Область техники, к которой относится изобретение
[0001] Настоящее изобретение в основном относится к световодному устройству для сканирования света с использованием зеркала, имеющего множество отражающих поверхностей.
Уровень техники
[0002] Традиционно, технология сканирования света от источника света вдоль линии сканирования, которая является прямой линией, широко используется в устройствах формирования изображений и устройствах лазерной обработки. Патентные документы 1 и 2 раскрывают оптическое устройство сканирования, включаемое в вышеупомянутые устройства.
[0003] Оптическое устройство сканирования Патентного документа 1 содержит средство проецирования света, и средство оптического отражения. Средство проецирования света имеет многоугольное зеркало. Свет, падающий с некоторого направления, отражается на отражающей поверхности каждой стороны правильной многоугольной формы вращающегося многоугольного зеркала. Это заставляет многоугольное зеркало излучать свет при вращении. Средство оптического отражения отражает свет, излучаемый средство проецирования света, с помощью множества отражающих частей. Средство оптического отражения направляет свет в любую облучаемую точку на линии сканирования.
[0004] Корректор оптической оси Патентного документа 1 сканирует свет с помощью многоугольного зеркала. Этот корректор оптической оси имеет функцию коррекции положения оптической оси облучающего света. В частности, этот корректор оптической оси содержит датчик положения, подвижное зеркало и блок управления. Датчик положения обнаруживает рассогласование оптической оси облучающего света. Подвижное зеркало изменяет положение оптической оси света, падающего на многоугольное зеркало, изменяя угол зеркала. Блок управления изменяет угол подвижного зеркала так, чтобы уменьшить рассогласование, обнаруженное датчиком положения.
Список цитируемых документов
Патентные документы
[0005]
Патентный документ 1: Японский патент № 5401629
Патентный документ 2: Выложенная японская патентная заявка № 1993-307148
Сущность изобретения
Техническая проблема
[0006] В ситуации, когда облучаемая область обрабатывается путем облучения мишени светом так, чтобы облучаемая область имела круглую или точечную форму, или в ситуации, когда считывается информация о мишени облучения, может быть желательно рассредоточить (сместить) положение облучаемой области без перемещения облучающей мишени. Патентный документ 1 не раскрывает конфигурацию для достижения этого. Поскольку целью Патентного документа 2 является коррекция рассогласования оптической оси, Патентный документ 2 не раскрывает конфигурацию, подходящую для вышеупомянутого пожелания.
[0007] Настоящее изобретение было создано с учетом вышеуказанных обстоятельств, и его основная цель состоит в том, чтобы предложить световодное устройство, способное распределять положение облучаемой области в направлении ширины линии без перемещения облучаемой мишени.
Решение проблемы
[0008] Проблемы, которые решает настоящее изобретение, описаны выше. Теперь будут описаны решения этих проблем и их полезные эффекты.
[0009] Один аспект настоящего изобретения предлагает следующее световодное устройство. Световодное устройство включает в себя первую часть световода, многоугольное зеркало, вторую часть световода и регулирующую часть. Первая часть световода отражает и направляет свет, излучаемый источником света. Многоугольное зеркало выполнено с возможностью вращения. Многоугольное зеркало включает в себя множество отражающих частей, расположенных так, чтобы сформировать регулярную многоугольную отражающую поверхность на виде в направлении оси вращения. Свет, направляемый первой частью световода, отражается вращающейся отражающей частью. Вторая часть световода отражает свет, отраженный отражающей частью многоугольного зеркала, и направляет свет так, чтобы он излучался на облучаемую мишень на каждой из отражающих частей. Регулирующая часть изменяет по меньшей мере одно из положения и ориентации оптического компонента, включенного в первую часть световода. Тем самым регулирующая часть регулирует положение оптической оси света, падающего на многоугольное зеркало, в направлении оси вращения. Отражающая часть многоугольного зеркала выполнена с возможностью отражать падающий свет так, чтобы оптическая ось падающего света смещалась в направлении оси вращения. Регулирующая часть регулирует положение оптической оси падающего света на многоугольном зеркале в направлении оси вращения. Это изменяет положение света, излучаемого на мишень в направлении ширины линии света. Мишень облучается светом, в то время как положение света, излучаемого на мишень, изменяется в направлении ширины линии.
[0010] В результате, если положение оптической оси падающего света на отражающей части отличается в направлении оси вращения, положение света, излучаемого на мишень, также отличается. Следовательно, положение облучаемой области может быть распределено в направлении ширины, без перемещения мишени облучения.
Полезные эффекты изобретения
[0011] В соответствии с настоящим изобретением можно реализовать световодное устройство, способное распределять положение облучаемой области в направлении ширины без перемещения мишени облучения.
Краткое описание чертежей
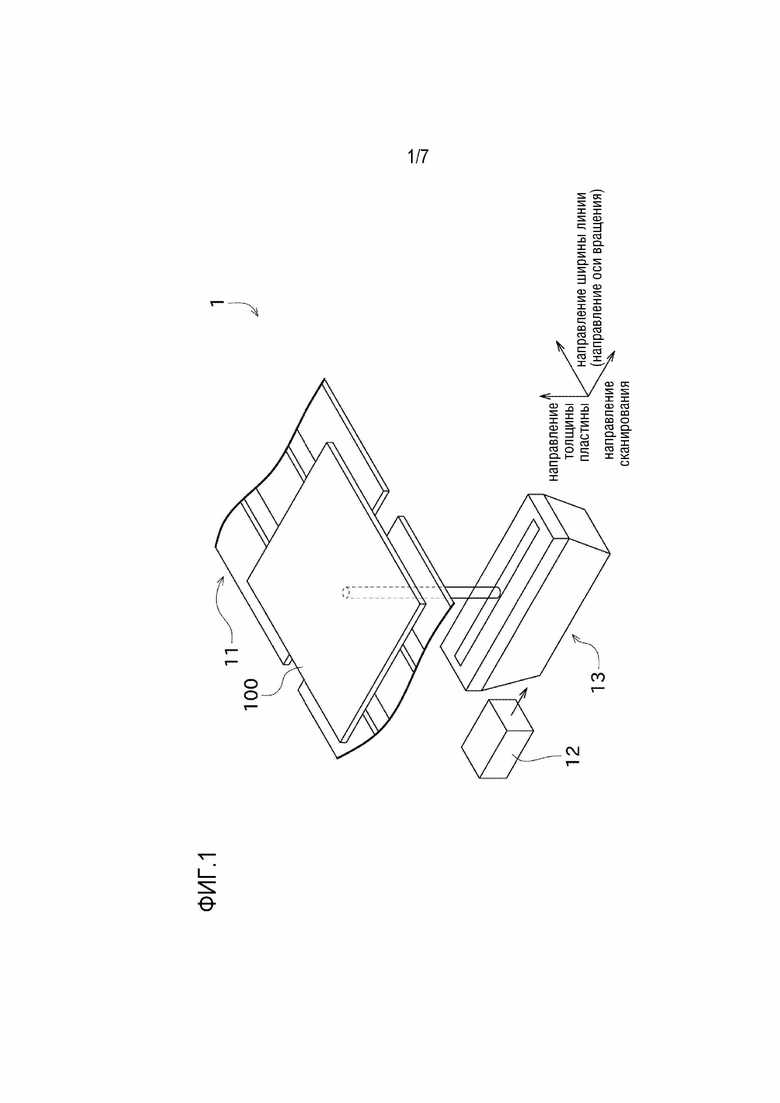
[0012] [Фиг.1] Вид в перспективе устройства лазерной обработки в соответствии с одним вариантом осуществления настоящего изобретения.
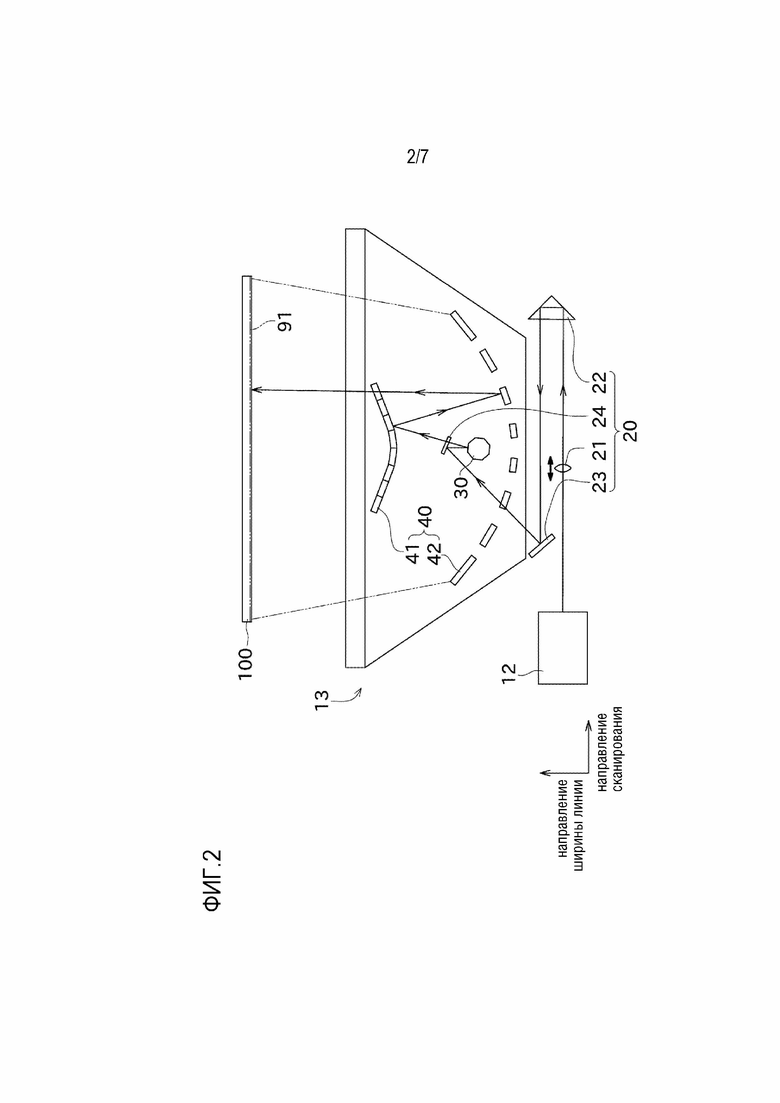
[Фиг.2] Чертеж оптической траектории лазерного света, испускаемого из лазерного генератора, до обрабатываемой детали.
[Фиг.3] Схематический чертеж, показывающий позиционное соотношение между центром отклонения многоугольного зеркала, первым облучающим зеркалом, вторым облучающим зеркалом и положением линии сканирования.
[Фиг.4] Поперечное сечение конфигурации, в которой оптическая ось лазерного света, падающего на многоугольное зеркало, изменяется вдоль направления оси вращения.
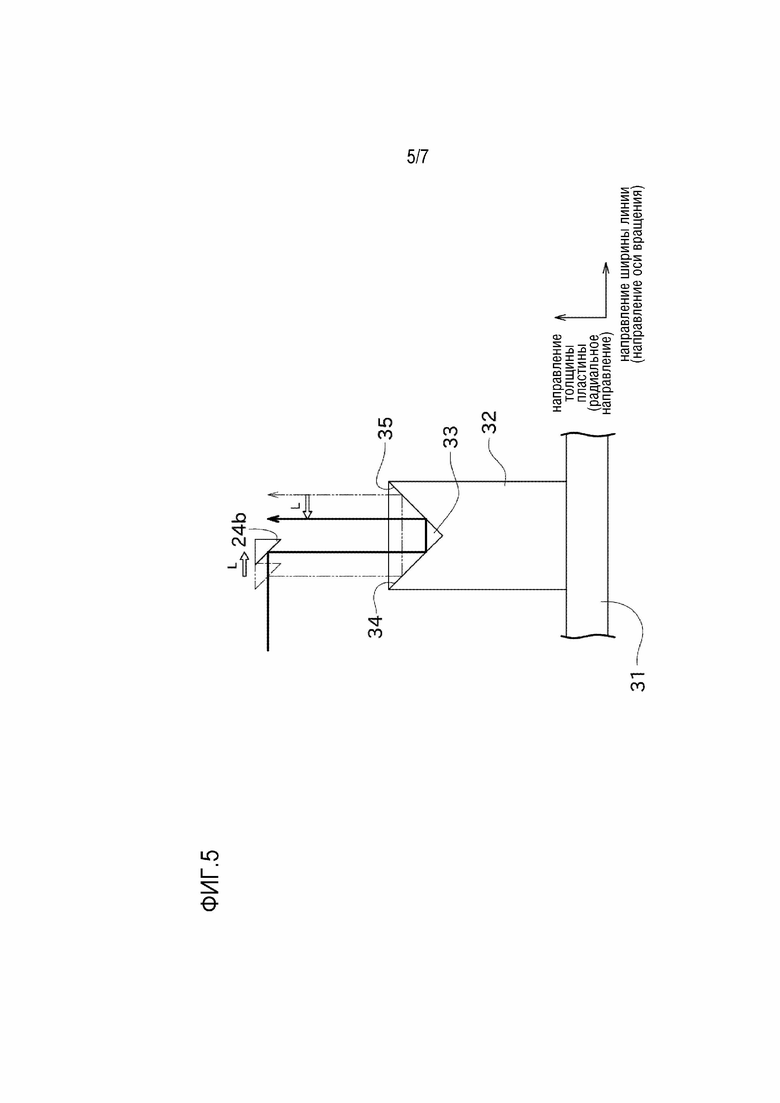
[Фиг.5] Чертеж, показывающий, что величина смещения отраженного света изменяется относительно падающего света путем изменения оптической оси лазерного света, падающего на многоугольное зеркало, вдоль направления оси вращения.
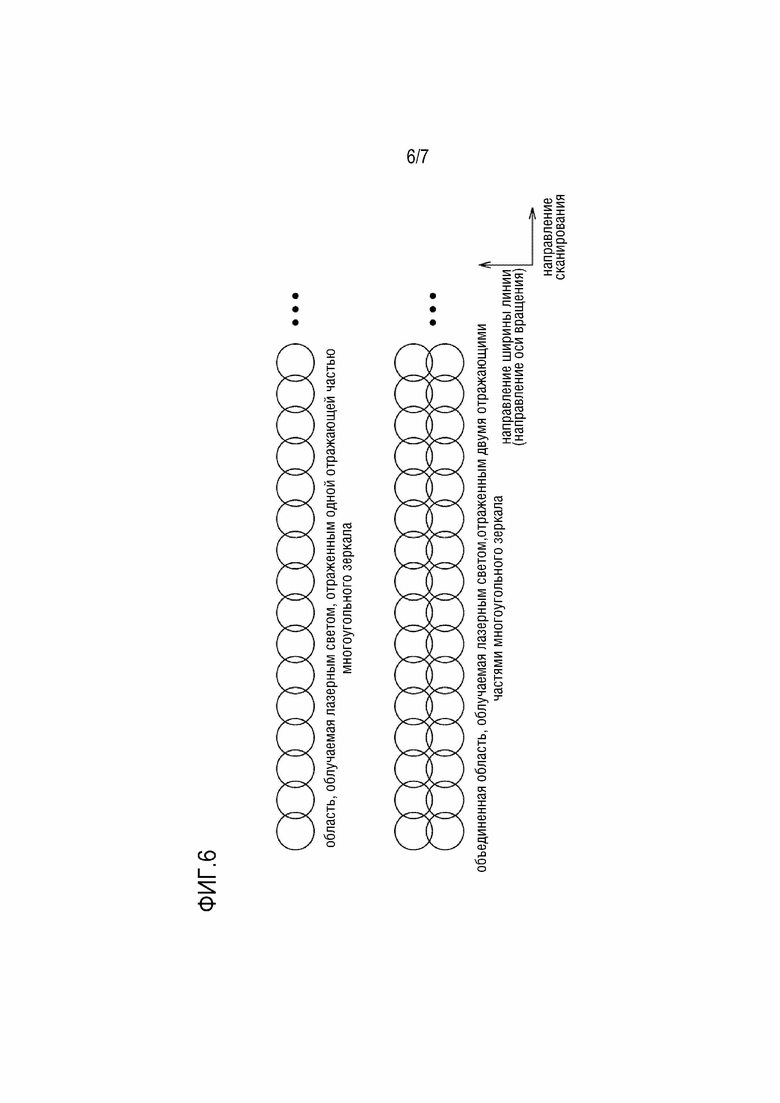
[Фиг.6] Чертеж для объяснения увеличения кажущейся ширины линии лазерного света.
[Фиг.7] Чертеж, показывающий, что положение фокуса лазерного света изменяется в направлении толщины в зависимости от статуса обработки обрабатываемой детали.
Описание вариантов осуществления
[0013] Далее варианты осуществления настоящего изобретения будут описаны со ссылкой на чертежи. Сначала конфигурация устройства 1 лазерной обработки будет описана со ссылкой на Фиг.1. Фиг.1 представляет собой вид в перспективе устройства 1 лазерной обработки. Устройство 1 лазерной обработки является устройством для обработки обрабатываемой детали (мишени облучения) 100 путем облучения обрабатываемой детали 100 лазерным светом.
[0014] Обрабатываемая деталь 100 в этом варианте осуществления является объектом в форме пластины, например из CFRP (армированного углеродным волокном пластика). Обрабатываемая деталь 100 может быть сделана из других материалов. Обрабатываемая деталь 100 не ограничивается объектом в форме пластины. Обрабатываемая деталь 100 может иметь, например, форму блока. Направление толщины обрабатываемой детали 100 определяется как направление толщины пластины.
[0015] Устройство 1 лазерной обработки настоящего варианта осуществления выполняет абляционную обработку путем испарения обрабатываемой детали 100 при ее облучении лазерным светом. Устройство 1 лазерной обработки может выполнять термообработку путем плавления обрабатываемой детали 100 теплом лазерного света. Устройство 1 лазерной обработки обрабатывает обрабатываемую деталь 100 путем ее резки с помощью лазерного света. Обработка, выполняемая устройством 1 лазерной обработки на обрабатываемой детали 100, не ограничивается резанием, устройство 1 лазерной обработки может, например, выполнять процесс удаления поверхности обрабатываемой детали 100 вдоль предопределенной формы.
[0016] Лазерный свет может быть видимым светом или электромагнитной волной с длиной волны, отличающейся от видимого света. В этом варианте осуществления значение слова «свет» включает в себя не только видимый свет, но также и различные электромагнитные волны с более широким диапазоном длин волн.
[0017] Как показано на Фиг.1, устройство 1 лазерной обработки снабжено транспортным блоком 11, лазерным генератором (источником света) 12 и световодным устройством 13.
[0018] Транспортный блок 11 является ленточным конвейером. Транспортный блок 11 перемещает обрабатываемую деталь 100, помещенную на транспортный блок 10, в предопределенном направлении. Транспортный блок 11 может перемещать обрабатываемую деталь 100 в направлении перемещения и может останавливать ее в предопределенном положении. Транспортный блок 11 перемещает обрабатываемую деталь 100 и останавливает обрабатываемую деталь 100 в некотором положении для выполнения лазерной обработки. Транспортный блок 11 может быть роликовым конвейером, или может быть выполнен с возможностью захвата и перемещения обрабатываемой детали 100. Транспортный блок 11 может быть опущен, и обрабатываемая деталь 100, которая устанавливается так, чтобы она была неподвижной, может быть обработана путем излучения лазерного света на обрабатываемую деталь 100.
[0019] Лазерный генератор 12 генерирует лазерный импульс короткой длительности с использованием импульсных колебаний. Хотя длительность лазерного импульса не ограничивается, лазерный генератор 12 генерирует лазерный свет короткой длительности, например порядка наносекунд, пикосекунд или фемтосекунд. Лазерный генератор 12 может генерировать непрерывное излучение с использованием непрерывных волновых колебаний.
[0020] Световодное устройство 13 направляет лазерный свет, генерируемый лазерным генератором 12, и облучает обрабатываемую деталь 100. Световодное устройство 13 режет обрабатываемую деталь 100, направляя лазерный свет так, чтобы сфокусированный лазерный свет излучался на поверхность обрабатываемой детали 100.
[0021] Показанное на Фиг.2 и Фиг.3 световодное устройство 13 будет подробно описано ниже. Как показано на Фиг.2, световодное устройство 13 включает в себя первую часть 20 световода, многоугольное зеркало 30 и вторую часть 40 световода. По меньшей мере некоторые из этих оптических компонентов располагаются внутри корпуса световодного устройства 13.
[0022] Первая часть 20 световода включает в себя оптические компоненты, которые направляют лазерный свет, генерируемый лазерным генератором 12, к многоугольному зеркалу 30. Первая часть 20 световода снабжена входной линзой 21, входной призмой 22, первым входным зеркалом 23 и вторым входным зеркалом 24, в порядке от стороны лазерного генератора 12 вдоль оптической траектории лазерного света.
[0023] Входная линза 21 фокусирует лазерный свет, генерируемый лазерным генератором 12, в фокальной точке. Входная призма 22, первое входное зеркало 23 и второе входное зеркало 24 направляют лазерный свет, проходящий через входную линзу 21, к многоугольному зеркалу 30. Входная призма 22, первое входное зеркало 23 и второе входное зеркало 24 составляют оптический блок. Этот оптический блок изгибает оптическую траекторию перед многоугольным зеркалом 30, чтобы обеспечить длину оптического пути, необходимую для помещения фокуса на поверхности обрабатываемой детали 100. Оптические компоненты, составляющие первую часть 20 световода, показанную в этом варианте осуществления, могут быть соответственно опущены. Другие призмы или зеркала могут быть добавлены между входной линзой 21 и многоугольным зеркалом 30 сообразно с обстоятельствами.
[0024] Как показано на Фиг.2, многоугольное зеркало 30 формируется в целом в правильной многоугольной форме (в этом варианте осуществления в правильной восьмиугольной форме). Многоугольное зеркало 30 может вращаться с постоянной угловой скоростью, например, посредством передачи энергии от электродвигателя (не показан). Направление оси вращения многоугольного зеркала 30 является тем же самым, что и направление взгляда (угол зрения) на Фиг.2 (то есть таким направлением взгляда на многоугольное зеркало 30, чтобы оно выглядело как правильный многоугольник).
[0025] Лазерный свет, генерируемый лазерным генератором 12 и отраженный многоугольным зеркалом 30, направляется второй частью 40 световода и излучается на обрабатываемую деталь 100. Положение облучения лазерным светом изменяется в соответствии с углом отражающей поверхности многоугольного зеркала 30. Другими словами, по мере того, как многоугольное зеркало 30 вращается, лазерный свет от лазерного генератора 12 отклоняется, и угол отражения лазерного света на многоугольном зеркале 30 изменяется. Это заставляет лазерный свет сканировать обрабатываемую деталь 100. Сканирование предназначено для изменения положения облучения светом, таким как лазерный луч, в определенном направлении. В настоящем варианте осуществления облучаемая область содержит облучение множества лазерных лучей, проходящих в конкретном направлении, когда лазерный луч осуществляет сканирование. В дальнейшем направление сканирования лазерного луча упоминается просто как «направление сканирования». Обрабатываемая деталь 100 режется вдоль направления сканирования.
[0026] Многоугольное зеркало 30 испускает лазерный свет, подаваемый вторым входным зеркалом 24, и многоугольное зеркало 30 вращается так, чтобы лазерный свет от второго входного зеркала 24 перемещался с постоянной угловой скоростью. Вторая часть 40 световода отражает свет, излучаемый от многоугольного зеркала 30, и направляет свет к линии 91 сканирования. По мере изменения угла поворота многоугольного зеркала 30 положение облучения последовательно перемещается в направлении сканирования вдоль линии 91 сканирования на обрабатываемой детали 100.
[0027] Вторая часть 40 световода имеет множество отражающих поверхностей, которые отражают лазерный свет, отраженный многоугольным зеркалом 30, и направляют его к поверхности обрабатываемой детали 100 сообразно с обстоятельствами. Вторая часть 40 световода имеет множество первых облучающих зеркал 41 и множество вторых облучающих зеркал 42.
[0028] Компоновка и функция второй части 40 световода будут описаны ниже со ссылкой на Фиг.3. Фиг.3 схематично показывает позиционное соотношение между центром С отклонения, первым облучающим зеркалом 41, вторым облучающим зеркалом 42 и линией 91 сканирования.
[0029] Если вторая часть 40 световода не присутствует, как показано в верхней части Фиг.3, точка фокусировки лазерного света (точка на расстоянии от лазерного генератора 12 вдоль оптического пути) рисует дугообразную траекторию, когда угол поворота многоугольного зеркала 30 изменяется на величину, соответствующую одной стороне правильного многоугольника. Центром этой траектории является центр C отклонения, где лазерный свет отклоняется многоугольным зеркалом 30, а радиусом этой траектории является длина оптического пути от упомянутого центра C отклонения до фокуса. С другой стороны, линия 91 сканирования проходит по прямой в направлении сканирования, в отличие от дугообразной траектории. В результате расстояние от положения облучения на линии 91 сканирования до точки фокусировки изменяется в соответствии с положением облучения. Следовательно, с учетом длины оптического пути от упомянутого выше центра С отклонения до любого положения облучения на линии 91 сканирования длина оптического пути не является постоянной и изменяется в соответствии с положением облучения.
[0030] Вторая часть 40 световода предназначена для решения этой проблемы, отражая лазерный свет от многоугольного зеркала 30 по меньшей мере дважды перед обрабатываемой деталью 100 (линией 91 сканирования). Вторая часть 40 световода располагается так, чтобы длина оптического пути от отражающей поверхности многоугольного зеркала 30 до любого положения облучения на линии 91 сканирования на обрабатываемой детали 100 была приблизительно постоянна для всех положений облучения, соответственно.
[0031] Вторая часть 40 световода в настоящем варианте осуществления имеет первое облучающее зеркало 41, которое отражает лазерный свет от многоугольного зеркало 30, и второе облучающее зеркало 42, которое дополнительно отражает лазерный свет от первого облучающего зеркала 41. Другими словами, вторая часть 40 световода отражает лазерный свет от многоугольного зеркала 30 дважды. Вторая часть 40 световода включает в себя первое облучающее зеркало 41 и второе облучающее зеркало 42. Вторая часть 40 световода может конфигурироваться оптическими компонентами, расположенными таким образом, чтобы лазерный свет отражался три или более раз.
[0032] Как было описано выше, если бы первое облучающее зеркало 41 и второе облучающее зеркало 42 не присутствовали, фокус лазерного света перемещался бы по дуге (именуемой в дальнейшем виртуальной дугой) вокруг центра C отклонения по мере изменения угла испускания выходного света. Радиус R этой виртуальной дуги является длиной оптического пути от центра C отклонения до фокуса. Первое облучающее зеркало 41 и второе облучающее зеркало 42 изгибают оптический путь от центра C отклонения до фокуса, преобразуя тем самым виртуальную дугу так, чтобы она проходила в целом по прямой линии в направлении сканирования на обрабатываемой детали 100. Более подробно, положения разделенных дуг DA1, DA2, ..., которые разделяют виртуальные дуги, преобразуются второй частью 40 световода так, чтобы ориентация каждой из ее строчек VC1, VC2, ... была приблизительно равна линии 91 сканирования.
[0033] Каждое из первого облучающего зеркала 41 и второго облучающего зеркала 42 имеет множество отражающих поверхностей. Диапазон углов разделения представляет собой диапазон угла испускания лазерного света от многоугольного зеркала 30, разделенный на несколько диапазонов. Разделенная дуга DA1, DA2, ... является траекторией, которую рисует точка (фокус) на некотором расстоянии от лазерного генератора 12, когда угол испускания света изменяется в диапазоне углов разделения. Таким образом, чтобы разделенные дуги VC1, VC2, ... разделенных дуг DA1, DA2, ... располагались в том же направлении, что и направление сканирования (так, чтобы они выстраивались в направлении сканирования), первое облучающее зеркало 41 и второе облучающее зеркало 42 отражают свет множество раз.
[0034] Далее будет кратко описан конкретный способ преобразования положения виртуальной дуги для ее согласования с линией 91 сканирования. Сначала путем разделения виртуальной дуги на равномерно распределенные части получается множество разделенных дуг DA1, DA2, ... Затем мы получаем множество виртуальных строчек VC1, VC2, ..., соответствующих каждой из множества разделенных дуг DA1, DA2, ... Затем положения и направления отражающих поверхностей первого облучающего зеркала 41 и второго облучающего зеркала 42 соответственно определяются так, чтобы множество виртуальных строчек VC1, VC2, ... последовательно выстраивались по прямой линии в направлении сканирования на обрабатываемой детали 100.
[0035] Когда линия 91 сканирования формируется таким образом, две точки на обоих концах разделенной дуги DA1, DA2, ... перемещаются на линии 91 сканирования, и разделенная дуга DA1, DA2, ... (то есть кривая, соединяющая две точки) перемещается дальше в направлении оптической оси от линии 91 сканирования. Фокус лазерного света перемещается вдоль разделенной дуги DA1, DA2, ... с преобразованным таким образом положением.
[0036] Когда виртуальная дуга делится на множество разделенных дуг DA1, DA2, ..., разделенные дуги DA1, DA2, ... аппроксимируют соответствующие виртуальные строчки VC1, VC2, ... с высокой точностью. Следовательно, длина оптического пути от центра С отклонения многоугольного зеркала 30 до любого положения облучения на линии 91 сканирования является приблизительно постоянной для всех положений облучения. Поскольку разделенные дуги DA1, DA2, ... с высокой точностью аппроксимируют соответствующие виртуальные строчки VC1, VC2, ..., поведение точки фокуса в соответствующих разделенных дугах DA1, DA2, ... с высокой точностью аппроксимирует линейное движение с постоянной скоростью вдоль линии 91 сканирования.
[0037] По мере увеличения количества делений разделенной дуги DA1, DA2, ... расстояние между средней точкой виртуальной строчки VC1, VC2, ... и средней точкой разделенной дуги DA1, DA2, ... уменьшается, и геометрическое место точки фокусировки приближается к виртуальной строчке VC1, VC2, ... Это обеспечивает высокую степень согласованности длины оптического пути. Количество делений может быть определено сообразно с обстоятельствами в зависимости от погрешности, допустимой для световодного устройства 13.
[0038] Таким образом, вторая часть 40 световода позволяет правильно обрабатывать поверхность обрабатываемой детали 100 второй частью 40 световода, поскольку точка фокусировки лазерного света расположена на поверхности обрабатываемой детали 100.
[0039] В настоящем варианте осуществления диаметр луча в точке обработки является очень малым, потому что обрабатываемая деталь 100 обрабатывается с помощью коротких импульсов лазерного света для концентрации энергии. Следовательно, в зависимости от материала и толщины обрабатываемой детали 100 может быть необходимым выполнять облучение лазерным светом в одном и том же положении множество раз. Однако в этом случае форма бороздки, формируемой в обрабатываемой детали 100 лазерным светом, может быть искривлена, вызывая насыщение процесса и делая резание невозможным. Насыщение процесса представляет собой явление, при котором энергия лазера не передается на абляцию, а превращается в тепло.
[0040] Принимая во внимание вышеизложенное, в настоящем варианте осуществления обрабатываемая деталь 100 обрабатывается путем распределения линии 91 сканирования, которая является положением облучения лазерным светом с помощью световодного устройства 13. Эта конфигурация будет описана ниже со ссылками на Фиг.4 и Фиг.5. Фиг.4 показывает поперечное сечение конфигурации, в которой оптическая ось лазерного света, падающего на многоугольное зеркало 30, изменяется вдоль направления оси вращения. Фиг.5 показывает, что путем изменения оптической оси лазерного света, падающего на многоугольное зеркало 30, вдоль направления оси вращения, величина смещения отраженного света относительно падающего света изменяется.
[0041] Как показано на Фиг.4, многоугольное зеркало 30 имеет вал 31 вращения, множество опор 32 и множество отражающих частей 33.
[0042] Вал 31 вращения является валом и т.п. для вращения многоугольного зеркала 30, как было описано выше. Вал 31 вращения приводится в движение вышеописанным электродвигателем (не показан) с линией L1 оси вращения в качестве центра вращения. Направление, параллельное линии оси L1 вращения, называется направлением оси вращения.
[0043] Множество опор 32 прикреплено к валу 31 вращения и вращается как одно целое с валом 31 вращения. Направление, которое проходит радиально наружу вокруг линии L1 оси вращения, называется радиальным направлением. Одна сторона в радиальном направлении, которая находится дальше от линии оси вращения L1, упоминается как внешняя сторона радиального направления, а другая сторона в радиальном направлении, которая находится ближе к линии оси вращения L1, упоминается как внутренняя часть радиального направления. Опоры 32 расположены таким образом, что, если смотреть в направлении оси вращения, внешние края в радиальном направлении составляют каждую сторону правильного многоугольника. Количество опор 32 совпадает с количеством вершин правильного многоугольного зеркала 30. Треугольная бороздка формируется на внешнем конце опоры 32 в радиальном направлении, как показано на Фиг.4 и Фиг.5, и отражающая часть 33 располагается в этой бороздке.
[0044] Отражающая часть 33 представляет собой прямоугольную равнобедренную треугольную призму с углом при основании 45 градусов. Отражающая часть 33 располагается так, чтобы наклонная сторона была перпендикулярна падающему лазерному свету. Две стороны, за исключением наклонной стороны отражающей части 33, функционируют как первая отражающая поверхность 34 и вторая отражающая поверхность 35, соответственно.
[0045] В этой конфигурации направление распространения лазерного света, падающего на отражающую часть 33, изменяется путем отражения, как показано штрих-пунктирной линией на Фиг.4. В дальнейшем объяснение изменения направления сканирования среди изменений направления движения лазерного луча будет опущено. Как показано на Фиг.4, лазерный свет, падающий на отражающую часть 33, проходит внутрь в радиальном направлении. Лазерный свет отражается от первой отражающей поверхности 34, которая изменяет его направление на 90 градусов, и отраженный лазерный свет проходит ко второй отражающей поверхности 35. Лазерный свет снова отражается от второй отражающей поверхности 35, которая изменяет его направление на 90 градусов. Таким образом, падающий и отраженный лучи лазерного света являются параллельными, и их положения в направлении оси вращения различаются.
[0046] В устройстве 1 лазерной обработки настоящего варианта осуществления положение оптической оси света, падающего на многоугольное зеркало 30 (первую отражающую поверхность 34), может быть отрегулировано в направлении оси вращения. В частности, как показано на Фиг.4, второе входное зеркало 24 содержит первое отклоняющее зеркало 24a и второе отклоняющее зеркало 24b. На Фиг.4 (то есть, если смотреть в направлении сканирования) второе отклоняющее зеркало 24b располагается так, чтобы угол второго отклоняющего зеркала 24b был параллельным первой отражающей поверхности 34. Другими словами, второе отклоняющее зеркало 24b располагается так, чтобы образовывать угол 45 градусов как по отношению к направлению толщины пластины, так и к направлению оси вращения. Первое отклоняющее зеркало 24a располагается так, чтобы первое отклоняющее зеркало 24a было перпендикулярно второму отклоняющему зеркалу 24b.
[0047] Лазерный свет, испускаемый от первого входного зеркала 23, вводится в первое отклоняющее зеркало 24a. Этот лазерный свет отражается первым отклоняющим зеркалом 24a, которое изменяет его направление на 90 градусов, и отраженный лазерный свет проходит ко второму отклоняющему зеркалу 24b. Этот лазерный свет затем снова отражается вторым отклоняющим зеркалом 24b, которое изменяет его направление на 90 градусов. Таким образом, лазерный свет, падающий на второе входное зеркало 24, и лазерный свет, отраженный вторым входным зеркалом 24, являются параллельными друг другу и имеют различные положения в направлении оси вращения.
[0048] Второе отклоняющее зеркало 24b этого варианта осуществления выполнено с возможностью перемещения в направлении оси вращения. В частности, как показано на Фиг.4, устройство 1 лазерной обработки снабжено регулирующей частью 60. Регулирующая часть 60 имеет приводную часть 61 и часть 62 механической передачи. Мощность, генерируемая приводной частью 61, передается второму отклоняющему зеркалу 24b посредством части 62 механической передачи, которая перемещает второе отклоняющее зеркало 24b в направлении оси вращения.
[0049] При изменении положения второго отклоняющего зеркала 24b в направлении оси вращения положение, в котором лазерный свет отражается в направлении оси вращения, изменяется. Следовательно, положение оптической оси света, падающего на многоугольное зеркало 30 (первую отражающую поверхность 34), также изменяется. В частности, как показано на Фиг.5, когда положение второго отклоняющего зеркала 24b в направлении оси вращения изменяет расстояние L в одну сторону (правая сторона Фиг.5), положение падения первой отражающей поверхности 34 изменяет расстояние L в одну сторону. Следовательно, положение отражения второй отражающей поверхности 35 изменяет расстояние L в другую сторону. Таким образом, при перемещении второго отклоняющего зеркала 24b в направлении оси вращения положение оптической оси лазерного света, испускаемого от многоугольного зеркала 30 (второй отражающей поверхности 35) в направлении оси вращения, может быть изменено.
[0050] Направление оси вращения многоугольного зеркала 30 является тем же самым, что и направление ширины линии (направление ширины) облучаемой лазерным светом области на обрабатываемой детали 100. Следовательно, если положение отражающей части 33 будет отличаться, то лазерный свет будет излучаться в распределенном положении (с изменением положения) в направлении ширины линии.
[0051] В частности, как показано на верхней части Фиг.6, облучаемая область для каждого импульса лазерного света, отраженного одной отражающей частью 33 многоугольного зеркала 30, имеет круглую форму. Путем объединения этих круглых облучаемых областей в одном направлении достигается линейно распределенная в определенном направлении облучаемая область.
[0052] При перемещении второго отклоняющего зеркала 24b в направлении оси вращения положение лазерного света, излучаемого на обрабатываемую деталь 100 в направлении ширины линии, изменяется, как показано на нижней части Фиг.6. Следовательно, кажущаяся ширина линии облучаемой лазерным светом области может быть сделана более широкой. Это позволяет обеспечить большую ширину обработки. В дополнение к этому, поскольку можно предотвратить непрерывное облучение лазерным светом одного и того же положения, вышеупомянутое насыщение процесса становится маловероятным, и обрабатываемая деталь 100 можно надежно разрезать за короткое время.
[0053] Время и величина перемещения второго отклоняющего зеркала 24b могут быть различными. Например, второе отклоняющее зеркало 24b используется следующим образом. Ширина обработки заранее устанавливается в устройстве 1 лазерной обработки. Второе отклоняющее зеркало 24b перемещается так, чтобы кажущаяся ширина линии была равна ширине обработки. Например, путем периодического перемещения второго отклоняющего зеркала 24b обрабатываемая деталь 100 может быть обработана равномерно. Периодическое означает перемещение второго отклоняющего зеркала 24b на заданную величину перемещения в соответствии с фазой или временем вращения многоугольного зеркала 30 и повторение этого действия.
[0054] Цель этого варианта осуществления заключается не в том, чтобы выровнять положение, облучаемое лазерным светом (то есть не в том, чтобы исправить несовпадение). Следовательно, в отличие от Патентного документа 2 датчик для определения положения лазерного света не требуется. Регулирующая часть 60 имеет только функцию регулирования положения в направлении оси вращения лазерного света, падающего на отражающую часть 33, в синхронизации с фазой вращения многоугольного зеркала 30 (то есть в соответствии с заранее подготовленной программой). Другими словами, устройство 1 лазерной обработки не имеет такой функции, как в Патентном документе 2, для изменения положения лазерного света в ответ на сигнал датчика.
[0055] Если второе отклоняющее зеркало 24b может перемещаться с высокой скоростью, и управление положением может выполняться точно, положение оптической оси лазерного света, падающего на первую отражающую поверхность 34, может быть установлено для каждой отражающей части 33 многоугольного зеркала 30. В частности, после отражения лазерного света одной отражающей частью 33 многоугольного зеркала 30 второе отклоняющее зеркало 24b перемещается, чтобы отразить лазерный свет на следующую отражающую часть 33. Такая функция может быть достигнута с помощью программы, которая может устанавливать положение лазерного света в направлении ширины при любом количестве проходов (при любом выборе времени).
[0056] Далее со ссылкой на Фиг.7 будет описана конфигурация, которая приближает точку фокусировки лазерного излучения относительно близко к положению обработки обрабатываемой детали 100 в соответствии с ее статусом обработки.
[0057] Как показано на Фиг.7, положение поверхности обрабатываемой детали 100 (то есть положение обработки) изменяется при испарении или плавлении обрабатываемой детали 100 под действием лазерного света. В частности, положение обработки изменяется в направлении толщины пластины и, в частности, дальше в направлении лазерного излучения.
[0058] Следовательно, в этом варианте осуществления положение фокуса лазерного света относительно положения обработки обрабатываемой детали 100 изменяется так, чтобы сблизить точку фокуса и положение обработки друг с другом. Способ изменения относительного положения фокуса лазерного света включает в себя, например, способ перемещения обрабатываемой детали 100 выше в направлении лазерного облучения. Это позволяет сфокусировать лазерный свет в положении обработки, позволяя таким образом эффективно обрабатывать обрабатываемую деталь 100.
[0059] В обычной конфигурации, где облученная лазерным светом область не может быть изменена в направлении ширины линии, ширина обрабатываемых бороздок является малой. Следовательно, когда фокус изменяется, лазерный свет может попадать на край E, когда обрабатываемая бороздка становится более глубокой. В этом случае энергия расходуется на этом краю E, что может уменьшить плотность тепла в фокусе и вызвать насыщение процесса, затрудняя обработку.
[0060] В отличие от этого, в настоящем варианте осуществления, поскольку облучаемая лазерным светом область изменяется в направлении ширины линии, ширина обрабатываемой бороздки может быть увеличена, и кажущаяся ширина линии облучаемой лазерным светом области может регулироваться. Следовательно, при изменении фокуса луч в середине кажущейся ширины линии меньше подвержен влиянию края E. В результате насыщение процесса может быть предотвращено, и обработка может продолжаться должным образом.
[0061] Для того, чтобы управлять фокусом лазерного света относительно положения обработки обрабатываемой детали 100 в соответствии с глубиной обрабатываемой бороздки обрабатываемой детали 100, глубина текущей обрабатываемой бороздки обрабатываемой детали 100 должна быть оценена или определена. В частности, можно оценить глубину бороздки в обрабатываемой детали 100 на основе количества раз облучения лазером и времени, прошедшего с начала обработки, или глубина бороздки в обрабатываемой детали 100 может быть определена с помощью световых или звуковых волн и т.п. При использовании полученной таким образом глубины бороздки фокус лазерного света может быть отрегулирован в соответствии с этой глубиной бороздки. Положение фокуса может изменяться один или много раз для одного лазерного процесса (в этом варианте осуществления - когда режется одна обрабатываемая деталь 100).
[0062] Как было описано выше, световодное устройство 13 этого варианта осуществления включает в себя первую часть 20 световода, многоугольное зеркало 30, вторую часть 40 световода и регулирующую часть 60. Первая часть 20 световода отражает и направляет лазерный свет, испускаемый лазерным генератором 12. Многоугольное зеркало 30 выполнено с возможностью вращения. Многоугольное зеркало 30 имеет множество отражающих частей 33, расположенных так, чтобы сформировать регулярную многоугольную отражающую поверхность, если смотреть в направлении оси вращения. Лазерный свет, направляемый первой частью 20 световода, отражается вращающейся отражающей частью 33. Вторая часть 40 световода отражает лазерный свет, отраженный отражающей частью 33 многоугольного зеркала 30, и направляет свет так, чтобы он излучался на обрабатываемую деталь 100, на каждой отражающей части 33. Регулирующая часть 60 регулирует положение оптической оси света, падающего на многоугольное зеркало 30, в направлении оси вращения, изменяя по меньшей мере одно из положений и ориентаций оптических компонентов, включенных в первую часть 20 световода. Отражающая часть 33 многоугольного зеркала 30 выполнена с возможностью отражать падающий лазерный свет так, чтобы оптическая ось падающего света смещалась в направлении оси вращения. Регулирующая часть регулирует положение оптической оси света, падающего на многоугольное зеркало 30, в направлении оси вращения, тем самым изменяя положение света, излучаемого на обрабатываемую деталь 100 в направлении ширины линии света, и обрабатываемая деталь 100 облучается светом, в то время как положение света, излучаемого на обрабатываемую деталь 100, изменяется в направлении ширины линии.
[0063] В результате, если положение оптической оси падающего света на отражающей части 33 отличается в направлении оси вращения, положение света, излучаемого на обрабатываемую деталь 100, также отличается. Следовательно, положение облучаемой области может быть распределено в направлении ширины, без перемещения обрабатываемой детали 100.
[0064] В устройстве 1 лазерной обработки настоящего варианта осуществления регулирующая часть 60 изменяет положение оптической оси света, падающего на многоугольное зеркало 30, в направлении оси вращения на основе заданного значения.
[0065] Это позволяет излучать лазерный свет с требуемой кажущейся шириной линии в соответствии с требуемыми характеристиками.
[0066] В устройстве 1 лазерной обработки настоящего варианта осуществления регулирующая часть периодически изменяет положение оптической оси света, падающего на многоугольное зеркало 30, в направлении оси вращения.
[0067] Это позволяет равномерно облучать лазерным светом облучаемую область кажущейся ширины линии.
[0068] Устройство 1 лазерной обработки этого варианта осуществления включает в себя световодное устройство 13 и лазерный генератор 12. Лазерный генератор 12 генерирует лазерный свет.
[0069] Это позволяет эффективно обрабатывать различные материалы, поскольку лазерный свет может излучаться в направлении ширины линии распределенным образом.
[0070] В устройстве 1 лазерной обработки этого варианта осуществления обрабатываемая деталь 100 имеет форму пластины. Обрабатываемая деталь 100 облучается лазерным светом множество раз так, чтобы облученные области перекрывались. Устройство 1 лазерной обработки приближает фокус лазерного света относительно близко к положению обработки обрабатываемой детали 100, в зависимости от глубины обрабатываемой бороздки в обрабатываемой детали 100.
[0071] Это позволяет приблизить фокус к положению обработки, даже если операция обработки обрабатываемой детали 100 продолжается, и бороздка становится более глубокой.
[0072] В то время как выше был описан один предпочтительный вариант осуществления настоящего изобретения, описанные выше конфигурации могут быть модифицированы, например, следующим образом.
[0073] В вышеописанном варианте осуществления положение в направлении оси вращения может быть отрегулировано для всех отражающих частей 33 многоугольного зеркала 30. Фактически, нет необходимости регулировать положение всех отражающих частей 33. Однако может быть отрегулировано положение всех отражающих частей 33 в направлении оси вращения.
[0074] В этом варианте осуществления путем регулирования положения второго входного зеркала 24 первой части 20 световода изменяется положение оптической оси лазерного света, падающего на многоугольное зеркало 30, в направлении оси вращения. Вместо этого могут быть изменены положение или ориентация оптических компонентов, отличающихся от второго входного зеркала 24 (например, входной призмы 22, первого входного зеркала 23 и других оптических компонентов), чтобы изменить положение оптической оси лазерного света в направлении оси вращения.
[0075] В этом варианте осуществления отражающая часть 33 является призмой, но она может конфигурироваться с зеркалом, расположенным в положении, соответствующем первой отражающей поверхности 34 и второй отражающей поверхности 35, соответственно.
[0076] Хотя вышеописанный вариант осуществления описывает пример применения световодного устройства 13 к устройству 1 лазерной обработки, световодное устройство 13 может также быть применено к другим устройствам, таким как, например, устройство формирования изображения. Устройство формирования изображения представляет собой устройство, которое формирует тонерное изображение путем облучения светочувствительного барабана светом. В этом случае в качестве источника света может использоваться источник, отличающийся от лазера (например, лампа LED).
Список ссылочных обозначений
[0077] 1 - устройство лазерной обработки
12 - лазерный генератор (источник света)
13 - световодное устройство
20 - первая часть световода
30 - многоугольное зеркало
31 - ось вращения
32 - опора
33 - отражающая часть
40 - вторая часть световода
60 - регулирующая часть
100 - обрабатываемая деталь (мишень облучения)



Изобретение в основном относится к световодному устройству для сканирования света с использованием зеркала, имеющего множество отражающих поверхностей. Заявленное световодное устройство включает в себя первую часть световода, многоугольное зеркало, вторую часть световода и регулирующую часть. Первая часть световода отражает и направляет лазерный свет, испускаемый лазерным генератором. Многоугольное зеркало имеет отражающую часть (33), которая отражает лазерный свет, направляемый первой частью световода, в то время как отражающая часть (33) вращается. Вторая часть световода отражает лазерный свет, отраженный отражающей частью (33) многоугольного зеркала, и направляет свет так, чтобы он излучался на обрабатываемую деталь, на каждой отражающей части (33), соответственно. Регулирующая часть регулирует положение света, падающего на многоугольное зеркало, в направлении оси вращения, изменяя тем самым положения падающего света на мишени облучения в направлении ширины линии. Мишень облучения облучается светом в то время, как положение света изменяется в направлении ширины линии. Технический результат – создание световодного устройства, способного распределять положение облучаемой области в направлении ширины линии без перемещения облучаемой мишени. 2 н. и 3 з.п. ф-лы, 7 ил.
1. Световодное устройство, содержащее:
первую часть световода, которая отражает и направляет свет, излучаемый источником света;
многоугольное зеркало, выполненное с возможностью вращения и включающее в себя множество отражающих частей, расположенных так, чтобы сформировать регулярную многоугольную отражающую поверхность на виде в направлении оси вращения, причем многоугольное зеркало при вращении отражает посредством отражающей части свет, направляемый первой отражающей частью световода;
вторую часть световода, которая отражает свет, отраженный отражающей частью многоугольного зеркала, и направляет свет так, чтобы он излучался на облучаемую мишень на каждой из отражающих частей; и
регулирующую часть, которая регулирует положение оптической оси света, падающего на многоугольное зеркало, в направлении оси вращения путем изменения по меньшей мере одного из положения и ориентации оптического компонента, включенного в первую часть световода, при этом
отражающая часть многоугольного зеркала выполнена с возможностью отражать падающий свет так, чтобы оптическая ось падающего света смещалась в направлении оси вращения, и
регулирующая часть регулирует положение оптической оси света, падающего на многоугольное зеркало, в направлении оси вращения, тем самым изменяя положение света, излучаемого на мишень облучения в направлении ширины линии света, причем мишень облучения облучается светом, в то время как изменяется положение света, излучаемого на мишень облучения в направлении ширины линии.
2. Световодное устройство по п.1, в котором
регулирующая часть изменяет положение оптической оси света, падающего на многоугольное зеркало, в направлении оси вращения на основе заданного значения.
3. Световодное устройство по п.1 или 2, в котором
регулирующая часть периодически изменяет положение оптической оси света, падающего на многоугольное зеркало, в направлении оси вращения.
4. Устройство лазерной обработки, содержащее:
световодное устройство по п.1; и
источник света, генерирующий лазерный свет.
5. Устройство лазерной обработки по п.4, в котором
мишень облучения представляет собой пластину,
устройство лазерной обработки облучает мишень облучения лазерным светом множество раз так, чтобы облученная область перекрывалась в направлении ширины линии, и
фокус лазерного света относительно приближается к облучаемому положению в зависимости от глубины обрабатываемой бороздки мишени облучения.
| JP 3028818 A, 07.02.1991 | |||
| JP 2013116488 A, 13.06.2013 | |||
| WO 2012120892 A1, 13.09.2012 | |||
| JP 2004093680 A, 25.03.2004 | |||
| JP 11149052 A, 02.06.1999. |

