Настоящее изобретение относится к стальной подложке с покрытием, включающим нанографит, характеризующийся конкретным поперечным размером, и связующее, способу изготовления данной стальной подложки с покрытием. Оно является в особенности хорошо подходящим для использования в сталелитейной промышленности.
На маршруте производства стали после проведения стадии выплавки стали сталь разливают в ходе непрерывной разливки. Таким образом, получают полуфабрикаты, такие как слябы, болванки или блюмы. Обычно полуфабрикаты подвергают повторному нагреванию при высокой температуре в печи для повторного нагревания в целях растворения выделений, сформированных во время проведения непрерывной разливки, и получения обрабатываемости в горячем состоянии. После этого проводят удаление окалины и горячую прокатку. Однако, во время проведения стадии повторного нагревания полуфабрикаты, в особенности, характеризующиеся высоким уровнем содержания углерода, обезуглероживаются, что в результате приводит к изменению механических свойств. Действительно, во время проведения стадии повторного нагревания полуфабрикат может утрачивать большую часть углерода. Например, рельсовые стали обезуглероживаются, что приводит к уменьшению твердости стали. Следовательно, механические свойства в головке рельса являются низкими, а механические свойства всей рельсовой головки являются неоднордными. Таким образом, существует потребность в отыскании способа предотвращения обезуглероживания стальной подложки во время проведения повторного нагревания.
В патентной заявке CN101696328 раскрывается защитное покрытие для поверхности куска стали в целях предотвращения окисления и обезуглероживания поверхности при высокой температуре и улучшения твердости и сопротивления истиранию и, в конечном счете, увеличения общего срока службы стальной заготовки для случая окисления и обезуглероживания поверхности стальной заготовки (подложки) при высокой температуре и окисления-обезуглероживания поверхности в окислительной атмосфере во время проведения термической обработки, ковки, горячей прокатки, нагревания при роликовом профилировании, в частности, для случая легкого окисления и обезуглероживания стальной заготовки при высокой температуре в ходе термической обработки, что приводит к уменьшению количества атомов углерода и содержания углерода, и изменение микроструктуры поверхности (подложки) в результате приводит к получению уменьшенной твердости, уменьшенного сопротивления истиранию и короткого общего срока службы.
В данном патенте покрытие характеризуется композицией, образованной из: графита, жидкого стекла и вещества, проникающего сквозь поверхность, в которой объемное соотношение между графитом и силикатом натрия находится в диапазоне от 1 : 3 до 1 : 7, а вещество, проникающее сквозь поверхность, составляет от 0,05% до 0,15% объемных от покрытия. Тем не менее, были проведены испытания при использовании малоуглеродистых сталей, в том числе марок 25 (углеродистая сталь) и НТ300 (литейный чугун), и очень высоколегированных сталей, в том числе марок 32CrMo и Mn13.
Таким образом, цель изобретения заключается в предложении горячей стальной продукции, характеризующейся конкретной композицией стали, где значительно уменьшается обезуглероживание во время проведения стадии повторного нагревания.
Достижения этого добиваются в результате предложения стальной подложки с покрытием, соответствующей пункту 1 формулы изобретения. Стальная подложка с покрытием также может включать любую характеристику из пунктов от 2 до 8 формулы изобретения.
Изобретение также охватывает способ изготовления стальной подложки с нанесенным покрытием, соответствующий пунктам от 9 до 19 формулы изобретения.
Изобретение также охватывает способ изготовления горячекатаной стальной продукции, соответствующий пунктам от 20 до 23 формулы изобретения.
В заключение, изобретение охватывает применение горячекатаной стальной продукции, соответствующее пункту 24 формулы изобретения.
Для иллюстрирования изобретения будут описаны различные варианты осуществления и серии испытаний из неограничивающих примеров, в частности, при обращении к следующей далее фигуре:
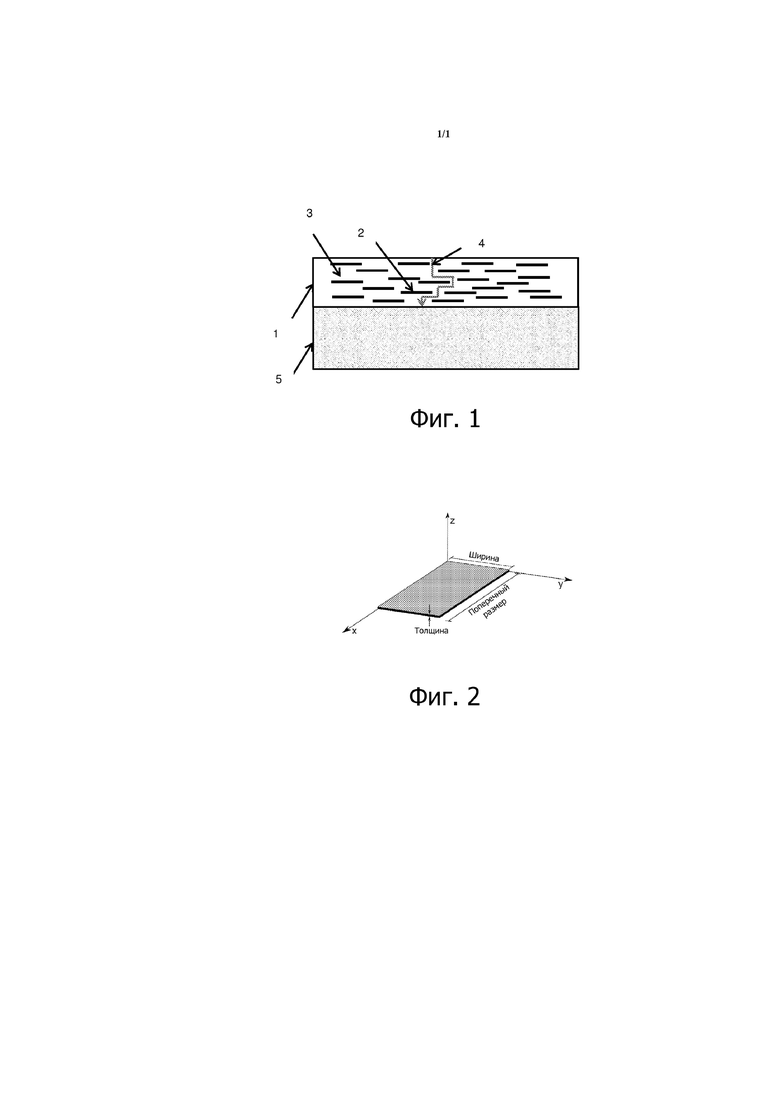
на фиг. 1 иллюстрируется один пример стальной подложки с покрытием, соответствующей настоящему изобретению;
на фиг. 2 иллюстрируется один пример покрытия из нанографита, нанесенного поверх стальной подложки, соответствующего настоящему изобретению.
Другие характеристики и преимущества изобретения станут очевидными, исходя из следующего далее подробного описания изобретения.
Изобретение относится к стальной подложке с нанесенным покрытием, включающей покрытие, содержащее нанографит, характеризующийся поперечным размером в диапазоне между 1 и 60 мкм, и связующее, где стальная подложка характеризуется следующими далее композициями, содержащими в массовых процентах:
0,31 ≤ C ≤ 1,2%,
0,1 ≤ Si ≤ 1,7%,
0,7 ≤ Mn ≤ 3,0%,
P ≤ 0,01%,
S ≤ 0,1%,
Cr ≤ 0,5%,
Ni ≤ 0,5%,
Mo ≤ 0,1%
и необязательно один или несколько элементов, таких как
Nb ≤ 0,05%,
B ≤ 0,003%,
Ti ≤ 0,06%,
Cu ≤ 0,1%,
Co ≤ 0,1%,
N ≤ 0,01%,
V ≤ 0,05%,
остальное железо и неизбежные примеси, полученные в результате переработки.
Не желая связывать себя какой-либо теорией, полагают, что покрытие, содержащее нанографит, характеризующийся поперечным размером в диапазоне между 1 и 60 мкм, и связующее, на стальной подложке, характеризующейся представленной выше конкретной композицией стали, уменьшает обезуглероживание во время проведения повторного нагревания стального листа с покрытием. Как это установили изобретатели, не только композиция стали, но также и природа покрытия играют важную роль для уменьшения или исключения обезуглероживания стали во время проведения обработки при нагревании.
Действительно, как это представляется, имеет место конкуренция между кинетиками окисления и обезуглероживания во время повторного нагревания. Для представленной выше конкретной стальной подложки (5) образование окалины из железа стали уменьшает обезуглероженный слой. В дополнение к этому, в соответствии с иллюстрацией на фиг. 1, можно полагать, что в покрытии (1) чешуйки (2) нанографита, характеризующиеся данным конкретным поперечным размером, являются хорошо диспергированными в связующем (3), формируя извилистую траекторию (4), что делает возможным науглероживание обезуглероженных областей. Действительно, как это представляется, имеет место регенерирование углерода вследствие присутствия в покрытии нанографита, характеризующегося конкретным поперечным размером.
Что касается химического состава стали, то предпочтительно количество С находится в диапазоне между 0,31 и 1,0 мас.%.
Предпочтительно количество Mn находится в диапазоне между 0,9 и 2,5 мас.%, а предпочтительно между 1,1 и 2,0 мас.%.
В выгодном случае количество Сr является меньшим или равным 0,3 мас.%.
Предпочтительно количество Ni является меньшим или равным 0,1 мас.%.
В выгодном случае количество Mo является меньшим или равным 0,1 мас.%.
На фиг. 2 иллюстрируется один пример чешуйки нанографита, соответствующей настоящему изобретению. В данном примере термин «поперечный размер» обозначает наибольшую длину нанопластинки по оси Х, а термин «толщина» обозначает высоту нанопластинки по оси Z. Ширина нанопластинки иллюстрируется по оси Y.
Предпочтительно поперечный размер наночастиц находится в диапазоне между 20 и 55 мкм, а более предпочтительно между 30 и 55 мкм.
Предпочтительно толщина покрытия находится в диапазоне между 10 и 250 мкм. Например, толщина покрытия находится в диапазоне между 10 и 100 мкм или между 100 и 250 мкм.
В выгодном случае стальная подложка представляет собой сляб, болванку или блюм.
Предпочтительно связующее представляет собой силикат натрия, или связующее включает сульфат алюминия, и при этом добавка представляет собой оксид алюминия. В данном случае, без желания связывать себя какой-либо теорией, полагают, что покрытие, соответствующее настоящему изобретению, лучше сцепляется со стальной подложкой так что стальная подложка становится еще в большей степени защищенной. Таким образом, в большей степени предотвращается возникновение риска растрескивания покрытия и отслоения покрытия, что обнажало бы стальную подложку для обезуглероживания.
Предпочтительно покрытие, дополнительно содержит металлоорганическое соединение. Например, металлоорганическое соединение включает дипропиленгликольмонометиловый простой эфир (СН3ОС3Н6ОС3Н6ОН), 1,2-этандиол (НОСН2СН2ОН) и 2-этилгексановую кислоту, марганцевую соль (С8Н16MnO2). Без желания связывать себя какой-либо теорией, полагают, что металлоорганическое соединение делает возможным быстрое отверждение покрытия, что позволяет избежать проведения стадии высушивания при высокой температуре.
Изобретение также относится к способу изготовления стальной подложки с покрытием, соответствующей настоящему изобретению, включающему следующие далее последовательные стадии:
А. получение стальной подложки, характеризующейся представленной выше композицией стали,
В. осаждение покрытия при использовании водной смеси для получения покрытия,
С. необязательно высушивание стальной подложки с нанесенным покрытием, полученной на стадии В).
Предпочтительно на стадии В) осаждение покрытия проводят в результате нанесения покрытия путем центрифугирования, путем распыления, путем погружения или при использовании кисти.
В выгодном случае на стадии В) водная смесь содержит от 1 до 60 г/л нанографита и от 150 до 250 г/л связующего. Более предпочтительно водная смесь содержит от 1 до 35 г/л нанографита.
Предпочтительно на стадии В) водная смесь содержит нанографит, содержащий более чем 95%, а в выгодном случае 99 мас.% С.
В выгодном случае на стадии В) массовое отношение нанографита к связующему меньше или равно 0,3.
Предпочтительно на стадии В) водная смесь содержит металлоорганическое соединение. Более предпочтительно концентрация металлоорганического соединения меньше или равна 0,12 мас.%. Без желания связывать себя какой-либо теорией, полагают, что данная концентрация делает возможным получение оптимизированного покрытия без проведения какого-либо отверждения или при проведении отверждения при комнатной температуре.
В одном предпочтительном варианте осуществления покрытие высушивают на стадии С). Без желания связывать себя какой-либо теорией, полагают, что стадия высушивания делает возможным улучшение адгезии покрытия. Действительно, вследствие испарения воды связующее становится более клейким и более вязким, что приводит к получению затвердевшего состояния. В одном предпочтительном варианте осуществления на стадии С) высушивание проводят при комнатной температуре или температуре в диапазоне между 50 и 150°С, а предпочтительно между 80 и 120°С.
В еще одном предпочтительном варианте осуществления какой-либо стадии высушивания не проводят.
Предпочтительно, на стадии С) в случае высушивания, стадию высушивания проводят при использовании горячего воздуха.
В выгодном случае на стадии С) в случае высушивания, высушивание проводят на протяжении от 5 до 60 минут и например, между 15 и 45 минутами.
Изобретение также относится к способу изготовления горячекатаной стальной продукции, включающему следующие далее последовательные стадии:
I. получение стальной подложки с покрытием, соответствующей настоящему изобретению,
II. повторное нагревание стальной подложки с покрытием в печи для повторного нагревания при температуре в диапазоне между 750 и 1300°С,
III. удаление окалины с повторно нагретого стального листа с покрытием, полученного на стадии II), и
IV. горячая прокатка стальной продукции, подвергнутой удалению окалины.
Предпочтительно на стадии I) проводят повторное нагревание при температуре в диапазоне между 800 и 1300°С, более предпочтительно между 900 и 1300°С, а в выгодном случае между 1100 и 1300°С.
В выгодном случае на стадии III) проводят удаление окалины при использовании воды под давлением. Например, давление воды находится в диапазоне между 100 и 150 бар. В еще одном варианте осуществления удаление окалины проводят механически, например, в результате крацевания или зачистки щеткой слоя окалины.
При использовании способа, соответствующего настоящему изобретению, получают горячекатаную стальную продукцию, у которой поверхность в основном не является обезуглероженной.
Например, после проведения горячей прокатки, может быть проведены смотка в рулон горячего продукта, холодная прокатка, отжиг в отжигательной печи, а также нанесение металлического покрытия.
В заключение, изобретение относится к применению горячекатаной стальной продукции, получаемой способом, соответствующим настоящему изобретению, для изготовления детали механического транспортного средства, рельса, проволоки или пружины.
Далее изобретение будет разъяснено на примерах, только для информации. Примеры не являются ограничивающими.
Примеры
В примерах использовали стальные подложки, характеризующиеся следующей далее композицией стали, в массовых процентах:
Образец 1 отливали в форме сляба, а образцы 2 и 3 отливали в форме блюма.
Пример 1. Испытание на обезуглероживание
Для некоторых образцов на стали наносили покрытие при использовании распыления водной смеси, содержащей 30 г/л нанографита, характеризующегося поперечным размером в диапазоне 35 – 50 мкм, связующее, представляющее собой Na2SiO3 (силикат натрия) и необязательно металлоорганическое соединение, представляющее собой продукт DriCAT®. После этого покрытие необязательно высушивали при комнатной температуре или на протяжении 30 минут при 100°С.
Вслед за этим стали без нанесенных покрытий и стали с нанесенными покрытиями повторно нагревали при 1250°С. После проведения повторного нагревания пробные образцы анализировали при использовании оптической микроскопии (ОМ). 0 обозначает практически отсутствие на поверхности образца обезуглероженных областей, то есть, практически отсутствие прохождения обезуглероживания во время проведения повторного нагревания, а 1 обозначает присутствие на поверхности образца множества обезуглероженных областей.
Результаты представлены в следующей далее таблице 1:
* - в соответствии с настоящим изобретением
Для образцов, соответствующих настоящему изобретению, с поверхности образца удалялось очень маленькое количество углерода. Наоборот, у сравнительных образцов присутствовало большое количество обезуглероженных областей, что делало возможным изменение микроструктуры и вследствие этого механических свойств. Действительно, в областях, в которых имеет место большая величина исчерпания углерода, то есть, в обезуглероженных областях, вместо перлита образовывался феррит.
Пример 2. Испытание на микротвердость
В данном случае после проведения повторного нагревания при 1250°С некоторые образцы подвергали закалке в воде для получения мартенсита и в результате проведения измерений микротвердости определяли изменение микротвердости от поверхности горячей стальной продукции до глубины в 1500 мкм. Действительно, в случае образования мартенсита уровень содержания углерода в мартенсите будет прямопропорциональным количеству углерода в микроструктуре. Поэтому чем более высокой будет микротвердость, тем более высоким будет уровень содержания углерода.
Результаты представлены в следующей далее таблице 2:
* - в соответствии с настоящим изобретением
Микротвердость образцов 4 и 8 ясно демонстрирует значительное уменьшение обезуглероживания при использовании стальной подложки с покрытием, соответствующей настоящему изобретению, по сравнению с образцами 9 и 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЬНАЯ ПОДЛОЖКА С НАНЕСЕННЫМ ПОКРЫТИЕМ | 2018 |
|
RU2758048C1 |
| СТАЛЬНАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2018 |
|
RU2747952C1 |
| ОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2755721C1 |
| СТАЛЬНАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2020 |
|
RU2788071C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2677561C1 |
| ЧУГУННАЯ ПОДЛОЖКА С ПОКРЫТИЕМ | 2020 |
|
RU2834087C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ C ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2020 |
|
RU2771767C1 |
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ПРЕВОСХОДНОЙ АДГЕЗИЕЙ ПОКРЫТИЯ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2007 |
|
RU2405842C1 |
| ГОРЯЧЕКАТАНЫЙ СТАЛЬНОЙ ЛИСТ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2706268C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2020 |
|
RU2771315C1 |
Настоящее изобретение относится к стальной подложке с покрытием, содержащим чешуйки нанографита с поперечным размером в диапазоне между 1 и 60 мкм и связующее, а также к способу изготовления указанной стальной подложки с покрытием и способу изготовления горячекатаного стального продукта с ее использованием. Стальная подложка содержит следующие компоненты, мас. %: 0,31 ≤ C ≤ 1,2, 0,1 ≤ Si ≤ 1,7, 0,7 ≤ Mn ≤ 3,0, P ≤ 0,01, S ≤ 0,1, Cr ≤ 0,5, Ni ≤ 0,5, Mo ≤ 0,1 и необязательно один или несколько элементов, выбранных из Nb ≤ 0,05, B ≤ 0,003, Ti ≤ 0,06, Cu ≤ 0,1, Co ≤ 0,1, N ≤ 0,01, V ≤ 0,05, железо и неизбежные примеси остальное. Толщина покрытия находится в диапазоне между 10 и 250 мкм. Связующее представляет собой силикат натрия или связующее включает сульфат алюминия и добавку, которая представляет собой оксид алюминия. Способ изготовления стальной подложки с покрытием включает следующие последовательные стадии: получение стальной подложки с указанным составом стали, осаждение покрытия при использовании водной смеси, которая содержит от 1 до 60 г/л нанографита и от 150 до 250 г/л связующего для получения покрытия, и необязательно высушивание стальной подложки с покрытием. При осуществлении способа изготовления горячекатаного стального продукта с использованием указанной стальной подложки с покрытием осуществляют повторное нагревание стальной подложки с покрытием в печи для повторного нагревания при температуре в диапазоне между 750 и 1300°С, удаление окалины с повторно нагретой стальной подложки с покрытием и горячую прокатку стального продукта с удаленной окалиной. Обеспечивается уменьшение обезуглероживания стали во время проведения обработки при нагревании. 3 н. и 17 з.п. ф-лы, 2 ил., 3 табл., 1 пр.
1. Стальная подложка с покрытием, содержащим чешуйки нанографита с поперечным размером в диапазоне между 1 и 60 мкм и связующее, характеризующаяся тем, что стальная подложка содержит следующие компоненты, мас. %:
0,31 ≤ C ≤ 1,2,
0,1 ≤ Si ≤ 1,7,
0,7 ≤ Mn ≤ 3,0,
P ≤ 0,01,
S ≤ 0,1,
Cr ≤ 0,5,
Ni ≤ 0,5,
Mo ≤ 0,1
и необязательно один или несколько элементов:
Nb ≤ 0,05,
B ≤ 0,003,
Ti ≤ 0,06,
Cu ≤ 0,1,
Co ≤ 0,1,
N ≤ 0,01,
V ≤ 0,05,
остальное железо и неизбежные примеси,
толщина покрытия находится в диапазоне между 10 и 250 мкм и связующее представляет собой силикат натрия, или связующее включает сульфат алюминия и добавку, которая представляет собой оксид алюминия.
2. Стальная подложка с покрытием по п. 1, в котором поперечный размер наночастиц находится в диапазоне между 20 и 55 мкм.
3. Стальная подложка с покрытием по п. 2, в котором поперечный размер наночастиц находится в диапазоне между 30 и 55 мкм.
4. Стальная подложка с покрытием по любому из пп. 1-3, в котором стальная подложка представляет собой сляб, болванку или блюм.
5. Стальная подложка с покрытием по любому из пп. 1-4, в котором покрытие дополнительно содержит металлоорганическое соединение.
6. Стальная подложка с покрытием по п. 5, в котором металлоорганическое соединение включает дипропиленгликольмонометиловый простой эфир (СН3ОС3Н6ОС3Н6ОН), 1,2-этандиол (НОСН2СН2ОН) и 2-этилгексановой кислоты марганцевую соль (С8Н16MnO2).
7. Способ изготовления стальной подложки с покрытием, содержащим чешуйки нанографита и связующее, по любому из пп. 1-6, включающий следующие далее последовательные стадии:
А. получение стальной подложки с составом стали, указанным в п. 1,
В. осаждение покрытия при использовании водной смеси, которая содержит от 1 до 60 г/л нанографита и от 150 до 250 г/л связующего для получения покрытия,
С. необязательно высушивание стальной подложки с покрытием, полученной на стадии В).
8. Способ по п. 7, в котором на стадии В) осаждение покрытия проводят путем центрифугирования, путем распыления, путем погружения или при использовании кисти.
9. Способ по п. 7 или 8, в котором на стадии В) водная смесь содержит нанографит, содержащий С в количестве более чем 95 мас. %.
10. Способ по п. 9, в котором на стадии В) водная смесь содержит нанографит, содержащий С в количестве, равном или больше 99 мас. %.
11. Способ по любому из пп. 7-10, в котором на стадии В) массовое отношение нанографита к связующему меньше или равно 0,3.
12. Способ по любому из пп. 7-11, в котором на стадии В) водная смесь содержит металлоорганическое соединение, включающее дипропиленгликольмонометиловый простой эфир (СН3ОС3Н6ОС3Н6ОН), 1,2-этандиол (НОСН2СН2ОН) и 2-этилгексановой кислоты марганцевую соль (С8Н16MnO2).
13. Способ по п. 12, в котором на стадии В) концентрация металлоорганического соединения равна или меньше 0,12 мас. %.
14. Способ по любому из пп. 7-13, в котором на стадии С) высушивание проводят при температуре в диапазоне между 50 и 150°С или при комнатной температуре.
15. Способ по любому из пп. 7-14, в котором на стадии С) высушивание проводят при использовании горячего воздуха.
16. Способ по любому из пп. 7-15, в котором на стадии С) высушивание проводят в течение от 5 до 60 минут.
17. Способ изготовления горячекатаного стального продукта с использованием стальной подложки с покрытием, содержащим чешуйки нанографита и связующее, по любому из пп. 1-6, включающий следующие далее последовательные стадии:
I. получение стальной подложки с покрытием по любому из пп. 1-6,
II. повторное нагревание стальной подложки с покрытием в печи для повторного нагревания при температуре в диапазоне между 750 и 1300°С,
III. удаление окалины с повторно нагретой стальной подложки с покрытием, полученной на стадии II), с получением стального продукта с удаленной окалиной и
IV. горячая прокатка стального продукта с удаленной окалиной.
18. Способ по п. 17, в котором повторное нагревание на стадии II) проводят при температуре в диапазоне между 800 и 1300°С.
19. Способ по п. 17 или 18, в котором удаление окалины на стадии III) проводят при использовании воды под давлением или удаление окалины проводят механически.
20. Способ по п. 19, в котором на стадии III) давление воды находится в диапазоне между 100 и 150 бар.
| JP 2001073033 A, 21.03.2001 | |||
| ВЫСОКОПРОЧНЫЙ ГОРЯЧЕОЦИНКОВАННЫЙ СТАЛЬНОЙ ЛИСТ, ИМЕЮЩИЙ ПРЕВОСХОДНОЕ СОПРОТИВЛЕНИЕ ЗАМЕДЛЕННОМУ РАЗРУШЕНИЮ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2585889C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПОЛОСЫ НЕОРИЕНТИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2003 |
|
RU2318883C2 |
| EP 1932933 A4, 02.09.2009. | |||

