ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к устройству для изготовления бороздки и способу изготовления бороздки, которые формируют бороздку в объекте с использованием лазера. Настоящая патентная заявка испрашивает приоритет японской патентной заявки № 2019-091044, поданной 14 мая 2019 г., содержание которой включено в настоящий документ посредством ссылки.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002]
В предшествующем уровне техники известно устройство для изготовления бороздки, которое облучает поверхность стального листа лазерным лучом в некотором направлении (направлении сканирования), пересекающем направление движения стального листа, с использованием многоугольного зеркала, чтобы периодически формировать бороздку на поверхности стального листа, улучшая тем самым характеристики магнитных потерь (см., например, Патентный документ 1).
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0003]
[Патентный документ 1] Японская нерассмотренная патентная заявка, Первая публикация № 2002-292484
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0004]
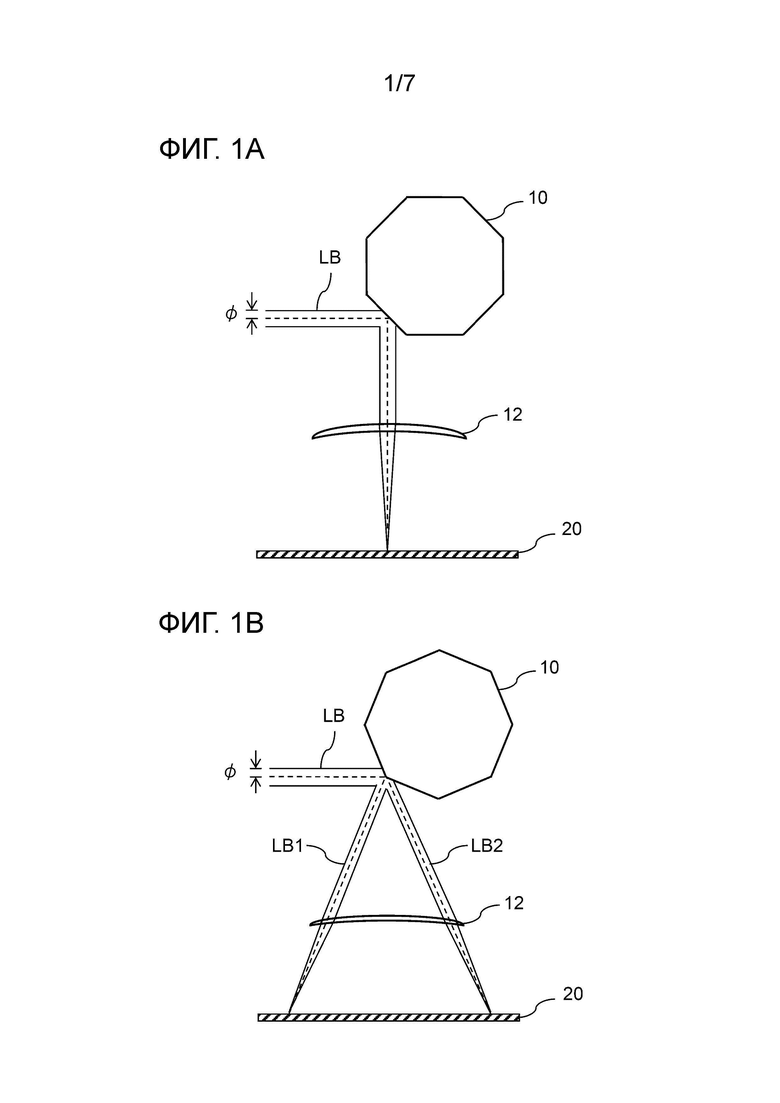
Как показано на Фиг. 1A и 1B, луч лазера LB, падающий на многоугольное зеркало 10 устройства для изготовления бороздки, не является точечным источником света и имеет предопределенный радиус φ.
[0005]
Как показано на Фиг. 1A, когда луч лазера LB падает так, чтобы попасть в одну поверхность многоугольного зеркала 10, лазерный луч LB, отраженный от многоугольного зеркала 10, фокусируется в одном пятне на поверхности стального листа 20 через концентрирующую линзу 12, и в этом пятне на поверхности стального листа 20 формируется бороздка.
[0006]
С другой стороны, как показано на Фиг. 1B, когда лазерный луч LB падает на угловую часть, в которой встречаются две смежные поверхности многоугольного зеркала 10, лазерный луч LB отражается от каждой из двух смежных поверхностей и разделяется на два лазерных луча LB1 и LB2. Разделенные лазерные лучи LB1 и LB2 фокусируются на поверхности стального листа 20 через концентрирующую линзу 12. В результате концевая часть бороздки в направлении сканирования обрабатывается лазерными лучами LB1 и LB2 с недостаточной плотностью энергии. Поэтому, концевая часть бороздки является неглубокой, и трудно сформировать равномерную бороздку. В дополнение к этому, разделенные лазерные лучи LB1 и LB2 излучаются в направлении, отличающемся от направления лазерного луча LB. Следовательно, существует опасение, что будет ошибочно обработано положение, отличающееся от положения, в котором бороздка должна быть сформирована на поверхности стального листа 20, или положение, отличающееся от поверхности стального листа 20, например, само устройство и т.п.
[0007]
Для того, чтобы избежать этой ситуации, рассматривается конфигурация, в которой экранирующая пластина, такая как маска, предусматривается таким образом, что часть, соответствующая концевой части бороздки, не облучается лазерными лучами LB1 и LB2. Однако, проблема этой конфигурации состоит в том, что обрабатывается экранирующая пластина, что вызывает загрязнение оптических компонентов.
[0008]
Настоящее изобретение было сделано с учетом вышеупомянутых проблем, и его задачей является предложить устройство и способ изготовления бороздки, которые обеспечивали бы равномерное изготовление бороздки и равномерную глубину бороздки без загрязнения оптических компонентов.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0009]
Средства для решения этих проблем включают в себя следующие аспекты.
(1) В соответствии с одним вариантом осуществления настоящего изобретения предлагается устройство для изготовления бороздки, которое формирует бороздку на поверхности объекта с использованием лазерного луча. Устройство для изготовления бороздки включает в себя: устройство источника света, которое выводит лазерный луч; многоугольное зеркало, которое отражает лазерный луч, выходящий из устройства источника света; и оптическую систему, которая предусматривается на оптическом пути лазерного луча, отраженного от многоугольного зеркала и включает в себя концентрирующую часть, которая передает лазерный луч, отраженный от одной поверхности многоугольного зеркала, так чтобы он фокусировался на поверхности объекта, и неконцентрирующую часть, которая предусматривается вне концентрирующей части и передает лазерный луч, отражаемый от угловой части, в которой встречаются две смежные поверхности многоугольного зеркала, так, чтобы он не фокусировался на поверхности объекта.
(2) В устройстве для изготовления бороздки по п. (1) неконцентрирующая часть может не иметь фокуса.
(3) В устройстве для изготовления бороздки по п. (1) неконцентрирующая часть может отклонять лазерный луч, отраженный от угловой части многоугольного зеркала.
(4) Устройство для изготовления бороздки по любому из пп. (1) - (3) может дополнительно включать в себя: экранирующую пластину, которая предусматривается на оптическом пути лазерного луча, проходящего через неконцентрирующую часть.
(5) В соответствии с одним вариантом осуществления настоящего изобретения предлагается способ для изготовления бороздки, который формирует бороздку на поверхности объекта с использованием лазерного луча. Способ изготовления бороздки включает в себя: этап вывода для вывода лазерного луча из устройства источника света; этап отражения для отражения лазерного луча, выходящего из устройства источника света, многоугольным зеркалом; этап прохождения концентрирующей части лазерным лучом, отраженным от одной поверхности многоугольного зеркала, так, чтобы он фокусировался на поверхности объекта; и этап прохождения неконцентрирующей части лазерным лучом, отраженным от угловой части, в которой встречаются две смежные поверхности многоугольного зеркала, так, чтобы он не фокусировался на поверхности объекта.
(6) В способе изготовления бороздки по п. (5) неконцентрирующая часть может не иметь фокуса на этапе прохождения неконцентрирующей части.
(7) В способе изготовления бороздки по п. (5) неконцентрирующая часть может отклонять лазерный луч на этапе прохождения неконцентрирующей части.
(8) Способ изготовления бороздки по любому из пп. (5) - (7) может дополнительно включать в себя: этап экранирования, для блокирования лазерного луча, проходящего через неконцентрирующую часть, на этапе прохождения неконцентрирующей части с использованием экранирующей пластины, предусматриваемой на оптическом пути лазерного луча.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0010]
В соответствии с настоящим изобретением лазерный луч, отраженный от угловой части многоугольного зеркала, проходит через неконцентрирующую часть оптической системы. Следовательно, бороздка не изготавливается на поверхности объекта. В результате можно обеспечить устройство и способ изготовления бороздки, которые обеспечивали бы равномерное изготовление бороздки и равномерную глубину бороздки без загрязнения оптических компонентов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0011]
Фиг. 1A представляет собой схематическую диаграмму, показывающую состояние, в котором лазерный луч, отраженный от многоугольного зеркала, фокусируется на поверхности стального листа, когда лазерный луч падает так, что он попадает только на одну поверхность многоугольного зеркала.
Фиг. 1B представляет собой схематическую диаграмму, показывающую состояние, в котором лазерный луч, отраженный от каждой из двух смежных поверхностей, фокусируется на поверхности стального листа, когда лазерный луч падает на две смежные поверхности многоугольного зеркала.
Фиг. 2 представляет собой схематическую диаграмму, показывающую конфигурацию устройства для изготовления бороздки в соответствии с одним вариантом осуществления настоящего изобретения, если смотреть в направлении прокатки стального листа.
Фиг. 3 представляет собой схематическую диаграмму, показывающую угол поворота многоугольного зеркала.
Фиг. 4 представляет собой схематическую диаграмму, показывающую размер линзы.
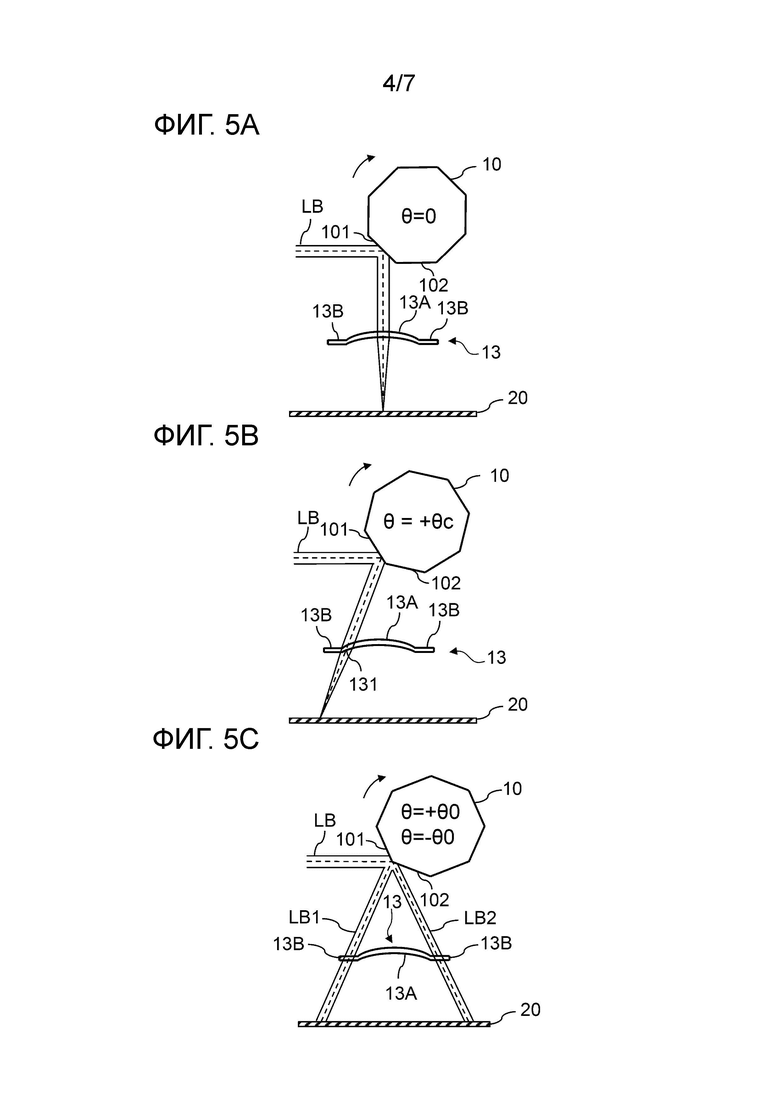
Фиг. 5A представляет собой схематическую диаграмму, показывающую угол поворота многоугольного зеркала и состояние облучения лазерным лучом.
Фиг. 5B представляет собой схематическую диаграмму, показывающую угол поворота многоугольного зеркала и состояние облучения лазерным лучом.
Фиг. 5С представляет собой схематическую диаграмму, показывающую угол поворота многоугольного зеркала и состояние облучения лазерным лучом.
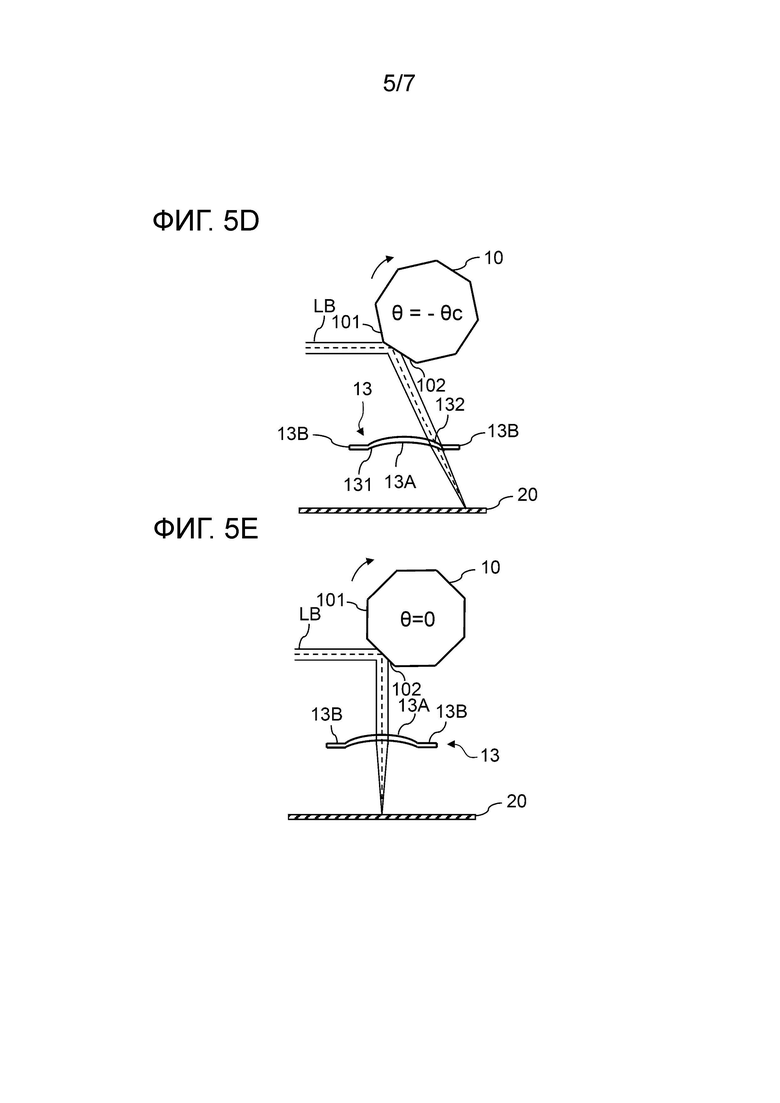
Фиг. 5D представляет собой схематическую диаграмму, показывающую угол поворота многоугольного зеркала и состояние облучения лазерным лучом.
Фиг. 5E представляет собой схематическую диаграмму, показывающую угол поворота многоугольного зеркала и состояние облучения лазерным лучом.
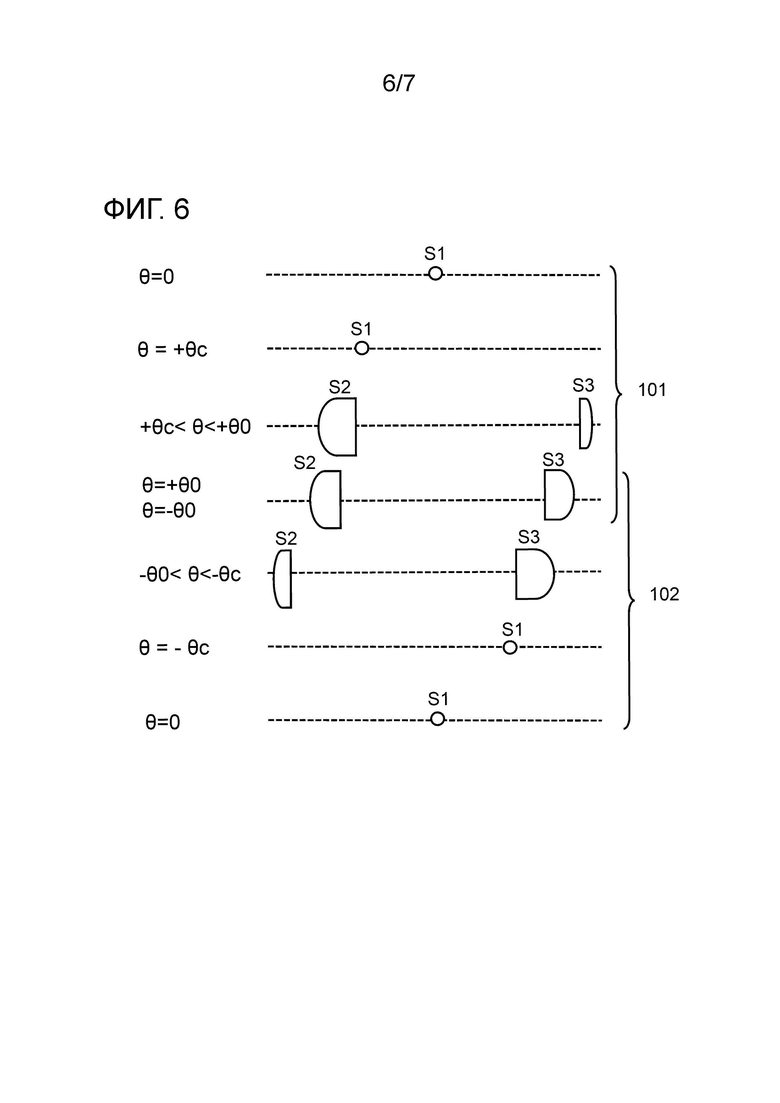
Фиг. 6 представляет собой схематическую диаграмму, показывающую один аспект, в котором пятно лазерного луча на поверхности стального листа изменяется в зависимости от угла поворота многоугольного зеркала.
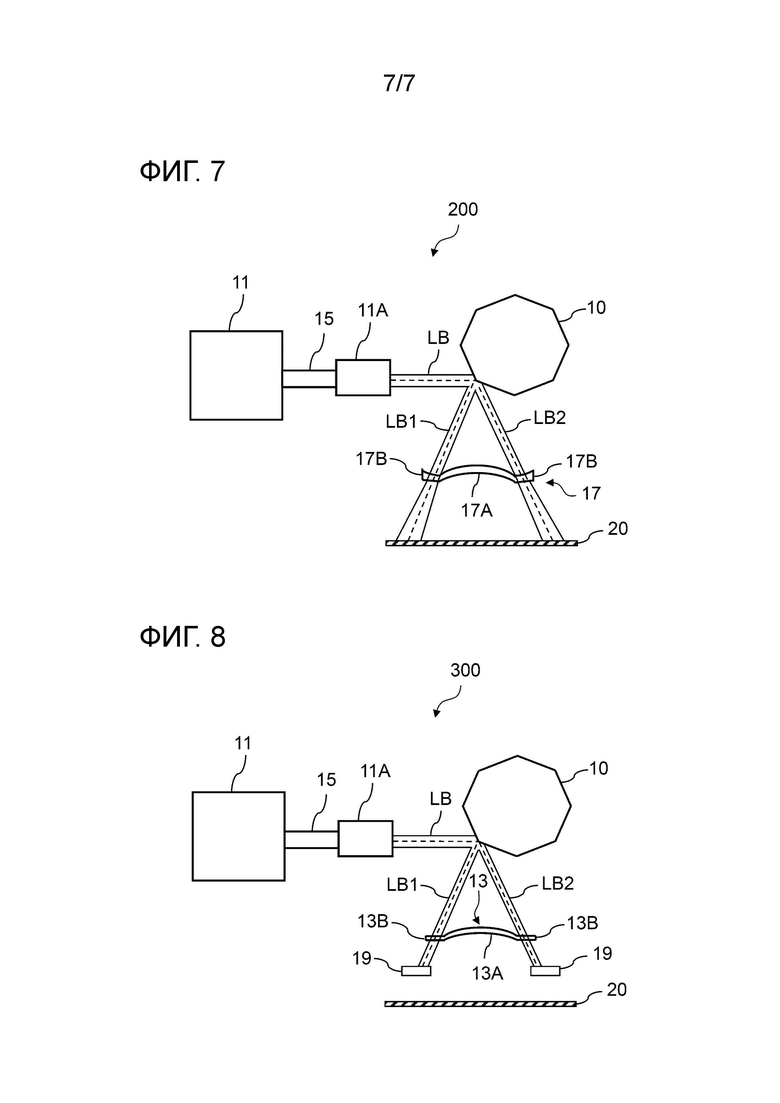
Фиг. 7 представляет собой схематическую диаграмму, показывающую конфигурацию устройства для изготовления бороздки согласно Примеру модификации 1 этого варианта осуществления, если смотреть в направлении прокатки стального листа.
Фиг. 8 представляет собой схематическую диаграмму, показывающую конфигурацию устройства для изготовления бороздки согласно Примеру модификации 2 этого варианта осуществления, если смотреть в направлении прокатки стального листа.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0012]
Далее варианты осуществления настоящего изобретения будут описаны со ссылкой на чертежи. В последующем описании одинаковые компоненты обозначаются одинаковыми ссылочными номерами.
[0013]
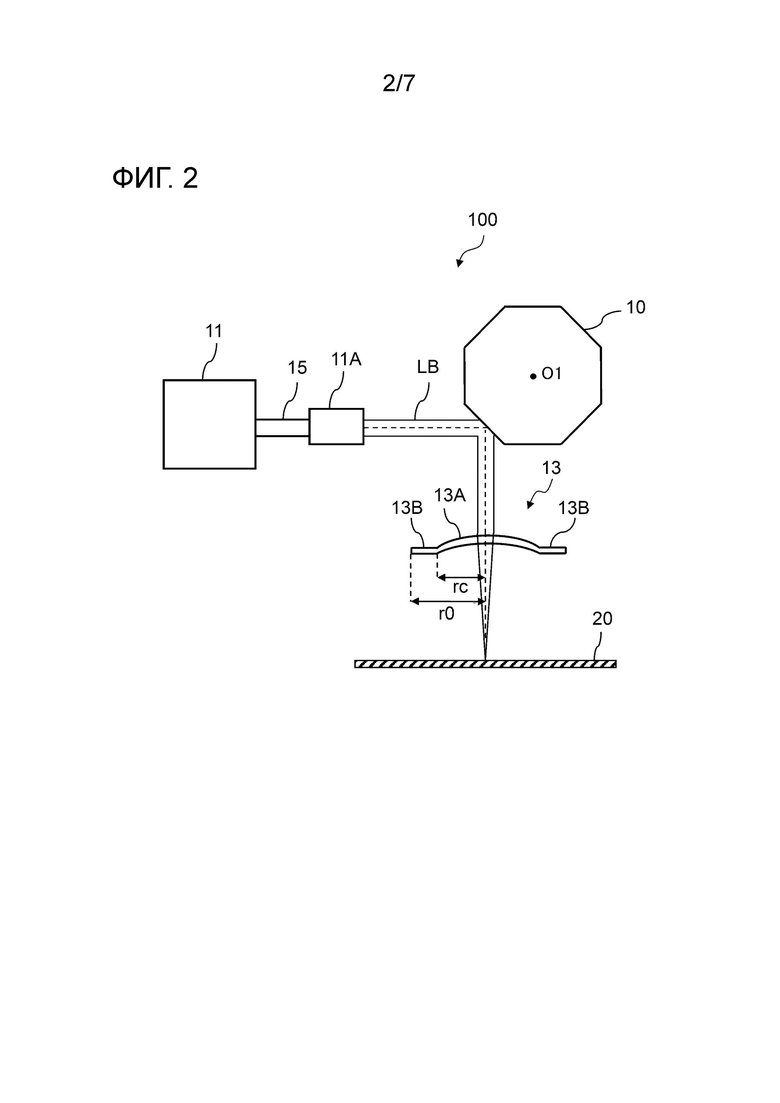
Фиг. 2 схематично показывает конфигурацию устройства 100 для изготовления бороздки в соответствии с вариантом осуществления настоящего изобретения, если смотреть в направлении прокатки стального листа 20. Устройство 100 для изготовления бороздки является устройством, которое периодически формирует бороздку на поверхности стального листа 20, который является обрабатываемым объектом, с использованием лазера. Стальной лист 20 выполняется, например, из известного листа анизотропной электротехнической стали. В устройстве 100 для изготовления бороздки, например, положение стального листа 20 в направлении ширины устанавливается на основе длины и положения бороздки, формируемой на поверхности стального листа 20, а положение стального листа 20 в продольном направлении устанавливается на основе размеров устройства 100 для изготовления бороздки. Направление ширины стального листа 20 является направлением сканирования и является направлением влево-вправо на плоскости чертежа на Фиг. 2. Продольное направление стального листа 20 является, например, направлением прокатки стального листа 20, и является направлением, перпендикулярным к плоскости чертежа на Фиг. 2.
[0014]
Как показано на Фиг. 2, устройство 100 для изготовления бороздки включает в себя многоугольное зеркало 10, устройство 11 источника света, коллиматор 11A и линзу 13.
[0015]
Многоугольное зеркало 10 имеет, например, форму правильной многоугольной призмы, и множество (N) плоских зеркал предусматриваются на каждой из множества боковых поверхностей, составляющих правильную многоугольную призму. Лазерный луч LB падает на многоугольное зеркало 10 из устройства 11 источника света через коллиматор 11A в одном направлении (горизонтальном направлении), а затем отражается плоским зеркалом (этап отражения).
[0016]
Многоугольное зеркало 10 может вращаться на оси O1 вращения с помощью двигателя (не показан), и угол падения лазерного луча LB на плоское зеркало последовательно изменяется в зависимости от угла поворота многоугольного зеркала 10. Следовательно, направление отражения лазерного луча LB последовательно изменяется так, чтобы сканировать стальной лист 20 лазерным лучом LB в направлении ширины.
[0017]
В дополнение к этому, Фиг. 1A - 1B, 2, 3, 5A - 5E, 7 и 8 показывают пример, в котором многоугольное зеркало 10 имеет восемь плоских зеркал. Однако, количество плоских зеркал, составляющих многоугольное зеркало 10, особенно не ограничивается.
[0018]
Устройство 11 источника света выводит лазерный луч, используя предопределенный способ облучения (например, непрерывный способ облучения или импульсный способ облучения) под управлением блока управления (не показан) (этап вывода).
[0019]
Коллиматор 11A соединяется с устройством 11 источника света посредством оптоволоконного кабеля 15. Коллиматор 11A регулирует радиус лазерного луча, выводимого из устройства 11 источника света, и выводит отрегулированный лазерный луч LB. Лазерный луч LB имеет в сечении форму круга с предопределенным радиусом φ. Однако, сечение лазерного луча может иметь форму эллипса. В этом случае эллиптическая концентрирующая форма может быть сформирована путем вставки цилиндрической линзы или цилиндрического зеркала между коллиматором 11A и многоугольным зеркалом 10 для того, чтобы изменить радиус луча вдоль одной оси (например, в направлении сканирования).
[0020]
Линза 13 является оптической системой, которая обеспечивается на оптическом пути лазерного луча, отражаемого от многоугольного зеркала 10, и производится путем выполнения обработки детали из стекла, такой как фрезерование и полирование. Линза 13 имеет концентрирующую часть 13A и неконцентрирующую часть 13B, которая обеспечивается как единое целое снаружи (на внешней окружности) концентрирующей части 13A. В дополнение к этому, в последующем описании случай, в котором линза 13 состоит из единственной линзы, описывается в качестве иллюстративного примера. Однако линза 13 может состоять из множества наборов линз. Вместо линзы 13 можно использовать зеркало.
[0021]
Концентрирующая часть 13A располагается на оптическом пути лазерного луча LB, отраженного от одного плоского зеркала многоугольного зеркала 10. Концентрирующая часть 13A составляет концентрирующую оптическую систему, которая имеет радиус rc и фокусное расстояние f. Лазерный луч LB, отраженный от многоугольного зеркала 10, проходит через концентрирующую часть 13A и фокусируется на поверхности стального листа 20 (этап прохождения концентрирующей части). Таким образом на поверхности стального листа 20 формируется бороздка.
[0022]
Неконцентрирующая часть 13B располагается на оптических путях лазерных лучей LB1 и LB2, которые были разделены и отражены от угловой части, в которой встречаются два смежных плоских зеркала многоугольного зеркала 10, и передает разделенные лазерные лучи LB1 и LB2 (этап прохождения неконцентрирующей части). Неконцентрирующая часть 13B представляет собой плоскую оптическую систему плоского листа в форме пончика, в котором внутренний круг имеет радиус rc (= радиус концентрирующей части 13A), а внешний круг имеет радиус r0. Неконцентрирующая часть 13B не имеет фокуса, потому что ее фокусное расстояние бесконечно. Следовательно, поверхность стального листа 20 облучается лазерными лучами LB1 и LB2, которые прошли через неконцентрирующую часть 13B. Однако, поскольку лазерные лучи LB1 и LB2 не сфокусированы, они не имеют высокой плотности энергии, и на поверхности стального листа 20 не образуются бороздки. Кроме того, даже в том случае, когда поверхность стального листа 20 не облучается лазерными лучами LB1 и LB2, устройства и т.п. вокруг стального листа 20 не обрабатываются ошибочно лазерными лучами LB1 и LB2, которые отклоняются от стального листа 20.
[0023]
Кроме того, в способе изготовления бороздки, который облучает поверхность стального листа 20 лазерным лучом LB для формирования бороздки, основной стальной лист плавится и удаляется с образованием бороздки. Следовательно, чем глубже бороздка, тем выше вероятность того, что на поверхности появится выступ из расплавленного металла. Следовательно, устройство 100 для изготовления бороздки может быть выполнено с возможностью включения подающего сопла (не показано) для впрыска вспомогательного газа для сдувания расплавленного материала.
[0024]
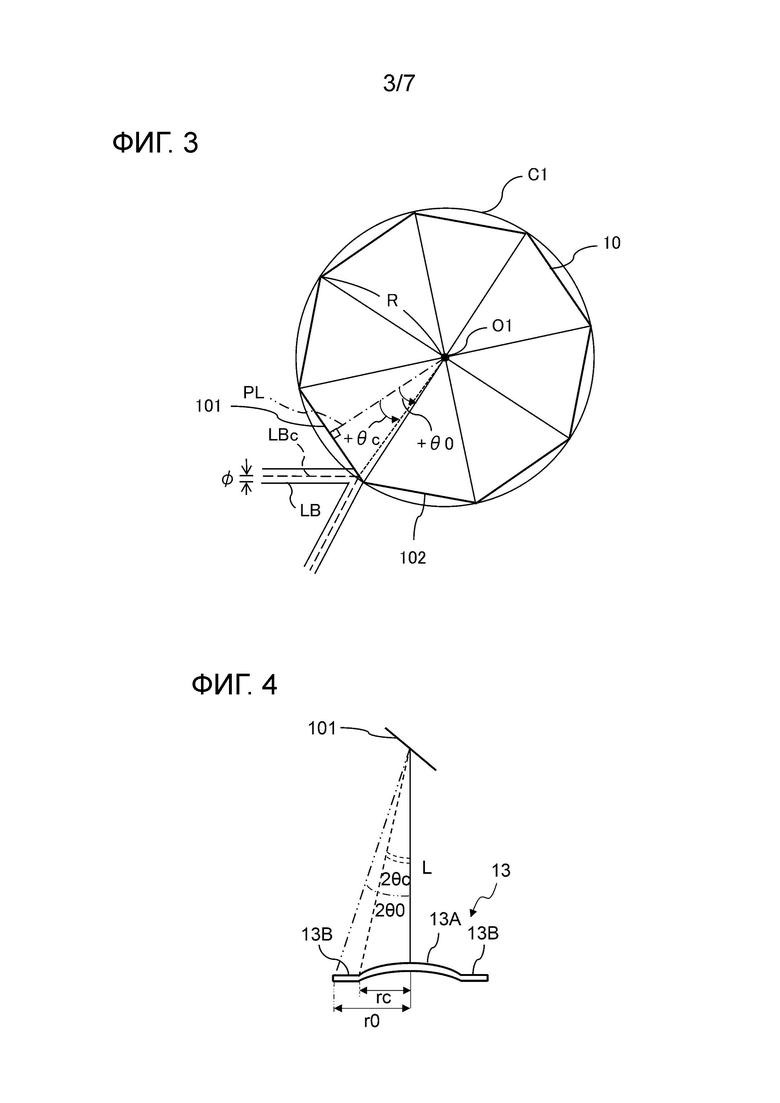
Далее будет описан угол поворота многоугольного зеркала 10 со ссылкой на Фиг. 3.
В этом варианте осуществления предполагается, что угол поворота Ɵ (°) многоугольного зеркала 10 определяется центральным углом относительно исходного положения для каждого из плоских зеркал, составляющих многоугольное зеркало 10. Как показано на Фиг. 3, предполагается, что положение, в котором перпендикулярная линия PL проведена от оси O1 вращения многоугольного зеркала 10 к плоскому зеркалу 101, является опорным положением (Ɵ=0°). Угол поворота многоугольного зеркала 10 представляет собой угол (центральный угол), образованный между положением центра LBc лазерного луча LB, падающего на каждое плоское зеркало, и опорным положением (Ɵ=0°). На Фиг. 3 угол против часовой стрелки от опорного положения (Ɵ=0°; перпендикулярная линия PL) определяется как положительный угол, а угол по часовой стрелке от опорного положения определяется как отрицательный угол.
[0025]
Угол Ɵ0 между опорным положением (Ɵ=0°) в каждом плоском зеркале и границей со смежным плоским зеркалом составляет 180°/N. Угол поворота Ɵ одного плоского зеркала определяется в диапазоне  . Следовательно, на Фиг. 3 угол поворота Ɵ=+Ɵ0 плоского зеркала 101 и угол поворота Ɵ=-Ɵ0 плоского зеркала 102, смежного с плоским зеркалом 101, в направлении против часовой стрелки указывают на одно и то же положение на многоугольном зеркале 10.
. Следовательно, на Фиг. 3 угол поворота Ɵ=+Ɵ0 плоского зеркала 101 и угол поворота Ɵ=-Ɵ0 плоского зеркала 102, смежного с плоским зеркалом 101, в направлении против часовой стрелки указывают на одно и то же положение на многоугольном зеркале 10.
[0026]
В этом варианте осуществления максимальный угол, под которым падающий лазерный луч LB попадает на одну поверхность (одно плоское зеркало) многоугольного зеркала 10, определяется как критический угол Ɵc. Таким образом, когда лазерный луч LB полностью отражается одним плоским зеркалом, не будучи разделенным угловой частью, в которой встречаются два соседних плоских зеркала многоугольного зеркала 10, критический угол Ɵc является максимальным углом, под которым располагается центр LBc лазерного луча LB. Предполагая, что радиус (описанный радиус) описанной окружности C1 многоугольного зеркала 10 равен R, а радиус лазерного луча LB, падающего на многоугольное зеркало 10, равен φ, критический угол Ɵc определяется выражением (1).
[0027]
 (1)
(1)
[0028]
Размер линзы 13 может определяться углом поворота многоугольного зеркала 10. Как показано на Фиг. 4, предполагая, что расстояние между опорным положением (Ɵ=0°) на плоском зеркале 101 и концентрирующей частью 13A равно L, радиус rc концентрирующей части 13A определяется Выражением (2), а радиус r0 внешнего круга неконцентрирующей части 13B определяется Выражением (3).
[0029]
Например, предполагается, что устройство 100 для изготовления бороздки проектируется со следующими характеристиками:
радиус φ лазерного луча LB: 6 мм;
количество плоских зеркал N, составляющих многоугольное зеркало 10: 8; и
описанный радиус R: 140 мм.
Следовательно, устанавливаются Ɵ0=22,5° и критический угол Ɵc=19,9°.
Когда расстояние L составляет 50 мм, в соответствии с Выражениями (2) и (3) устанавливаются rc=49,4 мм и r0=58,5 мм.
[0030]
Далее со ссылкой на Фиг. 5A - 5E и Фиг. 6 будет описана взаимосвязь между углом поворота многоугольного зеркала 10 и состоянием облучения лазерным лучом LB.
[0031]
Фиг. 5A - 5E показывают состояние облучения лазерным лучом LB, когда многоугольное зеркало 10 вращается по часовой стрелке от угла поворота Ɵ=0° плоского зеркала 101 до угла поворота Ɵ=0° соседнего плоского зеркала 102.
[0032]
Когда плоское зеркало 101 находится в положении, где угол поворота Ɵ находится в диапазоне  , лазерный луч LB, падающий на плоское зеркало 101, отражается в направлении вниз (в направлении к поверхности стального листа 20) от плоского зеркала 101, проходит через концентрирующую часть 13A, и фокусируется на поверхности стального листа 20. В частности, когда плоское зеркало 101 находится в положении, где угол поворота Ɵ равен 0°, как показано на Фиг. 5A, лазерный луч LB, падающий на плоское зеркало 101, отражается в вертикальном направлении (направлении, перпендикулярном к поверхности стального листа 20) от плоского зеркала 101, проходит через центр концентрирующей части 13A, и фокусируется на поверхности стального листа 20. Следовательно, когда плоское зеркало 101 находится в положении, где угол поворота Ɵ находится в диапазоне
, лазерный луч LB, падающий на плоское зеркало 101, отражается в направлении вниз (в направлении к поверхности стального листа 20) от плоского зеркала 101, проходит через концентрирующую часть 13A, и фокусируется на поверхности стального листа 20. В частности, когда плоское зеркало 101 находится в положении, где угол поворота Ɵ равен 0°, как показано на Фиг. 5A, лазерный луч LB, падающий на плоское зеркало 101, отражается в вертикальном направлении (направлении, перпендикулярном к поверхности стального листа 20) от плоского зеркала 101, проходит через центр концентрирующей части 13A, и фокусируется на поверхности стального листа 20. Следовательно, когда плоское зеркало 101 находится в положении, где угол поворота Ɵ находится в диапазоне  , положение, в которое отражается лазерный луч LB, изменяется с поворотом многоугольного зеркала 10, в то время как сохраняется состояние, в котором лазерный луч LB фокусируется на поверхности стального листа 20. Следовательно, бороздка формируется на поверхности стального листа 20 в направлении ширины (в направлении сканирования).
, положение, в которое отражается лазерный луч LB, изменяется с поворотом многоугольного зеркала 10, в то время как сохраняется состояние, в котором лазерный луч LB фокусируется на поверхности стального листа 20. Следовательно, бороздка формируется на поверхности стального листа 20 в направлении ширины (в направлении сканирования).
[0033]
Когда плоское зеркало 101 достигает положения, в котором угол поворота Ɵ равен +Ɵc, как показано на Фиг. 5B, лазерный луч LB, отраженный от плоского зеркала 101, проходит через первую концевую часть 131 концентрирующей части 13A и фокусируется на поверхности стального листа 20.
[0034]
Как показано на Фиг. 5C, когда плоское зеркало 101 превышает положение, в котором угол поворота Ɵ равен + Ɵ0, и когда плоское зеркало 102 находится перед положением, в котором угол поворота Ɵ равен -Ɵ0 (то есть когда лазерный луч LB падает на угловую часть, в которой встречаются два соседних плоских зеркала 101 и 102), падающий лазерный луч LB отражается каждым из этих двух плоских зеркал 101 и 102 и разделяется на два лазерных луча LB1 и LB2. Эти два лазерных луча LB1 и LB2 проходят через неконцентрирующую часть 13B, и поверхность стального листа 20 или устройства и т.п. вокруг стального листа 20 облучаются лазерными лучами LB1 и LB2.
[0035]
Когда плоское зеркало 102 достигает положения, в котором угол поворота Ɵ равен -Ɵc, как показано на Фиг. 5D, лазерный луч LB, отраженный от плоского зеркала 102, проходит через вторую концевую часть 132, противоположную первой концевой части 131 концентрирующей части 13A, и фокусируется на поверхности стального листа 20.
[0036]
Когда плоское зеркало 102 находится в положении, в котором угол поворота Ɵ находится в диапазоне  , лазерный луч LB, падающий на плоское зеркало 102, отражается в направлении вниз (в направлении к поверхности стального листа 20) от плоского зеркала 102, проходит через концентрирующую часть 13A, и фокусируется на поверхности стального листа 20. В частности, когда плоское зеркало 102 достигает положения, в котором угол поворота Ɵ равен 0°, как показано на Фиг. 5E, лазерный луч LB, падающий на плоское зеркало 102, отражается в вертикальном направлении от плоского зеркала 102, проходит через центр концентрирующей части 13A, и фокусируется на поверхности стального листа 20.
, лазерный луч LB, падающий на плоское зеркало 102, отражается в направлении вниз (в направлении к поверхности стального листа 20) от плоского зеркала 102, проходит через концентрирующую часть 13A, и фокусируется на поверхности стального листа 20. В частности, когда плоское зеркало 102 достигает положения, в котором угол поворота Ɵ равен 0°, как показано на Фиг. 5E, лазерный луч LB, падающий на плоское зеркало 102, отражается в вертикальном направлении от плоского зеркала 102, проходит через центр концентрирующей части 13A, и фокусируется на поверхности стального листа 20.
[0037]
В том случае, когда внимание сосредоточено на одном плоском зеркале 101, когда диапазон угла поворота Ɵ составляет  , лазерный луч LB, отраженный от плоского зеркала 101, проходит через концентрирующую часть 13A и фокусируется на поверхности стального листа 20. С другой стороны, когда диапазон угла поворота Ɵ составляет -Ɵ0
, лазерный луч LB, отраженный от плоского зеркала 101, проходит через концентрирующую часть 13A и фокусируется на поверхности стального листа 20. С другой стороны, когда диапазон угла поворота Ɵ составляет -Ɵ0  Ɵ < -Ɵc или +Ɵc <Ɵ +Ɵ0, лазерные лучи LB1 и LB2 отражаются от угловой части, в которой встречаются плоское зеркало 101 и смежное плоское зеркало, проходят через неконцентрирующую часть 13B, и поверхность стального листа 20 облучается лазерными лучами LB1 и LB2. Однако, лазерные лучи LB1 и LB2 не сфокусированы и не имеют высокой плотности энергии.
Ɵ < -Ɵc или +Ɵc <Ɵ +Ɵ0, лазерные лучи LB1 и LB2 отражаются от угловой части, в которой встречаются плоское зеркало 101 и смежное плоское зеркало, проходят через неконцентрирующую часть 13B, и поверхность стального листа 20 облучается лазерными лучами LB1 и LB2. Однако, лазерные лучи LB1 и LB2 не сфокусированы и не имеют высокой плотности энергии.
[0038]
Фиг. 6 показывает изменение пятна лазерного луча на поверхности стального листа 20 при повороте многоугольного зеркала 10 по часовой стрелке из положения, где угол поворота Ɵ плоского зеркала 101 равен 0°, в положение, в котором угол поворота соседнего плоского зеркала 102 равен 0° (см. Фиг. 5A - 5E). На Фиг. 6 пунктирная линия указывает направление сканирования лазерного луча.
[0039]
Как показано на Фиг. 6, когда диапазон угла поворота Ɵ плоского зеркала 101 составляет 0 Ɵ +Ɵc (см. Фиг. 5A и 5B), лазерный луч LB, отраженный от плоского зеркала 101, фокусируется в очень малое круглое пятно S1 на поверхности стального листа 20. По мере увеличения угла поворота Ɵ пятно S1 перемещается в одном направлении (влево на Фиг. 6).
[0040]
Когда диапазон угла поворота Ɵ плоского зеркала 101 составляет +Ɵc < Ɵ  +Ɵ0, и диапазон угла поворота Ɵ плоского зеркала 102 составляет
+Ɵ0, и диапазон угла поворота Ɵ плоского зеркала 102 составляет  , лазерный луч LB разделяется на два лазерных луча LB1 и LB2, как было описано выше. Поверхность стального листа 20 облучается этими двумя лазерными лучами LB1 и LB2 через неконцентрирующую часть 13B, и формируются два пятна S2 и S3, соответствующие этим двум лазерным лучам LB1 и LB2. Поскольку лазерные лучи LB1 и LB2 не фокусируются на поверхности стального листа 20, каждое из пятен S2 и S3 имеет большую площадь, чем пятно S1.
, лазерный луч LB разделяется на два лазерных луча LB1 и LB2, как было описано выше. Поверхность стального листа 20 облучается этими двумя лазерными лучами LB1 и LB2 через неконцентрирующую часть 13B, и формируются два пятна S2 и S3, соответствующие этим двум лазерным лучам LB1 и LB2. Поскольку лазерные лучи LB1 и LB2 не фокусируются на поверхности стального листа 20, каждое из пятен S2 и S3 имеет большую площадь, чем пятно S1.
[0041]
Когда диапазон угла поворота Ɵ плоского зеркала 101 составляет +Ɵc < Ɵ < +Ɵ0, количество лазерного луча LB1, отраженного от плоского зеркала 101, больше, чем количество лазерного луча LB2, отраженного от плоского зеркала 102. Следовательно, пятно S2 имеет большую площадь, чем пятно S3.
[0042]
Когда плоское зеркало 101 находится в положении, в котором угол поворота Ɵ равен +Ɵ0, и когда плоское зеркало 102 находится в положении, в котором угол поворота Ɵ равен -Ɵ0 (см. Фиг. 5C), количество лазерного луча LB1 и количество лазерного луча LB2 равны друг другу. Следовательно, площадь пятна S2 равна площади пятна S3.
[0043]
Когда диапазон угла поворота Ɵ плоского зеркала 102 составляет -Ɵ0 < Ɵ < -Ɵc, количество лазерного луча LB2, отраженного от плоского зеркала 102, больше, чем количество лазерного луча LB1, отраженного от плоского зеркала 101. Следовательно, пятно S3 имеет большую площадь, чем пятно S2.
[0044]
Когда диапазон угла поворота Ɵ плоского зеркала 102 составляет  (см. Фиг. 5D и 5E), лазерный луч LB, отраженный от плоского зеркала 102, фокусируется в очень малое круглое пятно S1 на поверхности стального листа 20. Когда угол поворота Ɵ приближается к 0°, пятно S1 перемещается в одном направлении (влево на Фиг. 6).
(см. Фиг. 5D и 5E), лазерный луч LB, отраженный от плоского зеркала 102, фокусируется в очень малое круглое пятно S1 на поверхности стального листа 20. Когда угол поворота Ɵ приближается к 0°, пятно S1 перемещается в одном направлении (влево на Фиг. 6).
[0045]
Как было описано выше, согласно этому варианту осуществления, когда лазерный луч LB разделяется и отражается от угловой части, в которой встречаются две смежные поверхности многоугольного зеркала 10, разделенные лазерные лучи LB1 и LB2 проходят через неконцентрирующую часть 13B и не фокусируются на поверхности стального листа 20, так что плотность энергии является невысокой. Следовательно, бороздки на поверхности стального листа 20 не формируются. В результате, в отличие от предшествующего уровня техники, концевая часть бороздки в направлении сканирования не является мелкой, и можно обеспечить равномерное изготовление бороздки и глубину бороздки и произвести продукт, имеющий превосходные характеристики магнитных потерь. В дополнение к этому, устройства и т.п. вокруг стального листа 20 не обрабатываются ошибочно.
[0046]
В вышеописанном варианте осуществления, показанном на Фиг. 2-6, неконцентрирующая часть 13B линзы 13 является плоской оптической системой, не имеющей фокуса. Однако может быть использована оптическая система (Фиг. 7), которая отклоняет разделенные лазерные лучи LB1 и LB2.
[0047]
Фиг. 7 показывает конфигурацию устройства 200 для изготовления бороздки в соответствии с Примером 1 модификации этого варианта осуществления, если смотреть в направлении прокатки стального листа 20. Устройство 200 для изготовления бороздки включает в себя линзу 17 вместо линзы 13 устройства 100 для изготовления бороздки, показанного на Фиг. 2 и Фиг. 5A - 5E.
[0048]
Линза 17 является оптической системой, которая обеспечивается на оптическом пути лазерного луча, отражаемого от многоугольного зеркала 10, и производится путем выполнения обработки детали из стекла, такой как фрезерование и полирование. Линза 17 имеет концентрирующую часть 17A и неконцентрирующую часть 17B, которая обеспечивается как единое целое снаружи (на внешней окружности) концентрирующей части 17A.
[0049]
Аналогично концентрирующей части 13A линзы 13 концентрирующая часть 17A располагается на оптической траектории лазерного луча LB, отраженного от одного плоского зеркала многоугольного зеркала 10, и составляет концентрирующую оптическую систему, имеющую фокусное расстояние f.
[0050]
Неконцентрирующая часть 17B располагается на оптической траектории лазерных лучей LB1 и LB2, которые были разделены и отражены от угловой части многоугольного зеркала 10, и передает разделенные лазерные лучи LB1 и LB2. Неконцентрирующая часть 17B утолщается по направлению к периферийной части. В неконцентрирующей части 17B поверхность, обращенная к многоугольному зеркалу 10, является сферической поверхностью, которая является вогнутой в направлении к многоугольному зеркалу 10, а поверхность, обращенная к стальному листу 20, является плоской поверхностью. В дополнение к этому, поверхность неконцентрирующей части 17B, обращенная к стальному листу 20, может быть сферической поверхностью, которая является вогнутой в направлении к стальному листу 20. Граничная часть между концентрирующей частью 17A и неконцентрирующей частью 17B может иметь слегка плоскую часть. Лазерные лучи LB1 и LB2, отраженные от угловой части многоугольного зеркала 10, отклоняются через неконцентрирующую часть 17B, и поверхность стального листа 20 облучается лазерными лучами LB1 и LB2.
[0051]
В этой конфигурации пятна, сформированные на поверхности стального листа 20 лазерными лучами LB1 и LB2, проходящими через неконцентрирующую часть 17B, имеют большую площадь, чем пятна S2 и S3, показанные на Фиг. 6. Следовательно, интенсивность облучения лазерными лучами LB1 и LB2 поверхности стального листа 20 является более низкой, и бороздка будет сформирована на поверхности стального листа 20 с меньшей вероятностью по сравнению с вариантом осуществления, показанным на Фиг. 2-6. В результате можно обеспечить более равномерное изготовление бороздки и и более равнормерную ее глубину.
[0052]
Кроме того, Фиг. 8 показывает конфигурацию устройства 300 для изготовления бороздки в соответствии с Примером 2 модификации этого варианта осуществления, если смотреть в направлении прокатки стального листа 20. Как показано на Фиг. 8, устройство 300 для изготовления бороздки включает в себя экранирующую пластину 19, такую как маска, которая обеспечивается на оптическом пути лазерных лучей LB1 и LB2, которые прошли через неконцентрирующую часть 13B (этап экранирования). Следовательно, лазерные лучи LB1 и LB2 блокируются экранирующей пластиной 19. Лазерные лучи LB1 и LB2, которые прошли через неконцентрирующую часть 13B, имеют более низкую интенсивность излучения, чем лазерные лучи LB1 и LB2, которые прошли через концентрирующую линзу 12, показанную на Фиг. 1B. В результате, даже когда экранирующая пластина 19 облучается лазерными лучами LB1 и LB2, которые прошли через неконцентрирующую часть 13B, повреждение экранирующей пластины 19 является небольшим.
[0053]
В дополнение к этому, когда используется конфигурация, в которой объединяются линза 17, показанная на Фиг. 7, и экранирующая пластина 19, показанная на Фиг. 8, можно дополнительно подавить повреждение экранирующей пластины 19.
[0054]
Кроме того, описанный вариант осуществления может быть подходящим образом изменен без отступления от области охвата настоящего изобретения.
Например, зеркало может использоваться вместо линзы в качестве оптической системы, составляющей устройство для изготовления бороздки.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0055]
В соответствии с настоящим изобретением можно обеспечить устройство и способ изготовления бороздки, которые обеспечивают однородную обработку бороздки и однородную глубину бороздки без загрязнения оптических компонентов. Следовательно, настоящее изобретение имеет чрезвычайно высокую промышленную применимость.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0056]
10 - многоугольное зеркало
11 - устройство источника света
11A - коллиматор
13, 17 - линза
13A, 17A - концентрирующая часть
13B, 17B - неконцентрирующая часть
15 - оптоволоконный кабель
19 - экранирующая пластина
20 - стальной лист
100, 200, 300 - устройство для изготовления бороздки
101, 102 - плоское зеркало
C1 - описанная окружность
LB - лазерный луч
O1 - ось вращения
PL - перпендикулярная линия
Изобретение относится к устройству (100) и способу для изготовления бороздки путем формирования бороздки на поверхности объекта с использованием лазерного луча. Устройство (11) источника света выводит лазерный луч, многоугольное зеркало (10) отражает лазерный луч, выходящий из устройства (11) источника света. Оптическая система размещена на оптическом пути лазерного луча, отраженного от многоугольного зеркала (10), и включает в себя концентрирующую часть (13A), которая передает лазерный луч, отраженный от одной поверхности многоугольного зеркала (10), так, чтобы он фокусировался на поверхности объекта, и неконцентрирующую часть (13B), которая предусматривается вне концентрирующей части (13A) и передает лазерный луч, отраженный от угловой части, в которой встречаются две смежные поверхности многоугольного зеркала (10), так, чтобы он не фокусировался на поверхности объекта. Технический результат состоит в обеспечении получения однородной обработки бороздки и однородной глубины бороздки без загрязнения оптических компонентов. 2 н. и 6 з.п. ф-лы, 8 ил.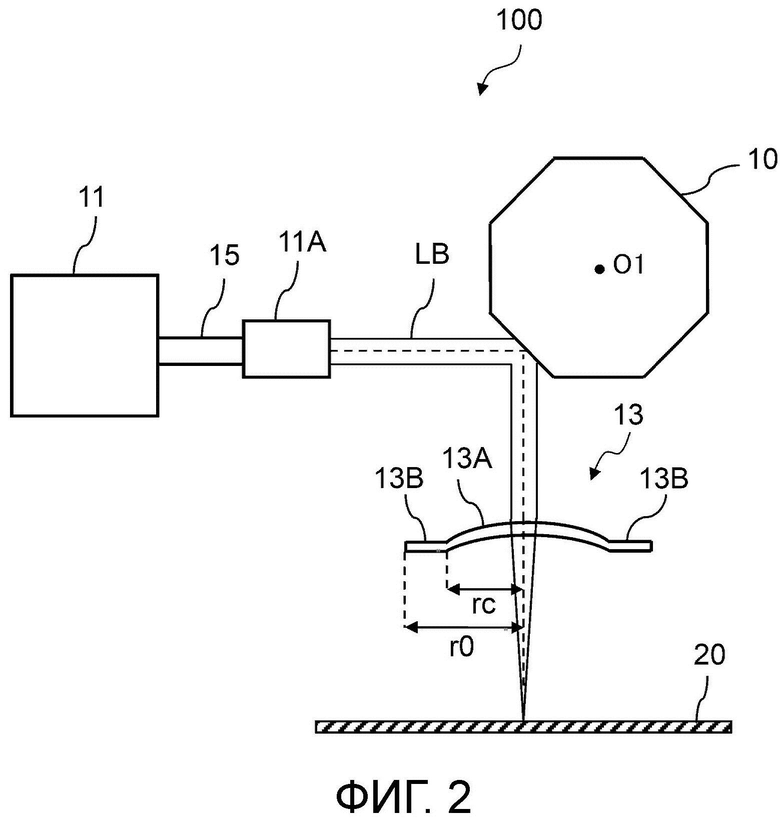
1. Устройство для изготовления бороздки путем формирования бороздки на поверхности объекта с использованием лазерного луча, содержащее:
устройство источника света, которое выводит лазерный луч;
многоугольное зеркало, которое отражает лазерный луч, выводимый из устройства источника света; и
оптическую систему, которая обеспечивается на оптическом пути лазерного луча, отраженного от многоугольного зеркала, и включает в себя концентрирующую часть для передачи лазерного луча, отраженного от одной поверхности многоугольного зеркала, с обеспечением его фокусировки на поверхности объекта, и неконцентрирующую часть, которая обеспечивается вне концентрирующей части, для передачи лазерного луча, отраженного от угловой части, в которой встречаются две смежные поверхности многоугольного зеркала, так, чтобы он не был сфокусирован на поверхности объекта.
2. Устройство по п. 1, в котором неконцентрирующая часть не имеет фокуса.
3. Устройство по п. 1, в котором неконцентрирующая часть отклоняет лазерный луч, отраженный от угловой части многоугольного зеркала.
4. Устройство по любому из пп. 1-3, которое дополнительно содержит экранирующую пластину, размещенную на оптическом пути лазерного луча, проходящего через неконцентрирующую часть.
5. Способ изготовления бороздки путем формирования бороздки на поверхности объекта с использованием лазерного луча, содержащий:
этап вывода лазерного луча из устройства источника света;
этап отражения многоугольным зеркалом лазерного луча, выводимого из устройства источника света;
этап прохождения лазерным лучом, отраженным от одной поверхности многоугольного зеркала, через концентрирующую часть оптической системы так, чтобы он был сфокусирован на поверхности объекта; и
этап прохождения лазерным лучом, отраженным от угловой части, в которой встречаются две смежные поверхности многоугольного зеркала, неконцентрирующей части оптической системы, которая предусматривается вне концентрирующей части, так, чтобы лазерный луч не был сфокусирован на поверхности объекта.
6. Способ по п. 5, в котором на этапе прохождения неконцентрирующей части лазерным лучом неконцентрирующая часть не имеет фокуса.
7. Способ по п. 5, в котором на этапе прохождения неконцентрирующей части лазерный луч отклоняют посредством неконцентрирующей части.
8. Способ по любому из пп. 5-7, дополнительно содержащий этап экранирования для блокирования лазерного луча, который прошел через неконцентрирующую часть на этапе прохождения неконцентрирующей части, с использованием экранирующей пластины, предусматриваемой на оптическом пути лазерного луча.
| JP 7178581 A, 18.07.1995 | |||
| JP 2014161899 A, 08.09.2014 | |||
| JP 2002028798 A, 29.01.2002 | |||
| Способ сверхзвуковой лазерной наплавки порошковых материалов и устройство его реализующее | 2018 |
|
RU2676064C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ РЕЛЬЕФНОЙ ПОВЕРХНОСТИ НА СТАЛЬНОМ ТИСНИЛЬНОМ ВАЛЕ | 2012 |
|
RU2614502C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СТРУКТУРИРОВАНИЯ ПОВЕРХНОСТИ ТВЕРДОГО ТЕЛА, ПОКРЫТОГО ТВЕРДЫМ МАТЕРИАЛОМ, С ПОМОЩЬЮ ЛАЗЕРА | 2010 |
|
RU2567138C2 |
| УСТРОЙСТВО ДЛЯ ЛУЧЕВОЙ ОБРАБОТКИ | 2011 |
|
RU2587367C2 |

