. Опубл. 20.08.2014]. Известный способ балансировки металлического зубчатого резонатора включает измерение параметров неуравновешенной массы М1, М2, М3, М4, ϕ1, ϕ2, ϕ3, ϕ4, расчет массы, подлежащей удалению с каждого балансировочного зубца и удаление ее с поверхности балансировочных зубцов путем электрохимического растворения, при этом каждый зубец погружают в отдельную ванну с электролитом и через поверхность каждого зубца пропускают электрический заряд, величину которого регулируют временем пропускания постоянного тока, величину которого выбирают в зависимости от состава электролита и металла резонатора.
Недостаток аналога состоит в необходимости изготовления балансировочных зубцов на кромке резонатора, что представляет собой сложную и трудоемкую технологическую задачу.
Известен способ балансировки металлических беззубцовых резонаторов по первым четырем формам массового дефекта (ближайший аналог) [Лунин Б.С., Басараб М.А., Матвеев В.А., Чуманкин Е.А. Способ балансировки металлического беззубцового резонатора волнового твердотельного гироскопа // Патент RU 2560755 G01C 19/56. Опубл. 20.08.2015]. Известный способ включает измерение параметров первых четырех форм массового дефекта резонатора, погружение резонатора в ванну с электролитом и пропускание через его поверхность рассчитанного электрического заряда, регулируемого временем пропускания постоянного тока, и его величиной, которую выбирают в зависимости от состава электролита и металла резонатора, при этом резонатор погружают в электролит наклонно, устанавливают величину центрального угла цилиндрического клина погруженной части равную 2α и совмещают угол ориентации обрабатываемой поверхности цилиндрического клина с ориентацией удаляемой формы массового дефекта. В известном способе при удалении 1-й формы массового дефекта величиной М1, устанавливают α=180° и пропускают через обрабатываемую поверхность электрический заряд, равный Q1=2πМ1/L, где L - экспериментально определяемый коэффициент, зависящий от состава электролита и металла резонатора. При удалении 2-й формы массового дефекта величиной М2, в известном способе устанавливают α=65,9°, пропускают через обрабатываемую поверхность 1/2 электрического заряда Q2=2,756М2/L, поворачивают резонатор вокруг оси симметрии на 180° и пропускают такой же электрический заряд (Q2/2). При удалении 3-й формы массового дефекта величиной М3, в известном способе устанавливают α=39,9°, пропускают через обрабатываемую поверхность 1/3 электрического заряда Q3=1,685М3/L, затем дважды последовательно в одном направлении поворачивают резонатор на 120° вокруг оси симметрии и в каждом угловом положении пропускают через обрабатываемую поверхность такой же электрический заряд (Q3/3). При удалении 4-й формы массового дефекта величиной М4, в известном способе устанавливают α=29,9°, пропускают через обрабатываемую поверхность 1/4 электрического заряда Q4=1,265M4/L, затем трижды последовательно в одном направлении поворачивают резонатор на 90° вокруг оси симметрии и в каждом угловом положении пропускают через обрабатываемую поверхность такой же электрический заряд (Q4/4).
Недостаток ближайшего аналога состоит в трудности удаления с поверхности резонатора химических соединений, образующихся при электрохимическом растворении металла. Для этого в известном способе используют электролиты, представляющие собой смесь концентрированных кислот, в которых происходит растворение продуктов электрохимических реакций. Неполное (менее 100%) удаление продуктов электрохимического растворения металла в такой же степени снижает точность балансировки резонатора. Другой недостаток известного способа состоит в том, что концентрированные кислоты сами по себе способны реагировать с материалом резонатора (металлом), в результате чего с поверхности резонатора удаляется дополнительная неконтролируемая масса, что также влияет на точность балансировки. По оценке авторов возможная ошибка балансировки, связанная с этими недостатками, может составлять 6-8% от общей величины удаляемой неуравновешенной массы. Кроме того, использование смесей концентрированных кислот в качестве электролитов представляет опасность для производственного персонала и требует соблюдения повышенных мер безопасности.
Раскрытие изобретения
Задачей и техническим результатом предлагаемого способа является устранение недостатков прототипа и аналога, а именно повышение точности балансировки беззубцовых металлических цилиндрических резонаторов по первым четырем формам массового дефекта и повышение безопасности персонала, выполняющего балансировку резонаторов.
Результат достигается за счет гальванического осаждения на обрабатываемые участки поверхности резонатора компенсирующих дисбаланс масс металла и использования электролитов с низкой концентрацией кислоты.
Заявленный способ балансировки металлического беззубцового резонатора ВТГ включает измерение параметров первых четырех форм массового дефекта резонатора, наклонное погружение резонатора в ванну с электролитом, установление величины центрального угла цилиндрического клина 2α и пропускание через его поверхность рассчитанного электрического заряда, регулируемого временем пропускания и величиной постоянного тока. При устранении 1-й формы массового дефекта величиной М1, устанавливают α=180° и пропускают через обрабатываемую поверхность электрический заряд, равный Q1=2πМ1/L, где L - экспериментально определяемый коэффициент. При устранении 2-й формы массового дефекта величиной М2, устанавливают α=65,9°, пропускают через обрабатываемую поверхность 1/2 электрического заряда Q2=2,756М2/L, поворачивают резонатор вокруг оси симметрии на 180° и пропускают такой же электрический заряд (Q2/2). При устранении 3-й формы массового дефекта величиной М3, устанавливают α=39,9°, пропускают через обрабатываемую поверхность 1/3 электрического заряда Q3=1,685М3/L, затем дважды последовательно в одном направлении поворачивают резонатор на 120° вокруг оси симметрии и в каждом угловом положении пропускают через обрабатываемую поверхность такой же электрический заряд (Q3/3). При устранении 4-й формы массового дефекта величиной М4, устанавливают α=29,9°, пропускают через обрабатываемую поверхность 1/4 электрического заряда Q4=1,265М4/L, затем трижды последовательно в одном направлении поворачивают резонатор на 90° вокруг оси симметрии и в каждом угловом положении пропускают через обрабатываемую поверхность такой же электрический заряд (Q4/4).
При этом на обрабатываемые участки поверхности резонатора гальванически осаждают компенсирующие дисбаланс массы металла.
Для точной компенсации каждой из форм массового дефекта ориентацию обрабатываемой поверхности цилиндрического клина смещают относительно ориентации устраняемой формы массового дефекта.
При устранении 1-й формы массового дефекта смещают ориентацию обрабатываемой поверхности цилиндрического клина на 180° относительно ориентации 1-й формы массового дефекта.
При устранении 2-й формы массового дефекта смещают ориентацию обрабатываемой поверхности цилиндрического клина на 90° относительно ориентации 2-й формы массового дефекта.
При устранении 3-й формы массового дефекта смещают ориентацию обрабатываемой поверхности цилиндрического клина на 60° относительно ориентации 3-й формы массового дефекта.
При удалении 4-й формы массового дефекта смещают ориентацию обрабатываемой поверхности цилиндрического клина на 45° относительно ориентации 4-й формы массового дефекта.
Преимуществом заявленного способа является отсутствие продуктов химических реакций, которые необходимо удалять с поверхности резонатора и связанная с этим повышенная точность балансировки, а также повышение безопасности персонала благодаря использованию электролитов с низкой концентрацией кислоты.
Перечень фигур
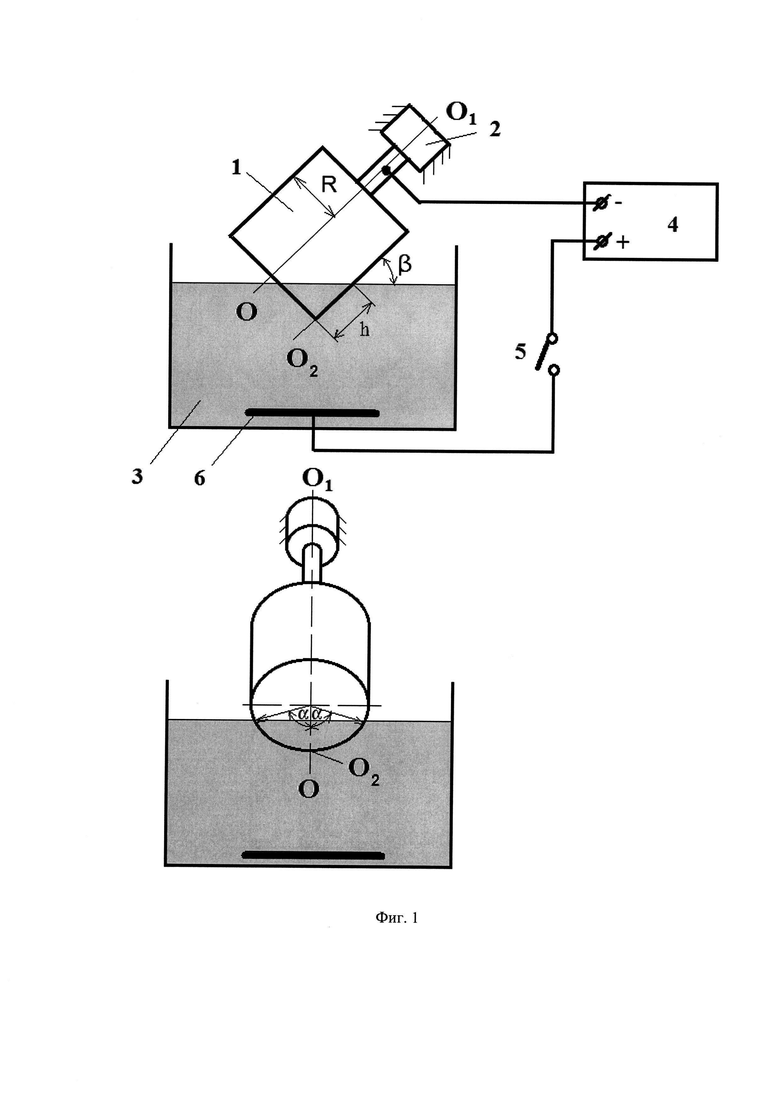
На фиг. 1 показано расположение резонатора в электрохимической ванне и схема подключения источника тока.
Осуществление изобретения
Цилиндрический беззубцовый резонатор ВТГ 1 с предварительно определенными значениями параметров 1-4 форм массового дефекта М1, М2, М3, М4, ϕ1, ϕ2, ϕ3, ϕ4, закрепляют в поворотном приспособлении 2 и погружают в электрохимическую ванну с электролитом 3 согласно фиг. 1 и устанавливают положение резонатора.
Величину центрального угла цилиндрического клина равную 2α устанавливают в зависимости от номера устраняемой формы массового дефекта изменением глубины погружения h и угла наклона β.
При устранении 1-й формы массового дефекта устанавливают α=180°, при устранении 2-й формы - α=65,9°, при устранении 3-й формы массового дефекта - α=39,9°, при устранении 4-й формы массового дефекта - α=29,9°. Установление указанных значений центрального угла цилиндрического клина 2α для этих форм массового дефекта обеспечивает их устранение независимо друг от друга.
Затем поворачивают резонатор вокруг оси симметрии, смещая угловую ориентацию обрабатываемой поверхности цилиндрического клина, образованного погруженной частью резонатора, относительно угловой ориентации удаляемой формы массового дефекта ϕk. Это смещение угловой ориентации также зависит от номера устраняемой формы массового дефекта резонатора и обеспечивает точное устранение массового дефекта выбранной формы при осаждении компенсирующей массы металла на поверхность резонатора.
При устранении 1-й формы массового дефекта смещают ориентацию обрабатываемой поверхности цилиндрического клина на 180° относительно ориентации 1-й формы массового дефекта.
При устранении 2-й формы массового дефекта смещают ориентацию обрабатываемой поверхности цилиндрического клина на 90° относительно ориентации 2-й формы массового дефекта.
При устранении 3-й формы массового дефекта смещают ориентацию обрабатываемой поверхности цилиндрического клина на 60° относительно ориентации 3-й формы массового дефекта.
При устранении 4-й формы массового дефекта смещают ориентацию обрабатываемой поверхности цилиндрического клина на 45° относительно ориентации 4-й формы массового дефекта.
Электрически соединяют резонатор с отрицательной клеммой источника постоянного тока 4. Положительную клемму источника тока 4 через выключатель 5 соединяют с анодом 6. При замыкании выключателя 5 на интервал времени t по электрической цепи протекает постоянный ток I, в результате чего за время обработки по электрической цепи проходит заряд Q. При этом на погруженные в электролит внутреннюю и внешнюю поверхности резонатора осаждается равномерный по толщине слой металла массой m, который компенсирует массовый дисбаланс.
Согласно закону Фарадея:

где L - постоянный коэффициент.
В зависимости от номера устраняемой формы массового дефекта, процедуру балансировки резонатора осуществляют следующим образом.
При устранении 1-й формы массового дефекта величиной М1 в установленном положении резонатора через обрабатываемую поверхность пропускают электрический заряд, равный Q1=2πМ1/L, гальванически осаждая компенсирующую дисбаланс массу металла. Время гальванического осаждения металла t1 равно

При устранении 2-й формы массового дефекта резонатора гальваническое осаждение проводят в два этапа. На первом этапе в установленном положении резонатора пропускают через обрабатываемую поверхность 1/2 электрического заряда Q2=2,756М2/L, гальванически осаждая компенсирующую дисбаланс массу металла на поверхность резонатора. На втором этапе поворачивают резонатор вокруг оси симметрии на 180° и пропускают такой же электрический заряд (Q2/2).
Время гальванического осаждения металла t2 в каждом из этих двух угловых положений резонатора равно

При устранении 3-й формы массового дефекта резонатора электрохимическое осаждение металла проводят в три этапа. На первом этапе в установленном положении резонатора пропускают через обрабатываемую поверхность 1/3 электрического заряда Q3=1,685М3/L, затем дважды последовательно в одном направлении поворачивают резонатор на 120° вокруг оси симметрии и в каждом угловом положении пропускают через обрабатываемую поверхность такой же электрический заряд (Q3/3). При этом на каждом этапе на обрабатываемую поверхность резонатора гальванически осаждается компенсирующая дисбаланс масса металла.
Время гальванического осаждения металла t3 в каждом из трех положений резонатора

При устранении 4-й формы массового дефекта резонатора электрохимическое осаждение металла проводят в четыре этапа. На первом этапе в установленном положении резонатора пропускают через обрабатываемую поверхность 1/4 электрического заряда Q4=1,265М4/L, затем трижды последовательно в одном направлении поворачивают резонатор на 90° вокруг оси симметрии и в каждом угловом положении пропускают через обрабатываемую поверхность такой же электрический заряд (Q4/4).При этом на каждом этапе на обрабатываемую поверхность резонатора гальванически осаждается компенсирующая дисбаланс масса металла.
Время гальванического осаждения металла t4 в каждом из четырех положений резонатора

Пример
Поясним процедуру устранения массового дисбаланса резонатора следующим примером. Проводят устранение массового дефекта 4-й формы величиной М4=10 мг в металлическом цилиндрическом беззубцовом резонаторе, изготовленном из нержавеющей стали. Пусть ориентация массового дефекта относительно условного нуля резонатора составляет ϕ4=0°.
Цилиндрический металлический беззубцовый резонатор ВТГ 1 с предварительно определенными значениями параметров 4-й формы массового дефекта закрепляют в поворотном приспособлении 2 и погружают в электрохимическую ванну с электролитом 3 согласно фиг. 1 на глубину h. Изменением угла наклона β устанавливают величину центрального угла цилиндрического клина равную 2α, причем α=29,9°. Поворачивают резонатор вокруг оси симметрии и смещают угол ориентации удаляемой формы массового дефекта ϕ4 относительно ориентации цилиндрического клина, образованного погруженной частью резонатора (плоскость O-О1-О2, фиг. 1) на 45°, например, по часовой стрелке. Электрически соединяют резонатор с выходом источника постоянного тока 4. Другую клемму источника тока 4 через выключатель 5 соединяют с электродом 6.
В качестве осаждаемого металла могут быть выбраны различные металлы, например, медь, обладающую большой плотностью и невысокой стоимостью. При этом в качестве материала анодного электрода 6 используют медь. В качестве электролита могут быть использованы любые, известные специалистам малотоксичные электролиты, используемые для гальванического осаждения меди. Например, может быть использован электролит следующего состава:
Экспериментально определенное авторами значение коэффициента L при гальваническом осаждении меди в указанном электролите составляет L=0,3⋅10-6 кг/Кл. Общий пропускаемый заряд равен Q4=1,265М4/L=42,17 Кл. Время гальванического осаждения меди в каждом из четырех положений резонатора при токе I=0,1 А согласно (6) составляет t4=105,3 с. Для устранения указанного массового дефекта четвертой формы замыкают электрическую цепь выключателем 5 на время 105,3 с. Затем поворачивают резонатор вдоль оси симметрии на 90°, например, по часовой стрелке и замыкают электрическую цепь выключателем 5 на время 105,3 с. Повторяют эту операцию еще два раза, поворачивая каждый раз резонатор на 90° по часовой стрелке, и замыкая электрическую цепь на 105,3 с. После гальванического осаждения компенсирующих масс резонатор промывают дистиллированной водой и сушат.
Устранение других форм массового дефекта резонатора проводят аналогичным образом.
Предложенная процедура устранения неуравновешенной массы позволяет повысить точность балансировки беззубцового металлического цилиндрического резонатора ВТГ по 1,2,3,4-й формам его массового дефекта (по сравнению с прототипом и аналогом). Точность балансировки в заявленном способе зависит от точности стабилизации тока в процессе гальванического осаждения и точности выдержки времени обработки. Полагая точность стабилизации тока, равной 1% и точность выдержки времени 0,1%, получаем погрешность в величине компенсирующей дисбаланс массе, равной 1,1%. По оценке авторов при удалении такой же массы известным способом (ближайший аналог) эта погрешность увеличивается на 6-8% за счет неполного удаления продуктов электрохимического растворения нержавеющей стали. Таким образом точность балансировки заявленным способом повышается в 6-8 раз. Кроме того, в заявленном способе используют электролит, содержащий кислоту в небольшой концентрации (около 5%), тогда как в известном способе используют электролит, содержащий концентрированные кислоты (30-70%), в связи с чем балансировка заявленным способом более безопасна в производственных условиях.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БАЛАНСИРОВКИ МЕТАЛЛИЧЕСКОГО БЕЗЗУБЦОВОГО РЕЗОНАТОРА ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 2014 |
|
RU2560755C1 |
| СПОСОБ БАЛАНСИРОВКИ КВАРЦЕВОГО ПОЛУСФЕРИЧЕСКОГО РЕЗОНАТОРА ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 2014 |
|
RU2580175C1 |
| ВОЛНОВОЙ ТВЕРДОТЕЛЬНЫЙ ГИРОСКОП С МЕТАЛЛИЧЕСКИМ РЕЗОНАТОРОМ | 2021 |
|
RU2785956C1 |
| СПОСОБ БАЛАНСИРОВКИ МЕТАЛЛИЧЕСКОГО ЗУБЧАТОГО РЕЗОНАТОРА ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 2013 |
|
RU2526217C1 |
| СПОСОБ УСТАНОВКИ КОЛЬЦЕВОГО ЗАЗОРА ПРИ СБОРКЕ ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 2013 |
|
RU2546987C1 |
| ТАНКОВЫЙ КАССЕТНЫЙ МНОГОПРОГРАММНЫЙ СНАРЯД "УДОМЛЯ" С ПОПЕРЕЧНЫМ РАЗБРОСОМ СУБСНАРЯДОВ | 2012 |
|
RU2515950C1 |
| Осколочно-фугасный снаряд | 2017 |
|
RU2679937C1 |
| ФОТОДИССОЦИОННЫЙ КВАНТОВЫЙ ГЕНЕРАТОР | 2014 |
|
RU2565847C1 |
| РЕЗОНАТОР ТВЕРДОТЕЛЬНОГО ВОЛНОВОГО ГИРОСКОПА | 2020 |
|
RU2744820C1 |
| СПОСОБ СВЕРЛЕНИЯ ВОЛОКНИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2593559C2 |
Изобретение относится к балансировке металлических резонаторов твердотельных волновых гироскопов и может быть использовано при производстве различных навигационных приборов. Задачей и результатом является повышение точности процесса балансировки беззубцовых металлических цилиндрических резонаторов по первым 4-м формам массового дефекта и повышение безопасности производственного персонала. Результат достигается за счет гальванического осаждения компенсирующих дисбаланс масс на поверхность резонатора, наклонно погруженного в электролит с низкой концентрацией кислоты. Заявленный способ балансировки металлического беззубцового резонатора волнового твердотельного гироскопа включает измерение неуравновешенной массы, а именно параметров первых четырех форм массового дефекта резонатора, погружение резонатора в ванну с электролитом и пропускание через его поверхность рассчитанного электрического заряда, величину которого регулируют временем и величиной пропускания постоянного тока. Цилиндрический резонатор погружают в электролит наклонно, устанавливают величину центрального угла цилиндрического клина погруженной части, равную 2α, и смещают ориентацию обрабатываемой поверхности цилиндрического клина относительно ориентации устраняемой формы массового дефекта. 4 з.п. ф-лы, 1 ил.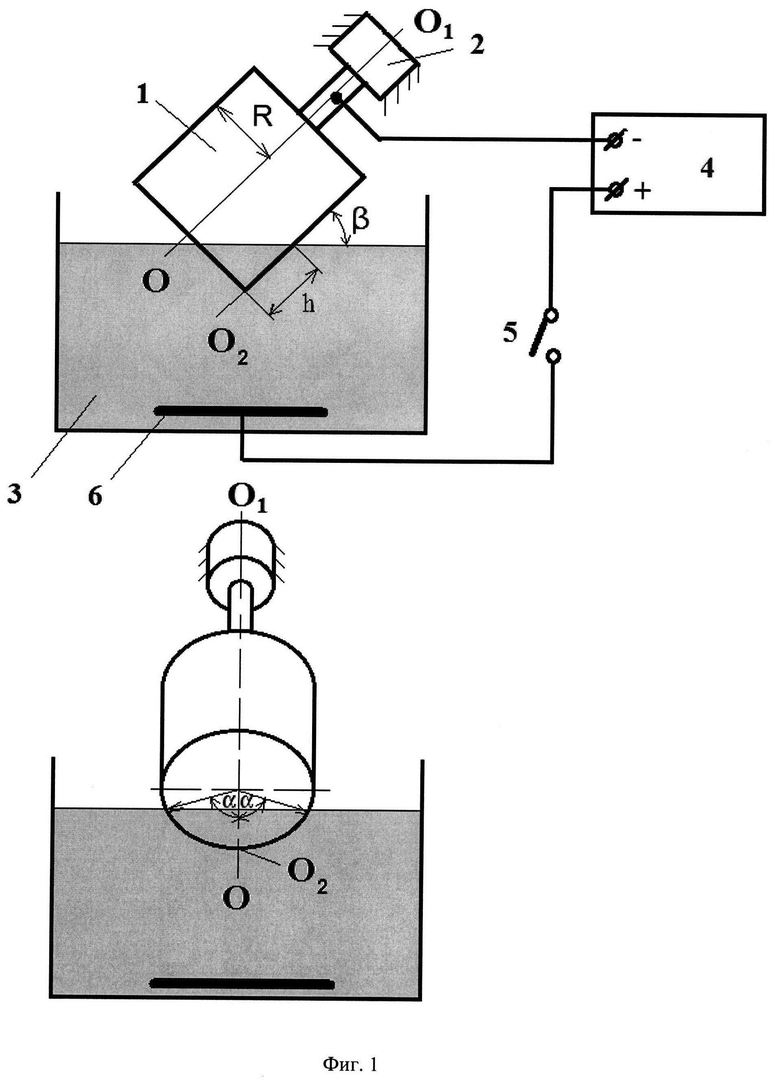
1. Способ балансировки металлического резонатора волнового твердотельного гироскопа, включающий измерение параметров первых четырех форм массового дефекта резонатора, наклонное погружение резонатора в ванну с электролитом, установление величины центрального угла цилиндрического клина 2α и пропускание через его поверхность рассчитанного электрического заряда, регулируемого величиной и временем пропускания постоянного тока, причем при устранении 1-й формы массового дефекта величиной М1 устанавливают α=180° и пропускают через обрабатываемую поверхность электрический заряд, равный Q1=2πМ1/L, где L - экспериментально определяемый коэффициент; при устранении 2-й формы массового дефекта величиной М2 устанавливают α=65,9°, пропускают через обрабатываемую поверхность 1/2 электрического заряда Q2=2,756M2/L, поворачивают резонатор вокруг оси симметрии на 180° и пропускают такой же электрический заряд (Q2/2); при устранении 3-й формы массового дефекта величиной М3 устанавливают α=39,9°, пропускают через обрабатываемую поверхность 1/3 электрического заряда Q3=1,685М3/L, затем дважды последовательно в одном направлении поворачивают резонатор на 120° вокруг оси симметрии и в каждом угловом положении пропускают через обрабатываемую поверхность такой же электрический заряд (Q3/3); при устранении 4-й формы массового дефекта величиной М4 устанавливают α=29,9°, пропускают через обрабатываемую поверхность 1/4 электрического заряда Q4=1,265М4/L, затем трижды последовательно в одном направлении поворачивают резонатор на 90° вокруг оси симметрии и в каждом угловом положении пропускают через обрабатываемую поверхность такой же электрический заряд (Q4/4), отличающийся тем, что на обрабатываемые участки поверхности резонатора гальванически осаждают компенсирующую дисбаланс массу металла.
2. Способ по п. 1, отличающийся тем, что при устранении 1-й формы массового дефекта смещают ориентацию обрабатываемой поверхности цилиндрического клина на 180° относительно ориентации 1-й формы массового дефекта.
3. Способ по п. 1, отличающийся тем, что при устранении 2-й формы массового дефекта смещают ориентацию обрабатываемой поверхности цилиндрического клина на 90° относительно ориентации 2-й формы массового дефекта.
4. Способ по п. 1, отличающийся тем, что при устранении 3-й формы массового дефекта смещают ориентацию обрабатываемой поверхности цилиндрического клина на 60° относительно ориентации 3-й формы массового дефекта.
5. Способ по п. 1, отличающийся тем, что при устранении 4-й формы массового дефекта смещают ориентацию обрабатываемой поверхности цилиндрического клина на 45° относительно ориентации 4-й формы массового дефекта.
| Приспособление для автоматического измерения отверстия при внутреннем шлифовании | 1950 |
|
SU91159A1 |
| СПОСОБ БАЛАНСИРОВКИ КВАРЦЕВОГО ПОЛУСФЕРИЧЕСКОГО РЕЗОНАТОРА ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 2014 |
|
RU2580175C1 |
| US 6282958 B1, 04.09.2001 | |||
| US 20100154542 A1, 24.06.2010. | |||

