Область техники
[0001] Настоящее изобретение относится к устройству лазерного сканирования, способу лазерного сканирования, устройству лазерной обработки и способу изготовления листа электротехнической стали.
Уровень техники
[0002] Традиционно были известны устройства лазерного сканирования, облучающие поверхности объектов лазерными пучками и сканирующие по поверхностям объектов лазерными пучками для обработки поверхностей объектов или модифицирования поверхности объектов. Такие устройства лазерного сканирования включают устройство, снабженное блоком вывода лазерного пучка, который выводит лазерный пучок, многогранным зеркалом, которое закреплено на оси вращения и отражает лазерный пучок, выведенный из блока вывода лазерного пучка, и оптической системой, которая направляет отраженный в многогранном зеркале лазерный пучок на поверхность объекта, например, описанное на Фиг. 2 в публикации заявки Японии на национальной фазе (JP-A) №2018-507111.
[0003] Патентный документ: публикация заявки Японии на национальной фазе (JP-А) №2018-507111.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] Между тем, в способе изготовления листа электротехнической стали известно управление магнитными доменами, при котором непрерывно пропускают стальной лист в форме полосы и поверхность стального листа сканируют и облучают лазерным пучком практически параллельно направлению по ширине листа, с созданием термического напряжения или канавки, тем самым улучшая магнитные потери. В этом способе изготовления направление сканирования лазерным пучком представляет собой одно направление в направлении по ширине листа, и вращающееся многогранное зеркало является наиболее подходящим в качестве устройства сканирования однонаправленным лазерным пучком.
[0005] Следует отметить, что ширина листа электротехнической стали обычно составляет 1000 мм или более, а ширина сканирования устройством лазерного облучения составляет примерно 150-200 мм. Поэтому требуются от пяти до семи устройств лазерного облучения. Когда соседние линии сканирования отделены друг от друга так, что в направлении по ширине листа возникает не облучаемый лазером участок, значительно уменьшается эффект снижения магнитных потерь. Таким образом, необходимо располагать устройства лазерного облучения так, чтобы соседние линии облучения не имели зазора или перекрывали друг друга на несколько миллиметров (мм). При этом, еслився ширина устройства лазерного облучения является большей, чем ширина сканирования лазером, необходимо выполнять устройство лазерного облучения протяженным в направлении пропускания листа с тем, чтобы сделать соседние линии сканирования перекрывающими друг друга, а значит, существует такая проблема, что оборудование увеличивается в размере.
[0006] Поэтому предпочтительно, чтобы ширина линии лазерного сканирования в расчете на устройство была как можно больше, но в оптической системе сканирования с использованием отражения от многогранного зеркала существует такая проблема, что происходит потеря мощности из-за отражения лазерного пучка с конечным диаметром между соседними зеркалами (то есть на углах зеркал) многогранного зеркала, которое представляет собой многоугольник. Чтобы сократить эту потерю, необходимо относительно увеличить длину отражающей поверхности многогранного зеркала в окружном направлении по отношению к диаметру пучка, падающего на многогранное зеркало. То есть необходимо увеличить диаметр многогранного зеркала.
[0007] Здесь, в случае, когда ось вращения многогранного зеркала перпендикулярна направлению лазерного сканирования, то есть, в случае, когда поверхность вращения многогранного зеркала параллельна поверхности сканирования, а диаметр многогранного зеркала велик, ширина устройства лазерного облучения в направлении сканирования становится большей, чем диаметр многогранного зеркала, в результате этого возрастает ширина, занимаемая устройством лазерного сканирования. Поэтому необходимо выполнять устройство лазерного облучения протяженным в направлении пропускания листа с тем, чтобы располагать линии лазерного сканирования на поверхности листа электротехнической стали без какого-либо промежутка в направлении по ширине листа, и возникает такая проблема, что оборудование увеличивается в размере.
[0008] Изобретение нацелено на сокращение ширины, занимаемой устройством лазерного сканирования, по сравнению с традиционным устройством лазерного сканирования, примером которого является устройство лазерного сканирования или т.п., в котором плоскость вращения многогранного зеркала параллельна поверхности объекта, и обеспечение возможности компактного расположения множества линий лазерного сканирования в направлении по ширине листа.
[0009] Чтобы решить вышеуказанную проблему, устройство лазерного сканирования согласно первому аспекту изобретения представляет собой устройство лазерного сканирования, которое сканирует поверхность объекта лазерным пучком и включает в себя: блок вывода лазерного пучка, который излучает лазерный пучок; многогранное зеркало, которое имеет многоугольную форму, включающую верхнюю поверхность и нижнюю поверхность, являющиеся многоугольными, в котором по меньшей мере любая одна поверхность, кроме верхней поверхности и нижней поверхности, выполнена в виде зеркала, которое вращается вокруг оси, служащей осью вращения и пронизывающей верхнюю поверхность и нижнюю поверхность, и котороевызывает отражение в зеркале лазерного пучка, излучаемого из блока вывода лазерного пучка; и оптическую систему, которая направляет отраженный в многогранном зеркале лазерный пучок на поверхность объекта, причем ось вращения многогранного зеркала параллельна поверхности объекта и практически параллельна направлению, в котором происходит сканирование лазерным пучком.
[0010] Чтобы решить проблему, способ лазерного сканирования согласно второму аспекту изобретения представляет собой способ лазерного сканирования со сканированием поверхности объекта лазерным пучком, включающий: стадию вывода лазерного пучка с излучением лазерного пучка с использованием блока вывода лазерного пучка; стадию отражения с отражением лазерного пучка, излучаемого из блока вывода лазерного пучка, в зеркале с использованием многогранного зеркала, которое имеет многоугольную форму, включающую верхнюю поверхность и нижнюю поверхность, являющиеся многоугольными, в котором по меньшей мере любая одна поверхность, кроме верхней поверхности и нижней поверхности, выполнена в виде зеркала, и которое вращается вокруг оси, служащей осью вращения и пронизывающей верхнюю поверхность и нижнюю поверхность; и стадию направления света с направлением отраженного в многогранном зеркале лазерного пучка на поверхность объекта с использованием оптической системы, причем ось вращения многогранного зеркала параллельна поверхности объекта и практически параллельна направлению, в котором происходит сканирование лазерным пучком.
[0011] Согласно изобретению можно сократить ширину, занимаемую устройством лазерного сканирования, по сравнению с традиционным устройством лазерного сканирования, примером которого является устройство лазерного сканирования или т.п., в котором плоскость вращения многогранного зеркала практически параллельна поверхности объекта, и компактно расположить множество линий лазерного сканирования в направлении по ширине листа.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0012] Фиг. 1 - вид в перспективе устройства лазерного сканирования по первому варианту осуществления.
Фиг. 2 - вид сверху устройства лазерного сканирования по первому варианту осуществления.
Фиг. 3 - вид для описания эффективной длины сканирования лазерным пучком по первому варианту осуществления.
Фиг. 4 - вид сверху устройства лазерной обработки по первому варианту осуществления.
Фиг. 5 - вид в перспективе устройства лазерного сканирования по второму варианту осуществления.
Фиг. 6 - вид сверху устройства лазерного сканирования по второму варианту осуществления.
Фиг. 7 - вид сверху устройства лазерной обработки по второму вариантуосуществления.
Фиг. 8 - вид в перспективе первого поворотного элемента, применяемого в первой модификации устройства лазерного сканирования по второму варианту осуществления.
Фиг. 9 - вид сверху первого поворотного элемента, применяемого в первой модификации устройства лазерного сканирования по второму варианту осуществления.
Фиг. 10 - вид в перспективе второго поворотного элемента, применяемого во второй модификации устройства лазерного сканирования по второму варианту осуществления.
Фиг. 11 - вид спереди второго поворотного элемента, применяемого во второй модификации устройства лазерного сканирования по второму варианту осуществления.
Фиг. 12 - вид спереди второго поворотного элемента, применяемого во второй модификации устройства лазерного сканирования по второму варианту осуществления.
Фиг. 13 - вид сверху второго поворотного элемента, применяемого во второй модификации устройства лазерного сканирования по второму варианту осуществления.
Фиг. 14 - вид сбоку второго поворотного элемента, применяемого во второй модификации устройства лазерного сканирования по второму варианту осуществления.
Фиг. 15 - вид в перспективе устройства лазерного сканирования по третьему варианту осуществления.
Фиг. 16 - вид сверху устройства лазерного сканирования по третьему варианту осуществления.
Фиг. 17 - вид сверху устройства лазерной обработки по третьему варианту осуществления.
Фиг. 18 - вид сверху устройства лазерного сканирования по четвертому варианту осуществления.
Фиг. 19 - вид сверху устройства лазерной обработки по четвертому варианту осуществления.
Фиг. 20 - вид в перспективе устройства лазерного сканирования по сравнительному примеру.
Фиг. 21 - вид сверху устройства лазерного сканирования по сравнительному примеру.
Фиг. 22 - вид для описания эффективной длины сканирования лазерным пучком по сравнительному примеру.
Фиг. 23 - вид для описания идеальной длины сканирования лазерным пучком по сравнительному примеру.
Фиг. 24 - вид сверху устройства лазерной обработки по сравнительному примеру.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0013] Далее будут описаны варианты осуществления изобретения с первого до четвертого. В нижеследующем описании чертежей одинаковые ссылочные позиции или сходные ссылочные позиции присвоены одинаковым частям и сходным частям. Однако взаимосвязь между размерами по толщине и в плоскости, соотношения толщинсоответствующих устройств и элементов и тому подобные на чертежах отличаются от фактических величин. Поэтому конкретные толщины и размеры должны определяться с учетом нижеследующего описания. В дополнение, имеются части, имеющие различные размерные взаимосвязи и соотношения между соответствующими чертежами.
[0014] Сначала будут описаны проблемы в случае осуществления лазерной обработки на листе анизотропной электротехнической стали с использованием устройства лазерного сканирования.
[0015] В недавние годы были проведены различные исследования в отношении так называемого способа управления магнитными доменами, в котором магнитные потери в листе анизотропной электротехнической стали (далее называемом листом электротехнической стали) сокращают путем облучения поверхности листа электротехнической стали слабым лазерным пучком, сфокусированным до диаметра 1 мм или менее, пропуская лист электротехнической стали с высокой скоростью в направлении прокатки с выполнением сканирования в направлении по ширине листа и формированием обработанных участков, которые представляют собой линейные напряжения или канавки, на поверхности листа электротехнической стали через регулярные интервалы.
[0016] В таком способе управления магнитными доменами, например, применяют устройство лазерного сканирования с многогранным зеркалом, использующее многогранное зеркало для выполнения сканирования лазерным пучком. Однако, если предпринималась попытка сформировать обработанный участок на поверхности листа электротехнической стали проведением сканирования только с одним устройством лазерного сканирования в случае, когда лист электротехнической стали, имеющий ширину листа примерно от 1,0 м до 1,5 м, пропускают со скоростью примерно 100 м в минуту, требуется многогранное зеркало, способное сканировать лазерным пучком со сверхвысокой скоростью, и нужен блок вывода лазерного пучка, имеющий высокую выходную мощность. Однако устройство лазерного сканирования, включающее в себя такое многогранное зеркало и такой блок вывода лазерного пучка, становится чрезвычайно дорогостоящим. В дополнение, затруднительно создание зеркала или линзы, способных равномерно фокусировать лазерный пучок до диаметра 1 мм или менее по всей в направлении по ширине листа электротехнической стали, имеющем ширину примерно от 1,0 м до 1,5 м. Даже если такие зеркало или линза могут быть созданы, устройство лазерного сканирования, включающее такие зеркало или линзу, становится чрезвычайно дорогостоящим.
[0017] В этом отношении, чтобы снизить стоимость, применяют метод, в котором множество устройств лазерного сканирования размещают в направлении по ширине листа электротехнической стали, причем ширину сканирования в расчете на одно устройство лазерного сканирования настраивают настолько короткой, чтобы сканирование могло быть выполнено практически по всей площади в направлении по ширине листа электротехнической стали с использованием множества лазерных пучков.
(Сравнительный пример)
[0018] Фигуры 20 и 21 иллюстрируют устройство 150 лазерного сканирования согласно сравнительному примеру как пример устройства лазерного сканирования с многогранным зеркалом. Устройство 150 лазерного сканирования согласно сравнительному примеру включает в себя блок 152 вывода лазерного пучка, плоское зеркало 154, многогранное зеркало 156, двигатель 160 и фокусирующее зеркало 170. Направление Х-оси соответствует направлению по ширине листа 40 электротехнической стали, направление Y-оси соответствует направлению по длине листа 40 электротехнической стали, а направление Z-оси соответствует направлению по толщине листа 40 электротехнической стали. Лист 40 электротехнической стали пропускают с отрицательной стороны к положительной стороне в направлении Y-оси. Далее, в некоторых случаях, направление по ширине листа 40 электротехнической стали называется направлением Х-оси, направление по длине листа 40 электротехнической стали называется направлением Y-оси, а направление по толщине листа 40 электротехнической стали может называться направлением Z-оси.
[0019] Блок 152 вывода лазерного пучка излучает лазерный пучок В, и плоское зеркало 154 отражает лазерный пучок В, излучаемый из блока 152 вывода лазерного пучка, в сторону многогранного зеркала 156. Многогранное зеркало 156 выполнено в форме диска с использованием короткой многоугольной призмы, и зеркала предусмотрены на поверхностях соответственных граней, соответствующих наружной периферийной поверхности, так, что образуется множество зеркальных поверхностей 162. Многогранное зеркало 156 закреплено на оси 164 вращения двигателя 160 и вращается совместно с осью 164 вращения.
[0020] Ось 164 вращения проходит в направлении нормали к поверхности листа 40 электротехнической стали (то есть в направлении Z-оси), и плоскость вращения многогранного зеркала 156 практически параллельна поверхности листа 40 электротехнической стали (то есть практически параллельна плоскости X-Y). Многогранное зеркало 156 отражает лазерный пучок В, отраженный в плоском зеркале 154, в сторону фокусирующего зеркала 170 посредством зеркала той зеркальной поверхности 162, которая сдвинулась в положение, обращенное к плоскому зеркалу 154 в направлении Х-оси и обращенное к фокусирующему зеркалу 170 в направлении Y-оси, среди множества зеркальных поверхностей 162. Фокусирующее зеркало 170 отражает лазерный пучок В, отраженный в зеркальной поверхности 162, в сторону листа 40 электротехнической стали и вызывает фокусирование лазерного пучка В на поверхности листа 40 электротехнической стали.
[0021] Когда многогранное зеркало 156 вращается, угол отражения лазерного пучка В во время его отражения в зеркале зеркальной поверхности 162 непрерывно изменяется, и изменяется положение падения лазерного пучка В, падающего на фокусирующее зеркало 170. В результате этого изменяется облучаемое лазерным пучком В положение на листе 40 электротехнической стали, и поверхность листа 40 электротехнической стали непрерывно сканируется лазерным пучком В, за счет чего на поверхности листа 40электротехнической стали формируется обработанный участок 42, который представляет собой линейное напряжение или канавку. Кроме того, зеркальная поверхность 162, которая отражает лазерный пучок В, поворачивается, сменяясь следующей зеркальной поверхностью 162 по мере вращения многогранного зеркала 156, так что облучаемое лазерным пучком В положение на листе 40 электротехнической стали изменяется прерывисто. В то же время, лист 40 электротехнической стали движется с постоянной скоростью в Y-направлении, так что следующий обработанный участок 42 образуется на поверхности листа 40 электротехнической стали через регулярный интервал в направлении Y-оси от обрабатываемого в данный момент участка 42. Фиг. 20 для удобства иллюстрирует лишь обрабатываемый в данный момент участок 42.
[0022] Однако возникают следующие проблемы, если множество устройств 150 лазерного сканирования, как описано выше, размещены в направлении по ширине листа 40 электротехнической стали для сканирования множеством лазерных пучков В в направлении по ширине листа 40 электротехнической стали, чтобы выполнять сканирование практически по всей площади в направлении по ширине листа 40 электротехнической стали.
[0023] Фиг. 22 представляет собой вид, иллюстрирующий эффективную длину Ls' сканирования лазерным пучком В. Эффективная длина Ls' сканирования соответствует диаметру отраженного в многогранном зеркале 156 лазерного пучка во время достижения листа 40 электротехнической стали, движущемуся на поверхности листа электротехнической стали вдоль направления оси 164 вращения многогранного зеркала 156 во время периода между тем, как диаметр лазерного пучка В, который имеет конечный диаметр di пучка и излучается блоком 152 вывода лазерного пучка, во время достижения зеркала, образованного на зеркальной поверхности 162 многогранного зеркала 156, приходит в контакт с одним краем зеркала, до тех пор, пока он не придет в контакт с другим концом зеркала по мере вращения многогранного зеркала 156.
[0024] Предполагается, что диаметр di лазерного пучка В, излучаемого из блока 152 вывода лазерного пучка, в общем определяется как диаметр, при котором интенсивность составляет «1/е2» центральной интенсивности по оптической оси, с предположением, что распределение интенсивности лазерного пучка В в направлении, параллельном плоскости вращения многогранного зеркала 156, представляет собой гауссово распределение, и в качестве диаметра области, включающей примерно 86% всей мощности лазерного пучка В, но может быть определен, если уместно, как диаметр области, включающей 90% всей мощности, диаметр области, включающей 95% всей мощности, или тому подобное.
[0025] Фиг. 23 представляет собой вид для описания идеальной длины Ls'' сканирования лазерным пучком В. Идеальная длина Ls'' сканирования соответствует длине оптической оси во время, когда отраженный в многогранном зеркале 156 лазерный пучок достигает листа 40 электротехнической стали, причем оптическая ось движется по поверхности листа электротехнической стали вдоль направления оси 164 вращениямногогранного зеркала 156, в течение периода времени между тем, как оптическая ось во время, когда лазерный пучок В (то есть лазерный пучок В, диаметр которого можно рассматривать как точку), излучаемый из блока 152 вывода лазерного пучка, достигает описанного выше зеркала, образованного на зеркальной поверхности 162 многогранного зеркала 156, приходит в контакт с одним краем зеркала, до тех пор, пока она не придет в контакт с другим концом зеркала по мере вращения многогранного зеркала 156.
[0026] В описанном выше устройстве лазерного сканирования с многогранным зеркалом на границе между множеством зеркальных поверхностей 162, образованных на наружной периферийной поверхности многогранного зеркала 156, возникает диффузное отражение лазерного пучка В и/или разделенное отражение лазерного пучка В. Таким образом, мощность лазерного пучка В, с которой происходит облучение поверхности листа 40 электротехнической стали, снижается в тот промежуток времени, когда наружная форма лазерного пучка В проходит границу и эта граница находится внутри наружной формы лазерного пучка В, а значит, эффективная длина Ls' сканирования, полученная с учетом величины диаметра лазерного пучка В, является более короткой, чем идеальная длина Ls'' сканирования, полученная без учета величины диаметра лазерного пучка В.
[0027] Поэтому в случае, когда множество устройств лазерного сканирования с многогранным зеркалом размещены в направлении по ширине листа 40 электротехнической стали для сканирования множеством лазерных пучков В в направлении по ширине листа 40 электротехнической стали, возрастает число устройств 150 лазерного сканирования, необходимых для сканирования множеством лазерных пучков В в направлении по ширине листа 40 электротехнической стали.
[0028] В устройстве 150 лазерного сканирования согласно описанному выше сравнительному примеру потери на отражение лазерного пучка В на границе между множеством зеркальных поверхностей 162 определяется отношением между тангенциальной длиной Lm зеркальной поверхности 162 вдоль тангенциального направления многогранного зеркала 156 и диаметром di лазерного пучка В, падающего на зеркальную поверхность 162. Например, если тангенциальная длина Lm является достаточно большей, чем диаметр di лазерного пучка, потери на отражение снижаются, а эффективная длина Ls' сканирования возрастает.
[0029] При этом возможно уменьшить диаметр di пучка, чтобы увеличить отношение Lm/di для сокращения потерь на отражение лазерного пучка В, но диаметр df фокусирования лазерного пучка В пропорционален величине 1/di, как показано в нижеследующей Формуле (1).
df=α×(f×λ)/di(1)
Здесь α - константа, уникальная для лазерного пучка В, λ - длина волны лазерного пучка В, а f - фокусное расстояние фокусирующего зеркала 170.
[0030] Таким образом, когда диаметр di пучка уменьшается, снижается эффективность фокусирования лазерного пучка В, и существует возможность того, что трудно сформировать напряжение или канавку на поверхности листа 40электротехнической стали. В случае, когда применяют лазерный пучок В с высокой выходной мощностью, как в случае, когда на поверхности листа 40 электротехнической стали формируют канавку, существует такая проблема, что плотность мощности на зеркальной поверхности увеличивается, если сокращается диаметр di пучка, а также возникает проблема повреждения зеркала. Поэтому существует предел сокращения диаметра di пучка.
[0031] Кроме того, чтобы увеличить отношение Lm/di, возможно увеличивать тангенциальную длину Lm. Чтобы увеличить тангенциальную длину Lm, может быть увеличен диаметр многогранного зеркала 156. Однако в устройстве 150 лазерного сканирования согласно сравнительному примеру плоскость вращения многогранного зеркала 156 параллельна поверхности листа 40 электротехнической стали. Таким образом, когда увеличивается диаметр многогранного зеркала 156, возрастает ширина w (то есть ширина, занимаемая устройством 150 лазерного сканирования) устройства 150 лазерного сканирования, как проиллюстрировано на Фиг. 21. Поэтому существует проблема, что затруднительно установить все устройства 150 лазерного сканирования бок о бок в направлении по ширине листа 40 электротехнической стали вследствие ограниченного места установки.
[0032] В этом отношении возможно размещение множества устройств 150 лазерного сканирования бок о бок в направлении по ширине листа и направлении по длине листа 40 электротехнической стали, как проиллюстрировано на Фиг. 24. Однако в случае, когда множество устройств 150 лазерного сканирования размещают бок о бок в направлении по ширине листа и направлении по длине листа 40 электротехнической стали, как описано выше, существует та проблема, что устройство 180 лазерной обработки, включающее множество устройств 150 лазерного сканирования, в целом увеличивается в размере и повышается стоимость.
[0033] Следует отметить, что конфигурация, в которой свет в направлении плоскости X-Y пучка фокусируется единственным фокусирующим зеркалом 170, была описана как фокусирующий элемент в сравнительном примере, проиллюстрированном на Фиг. 20, но в качестве еще одного способа вместо фокусирующего зеркала 170 может быть применена fθ-линза. В альтернативном варианте, вместо фокусирующего зеркала 170 применяют конфигурацию, в которой перед плоским зеркалом 154 используют конденсорную линзу, а вместо фокусирующего зеркала 170 применяют плоское зеркало, или может быть использована конфигурация, в которой фокусирующее зеркало, которое фокусирует только свет в направлении Х-оси лазерного пучка В, и фокусирующее зеркало, которое фокусирует только свет в направлении Y-оси, комбинируют, заставляя лазерный пучок В фокусироваться на эллипсе. В любой конфигурации существует предел сокращения диаметра di пучка на зеркальной поверхности 22 многогранного зеркала 156 из описанных выше соображений, а значит, необходимо увеличивать диаметр многогранного зеркала 156, чтобы увеличить эффективную длину Ls' сканирования.
[Первый вариант осуществления]
[0034] Далее будет описан первый вариант осуществления изобретения.
[0035] Первый вариант осуществления изобретения был создан с учетом вышеуказанных проблем и нацелен на предоставление устройства лазерного сканирования, способного сократить занимаемую устройством лазерного сканирования ширину по сравнению с конфигурацией, в которой плоскость вращения многогранного зеркала параллельна поверхности листа электротехнической стали, как в устройстве лазерного сканирования согласно сравнительному примеру, и, кроме того, на предоставление устройства лазерной обработки, способного обеспечить сокращение размеров и снижение стоимости путем уменьшения числа устройств лазерного сканирования, необходимых для сканирования множеством лазерных пучков в направлении по ширине листа электротехнической стали.
[0036] В изобретении поверхность заданного объекта облучают лазерным пучком В для обработки поверхности объекта или модифицирования поверхности объекта, как будет описано далее. В качестве объекта могут быть использованы различные металлические материалы. Например, может быть применен лист 40 электротехнической стали, и особенно предпочтительным является применение листа анизотропной электротехнической стали, и поэтому нижеследующее описание будет приведено с использованием листа 40 электротехнической стали в качестве примера объекта.
(Устройство лазерного сканирования)
[0037] Как проиллюстрировано на Фиг. 1, устройство 10 лазерного сканирования согласно первому варианту осуществления включает блок 12 вывода лазерного пучка, плоское зеркало 14, многогранное зеркало 16, оптическую систему 18 и двигатель 20.
[0038] Блок 12 вывода лазерного пучка излучает лазерный пучок В, излучаемый источником лазерного излучения (не проиллюстрирован) и передаваемый с использованием оптического волокна или тому подобного в сторону плоского зеркала 14, описываемого позже. Блок 12 вывода лазерного пучка размещен, например, на положительной стороне в направлении Y-оси (другими словами, стороне положительного направления Y-оси) многогранного зеркала 16 и на положительной стороне в направлении Z-оси (другими словами, стороне положительного направления Z-оси) листа 40 электротехнической стали. Блок 12 вывода лазерного пучка размещен в направлении, в котором лазерный пучок В излучается в отрицательную сторону в направлении Z-оси (другими словами, сторону отрицательного направления Z-оси, то есть в сторону листа 40 электротехнической стали).
[0039] Плоское зеркало 14 отражает лазерный пучок В, вышедший из блока 12 вывода лазерного пучка, и изменяет направление хода лазерного пучка В на направление к зеркальной поверхности 22 многогранного зеркала 16, описываемого позже. Например, плоское зеркало 14 размешено в пространстве с нижней стороны (то есть отрицательной стороны в направлении Z-оси) от блока 12 вывода лазерного пучка и с верхней стороны (то есть положительной стороны в направлении Z-оси) от листа 40 электротехнической стали, и расположено на оптическом пути лазерного пучка В между блоком 12 выводалазерного пучка и описываемым позже многогранным зеркалом 16. В этом случае плоское зеркало 14 размещено в том направлении, в котором лазерный пучок В, вышедший из блока 12 вывода лазерного пучка, отражается в отрицательную сторону в направлении Z-оси (то есть в сторону многогранного зеркала 16).
[0040] Многогранное зеркало 16 имеет многоугольную форму, имеющую верхнюю поверхность (то есть верхнюю сторону) и нижнюю поверхность (то есть нижнюю сторону), которые являются многоугольными. В многогранном зеркале 16 по меньшей мере одна поверхность, кроме верхней поверхности и нижней поверхности, выполнена в виде зеркала с образованием зеркальной поверхности 22. Многогранное зеркало 16 вращается вокруг оси, служащей осью 24 вращения и пронизывающей верхнюю поверхность и нижнюю поверхность. Многогранное зеркало 16 отражает лазерный пучок В, излученный из блока 12 вывода лазерного пучка и отраженный в плоском зеркале 14, от зеркала на зеркальной поверхности 22.
[0041] Поэтому направление лазерного пучка В, отраженного на зеркальной поверхности 22, изменяется согласно вращению многогранного зеркала 16, а также изменяется то положение, где лазерный пучок В достигает поверхности листа 40 электротехнической стали через оптическую систему 18, которая будет описана позже. Поэтому поверхность листа 40 электротехнической стали может быть сканирована лазерным пучком В согласно вращению многогранного зеркала 16. Хотя верхняя поверхность и нижняя поверхность многогранного зеркала 16 являются многоугольниками, есть ситуация, когда многоугольники рассматриваются как круги, и их диагональная линия выражена в нижеследующем описании как «наружный диаметр».
[0042] Ось 24 вращения многогранного зеркала 16 зафиксирована на оси вращения двигателя 20 и вращается заодно с нею. Двигатель 20 может включать механизм снижения скорости, соединенный с осью 24 вращения. Ось 24 вращения многогранного зеркала 16 проходит параллельно поверхности листа 40 электротехнической стали и простирается, например, в направлении Х-оси. Плоскость вращения многогранного зеркала 16 представляет собой плоскость Y-Z, перпендикулярную направлению Х-оси, если смотреть в направлении Z-оси. Многогранное зеркало 16 размещено в положении, где лазерный пучок В отражается в первом зеркале 26, которое будет описано позже, находящемся на практически отрицательной стороне в направлении Z-оси в случае, при котором множественные зеркальные поверхности 22 расположены обращенными к плоскому зеркалу 14 практически в направлении Y-оси и обращенными к первому зеркалу 26 практически в направлении Z-оси.
[0043] Оптическая система 18 представляет собой группу оптических элементов, которая направляет отраженный в многогранным зеркале 16 лазерный пучок В на поверхность листа 40 электротехнической стали, который является объектом. Оптическая система 18 может быть образована комбинированием известных оптических элементов надлежащим образом и включает, например, первое зеркало 26, второе зеркало 28 и фокусирующее зеркало 30.
[0044] Первое зеркало 26 размещено на отрицательной стороне в направлении Z-оси обращенным к зеркальной поверхности 22, которая отражает лазерный пучок В, среди множества зеркальных поверхностей 22. Первое зеркало 26 размещено в направлении, в котором лазерный пучок В, будучи отраженным в зеркальной поверхности 22, отражается в положительную сторону в направлении Х-оси. Первое зеркало 26 расположено в направлении, в котором оптическая ось первого зеркала 26 параллельна направлению X-оси.
[0045] Второе зеркало 28 размещено на положительной стороне в направлении X-оси относительно первого зеркала 26 и расположено в направлении, в котором лазерный пучок В, будучи отраженным в первом зеркале 26, отражается в положительную сторону в направлении Y-оси. Второе зеркало 28 размещено в направлении, в котором оптическая ось второго зеркала 28 параллельна направлению Y-оси. Фокусирующее зеркало 30, например, представляет собой фокусирующее параболическое зеркало.
[0046] Фокусирующее зеркало 30 размещено на положительной стороне в направлении Y-оси относительно второго зеркала 28 и на положительной стороне в направлении Z-оси относительно листа 40 электротехнической стали. Фокусирующее зеркало 30 расположено в направлении, в котором лазерный пучок В, будучи отраженным во втором зеркале 28, отражается в отрицательную сторону в направлении Z-оси (то есть в сторону листа 40 электротехнической стали). Фокусирующее зеркало 30 расположено в направлении, в котором оптическая ось фокусирующего зеркала 30 параллельна направлению Z-оси. Положение фокусирующего зеркала 30 настроено на такое положение, где падающий лазерный пучок В фокусируется на поверхности листа 40 электротехнической стали.
[0047] Фокусирующее зеркало 30 выполнено с удлиненной формой. Направление фокусирующего зеркала 30 настроено так, что продольное направление фокусирующего зеркала 30 параллельно направлению Х-оси, если смотреть в направлении Z-оси, за счет чего направление сканирования лазерным пучком В выставлено практически параллельным направлению Х-оси. Таким образом, оптическая система 18 может направлять отраженный в многогранном зеркале 16 лазерный пучок В на поверхность листа 40 электротехнической стали и может изменять положение, облучаемое лазерным пучком В на поверхности листа 40 электротехнической стали, параллельно направлению Х-оси, например, согласно вращению многогранного зеркала 16. То есть поверхность листа 40 электротехнической стали, который является объектом, может быть сканирована лазерным пучком В, и можно обрабатывать поверхность листа 40 электротехнической стали или модифицировать поверхность листа 40 электротехнической стали.
[0048] В изобретении, в случае, когда ось 24 вращения многогранного зеркала 16 ориентирована в направлении Х-оси, как проиллюстрировано на Фиг. 1, поверхность листа 40 электротехнической стали сканируется лазерным пучком В, излучаемым из оптической системы 18, в частности, от фокусирующего зеркала 30, в направлении вдоль направления Х-оси. То есть направление оси 24 вращения многогранного зеркала 16 инаправление сканирования являются параллельными. Другими словами, ось 24 вращения простирается вдоль того направления, в котором происходит сканирование лазерным пучком В. Поэтому, когда применяют устройство 10 лазерного сканирования согласно изобретению, ширина, занимаемая многогранным зеркалом 16 в направлении по ширине листа 40 электротехнической стали, будучи шириной, вероятнее увеличивающейся в радиальном направлении, перпендикулярном оси 24 вращения, может быть сделана относительно меньшей, чем ширина сканирования. То есть занимаемая одним устройством 10 лазерного сканирования ширина может быть уменьшена.
(Режим обработки с использованием устройства лазерного сканирования)
[0049] Далее будет описан режим обработки с использованием устройства 10 лазерного сканирования согласно первому варианту осуществления.
[0050] Обработка с использованием устройства 10 лазерного сканирования включает обработку сканированием поверхности листа 40 электротехнической стали лазерным пучком В и исполняется устройством 10 лазерного сканирования.
[0051] В устройстве 10 лазерного сканирования, когда лазерный пучок В излучается из блока 12 вывода лазерного пучка в сторону плоского зеркала 14, лазерный пучок В отражается в плоском зеркале 14 в отрицательную сторону в направлении Y-оси (то есть в сторону многогранного зеркала 16).
[0052] Затем двигатель 20 приводится в действие для вращения многогранного зеркала 16 совместно с осью 24 вращения двигателя 20, и лазерный пучок В, излучаемый из блока 12 вывода лазерного пучка, отражается в зеркале зеркальной поверхности 22 многогранного зеркала 16.
[0053] Лазерный пучок В, отраженный в зеркале зеркальной поверхности 22, отражается первым зеркалом 26 по положительной стороне в направлении Х-оси, и лазерный пучок В, отраженный первым зеркалом 26, отражается вторым зеркалом 28 по положительной стороне в направлении Y-оси. Лазерный пучок В, отраженный вторым зеркалом 28, отражается фокусирующим зеркалом 30, будучи сфокусированным на поверхности листа 40 электротехнической стали. То есть лазерный пучок В, отраженный в многогранном зеркале 16, направляется к поверхности листа 40 электротехнической стали.
[0054] Когда многогранное зеркало 16 вращается, угол отражения лазерного пучка В, отраженного в зеркальной поверхности 22, непрерывно изменяется, и положение падения лазерного пучка В, падающего на первое зеркало 26, положение падения лазерного пучка В, падающего на второе зеркало 28, и положение падения лазерного пучка В, падающего на фокусирующее зеркало 30, каждое изменяется. Затем лазерный пучок В излучается в направлении Х-оси, и поверхность листа 40 электротехнической стали облучается лазерным пучком В, так что на поверхности листа 40 электротехнической стали образуется обработанный участок 42, который представляет собой линейное напряжение или канавку.
[0055] В дополнение, зеркальная поверхность 22, которая отражает лазерный пучокВ, сменяется следующей зеркальной поверхностью 22 по мере вращения многогранного зеркала 16, так что на поверхности листа 40 электротехнической стали образуется следующий обработанный участок 42 через регулярный интервал в направлении Y-оси от обрабатываемого в данный момент участка 42. Фиг. 1 для удобства иллюстрирует только обрабатываемый в данный момент участок 42.
(Взаимосвязь между шириной и эффективной длиной сканирования устройства лазерного сканирования)
[0056] Далее будет описана взаимосвязь между шириной W и эффективной длиной Ls сканирования устройства 10 лазерного сканирования, проиллюстрированного на Фиг. 2.
[0057] В устройстве 10 лазерного сканирования согласно первому варианту осуществления плоскость вращения (то есть плоскость Y-Z) многогранного зеркала 16 перпендикулярна направлению Х-оси. В результате ширина W устройства 10 лазерного сканирования согласно первому варианту осуществления является более узкой, чем ширина w (то есть ширина, занимаемая в направлении по ширине листа 40 электротехнической стали) устройства 150 лазерного сканирования согласно сравнительному примеру, проиллюстрированному на Фиг. 21. Устройство 10 лазерного сканирования согласно первому варианту осуществления удовлетворяет условию W<Ls по взаимосвязи между шириной W и эффективной длиной Ls сканирования. Например, в случае, когда эффективная длина Ls сканирования составляет примерно 200 мм, диаметр многогранного зеркала 16 предпочтительно составляет 400 мм или более, но ширина W устройства лазерного облучения не зависит от диаметра многогранного зеркала и составляет, например, примерно 150 мм в примере согласно настоящему изобретению.
[0058] Ширина W представляет собой ширину (то есть ширину, занимаемую в направлении по ширине листа 40 электротехнической стали) устройства 10 лазерного сканирования вдоль направления Х-оси. Ширина W соответствует максимальной ширине между концом с положительной стороны и концом с отрицательной стороны в направлении Х-оси устройства 10 лазерного сканирования.
[0059] Как проиллюстрировано на Фиг. 3, эффективная длина Ls сканирования представляет собой диаметр отраженного в многогранном зеркале 16 лазерного пучка В во время достижения листа 40 электротехнической стали, движущийся по поверхности листа 40 электротехнической стали во время периода между тем, когда диаметр лазерного пучка В, излученного из блока 12 вывода лазерного пучка, во время достижения зеркала, образованного на многогранном зеркале 16, приходит в контакт с одним краем зеркала, до тех пор, пока он не приходит в контакт с другим концом зеркала по мере вращения многогранного зеркала 16. Эффективная длина Ls сканирования определяется длиной вдоль направления оси 24 вращения многогранного зеркала 16. Эффективная длина Ls сканирования соответствует длине обработанного участка 42 в направлении Х-оси.
[0060] Хотя часть диапазона ширины W устройства 10 лазерного сканирования выступает из диапазона эффективной длины Ls сканирования устройства 10 лазерногосканирования согласно первому варианту осуществления, как проиллюстрировано на Фиг. 2, диапазон ширины W устройства 10 лазерного сканирования может выступать из диапазона эффективной длины Ls сканирования, при условии, что удовлетворяется соотношение W<Ls.
[0061] С таким устройством лазерной обработки в случае, при котором множественные линии лазерного сканирования перекрываются друг с другом при постоянной ширине в направлении по ширине листа, необходимой для управления магнитными доменами в листе электротехнической стали, устройства лазерного облучения могут быть размещены в линию в направлении по ширине, и может быть сконструировано малогабаритное и компактное оборудование.
(Устройство лазерной обработки)
[0062] Далее будет описано устройство 50 лазерной обработки с использованием устройства 10 лазерного сканирования согласно первому варианту осуществления.
[0063] Как проиллюстрировано на Фиг. 4, устройство 50 лазерной обработки согласно первому варианту осуществления включает в себя множество устройств 10 лазерного сканирования. Множество устройств 10 лазерного сканирования размещены бок о бок в направлении Х-оси. Положения множества устройств 10 лазерного сканирования настроены на положения, в которых обработанные участки 42 сформированы непрерывными в направлении Х-оси, или обработанные участки 42 сформированы частично перекрывающимися друг друга в направлении Х-оси посредством соседних устройств 10 лазерного сканирования.
[0064] В устройстве 50 лазерной обработки согласно первому варианту осуществления соседними устройствами 10 лазерного сканирования управляют для выполнения сканирования лазерными пучками В в одном и том же направлении и/или управляют для сдвига промежутков времени сканирования лазерными пучками В с тем, чтобы избежать взаимных помех между двумя лазерными пучками В, которыми поверхность листа 40 электротехнической стали облучается соседними устройствами 10 лазерного сканирования.
[0065] Хотя Фиг. 4 иллюстрирует в качестве примера три устройства 10 лазерного сканирования, число устройств 10 лазерного сканирования в их множестве, входящем в состав устройства 50 лазерной обработки, лишь должно составлять два или более, и может быть любым числом.
[0066] Поскольку устройство 50 лазерной обработки может сокращать ширину, занимаемую каждым из устройств 10 лазерного сканирования в направлении по ширине листа 40 электротехнической стали, относительно ширины сканирования с использованием устройств 10 лазерного сканирования, устройство 50 лазерной обработки в общем и целом может быть сконфигурировано компактным.
(Способ изготовления листа электротехнической стали)
[0067] Далее будет описан способ изготовления листа электротехнической стали согласно первому варианту осуществления.
[0068] Способ изготовления листа электротехнической стали согласно первому варианту осуществления представляет собой способ изготовления листа электротехнической стали с использованием устройства 10 лазерного сканирования согласно первому варианту осуществления и включает в себя стадию горячей прокатки, стадию холодной прокатки, стадию первичного рекристаллизационного отжига, стадию вторичного рекристаллизационного отжига, стадию нанесения покрытия и стадию лазерной обработки.
[0069] На стадии горячей прокатки сляб подвергают горячей прокатке с получением горячекатаного стального листа. На стадии холодной прокатки горячекатаный стальной лист подвергают холодной прокатке с получением холоднокатаного стального листа. На стадии первичного рекристаллизационного отжига холоднокатаный стальной лист подвергают обезуглероживающему отжигу для развития первичной рекристаллизации в холоднокатаном стальном листе. На стадии вторичного рекристаллизационного отжига холоднокатаный стальной лист после обезуглероживающего отжига подвергают окончательному отжигу для развития вторичной рекристаллизации в холоднокатаном стальном листе, тем самым преобразуя холоднокатаный стальной лист в лист 40 электротехнической стали. На стадии нанесения покрытия проводят нанесение покрытия на лист 40 электротехнической стали после окончательного отжига.
[0070] Стадию лазерной обработки проводят после стадии вторичного рекристаллизационного отжига в качестве одного примера. На стадии лазерной обработки поверхность листа 40 электротехнической стали сканируют и облучают лазерным пучком В с образованием обработанного участка 42 на поверхности листа 40 электротехнической стали. На стадии лазерной обработки исполняют способ лазерной обработки с использованием устройства 50 лазерной обработки, проиллюстрированного на Фиг. 4.
[0071] В способе лазерной обработки лазерный пучок В выводят из блока 12 вывода лазерного пучка в каждом из множества устройств 10 лазерного сканирования, размещенных бок о бок в направлении Х-оси, причем лазерный пучок В, выведенный из блока 12 вывода лазерного пучка, отражается в плоском зеркале 14, отраженный в плоском зеркале 14 лазерный пучок В отражается в многогранном зеркале 16 при вращении многогранного зеркала 16, и отраженный в многогранном зеркале 16 лазерный пучок В направляется оптической системой 18 на поверхность листа 40 электротехнической стали. Таким способом лазерной обработки формируют на поверхности листа 40 электротехнической стали в направлении по ширине листа обработанный участок 42, который представляет собой напряжение или канавку.
[0072] В дополнение, на стадии лазерной обработки вышеописанный способ лазерной обработки исполняют многократно, пропуская лист 40 электротехнической стали, в результате чего формируют множество обработанных участков 42, непрерывных в направлении Х-оси или частично перекрывающих друг друга в направлении Х-оси, с регулярными интервалами в направлении по длине листа 40 электротехнической стали.
(Функции и эффекты первого варианта осуществления)
[0073] Далее будут описаны функции и эффекты первого варианта осуществления.
[0074] Как подробно описано выше, в устройстве 10 лазерного сканирования согласно первому варианту осуществления ось 24 вращения простирается в направлении Х-оси, а плоскость вращения многогранного зеркала 16 перпендикулярна направлению X-оси, если смотреть в направлении Z-оси. Поэтому в устройстве 10 лазерного сканирования согласно первому варианту осуществления, проиллюстрированном на Фиг. 2, ширина W, занимаемая устройством 10 лазерного сканирования вдоль направления Х-оси, может быть сокращена, например, по сравнению со случаем, в котором плоскость вращения многогранного зеркала 156 параллельна поверхности листа 40 электротехнической стали, как в устройстве 150 лазерного сканирования согласно сравнительному примеру, проиллюстрированном на Фиг. 20.
[0075] В дополнение, в устройстве 10 лазерного сканирования согласно первому варианту осуществления ширина W устройства 10 лазерного сканирования может быть сделана меньшей, чем эффективная длина Ls сканирования, поскольку плоскость вращения многогранного зеркала 16 перпендикулярна направлению Х-оси, если смотреть в направлении Z-оси. Поэтому множество устройств 10 лазерного сканирования могут быть размещены бок о бок в направлении Х-оси, избегая взаимных помех между соседними устройствами 10 лазерного сканирования в устройстве 50 лазерной обработки, включающем множество устройств 10 лазерного сканирования. В результате с устройством 50 лазерной обработки согласно первому варианту осуществления, проиллюстрированным на Фиг. 4, можно добиться уменьшения размеров и снижения стоимости устройства 50 лазерной обработки, включающего множество устройств 10 лазерного сканирования, например, по сравнению с ситуацией, в которой множество устройств 150 лазерного сканирования размещены бок о бок в направлении Х-оси и направлении Y-оси, как в устройстве 180 лазерной обработки согласно сравнительному примеру, проиллюстрированном на Фиг. 24.
(Модификация первого варианта осуществления)
[0076] Далее будет описана модификация первого варианта осуществления.
[0077] В качестве примера в первом варианте осуществления стадию лазерной обработки проводят после стадии вторичного рекристаллизационного отжига, но она может быть проведена после любой из стадии холодной прокатки, стадии первичного рекристаллизационного отжига и стадии нанесения покрытия. В дополнение, стадия лазерной обработки может быть проведена после стадии нанесения покрытия в случае, при котором на поверхности листа 40 электротехнической стали создано напряжение на стадии лазерной обработки. После стадии лазерной обработки, если необходимо, может быть проведена стадия повторного нанесения покрытия.
[0078] Следует отметить, что в случае, когда стадию лазерной обработки проводят после стадии холодной прокатки, холоднокатаный стальной лист соответствует в изобретении одному примеру «объекта» и «стального листа, сформированного на листеэлектротехнической стали».
[0079] Устройство 10 лазерного сканирования, способ лазерного сканирования, устройство 50 лазерной обработки и способ лазерной обработки применимы в лазерной обработке листа электротехнической стали в первом варианте осуществления, но могут быть применимыми в лазерной обработке иного объекта, нежели лист электротехнической стали.
[0080] В первом варианте осуществления устройство 10 лазерного сканирования и способ лазерного сканирования могут быть использованы в иных вариантах применения, нежели лазерная обработка.
[0081] Хотя в первом варианте осуществления устройство 10 лазерного сканирования включает в себя плоское зеркало 14, которое отражает лазерный пучок В, вышедший из блока 12 вывода лазерного пучка, в сторону многогранного зеркала 16, плоское зеркало 14 может быть исключено. Кроме того, положение блока 12 вывода лазерного пучка может быть настроено на положение для вывода лазерного пучка В в сторону многогранного зеркала 16.
[0082] В первом варианте осуществления блок 12 вывода лазерного пучка, плоское зеркало 14, первое зеркало 26, второе зеркало 28 и фокусирующее зеркало 30 могут быть размещены иначе, чем указано выше.
[0083] В первом варианте осуществления оптическая система 18 включает в себя первое зеркало 26, второе зеркало 28 и фокусирующее зеркало 30, но может включать иные оптические компоненты, чем первое зеркало 26, второе зеркало 28 и фокусирующее зеркало 30.
[0084] В первом варианте осуществления оптическая система 18 включает в себя фокусирующее зеркало 30, но может включать в себя fθ-линзу вместо фокусирующего зеркала 30.
[0085] Хотя в первом варианте осуществления лазерным пучком В посредством устройства 10 лазерного сканирования облучают поверхность листа 40 электротехнической стали, пропускаемого в горизонтальном направлении, с помощью устройства 10 лазерного сканирования лазерным пучком В может быть облучена поверхность листа 40 электротехнической стали, пропускаемого в вертикальном направлении или в направлении, наклонном относительно вертикального направления.
[0086] Хотя в устройстве 50 лазерной обработки согласно первому варианту осуществления множество устройств 10 лазерного сканирования, размещенных в направлении Х-оси, расположены в одинаковом положении в направлении Y-оси, некоторые устройства 10 лазерного сканирования среди множества устройств 10 лазерного сканирования, размещенных в направлении Х-оси, могут быть расположены сдвинутыми в направлении Y-оси относительно других устройств 10 лазерного сканирования.
[Второй вариант осуществления]
[0087] Далее будет описан второй вариант осуществления изобретения.
[0088] Устройство 60 лазерного сканирования согласно второму варианту осуществления, проиллюстрированное на Фиг. 5 и 6, отличается от устройства 10 лазерного сканирования согласно первому варианту осуществления, проиллюстрированного на Фиг. 1 и 2, в отношении следующей конфигурации.
[0089] То есть в устройстве 60 лазерного сканирования согласно второму варианту осуществления продольное направление фокусирующего зеркала 30 наклонено относительно направления Х-оси, если смотреть в направлении Z-оси, вследствие чего направление сканирования лазерным пучком В отклонено относительно направления X-оси, если смотреть в направлении Z-оси. Даже в случае, когда продольное направление фокусирующего зеркала 30 параллельно направлению Х-оси без отклонения относительно направления Х-оси, лист 40 электротехнической стали транспортируется даже во время того периода, в котором выполняют сканирование, а значит, направление сканирования во многих случаях не является параллельным Х-оси и слегка отклонено от Х-оси в сторону направления Y-оси. Поэтому ось 24 вращения многогранного зеркала 16 ориентирована в направлении, пересекающем направление сканирования лазерным пучком В, если смотреть в направлении нормали к поверхности листа 40 электротехнической стали, который является объектом. То есть в изобретении ось 24 вращения считается практически параллельной направлению сканирования даже в случае, при котором ось 24 вращения многогранного зеркала 16 ориентирована в направлении, пересекающем направление сканирования лазерным пучком В, если смотреть в направлении нормали к поверхности листа 40 электротехнической стали. Другими словами, ось 24 вращения проходит вдоль направления, в котором сканируют лазерным пучком В. Первый угол 91 отклонения между направлением сканирования лазерным пучком В и направлением Х-оси устанавливают, например, на 0°<θ<45°.
[0090] Когда первый угол 91 отклонения составляет больше 0°, обработанный участок 42, образовавшийся на поверхности листа 40 электротехнической стали, может быть отклонен относительно направления Х-оси. Поэтому в случае, когда лист 40 электротехнической стали подвергают гибке, можно предотвратить излом листа 40 электротехнической стали, начиная с обработанного участка 42. Когда первый угол 91 отклонения составляет меньше 45°, можно обеспечить эффект сокращения магнитных потерь формированием обработанного участка 42 на поверхности листа 40 электротехнической стали. Следует отметить, что более предпочтительно, чтобы первый угол 91 отклонения составлял от 5° до 10°.
[0091] В устройстве 60 лазерного сканирования согласно второму варианту осуществления лазерным пучком В сканируют в направлении отклонения относительно направления Х-оси, но эффективная длина Ls сканирования определяется длиной лазерного пучка В вдоль направления Х-оси, как описано выше. В случае, когда длина сканирования лазерным пучком В обозначена L, эффективную длину Ls сканирования рассчитывают как L×cosθ.
[0092] В устройстве 60 лазерного сканирования согласно второму вариантуосуществления плоскость вращения (то есть плоскость Y-Z) многогранного зеркала 16 пересекает направление Х-оси, если смотреть в направлении Z-оси, как проиллюстрировано на Фиг. 6. В результате ширина W устройства 60 лазерного сканирования согласно второму варианту осуществления является более узкой, чем ширина w устройства 150 лазерного сканирования согласно сравнительному примеру, проиллюстрированного на Фиг. 21. Устройство 60 лазерного сканирования согласно второму варианту осуществления удовлетворяет условию W<Ls по соотношению между шириной W и эффективной длиной Ls сканирования.
[0093] Ширина W представляет собой ширину устройства 60 лазерного сканирования вдоль направления Х-оси. Ширина W соответствует ширине между концом с положительной стороны и концом с отрицательной стороны в направлении Х-оси устройства 60 лазерного сканирования. Конец с положительной стороны и конец с отрицательной стороны в направлении Х-оси устройства 60 лазерного сканирования может быть любой частью устройства 60 лазерного сканирования.
[0094] Как проиллюстрировано на Фиг. 7, устройство 70 лазерной обработки согласно второму варианту осуществления включает в себя множество устройств 60 лазерного сканирования. Множество устройств 60 лазерного сканирования размещены бок о бок в направлении Х-оси. Положения множества устройств 60 лазерного сканирования отрегулированы на такие положения, в которых обработанные участки 42 сформированы частично перекрывающимися друг с другом в направлении Х-оси посредством соседних устройств 60 лазерного сканирования. Длина Wo перекрывания соответствует длине, на которой обработанные участки 42, сформированные смежно друг с другом в направлении Х-оси, частично перекрываются друг с другом в направлении X-оси. Некоторые из обработанных участков 42, смежных друг с другом в направлении X-оси, образованы отделенными в направлении Y-оси.
[0095] Хотя Фиг. 7 иллюстрирует в качестве примера три устройства 60 лазерного сканирования, число устройств 60 лазерного сканирования в их множестве, входящих в состав устройства 70 лазерной обработки, лишь должно составлять два или более, и может быть любым числом.
[0096] Способ лазерного сканирования и способ лазерной обработки согласно второму варианту осуществления аналогичны способу лазерного сканирования и способу лазерной обработки согласно описанному выше первому варианту осуществления, за исключением того, что лазерным пучком В сканируют в направлении, отклоненном относительно направления Х-оси, и их описание будет опущено.
(Функции и эффекты второго варианта осуществления)
[0097] Далее будут описаны функции и эффекты второго варианта осуществления в отношении отличий от таковых в первом варианте осуществления.
[0098] В устройстве 60 лазерного сканирования согласно второму варианту осуществления лазерным пучком В сканируют в направлении, отклоненном относительно направления Х-оси, а значит, обработанный участок 42, который представляет собойлинейное напряжение или канавку, образованные на поверхности листа 40 электротехнической стали, может быть отклонен относительно направления Х-оси. Поэтому, даже в случае, когда лист 40 электротехнической стали подвергают гибке, можно предотвратить излом листа 40 электротехнической стали, начиная с обработанного участка 42.
[0099] Следует отметить, что конфигурации второго варианта осуществления, аналогичные конфигурациям описанного выше первого варианта осуществления, имеют функции и эффекты, аналогичные таковым в первом варианте осуществления.
(Первая модификация второго варианта осуществления)
[0100] Далее будет описана первая модификация второго варианта осуществления изобретения.
[0101] Как проиллюстрировано на Фиг. 8 и 9, оптическая система 18 согласно второму варианту осуществления может включать в себя первый поворотный элемент 62. Первый поворотный элемент 62 имеет листовую форму и форму равнобедренной трапеции на виде сверху. В изобретении форма первого поворотного элемента 62 при необходимости может быть изменена. Первый поворотный элемент 62 поддерживается поворотным опорным механизмом (не проиллюстрирован) с возможностью поворота вдоль плоскости X-Y вокруг первого центра 62А поворота. Первый центр 62А поворота находится на оптической оси первого зеркала 26 и на отражающей поверхности второго зеркала 28, если смотреть в направлении Z-оси.
[0102] Даже когда первый поворотный элемент 62 поворачивается, расстояние по оптической оси между первым зеркалом 26 и вторым зеркалом 28 является одинаковым. В дополнение, первый поворотный элемент 62 поворачивается вдоль плоскости, включающей оптический путь лазерного пучка В между вторым зеркалом 28 и фокусирующим зеркалом 30.
[0103] Второе зеркало 28 и фокусирующее зеркало 30 зафиксированы на верхней поверхности первого поворотного элемента 62. В первом поворотном элементе 62 образовано отверстие 64, через которое проходит лазерный пучок В, отраженный в фокусирующем зеркале 30. Отверстие 64 имеет форму равнобедренной трапеции на виде сверху. Второе зеркало 28 соответствует отражающему зеркалу согласно изобретению. В изобретении форма отверстия 64 может быть изменена, если это целесообразно.
[0104] Когда оптическая система 18 согласно второму варианту осуществления включает в себя первый поворотный элемент 62 этого типа, может быть отрегулирован первый угол 91 отклонения между направлением сканирования лазерным пучком В и направлением Х-оси.
[0105] В первой модификации первый поворотный элемент 62 поддерживает второе зеркало 28 и фокусирующее зеркало 30, чтобы зафиксировать относительное положение второго зеркала 28 и фокусирующего зеркала 30. Таким образом, даже в случае, когда положение второго зеркала 28 изменяется так, что изменяется первый угол 91 отклонения между направлением сканирования и направлением Х-оси, изменениеположения второго зеркала 28 может быть взаимосвязано с изменением положения фокусирующего зеркала 30 вследствие поворота первого поворотного элемента 62. Например, заданный первый угол 91 отклонения может быть образован поворотом первого поворотного элемента 62 заранее перед началом сканирования лазерным пучком В. В альтернативном варианте, первый угол 91 отклонения может быть изменен, если необходимо, в результате изменения скорости пропускания листа или поворачивающего на некий угол устройства (не проиллюстрировано).
[0106] То есть, в первой модификации, когда нужно изменить направление сканирования, как требуется, нет необходимости в индивидуальном регулировании второго зеркала 28 и фокусирующего зеркала 30, и направление сканирования может быть легко изменено только поворотом первого поворотного элемента 62. При этом положение падения лазерного пучка на отражающую поверхность фокусирующего зеркала 30 является постоянным, поскольку относительное взаимное расположение второго зеркала 28 и фокусирующего зеркала 30 фиксировано. Таким образом, свойство фокусирования не изменяется до и после изменения направления сканирования, и может быть выполнена стабильная обработка.
(Вторая модификация второго варианта осуществления)
[0107] Далее будет описана вторая модификация второго варианта осуществления изобретения.
[0108] Как проиллюстрировано на Фиг. 10-14, оптическая система 18 согласно второму варианту осуществления может включать в себя второй поворотный элемент 63. Как проиллюстрировано на Фиг. 10, второй поворотный элемент 63 имеет листовую форму и форму прямоугольника на виде сверху. В изобретении форма второго поворотного элемента 63 может быть изменена, если это целесообразно.
[0109] Во втором поворотном элементе 63 первое зеркало 26 установлено на верхней поверхности в положении на одном конце (левом конце на Фиг. 10), соответствующем нижней стороне многогранного зеркала (не проиллюстрировано). Второй поворотный элемент 63 поддерживается поворотным опорным механизмом (не проиллюстрирован) с возможностью поворота вдоль плоскости Z-X вокруг центра 63А поворота. Второй центр 63А поворота находится на оптической оси второго зеркала 28 и на отражающей поверхности на плоскости первого зеркала 26, если смотреть в направлении Y-оси.
[0110] Второй поворотный элемент 63 имеет функцию поворачивания вокруг оси второго цента 63 А поворота. Даже когда второй поворотный элемент 63 поворачивается, расстояние по оптической оси между первым зеркалом 26 и вторым зеркалом 28 является одинаковым. По мере того, как поворачивается второй поворотный элемент 63, плоскость, включающая оптический путь лазерного пучка В между первым зеркалом 26 и вторым зеркалом 28, поворачивается, приближаясь к или отдаляясь от плоскости X-Y на Фиг. 10, то есть поверхности листа 40 электротехнической стали.
[0111] В дополнение, первый поворотный элемент 62 поддерживается свозможностью поворачивания вдоль плоскости X-Y вокруг первого центра 62А поворота в положении, отделенном от первого зеркала 26, на верхней поверхности второго поворотного элемента 63 на Фиг. 10. Первый поворотный элемент 62 согласно второй модификации на Фиг. 10 отличается от первого поворотного элемента 62, описанного в первой модификации, тем, что первый поворотный элемент имеет прямоугольную форму на виде сверху, и тем, что отверстие 64 имеет прямоугольную форму. Следует отметить, что форма отверстия 64 может быть изменена, если нужно, также и в первом поворотном элементе 62 по второй модификации. Другие конфигурации первого поворотного элемента 62 согласно второй модификации аналогичны конфигурациям первого поворотного элемента 62 согласно первой модификации.
[0112] Здесь первое расстояние L1 между положением Р1 начала сканирования на поверхности листа 40 электротехнической стали и точкой отражения фокусирующего зеркала 30 и второе расстояние L2 между положением Р2 конца сканирования на поверхности листа 40 электротехнической стали и точкой отражения фокусирующего зеркала 30 заданы. При этом, когда первое расстояние L1 и второе расстояние L2 совпадают с фокусным расстоянием фокусирующего зеркала 30, не происходит потеря фокуса по всей длине линий сканирования между положением Р1 начала сканирования и положением Р2 конца сканирования. Например, когда поверхность листа 40 электротехнической стали наклонена относительно горизонтального направления с образованием второго угла 92 отклонения между поверхностью листа 40 электротехнической стали и направлением Х-оси, как проиллюстрировано на Фиг. 11, первое расстояние L1 и второе расстояние L2 являются различными.
[0113] Однако первое расстояние L1 и второе расстояние L2 могут быть отрегулированы для совпадения с фокусным расстоянием фокусирующего зеркала 30, поскольку второй поворотный элемент 63 поворачивается на второй угол 92 отклонения во второй модификации, как проиллюстрировано на Фиг. 12. Например, заданный второй угол 92 отклонения может быть образован поворотом второго поворотного элемента 63 заранее до начала сканирования лазерным пучком В. В альтернативном варианте, вариация в отклонении может быть детектирована по мере необходимости прибором измерения наклона стального листа (не проиллюстрирован) для изменения второго угла 92 отклонения, по мере необходимости. Таким образом, во второй модификации может быть выполнена равномерная лазерная обработка по всей ширине в направлении сканирования лазерным пучком В на поверхности листа 40 электротехнической стали.
[0114] Поскольку второй поворотный элемент 63 снабжен первым поворотным элементом 62, как проиллюстрировано на Фиг. 13, положение второго зеркала 28 и положение фокусирующего зеркала 30 изменяются совместно даже в том случае, когда положение второго зеркала 28 изменяется с образованием первого угла 91 отклонения между направлением сканирования и направлением Х-оси. Тем самым поверхность листа 40 электротехнической стали может быть подвергнута лазерной обработке с предотвращением возникновения потери фокуса, как проиллюстрировано на Фиг. 14, чтоаналогично первой модификации. В изобретении первое зеркало 26, второе зеркало 28 и фокусирующее зеркало 30 могут быть предусмотрены во втором поворотном элементе 63, без наличия первого поворотного элемента 62.
[0115] В дополнение, во втором варианте осуществления может быть предусмотрена модификация, аналогичная описанному выше первому варианту осуществления.
[Третий вариант осуществления]
[0116] Далее будет описан третий вариант осуществления изобретения.
[0117] Устройство 80 лазерного сканирования согласно третьему варианту осуществления, проиллюстрированное на Фиг. 15 и 16, отличается от устройства 60 лазерного сканирования согласно второму варианту осуществления, проиллюстрированного на Фиг. 5 и 6, в отношении следующей конфигурации.
[0118] То есть устройство 80 лазерного сканирования согласно третьему варианту осуществления включает в себя первый блок 82 лазерного сканирования, второй блок 84 лазерного сканирования, многогранное зеркало 16 и двигатель 20. Первый блок 82 лазерного сканирования включает в себя блок 12 вывода лазерного пучка, плоское зеркало 14 и оптическую систему 18. Блок 12 вывода лазерного пучка, плоское зеркало 14 и оптическая система 18, составляющие первый блок 82 лазерного сканирования, имеют такие же конфигурации, как и в описанном выше втором варианте осуществления. В дополнение, многогранное зеркало 16 и двигатель 20 имеют такие же конфигурации, как и в описанном выше втором варианте осуществления. Блок 12 вывода лазерного пучка выводит первый лазерный пучок В1. Первый лазерный пучок В1 излучается на поверхность листа 40 электротехнической стали посредством плоского зеркала 14, многогранного зеркала 16 и оптической системы 18.
[0119] Второй блок 84 лазерного сканирования включает в себя блок 92 вывода лазерного пучка, зеркало 94 и оптическую систему 98. Оптическая система 98 включает в себя первое зеркало 106, второе зеркало 108 и фокусирующее зеркало 110. Блок 92 вывода лазерного пучка, зеркало 94, первое зеркало 106, второе зеркало 108 и фокусирующее зеркало 110 размещены в положениях, симметричных относительно блока 12 вывода лазерного пучка, плоского зеркала 14, первого зеркала 26, второго зеркала 28 и фокусирующего зеркала 30 в направлении Y-оси относительно оси 24 вращения. Например, блок 92 вывода лазерного пучка, зеркало 94, первое зеркало 106, второе зеркало 108 и фокусирующее зеркало 110 имеют такие же конфигурации, как блок 12 вывода лазерного пучка, плоское зеркало 14, первое зеркало 26, второе зеркало 28 и фокусирующее зеркало 30 соответственно.
[0120] Блок 92 вывода лазерного пучка выводит второй лазерный пучок В2. Второй лазерный пучок В2, вышедший из блока 92 вывода лазерного пучка, излучается на поверхность листа 40 электротехнической стали посредством зеркала 94, многогранного зеркала 96 и оптической системы 98, аналогично облучению поверхности листа 40 электротехнической стали первым лазерным пучком В1, вышедшим из блока 12 выводалазерного пучка, посредством плоского зеркала 14, многогранного зеркала 16 и оптической системы 18. Вторым лазерным пучком В2 сканируют в направлении, противоположном первому лазерному пучку В1.
[0121] Ориентации второго зеркала 108 и фокусирующего зеркала 110 настроены на ориентации, при которых направление сканирования вторым лазерным пучком В2 параллельно направлению сканирования первым лазерным пучком В1. В дополнение, положения второго зеркала 108 и фокусирующего зеркала 110 настроены на положения, в которых положение и длина в направлении Х-оси обработанного участка 42, образованного вторым лазерным пучком В2, являются такими же, как положение и длина в направлении Х-оси обработанного участка 42, образованного первым лазерным пучком В1. Эффективная длина Ls1 сканирования первым лазерным пучком В1 и эффективная длина Ls2 сканирования вторым лазерным пучком В2 являются одинаковыми.
[0122] В устройстве 80 лазерного сканирования согласно третьему варианту осуществления наружный диаметр многогранного зеркала 16 и/или положение размещения оптической системы 18 настроены так, что обработанный участок 42, образованный вторым лазерным пучком В2, сформирован в центре между множественными обработанными участками 42, образованными первым лазерным пучком В1. То есть, в устройстве 80 лазерного сканирования согласно третьему варианту осуществления в случае, при котором шаг множества обработанных участков 42 обозначен как PL, интервал между обработанным участком 42, образованным первым лазерным пучком В1, и обработанным участком 42, образованным вторым лазерным пучком В2, обозначен как G, и n представляет целое число 0 или более, удовлетворяется следующая Формула (2).
G=(2n+1)×PL(2)
[0123] Кроме того, устройство 80 лазерного сканирования согласно третьему варианту осуществления удовлетворяет условию W<Ls1=Ls2 по соотношению между шириной W, эффективной длиной Ls1 сканирования и эффективной длиной Ls2 сканирования, как проиллюстрировано на Фиг. 16.
[0124] Как проиллюстрировано на Фиг. 17, устройство 120 лазерной обработки согласно третьему варианту осуществления включает в себя множество устройств 80 лазерного сканирования. Множество устройств 80 лазерного сканирования размещены бок о бок в направлении Х-оси. Положения множества устройств 80 лазерного сканирования настроены на положения, при которых обработанные участки 42 формируются частично перекрывающими друг друга в направлении Х-оси соседними устройствами 80 лазерного сканирования. Длина Wo перекрывания соответствует длине, на которой обработанные участки 42, сформированные смежно друг с другом в направлении Х-оси, частично перекрываются друг с другом в направлении Х-оси. Некоторые из обработанных участков 42, соседних друг с другом в направлении Х-оси, образованы отделенными в направлении Y-оси.
[0125] Хотя Фиг. 17 иллюстрирует в качестве примера два устройства 80 лазерногосканирования, число устройств 80 лазерного сканирования в их множестве, входящих в состав устройства 120 лазерной обработки, лишь должно составлять два или более, и может быть любым числом.
[0126] Способ лазерного сканирования и способ лазерной обработки согласно третьему варианту осуществления аналогичны способу лазерного сканирования и способу лазерной обработки согласно описанному выше второму варианту осуществления, за исключением того, что поверхность листа 40 электротехнической стали облучают первым лазерным пучком В1 и вторым лазерным пучком В2 одного устройства 80 лазерного сканирования, и их описание будет опущено.
(Функции и эффекты третьего варианта осуществления)
[0127] Далее будут описаны функции и эффекты третьего варианта осуществления в отношении отличий от таковых во втором варианте осуществления.
[0128] В устройстве 80 лазерного сканирования согласно третьему варианту осуществления поверхность листа 40 электротехнической стали облучают первым лазерным пучком В1 и вторым лазерным пучком В2 по обе стороны в направлении Y-оси от многогранного зеркала 16, обработанные участки 42 могут быть сформированы по обе стороны в направлении Y-оси от многогранного зеркала 16. Поэтому можно повысить производительность обработки при формировании множества обработанных участков 42 на поверхности листа 40 электротехнической стали, например, по сравнению с ситуацией, в которой обработанные участки 42 формируют с одной стороны в направлении Y-оси от многогранного зеркала 16.
[0129] Поскольку в устройстве 80 лазерного сканирования согласно третьему варианту осуществления обработанные участки 42 могут быть сформированы по обе стороны в направлении Y-оси от многогранного зеркала 16, каждый из шага обработанного участка 42, образованного первым блоком 82 лазерного сканирования, и шага обработанного участка 42, образованного вторым блоком 84 лазерного сканирования, может быть увеличен по сравнению с ситуацией, в которой обработанные участки 42 сформированы по одну сторону в направлении Y-оси от многогранного зеркала 16, когда шаги обработанных участков 42 сделаны одинаковыми и сравнимыми. Поэтому может быть увеличено время, необходимое для формирования одного обработанного участка 42, и тем самым может быть увеличена каждая из эффективной длины Ls сканирования первого лазерного пучка В1 и эффективной длины Ls сканирования второго лазерного пучка В2. В результате можно повысить производительность обработки при формировании множества обработанных участков 42 на поверхности листа 40 электротехнической стали.
(Модификация третьего варианта осуществления)
[0130] Далее будет описана модификация третьего варианта осуществления изобретения.
[0131] В устройстве 80 лазерного сканирования согласно третьему варианту осуществления каждым из первого лазерного пучка В1 и второго лазерного пучка В2сканируют в направлении, наклонном относительно направления Х-оси, но каждым из первого лазерного пучка В1 и второго лазерного пучка В2 можно сканировать в направлении Х-оси аналогично лазерному пучку согласно первому варианту осуществления.
[0132] В дополнение, в третьем варианте осуществления может быть предусмотрена модификация, аналогичная описанному выше первому варианту осуществления.
[Четвертый вариант осуществления]
[0133] Далее будет описан четвертый вариант осуществления изобретения.
[0134] Устройство 130 лазерного сканирования согласно четвертому варианту осуществления, проиллюстрированное на Фиг. 18 и 19, отличается от устройства 80 лазерного сканирования согласно третьему варианту осуществления, проиллюстрированного на Фиг. 15 и 16, в отношении следующей конфигурации.
[0135] То есть в устройстве 130 лазерного сканирования согласно четвертому варианту осуществления второй блок 84 лазерного сканирования выполнен центро-симметричным первому блоку 82 лазерного сканирования относительно центральной точки 16А многогранного зеркала 16, если смотреть в направлении Z-оси. Более конкретно, второе зеркало 28 и фокусирующее зеркало 30 первого блока 82 лазерного сканирования размещены с положительной стороны в направлении Х-оси и положительной стороны в направлении Y-оси относительно многогранного зеркала 16, тогда как второе зеркало 108 и фокусирующее зеркало 108 второго блока 84 лазерного сканирования размещены с отрицательной стороны в направлении Х-оси и отрицательной стороны в направлении Y-оси относительно многогранного зеркала 16. Вторым лазерным пучком В2 сканируют в направлении, противоположном первому лазерному пучку В1.
[0136] В дополнение, ориентации второго зеркала 108 и фокусирующего зеркала 110 настроены на ориентации, при которых направление сканирования вторым лазерным пучком В2 параллельно направлению сканирования первым лазерным пучком В1. Кроме того, положения второго зеркала 108 и фокусирующего зеркала 110 настроены на положения, в которых длина в направлении Х-оси обработанного участка 42, сформированного вторым лазерным пучком В2, является такой же, как и длина в направлении Х-оси обработанного участка 42, сформированного первым лазерным пучком В1. Эффективная длина Ls1 сканирования первым лазерным пучком В1 и эффективная длина Ls2 сканирования вторым лазерным пучком В2 являются одинаковыми.
[0137] Как проиллюстрировано на Фиг. 19, устройство 140 лазерной обработки согласно четвертому варианту осуществления включает в себя множество устройств 130 лазерного сканирования. Множество устройств 130 лазерного сканирования размещены бок о бок в направлении Х-оси. Положения множества устройств 130 лазерного сканирования настроены на положения, в которых обработанные участки 42 формируются частично перекрывающимися друг с другом в направлении Х-оси посредством соседнихустройств 130 лазерного сканирования. Длина Wo перекрывания соответствует длине, на которой обработанные участки 42, сформированные смежно друг с другом в направлении Х-оси, частично перекрываются друг с другом в направлении Х-оси. Некоторые из обработанных участков 42, соседних друг с другом в направлении Х-оси, образованы отделенными в направлении Y-оси.
[0138] Устройство 130 лазерного сканирования согласно четвертому варианту осуществления удовлетворяет условию W<Ls1+Ls2-Wo по соотношению между шириной W, эффективной длиной Ls1 сканирования первого лазерного пучка В1, эффективной длиной Ls2 сканирования второго лазерного пучка В2 и длиной Wo перекрывания.
[0139] Хотя Фиг. 19 иллюстрирует два устройства 130 лазерного сканирования в качестве примера, число устройств 130 лазерного сканирования в их множестве, входящих в состав устройства 140 лазерной обработки, лишь должно составлять два или более, и может быть любым числом.
[0140] Способ лазерного сканирования и способ лазерной обработки согласно четвертому варианту осуществления аналогичны способу лазерного сканирования и способу лазерной обработки согласно описанному выше третьему варианту осуществления, за исключением того, что второй блок 84 лазерного сканирования выполнен центро-симметричным первому блоку 82 лазерного сканирования относительно центральной точки 16А многогранного зеркала 16, так что положение обработанного участка 42, сформированного вторым лазерным пучком В2, является центро-симметричным положению обработанного участка 42, сформированного первым лазерным пучком В1, и их описание будет опущено.
(Функции и эффекты четвертого варианта осуществления)
[0141] Далее будут описаны функции и эффекты четвертого варианта осуществления в отношении отличий от таковых в третьем варианте осуществления.
[0142] В устройстве 130 лазерного сканирования согласно четвертому варианту осуществления поверхность листа 40 электротехнической стали облучают первым лазерным пучком В1 и вторым лазерным пучком В2 с обеих сторон в направлении Х-оси от многогранного зеркала 16, обработанные участки 42 могут быть сформированы по обе стороны в направлении Х-оси от многогранного зеркала 16. Поэтому обработанный участок 42 может быть сформирован в широком диапазоне в направлении Х-оси одним устройством 10 лазерного сканирования, например, по сравнению с ситуацией, в которой обработанный участок 42 сформирован с одной стороны в направлении Х-оси от многогранного зеркала 16.
[0143] Поскольку в устройстве 130 лазерного сканирования согласно четвертому варианту осуществления обработанный участок 42 может быть сформирован с обеих сторон в направлении Х-оси от многогранного зеркала 16, устройство 130 лазерного сканирования может быть уменьшено в размерах сравнительно с ситуацией, в которой обработанный участок 42 сформирован с одной стороны в направлении Х-оси от многогранного зеркала 16 одним устройством 130 лазерного сканирования, когда длиныобработанных участков 42, образованных одним устройством 130 лазерного сканирования, сделаны одинаковыми и сравнимыми.
(Модификация четвертого варианта осуществления)
[0144] Далее будет описана модификация четвертого варианта осуществления изобретения.
[0145] В устройстве 130 лазерного сканирования согласно четвертому варианту осуществления каждым из первого лазерного пучка В1 и второго лазерного пучка В2 сканируют в направлении, наклонном относительно направления Х-оси, но каждым из первого лазерного пучка В1 и второго лазерного пучка В2 можно сканировать в направлении Х-оси аналогично лазерному пучку В по первому варианту осуществления.
[0146] В дополнение, в четвертом варианте осуществления может быть предусмотрена модификация, аналогичная описанному выше первому варианту осуществления.
[0147] Хотя выше были описаны варианты осуществления изобретения с первого по четвертый, изобретение не ограничено этим описанием. Нет необходимости говорить, что могут быть проделаны различные модификации в пределах объема без выхода за пределы сущности изобретения.
<Дополнительные примечания>
[0148] Из настоящего описания могут быть концептуализированы следующие аспекты.
[0149] А именно, аспект 1 представляет собой устройство лазерного сканирования, которое сканирует поверхность объекта лазерным пучком, включающее:
блок вывода лазерного пучка, который излучает лазерный пучок;
многогранное зеркало, которое имеет многоугольную форму, включающую верхнюю поверхность и нижнюю поверхность, являющиеся многоугольными, в котором по меньшей мере любая одна поверхность, кроме верхней поверхности и нижней поверхности, выполнена в виде зеркала, которое вращается вокруг оси, служащей осью вращения и пронизывающей верхнюю поверхность и нижнюю поверхность, и которое вызывает отражение в зеркале лазерного пучка, излучаемого из блока вывода лазерного пучка; и
оптическую систему, которая направляет отраженный в многогранном зеркале лазерный пучок на поверхность объекта,
причем ось вращения многогранного зеркала параллельна поверхности объекта и практически параллельна направлению, в котором происходит сканирование лазерным пучком.
[0150] Аспект 2 представляет собой устройство лазерного сканирования по аспекту 1, в котором,
в случае, при котором:
эффективная длина Ls сканирования определяется как диаметр отраженного в многогранном зеркале лазерного пучка во время достижения объекта, движущийся вдольнаправления оси вращения многогранного зеркала на поверхности объекта, во время периода между тем, как диаметр лазерного пучка, излученного из блока вывода лазерного пучка, во время достижения зеркала, образованного на многогранном зеркале, приходит в контакт с одним краем зеркала, до тех пор, пока он не приходит в контакт с другим краем зеркала по мере вращения многогранного зеркала, и
ширина устройства лазерного сканирования вдоль направления оси вращения многогранного зеркала обозначена как W,
W<Ls.
[0151] Аспект 3 представляет собой устройство лазерного сканирования по аспекту 1 или 2, в котором
оптическая система включает в себя:
отражающее зеркало, которое отражает лазерный пучок, отраженный в многогранном зеркале, для изменения направления сканирования лазерным пучком;
фокусирующее зеркало, которое отражает отраженный в отражающем зеркале лазерный пучок на объект; и
поворотный элемент, который поддерживает отражающее зеркало и фокусирующее зеркало и поворачивается вдоль плоскости, включающей оптический путь лазерного пучка между отражающим зеркалом и фокусирующим зеркалом.
[0152] Аспект 4 представляет собой способ лазерного сканирования путем сканирования поверхности объекта лазерным пучком, включающий:
стадию вывода лазерного пучка с излучением лазерного пучка с использованием блока вывода лазерного пучка;
стадию отражения с отражением лазерного пучка, излучаемого из блока вывода лазерного пучка, в зеркале с использованием многогранного зеркала, которое имеет многоугольную форму, включающую верхнюю поверхность и нижнюю поверхность, являющиеся многоугольными, в котором по меньшей мере любая одна поверхность, кроме верхней поверхности и нижней поверхности, выполнена в виде зеркала, и которое вращается вокруг оси, служащей осью вращения и пронизывающей верхнюю поверхность и нижнюю поверхность; и
стадию направления света с направлением отраженного в многогранном зеркале лазерного пучка на поверхность объекта с использованием оптической системы,
причем ось вращения многогранного зеркала параллельна поверхности объекта и практически параллельна направлению, в котором происходит сканирование лазерным пучком.
[0153] Аспект 5 представляет собой устройство лазерной обработки, включающее: множество устройств лазерного сканирования по аспекту 1, размещенных бок о бок в направлении по ширины листа электротехнической стали или стального листа, сформированного на листе электротехнической стали, так что поверхность листа электротехнической стали или стального листа, сформированного на листе электротехнической стали, подвергается сканированию и обработке лазерным пучком.
[0154] Аспект 6 представляет собой способ изготовления листа электротехнической стали, включающий:
размещение множества устройств лазерного сканирования по аспекту 1 бок о бок в направлении по ширине листа электротехнической стали или стального листа, сформированного на листе электротехнической стали; и
сканирование и обработку поверхности листа электротехнической стали или стального листа, сформированного на листе электротехнической стали, лазерным пучком.
<<Другие аспекты>>
[0155] В дополнение, из настоящего описания концептуализированы следующие другие аспекты.
[0156] А именно, другой аспект 1 представляет собой устройство лазерного сканирования, которое сканирует поверхность объекта лазерным пучком, включающее:
блок вывода лазерного пучка, который излучает лазерный пучок;
многогранное зеркало, которое имеет многоугольную форму, включающую верхнюю поверхность и нижнюю поверхность, являющиеся многоугольными, в котором по меньшей мере любая одна поверхность, кроме верхней поверхности и нижней поверхности, выполнена в виде зеркала, которое вращается вокруг оси, служащей осью вращения и пронизывающей верхнюю поверхность и нижнюю поверхность, и которое вызывает отражение в зеркале лазерного пучка, излучаемого из блока вывода лазерного пучка; и
оптическую систему, которая направляет отраженный в многогранном зеркале лазерный пучок на поверхность объекта,
причем ось вращения многогранного зеркала параллельна поверхности объекта и практически параллельна направлению, в котором происходит сканирование лазерным пучком.
[0157] Другой аспект 2 представляет собой устройство лазерного сканирования по другому аспекту 1, в котором, в случае, при котором:
эффективная длина Ls сканирования определяется как диаметр отраженного в многогранном зеркале лазерного пучка во время достижения объекта, движущийся вдоль направления оси вращения многогранного зеркала на поверхности объекта во время периода между тем, как диаметр лазерного пучка, излученного из блока вывода лазерного пучка, во время достижения зеркала, образованного на многогранном зеркале, приходит в контакт с одним краем зеркала, а затем приходит в контакт с другим краем зеркала по мере вращения многогранного зеркала, и
ширина устройства лазерного сканирования вдоль направления оси вращения многогранного зеркала обозначена как W,
W<Ls.
[0158] Другой аспект 3 представляет собой способ лазерного сканирования путем сканирования поверхности объекта лазерным пучком, включающий:
стадию вывода лазерного пучка с излучением лазерного пучка с использованием блока вывода лазерного пучка;
стадию отражения с отражением лазерного пучка, излучаемого из блока вывода лазерного пучка, в зеркале с использованием многогранного зеркала, которое имеет многоугольную форму, включающую верхнюю поверхность и нижнюю поверхность, являющиеся многоугольными, в котором по меньшей мере любая одна поверхность, кроме верхней поверхности и нижней поверхности, выполнена в виде зеркала, и которое вращается вокруг оси, служащей осью вращения и пронизывающей верхнюю поверхность и нижнюю поверхность; и
стадию направления света с направлением отраженного в многогранном зеркале лазерного пучка на поверхность объекта с использованием оптической системы,
причем ось вращения многогранного зеркала параллельна поверхности объекта и практически параллельна направлению, в котором происходит сканирование лазерным пучком.
[0159] Другой аспект 4 представляет собой устройство лазерной обработки, включающее:
множество устройств лазерного сканирования по другому аспекту 1, размещенных бок о бок в направлении по ширине листа электротехнической стали или стального листа, сформированного на листе электротехнической стали, так что поверхность листа электротехнической стали или стального листа, сформированного на листе электротехнической стали, подвергается сканированию и обработке лазерным пучком.
[0160] Другой аспект 5 представляет собой способ изготовления листа электротехнической стали, включающий:
размещение множества устройств лазерного сканирования по другому аспекту 1 бок о бок в направлении по ширине листа электротехнической стали или стального листа, сформированного на листе электротехнической стали; и
сканирование и обработку поверхности листа электротехнической стали или стального листа, сформированного на листе электротехнической стали, лазерным пучком.
[0161] Согласно другим аспектам, можно сократить занимаемую устройством лазерного сканирования ширину по сравнению с традиционным устройством лазерного сканирования, примером которого является устройство лазерного сканирования или тому подобное, в котором плоскость вращения многогранного зеркала является практически параллельной поверхности объекта.
[0162] Содержание заявки на патент Японии №2021-058353, поданной 30 марта 2021 года, включено сюда по ссылке во всей своей полноте.
[0163] В дополнение, все цитированные документы, патентные заявки и технические стандарты, упомянутые в настоящем описании, включены по ссылке в настоящее описание в такой же степени, как если бы отдельные цитированный документ, патентная заявка или технический стандарт были конкретно и индивидуально указаны как включенные по ссылке.
[0164] 10 - устройство лазерного сканирования
12 - блок вывода лазерного пучка
14 - плоское зеркало
16 - многогранное зеркало
18 - оптическая система
20 - двигатель
22 - зеркальная поверхность
24 - ось вращения
26 - первое зеркало
28 - второе зеркало
30 - фокусирующее зеркало
40 - лист электротехнической стали
42 - обработанный участок
50 - устройство лазерной обработки
60 - устройство лазерного сканирования
62 - первый поворотный элемент
63 - второй поворотный элемент
64 - отверстие
70 - устройство лазерной обработки
80 - устройство лазерного сканирования
82 - первый блок лазерного сканирования
84 - второй блок лазерного сканирования
92 - блок вывода лазерного пучка
94 - зеркало
96 - многогранное зеркало
98 - оптическая система
106 - первое зеркало
108 - второе зеркало
110 - фокусирующее зеркало
120 - устройство лазерной обработки
130 - устройство лазерного сканирования
140 - устройство лазерной обработки
В - лазерный пучок
B1 - первый лазерный пучок
B2 - второй лазерный пучок
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2673271C2 |
| СПОСОБ И УСТРОЙСТВО ЛАЗЕРНОГО СКАНИРОВАНИЯ | 2004 |
|
RU2297724C2 |
| Устройство для лазерного сканирования | 1989 |
|
SU1649498A1 |
| Устройство сканирования | 1981 |
|
SU1136095A1 |
| УСТРОЙСТВО ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2661977C1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ХИРУРГИЧЕСКОЙ ОФТАЛЬМОЛОГИИ | 2009 |
|
RU2516121C2 |
| Система сканирования | 1982 |
|
SU1053058A1 |
| УСТРОЙСТВО ДЛЯ ЛАЗЕРНОЙ ОБРАБОТКИ И СПОСОБ ЛАЗЕРНОГО ОБЛУЧЕНИЯ | 2013 |
|
RU2621092C2 |
| УСТРОЙСТВО ОПТИЧЕСКОГО СКАНИРОВАНИЯ И УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ, ИСПОЛЬЗУЮЩЕЕ ТАКОЙ АНАЛИЗАТОР | 2008 |
|
RU2392648C1 |
| ЛАЗЕРНАЯ СКАНИРУЮЩАЯ СИСТЕМА, УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2011 |
|
RU2559306C2 |
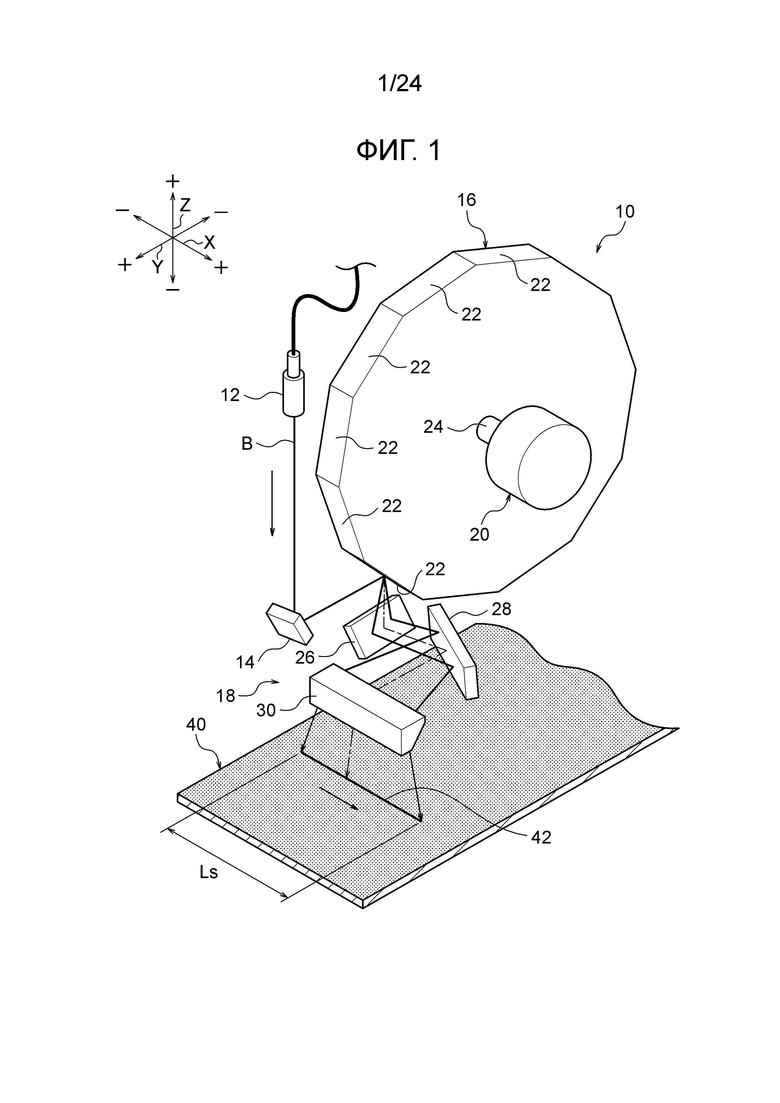
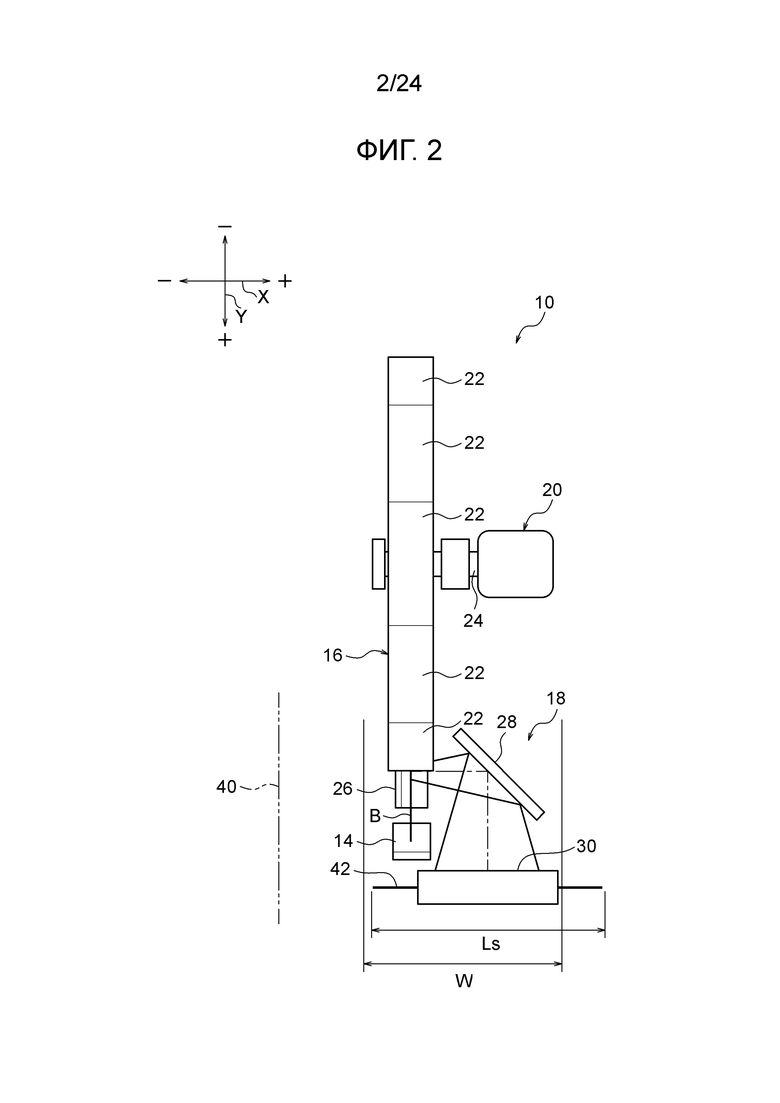
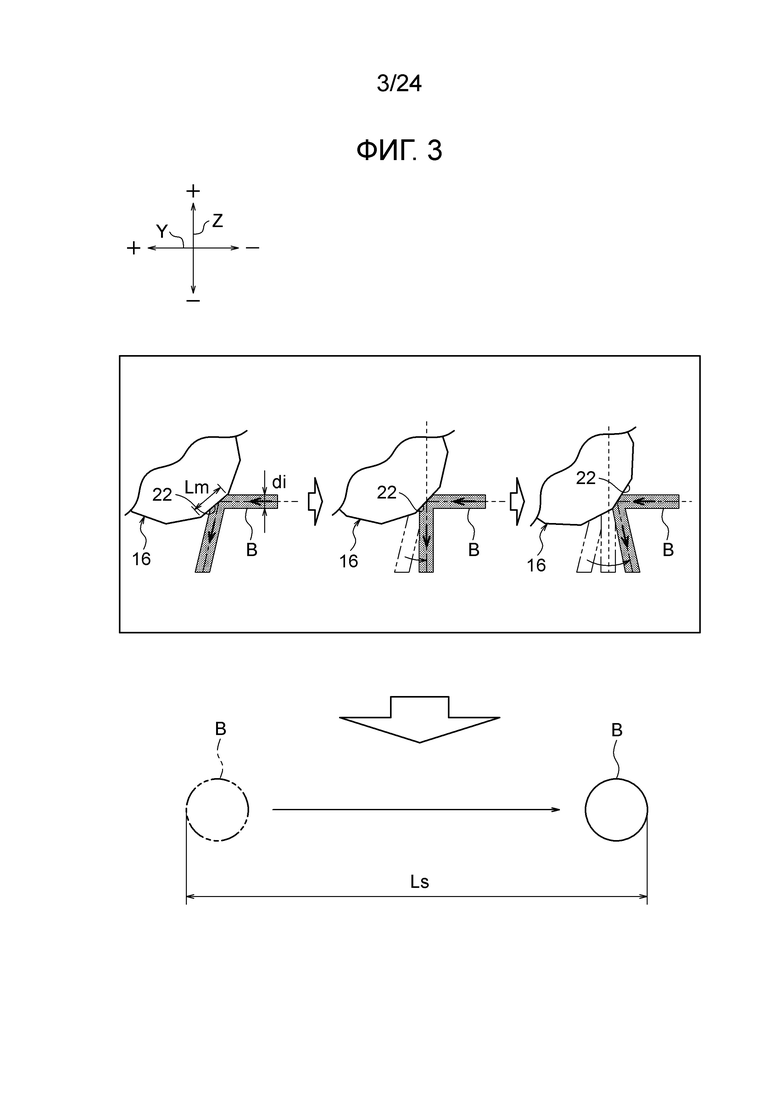
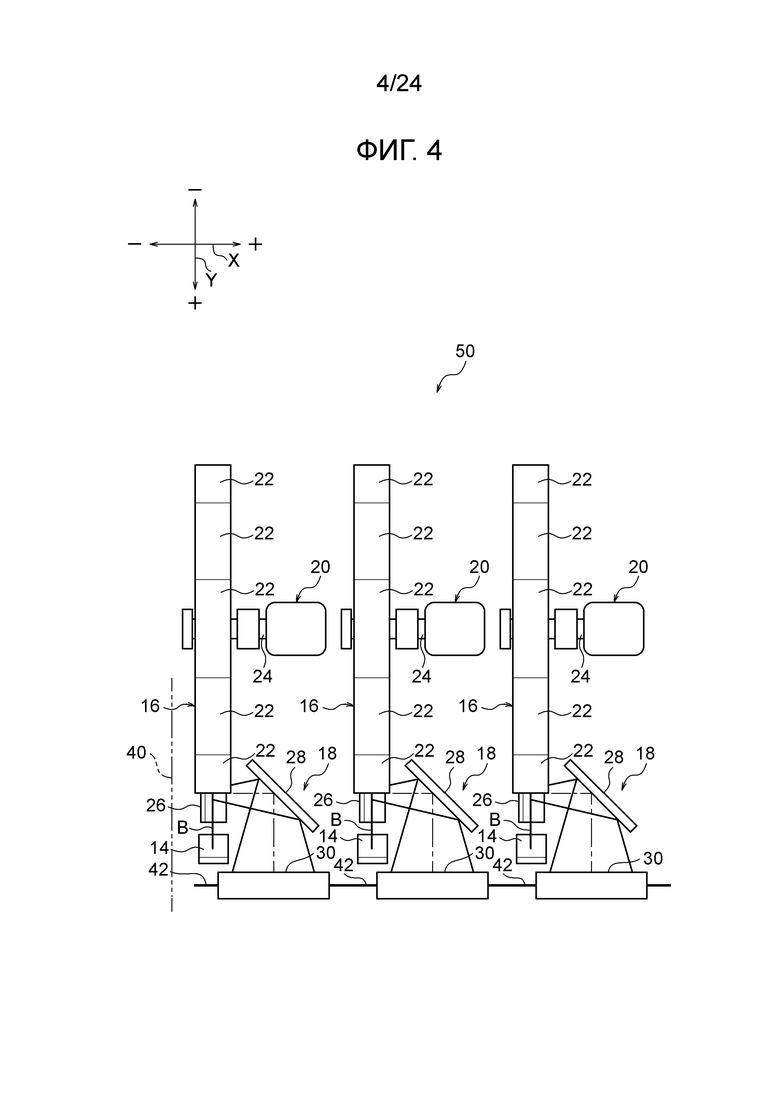
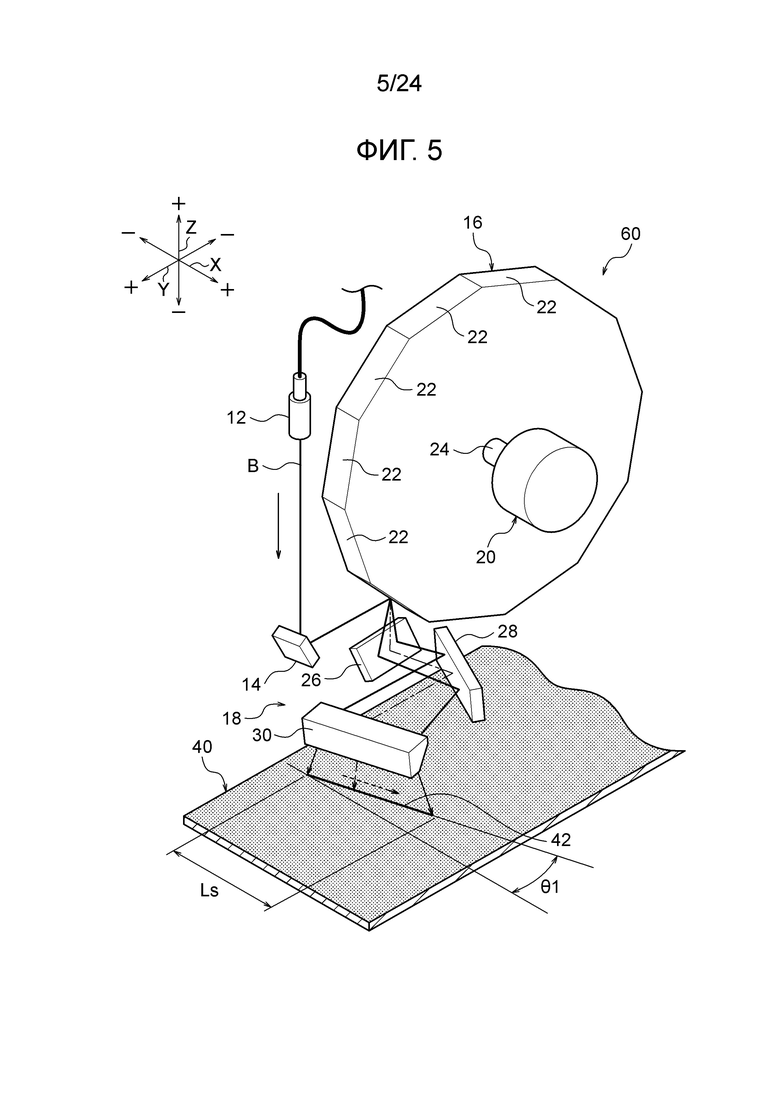
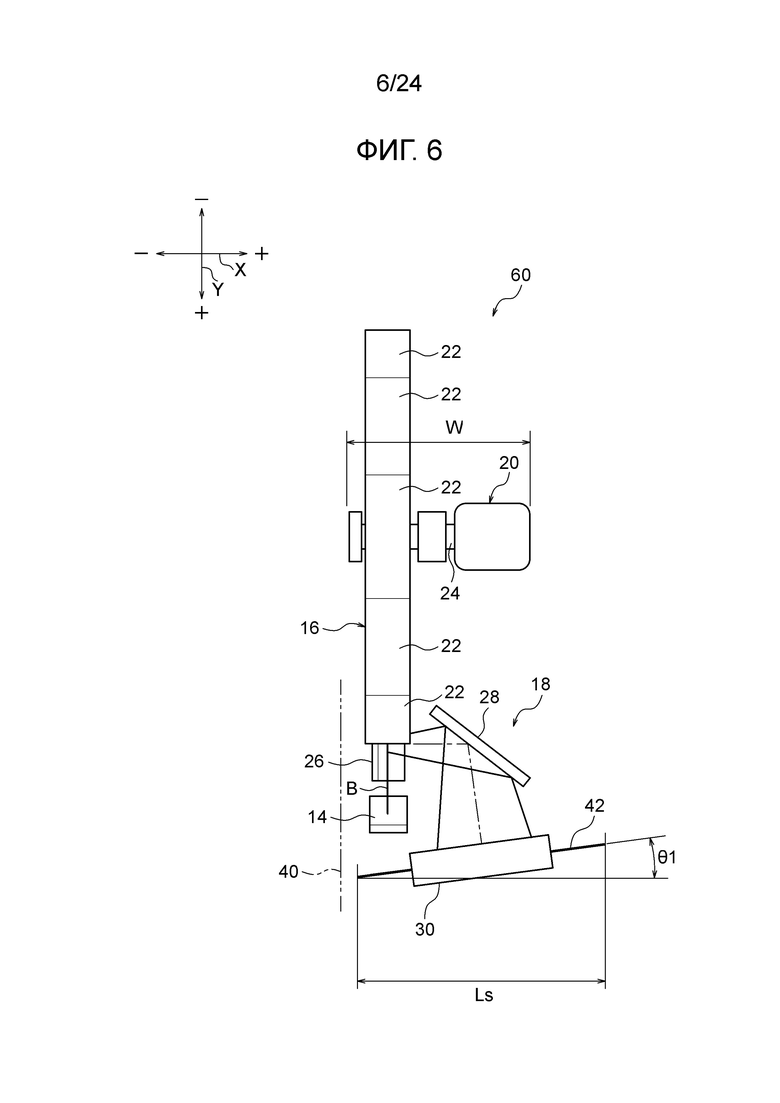
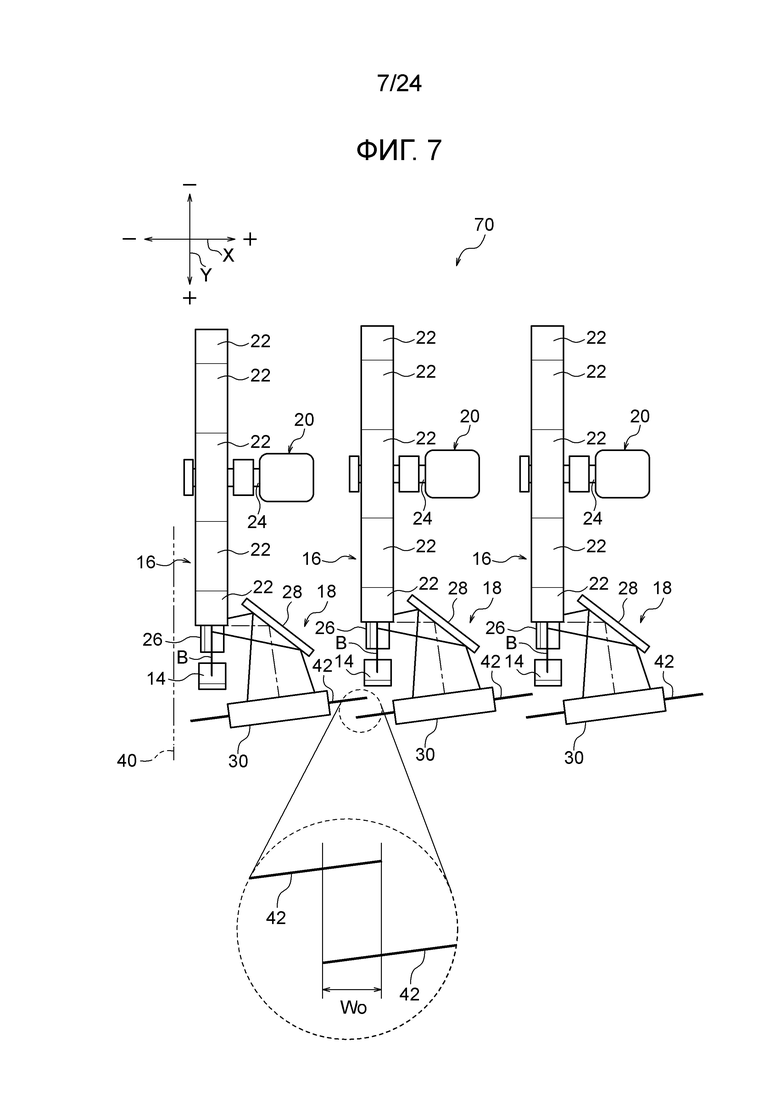
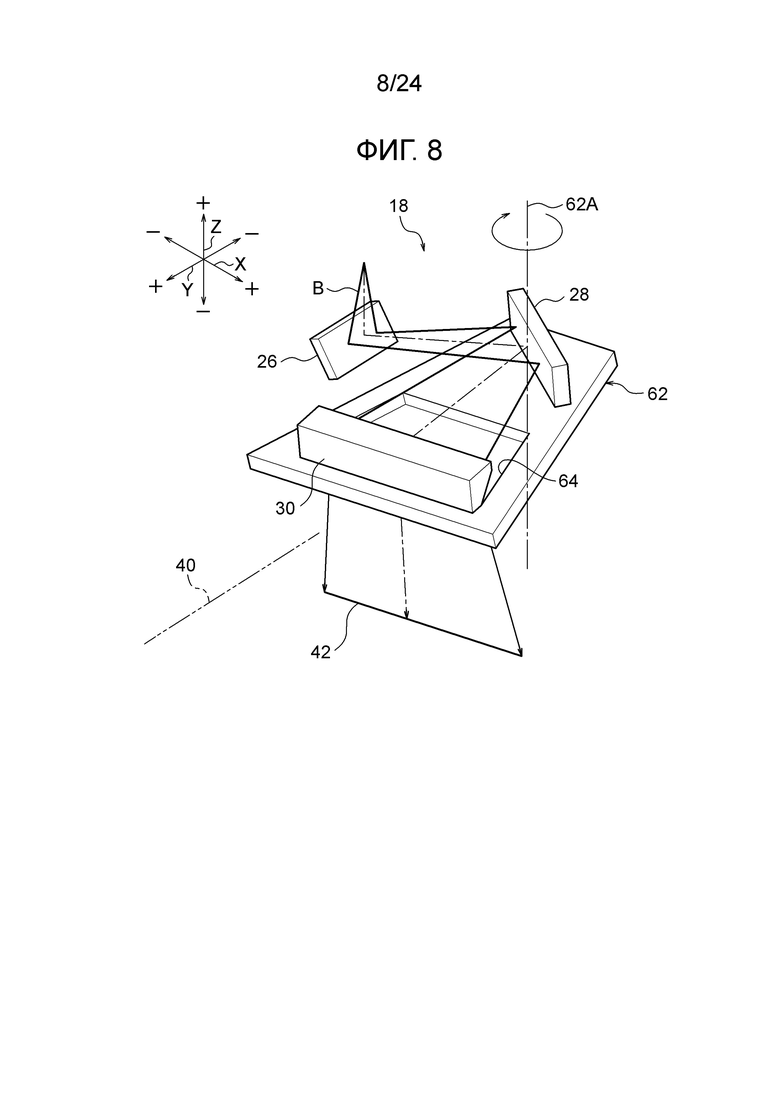
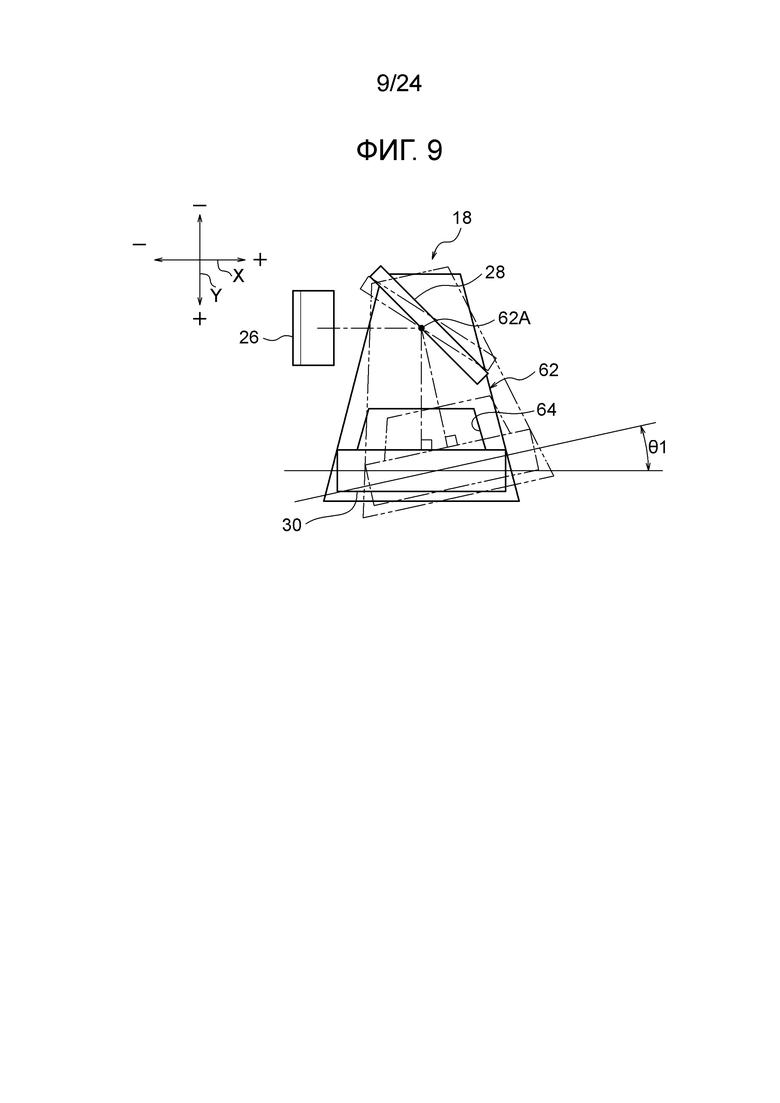
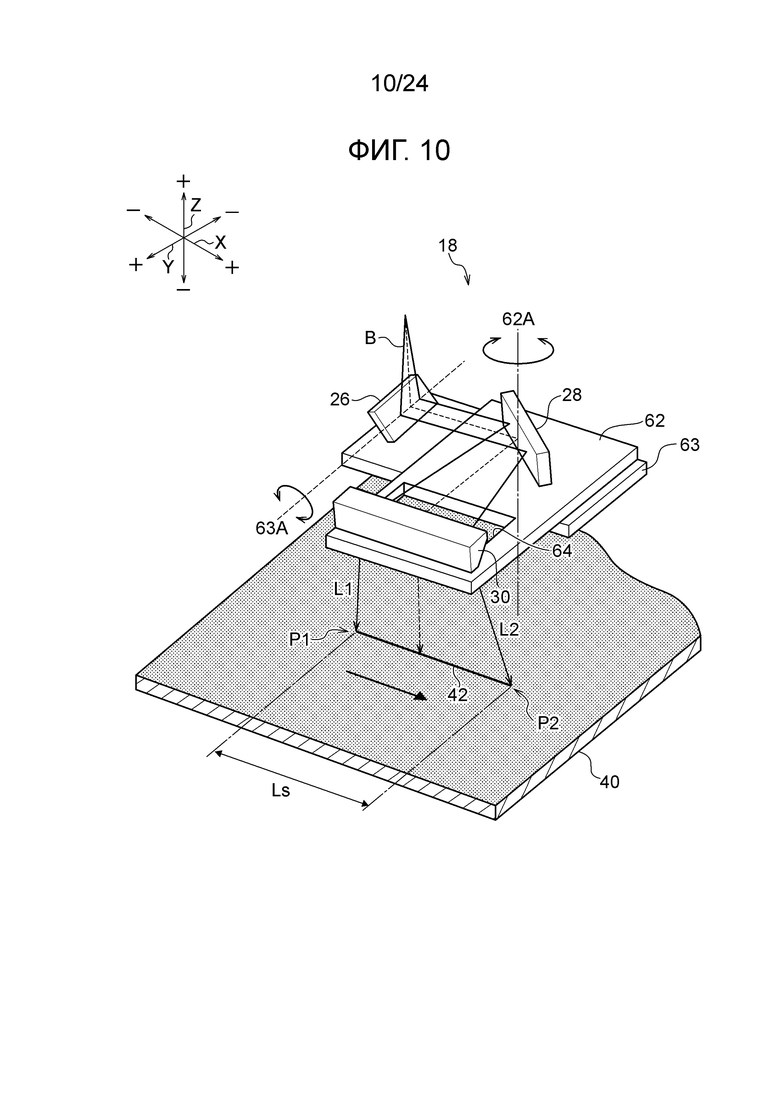
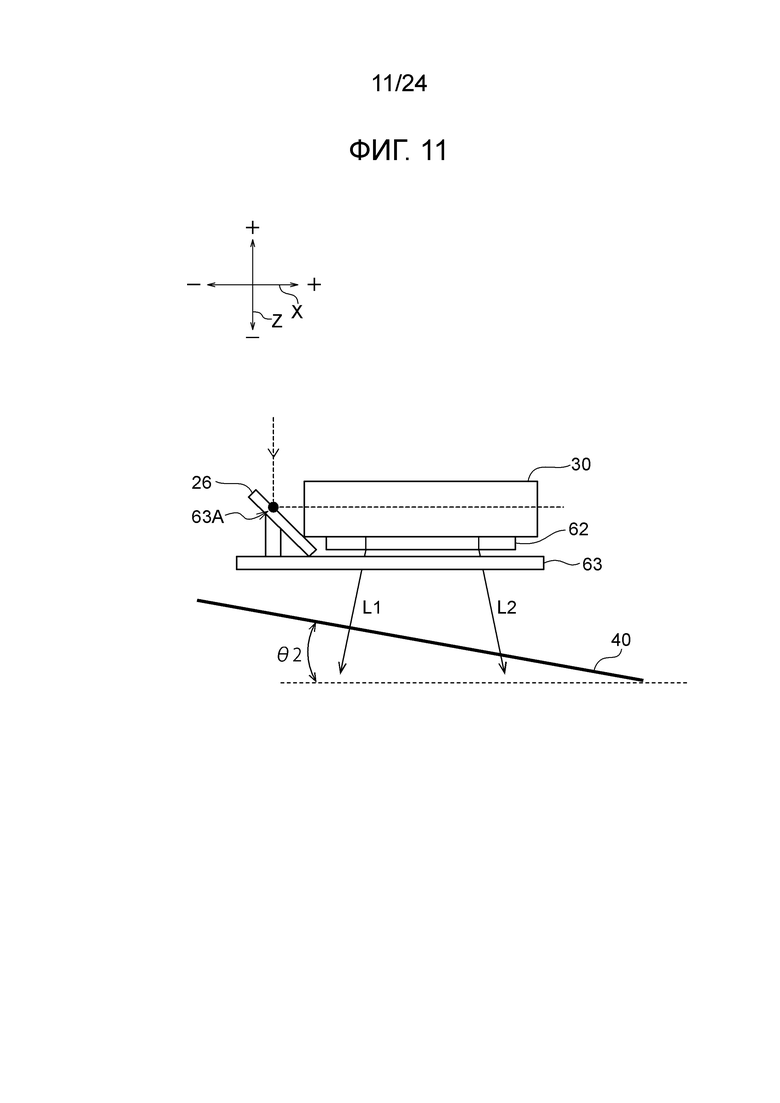
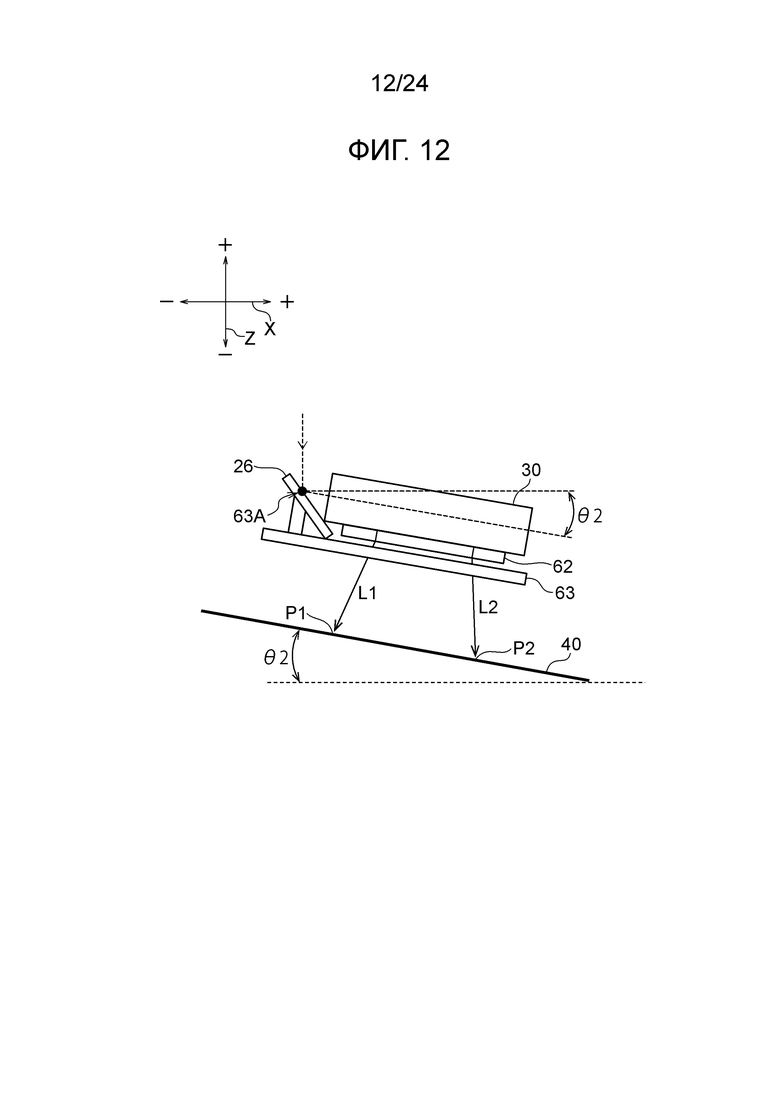
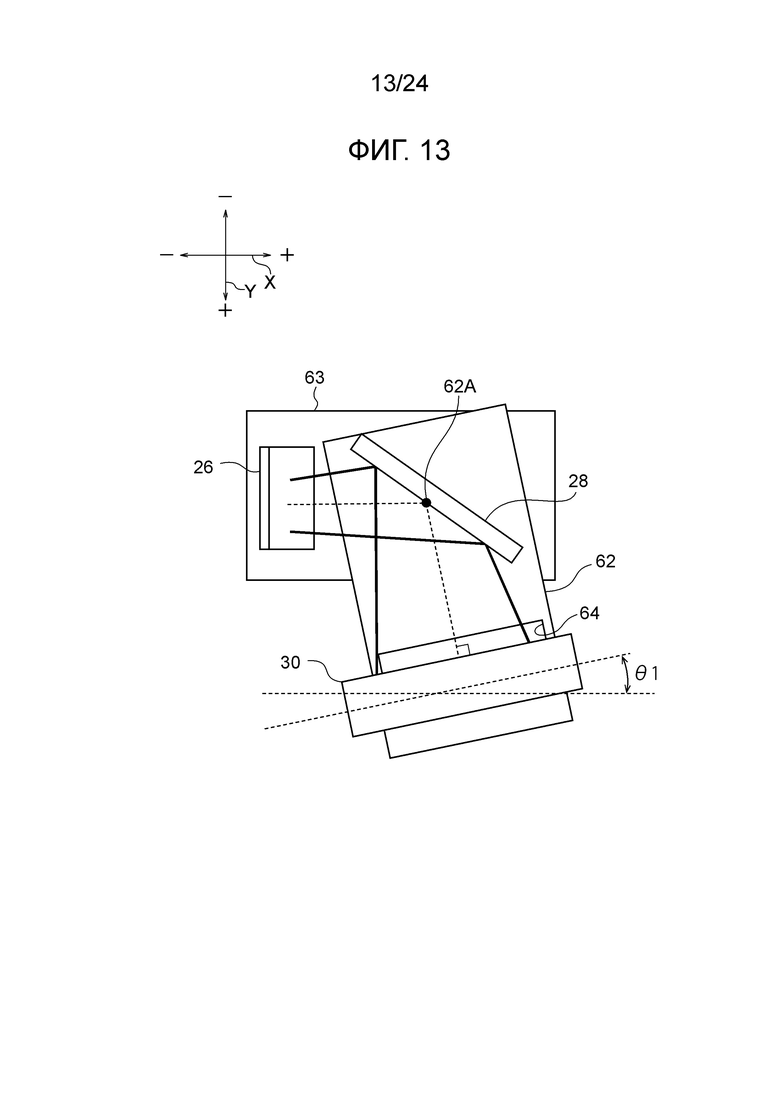
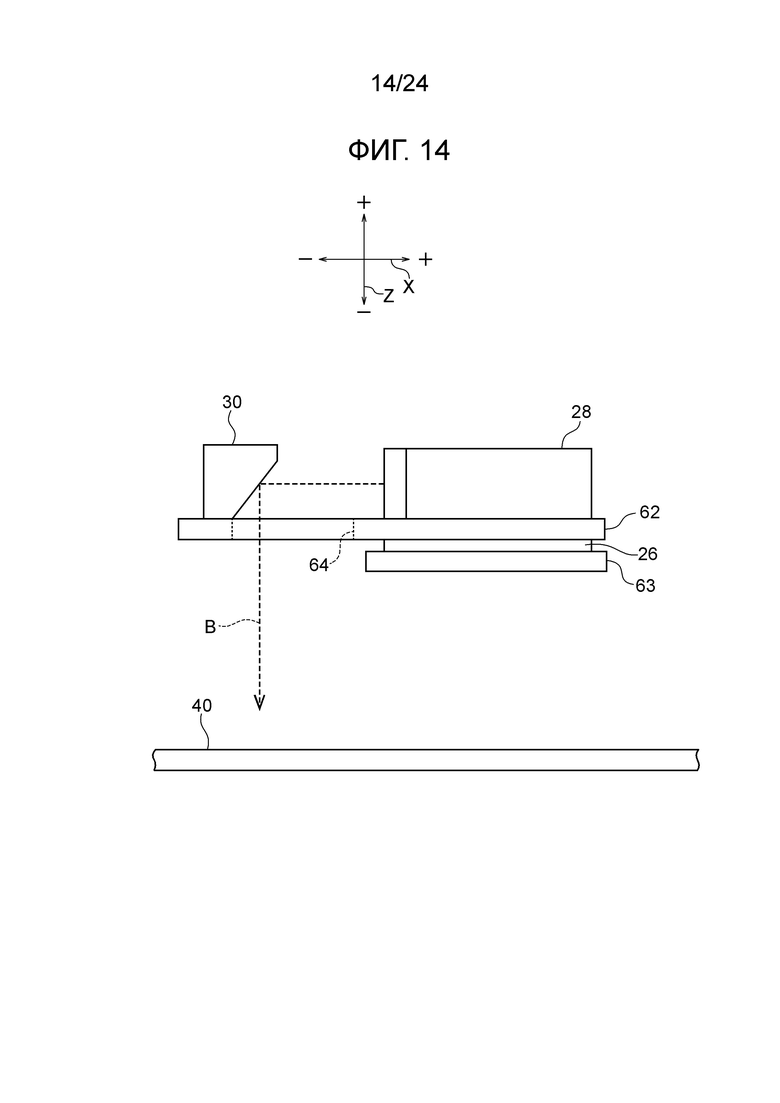
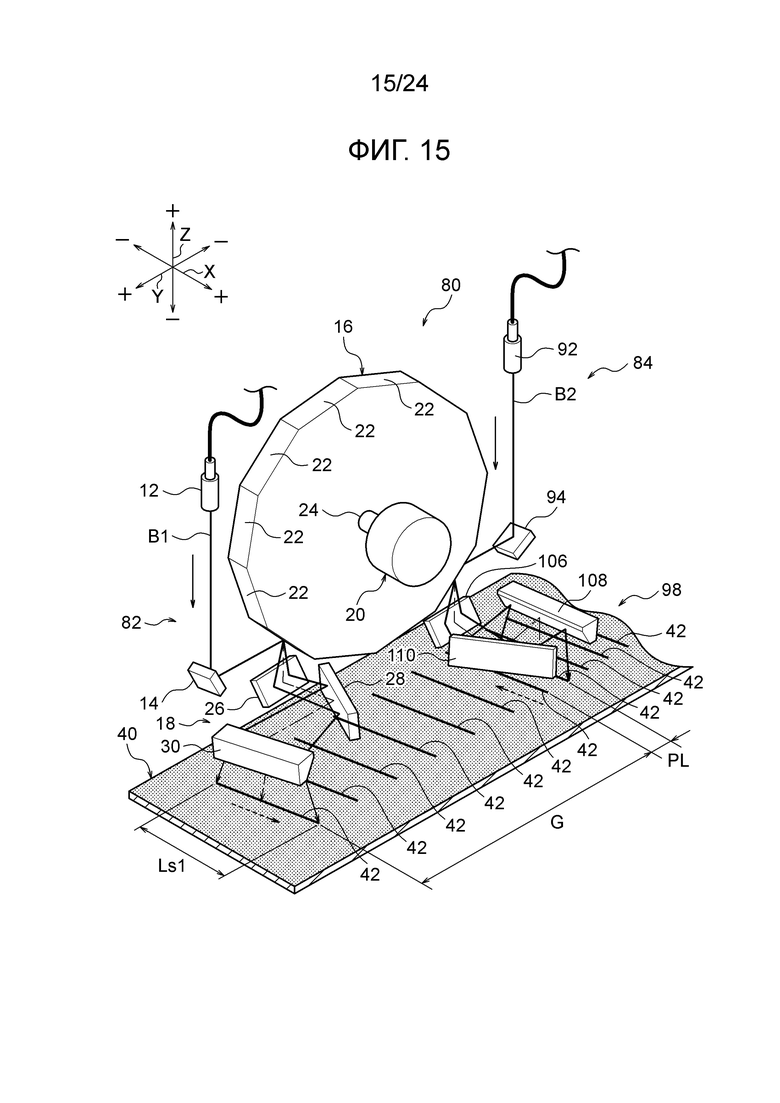
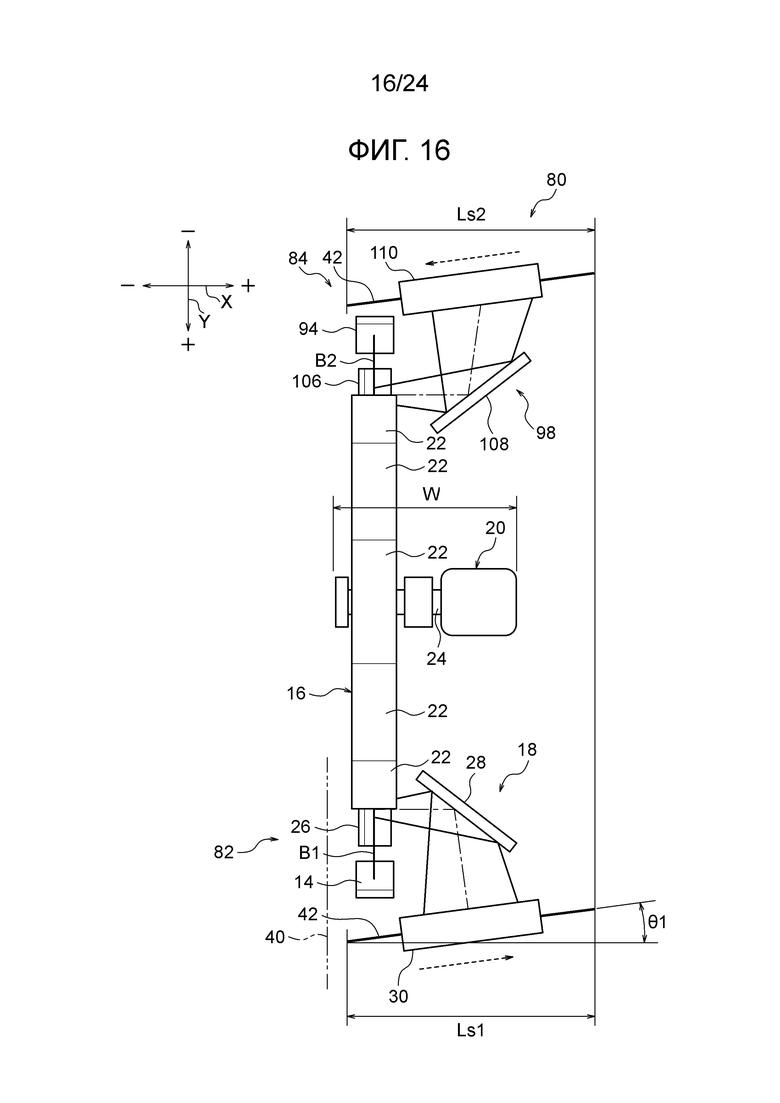
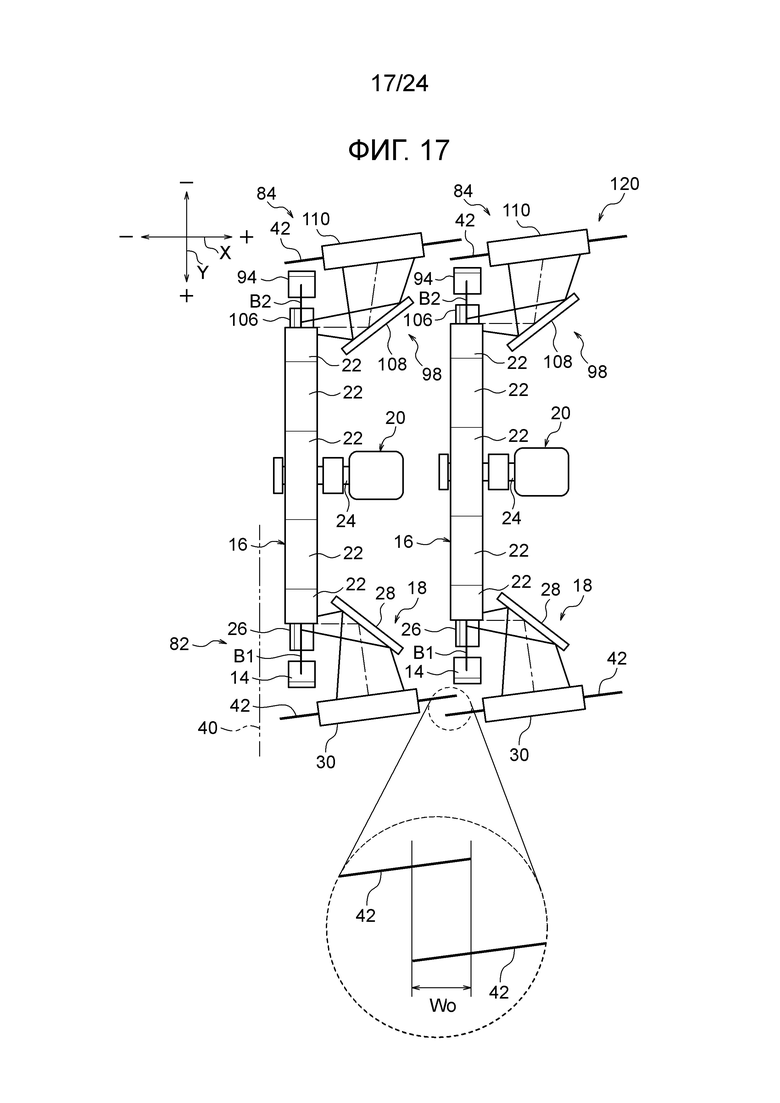
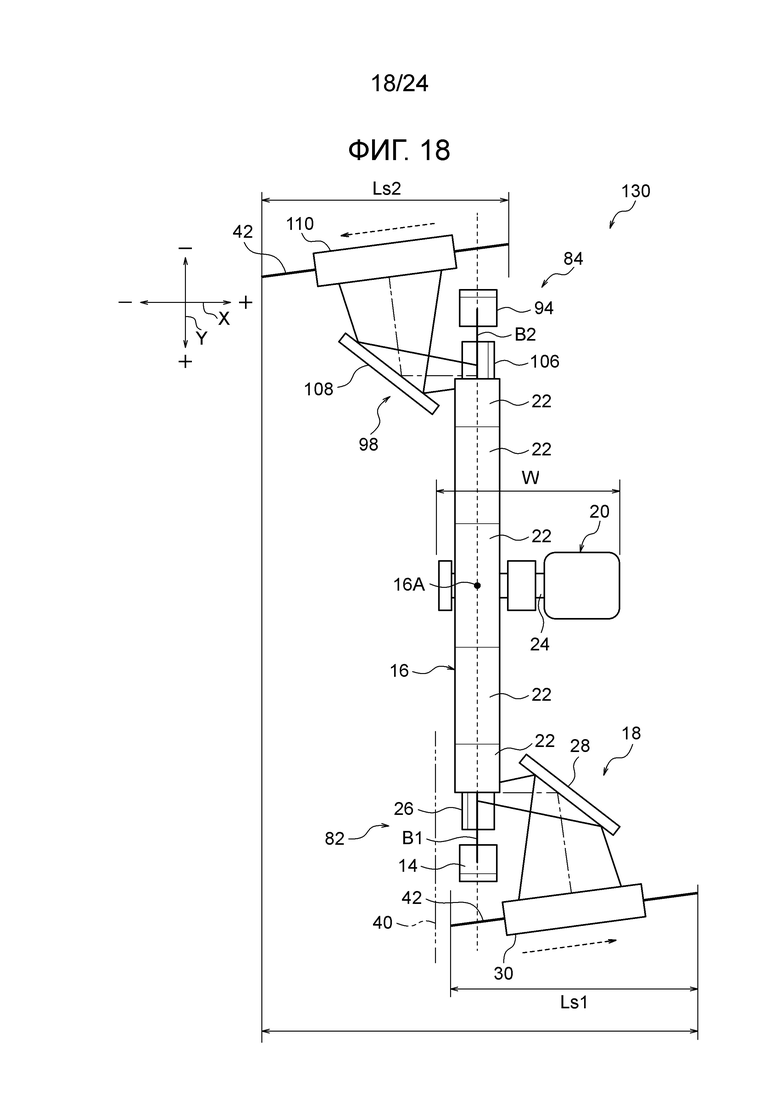
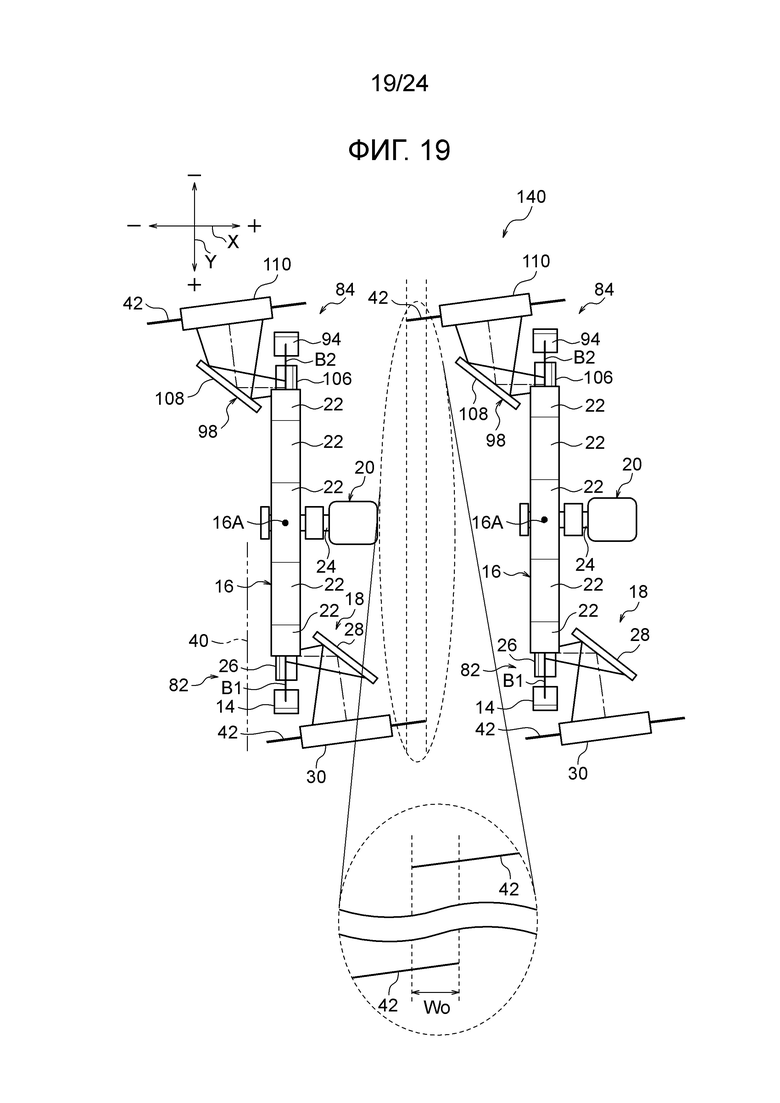
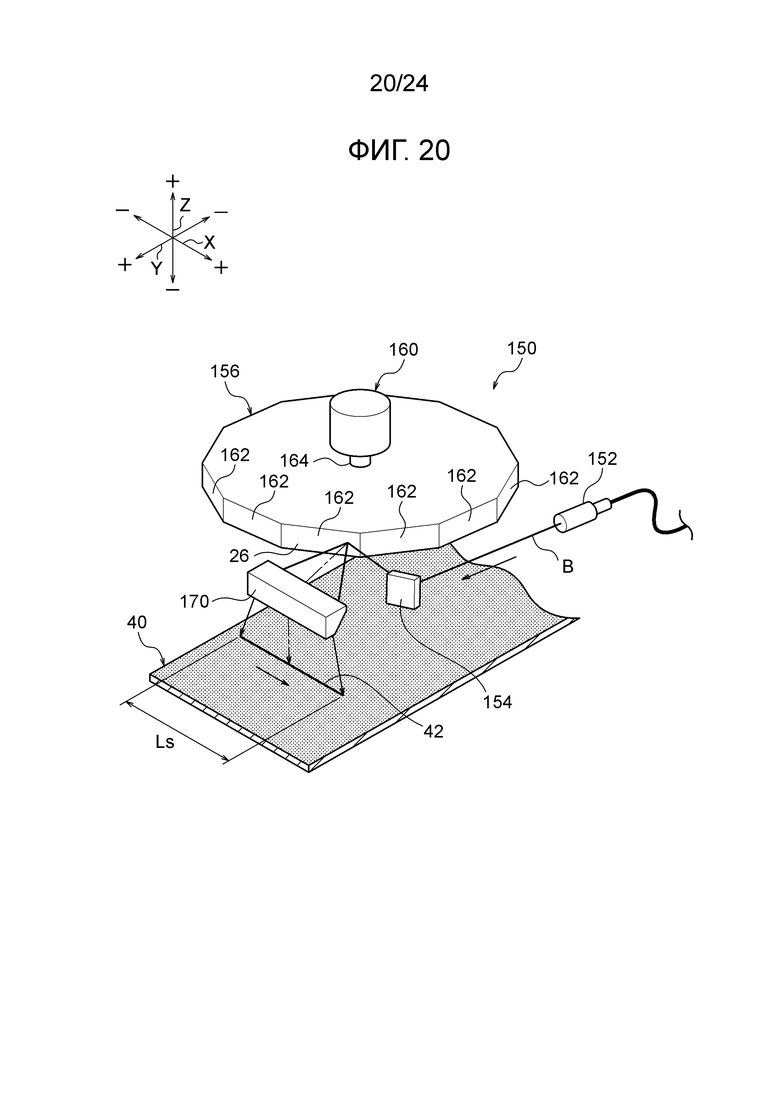
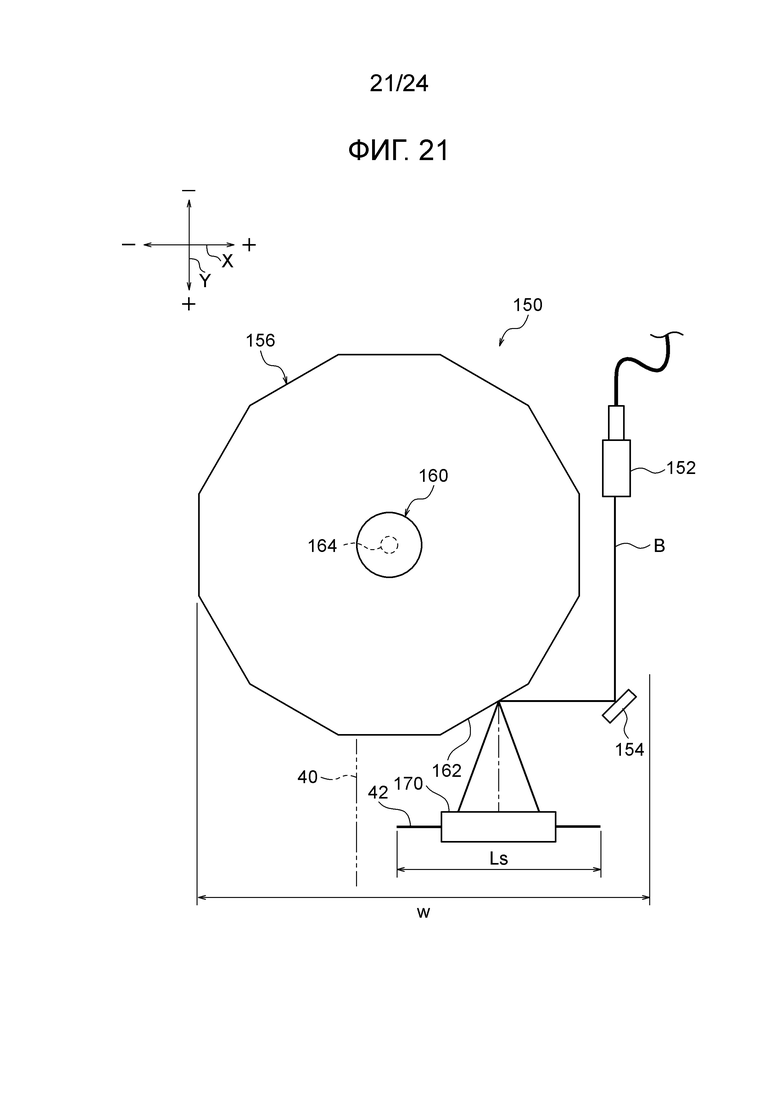
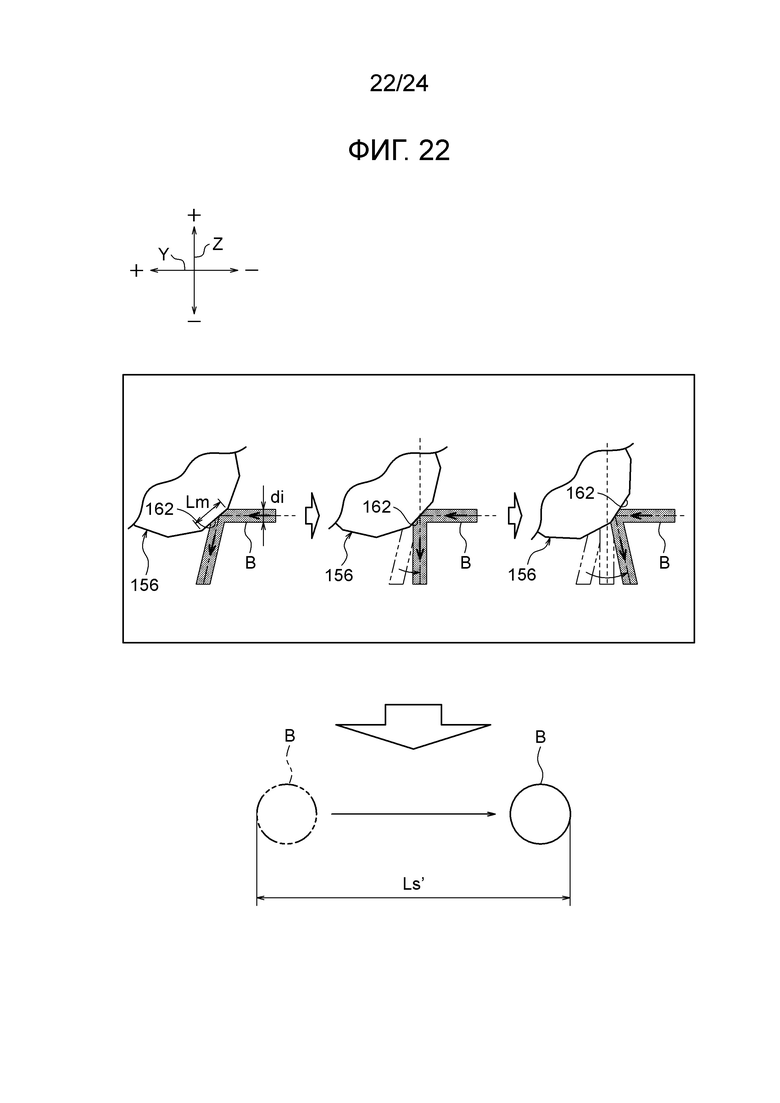
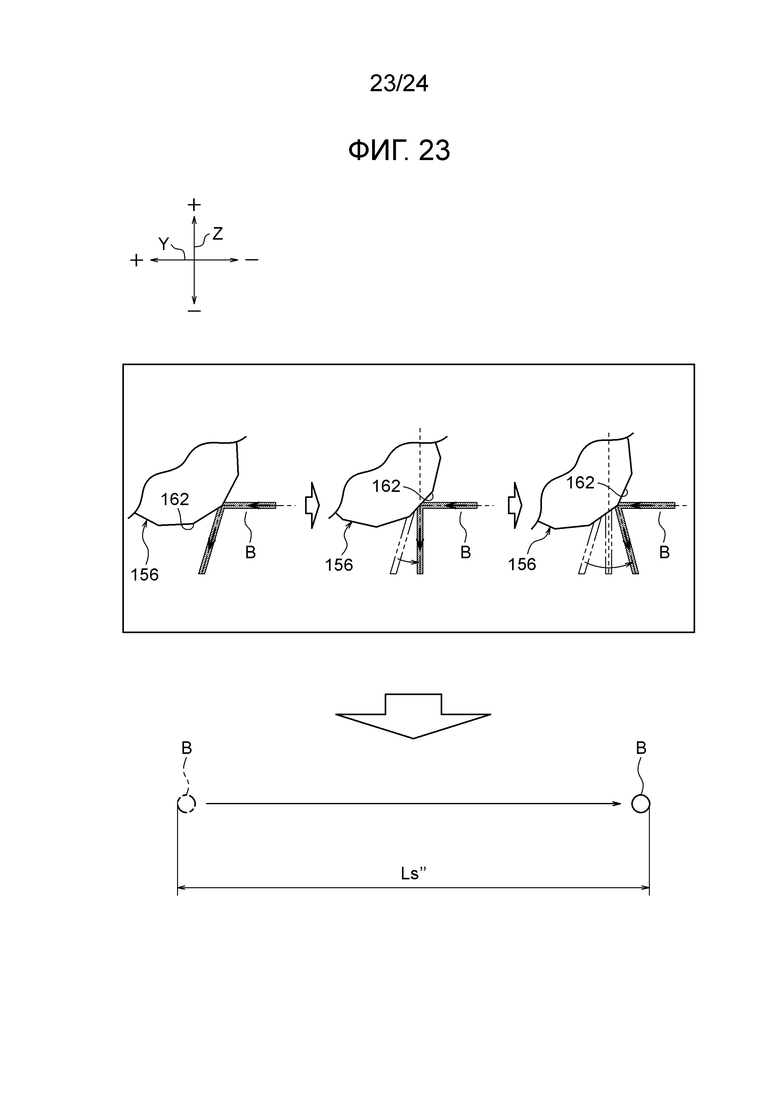
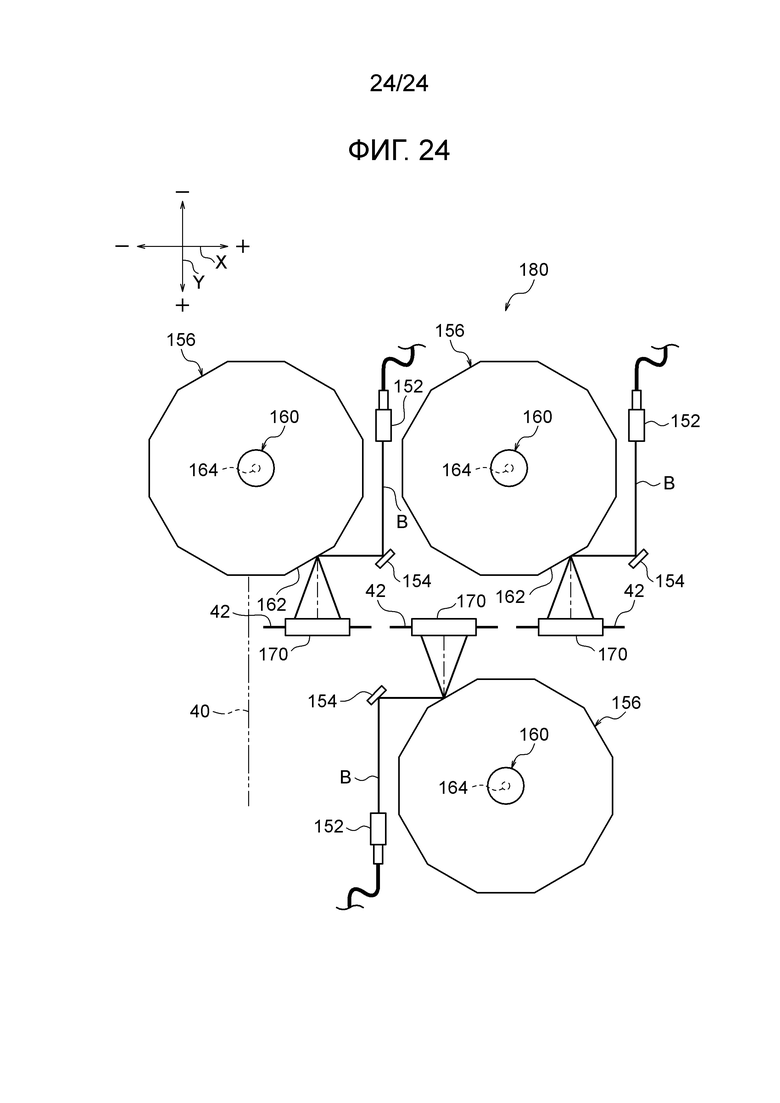
Изобретение относится к устройству лазерного сканирования, облучающему и сканирующему поверхности объектов лазерными пучками для их обработки или модифицирования. Устройство содержит блок вывода лазерного пучка, который излучает лазерный пучок, многогранное зеркало, которое вызывает отражение лазерного пучка, излучаемого из блока вывода лазерного пучка, и оптическую систему, которая направляет отраженный в многогранном зеркале лазерный пучок на поверхность объекта. Ось вращения многогранного зеркала параллельна поверхности объекта и параллельна направлению, в котором происходит сканирование лазерным пучком, или ориентирована в направлении, пересекающем направление сканирования лазерным пучком, если смотреть в направлении нормали к поверхности объекта. В случае, при котором эффективная длина Ls сканирования определяется как сумма диаметра лазерного пучка на поверхности объекта и длины сканирования лазерного пучка на поверхности объекта вдоль направления оси вращения многогранного зеркала по мере вращения многогранного зеркала, а ширина устройства лазерного сканирования вдоль направления оси вращения многогранного зеркала обозначена как W, выполняется соотношение W<Ls. Оптическая система включает в себя отражающее зеркало, которое отражает отраженный в многогранном зеркале лазерный пучок для изменения направления сканирования лазерным пучком, фокусирующее зеркало, которое отражает отраженный в отражающем зеркале лазерный пучок к объекту, и поворотный элемент, который поддерживает отражающее зеркало и фокусирующее зеркало и поворачивается вдоль плоскости, включающей оптический путь лазерного пучка между отражающим зеркалом и фокусирующим зеркалом. Обеспечивается создание термических напряжений или канавок, улучшающих магнитные потери, при сокращении ширины, занимаемой устройством, и отсутствии промежутков между линиями сканирования. 6 н.п. ф-лы, 24 ил.
1. Устройство лазерного сканирования, которое сканирует поверхность объекта лазерным пучком, содержащее:
блок вывода лазерного пучка, который излучает лазерный пучок;
многогранное зеркало, которое вызывает отражение лазерного пучка, излучаемого из блока вывода лазерного пучка; и
оптическую систему, которая направляет отраженный в многогранном зеркале лазерный пучок на поверхность объекта,
причем ось вращения многогранного зеркала параллельна поверхности объекта и параллельна направлению, в котором происходит сканирование лазерным пучком, или ориентирована в направлении, пересекающем направление сканирования лазерным пучком, если смотреть в направлении нормали к поверхности объекта; и
в случае, при котором:
эффективная длина Ls сканирования определяется как сумма диаметра лазерного пучка на поверхности объекта и длины сканирования лазерного пучка на поверхности объекта вдоль направления оси вращения многогранного зеркала по мере вращения многогранного зеркала, и
ширина устройства лазерного сканирования вдоль направления оси вращения многогранного зеркала обозначена как W,
W<Ls.
2. Устройство лазерного сканирования, которое сканирует поверхность объекта лазерным пучком, содержащее:
блок вывода лазерного пучка, который излучает лазерный пучок;
многогранное зеркало, которое вызывает отражение лазерного пучка, излучаемого из блока вывода лазерного пучка; и
оптическую систему, которая направляет отраженный в многогранном зеркале лазерный пучок на поверхность объекта,
причем ось вращения многогранного зеркала параллельна поверхности объекта и параллельна направлению, в котором происходит сканирование лазерным пучком, или ориентирована в направлении, пересекающем направление сканирования лазерным пучком, если смотреть в направлении нормали к поверхности объекта; и
при этом оптическая система включает в себя:
отражающее зеркало, которое отражает отраженный в многогранном зеркале лазерный пучок для изменения направления сканирования лазерным пучком;
фокусирующее зеркало, которое отражает отраженный в отражающем зеркале лазерный пучок к объекту; и
поворотный элемент, который поддерживает отражающее зеркало и фокусирующее зеркало и поворачивается вдоль плоскости, включающей оптический путь лазерного пучка между отражающим зеркалом и фокусирующим зеркалом.
3. Способ лазерного сканирования путем сканирования поверхности объекта лазерным пучком, включающий:
стадию вывода лазерного пучка с излучением лазерного пучка с использованием блока вывода лазерного пучка;
стадию отражения с отражением лазерного пучка, излучаемого из блока вывода лазерного пучка, с использованием многогранного зеркала; и
стадию направления света с направлением отраженного в многогранном зеркале лазерного пучка на поверхность объекта с использованием оптической системы,
причем ось вращения многогранного зеркала параллельна поверхности объекта и параллельна направлению, в котором происходит сканирование лазерным пучком, или ориентирована в направлении, пересекающем направление сканирования лазерным пучком, если смотреть в направлении нормали к поверхности объекта; и
в случае, при котором:
эффективная длина Ls сканирования определяется как сумма диаметра лазерного пучка на поверхности объекта и длины сканирования лазерного пучка на поверхности объекта вдоль направления оси вращения многогранного зеркала по мере вращения многогранного зеркала, и
ширина устройства лазерного сканирования вдоль направления оси вращения многогранного зеркала обозначена как W,
W<Ls.
4. Способ лазерного сканирования путем сканирования поверхности объекта лазерным пучком, включающий:
стадию вывода лазерного пучка с излучением лазерного пучка с использованием блока вывода лазерного пучка;
стадию отражения с отражением лазерного пучка, излучаемого из блока вывода лазерного пучка, с использованием многогранного зеркала; и
стадию направления света с направлением отраженного в многогранном зеркале лазерного пучка на поверхность объекта с использованием оптической системы,
причем ось вращения многогранного зеркала параллельна поверхности объекта и параллельна направлению, в котором происходит сканирование лазерным пучком, или ориентирована в направлении, пересекающем направление сканирования лазерным пучком, если смотреть в направлении нормали к поверхности объекта; и
при этом оптическая система включает в себя:
отражающее зеркало, которое отражает отраженный в многогранном зеркале лазерный пучок для изменения направления сканирования лазерным пучком;
фокусирующее зеркало, которое отражает отраженный в отражающем зеркале лазерный пучок к объекту; и
поворотный элемент, который поддерживает отражающее зеркало и фокусирующее зеркало и поворачивается вдоль плоскости, включающей оптический путь лазерного пучка между отражающим зеркалом и фокусирующим зеркалом.
5. Устройство лазерной обработки, содержащее:
множество устройств лазерного сканирования по п. 1 или 2, размещенных бок о бок в направлении по ширине листа электротехнической стали или стального листа, так что поверхность листа электротехнической стали или стального листа подвергается сканированию и обработке лазерным пучком.
6. Способ изготовления листа электротехнической стали, включающий:
размещение множества устройств лазерного сканирования по п. 1 или 2 бок о бок в направлении по ширине листа электротехнической стали или стального листа; и
сканирование и обработку поверхности листа электротехнической стали или стального листа лазерным пучком.
| WO 03103887 A1, 18.12.2003 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТА ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕКРАСНЫМИ МАГНИТНЫМИ СВОЙСТВАМИ | 2006 |
|
RU2371487C1 |
| ЛАЗЕРНАЯ СКАНИРУЮЩАЯ СИСТЕМА НА ОСНОВЕ РЕЗОНАНСНОГО СКАНЕРА | 2012 |
|
RU2492514C1 |
| УСТРОЙСТВО ЛАЗЕРНОЙ ОБРАБОТКИ | 2014 |
|
RU2661977C1 |

