Настоящее изобретение относится к способу нанесения содержащего серу герметизирующего состава SCOD при герметизации, покрытии и/или аэродинамическом сглаживании по меньшей мере одного соединительного элемента, который выступает из поверхности, и/или при герметизации, покрытии и/или аэродинамическом сглаживании поверхности в зазоре или на неровном месте соединения содержащим серу герметизирующим составом SCOD, по меньшей мере на одном месте нанесения, в частности, на аэрокосмическом элементе конструкции, к соответствующему устройству, к соответственно обработанному аэрокосмическому летательному аппарату, и к применению указанного способа и устройства.
Герметизирующие составы в аэрокосмической отрасли применяют для герметизации поверхностей элементов конструкции, в частности от воздуха, воды и/или топлива, для того чтобы также обеспечить защиту от коррозии, и для того чтобы аэродинамически сгладить внешние поверхности элементов конструкции, с тем, чтобы минимизировать сопротивление воздуха, например, на аэродинамических поверхностях и фюзеляже.
Поверхность, подлежащая герметизации, в частности на аэрокосмическом элементе конструкции, имеет, во время изготовления элемента конструкции, по меньшей мере один соединительный элемент, который выступает из поверхности, в основном по меньшей мере, такой, как например, соответствующий болт, заклепка, винт, резьбовой штырь, гайка, штырь или подобный по форме выступающий соединительный элемент, по меньшей мере один зазор, такой в основном, как место протекания, отверстие, шов, канавка, или место контакта между несколькими конструкционными элементами и/или по меньшей мере одно неровное место соединения, в основном такое, как фальцевый шов, место адгезии, сварное место, сварной шов и/или неровность. Место соединения, после установки соединения, называют местом нанесения, поскольку здесь размещают герметизацию (наносят) с применением герметизирующего состава в виде покрытия герметизирующего состава.
Герметизирующие составы, которые применяют в аэрокосмической отрасли, и соответствующие способы нанесения имеют тот недостаток, что это особенно времяемкий способ обработки, для того чтобы, например, герметизировать болты, заклепки, швы и сварные швы, с использованием хорошо прилипающего, устойчивого к топливу герметизирующего состава, даже после переменных условий. Поэтому, если необходимо изготовить такие элементы конструкции, как базовая плоскость фюзеляжа или аэродинамическая поверхность с 20, 200 или даже несколькими тысячами отдельных мест нанесений, на которых, например, должны быть установлены болт или заклепка, а затем загерметизированы, то операции, которые определяют скорость изготовления, это прежде всего операции механических процессов точного локализованного сверления для мест соединений, соединение болтов или заклепок, например, обеспечение заделок на местах нанесений, и соответствующее время ожидания до начала следующей операции процесса. Следующей операцией процесса может быть обеспечение доступа или перемещения элемента конструкции, или дополнительная механическая обработка, например, последующее сверление элемента конструкции.
Существенной определяющей скорость операцией является период ожидания до достижения нелипкого состояния герметизирующего состава по меньшей мере в одном месте нанесения, поскольку во время указанного периода, стружка от сверла и грязь могут приставать к липкому покрытию герметизирующего состава. Указанный период ожидания, до достижения нелипкого состояния герметизирующего состава по меньшей мере одного места нанесения, часто начинается с удаления по меньшей мере одного устройства и/или одного инструмента для установки и/или прикрепления по меньшей мере одного соединительного элемента во время приклепывания и/или завинчивания, и/или перемещения по меньшей мере одного устройства распылителя по меньшей мере на одно место нанесения, которое будет затем обработано. Указанный период ожидания до отсутствия прилипания герметизирующего состава по меньшей мере на одном месте нанесения, включает нанесение смешанного и/или частично незатвердевшего герметизирующего состава по меньшей мере на одном месте нанесения, а также возможное образование по меньшей мере одного покрытия герметизирующего состава в основном по меньшей мере на одном готовом профиле, где указанные покрытия независимо друг от друга предпочтительно имеют примерно форму обычного покрытия, конуса, головки и/или куполобразного или бусинкоподобного возвышения на поверхности, и/или снятие и/или удаление по меньшей мере одного устройства распылителя или по меньшей мере элемента по меньшей мере одного устройства распылителя из поверхности по меньшей мере одного покрытия герметизирующего состава. Указанный период ожидания до отсутствия прилипания герметизирующего состава по меньшей мере на одном месте нанесения также включает запуск отверждения нанесенного герметизирующего состава (покрытия герметизирующего состава) с помощью энергии, например, облучения посредством УФ излучение, выделения латентного катализатора, и отверждение нанесенного герметизирующего состава до приблизительного достижения нелипкого состояния, где указанное последнее время также известно как “время отверждения до отлипа.” Указанный период ожидания до нелипкого состояния герметизирующего состава по меньшей мере на одном месте нанесения, предпочтительно заканчивается при достижении нелипкой поверхности по меньшей мере одного покрытия герметизирующего состава и, часто является необходимым условием для перемещения элемента конструкции и/или для другой механической обработки, очищения по меньшей мере одного устройства и/или инструмента, установки и/или прикрепления по меньшей мере одного соединительного элемента, например, во время приклепывания и/или завинчивания.
При этом только герметизирующий состав SCOD (SCOD = твердеющий по требованию герметизирующий состав (англ.: Sealant Cure on Demand)) позволяет достичь сильного ускорения отверждения герметизирующего состава на желательный момент начала отверждения, и позволяет достичь нелипкого состояния и/или твердости по Шору А, которая составляет 30, например, в течение наиболее короткого периода времени.
В смысле настоящей заявки, однокомпонентный герметизирующий состав также считается “смешанным”, если - как обычно - и вследствие того, что содержащиеся компоненты однородно распределены.
Однако, сверление, крепление и герметизация, например, 100 таких мест соединения на аэродинамической поверхности на сегодняшний день требует нескольких часов, так, что это негативно влияет на создание таких воздушных транспортных средств, поскольку большой самолет, такой как Airbus A380 имеет количество отдельных мест соединения порядка 1000000. Количество отдельных мест соединения для каждой поверхности элемента конструкции сильно зависит от вида элемента конструкции. Задача, однако, состоит в достижении сокращения времени производственного цикла в общем и, в частности, сокращения указанного времени ожидания до нелипкого состояния герметизирующего состава по меньшей мере на одном месте нанесения.
По этой причине, важным элементом при изготовлении летательных аппаратов является ускорение процессов изготовления, без ущерба для конструкционных требований и долговечности элементов конструкции.
До настоящего времени большое количество мест соединения элементов в аэрокосмического отрасли все еще обеспечивают вручную, что является времяемким во время изготовления, например, самолета. Фактически, обеспечивают огромное количества точно расположенных отверстий, затем обеспечивают их болтами, винтами и/или подобными элементами соединений, и в конце герметизируют посредством покрытия герметизирующего состава, с тем, чтобы обеспечить структуру из различных элементов конструкции, например, структуру, образованную топливным баком и внешними поверхностями крыла. Также, для гладкой герметизации примыкающих элементов или элементов конструкции, наносят покрытие герметизирующего состава, которое обычно и в основном наносят вручную, и где, по меньшей мере небольшая внешняя поверхность герметизирующего состава доступна снаружи элемента конструкции.
В связи с этим, обычно применяют картридж, который имеет две отдельные камеры, каждая из которых отдельно заполнена базовой массой и отверждающим веществом. Содержимое картриджа затем объединяют и гомогенно смешивают. Затем указанную массу смешанного герметизирующего состава применяют для ручного нанесения покрытия герметизирующего состава, где нанесение обычно является точечным (например, над болтом или винтом), линейным (например, в виде валика из герметизирующего состава) или двумерным (например, с промежуточным слоем герметизирующего состава между двумя элементами конструкции).
При нанесении герметизирующего состава на место нанесения, обычно переносное устройство распылителя необходимо расположить в возможно центрированном положении над соединительным элементом, выступающим из поверхности, и нанести необходимое количество герметизирующего состава, стараясь не нанести при этом слишком большого или слишком малого количества герметизирующего состава, стараясь, чтобы покрытие герметизирующего состава над соединительным элементом не было слишком тонким (например, толщина оболочки меньше 0,5 мм по меньшей мере на одном участке покрытия над выступающий точкой соединения), где при этом герметизация является недостаточной, стараясь, чтобы наносимое покрытие герметизирующего состава не было слишком смещенным относительно центрального положения, и стараясь, чтобы форма покрытия не была слишком неровной. Недостатком ручного нанесения также является низкая воспроизводимость формы и размеров покрытия герметизирующего состава.
В альтернативном способе получения покрытия, в соответствии с US 7 438 974 В2, покрытия герметизирующего состава являются разделенными, в частности, их формируют заранее в виде конусов, которые заполняют неотвержденным герметизирующим составом и замораживают. Перед применением, указанные заготовки доводят до комнатной температуры. При осуществлении способа, во время установки соединительного элемента, необходимо вытеснить из конуса любой воздух. Этого можно достичь только посредством выдавливания любого избытка герметизирующего состава и кручения конуса, причем избыток неотвержденного герметизирующего состава часто образует нежелательный и изначально липкий валик герметизирующего состава на базовой поверхности покрытия, например, на основании конуса.
К тому же, указанный способ является очень времяемким, и может быть значительно улучшен посредством применения так называемого герметизирующего состава SCOD: в связи с этим можно применять модифицированный способ указанного изобретения с модифицированным устройством, где к месту нанесения применяют по меньшей мере один сформированный заранее конус герметизирующего состава, который заполнен неотвержденным герметизирующим составом SCOD, например, с помощью установки для нанесения, с ручкой и/или держателем, вместо обычного устройства распылителя, где сформированный заранее конус герметизирующего состава необязательно выдавливают на место нанесения, причем неотвержденный герметизирующий состав SCOD и/или возможно неотвержденный герметизирующий состав SCOD, выдавленный на основание применяемого сформированного заранее конуса, облучают посредством устройства для излучения, которое необязательно имеется в установке для нанесения, и вызывают и/или получают ускоренное отверждение.
Заявитель, который имеет большой опыт в аэрокосмической отрасли, не знает о каком-либо применении, в практике создания самолетов, герметизирующего состава на основе политиоэфира и/или полисульфида, где бы в соответственно подходящем герметизирующем составе вызывалось отверждение посредством передачи энергии в результате облучения с применением УФ излучения, с длиной волны в диапазоне, составляющем примерно 100-400 нм, или в результате применения излучения УФ-VIS, с длиной волны в диапазоне, составляющем примерно 300-600 нм.
При этом было выявлено, что при производстве аэрокосмических летательных аппаратов может быть сэкономлено значительное количество времени, если, например, с одной стороны, применять автоматизированное нанесение герметизирующего состава и/или частичную или полную автоматизацию нанесения герметизирующего состава на место нанесения и/или устанавливать устройства для облучения, для того чтобы вызывать отверждение нанесенного покрытия герметизирующего состава, которое осуществляется посредством сигнала к началу ("по требованию"), и, если например, в связи с этим применяемый герметизирующий состав выбирать таким образом, что за очень короткое время достигается нелипкое состояние и/или твердость по Шору А, которая составляет 30, то нерабочие периоды, а также полное время производства уменьшаются в результате более значительного показателя получения загерметизированных мест соединений, по сравнению с герметизацией таких мест по большей части вручную, с традиционным и медленным отверждением герметизирующего состава.
Предполагают, что экономия времени, которую можно получить с применением способа в соответствии с изобретением и с применением по меньшей мере одного устройства в соответствии с изобретением, по сравнению с существующим в настоящее время обычным временем производства в случае соответствующих операций обработки во время традиционного производства, которые осуществляют по большей части вручную с применением традиционного герметизирующего состава, в котором не вызывается отверждение посредством передачи энергии, составляет в пределах между 10 и 50%, в зависимости от элемента конструкции, технических требований и соответствующих технологических режимов и их автоматизации.
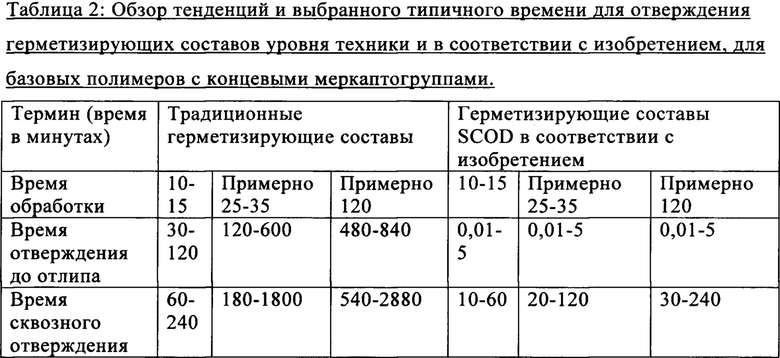
Только в результате комбинирования автоматизированного или автоматического нанесения герметизирующего состава в виде покрытия и выбора герметизирующего состава, который, например, за очень короткое время достигает нелипкого состояния и/или твердости по Шору А, которая составляет 30, возможно достичь значительного уменьшения затрат при изготовлении элементов конструкции с большим количество мест нанесений = мест соединений. Принцип SCOD (SCOD = твердеющий по требованию герметизирующий состав) позволяет значительно ускорить отверждение герметизирующего состава на желательный момент начала отверждения, и поэтому позволяет достичь нелипкого состояния и/или твердости по Шору А, которая составляет 30, например, за очень короткое время, так как каждое из времени, относящихся к отверждению, сильно взаимосвязаны, как показано в Таблице 2, так, что обычно как только герметизирующий состав начинает свое отверждение по требованию, то и посредством передачи энергии начинается запуск или активация химической реакции. Может применяться герметизирующий состав, который имеет очень короткое время отверждения до отлипа, несмотря на относительно продолжительное время обработки, когда выбирают только такой герметизирующий состав, который не начинает своего отверждения до поступления сигнала к началу, или который, например, вследствие условий хранения, приготовления и окружающей среды, по сути не затвердевает, а всего лишь на несколько процентных точек.
Только в результате комбинирования автоматизированной или автоматической установки и применения устройства распылителя для автоматического нанесения покрытия герметизирующего состава возможно достичь значительно более высокого качества в отношении формы, размеров, однородности и воспроизводимости покрытия герметизирующего состава, а также центрированной установки, которой никогда нельзя достичь вручную в случае большого количества мест нанесений. Только таким образом можно надежно избежать пузырьков воздуха внутри и под образованным покрытием герметизирующего состава. При этом пузырьки воздуха могут приводить к местам протекания и/или коррозии на элементах соединений, и это является очень важным для безопасности, и поэтому их нужно избегать при любых условиях.
На рынке герметизирующих составов, предназначенных для применения в аэрокосмической отрасли, известны разные герметизирующие составы, которые соответствуют очень высоким требованиям, например, в отношении адгезии, долгосрочной способности выдерживать нагрузку, упругих свойств, устойчивости к вибрациям, пластичности при низких температурах, устойчивости к действию топлива и устойчивости к атмосферным веществам в широком диапазоне температур.
Так называемых базовые массы с добавлением отверждающего вещества называются герметизирующими составами или смешанными, неотвержденными или по меньшей мере частично неотвержденными герметизирующими составами. Герметизирующие составы предпочтительно получают посредством гомогенного смешивания одной или большего количества базовых масс по меньшей мере с один отверждающим веществом, которое существует в смешанном, неотвержденном или частично неотвержденном состоянии своих компонентов, полностью или частично в смеси, которые, однако, во время отверждения, вступают в реакцию и образуют по сути гомогенную полимерную сетку. Соотношения массы герметизирующего состава и отверждающего вещество во множестве смешанных герметизирующих составов находятся в диапазоне между 1:1 и 10:1, 2:1 и 8:1 или между 3:1 и 6:1.
Свежесмешанные герметизирующие составы, которые еще не могли значительно затвердеть, обычно имеют вязкость в диапазоне от 50 до 2000 Па*с, установленную при комнатной температуре с использованием ротационного вискозиметра. Их вязкость на горизонтальных поверхностях, таких как аэродинамические поверхности, часто находится в диапазоне между 100 и 200 Па*с, при этом в случае вертикальных поверхностей, на которые необходимо наносить герметизирующий состав, их вязкость часто находится в диапазоне между 1500 и 2000 Па*с.
Герметизирующие составы также применяют для покрытия поверхностей подложки, для крепления и/или приклеивания элементов, а также для заделки и/или заполнения полостей и/или промежутков элементов на местах нанесений. На сегодняшний день, устойчивыми к топливу герметизирующими составами во время применения являются содержащие серу полимеры, которые имеют сетчатую структуру при затвердевании. Обычно во всех применяемых на практике герметизирующих составах отверждение начинается с добавления к базовой массе отверждающего вещества, и соответствующего смешивания.
Недостаток указанных известных герметизирующих составов и способов их обработки и отверждения состоит в том, что при заданном необходимом времени обработки, для того чтобы получить желательное ускорение отверждения, в герметизирующий состав может вводиться только небольшое количество катализатора. Указанное, в частности, в случае длительного времени обработки, приводит к тому, что герметизирующие составы значительно замедляют процессы вследствие их длительного времени отверждения. При этом, быстрое и полное отверждение также требуется для герметизирующих составов с длительным временем обработки.
В настоящее время применяют самые быстроотверждаемые герметизирующие составы, которые содержат базовые полимеры с концевыми меркаптогруппами, которые позволяют достигать времени обработки, которое составляет примерно только 10 или 15 минут, если они должны достичь, во время отверждения, на протяжении 60 минут, твердости по Шору А, которая составляет 30 - Таблицы 1 и 2. Это требование достигается только с трудом, и только с определенными композициями герметизирующего состава.
Существует также проблема, что в случае двухкомпонентных и предпочтительно твердеющих при комнатной температуре герметизирующих составов, время достижения нелипкого состояния и сквозного отверждения является значительно более продолжительным, чем время обработки.
Поэтому, традиционные процессы покрытия часто требуют длительного времени производственного цикла при изготовлении элементов конструкции -смотри Таблицу 2.
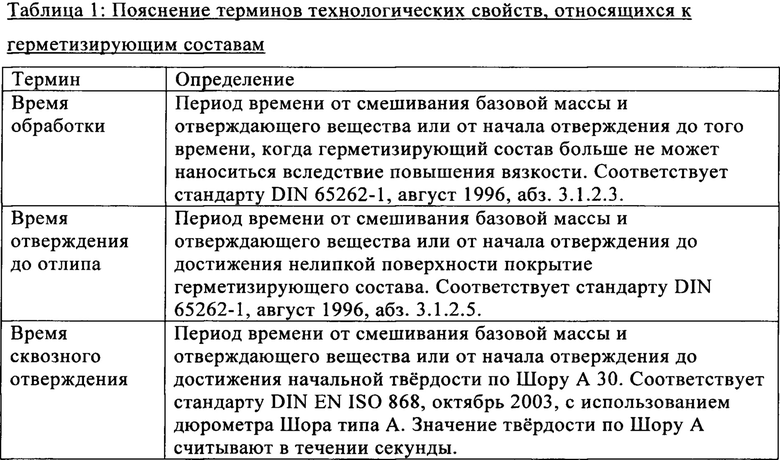
Критерий, который применяют для указания на достижение определенной степени отверждения, может представлять собой время достижения твердости по Шору А, которая составляет 30, как установлено в соответствии со стандартом DIN EN ISO 868, октябрь 2003 г., с использованием дюрометра Шора типа А. Время отверждения до отлипа, установленное в соответствии со стандартом DIN 65262-1, август 1996 г., абз. 3.1.2.5, также является очень важным для установления отверждения герметизирующего состава, которое начинается на поверхности герметизирующего состава. Фактически, время отверждения до отлипа определяет продолжительность времени производственного цикла во время изготовления элементов конструкции, поскольку для разных операций на элементах конструкции, время, на протяжении которого нанесенный герметизирующий состав все еще является липким, приводит к остановке любой механической обработки поблизости, потому, что например, отходы, абразивный материал, стружка, грязь или пыль, попадают на все еще свежую поверхность покрытия герметизирующего состава и пристают. Таких дефектов необходимо избегать, поскольку они могут ухудшать функциональность, герметизацию и защиту от коррозии герметизирующего состава. Гладкая и свободная от дефектов поверхность также является очень важной для последующего очищения и/или окрашивания элемента конструкции, а также для аэродинамики в местах нанесений в открытом пространстве. Поэтому, необходимо, чтобы время сквозного отверждение было как модно более коротким. При наблюдении за этими параметрами, как правило, время обработки обычно представляет собой момент начала, при этом, время отверждения до отлипа и время сквозного отверждения в основном определяются классом герметизирующего состава. По истечении времени отверждения до отлипа, которое называют временем отверждения до отлипа TFT, герметизирующий состав больше не прилипает к поверхности покрытия герметизирующего состава, и при этом полиэтиленовая пленка может удаляться от поверхности герметизирующего состава, без остатков, в соответствии со стандартом DIN 65262-1, август 1996, абз. 3.1.2.5. В Таблице 1 определены важные параметры времени для отверждения герметизирующих составов. Таблица 2 обеспечивает обзор типичного времени для отверждения герметизирующих составов с базовыми полимерами с концевыми меркаптогруппами, в соответствии с уровнем техники, и по сравнению с применяемыми герметизирующими составами с коротким временем отверждения до отлипа в соответствии с изобретением.
Указанные данные относятся, также и в случае традиционных герметизирующих составов, только к системам герметизирующих составов, которые являются адаптированы к требованиям автоматизированного нанесения, и которые обычно могут быть облучаться, во время применения, на поверхностях покрытий герметизирующего состава, которые, в свою очередь, могут облучаться. Фактически, передача энергии герметизирующим составам в соответствии с изобретением предполагает, что покрытие герметизирующего состава, во время применения, имеет по меньшей мере небольшую поверхность, которая может свободно облучаться, и при этом в основном или полностью не покрывается контактными поверхностями. Поэтому, данные в Таблице 2 не учитывают классов герметизирующих составов, которые обычно применяют только покрытыми на всех боковых поверхностях между элементами конструкции. Поэтому, в частности, не рассматриваются такие покрытия герметизирующего состава, как герметизирующие составы промежуточных слоев класса С.
До настоящего времени применение герметизирующих составов для изготовления или обслуживания аэрокосмических летательных аппаратов было очень сложным процессом. Причиной этого являются разные места соединений с герметизирующими составами, где должны обычно применяться герметизирующие составы с более длительным временем обработки, и которые при этом на сегодняшний день требуют очень длительного времени для сквозного отверждения, пропорционального к времени обработки, а также очень длительного времени отверждения до отлипа - Таблица 2.
Традиционный герметизирующий состав класса А-2 или В-2, который, например, применяется в аэрокосмической отрасли, показанный в Таблице 2, при времени обработки, составляющем 120 минут, достигают времени сквозного отверждения, составляющего примерно 9-48 часов, и обычно необходимо 14 часов до достижения твердости по Шору А со значением 30. Это более традиционные герметизирующие составы в виде бусинок = составы класса В и традиционные, которые можно наносить кистью, герметизирующие составы для внешнего покрытия = герметизирующие составы класса А. Покрытия герметизирующих составов, изготовленные из составов класса А и В, обычно могут облучаться, поскольку покрытия герметизирующих составов имеют большее количество свободно доступных поверхностей, которые не вставлены между двумя по сути параллельными элементами, подобно межслойным герметизирующим составам класса С.Более того, традиционные герметизирующие составы классов А и В, который обычно по сути имеют форму, подобную так называемым бусинкам, или являются по сути плоскими, куполообразные или колоколообразные, для покрытия болтов, заклепок или других конструкционных элементов, где с временем обработки, которое составляет 30 минут, обычно требуется от 2 до 10 часов, для того чтобы покрытие стало нелипким, и обычно 3-30 часов для достижения твердости по Шору А 30.
Герметизирующий состав на летательных аппаратах, в частности, предназначен для герметизации частей на поверхности. Многие герметизирующие составы имеют более высокую или высокую устойчивость к действию топлива и хорошую адгезию. Многие герметизирующие составы также дают, вследствие их хорошей герметизации и адгезии, высокую коррозионную устойчивость металлических материалов, в том смысле, что, они также препятствуют проникновению воды и соли. Когда покрытия герметизирующих составов на внешних поверхностях элементов конструкции имеют подходящие формы и по сути сглаженные поверхности покрытий герметизирующего состава, то аэродинамическому требования удовлетворяются.
Герметизирующий состав часто соединяет различные конструкционные элементов, где герметизация необходимо обеспечивать также во время и после вибраций во время применения. В случае летательных аппаратах, является важным, чтобы конструкционные элементы на участке топливных баков и топливных элементов соединения были надежно и прочно загерметизированы. Надежная и прочная герметизация конструкционных элементов является очень важной, в частности, на участке аэродинамических поверхностей, поскольку внутренние пространства аэродинамических поверхностей часто применяют в качестве топливных баков.
Только несколько типов герметизирующих составов остаются достаточно прилипающими при длительной эксплуатации, и в то же время являются пластичными при низких температурах, устойчивыми к топливу и устойчивыми к изменениям температуры. В связи с этим, содержащие серу полисульфидные и политиоэфирные полимеры показали свою эффективность.
При изготовлении элементов конструкции для летательных аппаратов, обычно применяют сотни или тысячи элементов соединений, таких как заклепки и/или винтовые соединения, которые должны быть надежно и постоянно герметизировать с внутренней и/или внешней стороны соответствующей поверхности, например, аэродинамической поверхности. Механическая обработка конструкционных элементов на точно определенных и локализованных местах нанесений, например, на аэродинамической поверхности, посредством, например, сверления, установка элементов соединения и точное осуществление герметизации на каждом месте нанесения, требуют значительных усилий при обработке, и времени, поскольку на сегодня указанное выше в основном выполняется вручную квалифицированными операторами.
WO 2013/154773 А1 описывает, среди прочего, капсулы для герметизации механических крепежных элементов, которые имеют оболочку с внешней поверхностью и внутренней поверхностью, который при этом определяют полость, имеющую отверстие, проходящее сквозь оболочку между внешней и внутренней поверхностями, и где полость, по меньшей мере частично, заполнена герметизирующим составом.
ЕР 2 586 537А1 раскрывает сопла для нанесения герметизирующих составов, которые имеют колоколообразную или куполообразную форму наконечника сопла и зажимное кольцо на стороне распыления продолговатого устройства распылителя. Распыление может осуществляться вручную или посредством применения автоматизированных распылительных аппаратов для герметизирующего состава.
ЕР 2 518 374 В1 раскрывает устройства для герметизации зазора между двумя поверхностями, где устройство включает сопло для впрыскивания герметизирующего состава в зазор, а бесконечная лента, приводимая в движение посредством роликов, используется для перемещения распылителя и устройства для облучения.
Поэтому задача состоит в обеспечении способа и устройства, посредством которых можно существенно уменьшить время и необязательно усилия в отношении обработки при герметизации, покрытии и/или аэродинамическом сглаживании мест нанесений с выступающим из поверхности соединительным элементом, с зазором или с неровным местом соединения. Здесь, будет преимущественным, если качество мест нанесения, загерметизированных отвержденным герметизирующим составом может дополнительно улучшаться, без времени ожидания. Более того, упрощенное и быстрое изготовление аэрокосмических элементов конструкции будет преимущественным.
Указанная задача достигается посредством способа герметизации, покрытия и/или аэродинамического сглаживания по меньшей мере одного соединительного элемента, выступающего из поверхности, и/или герметизации, покрытия и/или аэродинамического сглаживания поверхности в зазоре или в неровном месте соединения, с применением содержащего серу герметизирующего состава SCOD по меньшей мере на одном месте нанесения, в частности на аэрокосмическом элементе конструкции, по меньшей мере с применением одного устройства распылителя и по меньшей мере с применением одного устройства для облучения, который отличается тем, что
I) По меньшей мере одно устройство распылителя, внутреннее пространство которого опосредованно или непосредственно связано с емкостью герметизирующего состава, то есть: по меньшей мере с одним смешивающим устройством, по меньшей мере с одним вместилищем герметизирующего состава, по меньшей мере с одним картриджем и/или по меньшей мере с одной кассетой картриджа, которая содержит смешанный, неотвержденный или по меньшей мере частично неотвержденный герметизирующий состав SCOD, который направляется и/или скользит над соединительным элементом, выступающим из поверхности, над зазором и/или над неровным местом соединения, и, следовательно, вступает в контакт с поверхностью или вблизи поверхности,
II) Внутреннее пространство по меньшей мере одного устройства распылителя заполняют герметизирующим составом SCOD из емкости герметизирующего состава, такой как вместилище, и приводят по меньшей мере приближенно в контакт с поверхностью до такой степени, что соединительный элемент, выступающий из поверхности, зазор или неровное место соединения -все из которых указываются как “место нанесения” - полностью покрывается герметизирующим составом SCOD, где герметизирующий состав SCOD образует покрытие герметизирующего состава, которое по сути имеет форму головки из герметизирующего состава, покрытия и/или куполобразного или бусинковидного возвышения,
III) По меньшей мере одно устройство распылителя или по меньшей мере элемент по меньшей мере одного устройства распылителя, если это необходимо, снимают и/или перемещают из поверхности покрытия герметизирующего состава, так, что повреждения покрытия герметизирующего состава можно избежать, и
IV) Отверждение герметизирующего состава SCOD 1) вызывается посредством по меньшей мере одного устройства для облучения в результате передачи энергии в покрытие герметизирующего состава, например, посредством облучения высокоэнергетичным излучением и 2а) причем и/или тем самым оно запускается посредством выделения латентного катализатора или 2b) причем и/или тем самым его получают в результате непосредственной активации по меньшей мере одного компонента реакции, так, что смешанный герметизирующий состав SCOD затем отверждается и/или отверждается дополнительно.
Устройство, связанное со способом в соответствии с изобретением, в особенно предпочтительном варианте осуществления может а) включать по меньшей мере одну емкость по меньшей мере с одной емкостью герметизирующего состава, например, по меньшей мере одно вместилище герметизирующего состава, б) включать по меньшей мере одно устройство распылителя и/или в) по меньшей мере одно устройство для облучения. Смешивающее устройство с вместилищем герметизирующего состава, в частности, необходимо, когда уже применяют несмешанные герметизирующие составы. В случае меньших количеств герметизирующего состава, однокомпонентный герметизирующий состав или смешанный многокомпонентный герметизирующий состав могут также обеспечиваться в картриджах или в более больших емкостях, так, что можно не применять более больших вместилищ герметизирующего состава. Картриджи могут храниться, если необходимо, в хранилище картриджей.
Особенно предпочтительным является способ, в котором необязательно непрерывное нанесение герметизирующего состава на место нанесения и затем осуществляют непосредственный запуск или активацию химической реакция посредством по меньшей мере одного устройства для облучения, для ускорения отверждения, в частности на поверхности покрытия герметизирующего состава.
В частности, на стадии III) способа, устройство распылителя или по меньшей мере один элемент устройства распылителя снимают и/или перемещают из поверхности покрытия герметизирующего состава, для того чтобы предупредить повреждение покрытия герметизирующего состава, в частности, когда сопло или головка в противном случае будут попадать на покрытие герметизирующего состава, и/или когда по меньшей мере один элемент устройства распылителя не может перемещаться над покрытием герметизирующего состава параллельно поверхности.
Термин “место нанесения” в соответствии с этой заявкой включает как три типа соединительного элемента, выступающего из поверхности, зазор и неровное место соединения, которые должны обеспечиваться покрытием герметизирующего состава, так и, необязательно, положение на поверхности, которое необходимо обработать.
Термин “вблизи поверхности” в соответствии с этой заявкой означает, что наиболее дальше расположенная точка, линия или поверхность устройства распылителя, которая перемещается ближе к поверхности на стадии I), приближается на расстояние в диапазоне между 0,01 и 20 мм, 1 и 12 мм, 2 и 8 мм или 3 и 5 мм от поверхности. Указанное расстояние также включает пространство для удаления, если это необходимо, избытка герметизирующего состава, и, где при этом покрытие герметизирующего состава в месте нанесения, в частности, в случае по сути линейной и параллельной поверхности применения, например, в случае образования полоски, или в частности, в случае, по сути вращательной и параллельной поверхности применения, например, в случае обеспечения конусообразных форм, оно может применяться наиболее подходящим способом, возможно также однородно и/или со сглаженной однородной поверхностью покрытия герметизирующего состава.
Дополнительно, на стадии (v) целое устройство распылителя или его элементы, такие как соединительный элемент и/или удлинитель сопла, сопло или его наконечника очищают, удаляют остатки герметизирующего состава. Может быть преимущественным, если устройство распылителя или его элементы после определенного количества герметизирующего состава, или до или после замены устройство распылителя, или его элементы, очищают, удаляя герметизирующий состав. В качестве альтернативы, засорившееся устройство распылителя или один из его элементов также могут быть удалены и заменены новым устройством распылителя или одним из его элементов, если это необходимо. Вследствие замены устройства распылителя, вследствие типа нанесения определенным устройством распылителя и/или вследствие выбранного объема герметизирующего состава, форму и размеры покрытия герметизирующего состава можно изменять с гораздо большей гибкостью и скоростью, чем в случае предварительно замороженных заготовок, которые необходимо изготавливать с одинаковыми геометрией, размерами и формами в огромных количествах на подложке для нанесения. Обеспечение ряда литьевых форм для заготовок с различной геометрией, размерами и/или формами также является очень обременительным и ограничивает гибкость применения.
В способе в соответствии с изобретением, является предпочтительным, когда герметизирующий состав SCOD на стадии II) выводится и/или извлекается из емкости герметизирующего состава, такого как вместилище, предпочтительно под давлением, на соединительный элемент с использованием непрерывной линии или частей такой линии.
В способе в соответствии с изобретением, является предпочтительным, когда, до стадии IV), формируется все еще неотвержденное покрытие герметизирующего состава, и/или его поверхность сглаживается инструментом, и/или оно формируется на стадии II) и/или III), и/или оно поверхностно сглаживается пространственным, и в частности линейным и/или вращательным перемещением устройства распылителя, посредством продольной резки контура герметизирующего состава и/или посредством перемещения инструмента, с тем, чтобы получить окончательную форму.
Форму покрытия герметизирующего состава предпочтительно выравнивают и/или симметрично формируют и/или поверхность покрытия герметизирующего состава является максимально гладким.
Инструмент может в основном представлять собой пруток, шпатель, лезвие, стержень, нож или выступ на держателе, с помощью которого формируют покрытие герметизирующего состава и/или сглаживают поверхность, в частности посредством перемещения инструмента. Такой процесс является особенно преимущественным в случае покрытий герметизирующих составов в виде бусинок. В частности, в случае формирования такой бусинки, возможно посредством применения так называемого герметизирующего состава в виде бусинок, образование покрытия герметизирующего состава может обеспечиваться по геометрии сопла или удлинителя сопла, по меньшей мере с использованием одной насадки, ребра и/или лезвия, и возможно посредством перемещения сопла или удлинителя сопла.
В способе в соответствии с изобретением, является предпочтительным, когда покрытие герметизирующего состава в основном приводят в окончательную форму, которая приближена к форме обычного покрытия, конуса, головки и/или куполобразного или бусинковидного возвышения на поверхность.
В способе в соответствии с изобретением, является предпочтительным, когда покрытие герметизирующего состава наносят на очищенную поверхность, которая имеет связывающее вещество в области контактной поверхности покрытия герметизирующего состава. Как правило, можно применять любое связывающее вещество, которое обеспечивает подходящую адгезию с основанием. При этом могут применять композиции связывающих веществ, которые содержат воду и/или органический растворитель, таких как, связывающие вещества на основе силана, силанола, силоксана, и/или полисилоксана и/или титаната и/или цирконата. Связывающее вещество или слой связывающего вещества, в частности, применяют для улучшения адгезии с поверхностью. В случае металлических поверхностей, применение связывающего вещества на основе силана, силоксана, и/или полисилоксаан было доказано как особенно эффективное, и в случае поверхностей, изготовленных из композиционного материала, особенно эффективным было доказано связывающее вещество на основе титаната и/или цирконата. Связывающее вещество может в основном применяться любым подходящим способом, таким как нанесение покрытия, распыление, погружение, и/или ручное или автоматическое нанесение с помощью устройства для нанесения, подобной фломастеру или ткани, пропитанной связывающим веществом.
Указанная поверхность, в частности, может быть изготовлена из металлического материала, такого как сплав алюминия, стали или цинка, композиционного материала, такого как армированный углеродным волокном углерод или армированный углеродным волокном пластик CFRP и/или из органического материала и/или пластика, такого как пластмасса на основе полиэфиримида ПЭИ, поликарбоната ПК или полиметилметакрилата ПММА или лея и/или краски, такой как краска на основе эпокси-, полиуретан- и/или (мет)акрилата.
Латентный катализатор в соответствии с настоящим изобретением представляет собой катализатор, который является подходящим для ускорения реакции между взимодействующими веществами, и который временно деактивирован посредством блокирования защитной группы или оболочки, полученной из капсулирующего материала, где при этом блок или деактивацию удаляют посредством передачи энергии, такой как высокоэнергетичное излучение. В латентных катализаторах с блокированием защитных групп, аминогруппа может быть блокирована, например, посредством соли. В латентных катализаторах с капсулированием, капсулирование, полученное из полимера и/или воска, может быть разрываться, расплавляться и/или открываться в результате применения энергии, такой как высокоэнергетичное излучение. В латентных катализаторах, которые изначально представлены в виде базовых компонентов и/или дополнительных компонентов, активный катализатор образуется только в последующем посредством применения внешней энергии. Применение энергии приводит к тому, что в этом случае, выделяется латентный катализатор и/или непосредственно активируется компонент реакции.
В способе в соответствии с изобретением, является предпочтительным, когда смешанный, неотвержденный или по меньшей мере частично неотвержденный герметизирующий состав является таким, что отверждение получают посредством подачи энергии и/или непосредственной активации по меньшей мере одного компонента реакции, и затем отверждается и/или отверждение в котором вызывается посредством подачи энергии и выделения латентного катализатора с последующим отверждением.
Следующие публикации раскрывают системы герметизирующих составов SCQD:
Так называемые герметизирующие составы SCOD (= “твердеющий по требованию герметизирующий состав”) представляют собой герметизирующие составы, в которых отверждение активируется “по требованию” в результате подачи энергии.
1) ЕР 1 478 703 В1 раскрывает одно и двухкомпонентные герметизирующие составы, которые, среди прочего, включают содержащие серу полимеры с концевыми меркаптогруппами на основе полисульфида, простого полиэфира и/или политиоэфира, и латентный катализатор. Латентный катализатор может выделяться и/или образовываться в активной форме посредством подачи внешней энергии, где при этом активируется и/или ускоряется реакция между содержащим серу базовым полимером и отверждающим веществом, в результате чего происходит отверждение. Герметизирующий состав может содержать капсулированный латентный катализатор в активной форме; его капсулирование может расплавляться, разрываться и/или открываться, или катализатор может выделяться посредством химической реакция в результате подачи энергии. Латентный катализатор может также присутствовать в виде начального и/или дополнительного отдельных компонентов, которые вступают в реакцию друг с другом только в результате подачи внешней энергии, где при этом образуется активный катализатор. Активация может происходить в результате теплового излучения, индукционного нагрева, высокочастотного возбуждения и резистивного нагрева. Активация посредством УФ излучение явно не упоминается.
2) US 2013/0137817 А1 раскрывает герметизирующие составы, которые включают жидкие содержащие серу полимеры, и в качестве участника реакции (отверждающего вещества), по меньшей мере одно блокированное соединение на основе бисмалеимида, где отверждающее вещество выделяется при температурах в диапазоне 60-120°С, в результате чего начинается реакция. Недостатком в этом случае является то, что для достижения отверждения упомянутая высокая температура должны поддерживаться на протяжении от 15 мин до 2 часов. Однако, в авиационной промышленности повышение температуры всегда является недостатком, поскольку алюминиевые материалы имеют высокие коэффициенты теплового расширения. Ни активация посредством УФ излучения, ни латентный катализатор явно не упоминаются.
3) WO 2012/021781 А1 и WO 2014/066039 А1 раскрывают радикально отверждающиеся герметизирующие составы на основе содержащего тиоловую концевую группу политиоэфира с полиеном с поливинилэфиром и/или соединением полиаллила или с содержащим алкенильную концевую группу соединением, которые могут сшиваться посредством актиничного излучения. В этом случае, фотоинициатор поглощает УФ излучение и превращает его в радикал, который вызывает полимеризацию. В связи с этим, указанные публикации раскрывают ацетофеноны, а-аминоалкилфеноны, бензоилэфир, бензоилоксим, ацилфосфиноксиды, бисацилфосфиноксиды, бензофеноны, кетон Михлера, тиоксантоны, антрахиноны, камфорхинон, флуороны и кетокумарин. В этом случае, радикал, который отщепляется от фотоинициатора, вызывает реакцию, то есть, реакцию радикальной полимеризации. Однако, указанные составы имеют то недостаток, что они не подвергаются отверждению как однокомпонентные герметизирующие составы, на участках, которых не достигает УФ излучение, так называемых темных участках, и что они не демонстрируют дополнительного отверждения после окончания облучения.
4) Кроме того, WO 2013/153047 А1 раскрывает двухкомпонентный герметизирующий состав, который включает базовые полимеры с концевыми меркаптогруппами на основе политиоэфиров, полисульфида, соответствующих сополимеров и/или их смесей, который может отверждаться с применением изоцианатных соединений. В указанной системе, фотоинициатор или фотолатентное основание на основе а-аминокетона вызывает отверждение, где при этом достигается очень короткое время отверждения до отлипа. Указанные композиции имеют то преимущество, что они способствуют, вследствие присутствия третичного амина, дополнительному отверждению после окончания облучения, и что они также отверждаются на участках, которых не достигает УФ излучение, так называемых темных участках.
В настоящее время, была выявлена новая, предпочтительно двухкомпонентная система герметизирующего состава, в которой составы на основе политиоэфира с отверждающим веществом на основе эпоксидной смолы и с фотолатентным основанием вызывают отверждение посредством подачи энергии высокоэнергетичного излучения, и где достигают очень короткого времени отверждения до отлипа. Базовая масса по сути основана на по меньшей мере одной композиции жидких политиоэфиров, которые имеют соответствующую меркаптогруппу на концах молекулы. Простые полиэфиры могут по возможности содержать до примерно 50 мол. % дисульфидных групп в молекуле. Базовая масса может также дополнительно содержать по меньшей мере один дисульфид, который включает такое соединение, как по меньшей мере один полисульфид в соотношении к базовой массе которое составляет до 80 мас. %. Содержащие серу политиоэфирные базовые полимеры предпочтительно имеют содержание меркаптана, относящегося к реакционноспособным SH-группам, относительно всего количества базового полимера, в диапазоне от 0,5 до 10 или от 1,5 до 7 мас. % и/или общее содержание серы в диапазоне от 5 до 45 или от 12 до 36 мас. %. Если это необходимо, длинноцепочечные политиоэфиры с молекулярной массой между 2500 и 6000 г/моль и короткоцепочечные политиоэфиры, в частности, с молекулярной массой примерно 500-2500 г/моль могут смешиваться вместе. Пропорция длинноцепочечных и короткоцепочечных политиоэфиров предпочтительно находится в диапазоне от 25:1 до 0,5:1, и в частности между 20:1 и 2:1 или 14:1 и 8:1.
Отверждающее вещество в указанной новой система герметизирующего состава представлено на основе эпоксидной смолы, и обычно не содержит оксида марганца, неорганического и органического пероксида, виниловых соединений и изоцианатов, если совместное отверждение не желательно. Указанное особенно верно, когда в качестве отверждающего вещества применяют только по меньшей мере одно эпоксидное соединение. В случае совместного отверждения, может иметь смысл, если такой же по меньшей мере одно из указанных отверждающих веществ, которые выбирают из оксида марганца, неорганического и органического пероксида, винилового соединения и изоцианата, применяют в дополнение к эпоксидному соединению, особенно с одновременным применением эпоксидного соединения с изоцианатом или эпоксидного соединения с оксидом марганца. Эпоксидные соединения предпочтительно только добавляют к отверждающему веществу. Поэтому, отверждение герметизирующего состава осуществляют по меньшей мере с одним соединением на основе эпоксидной смолы. В частности, применяют исключительно дифункциональные или многофункциональные эпоксидные смолы, которые имеют количество функциональных групп от F=2 до F=5. Количество функциональных групп применяемой смеси предпочтительно составляет от F=2,0 до 3,0 или 2,2-2,8. В качестве эпоксидного соединения, предпочтительно применяют диглицидиловый эфир бисфенола А, диглицидиловый эфир бисфенола F, диглицидиловый эфир алифатического полигликоля, производные гидантоин-эпокси, эпоксидированные ненасыщенные и/или фенольные смолы, эпоксиноволачную смолу, более предпочтительно сшитую эпоксиноволачную смолу и/или предпочтительно применяют эпоксидную смола, которая основана на нескольких из приведенных выше классов, например, новолачную смолу бисфенола F. К отверждающему веществу могут добавляться добавки, такие как силаны. Однако, является предпочтительным, когда отверждающее вещество не содержит циклоалифатических эпоксидных смол, таких как диглицидиловый эфир гидрогенизированного бисфенола А, олигомеры диглицидилового эфира гидрогенизированного бисфенола А, диглицидиловый эфир гидрогенизированного бисфенола F, диглицидиловый эфир
гидрогенизированного бисфенола F и 3,4-олигомеры-эпоксициклогексил-метил-3,4-эпоксициклогексилкарбоксилата. Отверждающее вещество может не содержать или в основном не содержит воды. Оно часто не содержит пластифицирующих добавок.
В частности, с применением указанной новой системы герметизирующего состава, вследствие особенно высокой устойчивости к действию топлива, герметизирующий состав позволяет производить герметизацию топливных баков, например, находящихся в крыле летательных аппаратов, во время изготовления, или во время обычной работы и обслуживания летательных аппаратов. Фактически, необходимо избегать мест протекания в фюзеляже и в топливных баках. При этом указанная система позволяет особенно быстро и легко производить ремонт и обслуживание. Предпочтительно, герметизирующий состав не содержит VOC-групп.
Для отверждения, базовую массу и отверждающее вещество в указанной новой системе герметизирующего состава смешивают, таким образом, что предпочтительно получают сверхстехиометрический избыток эпоксисоединения. В частности, избыток предпочтительно составляет 1-80 мол. % или 5-50 мол. % или 10-30 мол. %. Базовая масса и/или отверждающее вещество содержат по меньшей мере одно фотолатентное основание на основе стерически блокированных третичных аминов и/или, в частности, на основе стерически блокированного амидина. Фотолатентные основания могут действовать в качестве латентных катализаторов, и могут иметь различные структуры. Они относятся к классу а-аминокетонов и/или амидинов. Является предпочтительным, когда фотолатентное основание во время облучения выделяет и/или образует по меньшей мере один амин и/или амидин, и при этом выделенный и/или образованный амин и/или амидин катализирует реакцию между политиоэфиром с концевыми меркаптогруппами и отверждающим веществом на основе эпоксидной смолы. В частности, является предпочтительным, когда фото латентное основание активирует и/или ускоряет реакцию эпоксидного соединения с меркаптаном, когда облучают смешанный и/или уже отвержденный герметизирующий состав.
Базовая композиция и/или отверждающее вещество могут дополнительно содержать по меньшей мере одну добавку, выбранную, например, из наполнителей, тиксотропных веществ, усилителей адгезии, смол и растворителей.
Преимуществами указанной новой системы эпокси-отверждающегося герметизирующего состава SCOD на основе политиоэфира - в частности, является то, 1) что герметизирующие составы имеют высокую устойчивость к действию топлива, 2) что они являются высокоэластичными, 3) что вследствие быстрого времени отверждения до отлипа и быстрого отверждения, при создании самолетов возможно, например, достичь более короткого времени ожидания и времени производственного цикла, и в результате может быть повышена производительность, и 4) что на необлучаемых участках, в так называемых “темных участках” может происходить отверждение герметизирующего состава и при этом происходит дополнительное отверждение, таким образом, что несмотря на короткое время воздействия и/или неполное облучение областей нанесения герметизирующего состава, может быть достигнуто сквозное отверждение. С применением указанной системы герметизирующего состава, может достигаться время отверждения до отлипа, которое составляет от 0,01 до 10 минут, и время до полного отверждения, которое составляет 1-1 000 минут, в частности, в зависимости от толщины слоя.
В отличие от известных систем герметизирующих составов, в которых отверждение получают посредством применения изоцианатов или виниловых соединений, в новой системе, описанной в данной заявке, обычно не применяют такие катализаторы, как ацетофеноны, гексилфенилкетон-1-гидроксицикло, 2-гидрокси-2-метил-1 фенилпропан-1-он, 2,4,6- триметилбензоилдифенилфосфиноксид, 2-диметиламино-2-(4-метил-бензил)-1-(4-морфолин-4-ил-фенил)-бутан-1-он), 2-бензил-2-диметиламино-1-(4-морфолинофенил)-бутанон-1, бис(2,6-дихлорбензоил)-2,4,4-триметилпентилфосфин. В указанных новых составах, было выявлено, что фотолатентный 1,5-диазабицикло[4.3.0]нон-5-ен (ДБН) и/или фотолатентный 1,8-диазабицикло[5.4.0]ундец-7-ен (ДБУ), необязательно могут успешно применяться в качестве латентного катализатора, в присутствии по меньшей мере одного фотосенсибилизатора, такого как бензофенон и/или тиоксантоны. Указанные фотоинициаторы или фотолатентные основания выделяют намного более сильные основания, чем ряд других фотоинициаторов. Только указанные более сильные основания могут катализировать реакцию между меркаптаном и эпоксигруппой. Если применяли фотоинициаторы, которые выделяли более слабые основания, то достаточного отверждения сразу могут не достигать.
В способе в соответствии с изобретением, является предпочтительным, когда смешанный, неотвержденный или по меньшей мере частично неотвержденный герметизирующий состав SCOD либо
А) представляет собой основанный на базовой массе базовый полимер, с концевыми меркаптогруппами, на основе политиоэфира, полисульфида, их сополимеров и/или их смесей, по меньшей мере одно отверждающее вещество с содержанием изоцианата, который имеют среднее количество функциональных групп в диапазоне от 1,5 до 3,2, и по меньшей мере одно фотолатентное основание на основе α-аминокетона,
Б) основан на базовой массе политиоэфира с концевыми меркаптогруппами, отверждающем веществе на основе эпоксидной смолы и по меньшей мере одном фотолатентном основании на основе стерически затрудненного третичного амина и/или на основе стерически затрудненного амидина, где указанное фотолатентное основание действуют в качестве латентных катализаторов, либо
В) основан на содержащем тиоловую концевую группу политиоэфире с полиеном с поливинилэфиром и/или полиаллильным соединением, и основан на фотоинициаторе, предпочтительно, выбранном из группы, состоящей из ацетофенонов, α-аминоалкилфенонов, бензоилэфиров, бензоилоксимов, ацилфосфиноксидов, бисацилфосфиноксидов, бензофенонов, кетона Михлера, тиоксантонов, антрахинонов, камфорхинонов, флуорононов и кетокумаринов, где смешанный, неотвержденный или по меньшей мере частично неотвержденный герметизирующий состав SCOD может начать отверждаться в результате подачи энергии, такой как УФ излучение.
В частности, в способе в соответствии с изобретением, является предпочтительным, когда, в качестве активного катализатора, по меньшей мере один фотоинициатор (в случае типа С) или по меньшей мере одно фотолатентное основание (в случае типа А и В), в результате высокоэнергичного актиничного излучения на герметизирующий состав SCOD, в частности в случае типов А) или В) отщепляет по меньшей мере одну молекулу на основе третичного амина и/или амидина, что может вызывать отверждение герметизирующего состава SCOD и, при этом по меньшей мере частично неотвержденный герметизирующий состав SCOD после короткого облучения, в частности, высокоэнергичным актиничным излучением, не требует дополнительного облучение, и продолжает отверждение в диапазоне температур между -10 и+70°С.
Фотолатентное основание представляет собой один тип фотоинициатора.
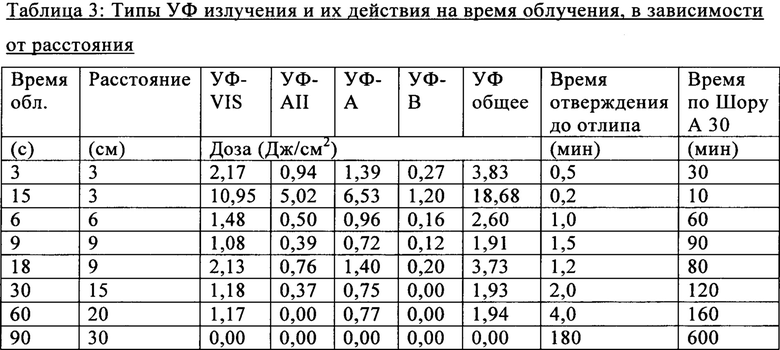
В способе в соответствии с изобретением, является предпочтительным, когда подача энергии на стадии IV) способа в соответствии с изобретением осуществляется в результате облучения ИК-излучением, БИК-излучением, сверхвысокочастотным излучением, VIS-излучением, УФ-VIS излучением, УФ-излучением, ультразвуковым излучением, электронным излучением, гамма-излучением, бета-излучением и/или альфа-излучением, которые считается типами высокоэнергетичного излучения в соответствии с настоящей заявкой. Особенно предпочтительно на стадии IV) применять УФ излучение с длиной волны в диапазоне, составляющем примерно 100-400 нм, или УФ-VIS излучения с длиной волны в диапазоне примерно 100-600 нм. Особенно предпочтительно применять УФ излучение, которое - возможно в виде УФ-VIS излучения - имеет высокие пропорции УФ-А излучения, в частности с длиной волны в диапазоне примерно 315-400 нм, и/или УФ-В излучение, в частности, которое имеет длину волны в диапазоне примерно 280-315 нм, и только минимальная величина или даже отсутствие УФ-С излучения, в частности с длиной волны приблизительно в диапазоне 100-280 нм, в частности также как приближенное монохроматическое излучение, которое, например, может быть получено посредством УФ-светодиодов. Обычно, мощность источника излучения устройства излучения задают таким образом, что часто может меняться только время облучения и расстояние между устройством излучения и покрытием герметизирующего состава. Расстояние между источником излучения и покрытием герметизирующего состава будет варьироваться в ряде вариантов осуществления в диапазоне от 1 до 100 мм. С применением герметизирующего состава, который содержит фотосенсибилизатор, подходящий для УФ-А, УФ-В и/или УФ-С излучения, было зафиксировано, что подача энергии посредством указанного излучения может быть особенно эффективной для запуска или активации желательных химических реакций.
Следующая далее Таблица 3 показывает дозу излучения и время отверждение для различных типов УФ излучения, в зависимости от расстояния и времени облучения. Рассматривались следующие условия: удельная мощность УФ на поверхности герметизирующего состава: 0,2-5,0 Вт/см2, доза УФ, подаваемая на поверхность герметизирующего состава: 2100 Дж/см2, расстояние между излучателем и герметизирующим составом SCOD типа А: 10-100 мм, время облучения: 3-0 с; лампа Blue Wave 200 (Model 38605) 200 Вт.40 Вт/см; Fe, Ga-легированные Hg-газоразрядные лампы или беспримесные ртутные газоразрядные лампы или УФ-светодиодная лампа, область спектра: 200-450 нм, как было установлено посредством UV Power Puck II S / N 19860 *, что измерялось непосредственно на лампе. В частности, смеси наносили на образец с толщиной слоя 6 мм, и затем облучали.
В соответствии с исследованием, значения, составляющие 0,2 Вт/см и 2 Дж/см2 могут выбираться как нижние пределы для мощности и соответствующей дозы. Фактически, если значения будут падать ниже 0,2 Вт/см2, то результаты не будут улучшаться, даже если УФ доза повышается в результате более длительного УФ облучения.
В способе в соответствии с изобретением является предпочтительным, когда все еще не отвержденное на стадии (IV) покрытие герметизирующего состава, вследствие облучения, является/становится нелипким уже по истечении времени, которое составляет примерно 0,01-5 минут после начала облучения. В этом случае нелипкое состояние можно получить уже после 0,2-4,5 минут, 0,5-4 минуты, 1-3,5 минут, 1,5-3 минуты или 2-2,5 минут. Является особенно предпочтительным, когда все еще неотвержденное на стадии IV) покрытие герметизирующего состава, вследствие облучения, уже является/становится нелипким через 1 минуту или 30 секунд после облучения. Время отверждения до отлипа устанавливают в соответствии со стандартом DIN 65262-1, п. 3.1.2.5, август 1996 г. Измерение твердости по Шору А осуществляется в соответствии со стандартом DIN EN ISO 8 68, октябрь 2003, посредством дюрометра типа А по Шору. Значение твердости по Шору А регистрируют на протяжении одной секунды.
Быстрое достижение нелипкого состояния является особым преимуществом изобретения. Фактически, исключительно быстрое достижение нелипкого состояния является необходимым условием для возможности продолжения работ над элементом конструкции на расстоянии от одного метра или нескольких метров, например, поблизости от только что покрытого места нанесения, в самое короткое время из возможного, и для предупреждения включения отходов, абразивного материала, стружки и грязи, такой как пыль, в частности, от сверления, механической обработки и/или шлифовки и/или вследствие тяги воздуха на поверхность покрытия герметизирующего состава, до достижения нелипкого состояния. С другой стороны, часто также необходимо ожидать достижения нелипкого состояния до обработки или перемещений на элементе конструкции. В частности, указанное относится к механической обработке материалов и/или поверхностей поблизости от все еще неотвержденного покрытия герметизирующих составов, например, механической обработки элементов конструкции, изготовленных из металлических и/или органических материалов и/или композиционных материалов, например, посредством сверления, зачистки и/или шлифовки и/или операций и/или действий над соответствующими элементами конструкции, например, над обшивкой или элементами конструкции крыла, при котором, в частности, могут возникать отходы, абразивный материал, стружка, деформации и загрязнения, и где также может происходить физический контакт с неотвержденным покрытием герметизирующих составов. Указанные проблемы исключаются только в случае нелипкого состояния поверхности покрытия герметизирующего состава, так, что механическая обработка, различные операций и действия поблизости покрытия герметизирующего состава могут продолжаться.
Обычно, когда покрытия герметизирующих составов являются “нелипкими”, то никаких дефектов не возникает. Фактически, указанный поверхностное отверждение обычно является достаточным для предупреждения того, что во время нелипкого состояния, никакие стружки или загрязнения не могут приставать к поверхности герметизирующего состава. Поэтому, последующие операции, такие как шлифовка, сверление и механическая обработка на элементах конструкции, уже покрытых герметизирующими составами, могут продолжаться в течении намного более короткого времени. По этой причине, особенно быстрое достижение нелипкого состояния поверхностей покрытий герметизирующего состава является особенно важным для ускоренного и бездефектного производства в аэрокосмической отрасли.
Отдельные элементы конструкции требуют предварительного сквозного отверждения перед тем, как их можно перемещать под действием механических нагрузок. При этом нелипкого состояния обычно недостаточно, поскольку покрытия герметизирующих составов в некоторых областях, например, таких как укладка плиток или структурных элементов для пола, могут деформироваться, поскольку вследствие их все еще упругой пропорции, они все еще не имеют необходимой способности к восстановлению. Начиная с твердости по Шору А, которая составляет 30, например, обычно допускается наличие подходящей высокой пропорции упругости. Но в случае, когда покрытие герметизирующего состава становится нелипким по истечении очень короткого времени, твердость по Шору А, которая составляет 30, например, также достигается на протяжении короткого времени, таким образом, что указанный элемент конструкции может подвергаться действию механических нагрузок, как показано в Таблицах 1 и 2.
Последующее отверждение герметизирующего состава в покрытиях, которое начинается от нелипкого состояния или которое начинается от определенной заданной твердости по Шору А, может продолжаться без каких-либо проблем, на протяжении нескольких дней. Продолжительность отверждения, таким образом, не имеет значения.
В отличие от указанных выше элементов, покрытия герметизирующих составов, полученные в соответствии с изобретением, подвергаются действию небольших механических нагрузок или не подвергаются им вообще, поскольку элементы соединения не покрываются герметизирующим составом до тех пор, пока не будут обеспечены прессовой посадкой, так, что достижение нелипкого состояния обычно является достаточным для указанных покрытий герметизирующих составов.
В способе в соответствии с изобретением является предпочтительным, когда, если это необходимо, например, в случае изменений во время нанесения покрытия на элементы соединений разной формы и/или участки между ними, на зазоры и/или неровные места соединений, подлежащих герметизации, выполняют изменение по меньшей мере одного устройства распылителя или по меньшей мере одного элемента устройства распылителя, такого как наконечник, сопло, соединительный канал и/или элемент для соединения с емкостью герметизирующего состава, такой как вместилище герметизирующего состава. Устройство распылителя, как правило, может состоять из от одной до пяти частей, которые, при необходимости, могут выполняться по-разному. Однако, обычно они могут включать следующие представленные в виде одного целого, или состоящие из нескольких частей элементы:
Обеспечивают две основные конфигурации устройств распылителя в соответствии с изобретением:
А) устройство распылителя (0), в основном состоящее из 1) элемента (1) для соединения с емкостью герметизирующего состава, такой как вместилище герметизирующего состава, на задней стороне, который непосредственно или опосредованно соединен с емкостью герметизирующего состава, и 2) соединительного канала (2), который, при необходимости, может перемещаться к соплу, наконечнику и/или инструменту на передней стороне, и
Б) устройство распылителя (0), в основном состоящее из 1) элемента (1) для соединения с емкостью герметизирующего состава, такой как вместилище герметизирующего состава, на задней стороне, который непосредственно или опосредованно соединен с емкостью герметизирующего состава, и 2) соединительного канала (2) и 3) сопла, наконечника и/или инструмента (3) на передней стороне.
В предпочтительных вариантах осуществления, допускается непосредственное или опосредованное соединение с представленным в виде одного целого устройством распылителя (0) или одним из его элементов, таких как элемент (1) для соединения с емкостью герметизирующего состава, посредством таких способов соединения, как штыковое крепление, фиксатор с защелкой и пружиной или быстрозажимное приспособление, или посредством ее размещения на корпусе. Во многих вариантах, соединительный канал (2) является продолговатым, и позволяет герметизирующему составу перемещаться в направлении поверхности, которая будет покрываться, и при этом обеспечивается расстояние для действий механической или автоматизированной части (4). К тому же, соединительный канал (2) предпочтительно имеет по сути трубчатую, шлангоподобную и/или коническую форму, и является гибким, гнущимся или пластичными, где пластичный соединительный канал (2) может сгибаться и/или подвижно направляться, по мере необходимости.
В предпочтительных вариантах осуществления, представленное в виде одного целого устройство распылителя (0), на элементе (1) для соединения с емкостью герметизирующего состава обеспечивается соединительным каналом (2), который, в частности, имеет трубчатую, шлангоподобную и/или коническую форму, и при этом является гибким, гнущимся или пластичным, где пластичный соединительный канал (2) может сгибаться и/или подвижно направляться, по мере необходимости, и его передняя сторона а) по сути имеет форму остальной части соединительного канала (2), б) имеет удлинитель сопла, например, коническое сужение, или в) заканчивается соплом, наконечником и/или инструментом на передней стороне.
В предпочтительных вариантах, состоящее из нескольких частей устройство распылителя (0), на элементе (1) для соединения с емкостью герметизирующего состава, такой как вместилище герметизирующего состава, обеспечивается соединительным каналом (2), который по сути имеет трубчатую, шлангоподобную и/или коническую форму, и является гибким или пластичным,
где при этом пластичный соединительный канал (2) может сгибаться и/или подвижно направляться, по мере необходимости, и его передняя сторона а) по сути имеет форму остальной части соединительного канала (2), б) имеет удлинитель сопла, например, коническое сужение или в) заканчивается соплом, наконечником и/или инструментом на передней стороне,
где при этом либо элемент (1) для соединения с емкостью герметизирующего состава и соединительный канал (2), либо соединительный канал (2) и сопло, наконечник и/или инструмент (3), либо элемент (1) для соединения с емкостью герметизирующего состава, соединительный канал (2) и сопло, наконечник и/или инструмент (3) обеспечены в виде отдельных частей и приспособлены для их взаимного соединения и/или разъединения с помощью соединения с корпусом, посредством вращения, например, на резьбовом соединении, или посредством штифтового штыкового соединения, соединения скобами, приклеивания, защелкивающего и/или быстросъемного устройства.
Предпочтительно, удлинитель сопла может а) иметь по сути круглую форму постоянного диаметра или коническую форму, б) по сути овальную форму в основном постоянного диаметра, или по сути коническую форму, в) по сути полигональную форму, такую, как по сути треугольную, квадратную, пятиугольную, или шестиугольную или г) иметь форму, которая поперечно расширяется относительно направления перемещения герметизирующего состава, с тем, чтобы, по сути, позволить нанесение широкой и более тонкой полосы герметизирующего состава. Такой удлинитель сопла, при необходимости, может также применяться для придания определенной формы и/или для сглаживания поверхности, в частности, применяя пространственное, горизонтальное и/или вращательное перемещение.
Сопло может быть более специфическим и/или большим, чем удлинитель сопла, при необходимости. В частности, сопло может иметь вид типичного сопла, возможно, с выступающими и/или изогнутыми поверхностями и/или элементами. В основном многие, но возможно не все, виды сопел известны.
В определенных вариантах осуществления, сопло может иметь особенно широкую переднюю сторону, а также может, если это необходимо, в поперечном сечении поверхности, иметь форму вытянутого или удлиненного, а также узкого или широкого конуса, таким образом, что во время и/или после применения герметизирующего состава, перемещение сопла осуществляется посредством вращения вокруг оси, например, по сути, перпендикулярно к поверхности, и/или перемещение сопла может осуществляться посредством по сути параллельного поверхности перемещения, с тем, чтобы обеспечить наносимому герметизирующему составу, например, по сути вращательно-симметричную или форму овального деформированного конуса, вытянутую вращательно-симметричную форму деформированного овала и/или продолговатого бугорка или так называемой бусинки и, возможно также, сглаживание поверхности герметизирующего состава. В автоматизированном процессе, вследствие оптимизации стадий, вследствие оптимизации формы и поверхности покрытия герметизирующего состава, а также вследствие однородности и подобности операций, последующее сглаживание поверхности герметизирующего состава покрытия могут не производиться.
Вследствие вытянутой или удлиненной, а также узкой или широкой формы конуса, форма и размеры наносимого герметизирующего состава может адаптироваться к форме и размерам соединительного элемента, выступающего из поверхности, обеспечивая при этом достаточное покрытие из герметизирующего состава, и/или адаптироваться к нанесению герметизирующего состава в и вдоль зазора и/или на неровное место соединения, обеспечивая при этом достаточное покрытие из герметизирующего состава.
Наконечник может обеспечиваться несколькими формами, и иметь ряд размеров. Его можно, в частности, применять для герметизации по меньшей мере одного соединительного элемента, выступающего из поверхности. Он может, в частности, по сути, иметь форму конусов, бугорков и/или удлиненных конусов и головок, которые предпочтительно приспособлены, в отношении размеров и соотношений внутреннего диаметра к высоте, к внешним диаметрам и высоте элементов соединений, выступающих из поверхности, таких как болты, заклепки, гайки и/или винты, и расстояние которых от наконечника составляет по меньшей мере 0,5 мм, по меньшей мере 1 мм, или по меньшей мере 2 мм, и/или где “толщина оболочки” герметизирующего состава между различными точками измерений соединительного элемента от внутренней поверхности наконечника, находятся в диапазоне от примерно 0,5 до 15 мм, 1-12 мм, 2-10 мм, 3-8 мм или 4-6 мм. Покрытия из герметизирующих составов над выступающими элементами соединений и в частности конусов часто имеют размеры в диапазоне, составляющем примерно 5-100 мм, в отношении внешнего диаметра и высоты, что измеряется перпендикулярно к базовой поверхности в диапазоне приблизительно 5-50 мм.
Инструмент также может обеспечиваться несколькими формами и рядом размеров. Он может использоваться отдельно на элементе (1) для соединения, и обеспечиваться в виде одного целого или в виде нескольких элементов на держателе (2а). Как альтернатива, в качестве инструмента могут применяться сопло или наконечник, где сопло или наконечник, вследствие пространственных, горизонтальных и/или вращательных перемещений, и вследствие прежде всего их формы, могут применяться в качестве инструмента.
В способе в соответствии с изобретением, является предпочтительным, когда среднее время обработки для каждого соединительного элемента, зазора или неровного места соединения, на месте нанесения на поверхность, находится в диапазоне от 0,1 до 60 секунд, 5-40 секунд, 8-20 секунд или 10-15 секунд, для того чтобы наносить герметизирующий состав SCOD на поверхность и возможно также обеспечивать при этом желательную форму, до того, как устройство распылителя перемещается к следующему месту нанесения.
В способе в соответствии с изобретением является предпочтительным, когда среднее время ожидания для всех элементов соединений, зазоров или неровных точек соединений по меньшей мере в одном месте нанесения на поверхности, подлежащей обработке одновременно или по сути одновременно, находится в диапазоне, составляющем 3-120, 5-80, 8-40 или 10-30 секунд, где указанное время ожидания до нелипкого состояния герметизирующего состава по меньшей мере в одном месте нанесения А) начинается с удаления по меньшей мере одного устройства и/или одного инструмента для установки и/или крепления по меньшей мере одного соединительного элемента, например, во время приклепывания и/или завинчивания, и/или Б) начинается с перемещения по меньшей мере одного устройства распылителя по меньшей мере на одном месте нанесения, которое затем будет обрабатываться, и предпочтительно В) заканчивается при достижении нелипкого состояния одной или большим количеством поверхностей по меньшей мере одного покрытия герметизирующего состава, и/или Г) заканчивается после перемещения по меньшей мере одного из составляющих устройства в соответствии с изобретением и/или по меньшей мере одного устройства для сверления и/или для другой механической обработки, для очищения, по меньшей мере одного соединительного элемента, например, во время приклепывания и/или завинчивания. Поэтому, указанное время ожидания может рассчитываться как время от А) до В), от А) до Г), от Б) до В) или от Б) до Г).
В способе в соответствии с изобретением, является предпочтительным, когда устройство распылителя (0), в основном, состоит из элемента (1) для соединения с емкостью герметизирующего состава, соединительного канала (2) и возможно, сопла, наконечника и/или инструмента (3) и/или удлинителя сопла на соединительном канале (2), где устройство распылителя (0) может быть представлено как один или нескольких элементов. Соединительный канал (2) предпочтительно сужается от элемента (1) для соединения с емкостью герметизирующего состава до передней стороны соединительного канала (2), или до его удлинителя сопла, или до элемента (3) сопла, наконечника и/или инструмента.
В способе в соответствии с изобретением, является предпочтительным, когда соединительный канал (2) по сути имеет трубчатую форму, и возможно является гнущимся и/или пластичным.
В способе в соответствии с изобретением, является предпочтительным, когда по меньшей мере один фотоинициатор герметизирующего состава в соответствии с изобретением, когда подвергается действию подаваемой энергии, в частности высокоэнергичного актиничного излучения, отщепляет по меньшей мере одну молекулу на основе третичного амина и/или амидина, которая может начать, в качестве активного катализатора, отверждение герметизирующего состав SCOD в соответствии с изобретением. Катализаторы, например, представляют собой фотолатентные амидиновые основания, которые могут иметь различные защитные группы, например, сложный метиловый эфир 4-(гексагидро-пирроло[1,2-а]пиримидин-1-илметил)-бензойной кислоты, сложный бутиловый эфир 4-(гексагидро-пирроло[1,2-а]-пиримидин-1-илметил)-бензойной кислоты, [4-(гексагидро-пирроло[1,2-а]пиримидин-1-илметилфенил]-метанол, гексановой кислоты-4-(гексагидропирроло[1,2-а]пиримидин-1-илметил)-бензиловый эфир, сложный метиловый эфир 4-(октагидропиримидо[1,2-а]азепин-1-илметил)-бензойной кислоты и/или сложный гексиловый эфир 4-(октагидропиримидо[1,2-а]азепин-1-ил)метил)-бензойной кислоты. После короткого подвержения воздействию высокоэнергичного актиничного излучения, неотвержденный герметизирующий состав SCOD в соответствии с изобретением не нуждается в дополнительном облучении, и продолжает отверждаться в диапазоне температур от -10°С до +70°С.
В способе в соответствии с изобретением, является предпочтительным, когда смешанный герметизирующий состав SCOD в соответствии с изобретением отверждается на стадии IV), образуя нелипкий герметизирующий состав.
В способе в соответствии с изобретением, является предпочтительным, когда соединительный элемент, выступающий из поверхности, по сути представляет собой болт, заклепку, винт, резьбовой штырь, гайку, а штифт, или выступающий соединительный элемент с подобной формой, когда зазор по сути представляет собой место протекания, отверстие, шов, канавку или место контакта между несколькими структурными элементами на поверхности и/или, когда неровное место соединения по сути представляет собой фальцевый шов, место адгезии, сварную точку, сварной шов и/или неровность.
В способе в соответствии с изобретением, является предпочтительным, когда поверхность, с которой выступает по меньшей мере один соединительный элемент, и/или которая имеет зазор и/или неровность, представляет собой внешнюю или внутреннюю поверхность конструкционного элемента и/или элемента конструкции воздушного летательного аппарата или космического летательного аппарата.
В способе в соответствии с изобретением, является предпочтительным, когда поверхность по сути состоит по меньшей мере из одного металлического материала, такого как алюминий, железо, магний и/или сплав цинка, по меньшей мере из одного композиционного материала, такого как армированный углеродным волокном углерод CFC, армированный углеродным волокном пластик CFRP и/или по меньшей мере из одного органического материала и/или такого материала, как пластик, вяжущее вещество и/или краска. В данном заявке, пластик, например, может представлять собой пластик на основе простого полиэфиримида ПЭИ, поликарбоната ПК или полиметилметакрилата ПММА. Краска, например, может быть на основе (мет)акрилата, эпоксисоединения и/или полиуретана. Применяемые материалы, в принципе, являются известными.
В способе в соответствии с изобретением является предпочтительным, когда по меньшей мере одна из стадий I)-V) и/или по меньшей мере одна стадия по пункту 3 формулы изобретения, где формируется покрытие все еще неотвержденного герметизирующего состава, и/или поверхностное сглаживание покрытия инструментом до стадии IV), и/или формируется покрытие и/или поверхностно сглаживается на стадии II) и/или III) посредством пространственного и, в частности, линейного и/или вращательного перемещения устройства распылителя с помощью удаления контура герметизирующего состава и/или посредством перемещения инструмента, с тем, чтобы получить окончательную форму, осуществляют по меньшей мере с применением одного автоматизированного или автоматического устройства, которое функционирует по сути или преимущественно таким же образом.
В способе в соответствии с изобретением, является предпочтительным, когда по меньшей мере одна из стадий I)-V) и/или по меньшей мере одна стадия по пункту 3 формулы изобретения, осуществляется по меньшей мере с применением одного автоматизированного или автоматического устройства, которое функционирует по сути или преимущественно таким же образом. Здесь является предпочтительным, когда по меньшей мере одну из стадий I)-V) и/или стадию по пункту 3 формулы изобретения осуществляют с применением одного, двух, трех, четырех или больше четырех различно функционирующих автоматизированных или автоматических устройств. Является предпочтительным, когда указанные процессы двух или больше двух различно работающих автоматизированных или автоматических устройствах осуществляются приблизительно в то же время на разных местах нанесений или, когда указанные процессы осуществляются посредством двух или больше двух автоматизированных или автоматических устройств, преимущественно функционирующих таким же образом, последовательно, на том же месте нанесения.
Является особенно предпочтительным, когда наибольшее из возможных количеств стадий осуществляют по меньшей мере в одну стадию, а также когда несколько стадий осуществляют посредством отдельного автоматизированного или автоматического устройства. Фактически, указанное может позволять упрощения и экономию времени, например, в случае перемещений.
В способе в соответствии с изобретением, является предпочтительным, когда по меньшей мере два места нанесения обрабатывают по сути одновременно или по сути одновременно, по порядку. Здесь является предпочтительным, когда по меньшей мере 3, по меньшей мере 4, по меньшей мере 5, по меньшей мере 6, по меньшей мере 7, по меньшей мере 8, по меньшей мере 9, по меньшей мере 10, по меньшей мере 11, или по меньшей мере 12, и особенно предпочтительно по меньшей мере 14 мест нанесений обрабатывают по сути одновременно по меньшей мере в одну стадию процесса, по меньшей мере в 2, по меньшей мере в 3, по меньшей мере в 4 или 5 стадий, или по сути обрабатывают одновременно, по порядку.
Большее количество мест нанесений и большее количество автоматизированных или автоматических устройств, которые по сути или преимущественно функционируют различным образом, является особенно предпочтительным, в частности для большего количества элементов конструкции с большим количеством мест нанесений, таких как, в случае обработки аэродинамических поверхностей. В этом случае, указанные автоматизированные или автоматические устройства могут быть связаны, если это необходимо, по меньшей мере частично, в автоматизированном процессе и/или посредством механически-пространственно связанных соединений.
Термин “по сути одновременно” в соответствии с настоящей заявкой указывает, что, при нормальной работе, между двумя различными операциями может возникать разница во времени, в качестве отставания по времени, которая составляет до 30 секунд, 20 секунд или 10 секунд.
В способе в соответствии с изобретением, является предпочтительным, когда по меньшей мере одно автоматизированное или автоматическое устройство, или по меньшей мере один из его элементов, после осуществления процессов по меньшей мере одной стадии по пункту 1 формулы изобретения, для осуществления способа, перемещается или автоматически перемещается по обработанному месту нанесения, таким образом, что оно достигает следующего места нанесения, с выступающим из поверхности соединительным элементом, зазором или неровным местом соединения (местом нанесения), и осуществляет процессы в указанном положении.
В способе в соответствии с изобретением, является предпочтительным, когда по меньшей мере один элемент автоматизированного устройства или автоматического устройства осуществляет стадии I)-III) способа в соответствии с изобретением, в то время, как по меньшей мере один другой элемент осуществляет стадию IV).
В способе в соответствии с изобретением, является предпочтительным, когда по меньшей мере один элемент автоматизированного или автоматического устройства осуществляет стадии I)-III) способа изобретения, в то время как, по сути одновременно, по меньшей мере один другой элемент осуществляет стадию IV).
В способе в соответствии с изобретением, является предпочтительным, когда по меньшей мере дин элемент автоматизированного или автоматического устройства, предназначенный для осуществления способа в соответствии с изобретением для стадий I)-о III), и по меньшей мере один другой элемент, предназначенный для осуществления стадии IV), после осуществления процессов, по сути одновременно перемещаются на следующее место нанесения.
В способе в соответствии с изобретением, является предпочтительным, когда все стадии I)-V) осуществляют до того, как, либо по меньшей мере один элемент автоматизированного или автоматического устройства для осуществления способа изобретения, предназначенный для стадий I)-III), и по меньшей мере другой элемент, предназначенный для стадии IV), или все автоматизированное или автоматического устройство перемещается/перемещаются на следующее место нанесения после осуществление процессов, по сути одновременно.
В способе в соответствии с изобретением является предпочтительным, когда перемещение элементов или всего устройства осуществляется таким образом, что по меньшей мере на одном месте нанесения с соединительным элементом, выступающим из поверхности, или по меньшей мере на одном неровном месте соединения, которые расположены на плоскости или поверхности, перпендикулярной поверхности, и по сути расположены в одномерной компоновке, для одного места нанесения последовательно осуществляются разные процессы, где при этом соответствующих 1-15 устройств одинакового типа, по сути, одновременно осуществляют свои процессы на соответствующих 1-15 местах нанесений, до того как происходит перемещение на следующие соответствующие 1-15 мест нанесений.
В способе в соответствии с изобретением является предпочтительным, когда перемещение элементов или всего устройства осуществляют таким образом, что по меньшей мере на одном месте нанесения с соединительным элементом, выступающим из поверхности, или по меньшей мере на одном неровном месте соединения, которые расположены на плоскости или поверхности, перпендикулярной поверхности, и по сути расположены в одномерной компоновке, для одного места нанесения последовательно осуществляются разные процессы, где различным устройств в качестве альтернативы расположены на плоскости или поверхности, где соответствующие 1-45 разных устройств соответственно осуществляют, по сути, одновременно свои процессы на соответствующих 3-45 местах нанесений, до того как происходит перемещение на следующие соответствующие по меньшей мере 2 места нанесений.
В способе в соответствии с изобретением является предпочтительным, когда несколько устройств одинакового типа, в частности, предназначенных для стадий I)-III), по сути расположены вдоль предпочтительно прямой линии, и, когда несколько устройств одинакового типа, в частности, предназначенных для стадии IV), по сути расположены вдоль второй предпочтительно прямой линии, где устройства первой и второй линии могут по сути быть расположены на одинаковых расстояниях или расположены под углом, таким образом, что несколько мест нанесений с элементами соединения, выступающими из поверхности, или с неровными местами соединений, которые расположены на такой поверхности, как крыло или фюзеляж летательного аппарата, могут быть по сути обработаны или обрабатываются одновременно, где соответствующие 2-15 устройств одинакового типа по обеих линиях осуществляют, по сути одновременно, свои процессы на соответствующих 2-15 местах нанесений, до того, как происходит перемещение на соответствующие 2-15 мест нанесений на обеих линиях к последующим линиям, в направлении линий, или по сути перпендикулярно к ним.
Задача также достигается посредством автоматизированного или автоматического (= по меньшей мере частично автоматизированного) устройства для осуществления способа изобретения, который отличается тем, что он имеет по меньшей мере одну установку для осуществления по меньшей мере одной из стадий I)-V), и по меньшей мере одно устройство распылителя и - возможно отдельно - по меньшей мере одно устройство для облучения.
В этом случае, по меньшей мере одно устройство распылителя и по меньшей мере одно устройство для облучения могут соединяться механически, или быть отдельными друг от друга. В обоих случаях, они могут управляться, посредством общего или отдельных контрольных устройств.
Является предпочтительным, когда по меньшей мере 2, по меньшей мере 3, по меньшей мере 4, по меньшей мере 5, по меньшей мере 6, по меньшей мере 7, по меньшей мере 8, по меньшей мере 9, по меньшей мере 10, по меньшей мере 11, или по меньшей мере 12, и особенно предпочтительно по меньшей мере 14 установок обеспечено для по меньшей мере одной, для по меньшей мере двух, по меньшей мере трех, по меньшей мере четырех, или для каждой из стадий I)-V).
Для устройства в соответствии с изобретением, является предпочтительным, когда оно содержит устройство для образования покрытий герметизирующих составов для герметизации болтов, заклепок, винтов, сварных точек или подобных элементов соединений, или подобных мест нанесений, в прямом и, возможно также сгибаемом или наклоняемом устройстве, в котором несколько установок соединены последовательно.
Для устройства в соответствии с изобретением, является предпочтительным, когда оно обеспечено по меньшей мере одним элементом, предназначенным для стадий I)-III), по меньшей мере одним элементом, предназначенным для стадии IV), или по меньшей мере одним элементом, предназначенным для стадий I)-IV).
В особенно предпочтительном варианте осуществления, устройство может а) включать емкость герметизирующего состава, например, по меньшей мере в одном смешивающем устройстве с вместилищем герметизирующего состава, по меньшей мере в одном вместилище герметизирующего состава, по меньшей мере в одном картридже и/или по меньшей мере в одной кассете картридж по меньшей мере с одним заполненным картриджем, б) по меньшей мере одно устройство распылителя и/или в) по меньшей мере одно устройство для облучения. В качестве альтернативы, вместо вместилища герметизирующего состава или смешивающего устройства с вместилищем герметизирующего состава, также могут применять по меньшей мере один картридж и/или кассету картриджа.
Для устройства в соответствии с изобретением, является предпочтительным, когда элемент, предназначенный для стадий I)-III) или IV), имеет элементы для замены сопла, наконечника и/или инструмента (замена элементов), где во время замены сопла, наконечника и/или инструмента, может осуществляться изменение форм сопла, его размеров, форм и размеров наконечника и/или инструментов,
а) посредством вращения поворотного барабана с рядом таких элементов различных форм и размеров,
б) посредством перемещения магазина с рядом таких элементов различных форм и размеров,
в) посредством удаления, отвинчивания, поворачивания штыкового крепления, отстегивания такого ранее использованного элемента или разъединения быстрозажимного приспособления и/или посредством соединения с или посредством зацепления, завинчивания, поворачивания штыкового крепления, застегивания такого элемента или присоединения такого элемента заданной формы и/или размера посредством быстрозажимного приспособления, и/или
г) посредством применения по меньшей мере одного продолговатого устройства распылителя, которое разделено, в частности, в средней части, по длине, части которого могут соединяться или разъединяться посредством вставления, вращения, штыкового крепления, застегивания или быстрого зажимания, в котором часть устройства распылителя, относящаяся к емкости герметизирующего состава, такой как вместилище, не заменяется при каждой замене сопла, и в котором заменяется часть устройства распылителя, относящаяся к удлинителю сопла или к наконечнику для образования покрытия герметизирующего состава или к наконечнику герметизирующего состава.
Устройство распылителя или его часть могут, по возможности, браться из магазина или обоймы, или, возможно, устройство распылителя или его часть могут перемещаться в магазин или обойму. В качестве альтернативы, применяемое ранее устройство распылителя или его часть могут утилизироваться и, по мере необходимости, заменяться новыми.
Для устройства в соответствии с изобретением, является предпочтительным, когда устройство, предназначенное для применения для или со стадией IV), имеет по меньшей мере одно устройство для облучения, для подачи энергии на стадии IV) посредством ИК-излучения, БИК-излучения, сверхвысокочастотного излучения, VIS-излучения, УФ-VIS излучения, УФ излучения, ультразвукового излучения, электронного излучения, гамма-излучения, бета-излучения и/или альфа-излучения, в частности УФ или УФ-VIS излучения. УФ или УФ-VIS излучение являются особенно предпочтительным, поскольку они особенно подходят для запуска или активации соответствующих реакций и процессов, но также не имеют опасных длин волн. Более того, указанное излучение легко получить посредством УФ-светодиодов.
Для устройства в соответствии с изобретением является предпочтительным, когда оно содержит по меньшей мере одну составную часть и/или по меньшей мере один элемент для осуществления по меньшей мере одной стадию по пункту 3 формулы изобретения - в которой до стадии IV) формируется все еще неотвержденное покрытие герметизирующего состава и/или его поверхность сглаживается инструментом и/или оно формируется и/или его поверхность сглаживается на стадии II) и/или III) пространственным, и в частности, линейным и/или вращательным перемещением устройства распылителя, посредством удаления контура герметизирующего состава и/или посредством перемещения инструмента, с тем, чтобы получить окончательную форму.
Для устройства в соответствии с изобретением, является предпочтительным, когда оно содержит устройство для очищения устройства распылителя или одного из его элементов, например, посредством сжатого воздуха, таким образом, чтобы удаляемые остатки герметизирующего состава и грязь не обдували или не направлялись к покрытиям герметизирующих составов.
При необходимости, устройство в соответствии с изобретением может обеспечиваться и управляться по меньшей мере одним контрольным устройством или по меньшей мере одним программируемым устройством. При этом, в частности, могут контролироваться все возможное время для различных функций и элементов, давление для разделения количества герметизирующего состава для осуществления покрытия, скорость дозирования, различные положения, перемещения, скорости перемещений, и длина перемещений.
Задача также достигается посредством аэрокосмического летательного аппарата, который отличается тем, что он имеет по меньшей мере один соединительный элемент, который был обработан с применением способа в соответствии с изобретением.
Задача также достигается посредством применения способа в соответствии с изобретением и/или устройства в соответствии с изобретением на и/или в аэрокосмическом летательном аппарате.
Было неожиданным, что с применением способа в соответствии с изобретением можно достичь значительного улучшения геометрических параметров, поверхностной гладкости и единообразия геометрических параметров, размера и формы. Значительные преимущества получали в автоматизированном или автоматическом способе, в котором можно полностью исключить последовательные обработки покрытия герметизирующего состава в отношении формы и качества поверхности, в результате подходящей оптимизации способа, где все покрытия герметизирующих составов одинакового типа имели одинаковый внешний вид.
Было неожиданным, что с применением способа в соответствии с изобретением можно достичь экономии времени порядка 10-50%, в зависимости от элемента конструкции, требований и соответствующих методологических условий и их автоматизации для большого количества мест нанесений, по сравнению с традиционными способами со значительными физическими усилиями, причем было особенно очевидно, что время ожидания может быть значительно сокращено в результате применения “твердеющих по требованию” герметизирующих составов, в условии короткого времени отверждения до отлипа.
Также было неожиданным, что, вследствие автоматизированного или автоматического способа, были возможны не только экономия материала и высокая экономия затрат, но также и качество покрытия герметизирующего состава, вследствие точной установки в требуемом положении и, возможно, также центрирования, в случае выступающих элементов соединения, что не только обеспечивало значительное улучшение качества, избегая слишком тонких, и следовательно, возможно, недостаточно загерметизированных частей оболочки, но также и явное повышение безопасности герметизации, например, в случае топливных баков, и даже решение проблем безопасности.
Изобретение относится к области герметизации элементов конструкций и может быть использовано для аэродинамического сглаживания элементов аэрокосмических летательных аппаратов. Способ герметизации включает применение содержащего серу герметизирующего состава SCOD на аэрокосмическом элементе конструкции с использованием по меньшей мере одного устройства распылителя и по меньшей мере одного устройства для облучения. Устройство распылителя содержит смешанный герметизирующий состав, которым полностью покрывается соединительный элемент, выступающий из поверхности, зазор или неровное место соединения. Отверждение герметизирующего состава производят при помощи по меньшей мере одного устройства для облучения. При этом этапы герметизации осуществляют с применением автоматического устройства. Также предложены автоматическое устройство, аэрокосмический летательный аппарат и применения способа и устройства в соответствии с изобретением. Изобретение обеспечивает ускорение процессов герметизации без ущерба для конструкционных требований и долговечности элементов конструкции, а также улучшение воспроизводимости формы, размера и центрированности покрытия герметизирующего состава. 5 н. и 30 з.п. ф-лы, 3 табл.
1. Способ герметизации по меньшей мере одного соединительного элемента, выступающего из поверхности или поверхности в зазоре или в неровном месте соединения, с применением содержащего серу герметизирующего состава SCOD, по меньшей мере на одном месте нанесения на аэрокосмическом элементе конструкции по меньшей мере с применением одного устройства распылителя и по меньшей мере с применением одного устройства для облучения, который отличается тем, что
I) по меньшей мере одно устройство распылителя, внутреннее пространство которого опосредованно или непосредственно связано с емкостью герметизирующего состава, то есть: по меньшей мере с одним смешивающим устройством, по меньшей мере с одним вместилищем герметизирующего состава, по меньшей мере с одним картриджем и/или по меньшей мере с одной кассетой картриджа, которая содержит смешанный, неотвержденный или по меньшей мере частично неотвержденный герметизирующий состав SCOD, который направляется и/или скользит над соединительным элементом, выступающим из поверхности, над зазором и/или над неровным местом соединения и, следовательно, вступает в контакт с поверхностью или вблизи поверхности,
II) внутреннее пространство по меньшей мере одного устройства распылителя заполняют герметизирующим составом SCOD из емкости герметизирующего состава, такой как вместилище, и приводят по меньшей мере приближенно в контакт с поверхностью до такой степени, что соединительный элемент, выступающий из поверхности, зазор или неровное место соединения - все из которых указываются как "место нанесения" - полностью покрывается герметизирующим составом SCOD, где герметизирующий состав SCOD образует покрытие герметизирующего состава, которое по сути имеет форму герметизирующего состава головки, покрытия и/или куполобразного или бусинковидного возвышения,
III) по меньшей мере одно устройство распылителя или по меньшей мере элемент по меньшей мере одного устройства распылителя, если это необходимо, снимают и/или перемещают из поверхности покрытия герметизирующего состава так, что повреждения покрытия герметизирующего состава можно избежать, и
IV) отверждение герметизирующего состава SCOD 1) вызывается посредством по меньшей мере одного устройства для облучения в результате передачи энергии в покрытие герметизирующего состава, например посредством облучения высокоэнергетичным излучением, и 2а) причем и/или тем самым оно запускается посредством выделения латентного катализатора или 2b) причем и/или тем самым его получают в результате непосредственной активации по меньшей мере одного компонента реакции таким образом, что смешанный герметизирующий состав SCOD затем отверждается и/или отверждается дополнительно, причем стадии I) - IV) осуществляют с применением автоматического устройства.
2. Способ по п. 1, отличающийся тем, что герметизирующий состав SCOD на стадии II) выводится и/или извлекается из емкости герметизирующего состава, такой как вместилище, предпочтительно под давлением, на соединительный элемент, с использованием непрерывной линии или частей такой линии.
3. Способ по любому из пп. 1 или 2, отличающийся тем, что до стадии IV) формируется все еще не отвержденное покрытие герметизирующего состава, и/или его поверхность сглаживается инструментом, и/или оно формируется на стадии II) и/или III), и/или оно поверхностно сглаживается пространственным, и в частности линейным и/или вращательным перемещением устройства распылителя, посредством продольной резки контура герметизирующего состава и/или посредством перемещения инструмента, с тем, чтобы получить окончательный вид.
4. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что покрытие герметизирующего состава по сути приводят в окончательную форму, которая приближена к форме обычного покрытия, конуса, головки и/или куполобразного или бусинковидного возвышения на поверхности.
5. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что покрытие герметизирующего состава наносят на очищенную поверхность, которая имеет связывающее вещество в области контактной поверхности покрытия герметизирующего состава.
6. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что подача энергии на стадии IV) способа осуществляется в результате облучения ИК-излучением, БИК-излучением, сверхвысокочастотным излучением, VIS-излучением, УФ-VIS излучением, УФ-излучением, ультразвуковым излучением, электронным излучением, гамма-излучением, бета-излучением и/или альфа-излучением.
7. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что все еще не отвержденное покрытие герметизирующего состава на стадии IV), вследствие облучения, уже является/становится нелипким по истечении времени, составляющего примерно 0,01 - 10 минут после облучения.
8. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что при необходимости, например в случае изменения во время нанесения покрытия на элементы соединений разной формы и/или участки между ними, на зазоры и/или неровные места соединений, которые подлежат герметизации, выполняют изменение по меньшей мере одного устройства распылителя или по меньшей мере элемента устройства распылителя, такого как наконечник, сопло, соединительный канал и/или элемент для соединения с емкостью герметизирующего состава, такой как вместилище герметизирующего состава.
9. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что среднее время обработки для каждого соединительного элемента, зазора или неровного места соединения на месте нанесения на поверхности находится в диапазоне от 0,1 до 60 секунд, с тем, чтобы наносить герметизирующий состав SCOD на поверхность и, возможно, также обеспечить ему желательную форму, до того, как устройство распылителя перемещается к следующему месту нанесения.
10. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что устройство распылителя (0) в основном, состоит из элемента (1) для соединения с емкостью герметизирующего состава, такой как вместилище, соединительного канала (2) и, возможно сопла, наконечника и/или инструмента (3) и/или удлинителя сопла на соединительном канале (2), где устройство распылителя (0) может быть представлено в виде одного или нескольких элементов.
11. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что соединительный канал (2), по сути, имеет шлангоподобную форму и, возможно, является гнущимся и/или пластичным.
12. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что смешанный, неотвержденный или по меньшей мере частично неотвержденный герметизирующий состав SCOD либо
A) представляет собой основанный на базовой массе базовый полимер с концевыми меркаптогруппами, на основе политиоэфира, полисульфида, их сополимеров и/или их смесей, по меньшей мере одно отверждающее вещество с содержанием изоцианата, который имеет среднее количество функциональных групп в диапазоне от 1,5 до 3,2, и по меньшей мере одно фотолатентное основание на основе α-аминокетона,
Б) основан на базовой массе с концевыми меркаптогруппами политиоэфира, отверждающем веществе на основе эпоксидной смолы и по меньшей мере одном фотолатентном основании на основе стерически затрудненного третичного амина и/или на основе стерически затрудненного амидина, где указанное фотолатентное основание действует в качестве латентных катализаторов, или
B) основан на содержащем тиоловую концевую группу политиоэфире с полиеном с поливинилэфиром и/или полиаллильным соединением и основан на фотоинициаторе, предпочтительно, выбранном из группы, состоящей из ацетофенонов, α-аминоалкилфенонов, бензоилэфиров, бензоилоксимов, ацилфосфиноксидов, бисацилфосфиноксидов, бензофенонов, кетона Михлера, тиоксантонов, антрахинонов, камфорхинонов, флуоренонов и кетокумаринов,
где смешанный, неотвержденный или по меньшей мере частично неотвержденный герметизирующий состав SCOD может начать отверждаться в результате подачи энергии, такой как УФ излучение.
13. Способ по п. 12, отличающийся тем, что по меньшей мере один фотоинициатор, в частности в случае типа B), или по меньшей мере одно фотолатентное основание, в случае типа А) и Б), в результате высокоэнергичного актиничного излучения на герметизирующий состав SCOD, в частности типа А) или Б), отщепляет по меньшей мере одну молекулу на основе третичного амина и/или амидина, которая может вызывать отверждение герметизирующего состава SCOD в качестве активного катализатора, и при этом по меньшей мере частично неотвержденный герметизирующий состав SCOD после облучения, в частности, высокоэнергичным актиничным излучением, не требует дополнительного облучения и продолжает отверждение в диапазоне температур между -10 и +70°С.
14. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что смешанный герметизирующий состав SCOD отверждается на стадии IV), образуя нелипкий герметизирующий состав.
15. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что соединительный элемент, выступающий из поверхности, по сути представляет собой болт, заклепку, винт, резьбовые штырь, гайку, штифт или другой выступающий соединительный элемент, при этом зазор по сути представляет собой место протекания, отверстие, шов, канавку или место контакта между несколькими структурными элементами на поверхности, и/или при этом неровное место соединения по сути представляет собой фальцевый шов, место адгезии, сварную точку, сварной шов и/или неровность.
16. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что поверхность, из которой выступает по меньшей мере один соединительный элемент, и/или которая имеет зазор и/или неровность, является внешней или внутренней поверхностью конструкционного элемента и/или элемента конструкции аэрокосмического летательного аппарата.
17. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что поверхность по сути состоит по меньшей мере из одного металлического материала, такого как алюминий, железо, магний и/или сплав цинка, по меньшей мере из одного композиционного материала, такого как армированный углеродным волокном углерод CFC, армированный углеродным волокном пластик CFRP, и/или по меньшей мере из одного органического материала, и/или из такого органического материала, как пластик, вяжущее вещество и/или краска.
18. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что стадию по пункту III осуществляют с применением автоматического устройства.
19. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что по меньшей мере два места нанесения обрабатывают, по сути, одновременно или обрабатывают, по сути, одновременно, один за другим.
20. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что автоматическое устройство автоматически перемещается для осуществления способа, или по меньшей мере один из его элементов, после осуществления процессов по меньшей мере на одной стадии по п. 1, перемещается из обработанного места нанесения, таким образом, что он достигает следующего места нанесения с соединительным элементом, выступающим из поверхности, зазора или неровного места соединения (места нанесения), и осуществляет процессы в указанном положении.
21. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что по меньшей мере один элемент автоматического устройства, для того чтобы осуществлять способ по п. 1, осуществляет стадии I) - III), в то время как по меньшей мере другой элемент осуществляет стадию IV).
22. Способ по меньшей мере по одному из пп. 1-20, отличающийся тем, что по меньшей мере один элемент автоматического устройства, для того чтобы осуществлять способ по п. 1, осуществляет стадии I) - III), в то время как, по сути одновременно, по меньшей мере другой элемент осуществляет стадию IV).
23. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что все стадии I) - IV) осуществляют до того, как либо по меньшей мере один элемент автоматического устройства, предназначенный для стадий I) - III) для осуществления способа по п. 1, и по меньшей мере другой элемент, предназначенный для стадии IV), либо все автоматическое устройство, после осуществления процессов, перемещаются/перемещается, по сути одновременно, на следующее место нанесения.
24. Способ по меньшей мере по одному из предыдущих пунктов, отличающийся тем, что перемещение элементов или всего устройства осуществляется таким образом, что по меньшей мере на одном месте нанесения с соединительным элементом, выступающим из поверхности, или по меньшей мере на одном неровном месте соединения, которые расположены на плоскости или поверхности, перпендикулярно поверхности, и по сути расположены в одномерной компоновке, для одного места нанесения последовательно осуществляются разные процессы, где при этом соответствующих 1-15 устройств одинакового типа, по сути, одновременно осуществляют свои процессы на соответствующих 1-15 местах нанесений, до того как происходит перемещение наследующие соответствующие 1-15 мест нанесений.
25. Способ по любому из предыдущих пп. 1-23, отличающийся тем, что перемещение элементов или всего устройства осуществляется таким образом, что по меньшей мере на одном месте нанесения с соединительным элементом, выступающим из поверхности, или по меньшей мере на одном неровном месте соединения, которые расположены на плоскости или поверхности, перпендикулярной поверхности, и по сути расположены в одномерной компоновке, для одного места нанесения последовательно осуществляются процессы, где устройства в качестве альтернативы расположены на плоскости или поверхности, где соответствующие 1-45 устройств соответственно осуществляют, по сути, одновременно свои процессы на соответствующих 3-45 местах нанесений, до того как происходит перемещение на следующие соответствующие по меньшей мере 2 места нанесений.
26. Способ по любому из предыдущих пп. 1-23, отличающийся тем, что несколько устройств одинакового типа, в частности предназначенных для стадий I) - III), по сути расположены вдоль предпочтительно прямой линии, и, что несколько устройств одинакового типа, в частности, предназначенных для стадии IV), по сути расположены вдоль второй предпочтительно прямой линии, где устройства первой и второй линии могут по сути быть расположены на одинаковых расстояниях или расположены под углом, таким образом, что несколько мест нанесений с элементами соединений, выступающими из поверхности, или с неровными местами соединений, которые расположены на поверхности, такой как крыло или фюзеляж летательного аппарата, могут обрабатываться или обрабатываются по сути одновременно, где соответствующие 2-15 устройств одинакового типа по обеих линиях осуществляют, по сути одновременно, свои процессы на соответствующих 2-15 местах нанесений до того, как происходит перемещение на соответствующие 2-15 мест нанесений на обеих линиях к последующим линиям, в направлении линий или по сути перпендикулярно к ним.
27. Автоматического устройство для осуществления способа по меньшей мере по одному из предыдущих пунктов, отличающееся тем, что оно имеет по меньшей мере одну установку для осуществления по меньшей мере одной из стадий I) - IV), и при этом оно имеет по меньшей мере одно устройство распылителя, внутреннее пространство которого опосредованно или непосредственно связано с емкостью герметизирующего состава и которая содержит смешанный, неотвержденный или по меньшей мере частично неотвержденный герметизирующий состав SCOD, и - возможно отдельно - по меньшей мере одно устройство для облучения, и что оно имеет по меньшей мере один элемент, предназначенный для стадий I) - III), или по меньшей мере один элемент, предназначенный для стадий I) - IV).
28. Устройство по п. 27, отличающееся тем, что оно имеет устройство для образования покрытия герметизирующих составов для герметизации болтов, заклепок, винтов, сварных швов или других элементов соединений или мест нанесений в прямом и необязательно также в сгибаемом или наклоняемом устройстве, в котором несколько установок соединены последовательно.
29. Устройство по п. 27 или 28, отличающееся тем, что элемент, предназначенный для стадий I) - III) или I) - IV), имеет составные части для замены сопла, наконечника и/или инструмента (замена элементов), где во время замены сопла, наконечника и/или инструмента, может осуществляться изменение форм сопла, его размеров, форм и размеров наконечника и/или инструментов,
а) посредством вращения поворотного барабана с рядом таких элементов форм и размеров,
б) посредством перемещения магазина с рядом таких элементов форм и размеров,
в) посредством удаления, отвинчивания, поворачивания штыкового крепления, отстегивания такого ранее использованного элемента или разъединения быстрозажимного приспособления и/или посредством соединения с или посредством зацепления, завинчивания, поворачивания штыкового крепления, застегивания такого элемента или присоединения такого элемента заданной формы и/или размера посредством быстрозажимного приспособления, и/или
г) посредством применения по меньшей мере одного продолговатого устройства распылителя, которое разделено, в частности, в средней части, по длине, части которого могут соединяться или разъединяться посредством вставления, вращения, штыкового крепления, застегивания или быстрого зажимания, в котором часть устройства распылителя, относящаяся к емкости герметизирующего состава, такой как вместилище, не заменяется при каждой замене сопла, и в котором заменяется часть устройства распылителя, относящаяся к удлинителю сопла или к наконечнику для образования покрытия герметизирующего состава или к наконечнику герметизирующего состава.
30. Устройство по меньшей мере по одному из пп. 27-29, отличающееся тем, что устройство, предназначенное для применения для или со стадией IV), имеет по меньшей мере одно устройство для облучения для получения УФ излучения или УФ-VIS излучения.
31. Устройство по меньшей мере по одному из пп. 27-30, отличающееся тем, что оно содержит составную часть или элемент, предназначенный для стадии по пункту III.
32. Устройство по п. 31, отличающееся тем, что оно содержит устройство для очищения устройства распылителя или его элемента, например, посредством сжатого воздуха таким образом, чтобы удаляемые остатки герметизирующего состава и грязь не обдували или не направлялись к покрытиям герметизирующих составов.
33. Аэрокосмический летательный аппарат, отличающийся тем, что он имеет по меньшей мере один соединительный элемент, который был обработан с применением способа по меньшей мере по одному из пп. 1-26 и/или с применением устройства по одному из пп. 27-32.
34. Применение способа в соответствии с изобретением по меньшей мере по одному из пп. 1-26 на и/или в аэрокосмическом летательном аппарате.
35. Применение устройства в соответствии с изобретением по меньшей мере по одному из пп. 27-32 на и/или в аэрокосмическом летательном аппарате.
| DE 10108136 A1, 29.08.2002 | |||
| ЛЕГКО ОЧИЩАЮЩИЙСЯ ПИСТОЛЕТ-РАСПЫЛИТЕЛЬ | 2003 |
|
RU2380169C2 |
| Электромагнитная порошковая муфта | 1977 |
|
SU638763A1 |
| DE 102012205951 A1, 17.10.2013 | |||
| СПОСОБ КОНТРОЛЯ НЕПОТОПЛЯЕМОСТИ СУДНА | 2013 |
|
RU2518374C1 |

