ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к устройству лазерной обработки, которое излучает лазерные лучи на лист электротехнической стали с ориентированной зеренной структурой, используемый для сердечника трансформатора и т.п., измельчая тем самым магнитные домены.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
[0002]
Лист электротехнической стали с ориентированной зеренной структурой легко намагничивается в направлении прокатки во время производства стального листа. Следовательно, лист электротехнической стали с ориентированной зеренной структурой также называют однонаправленным листом электротехнической стали. Лист электротехнической стали с ориентированной зеренной структурой используется в качестве материала для формирования сердечника электрического устройства, такого как трансформатор или вращательная машина.
Когда лист электротехнической стали с ориентированной зеренной структурой намагничивается, образуются потери энергии, такие как потери в сердечнике. В последние годы, благодаря развитию глобального потепления, энергосберегающие электрические устройства стали востребованы во всем мире. Следовательно, необходима технология для дополнительного уменьшения потерь в сердечнике из листа электротехнической стали с ориентированной зеренной структурой.
[0003]
Потери в сердечнике классифицируются на потери на вихревые токи и гистерезисные потери. Потери на вихревые токи классифицируются на классические потери на вихревые токи и аномальные потери на вихревые токи. Для уменьшения классических потерь на вихревые токи известен лист электротехнической стали с ориентированной зеренной структурой, который имеет пленку изолирующего покрытия, сформированную на поверхности, и имеет малую толщину листа. Например, упомянутый ниже Патентный документ 1 раскрывает лист электротехнической стали с ориентированной зеренной структурой, который включает в себя стеклянную пленку, сформированную на поверхности основного стального листа, а также пленку изолирующего покрытия, сформированную на поверхности стеклянной покровной пленки.
[0004]
Например, упомянутые ниже Патентные документы 2 и 3 раскрывают лазерный способ управления магнитными доменами, способный подавлять аномальные потери на вихревые токи. В этом лазерном способе управления магнитными доменами поверхность листа электротехнической стали с ориентированной зеренной структурой, в котором формируется пленка изолирующего покрытия, освещается лазерным лучом, и лазерный луч сканируется по существу вдоль направления ширины листа электротехнической стали с ориентированной зеренной структурой (то есть направления, по существу перпендикулярного направлению прокатки листа электротехнической стали с ориентированной зеренной структурой). В результате ряд остаточных деформаций периодически формируется вдоль направления прокатки на поверхности листа электротехнической стали с ориентированной зеренной структурой (то есть на поверхности основного стального материала) таким образом, что магнитные домены листа электротехнической стали с ориентированной зеренной структурой измельчаются.
В соответствии с этим способом управления магнитными доменами во внешней поверхности листа электротехнической стали с ориентированной зеренной структурой посредством сканирования лазерным лучом формируется термическая история, имеющая крутой температурный градиент вдоль направления толщины. Благодаря такой термической истории на поверхности основного стального материала листа электротехнической стали с ориентированной зеренной структурой формируются остаточные деформации, и магнитные домены циркулирующего тока формируются благодаря этим остаточным деформациям. Интервалы между 180° стенками доменов подвергаются измельчению за счет магнитных доменов циркулирующего тока, и в результате аномальные потери на вихревые токи в листе электротехнической стали с ориентированной зеренной структурой уменьшаются.
[0005]
Как описано выше, интервалы между 180° стенками доменов подвергаются измельчению за счет магнитных доменов циркулирующего тока, формирующихся на поверхности основного стального материала, и в результате аномальные потери на вихревые токи уменьшаются. Однако магнитные домены циркулирующего тока, сформированные на поверхности основного стального материала, вызывают увеличение гистерезисных потерь. Следовательно, для того, чтобы минимизировать потери в сердечнике, включая потери на вихревые токи и гистерезисные потери, эффективным будет уменьшить ширину магнитных доменов циркулирующего тока. Например, Патентный документ 3 раскрывает способ, в котором сильные деформации формируются в узкой области путем использовании лазерного луча в режиме TEM00, который обеспечивает очень малый размер пятна луча за счет его превосходных характеристик фокусирования, так что получаются магнитные домены циркулирующего тока, которые являются узкими и имеют достаточную прочность.
[0006]
В процессе лазерного облучения способа лазерного управления магнитными доменами управление магнитными доменами выполняется путем формирования изолирующей покровной пленки на стеклянной покровной пленке и испускания лазерного луча в направлении верхней стороны изолирующей покровной пленки. Здесь, благодаря увеличению температуры, вызываемому облучением лазерным лучом, могут быть созданы дефекты на изолирующей покровной пленке и стеклянной покровной пленке. Здесь дефекты означают повреждение пленки, такое как дефектное отслаивание, вспучивание, изменение и обесцвечивание изолирующей покровной пленки изолирующей покровной пленки и стеклянной покровной пленки. В том случае, когда дефекты образуются в стеклянной покровной пленке, материал основного стального листа становится открытым снаружи, что вызывает беспокойство насчет возможного образования ржавчины. Следовательно, в том случае, когда дефекты образуются в стеклянной покровной пленке, изолирующая покровная пленка должна быть нанесена снова, что вызывает добавление еще одного процесса и увеличение производственных затрат.
[0007]
Во время производства листа электротехнической стали с ориентированной зеренной структурой выполняется многократная термическая обработка, и структура интерфейса и толщина стеклянной покровной пленки или изолирующей покровной пленки может изменяться в направлении прокатки и в направлении ширины основного стального листа. Следовательно, может быть затруднительным подавить образование дефектов в стеклянной покровной пленке на всем основном листе стали, даже когда условия лазерного облучения регулируются.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
[0008]
[Патентный документ 1] Японская нерассмотренная патентная заявка, Первая публикация № 2007-119821
[Патентный документ 2] Японская нерассмотренная патентная заявка, Первая публикация № S59-33802
[Патентный документ 3] Международная патентная заявка РСТ № WO2004/083465
[Патентный документ 4] Японская нерассмотренная патентная заявка, Первая публикация № S58-29592
[Патентный документ 5] Японская нерассмотренная патентная заявка, Первая публикация № H2-52192
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, РЕШАЕМЫЕ ИЗОБРЕТЕНИЕМ
[0009]
Однако, что касается лазерного управления магнитными доменами в предшествующем уровне техники, свойства лазерного луча, который поглощается листом стали, изменяются в зависимости от того, прозрачна ли изолирующая покровная пленка на длине волны испускаемого лазерного луча. В том случае, когда изолирующая покровная пленка является непрозрачной на длине волны лазерного луча, этот лазерный луч поглощается изолирующей покровной пленкой. В дополнение к этому, что касается распространения лазерного луча, известно, что по мере того, как расстояние распространения (в дальнейшем также называемое длиной пути) лазерного луча внутри материала, который поглощает лазерный луч, увеличивается, поглощаемая мощность лазерного луча увеличивается.
[0010]
В дополнение к этому, в случае лазерного управления магнитными доменами, в котором используется лазерный луч, имеющий длину волны, которая не пропускается изолирующей покровной пленкой, возникают следующие проблемы. Для того, чтобы выполнить сканирование лазерным лучом быстро и эффективно, используется оптическая система, которая линейно развертывает одиночный лазерный луч из положения на предопределенной высоте от поверхности листа электротехнической стали с ориентированной зеренной структурой на лист электротехнической стали с ориентированной зеренной структурой вдоль его направления ширины.
В том случае, когда эта оптическая система используется, лазерный луч падает перпендикулярно к поверхности листа электротехнической стали с ориентированной зеренной структурой в центральной части ширины лазерного сканирования. Таким образом, в том случае, когда положение лазерного луча совпадает с центральной частью ширины лазерного сканирования, угол между перпендикулярным направлением (нормальным направлением) к поверхности листа электротехнической стали с ориентированной зеренной структурой и направлением распространения лазерного луча (угол φ падения лазерного луча) становится равным 0°. С другой стороны, по мере того, как положение лазерного луча приближается к концевой части ширины лазерного сканирования, угол φ падения лазерного луча увеличивается.
В такой оптической системе по мере того, как положение лазерного луча приближается к концевой части ширины лазерного сканирования от центральной части ширины лазерного сканирования (по мере того, как угол φ падения лазерного луча увеличивается), длина пути лазерного луча в изолирующей покровной пленке и в стеклянной покровной пленке увеличивается, и таким образом увеличивается количестве лазерного луча, поглощаемого изолирующей покровной пленкой. Следовательно, более высокая мощность поглощается в концевой части ширины лазерного сканирования в листе стали, чем в центральной части. Следовательно, риск возникновения дефектов в стеклянной покровной пленке увеличивается.
[0011]
Для того, чтобы решить эту проблему, можно рассмотреть уменьшение поглощения лазерного луча в концевой части ширины лазерного сканирования. В этой связи, например, как раскрыто в упомянутых выше Патентных документах 4 и 5, до настоящего времени была известна технология, в которой угол падения лазерного луча (линейно-поляризованного света) устанавливается близким к углу Брюстера (например, углу 45° или больше, см. п. 3 формулы изобретения Патентного документа 4 и п. 1 формулы изобретения Патентного документа 5), так что поверхность обрабатываемого объекта облучается лазерным лучом в таком состоянии, в котором поглощение лазерного луча всегда максимизировано. Однако технология для активного уменьшения поглощения лазерного луча в конкретном положении облучения в предшествующем уровне техники не была востребована.
[0012]
Настоящее изобретение было сделано с учетом вышеизложенных обстоятельств, и его задачей является предложить устройство лазерной обработки, способное подавлять образование дефектов в стеклянной покровной пленке.
СРЕДСТВА ДЛЯ РЕШЕНИЯ ПРОБЛЕМЫ
[0013]
Для того, чтобы решить указанную проблему, настоящее изобретение использует следующие меры.
(1) Один аспект настоящего изобретения предлагает устройство лазерной обработки для измельчения магнитных доменов листа электротехнической стали с ориентированной зеренной структурой путем фокусирования лазерного луча на лист электротехнической стали с ориентированной зеренной структурой и сканирования в направлении сканирования, причем лазерный луч, сфокусированный на лист электротехнической стали с ориентированной зеренной структурой, представляет собой линейно-поляризованный свет, а угол между направлением линейной поляризации и направлением сканирования составляет больше чем 45° и равен или меньше чем 90°.
[0014]
(2) В устройстве лазерной обработки, описанном в пункте (1), максимальный угол φMAX падения лазерного луча на лист электротехнической стали с ориентированной зеренной структурой может удовлетворять следующему условному выражению (1).
1/cosφMAX ≤ 1,19 …(1)
[0015]
(3) В устройстве лазерной обработки, описанном в пункте (1) или (2), длина волны лазерного луча, сфокусированного на лист электротехнической стали с ориентированной зеренной структурой, может быть выше чем 7 мкм.
[0016]
(4) Устройство лазерной обработки, описанное в любом из пунктов (1) - (3), может дополнительно включать в себя лазерный осциллятор, который испускает лазерный луч, и лазерный осциллятор может быть CO2- лазер, который испускает линейно-поляризованный свет.
[0017]
(5) В устройстве лазерной обработки, описанном в любом из пунктов (1) - (4), форма лазерного луча, сфокусированного на лист электротехнической стали с ориентированной зеренной структурой, может представлять собой эллипс, и направление малой оси этого эллипса может быть перпендикулярным направлению сканирования.
ЭФФЕКТЫ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0018]
В соответствии с указанным аспектом может быть предотвращено образование дефектов в стеклянной покровной пленке.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0019]
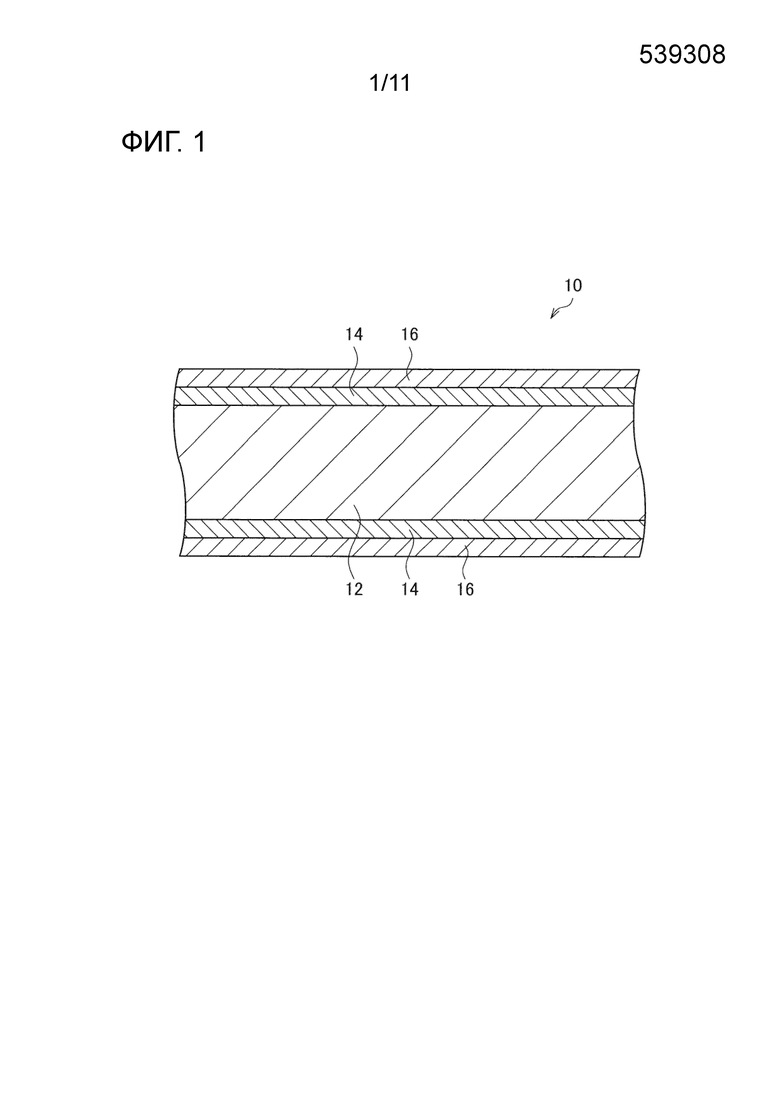
Фиг. 1 представляет собой вид в разрезе листа 10 электротехнической стали с ориентированной зеренной структурой в соответствии с одним вариантом осуществления настоящего изобретения.
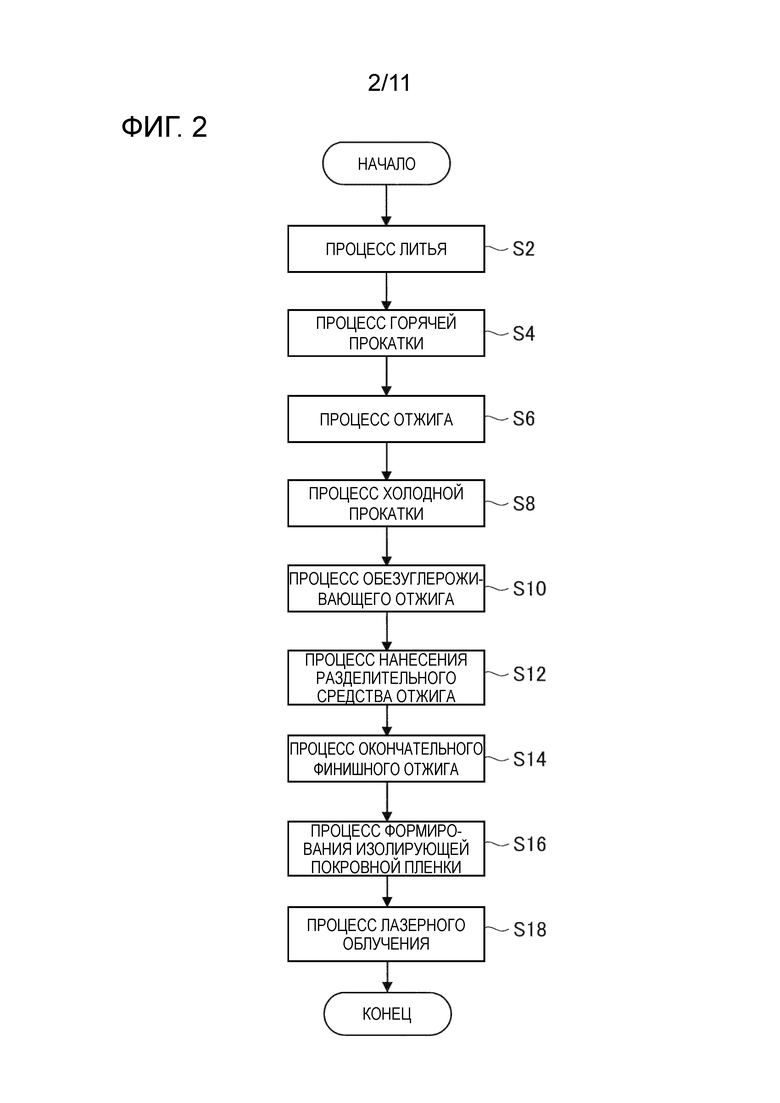
Фиг. 2 представляет собой блок-схему, показывающую один пример процесса производства листа 10 электротехнической стали с ориентированной зеренной структурой в соответствии с одним вариантом осуществления настоящего изобретения.
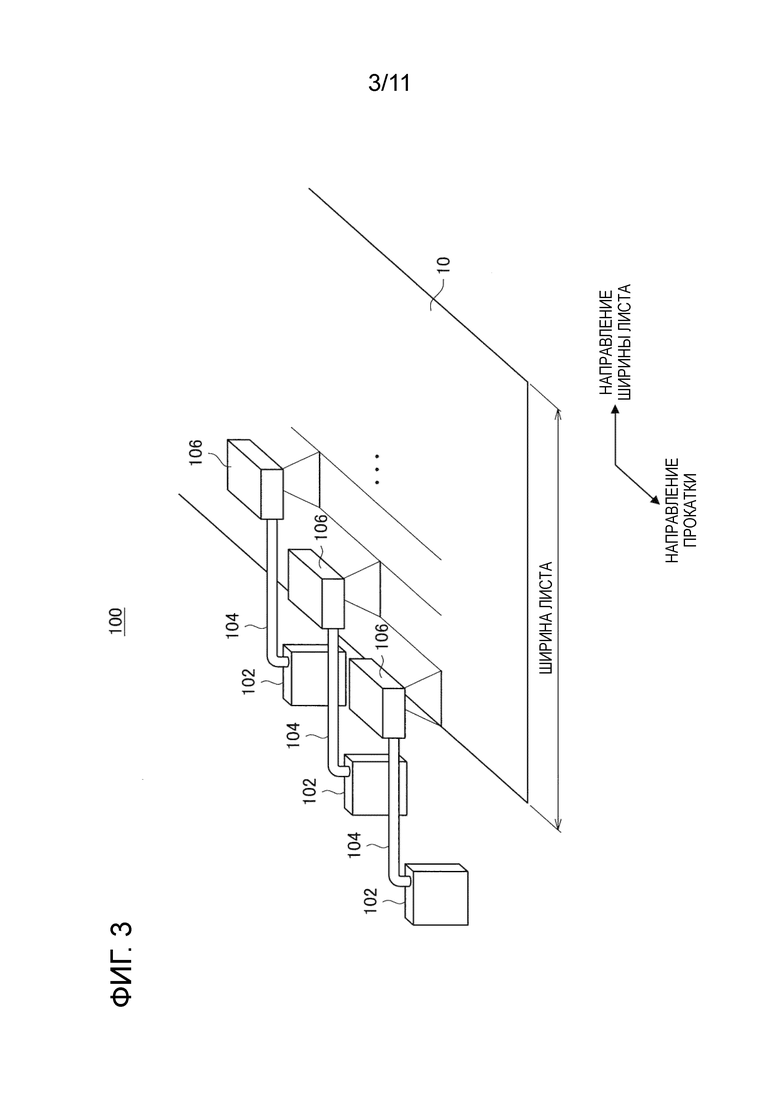
Фиг. 3 схематически показывает один пример конфигурации устройства 100 лазерной обработки в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 4 схематически показывает один пример конфигурации устройства 106 лазерного облучения в соответствии с одним вариантом осуществления настоящего изобретения.
Фиг. 5 показывает форму лазерного луча, сфокусированного на листе 10 электротехнической стали с ориентированной зеренной структурой.
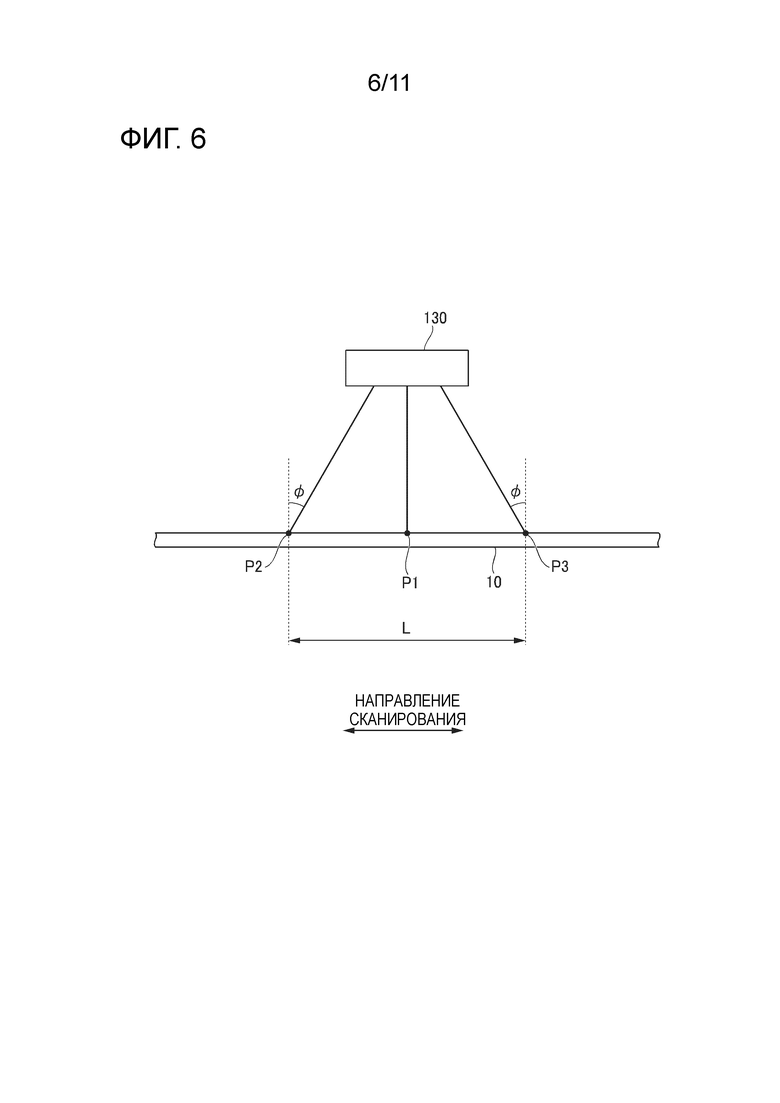
Фиг. 6 схематически показывает состояния лазерного луча, падающего на лист 10 электротехнической стали с ориентированной зеренной структурой.
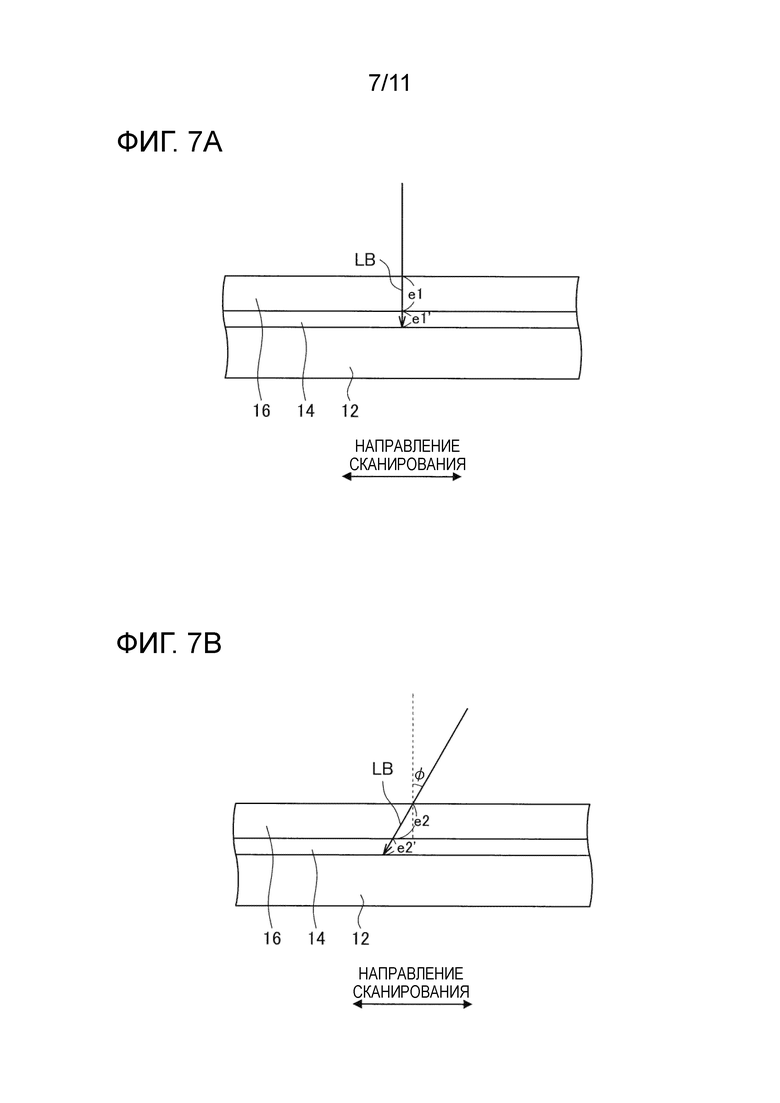
Фиг. 7A показывает длину пути e1 в изолирующей покровной пленке 16 и длину пути e1' в стеклянной покровной пленке 14 лазерного луча, падающего на изолирующую покровную пленку 16 в центральной части P1 ширины L лазерного сканирования.
Фиг. 7B показывает длину пути e2 в изолирующей покровной пленке 16 и длину пути e2' в стеклянной покровной пленке 14 лазерного луча, падающего на изолирующую покровную пленку 16 в концевой части P2 ширины L лазерного сканирования.
Фиг. 8 схематически показывает соотношение между направлением линейной поляризации и направлением сканирования лазерного луча.
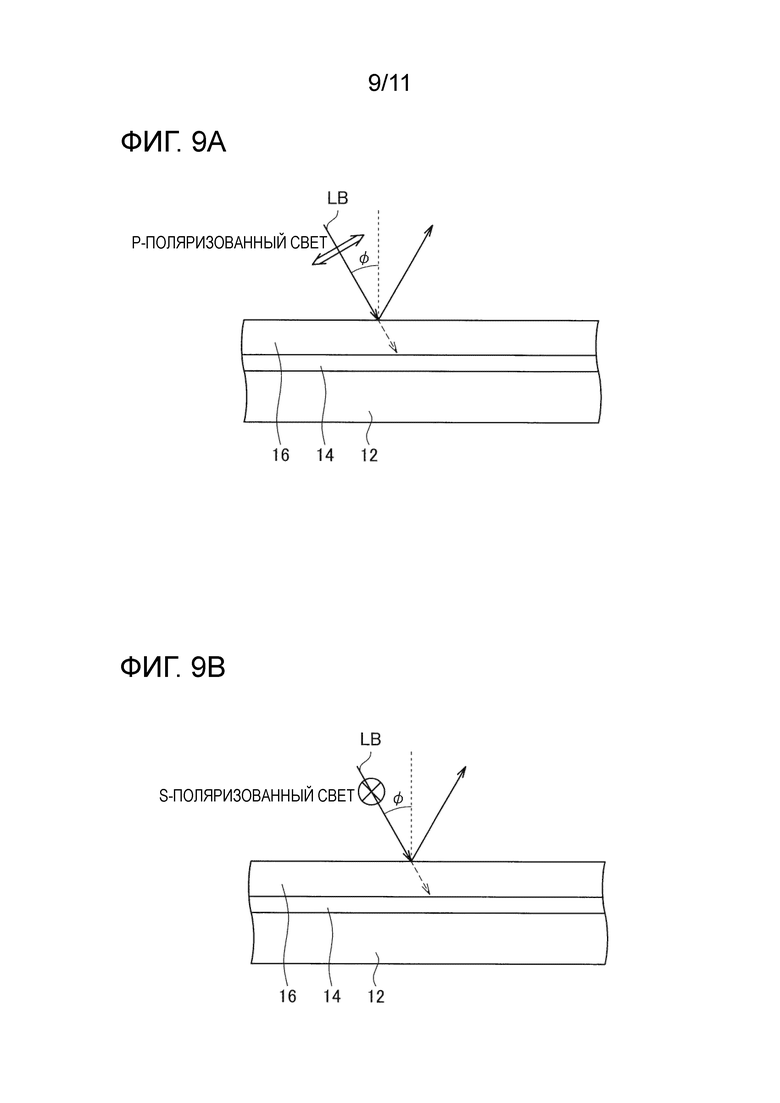
Фиг. 9A показывает направление колебаний электрического поля P-поляризованного света в том случае, когда линейно-поляризованный свет LB падает на поверхность листа 10 электротехнической стали с ориентированной зеренной структурой под углом падения φ.
Фиг. 9B показывает направление колебаний электрического поля S-поляризованного света в том случае, когда линейно-поляризованный свет LB падает на поверхность листа 10 электротехнической стали с ориентированной зеренной структурой под углом падения φ.
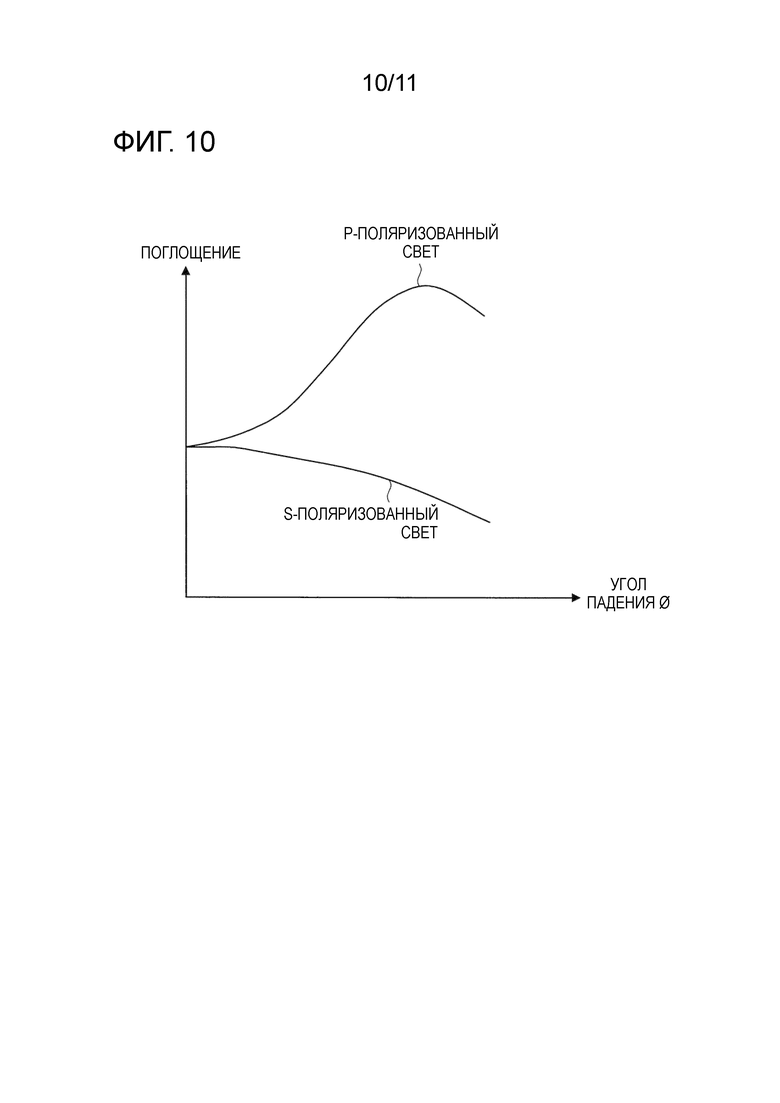
Фиг. 10 представляет собой график, показывающий поглощение P-поляризованного света и S-поляризованного света лазерного луча у верхней поверхности основного стального материала 12.
Фиг. 11 показывает один пример модификации устройства 106 лазерного облучения.
ВАРИАНТ ОСУЩЕСТВЛЕНИЯ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
[0020]
Один вариант осуществления настоящего изобретения будет подробно описан ниже со ссылками на сопроводительные чертежи. В настоящем описании и чертежах те элементы, которые имеют по существу те же самые функциональные конфигурации, обозначаются одинаковыми ссылочными позициями, и соответствующие их описания не повторяются.
[0021]
<Краткое описание листа электротехнической стали с ориентированной зеренной структурой>
Лист электротехнической стали с ориентированной зеренной структурой представляет собой лист электротехнической стали, в котором ось легкого намагничивания зерен стального листа (направление <100> объемноцентрированного кубического кристалла) по существу совпадает с направлением прокатки в производственном процессе. В описанном выше лист электротехнической стали с ориентированной зеренной структурой образуется ряд магнитных доменов, направление намагничивания которых совпадает с направлением прокатки, и эти магнитные домены разделяются доменными стенками. Лист электротехнической стали с ориентированной зеренной структурой легко намагничивается в направлении прокатки и таким образом является подходящим в качестве материала сердечника трансформатора, в котором направления силовых линий магнитного поля являются по существу постоянными.
Сердечники для трансформатора грубо классифицируются на ленточные сердечники и шихтованные сердечники. В процессе производства ленточного сердечника стальной лист собирается в форму сердечника путем придания ему наматывающей деформации с последующим выполнением отжига для того, чтобы удалить напряжения, созданные благодаря механической деформации. Однако в процессе отжига, как было описано выше, напряжения, созданные благодаря лазерному облучению, также удаляются, и таким образом эффект измельчения магнитных доменов теряется. С другой стороны, в процессе производства шихтованного сердечника описанный выше процесс отжига для удаления напряжений является ненужным. Следовательно, лист электротехнической стали с ориентированной зеренной структурой в соответствии с настоящим вариантом осуществления является особенно подходящим в качестве материала для шихтованных сердечников.
[0022]
Фиг. 1 представляет собой вид в разрезе листа 10 электротехнической стали с ориентированной зеренной структурой в соответствии с этим вариантом осуществления. Как показано на Фиг. 1, лист 10 электротехнической стали с ориентированной зеренной структурой включает в себя тело 12 листа стали (основой стальной материал), стеклянные покровные пленки 14, сформированные на обеих поверхностях тела 12 листа стали, а также изолирующей покровной пленки 16, сформированные на стеклянных покровных пленках 14.
[0023]
Тело 12 листа формируется из железного сплава, содержащего Si. Состав тела 12 листа стали включает в себя, в качестве примера, Si: 2,5 мас.% или больше и 4,0 мас.% или меньше, C: 0,02 мас.% или больше и 0,10 мас.% или меньше, Mn: 0,05 мас.% или больше и 0,20 мас.% или меньше, растворимый в кислоте Al: 0,020 мас.% или больше и 0,040 мас.% или меньше, N: 0,002 мас.% или больше и 0,012 мас.% или меньше, S: 0,001 мас.% или больше и 0,010 мас.% или меньше, P: 0,01 мас.% или больше и 0,04 мас.% или меньше, а также Fe и неизбежные примеси в качестве остатка. Например, толщина тела 12 листа стали составляет 0,1 мм или больше и 0,4 мм или меньше.
[0024]
Например, стеклянная покровная пленка 14 формируется из сложных оксидов, таких как форстерит (Mg2SiO4), шпинель (MgAl2O4) и кордиерит (Mg2Al4Si5O16). Например, толщина стеклянной покровной пленки 14 составляет 1 мкм.
[0025]
Например, изолирующая покровная пленка 16 формируется из жидкости покрытия, содержащей прежде всего коллоидный кремнезем и фосфат (фосфат магния, фосфат алюминия и т.п.), или жидкости покрытия, в которой золь глинозема и борная кислота смешаны вместе. Например, толщина изолирующей покровной пленки 16 составляет 2 мкм или больше и 3 мкм или меньше.
[0026]
В листе 10 электротехнической стали с ориентированной зеренной структурой, имеющем вышеописанную конфигурацию, лазерный луч испускается в направлении верхней стороны изолирующей покровной пленки 16 таким образом, что остаточные деформации придаются линейным областям, по существу перпендикулярным направлению прокатки. Линейные области, которым придаются остаточные деформации, формируются с предопределенными интервалами в направлении прокатки. В областях, которые существуют между двумя линейными областями и являются намагниченными в направлении прокатки, ширины магнитных доменов в направлении, по существу перпендикулярном направлению прокатки, уменьшаются.
[0027]
<Способ производства листа электротехнической стали с ориентированной зеренной структурой>
Способ производства листа 10 электротехнической стали с ориентированной зеренной структурой в соответствии с этим вариантом осуществления будет описан со ссылкой на Фиг. 2. Фиг. 2 представляет собой блок-схему, показывающую один пример процесса производства листа 10 электротехнической стали с ориентированной зеренной структурой в соответствии с этим вариантом осуществления.
[0028]
Как показано на Фиг. 2, процесс производства листа 10 электротехнической стали с ориентированной зеренной структурой включает в себя процесс S2 литья, процесс S4 горячей прокатки, процесс S6 отжига, процесс S8 холодной прокатки, процесс S10 обезуглероживающего отжига, процесс S12 нанесения разделительного средства отжига, процесс S14 окончательного финишного отжига, процесс S16 формирования изолирующей покровной пленки и процесс S18 лазерного облучения.
[0029]
В процессе S2 литья расплавленная сталь с предопределенным составом подается к машине непрерывного литья для непрерывного формирования слитка. В процессе S4 горячей прокатки горячая прокатка выполняется путем нагревания слитка до предопределенной температуры (например, от 1150°C до 1400°C). Соответственно, формируется горячекатаный материал, имеющий предопределенную толщину (например, от 1,8 до 3,5 мм).
[0030]
В процессе S6 отжига термическая обработка горячекатаного материала выполняется, например, при условиях температуры нагрева от 750°C до 1200°C и времени нагрева от 30 с до 10 мин. В процессе S8 холодной прокатки поверхность горячекатаного материала травится, и после этого выполняется его холодная прокатка. Соответственно, формируется холоднокатаный материал, имеющий предопределенную толщину (например, от 0,1 до 0,4 мм).
[0031]
В процессе S10 обезуглероживающего отжига термическая обработка холоднокатаного материала выполняется, например, при условиях температуры нагрева от 700°C до 900°C и времени нагрева от 1 до 3 мин, формируя тем самым тело 12 стального листа. Оксидная пленка, содержащая главным образом кремнезем (SiO2), формируется на поверхности тела 12 листа стали. В процессе S12 нанесения разделительного средства отжига разделительное средство отжига, содержащее главным образом оксид магния (MgO), формируется на оксидном слое тела 12 листа стали.
[0032]
В процессе S14 окончательного финишного отжига тело 12 листа стали, на которое нанесено разделительное средство отжига, помещается в печь периодического действия в виде намотанного рулона и подвергается термической обработке. Условиями такой термической обработки являются, например, температура нагрева от 1100°C до 1300°C и время нагрева от 20 до 24 час. В это время так называемые зерна Госса, у которых ось легкого намагничивания совпадает с направлением транспортировки (направлением прокатки) тела 12 листа стали, предпочтительно растут. В результате может быть получен лист электротехнической стали с ориентированной зеренной структурой, который имеет высокую степень кристаллической ориентации (ориентации) после финишного отжига. В дополнение к этому, в процессе S14 окончательного финишного отжига оксидный слой и разделительное средство отжига реагируют друг с другом таким образом, что стеклянная покровная пленка 14, сформированная из форстерита (Mg2SiO4), образуется на поверхности тела 12 листа стали.
[0033]
В процессе S16 формирования изолирующей покровной пленки тело 12 листа стали, которое намотано в рулон, разматывается и растягивается в форму плоского листа для транспортировки. В дополнение к этому, изолирующее средство наносится на стеклянные покровные пленки 14, сформированные на обеих поверхностях тела 12 листа стали, и полученный лист запекается, формируя тем самым изолирующие покровные пленки 16. Тело 12 листа стали, на котором сформированы изолирующие покровные пленки 16, сматывается в рулон.
[0034]
В процессе S18 лазерного облучения тело 12 листа стали, которое намотано в рулон, разматывается и растягивается в форму плоского листа для транспортировки. В дополнение к этому, лазерный луч фокусируется и облучает одну поверхность тела 12 листа стали устройством лазерного облучения, которое будет описано позже, и лазерный луч развертывается по существу вдоль направления ширины листа электротехнической стали, транспортируемого в направлении прокатки (направлении транспортировки). Соответственно, линейные напряжения, которые по существу перпендикулярны направлению прокатки, формируются на поверхности тела 12 листа стали с предопределенными интервалами в направлении прокатки. В дополнение к этому, фокусировка и сканирование лазерного луча также могут быть выполнены на обеих поверхностях, включая переднюю поверхность и заднюю поверхность тела 12 листа стали. В дополнение к этому, выше описано, что тело 12 листа стали, на котором формируются изолирующей покровной пленки 16, сматывается в рулон, а затем подвергается процессу S18 лазерного облучения. Однако лазерное облучение может быть выполнено немедленно после формирования изолирующих покровных пленок и уже после этого тело 12 листа стали может быть смотано в рулон.
[0035]
В описанном выше производственном процессе производится лист 10 электротехнической стали с ориентированной зеренной структурой, в котором стеклянные покровные пленки 14 и изолирующей покровной пленки 16 формируются на поверхности тела 12 листа стали и управление магнитными доменами осуществляется с помощью лазерного облучения.
[0036]
<Конфигурация устройства лазерной обработки>
Один пример конфигурации устройства 100 лазерной обработки, которое облучает лист 10 электротехнической стали с ориентированной зеренной структурой лазерным лучом для создания остаточных деформаций, будет описан со ссылками на Фиг. 3 и Фиг. 4. Фиг. 3 схематически показывает пример конфигурации устройства 100 лазерной обработки в соответствии с данным вариантом осуществления. Фиг. 4 схематически показывает один пример конфигурации одиночного устройства 106 лазерного облучения.
[0037]
Устройство 100 лазерной обработки испускает лазерный луч в направлении верхней стороны изолирующей покровной пленки 16 листа 10 электротехнической стали с ориентированной зеренной структурой, транспортируемого в направлении прокатки с предопределенной скоростью, для того, чтобы создать линейные деформации, проходящие по существу перпендикулярно направлению прокатки. Как показано на Фиг. 3, устройство 100 лазерной обработки включает в себя ряд лазерных осцилляторов 102, ряд путей 104 распространения лазерного луча, а также ряд устройств 106 лазерного облучения. На Фиг. 3 показаны три лазерных осциллятора 102, три пути 104 распространения лазерного луча и три устройства 106 лазерного облучения показывают, и все они имеют одинаковые конфигурации.
[0038]
Например, лазерный осциллятор 102 испускает лазерный луч с выходной мощностью 100 Вт или больше. В дополнение к этому, как будет описано позже, в качестве лазерного осциллятора 102 предпочтительным является осциллятор, который испускает лазерный луч с длиной волны более 7 мкм. В качестве лазерного осциллятора 102, например, используется CO2 лазер с длиной волны лазерного луча 10,6 мкм. Кроме того, в этом варианте осуществления лазерный осциллятор 102 испускает линейно-поляризованный лазерный луч, имеющий предопределенное направление поляризации. Причина, по которой используется линейно-поляризованный лазерный луч, будет описана позже. Лазерный осциллятор 102 может быть либо непрерывным лазером, либо импульсным лазером.
Лазерный свет, имеющий компонент электрического поля (линейно-поляризованный компонент), который колеблется только в одном направлении, является идеальным для линейно-поляризованного лазера в настоящем изобретении. Строго говоря, компонент электрического поля, который является перпендикулярным линейно-поляризованному компоненту (ортогональный компонент) существует в очень небольшой степени. Отношение между мощностью линейно-поляризованного компонента и мощностью ортогонального компонента зависит от эффективности описанного выше поляризационного расщепителя 124 пучка, а также от эффективности лазерного осциллятора 102. Когда принимается, что мощность линейно-поляризованного компонента равна PW1 и мощность ортогонального компонента равна PW2, и (PW1/(PW1+PW2)) определяется как степень поляризации, линейно-поляризованный свет в настоящем изобретении имеет степень поляризации 0,9 или выше и ниже чем 1,0. Таким образом, в том случае, когда использовался линейно-поляризованный лазер, имеющий степень поляризации 0,9 или выше и ниже чем 1,0 (90% или выше и ниже чем 100%), были получены результаты Примеров, которые будут описаны позже. В дополнение к этому, путем расщепления линейно-поляризованного света с использованием ортогональной призмы и т.п. могут быть проанализированы соотношения линейно-поляризованных компонентов.
[0039]
Устройство 106 лазерного облучения позволяет лазерному лучу распространяться от лазерного осциллятора 102 по пути 104 распространения лазерного луча для того, чтобы сфокусироваться на листе 10 электротехнической стали с ориентированной зеренной структурой таким образом, чтобы лазерный луч развертывался на листе 10 электротехнической стали с ориентированной зеренной структурой вдоль направления, по существу перпендикулярного направлению прокатки. Ширина, сканируемая лазерным лучом с помощью одиночного устройства 106 лазерного облучения, может быть меньше, чем ширина листа 10 электротехнической стали с ориентированной зеренной структурой. Однако, как показано на Фиг. 3, путем расположения нескольких устройств 106 лазерного облучения в направлении ширины вся ширина листа 10 электротехнической стали с ориентированной зеренной структурой может быть просканирована лазерным лучом.
[0040]
Как показано на Фиг. 4, устройство 106 лазерного облучения включает в себя λ/2 пластинку 125, металлическое зеркало 126, многоугольное зеркало 128 и параболическое зеркало 130.
[0041]
λ/2 пластинка 125 вставляется для того, чтобы отрегулировать направление линейной поляризации путем изменения его угла поворота. В том случае, когда направление линейной поляризации на листе стали следует предопределенному направлению, которое будет описано позже, λ/2 пластинка 125 может быть опущена. В качестве элемента для изменения направления линейной поляризации вместо λ/2 пластинки 125 может использоваться фарадеевский вращатель и т.п.
[0042]
В вышеприведенном описании лазерный луч, испускаемый лазерным осциллятором 102, является линейно-поляризованным светом. Однако лазерный луч, испускаемый лазерным осциллятором 102, не обязательно должен быть линейно-поляризованным светом. В том случае, когда лазерный луч, испускаемый лазерным осциллятором 102, является неполяризованным светом, поляризационный расщепитель пучка может быть установлен перед λ/2 пластинкой 125 для того, чтобы преобразовывать неполяризованный свет в линейно-поляризованный свет. Когда поляризационный расщепитель пучка располагается так, чтобы он мог вращаться вокруг центральной оси лазерного луча, направление линейной поляризации на поверхности стального листа может быть отрегулировано к предопределенному направлению даже тогда, когда λ/2 пластинка 125 не устанавливается. Как было описано выше, линейно-поляризованный лазерный луч может распространяться к металлическому зеркалу 126. Причина, по которой лазерный луч представляет собой линейно-поляризованный свет, будет описана позже.
[0043]
Металлическое зеркало 126 является зеркалом, которое сжимает и регулирует диаметр падающего лазерного луча в направлении ширины (см. Фиг. 5) листа 10 электротехнической стали с ориентированной зеренной структурой. В качестве металлического зеркала 126 могут использоваться, например, цилиндрическое зеркало или параболическое зеркало, имеющее кривизну в одноосном направлении. Лазерный луч, отраженный металлическим зеркалом 126, падает на многоугольное зеркало 128, которое вращается с предопределенной угловой скоростью.
[0044]
Многоугольное зеркало 128 является вращающимся многогранником и развертывает лазерный луч на листе 10 электротехнической стали с ориентированной зеренной структурой вдоль направления его ширины по мере того, как многоугольное зеркало 128 вращается. В то время как лазерный луч падает на одну сторону многогранника многоугольного зеркала 128, одна линейная область на листе 10 электротехнической стали с ориентированной зеренной структурой вдоль направления ширины сканируется лазерным лучом по мере того, как эта сторона поворачивается, так что остаточная деформация формируется в этой линейной области. Поскольку многоугольное зеркало вращается, сканирование лазерного луча выполняется многократно, и лист 10 электротехнической стали с ориентированной зеренной структурой одновременно транспортируется в направлении прокатки. В результате область, имеющая линейную остаточную деформацию, периодически формируется на листе 10 электротехнической стали с ориентированной зеренной структурой в направлении прокатки. Интервал между линейными областями вдоль направления прокатки регулируется скоростью транспортировки листа 10 электротехнической стали с ориентированной зеренной структурой, а также угловой скоростью многоугольного зеркала 128.
[0045]
Параболическое зеркало 130 является зеркалом, которое сжимает и регулирует диаметр лазерного луча, отражаемого многоугольным зеркалом 128, в направлении прокатки. Лазерный луч, отраженный параболическим зеркалом 130, фокусируется на поверхности листа 10 электротехнической стали с ориентированной зеренной структурой.
[0046]
Фиг. 5 показывает форму лазерного луча, сфокусированного на листе 10 электротехнической стали с ориентированной зеренной структурой. В этом варианте осуществления форма сфокусированного лазерного луча представляет собой эллипс, как показано на Фиг. 5. Направление большой оси этого эллипса является параллельным направлению сканирования лазерного луча, а направление малой оси эллипса является перпендикулярным направлению сканирования. Другими словами, направление малой оси эллипса является параллельным направлению прокатки. За счет установки эллиптической формы сфокусированного лазерного луча время облучения лазерным лучом одной точки на листе 10 электротехнической стали с ориентированной зеренной структурой увеличивается. В результате температура листа 10 электротехнической стали с ориентированной зеренной структурой может быть увеличена в направлении его глубины, что является эффективным для уменьшения потерь в сердечнике. Поскольку диаметр луча в направлении ширины сжимается металлическим зеркалом 126, а диаметр луча в направлении прокатки сжимается параболическим зеркалом 130, форма сфокусированного лазерного луча становится эллиптической. В дополнение к этому, когда форма сфокусированного лазерного луча является эллиптической, площадь сфокусированного лазерного луча увеличивается по сравнению с тем случаем, когда форма сфокусированного лазерного луча представляет собой идеальный круг, что приводит к снижению удельной мощности. В результате предотвращается резкий температурный градиент вдоль направления толщины в непосредственной близости от поверхности листа 10 электротехнической стали с ориентированной зеренной структурой, что является эффективным для подавления образования дефектов в стеклянной покровной пленке 14.
[0047]
В вышеприведенном описании проиллюстрирован случай, в котором форма лазерного луча, сфокусированного на листе 10 электротехнической стали с ориентированной зеренной структурой, является эллиптической, но настоящее изобретение не ограничивается этим. Например, форма сфокусированного лазерного луча также может представлять собой идеальный круг.
[0048]
В этом варианте осуществления предпочтительно, чтобы распределение интенсивности лазерного луча задавалось таким образом, чтобы диаметр луча (ширина, включающая в себя 86% интегрированной интенсивности) в направлении прокатки был равен 200 мкм или меньше. Соответственно, формируются более узкие магнитные домены циркулирующего тока при дополнительном подавлении расширения теплопроводности в направлении прокатки, что значительно уменьшает потери в сердечнике. Кроме того, для того, чтобы надежно уменьшить потери в сердечнике, более предпочтительно, чтобы диаметр луча был равен 120 мкм или меньше.
[0049]
<Угол падения лазерного луча по ширине лазерного сканирования>
Когда устройство 106 лазерного облучения сканирует поверхность листа 10 электротехнической стали с ориентированной зеренной структурой лазерным лучом с предопределенной шириной лазерного сканирования, углы падения лазерного луча на поверхность листа 10 электротехнической стали с ориентированной зеренной структурой в центральной части и в концевой части ширины лазерного сканирования отличаются друг от друга.
[0050]
Фиг. 6 схематически показывает углы падения лазерного луча на лист 10 электротехнической стали с ориентированной зеренной структурой. Когда устройство 106 лазерного облучения сканирует лазерный луч по предопределенной ширине L лазерного сканирования в направлении сканирования, как показано на Фиг. 6, угол падения лазерного луча на центральную часть P1 ширины L лазерного сканирования отличается от угла падения лазерного луча на концевые части P2 и P3 ширины L лазерного сканирования. В частности, лазерный луч, отраженный параболическим зеркалом 130 устройства 106 лазерного облучения падает перпендикулярно к поверхности (изолирующей покровной пленки 16) листа 10 электротехнической стали с ориентированной зеренной структурой в центральной части P1 ширины L лазерного сканирования. С другой стороны, лазерный луч наклонно падает на поверхность листа 10 электротехнической стали с ориентированной зеренной структурой (под углом падения φ относительно нормального направления к поверхности) в обеих концевых частях P2 и в P3 ширины L лазерного сканирования.
Таким образом, в том случае, когда положение лазерного луча совпадает с центральной частью Р1 ширины L лазерного сканирования, угол между перпендикулярным направлением (нормальным направлением) к поверхности листа 10 электротехнической стали с ориентированной зеренной структурой и направлением распространения лазерного луча (угол φ падения лазерного луча) становится равным 0°. С другой стороны, по мере того, как положение пятна лазерного луча приближается к концевой части P2 или P3 ширины L лазерного сканирования, угол падения φ лазерного луча увеличивается.
[0051]
Фиг. 7A и Фиг. 7B представляют собой схематические изображения, показывающие длины пути лазерного луча внутри изолирующей покровной пленки 16. Фиг. 7A показывает длину пути e1 в изолирующей покровной пленке 16 и длину пути e1' в стеклянной покровной пленке 14 лазерного луча, падающего на изолирующую покровную пленку 16 в центральной части P1 ширины L лазерного сканирования. Фиг. 7B показывает длину пути e2 в изолирующей покровной пленке 16 и длину пути e2' в стеклянной покровной пленке 14 лазерного луча, падающего на изолирующую покровную пленку 16 в концевой части P2 ширины L лазерного сканирования. Длина пути лазерного луча, падающего на изолирующую покровную пленку 16 в концевой части P3 ширины L лазерного сканирования, аналогична изображенной на Фиг. 7B.
[0052]
Коэффициент пропускания лазерного луча через изолирующую покровную пленку 16 и стеклянную покровную пленку 14 выражается как exp(-αL) согласно известному закону Бугера-Ламберта-Бэра. Здесь α означает коэффициент поглощения, а L означает длину пути. По мере того, как длина пути L увеличивается, коэффициент пропускания уменьшается. Таким образом, по мере того, как длина пути L увеличивается, мощность лазерного луча, поглощаемая внутри стеклянной покровной пленки 16 и стеклянной покровной пленки 14, увеличивается. Как видно из Фиг. 7A и Фиг. 7B, поскольку длина пути e2 (e2ʹ) больше, чем длина пути e1 (e1ʹ), количество лазерного луча, поглощаемое изолирующей покровной пленкой 16 (стеклянной покровной пленкой 14) на концевой части P2 (P3) ширины L лазерного сканирования, увеличивается. В результате более высокая мощность подается к листу 10 электротехнической стали с ориентированной зеренной структурой на концевой части P2 (P3) ширины L лазерного сканирования, чем в центральной части P1, температура чрезмерно увеличивается, и дефекты легко образуются в изолирующей покровной пленке 16 или стеклянной покровной пленке 14.
[0053]
В этом варианте осуществления для решения вышеописанных проблем лазерный луч, сфокусированный на поверхности (на изолирующей покровной пленке 16) листа 10 электротехнической стали с ориентированной зеренной структурой является линейно-поляризованным светом, и, как показано на Фиг. 8, угол θ между направлением линейной поляризации и направлением сканирования лазерного луча составляет больше чем 45° и равен или меньше чем 90°. Фиг. 8 схематически показывает соотношение между направлением линейной поляризации и направлением сканирования лазерного луча в том случае, когда угол падения φ лазерного луча равен 0°. Поскольку угол θ между направлением сканирования лазерного луча и направлением линейной поляризации составляет больше чем 45° и равен или меньше чем 90°, соотношение между направлением линейной поляризации и направлением сканирования лазерного луча может иметь зеркальную симметрию относительно Фиг. 8.
[0054]
Как и в этом варианте осуществления, в том случае, когда угол θ составляет больше чем 45° и равен или меньше чем 90°, как будет описано позже, поглощение лазерного луча на концевых частях P2 и P3 ширины L лазерного сканирования может быть уменьшено. Следовательно, даже когда длина пути лазерного луча на концевых частях P2 и P3 ширины L лазерного сканирования увеличивается, увеличение мощности, поглощаемой изолирующей покровной пленкой 16, может быть подавлено. В результате образование дефектов в стеклянной покровной пленке 14 на концевых частях P2 и P3 ширины L лазерного сканирования может быть подавлено.
[0055]
<Соотношение между линейно-поляризованным светом и поглощением>
Далее описывается принцип уменьшения поглощения лазерного луча за счет угла θ между направлением линейной поляризации и направлением сканирования лазерного луча.
[0056]
Часть лазерного луча, падающего на лист 10 электротехнической стали с ориентированной зеренной структурой, отражается изолирующей покровной пленкой 16, и оставшаяся часть падает на изолирующую покровную пленку 16. Часть лазерного луча, падающего на изолирующую покровную пленку 16, поглощается внутри изолирующей покровной пленки 16, и оставшаяся часть достигает верхней поверхности стеклянной покровной пленки 14, так что его часть отражается, и оставшаяся часть падает на стеклянную покровную пленку 14. Часть лазерного луча, падающего на стеклянную покровную пленку 14, поглощается внутри стеклянной покровной пленки 14, и оставшаяся часть достигает верхней поверхности тела 12 листа стали (в дальнейшем также называемого основным стальным материалом), так что его часть отражается, и оставшаяся часть поглощается поверхностью тела 12 листа стали. В дополнение к этому, мощность лазерного луча, передаваемая к листу 10 электротехнической стали с ориентированной зеренной структурой, зависит от поглощения лазерного луча изолирующей покровной пленкой 16 и т.п., как описано выше. Когда поглощение лазерного луча в изолирующей покровной пленке 16 и т.п. является высоким, мощность лазерного луча, передаваемая к листу 10 электротехнической стали с ориентированной зеренной структурой, увеличивается.
[0057]
Однако линейно-поляризованный свет обычно включает в себя P-поляризованный свет (также называемый Р-волнами) и S-поляризованный свет (также называемый S-волнами). Известно, что поглощение P-поляризованного света и поглощение S-поляризованного света отличаются друг от друга. Следовательно, в зависимости от поглощения P-поляризованного света и S-поляризованного света изолирующей покровной пленкой 16 и т.п., мощность лазерного луча, передаваемая листу 10 электротехнической стали с ориентированной зеренной структурой, изменяется.
[0058]
Фиг. 9A показывает направление колебаний электрического поля P-поляризованного света в том случае, когда линейно-поляризованный свет LB падает на поверхность листа 10 электротехнической стали с ориентированной зеренной структурой под углом падения φ. Фиг. 9B показывает направление колебаний электрического поля S-поляризованного света в том случае, когда линейно-поляризованный свет LB падает на поверхность листа 10 электротехнической стали с ориентированной зеренной структурой под углом падения φ. Как показано на Фиг. 9A и Фиг. 9B, в том случае, когда линейно-поляризованный свет LB падает на поверхность листа 10 электротехнической стали с ориентированной зеренной структурой под углом падения φ, направление колебаний электрического поля P-поляризованного света и направление колебаний электрического поля S-поляризованного света отличаются друг от друга. В частности, во время сканирования линейно-поляризованного света электрическое поле P-поляризованного света колеблется вдоль направления двойной стрелки, показанной на Фиг. 9A, а электрическое поле S-поляризованного света колеблется вдоль перпендикулярного направления, как показано на Фиг. 9B.
[0059]
Фиг. 10 представляет собой график, показывающий поглощение P-поляризованного света и S-поляризованного света лазерного луча у верхней поверхности основного стального материала 12. Как показано на Фиг. 10, поглощение P-поляризованного света является более высоким, чем поглощение S-поляризованного света. В дополнение к этому, по мере того, как угол падения φ лазерного луча (линейно-поляризованного света) увеличивается, поглощение P-поляризованного света увеличивается, а поглощение S-поляризованного света уменьшается. Фиг. 10 показывает поглощение на верхней поверхности основного стального материала 12 после удаления изолирующей покровной пленки 16 и стеклянной покровной пленки 14 с листа 10 электротехнической стали с ориентированной зеренной структурой. Однако поглощение на верхней поверхности изолирующей покровной пленки 16 и поглощение на верхней поверхности стеклянной покровной пленки 14 имеют ту же самую тенденцию, что и на Фиг. 10.
[0060]
В том случае, когда угол θ между направлением линейной поляризации и направлением сканирования лазерного луча составляет 0°, только P-поляризованный свет падает на поверхность листа 10 электротехнической стали с ориентированной зеренной структурой. В том случае, когда угол θ составляет 45°, P-поляризованный свет и S-поляризованный свет падают на поверхность в равных количествах. В том случае, когда угол θ составляет 90°, только S-поляризованный свет падает на поверхность. Следовательно, в том случае, когда угол θ равен или больше 0° и меньше чем 45°, влияние P-поляризованного света по сравнению с S-поляризованным светом становится преобладающим, и по мере того, как угол падения φ увеличивается, поглощение лазерного луча увеличивается. С другой стороны, в том случае, когда угол θ больше 45° и равен или меньше чем 90°, влияние S-поляризованного света становится преобладающим, и по мере того, как угол падения φ увеличивается, поглощение лазерного луча уменьшается.
[0061]
В этом варианте осуществления для того, чтобы уменьшить поглощение лазерного луча на концевых частях P2 и P3 ширины L лазерного сканирования устройства 106 лазерного облучения, угол θ между направлением линейной поляризации и направлением сканирования лазерного луча задается большим 45° и равным или меньшим чем 90°. Соответственно, влияние S-поляризованного света по сравнению с P-поляризованным светом становится преобладающим. Следовательно, на концевых частях P2 и P3 ширины L лазерного сканирования, даже когда длина пути лазерного луча в изолирующей покровной пленке 16 и стеклянной покровной пленке 14 увеличивается, количество лазерного луча, поглощаемое изолирующей покровной пленкой 16 и стеклянной покровной пленкой 14, может быть уменьшено. В результате увеличение температуры изолирующей покровной пленки 16 и т.п. может быть подавлено, и таким образом образование дефектов стеклянной покровной пленки 14 на концевых частях P2 и P3 ширины L лазерного сканирования может быть подавлено.
[0062]
В частности, в том случае, когда угол θ между направлением линейной поляризации и направлением сканирования лазерного луча устанавливается равным 70° или больше и 90° или меньше, влияние S-поляризованного света становится более преобладающим, и количество лазерного луча, поглощаемое изолирующей покровной пленкой 16 и стеклянной покровной пленкой 14, дополнительно уменьшается, и таким образом образование дефектов в стеклянной покровной пленке 14 на концевых частях P2 и P3 ширины L лазерного сканирования может быть дополнительно подавлено.
[0063]
В дополнение к этому, в этом варианте осуществления еще более предпочтительно, чтобы длина волны лазерного луча для сканирования была больше, чем 7 мкм. В том случае, когда длина волны лазерного луча является более высокой, чем 7 мкм, изолирующая покровная пленка 16 является непрозрачной для лазерного луча, и лазерный луч легко поглощается изолирующей покровной пленкой 16 и стеклянной покровной пленкой 14. Следовательно, в том случае, когда лазерный луч с длиной волны в вышеописанном диапазоне фокусируется и сканируется на листе 10 электротехнической стали с ориентированной зеренной структурой, более высокая мощность будет поглощаться изолирующей покровной пленкой 16 и стеклянной покровной пленкой 14 на концевых частях P2 и P3 ширины L лазерного сканирования при наклонном падении лазерного луча. В этой ситуации, как было описано выше, за счет установки угла θ большим, чем 45°, и равным или меньшим чем 90°, количество лазерного луча, отражаемого верхней поверхностью каждой из изолирующей покровной пленки 16 и стеклянной покровной пленки 14 на концевых частях P2 и P3 ширины L лазерного сканирования, увеличивается, а количество поглощенного лазерного луча уменьшается. Следовательно, мощность лазерного луча, попадающего во внутреннюю часть каждой из изолирующей покровной пленки 16 и стеклянной покровной пленки 14, уменьшается. В результате мощность лазерного луча, поглощенного внутри каждой из изолирующей покровной пленки 16 и стеклянной покровной пленки 14, может быть уменьшена, и таким образом эффективность этого варианта осуществления может быть дополнительно надежно показана.
[0064]
В дополнение к этому, авторы настоящего изобретения обнаружили, что когда увеличение длины пути относительно длины пути (e1+e1ʹ на Фиг. 7A, в дальнейшем называемая справочной длиной пути) в том случае, когда угол падения φ лазерного луча равен 0°, является более высоким, чем 19%, как описано выше, даже когда угол θ между направлением линейной поляризации и направлением сканирования составляет больше чем 45° и равен или меньше чем 90°, поглощение лазерного луча на концевых частях P2 и P3 ширины L лазерного сканирования не может быть в достаточной степени уменьшено (другими словами, дефекты, вероятно, будут образовываться в стеклянной покровной пленке 14 на концевых частях P2 и P3 ширины L лазерного сканирования).
Предположительно причина этого заключается в том, что когда увеличение длины пути относительно справочной длины пути составляет более 19%, увеличение количества поглощаемой мощности благодаря увеличению длины пути не может быть компенсировано понижением поглощения лазерного луча (линейно-поляризованного света).
Следовательно, для того, чтобы надежно предотвратить образование дефектов в стеклянной покровной пленке 14 по всей ширине L лазерного сканирования, предпочтительно, чтобы максимальный угол падения φMAX лазерного луча устанавливался на основе следующего условного выражения (1).
1/cosφMAX ≤ 1,19 …(1)
[0065]
В условном выражении (1) левая часть представляет собой увеличение длины пути (длину пути при максимальном угле падения φMAX) относительно справочной длины пути. Следовательно, используя условное выражение (1), может быть получен максимальный угол падения φMAX, при котором увеличение относительно справочной длины пути не превышает 19%. В соответствии с условным выражением (1) предпочтительно, чтобы максимальный угол падения φMAX составлял 33° или меньше. Например, в устройстве 106 лазерного облучения, которое использует многоугольное зеркало 128, показанное на Фиг. 4, когда количество сторон многоугольного зеркала 128 равно N, максимальный угол падения φMAX лазерного луча может быть выражен как 360°/N. Следовательно, предпочтительно, чтобы в устройстве 106 лазерного облучения, показанном на Фиг. 4, N было равно 11 или больше.
[0066]
Как показано на Фиг. 11, вместо многоугольного зеркала 128 может использоваться зеркало 140 гальванометра. Зеркало 140 гальванометра приводится в движение приводным двигателем 141 так, чтобы оно вращалось в направлениях стрелки, показанной на чертеже. Когда зеркало 140 гальванометра вращается, лист 10 электротехнической стали с ориентированной зеренной структурой сканируется лазерным лучом вдоль направления его ширины (в направлении сканирования). В этой конфигурации можно управлять углом падения φ лазерного луча путем управления углом поворота зеркала 140 гальванометра. Следовательно, легко задать максимальный угол падения φMAX лазерного луча равным соответствующей величине путем использования зеркала 140 гальванометра.
[0067]
В дополнение к этому, в вышеописанном варианте осуществления лазерный осциллятор 102 испускает линейно-поляризованный лазерный луч, но настоящее изобретение не ограничивается этим. Например, лазерный осциллятор 102 может испускать неполяризованный лазерный луч, и поляризатор, такой как поляризационный расщепитель пучка, который преобразует неполяризованный лазерный луч в линейно-поляризованный свет, имеющий предопределенное направление поляризации, может быть предусмотрен перед металлическим зеркалом 126. Кроме того, величина описанного выше угла θ может быть отрегулирована путем изменения угла поворота поляризационного расщепителя пучка вокруг центральной оси лазерного луча.
[0068]
<Уменьшение магнитных доменов и дефектов в стеклянной покровной пленке>
Как было описано выше, лист 10 электротехнической стали с ориентированной зеренной структурой, в котором магнитное поле прикладывается в направлении прокатки, имеет структуру, в которой структурировано множество магнитных доменов, имеющих направление намагничивания, которое по существу совпадает с направлением прокатки. Здесь для того, чтобы достичь дополнительного снижения потерь в сердечнике листа 10 электротехнической стали с ориентированной зеренной структурой, будет эффективным уменьшить магнитные домены (уменьшить ширину магнитных доменов) посредством облучения лазерным лучом. В частности, эффективным будет получить магнитные домены циркулирующего тока, которые являются узкими и имеют достаточную прочность, путем создания значительного температурного градиента вдоль направления толщины в очень узкой области, которая присутствует в непосредственной близости от самого верхнего слоя листа 10 электротехнической стали с ориентированной зеренной структурой в направлении прокатки.
[0069]
С другой стороны, когда температурный градиент вдоль направления толщины увеличивается, температура поверхности листа 10 электротехнической стали с ориентированной зеренной структурой увеличивается. Благодаря этому увеличению температуры могут иметь место случаи, в которых дефекты, такие как дефектное отслаивание, образуются в изолирующей покровной пленке 16 или стеклянной покровной пленке 14. В частности в том случае, когда дефекты образуются в стеклянной покровной пленке 14, тело 12 листа стали становится открытым снаружи, что вызывает беспокойство насчет возможного образования ржавчины. Следовательно, существует потребность в предотвращении образования дефектов в стеклянной покровной пленке 14 при одновременном уменьшении потерь в сердечнике листа 10 электротехнической стали с ориентированной зеренной структурой.
[0070]
В соответствии с этим вариантом осуществления, не только образование дефектов может быть подавлено по всей ширине L лазерного сканирования, но также может быть получен эффект уменьшения потерь в сердечнике. Таким образом, в лазерном способе управления магнитными доменами, в котором неполяризованный лазерный луч используется в предшествующем уровне техники, как описано выше, мощность лазерного луча, поглощаемого на концевых частях P2 и P3 ширины L лазерного сканирования, увеличивается благодаря увеличению длины пути, и таким образом вероятно образование дефектов в изолирующей покровной пленке 16 или стеклянной покровной пленке 14. Для того, чтобы компенсировать это, мощность лазерного луча может быть уменьшена. В этом случае, в то время как образование дефектов на концевых частях P2 и P3 может быть подавлено, мощность лазерного луча в центральной части P2 ширины L лазерного сканирования также уменьшается, что создает проблему уменьшения эффекта сокращения потерь в сердечнике. С другой стороны, в этом варианте осуществления, как было описано выше, для того, чтобы уменьшить поглощение лазерного луча на концевых частях P2 и P3 ширины L лазерного сканирования, лист 10 электротехнической стали с ориентированной зеренной структурой сканируется линейно-поляризованным светом, включающим в себя S-поляризованный свет, поглощение которого уменьшается по мере того, как угол падения φ увеличивается. Здесь в центральной части P1 ширины L лазерного сканирования, поскольку линейно-поляризованный свет падает перпендикулярно к поверхности листа 10 электротехнической стали с ориентированной зеренной структурой (угол падения φ, показанный на Фиг. 6 и Фиг.9, имеет малую величину), поглощение P-поляризованного света и поглощение S-поляризованного света в центральной части Р1 по существу являются одинаковыми (см. Фиг. 10). Тот факт, что нет никакой разницы в поглощении между P-поляризованным светом и S-поляризованным светом, которые составляют неполяризованное состояние, означает, что использование S-поляризованного света практически не уменьшает поглощение. Следовательно, в устройстве 100 лазерной обработки этого варианта осуществления, без уменьшения мощности лазерного луча, направляемого к листу 10 электротехнической стали с ориентированной зеренной структурой в центральной части P1 ширины L лазерного сканирования, может быть уменьшена только мощность лазерного луча, поглощаемого на концевых частях P2 и P3. Соответственно, снижение потерь в сердечнике и подавление образования дефектов могут быть реализованы по всей ширине L лазерного сканирования.
[0071]
В вышеописанном варианте осуществления в качестве лазерного осциллятора 102, который испускает лазерный луч с длиной волны более 7 мкм, в качестве примера используется CO- лазер 2, но настоящее изобретение не ограничивается этим. Например, в качестве лазерного осциллятора, который испускает лазерный луч с длиной волны более 7 мкм, могут использоваться волоконный лазер, рамановские волоконные лазеры, квантово-каскадный лазер и т.п.
[0072]
В вышеописанном варианте осуществления, как показано на Фиг. 1, был описан один пример, в котором лист 10 электротехнической стали с ориентированной зеренной структурой, состоящий из трехслойной структур, включающей основной стальной материал 12, стеклянную покровную пленку 14 и изолирующую покровную пленку 16, облучался лазерным лучом. Однако даже для стального листа, имеющего два слоя, включая основной стальной материал 12 и изолирующую покровную пленку 16 в качестве основной структуры без стеклянной покровной пленки 14, устройство 100 лазерной обработки этого варианта осуществления показывает эффект подавления образования дефектов в изолирующей покровной пленке 16 на концевых частях P2 и P3 ширины L лазерного сканирования. Причина этого заключается в том, что даже когда стеклянная покровная пленка 14 отсутствует, путем использования линейно-поляризованного света в качестве лазерного луча и задания угла θ в вышеописанном диапазоне количество лазерного луча, поглощаемое изолирующей покровной пленкой 16 на концевых частях P2 и P3 ширины L лазерного сканирования, может быть уменьшено. В качестве листа электротехнической стали с ориентированной зеренной структурой без стеклянной покровной пленки 14, известен лист электротехнической стали с ориентированной зеренной структурой, в котором поверхность основного стального материала имеет малую шероховатость и близка к зеркальной поверхности, и таким образом показывает ультранизкие характеристики потерь в сердечнике. В лист электротехнической стали с ориентированной зеренной структурой, имеющем такие ультранизкие характеристики потерь в сердечнике, для того, чтобы предотвратить образование ржавчины, вызванной доступностью основного стального материала 12, важно, чтобы дефекты не образовывались в изолирующей покровной пленке 16 во время облучения лазерным лучом. Как было описано выше, устройство 100 лазерной обработки этого варианта осуществления является эффективным для подавления образования дефектов.
[0073]
<Пример>
Для того, чтобы подтвердить эффективность Примеров в соответствии с описанным выше вариантом осуществления, будет описан пример теста подтверждения в соответствии с Примерами и Сравнительными Примерами.
[0074]
Сначала был подготовлен сляб, имеющий состав, который включает Si: 3,0 мас.%, C: 0,05 мас.%, Mn: 0,1 мас.%, растворимый в кислоте Al: 0,02 мас.%, N: 0,01 мас.%, S: 0,01 мас.%, P: 0,02 мас.%, а также Fe и неизбежные примеси в качестве остатка. Горячая прокатка сляба выполнялась при температуре 1280°C, производя тем самым горячекатаный материал, имеющий толщину 2,3 мм. Затем выполнялась термическая обработка горячекатаного материала при условиях 1000°C × 1 мин. После термической обработки выполнялось травление полученного листа, а затем холодная прокатка, производя тем самым холоднокатаный материал, имеющий толщину 0,23 мм. Обезуглероживающий отжиг этого холоднокатаного материала выполнялся при условиях 800°C × 2 мин. Затем разделительное средство отжига, содержащее главным образом оксид магния, было нанесено на обе поверхности холоднокатаного материала после обезуглероживающего отжига. В дополнение к этому, холоднокатаный материал, на который было нанесено разделительное средство отжига, был помещен в печь периодического действия в виде намотанного рулона, и его финишный отжиг выполнялся при условиях 1200°C × 20 час. Соответственно, был произведен основной стальной материал (тело стального листа), имеющий стеклянные покровные пленки, сформированные на его поверхностях. Затем изолирующий материал, сформированный из фосфата алюминия, наносился на стеклянные покровные пленки и спекался (при условиях 850°C × 1 мин), формируя тем самым изолирующие покровные пленки.
[0075]
Основной стальной материал, имеющий сформированные на нем изолирующие покровные пленки и стеклянные покровные пленки, облучался лазерным лучом таким образом, чтобы напряжение было придано поверхности основного стального материала.
[0076]
В качестве устройства лазерного облучения использовалось устройство 106 лазерного облучения, показанное на Фиг. 4, а в качестве лазерного осциллятора 102 использовался лазер на CO2. В Примерах 1-4 и в Сравнительном примере 1, что касается линейно-поляризованного лазерного луча, испускаемого из лазерного осциллятора 102, лазерный луч фокусировался на и сканировал лист 10 электротехнической стали с ориентированной зеренной структурой путем вращения λ/2 пластинки 125, предусмотренной между лазерным осциллятором 102 и металлическим зеркалом 126 на оптическом пути, при изменении угла θ между направлением линейной поляризации и направлением сканирования. В Сравнительном примере 2 λ/4 пластинка использовалась вместо λ/2 пластинки 125, и при условии, что поляризованный свет с круговой поляризацией использовался в качестве лазерного луча, лазерный луч фокусировался на и сканировал лист 10 электротехнической стали с ориентированной зеренной структурой. Поляризованный свет с круговой поляризацией включает в себя 50% P-поляризованного света и 50% S-поляризованного света. В дополнение к этому как в Примерах, так и в Сравнительных Примерах в качестве условий облучения лазерным лучом, достигающим листа 10 электротехнической стали с ориентированной зеренной структурой, мощность лазерного луча была установлена равной 2 кВт, диаметр луча в направлении сканирования был установлен равным 4 мм, диаметр луча в направлении прокатки был установлен равным 0,15 мм, и ширина развертки лазерного луча была установлена равной 500 мм.
[0077]
В дополнение к этому, образование ржавчины, вызванной образованием дефектов в стеклянной покровной пленке 14, определялось с помощью испытания на влажность. Испытание на влажность проводился в соответствии с японским промышленным стандартом JIS K 2246-5,34, и условия теста включали в себя температуру 50°C, влажность 98% и время теста 72 часа. После этого визуально проверялось, действительно ли образовалась ржавчина в той части, которая была облучена лазером. Что касается каждого из условий, были вырезаны 10 прямоугольных образцов, имеющих размер 100 мм в длину вдоль направления ширины стального листа и 500 мм в длину вдоль направления прокатки стального листа, и количество образцов, на которых образовалась ржавчина, было подсчитано и оценено.
[0078]
Результаты этого теста показаны в следующей Таблице 1. В Сравнительном примере 1 (θ=45° с линейно-поляризованным светом), в котором использовалось 50% P-поляризованного света и 50% S-поляризованного света, и в Сравнительном примере 2, в котором использовался лазерный луч с круговой поляризацией, образование ржавчины на концевой части ширины лазерного сканирования было существенным. С другой стороны, в Примерах 1-4, поскольку использовался линейно-поляризованный лазерный луч, и угол θ между направлением линейной поляризации и направлением сканирования был установлен большим, чем 45° и равным или меньшим чем 90°, образование ржавчины на концевой части ширины лазерного сканирования может быть в значительной степени подавлено. В частности, путем задания угла θ равным 70° или больше и 90° или меньше образование ржавчины может быть полностью предотвращено. Когда угол θ был равен 60°, хотя образование ржавчины на концевой части ширины лазерного сканирования не было подтверждено, было подтверждено частичное повреждение стеклянной покровной пленке 14. Поврежденная часть наблюдалась с помощью оптического микроскопа, и повреждение стеклянной покровной пленке 14 присутствовало, в то время как основной стальной материал не был виден снаружи. Предположительно именно это и служило причиной того, что ржавчина не образовалась. Когда поперечные сечения наблюдались с помощью микроскопа, в том случае, когда угол θ был равен 70° или больше, стеклянная покровная пленка 14 на концевой части ширины лазерного сканирования была целой.
[0079]
[Таблица 1]
[0080]
Из вышеописанных результатов испытаний можно заметить, что путем задания угла θ в диапазоне, в котором влияние S-поляризованного света по сравнению с влиянием P-поляризованного света становится преобладающим, то есть путем задания угла θ больше чем 45° и равным или меньше чем 90°, поглощение лазерного луча на концевой части ширины лазерного сканирования может быть уменьшено по сравнению со случаем неполяризованного света, и в результате может быть получен эффект подавления образования ржавчины на концевой части ширины лазерного сканирования.
[0081]
В дополнение к этому, в том случае, когда максимальный угол падения φMAX лазерного луча изменялся в диапазоне от 24° до 40°, в то время как угол θ между направлением линейной поляризации и направлением сканирования был установлен равным 90°, было проверено изменение количества образцов, на которых ржавчина образовалась на концевой части ширины L лазерного сканирования. Результаты показаны в Таблице 2.
[0082]
[Таблица 2]
[0083]
Результаты показаны в Таблице 2. Когда максимальный угол падения φMAX был равен 33°, хотя образование ржавчины на концевой части ширины лазерного сканирования не было подтверждено, было подтверждено частичное повреждение стеклянной покровной пленке 14. Поврежденная часть наблюдалась с помощью оптического микроскопа, и повреждение стеклянной покровной пленке 14 присутствовало, в то время как основной стальной материал не был виден снаружи. Это рассматривается в качестве причины, почему ржавчина не образовалась. С другой стороны, можно было заметить, что когда максимальный угол падения φMAX лазерного луча был выше 33°, количество образцов, в которых ржавчина образовалась на концевой части ширины L лазерного сканирования, быстро увеличивалось. Предположительно причина этого заключается в том, что когда максимальный угол падения φMAX лазерного луча был выше 33°, увеличение длины пути относительно справочной длины пути становилось более высоким, чем 19%. Таким образом, было экспериментально подтверждено, что для того, чтобы надежно предотвратить образование ржавчины по всей ширине L лазерного сканирования, предпочтительно, чтобы максимальный угол падения φMAX лазерного луча устанавливался на основе вышеописанного условного выражения (1).
[0084]
<Заключение>
Как было описано выше, в устройстве 100 лазерной обработки в соответствии с этим вариантом осуществления угол θ между направлением линейной поляризации света, сканирующего лист 10 электротехнической стали с ориентированной зеренной структурой, и направлением сканирования лазерного луча устанавливается большим чем 45° и равным или меньше чем 90°.
[0085]
Соответственно поглощение лазерного луча на концевых частях P2 и P3 ширины L лазерного сканирования стеклянной покровной пленки 14 может быть уменьшено. Следовательно, даже при том, что длина пути лазерного луча на концевых частях P2 и P3 увеличивается благодаря наклонному падению, увеличение мощности, поглощаемой изолирующей покровной пленкой 16 и стеклянной покровной пленкой 14 на концевых частях P2 и P3, может быть подавлено. В результате образование дефектов в стеклянной покровной пленке 14 на концевых частях P2 и P3 ширины L лазерного сканирования может быть подавлено. Кроме того, как описано выше, поскольку мощность лазерного луча, поглощенная в центральной части P1 ширины L лазерного сканирования, не уменьшается, эффект сокращения потерь в сердечнике в центральной части P1 не ухудшается. Таким образом, сокращение потерь в сердечнике и предотвращение образования дефектов в стеклянной покровной пленке 14 могут быть одновременно реализованы по всей ширине L лазерного сканирования.
[0086]
В устройстве 100 лазерной обработки в соответствии с этим вариантом осуществления, поскольку могут быть достигнуты описанные выше снижение потерь в сердечнике и подавление дефектов в стеклянной покровной пленке 14, лист 10 электротехнической стали с ориентированной зеренной структурой с низкими потерями в сердечнике может быть произведен с одновременным подавлением образования дефектов в стеклянной покровной пленке 14. Следовательно, причина увеличения затрат из-за повторного нанесения изолирующей покровной пленки 16 вследствие образования дефектов в стеклянной покровной пленке 14 может быть исключена. В результате лист 10 электротехнической стали с ориентированной зеренной структурой с ультранизкими потерями в сердечнике может быть обеспечен с более низкими затратами. Кроме того, с точки зрения реализации снижения расхода энергии посредством глобального использования листа 10 электротехнической стали с ориентированной зеренной структурой с ультранизкими потерями в сердечнике может быть достигнут большой экономический эффект.
[0087]
В то время как предпочтительный вариант осуществления настоящего изобретения был подробно описан со ссылками на приложенные чертежи, настоящее изобретение не ограничивается этими примерами. Специалистам в технической области, к которой принадлежит настоящее изобретение, должно быть понятно, что различные изменения и модификации могут быть сделаны без отхода от технической сущности, описанной в формуле изобретения, и следует понимать, что эти изменения и модификации, естественно, относятся к технической области охвата настоящего изобретения.
КРАТКОЕ ОПИСАНИЕ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0088]
10: ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ
12: ТЕЛО ЛИСТА СТАЛИ
14: СТЕКЛЯННАЯ ПЛЕНКА ПОКРЫТИЯ
16: ИЗОЛИРУЮЩАЯ ПОКРОВНАЯ ПЛЕНКА
100: УСТРОЙСТВО ЛАЗЕРНОЙ ОБРАБОТКИ
102: ЛАЗЕРНЫЙ ОСЦИЛЛЯТОР
104: ПУТЬ РАСПРОСТРАНЕНИЯ ЛАЗЕРНОГО ЛУЧА
106: УСТРОЙСТВО ЛАЗЕРНОГО ОБЛУЧЕНИЯ
125: λ/2 ПЛАСТИНА
126: МЕТАЛЛИЧЕСКОЕ ЗЕРКАЛО
128: МНОГОУГОЛЬНОЕ ЗЕРКАЛО
130: ПАРАБОЛИЧЕСКОЕ ЗЕРКАЛО
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2673271C2 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2678351C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682364C1 |
| ЭЛЕКТРОТЕХНИЧЕСКАЯ ЛИСТОВАЯ СТАЛЬ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2605725C2 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2020 |
|
RU2790283C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2017 |
|
RU2699344C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2746949C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2020 |
|
RU2771129C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2011 |
|
RU2509813C1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682363C1 |




Изобретение относится к области металлургии. Для исключения образования дефектов в стеклянной покровной пленке устройство для лазерной обработки листа содержит лазерный осциллятор, испускающий лазерный луч, причем лазерный луч, фокусируемый на лист электротехнической стали с ориентированной зеренной структурой, представляет собой линейно-поляризованный свет и сканируется в направлении сканирования, и угол между направлением линейной поляризации и направлением сканирования составляет более 45° и равен или не более 90°. 8 з.п. ф-лы, 11 ил., 2 табл.
1. Устройство для лазерной обработки листа электротехнической стали с ориентированной зеренной структурой, содержащее лазерный осциллятор, испускающий лазерный луч, причем лазерный луч, фокусируемый на лист электротехнической стали с ориентированной зеренной структурой, представляет собой линейно-поляризованный свет и сканируется в направлении сканирования, и угол между направлением линейной поляризации и направлением сканирования составляет более 45° и равен или не более 90°.
2. Устройство по п. 1, которое обеспечивает максимальный угол φMAX падения лазерного луча на лист электротехнической стали с ориентированной зеренной структурой в соответствии со следующим выражением (1)
1/cosφMAX ≤ 1,19 …(1)
3. Устройство по п. 1,
в котором длина волны лазерного луча, фокусируемого на лист электротехнической стали с ориентированной зеренной структурой, составляет больше чем 7 мкм.
4. Устройство по п. 2, в котором длина волны лазерного луча, фокусируемого на лист электротехнической стали с ориентированной зеренной структурой, составляет больше чем 7 мкм.
5. Устройство по п. 1, в котором лазерный осциллятор представляет собой CO2-лазер.
6. Устройство по п. 2, в котором лазерный осциллятор представляет собой CO2-лазер.
7. Устройство по п. 3, в котором лазерный осциллятор представляет собой CO2-лазер.
8. Устройство по п. 4, в котором лазерный осциллятор представляет собой CO2-лазер.
9. Устройство по любому из пп. 1-8, в котором форма лазерного луча, сфокусированного на лист электротехнической стали с ориентированной зеренной структурой, представляет собой эллипс, и направление малой оси эллипса перпендикулярно направлению сканирования.
| WO 2004083465 A1, 30.09.2004 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕКРАСНЫМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2006 |
|
RU2371487C1 |
| WO 2010042833 A1, 15.04.2010 | |||
| ЛИСТ ТЕКСТУРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, БОЛЕЕ СОВЕРШЕННЫЙ ПО ПОТЕРЯМ МОЩНОСТИ | 2007 |
|
RU2400542C1 |
| US 6091047 A, 18.07.2000. | |||

