ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к горячеоцинкованному стальному листу, использующему в качестве основного материала лист высокопрочной стали, имеющий максимальный предел прочности приблизительно 900 МПа или более, и имеющий на поверхности листа высокопрочной стали горячеоцинкованный слой, и в частности, относится к высокопрочному горячеоцинкованному стальному листу, имеющему превосходное сопротивление замедленному разрушению и в то же самое время имеющему превосходную анизотропию сопротивления замедленному разрушению, а также к способу его изготовления.
УРОВЕНЬ ТЕХНИКИ
[0002] В последние годы возрастает потребность в достижении высокой прочности стальных листов, используемых для автомобилей или строительных машин и различных частей и других строительных структур гражданского строительства и так далее. На таком фоне лист высокопрочной стали, имеющий максимальный предел прочности 900 МПа или более, использовался главным образом для упрочняющих материалов бамперов, балок жесткости и т.д. автомобилей.
Далее, используемые для них стальные листы обычно обязаны иметь превосходную устойчивость к коррозии, потому что они часто используются снаружи.
В качестве таких стальных листов, используемых в областях, где необходима устойчивость к коррозии, широко используются горячеоцинкованные стальные листы, получаемые путем горячего цинкования поверхности основного стального листа. Далее, в последнее время также широко используется легированный горячеоцинкованный стальной лист, получаемый путем выполнения после горячего цинкования легирующей обработки, при которой слой металлизации нагревают до температуры, равной или выше точки плавления цинка, для того чтобы железо диффундировало в слой металлизации из внутренней части основного стального листа, превращая таким образом слой металлизации в слой, состоящий главным образом из сплава Zn-Fe.
[0003] Между прочим, когда лист высокопрочной стали применяется в автомобиле и т.п., необходимо решить проблему возникновения замедленного разрушения.
Замедленное разрушение представляет собой такое явление, когда при обработке или сборке элемента растрескивания или разрушения не происходит, но когда элемент используется в ситуации воздействия высокого напряжения, внезапно происходит разрушение, такое как хрупкое растрескивание без внешних проявлений пластической деформации. Было известно, что замедленное разрушение тесно связано с попаданием в стальной лист водорода из окружающей его среды. То есть в целом считалось, что замедленное разрушение представляет собой явление хрупкости, приписываемой водороду, диффундирующему в сталь из внешней окружающей среды.
[0004] Известно, что прочность стального листа является фактором, сильно влияющим на замедленное разрушение. Причина этого заключается в том, что чем выше прочность стального листа, тем более вероятно, что он будет использоваться в ситуации воздействия высокого напряжения. Таким образом, когда материал низкой прочности используется для элемента, на который воздействуют высокие напряжения, материал немедленно пластически деформируется и разрушается, так что замедленного разрушения обычно не происходит. С другой стороны, пластическая деформация и разрушение не происходят в высокопрочном материале с такой легкостью, так что высокопрочный материал часто используется в ситуации воздействия высокого напряжения. Далее, в стальном продукте, который используется после его обработки формованием, таком как деталь автомобиля, после обработки остается остаточное напряжение. Это остаточное напряжение увеличивается по мере того, как прочность стального листа становится выше. Поэтому, в дополнение к напряжению, создаваемому внешней нагрузкой, к стальному листу добавляется большое остаточное напряжение, и таким образом вероятность замедленного разрушения возрастает. В результате, по мере того как материал становится более прочным, беспокойство по поводу возникновения замедленного разрушения растет.
[0005] С другой стороны, известно, что тонкий стальной лист, например, тонкий стальной лист, имеющий толщину листа приблизительно 3,0 мм или менее, обладает анизотропией в сопротивлении замедленному разрушению. То есть иногда наблюдается различие в сопротивлении замедленному разрушению в зависимости от направления обработки (обычно направления прокатки при заключительной холодной прокатке, или перпендикулярного к нему направления ширины прокатки) в процессе изготовления стального листа. В особенности эта тенденция становится существенной в тонком листе. Таким образом, когда высокопрочный тонкий стальной лист используется для изготовления элемента, подвергающегося высоким напряжениям, предусматривается принятие мер для обеспечения безопасности. То есть меры, такие как конструктивные, предпринимаются для того, чтобы не допустить замедленного разрушения также в направлении, в котором сопротивление замедленному разрушению является самым слабым, или направление, в котором стальной лист используется для элемента, выбирается так, чтобы обработка в направлении, в котором сопротивление замедленному разрушению является слабым, могла быть небольшой. Однако такие меры вызывают проблему установления существенных ограничений на использование стального листа.
Таким образом, в качестве свойства тонкого стального листа весьма желательно не только улучшение сопротивления замедленному разрушению, но также и уменьшение анизотропии сопротивления замедленному разрушению.
[0006] Между прочим, что касается обычных способов, относящихся к анизотропии тонкого стального листа, существуют следующие способы. Во-первых, в качестве средства уменьшения анизотропии податливости для улучшения свойств стального листа существует способ, проиллюстрированный в Патентной литературе 1. Далее, в качестве средства уменьшения анизотропии изгибаемости и анизотропии ударной вязкости для улучшения свойств стального листа существует способ, проиллюстрированный в Патентной литературе 2. Однако как в Патентной литературе 1, так и в Патентной литературе 2 сопротивление замедленному разрушению не описывается, и средство для устранения анизотропии сопротивления замедленному разрушению также не раскрывается.
[0007] Далее, в Патентной литературе 3 описан стальной лист, имеющий превосходное сопротивление замедленному разрушению и имеющий небольшую анизотропию предела прочности и анизотропию податливости. Однако анизотропия сопротивления замедленному разрушению не описывается, и средство для уменьшения анизотропии сопротивления замедленному разрушению также не раскрывается.
[0008] Далее, в качестве способа улучшения сопротивления замедленному разрушению стального листа в Патентной литературе 4 и в Патентной литературе 5 описан стальной лист, в котором главная фаза стального листа превращается в твердые структуры, такие как бейнит, бейнитный феррит, мартенсит и мартенсит отпуска, чтобы таким образом улучшить сопротивление замедленному разрушению. Далее, в Патентной литературе 6 описан стальной лист, в котором главная фаза стального листа превращается в мартенсит отпуска, а затем в мартенсите отпуска диспергируется мелкозернистый карбид, чтобы таким образом улучшить сопротивление замедленному разрушению.
Однако во всех стальных листах в соответствии со способами Патентной литературы 4-6 в качестве главной фазы устанавливается структура, которая является твердой и обладает малой податливостью, так что весь стальной лист также обладает малой податливостью, что делает его не подходящим для такого использования, в котором стальной лист подвергается интенсивному формованию.
[0009] В Патентной литературе 7 описано, что в поверхностном слое в пределах 10 мкм от поверхности стального листа диспергируются оксиды, и эти оксиды захватывают водород и таким образом улучшают сопротивление стального листа замедленному разрушению. Далее, в Патентной литературе 8 описан стальной лист, в котором главная фаза стального листа превращается в феррит, мартенсит, являющийся твердой структурой, диспергируется в стальном листе, и с помощью мелкозернистых выделений, таких как Ti, Nb и V, размер блока мартенсита делается мелким с тем, чтобы тем самым улучшить сопротивление замедленному разрушению. Далее, в Патентной литературе 9 описан стальной лист, в котором в дополнение к созданию вышеописанного мелкого размера блока, в поверхностном слое стального листа формируется обезуглероженный слой, имеющий толщину 0,5 мкм или более, чтобы тем самым улучшить сопротивление замедленному разрушению.
В Патентной литературе 7-9 описано, что сопротивление замедленному разрушению улучшается в дополнение к улучшению прочности и податливости, но совершенно никакого внимания не уделено анизотропии сопротивления замедленному разрушению.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0010] Патентная литература 1: Японская выложенная патентная заявка № 2005-256020
Патентная литература 2: Японская выложенная патентная заявка № 2010-156016
Патентная литература 3: Японская выложенная патентная заявка № 2010-168651
Патентная литература 4: Японский патент № 3247907
Патентная литература 5: Японский патент № 4317384
Патентная литература 6: Японский патент № 4712882
Патентная литература 7: Японская выложенная патентная заявка № 2007-211279
Патентная литература 8: Японская выложенная патентная заявка № 2011-111671
Патентная литература 9: Японская выложенная патентная заявка № 2011-111675
НЕПАТЕНТНАЯ ЛИТЕРАТУРА
[0011] Непатентная литература 1: HAYASHI, Kunio, four others “Evaluation of Hydrogen Embrittlement Susceptibility for sheet steel” Materia (The Japan Institute of Metals and Materials Periodical), March 20, 2005, 44(3), p. 254-256.
Непатентная литература 2: The Iron and Steel Institute of Japan Production Technical Committee Surface-treated Steel Sheet Committee Edition, “Manual: hot-dip galvanized steel sheet,” The Iron and Steel Institute of Japan, January, 1991, p. 53-55.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0012] Как было описано ранее, когда, например, стальной лист, имеющий высокую прочность, равную приблизительно 900 МПа или более, в частности, тонкий стальной лист, имеющий толщину приблизительно 3,0 мм или менее, используется в качестве элемента, на который действует высокая нагрузка, анизотропия сопротивления замедленному разрушению становится проблемой. Однако обычно рассматривались уменьшение анизотропии механических свойств, таких как податливость, или меры для улучшения сопротивления замедленному разрушению, но уменьшение анизотропии сопротивления замедленному разрушению особенно не рассматривалось. Поэтому, как было описано ранее, в применении к элементу, испытывающему большую нагрузку, когда осуществлялись попытки надежно и устойчиво предотвратить возникновение замедленного разрушения в целях безопасности, не было никакого выбора, кроме наложения ограничений с точки зрения конструкции или работы. Затем такая проблема неизбежно возникла также в горячеоцинкованном стальном листе, полученном путем формирования слоя горячего цинкования на поверхности листа высокопрочной стали для улучшения устойчивости к коррозии, и далее в легированном горячеоцинкованном стальном листе, в котором слой металлизации легирован.
Настоящее изобретение было сделано в контексте вышеупомянутых обстоятельств, и имеет своей задачей предложить горячеоцинкованный стальной лист, в котором при достижении обеспечения податливости и прочности достигается улучшение сопротивления замедленному разрушению, и в то же самое время уменьшается анизотропия сопротивления замедленному разрушению, в частности, анизотропия (плоскостная анизотропия) сопротивления замедленному разрушению в плоскости, параллельной поверхности листа (поверхности прокатки), и дополнительно имеет своей задачей предложить способ изготовления такого горячеоцинкованного стального листа.
РЕШЕНИЕ ПРОБЛЕМЫ
[0013] Авторы настоящего изобретения повторили различные эксперименты и анализы для того, чтобы найти способ улучшения сопротивления замедленному разрушению и уменьшения плоскостной анизотропии сопротивления замедленному разрушению без ослабления податливости и прочности основного стального листа. В результате авторы настоящего изобретения установили, что для решения вышеописанных проблем нужно не только подходящим образом регулировать химический состав основного стального листа, но также подходящим образом регулировать и структуру стали, а также конкретные фазы, структуры и формы включений, и дополнительно к этому нужно превратить поверхностный слой основного материала в обезуглероженный слой, в котором подходящим образом диспергированы оксиды, а также нашли условия производственного процесса, необходимые для этого, и выполнили настоящее изобретение.
[0014] Таким образом, суть настоящего изобретения является следующей.
(1) Высокопрочный горячеоцинкованный стальной лист, имеющий превосходное сопротивление замедленному разрушению, содержащий:
основной стальной лист, выполненный из стали, содержащей:
в масc.%
C: от 0,075 до 0,400;
Si: от 0,01 до 2,00;
Mn: от 0,80 до 3,50;
P: от 0,0001 до 0,100;
S: от 0,0001 до 0,0100;
Al: от 0,001 до 2,00;
O: от 0,0001 до 0,0100;
N: от 0,0001 до 0,0100; и
остаток, включающий железо и неизбежные примеси,
горячеоцинкованный слой, сформированный на поверхности основного стального листа, при этом
в диапазоне от 1/8 до 3/8 толщины основного стального листа, центром которого является 1/4 толщины основного стального листа от поверхности основного стального листа, структура основного стального листа превращается в структуру, в которой содержится от 40 об.% до 90 об.% ферритовой фазы, фаза остаточного аустенита составляет 5 об.% или менее, и дополнительно отношение нерекристаллизованного феррита ко всей ферритовой фазе составляет 50 об.% или менее,
отношение диаметров кристаллических зерен в ферритовой фазе в упомянутом основном стальном листе составляет от 0,75 до 1,33, причем упомянутое отношение диаметров кристаллических зерен определяется как отношение среднего диаметра зерен упомянутой фазы в направлении прокатки к среднему диаметру зерен упомянутой фазы в направлении ширины листа, и отношение длин твердых структур, диспергированных в виде островков в ферритовой фазе, составляет от 0,75 до 1,33, при этом упомянутое отношение длин твердых структур определяется как средняя длина упомянутых структур в направлении прокатки к средней длине упомянутых структур в направлении ширины листа, и дополнительно среднее соотношение сторон включений, содержащихся в основном стальном листе, составляет от 1,0 до 5,0, и
поверхностный слой основного стального листа превращается в обезуглероженный слой, имеющий толщину от 0,01 до 10,0 мкм, и дополнительно средний диаметр зерен оксидов в обезуглероженном слое составляет от 30 до 500 нм, и средняя плотность оксидов в обезуглероженном слое находится в диапазоне от 1,0×1012 оксидов/м2 до 1,0×1016 оксидов/м2.
[0015] (2) Высокопрочный горячеоцинкованный стальной лист, имеющий превосходное сопротивление замедленному разрушению, в соответствии с п.(1), в котором
основной стальной лист дополнительно содержит, в масс.%, один, два или более элементов, выбранных из
Cr: от 0,01 до 2,00,
Ni: от 0,01 до 2,00,
Cu: от 0,01 до 2,00,
Мо: от 0,01 до 2,00,
B: от 0,0001 до 0,0100, и
W: от 0,01 до 2,00.
[0016] (3) Высокопрочный горячеоцинкованный стальной лист, имеющий превосходное сопротивление замедленному разрушению, в соответствии с п.(1), в котором
основной стальной лист дополнительно содержит, в масс.%, один, два или более элементов, выбранных из
Ti: от 0,001 до 0,150,
Nb: от 0,001 до 0,100, и
V: от 0,001 до 0,300.
[0017] (4) Высокопрочный горячеоцинкованный стальной лист, имеющий превосходное сопротивление замедленному разрушению, в соответствии с п.(1), в котором
основной стальной лист дополнительно содержит суммарно от 0,0001 до 0,0100 масc.% одного, двух или более элементов, выбранных из Ca, Ce, Mg, Zr, La и REM (редкоземельный элемент).
[0018] (5) Высокопрочный горячеоцинкованный стальной лист, имеющий превосходное сопротивление замедленному разрушению, в соответствии с п.(1), в котором
в основном стальном листе средний коэффициент деформационного упрочнения (значение n) в диапазоне полного удлинения от 3% до 7% составляет 0,060 или более.
[0019] (6) Высокопрочный горячеоцинкованный стальной лист, имеющий превосходное сопротивление замедленному разрушению, в соответствии с п.(1), в котором
в основном стальном листе значение предельного содержания диффундирующего водорода в направлении прокатки, деленное на значение предельного содержания диффундирующего водорода в направлении ширины листа, находится в диапазоне от 0,5 до 1,5.
[0020] (7) Высокопрочный горячеоцинкованный стальной лист, имеющий превосходное сопротивление замедленному разрушению, в соответствии с п.(1), в котором
в основном стальном листе отношение интенсивности случайных рентгеновских лучей для объемно-центрированного кубического железа в положении 1/4 толщины от поверхности составляет 4,0 или менее.
[0021] (8) Высокопрочный горячеоцинкованный стальной лист, имеющий превосходное сопротивление замедленному разрушению, в соответствии с п.(1), в котором
горячеоцинкованный слой подвергнут легирующей обработке.
[0022] (9) Способ изготовления высокопрочного горячеоцинкованного стального листа, имеющего превосходное сопротивление замедленному разрушению, включающий:
этап горячей прокатки, на котором сляб, содержащий:
в масc.%,
C: от 0,075 до 0,400;
Si: от 0,01 до 2,00;
Mn: от 0,80 до 3,50;
P: от 0,0001 до 0,100;
S: от 0,0001 до 0,0100;
Al: от 0,001 до 2,00;
O: от 0,0001 до 0,0100;
N: от 0,0001 до 0,0100; и
остаток, состоящий из железа и неизбежных примесей, нагревают до температуры 1080°C или выше, начинают горячую прокатку, общее количество проходов (-) от начала горячей прокатки до конца горячей прокатки устанавливают в N, температура прокатки (°C) на i-м проходе устанавливают в TPi, и степень обжатия (-) на i-м проходе устанавливают в ri, при этом горячую прокатку осуществляют таким образом, что значения N, TPi и ri удовлетворяют Выражению A, приведенному ниже, и горячую прокатку заканчивают, когда температура основного стального листа находится в диапазоне от 850 до 980°C;
этап первого охлаждения, на котором полное время от конца горячей прокатки до начала охлаждения устанавливают в 1,0 секунды или более, горячекатаный основной стальной лист подвергают первому охлаждению со скоростью охлаждения не менее чем 5°C/c и не более чем 50°C/c, и первое охлаждение останавливают, когда температура основного стального листа находится в диапазоне от 500 до 650°C;
этап второго охлаждения после этапа первого охлаждения, на котором основной стальной лист медленно охлаждают таким образом, что полное время от того момента, когда первое охлаждение остановлено, до того момента, когда температура основного стального листа становится равной 400°C, составляет один час или более;
этап холодной прокатки основного стального листа после этапа второго охлаждения, на котором полная степень обжатия устанавливается равной от 30% до 75%;
этап отжига после этапа холодной прокатки, на котором температуру увеличивают таким образом, что средняя скорость увеличения температуры в диапазоне от 600°C до 750°C составляет 20˚С/с или менее, холоднокатаный основной стальной лист нагревают до температуры 750°C или выше, и затем горячий основной стальной лист охлаждают таким образом, что средняя скорость охлаждения в диапазоне от 750°C до 650°C составляет от 1,0°C/c до 15,0°C/c; и
этап металлизации, заключающийся в выполнении горячего цинкования на поверхности основного стального листа, полученного после этапа отжига.
[0023] [Числовое выражение 1]

[0024] (10) Способ изготовления высокопрочного горячеоцинкованного стального листа, имеющего превосходное сопротивление замедленному разрушению, в соответствии с п.(9), в котором
этап отжига и этап металлизации выполняют непрерывно на линии непрерывного отжига и металлизации, имеющей зону предварительного нагрева, зону восстановления и зону металлизации, и
дополнительно по меньшей мере часть зоны предварительного нагрева устанавливают как зону окислительной обработки, где значение воздушного коэффициента, равное объему воздуха, содержащемуся в единице объема смешанного газа, который используется в горелке для нагревания и состоит из воздуха и горючего газа, деленному на объем воздуха, теоретически требуемого для полного сжигания горючего газа, содержащегося в единице объема смешанного газа, составляет от 0,7 до 1,2, и в зоне окислительной обработки в поверхностной части слоя основного стального листа, полученного после холодной прокатки, образуются оксиды, и
затем в зоне восстановления, где отношение парциальных давлений P(H2O)/P(H2), равное значению парциального давления паров воды, деленному на парциальное давление водорода, составляет от 0,0001 до 2,0, оксиды восстанавливают, и затем в зоне металлизации основной стальной лист, прошедший через зону восстановления, погружают в ванну горячего цинкования с температурой гальванической ванны от 450°C до 470°C и эффективным количеством алюминия в гальванической ванне от 0,01 масc.% до 0,18 масc.%, при условии, что температура стального листа во время входа в гальваническую ванну составляет от 430°C до 490°C, и, таким образом, осуществляют горячее цинкование на поверхности основного стального листа.
[0025] (11) Способ изготовления высокопрочного горячеоцинкованного стального листа, имеющего превосходное сопротивление замедленному разрушению, в соответствии с п.(9), который дополнительно включает:
этап легирующей обработки после этапа металлизации для легирования слоя горячего цинкования.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0026] В соответствии с настоящим изобретением, используя в качестве основного материала для горячеоцинкованной стали высокопрочный стальной лист, можно получить высокопрочный горячеоцинкованный стальной лист, который, несмотря на его небольшую толщину, имеет превосходное сопротивление замедленному разрушению и имеет небольшую анизотропию сопротивления замедленному разрушению без ухудшения податливости и прочности. Таким образом, даже когда высокопрочный горячеоцинкованный стальной лист по настоящему изобретению, имеющий небольшую толщину, используется в качестве элемента, подвергающегося высоким нагрузкам, может быть обеспечена высокая безопасность, и риск того, что высокопрочный горячеоцинкованный стальной лист подвергнется ограничениям с точки зрения конструкции и обработки, является малым, и таким образом возможно увеличить степень свободы конструкции и обработки с тем, чтобы расширить область применения высокопрочного горячеоцинкованного стального листа.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0027] Далее будет подробно объяснен один вариант осуществления настоящего изобретения.
[0028] Высокопрочный горячеоцинкованный стальной лист этого варианта осуществления основан на том, что лист высокопрочной стали, имеющей предопределенный химический состав и соответствующим образом настроенную структуру, используется в качестве основного материала, и на поверхности основного материала формируется горячеоцинкованный слой. В данном случае горячеоцинкованный слой на поверхности основного стального листа также может быть слоем, который подвергается легирующей обработке после выполнения горячего цинкования (легированный горячеоцинкованный слой). Здесь толщины высокопрочного горячеоцинкованного стального листа этого варианта осуществления и стального листа, используемого в качестве основного материала, особенно не ограничиваются, но вообще в стальном листе с малой толщиной вероятно образование анизотропии сопротивления замедленному разрушению, так что эффект настоящего изобретения также увеличивается при уменьшении толщины основного стального листа. Таким образом применение настоящего изобретения целесообразно в том случае, когда основной стальной лист является тонким листом. Конкретно, толщина высокопрочного горячеоцинкованного стального листа предпочтительно составляет от 0,6 до 5,0 мм. Таким образом, когда толщина высокопрочного горячеоцинкованного стального листа становится менее чем 0,6 мм, становится трудным сохранять плоскую форму стального листа. С другой стороны, когда толщина высокопрочного горячеоцинкованного стального листа превышает 5,0 мм, становится трудным равномерно охлаждать внутреннюю часть стального листа. Далее, толщина основного стального листа предпочтительно составляет 3,0 мм или менее, и более предпочтительно 2,0 мм или менее.
[0029] В этом варианте осуществления изготавливается высокопрочный горячеоцинкованный стальной лист, способный к достижению безопасного уменьшения анизотропии сопротивления замедленному разрушению и одновременно с достаточным увеличением сопротивления замедленному разрушению при обеспечении податливости (обрабатываемости формованием) и прочности с помощью мер (a)-(f), перечисленных ниже.
(a) Превращение основной части микроструктуры стали основного стального листа в мягкую ферритовую фазу.
(b) Ограничение нерекристаллизованного феррита ферритовой фазы небольшим количеством, и в то же самое время поддержание фазы остаточного аустенита в небольшом количестве.
(c) Управление отношением диаметров зерен, которое представляет собой значение диаметра кристаллических зерен ферритовой фазы в направлении прокатки, деленное на значение диаметра кристаллических зерен ферритовой фазы в направлении ширины листа, так, чтобы оно находилось в подходящем диапазоне.
(d) Управление отношением длин твердых структур, которое представляет собой значение длины в направлении прокатки твердых структур, диспергированных в виде островков в ферритовой фазе (структур в виде островков, составленных из совокупности твердых фаз, таких как, главным образом, бейнит, бейнитный феррит, мартенсит и мартенсит отпуска), деленное на длину этих структур в направлении ширины листа, так, чтобы оно находилось в подходящем диапазоне.
(e) Управление средним соотношением сторон включений (главным образом, сульфидов марганца и/или крупнозернистых композитных включений, содержащих сульфиды марганца), так, чтобы оно находилось в подходящем диапазоне.
(f) Превращение поверхностного слоя основного стального листа в относительно толстый обезуглероженный слой и мелкозернистое и чрезвычайно плотное диспергирование оксидов (оксидов, содержащих главным образом кремний и/или марганец) в обезуглероженном слое.
Далее будут объяснены причины ограничения этих условий.
[0030] Сначала будут объяснены причины ограничения химического состава стального листа, который используется в качестве основного материала высокопрочного горячеоцинкованного стального листа по настоящему изобретению. В последующем описании "%" означают массовые проценты, если не указано иное.
[0031] [C: от 0,075 до 0,400 масc.%]
Углерод содержится для того, чтобы увеличить прочность стального листа. Однако, когда содержание углерода превышает 0,400 масc.%, свариваемость стального листа становится недостаточной. Принимая во внимание обеспечение свариваемости, содержание углерода предпочтительно составляет 0,300 масc.% или менее, и более предпочтительно 0,250 масc.% или менее. С другой стороны, когда содержание углерода составляет менее чем 0,075 масc.%, прочность стального листа уменьшается, и становится трудным обеспечить максимальный предел прочности 900 МПа или более. Для того чтобы дополнительно увеличить прочность стального листа, содержание углерода предпочтительно составляет 0,085 масc.% или более, и более предпочтительно 0,100 масc.% или более.
[0032] [Si: от 0,01 до 2,00 масc.%]
Кремний является элементом, который подавляет образование карбида на основе железа в основном стальном листе и необходим для того, чтобы увеличить прочность и формуемость стального листа. Однако, когда содержание кремния превышает 2,00 масc.%, стальной лист становится хрупким и податливость ухудшается, что может привести к затруднению холодной прокатки. Принимая во внимание обеспечение податливости, содержание кремния предпочтительно составляет 1,80 масc.% или менее, и более предпочтительно 1,50 масc.% или менее. С другой стороны, когда содержание кремния составляет менее чем 0,01 масc.%, становится трудно в достаточной степени диспергировать оксиды в обезуглероженном слое. Принимая это во внимание, нижнее предельное значение содержания кремния предпочтительно составляет 0,20 масc.% или более, и более предпочтительно 0,50 масc.% или более.
[0033] [Mn: от 0,80 до 3,50 масc.%]
Марганец добавляется для того, чтобы увеличить прочность стального листа. Однако, когда содержание марганца превышает 3,50 масc.%, крупнозернистые части с повышенной концентрацией марганца образуются в центральной части толщины основного стального листа. В результате сляб становится хрупким, и возникают проблемы, такие как ломка литого сляба. Далее, когда содержание марганца превышает 3,50 масc.%, свариваемость также ухудшается. Следовательно, содержание марганца должно составлять 3,50 масс.% или менее. Принимая во внимание обеспечение свариваемости, содержание марганца предпочтительно составляет 3,00 масc.% или менее, и более предпочтительно 2,70 масc.% или менее. С другой стороны, когда содержание марганца составляет менее чем 0,80 масc.%, во время охлаждения после отжига образуется большое количество мягких структур, и таким образом становится трудным гарантировать максимальный предел прочности 900 МПа или более. Таким образом, содержание марганца должно составлять 0,80 масc.% или более. Для дальнейшего увеличения прочности стального листа содержание марганца предпочтительно составляет 1,00 масc.% или более, и более предпочтительно 1,30 масc.% или более.
[0034] [P: от 0,0001 до 0,100 масc.%]
Фосфор имеет тенденцию выделяться в центральной части толщины основного стального листа и делать хрупкой зону сварного шва. Когда содержание фосфора превышает 0,100 масc.%, зона сварного шва становится довольно хрупкой, и таким образом верхний предел содержания фосфора устанавливается равным 0,100 масc.% Далее, принимая это во внимание, содержание фосфора более предпочтительно составляет 0,030 масc.% или менее. С другой стороны, ограничение содержания фосфора величиной меньше 0,0001 масc.% сопровождается значительным увеличением стоимости изготовления, так что 0,0001 масc.% устанавливается в качестве нижнего предельного значения. В данном случае содержание фосфора более предпочтительно составляет 0,0010 масc.% или более.
[0035] [S: от 0,0001 до 0,0100 масc.%]
Сера оказывает негативное влияние на свариваемость и возможности изготовления во время литья и горячей прокатки. Таким образом, верхнее предельное значение содержания серы устанавливается в 0,0100 масc.% или менее. Далее, сера соединяется с марганцем с образованием крупнозернистого MnS и уменьшает податливость и способность к растяжению и фланцеванию стального листа, так что содержание серы предпочтительно составляет 0,0050 масc.% или менее, и более предпочтительно 0,0030 масc.% или менее. Однако ограничение содержания серы величиной меньше 0,0001 масc.% сопровождается значительным увеличением стоимости изготовления, так что 0,0001 масc.% устанавливается в качестве нижнего предельного значения. В данном случае содержание серы предпочтительно составляет 0,0005 масc.% или более, и более предпочтительно 0,0010 масc.% или более.
[0036] [Al: от 0,001 до 2,00 масc.%]
Алюминий подавляет образование карбида на основе железа для увеличения прочности и формуемости основного стального листа. Однако, когда содержание алюминия превышает 2,00 масc.%, свариваемость ухудшается, и таким образом верхний предел содержания алюминия устанавливается равным 2,00 масc.% Далее, принимая это во внимание, содержание алюминия предпочтительно устанавливается в 1,50 масc.% или менее и более предпочтительно устанавливается равным 1,20 масc.% или менее. С другой стороны, эффект настоящего изобретения демонстрируется и без задания нижнего предела содержания алюминия. Однако алюминий является неизбежной примесью, существующей в материале в очень небольших количествах, и ограничение его содержания величиной менее 0,001 масc.% сопровождается значительным увеличением стоимости изготовления. Таким образом, содержание алюминия устанавливается равным 0,001 масc.% или более. Далее, алюминий является эффективным элементом в качестве раскисляющего материала, поэтому, для того чтобы получить достаточный эффект раскисления, содержание алюминия предпочтительно составляет 0,010 масc.% или более.
[0037] [N: от 0,0001 до 0,0100 масc.%]
Азот образует крупнозернистый нитрид и ухудшает податливость, а также способность к растяжению и фланцеванию стального листа, и таким образом его количество должно быть уменьшено. Когда содержание азота превышает 0,0100 масc.%, эта тенденция становится существенной, и таким образом верхний предел содержания азота устанавливается равным 0,0100 масc.% Далее, азот вызывает образование внутренних газовых раковин во время сваривания, и, таким образом, чем его меньше, тем лучше. Хотя эффекты настоящего изобретения демонстрируются без особенной установки нижней границы содержания азота, но ограничение содержания азота величиной менее чем 0,0001 масc.% сопровождается значительным увеличением стоимости изготовления, и поэтому нижний предел содержания азота устанавливается равным 0,0001 масc.% или более.
[0038] [O: от 0,0001 до 0,0100 масc.%]
Кислород образует оксид и ухудшает податливость, а также способность к растяжению и фланцеванию стального листа, и таким образом его содержание должно быть уменьшено. Когда содержание кислорода превышает 0,0100 масc.%, ухудшение способности к вытяжке и фланцеванию стального листа становится существенным, и, таким образом, верхний предел содержания кислорода устанавливается равным 0,0100 масc.% Далее, содержание кислорода предпочтительно составляет 0,0070 масc.% или менее, и более предпочтительно 0,0050 масc.% или менее. Эффекты настоящего изобретения демонстрируются без особенной установки нижней границы содержания кислорода, но ограничение содержания кислорода величиной менее чем 0,0001 масc.% сопровождается значительным увеличением стоимости изготовления, и поэтому нижний предел содержания кислорода устанавливается равным 0,0001 масc.% Далее, принимая во внимание производственные затраты, содержание кислорода предпочтительно составляет 0,0003 масc.% или более, и более предпочтительно 0,0005 масc.% или более.
[0039] Кроме этого, один или два или более элементов, выбираемых из Cr, Ni, Cu, Мо, B и W, также могут быть добавлены к основному стальному листу легированного горячеоцинкованного стального листа этого варианта осуществления по мере необходимости. Причины добавления этих элементов следующие.
[0040] [Cr: от 0,01 до 2,00 масc.%]
Хром подавляет фазовое превращение при высокой температуре и является элементом, эффективным для увеличения прочности стального листа. Таким образом, хром также может быть добавлен к слябу вместо части углерода и/или марганца. Когда содержание хрома превышает 2,00 масc.%, ухудшается обрабатываемость сляба на этапе горячей прокатки, и уменьшается производительность, и, таким образом, содержание хрома устанавливается равным 2,00 масc.% или менее. Эффекты настоящего изобретения демонстрируются без особенной установки нижней границы содержания хрома, но содержание хрома предпочтительно составляет 0,01 масc.% или более для того, чтобы получить достаточный эффект увеличения прочности стального листа благодаря добавлению хрома.
[0041] [Ni: от 0,01 до 2,00 масc.%]
Никель подавляет фазовое превращение при высокой температуре и является элементом, эффективным для увеличения прочности стального листа. Таким образом, никель может также быть добавлен к слябу вместо части углерода и/или марганца. Когда содержание никеля превышает 2,00 масc.%, свариваемость стального листа ухудшается, и, таким образом, содержание никеля устанавливается равным 2,00 масc.% или менее. Эффекты настоящего изобретения демонстрируются без особенной установки нижней границы содержания никеля, но содержание никеля предпочтительно составляет 0,01 масc.% или более для того, чтобы получить достаточный эффект увеличения прочности стального листа благодаря добавлению никеля.
[0042] [Cu: от 0,01 до 2,00 масc.%]
Медь является элементом, который увеличивает прочность стального листа путем существования мелких частиц в стали. Таким образом, медь может быть добавлена к слябу вместо части углерода и/или марганца. Когда содержание меди превышает 2,00 масc.%, свариваемость стального листа ухудшается, и, таким образом, содержание меди устанавливается равным 2,00 масc.% или менее. Эффекты настоящего изобретения демонстрируются без особенной установки нижней границы содержания меди, но содержание меди предпочтительно составляет 0,01 масc.% или более для того, чтобы получить достаточный эффект увеличения прочности стального листа благодаря добавлению меди.
[0043] [Мо: от 0,01 до 2,00 масc.%]
Молибден подавляет фазовое превращение при высокой температуре и является элементом, эффективным для увеличения прочности стального листа. Таким образом, молибден также может быть добавлен к слябу вместо части углерода и/или марганца. Когда содержание молибдена превышает 2,00 масc.%, ухудшается обрабатываемость сляба на этапе горячей прокатки, и уменьшается производительность, так что содержание молибдена устанавливается равным 2,00 масc.% или менее. Эффекты настоящего изобретения демонстрируются без особенной установки нижней границы содержания молибдена, но содержание молибдена предпочтительно составляет 0,01 масc.% или более для того, чтобы получить достаточный эффект увеличения прочности стального листа благодаря добавлению молибдена.
[0044] [W: от 0,01 до 2,00 масc.%]
Вольфрам подавляет фазовое превращение при высокой температуре и является элементом, эффективным для увеличения прочности стального листа, и также может быть добавлен к слябу вместо части углерода и/или марганца. Когда содержание вольфрама превышает 2,00 масc.%, ухудшается обрабатываемость сляба на этапе горячей прокатки, и уменьшается производительность, так что содержание вольфрама предпочтительно составляет 2,00 масc.% или менее. Эффекты настоящего изобретения демонстрируются без особенной установки нижней границы содержания вольфрама, но содержание вольфрама предпочтительно составляет 0,01 масc.% или более для того, чтобы получить достаточный эффект увеличения прочности стального листа благодаря добавлению вольфрама.
[0045] [B: от 0,0001 до 0,0100 масc.%]
Бор подавляет фазовое превращение при высокой температуре и является элементом, эффективным для достижения высокой прочности стального листа. Таким образом, бор также может быть добавлен к слябу вместо части углерода и/или марганца. Когда содержание бора превышает 0,0100 масc.%, ухудшается обрабатываемость сляба на этапе горячей прокатки, и уменьшается производительность, так что содержание бора устанавливается равным 0,0100 масc.% или менее. Принимая во внимание производительность, содержание бора более предпочтительно составляет 0,0050 масc.% или менее, и еще более предпочтительно 0,0030 масc.% или менее. Эффекты настоящего изобретения демонстрируются без особенной установки нижней границы содержания бора, но содержание бора предпочтительно составляет 0,0001 масc.% или более для того, чтобы получить достаточный эффект увеличения прочности стального листа благодаря добавлению бора. Для дополнительного повышения прочности стального листа содержание бора более предпочтительно составляет 0,0003 масc.% или более, и еще более предпочтительно 0,0005 масc.% или более.
[0046] Далее, один или два или более элементов, выбираемых из Ti, Nb и V, также могут быть добавлены по мере необходимости к основному стальному листу легированного горячеоцинкованного стального листа этого варианта осуществления. Причины добавления этих элементов следующие.
[0047] [Ti: от 0,001 до 0,150 масc.%]
Титан является элементом, который способствует увеличению прочности основного стального листа посредством упрочнения дислокаций через упрочнение выделений, упрочнения мелкого зерна путем подавления роста зерен кристаллического феррита и подавления рекристаллизации. Однако, когда содержание титана превышает 0,150 масc.%, выделения карбонитрида увеличиваются, и формуемость стального листа ухудшается, и, таким образом, содержание титана предпочтительно составляет 0,150 масc.% или менее. Принимая во внимание обеспечение формуемости стального листа, содержание титана более предпочтительно составляет 0,100 масc.% или менее и еще более предпочтительно 0,070 масc.% или менее. Эффекты настоящего изобретения демонстрируются без особенной установки нижней границы содержания титана, но содержание титана предпочтительно составляет 0,001 масc.% или более для того, чтобы получить достаточный эффект увеличения прочности стального листа благодаря добавлению титана. Для дополнительного повышения прочности стального листа содержание титана более предпочтительно составляет 0,010 масc.% или более, и еще более предпочтительно 0,015 масc.% или более.
[0048] [Nb: от 0,001 до 0,100 масc.%]
Ниобий является элементом, который способствует увеличению прочности основного стального листа посредством упрочнения дислокаций через упрочнение выделений, упрочнения мелкого зерна путем подавления роста зерен кристаллического феррита и подавления рекристаллизации. Однако, когда содержание ниобия превышает 0,100 масc.%, выделения карбонитрида увеличиваются, и формуемость стального листа ухудшается, и, таким образом, содержание ниобия устанавливается равным 0,100 масc.% или менее. Принимая во внимание обеспечение формуемости стального листа, содержание ниобия более предпочтительно составляет 0,050 масc.% или менее. Эффекты настоящего изобретения демонстрируются без особенной установки нижней границы содержания ниобия, но содержание ниобия предпочтительно составляет 0,001 масc.% или более для того, чтобы получить достаточный эффект увеличения прочности стального листа благодаря добавлению ниобия. Для дополнительного повышения прочности стального листа содержание ниобия предпочтительно составляет 0,010 масc.% или более.
[0049] [V: от 0,001 до 0,300 масc.%]
Ванадий является элементом, который способствует увеличению прочности основного стального листа посредством упрочнения дислокаций через упрочнение выделений, упрочнения мелкого зерна путем подавления роста зерен кристаллического феррита и подавления рекристаллизации. Однако, когда содержание ванадия превышает 0,300 масc.%, выделения карбонитрида увеличиваются, и формуемость стального листа ухудшается, и, таким образом, содержание ванадия устанавливается равным 0,300 масc.% или менее. Принимая во внимание обеспечение формуемости стального листа, содержание ванадия более предпочтительно составляет 0,200 масc.% или менее, и еще более предпочтительно 0,150 масc.% или менее. Эффекты настоящего изобретения демонстрируются без особенной установки нижней границы содержания ванадия, но содержание ванадия предпочтительно составляет 0,001 масc.% или более для того, чтобы получить достаточный эффект увеличения прочности стального листа благодаря добавлению ванадия.
[0050] Далее, в качестве других элементов к основному стальному листу в легированном горячеоцинкованном стальном листе этого варианта осуществления также может быть добавлено от 0,0001 масc.% до 0,0100 масc.% в суммарном количестве одного или двух или более элементов, выбираемых из Ca, Ce, Mg, Zr, La и REM (редкоземельный металл). Причины добавления этих элементов следующие.
[0051] Кальций, церий, магний, цирконий, лантан и редкоземельные металлы являются элементами, эффективными для улучшения формуемости стального листа, и один, два или более из них могут быть добавлены к слябу. Однако, когда полное содержание одного или двух или более из Ca, Ce, Mg, Zr, La и редкоземельного металла превышает 0,0100 масc.%, появляется риск того, что податливость стального листа наоборот будет ухудшена. Соответственно, полное содержание этих элементов предпочтительно составляет 0,0100 масc.% или менее. Эффекты настоящего изобретения демонстрируются без особенной установки нижней границы содержания одного или двух или более из Ca, Ce, Mg, Zr, La и редкоземельного металла, но полное содержание соответствующих элементов предпочтительно составляет 0,0001 масc.% или более для того, чтобы получить достаточный эффект улучшения формуемости стального листа. Принимая во внимание формуемость стального листа, полное содержание одного или двух или более из Ca, Ce, Mg, Zr, La и редкоземельного металла более предпочтительно составляет 0,0005 масc.% или более, и еще более предпочтительно 0,0010 масc.% или более.
[0052] Следует отметить, что аббревиатура REM означает редкоземельный металл и относится к элементу, принадлежащему лантаноидному ряду. В этом варианте осуществления REM или Ce часто добавляются в мишметалл и могут содержать элементы лантаноидного ряда, отличающиеся от лантана и церия, в сложной форме. Эффекты настоящего изобретения проявляются, даже когда элементы лантаноидного ряда, отличные от лантана и церия, содержатся в слябе как неизбежные примеси. Далее, эффекты настоящего изобретения проявляются, даже когда к слябу добавляются такие металлы, как лантан и церий.
[0053] Остаток, отличающийся от вышеупомянутых соответствующих элементов основного стального листа, составляют только железо и неизбежные примеси. В данном случае допускается присутствие в виде примесей очень небольшого количества каждого из элементов Cr, Ni, Cu, Мо, W, B, Ti, Nb и V, описанных выше, которое должно быть меньше, чем их вышеописанное нижнее предельное значение. Далее, что касается элементов Ca, Ce, Mg, Zr, La и REM, также допускается присутствие в виде примесей их очень небольшого количества, которое должно быть меньше, чем вышеописанное нижнее предельное значение их полного содержания.
[0054] Далее будет объяснена структура листа высокопрочной стали, используемого в качестве основного материала высокопрочного горячеоцинкованного стального листа этого варианта осуществления.
Структура листа высокопрочной стали, используемого в качестве основного материала высокопрочного горячеоцинкованного стального листа этого варианта осуществления, такова, что в диапазоне от 1/8 до 3/8 толщины основного стального листа, центром которого является 1/4 толщины основного стального листа от поверхности основного стального листа, содержится от 40 об.% до 90 об.% ферритовой фазы, а фаза остаточного аустенита составляет 5 об.% или менее. Затем, ферритовая фаза характеризуется тем, что отношение нерекристаллизованного феррита ко всей ферритовой фазе составляет 50 об.% или менее.
[0055] Здесь причина, по которой необходимо контролировать структуру в диапазоне от 1/8 до 3/8 толщины основного стального листа, центром которого является 1/4 толщины основного стального листа от поверхности основного стального листа, состоит в том, что структуру в этом диапазоне можно рассматривать как представляющую структуру всего стального листа за исключением обезуглероженного слоя в части поверхностного слоя стального листа. То есть причина заключается в том, что пока вышеописанная структура формируется в этом диапазоне, весь стальной лист за исключением обезуглероженного слоя в части поверхностного слоя стального листа может быть определен как имеющий вышеописанную структуру.
Как описано выше, создается структура, содержащая большое количество феррита, и в то же самое время отношение нерекристаллизованного феррита, содержащегося в ферритовой фазе, поддерживается на уровне 50 об.% или менее, и дополнительно количество остаточного аустенита поддерживается на низком уровне, и таким образом возможно получить лист высокопрочной стали, который имеет улучшенное сопротивление замедленному разрушению при одновременном обеспечении хорошей податливости. Далее будут объяснены причины ограничения этих структурных условий.
[0056] [Феррит: от 40 об.% до 90 об.%]
Феррит является структурой, эффективной для улучшения податливости стального листа, и в структуре стального листа его должно содержаться от 40 об.% до 90 об.% Когда объемная доля феррита составляет менее 40%, появляется риск неполучения достаточной податливости стального листа. Объемная доля феррита, содержащегося в структуре основного стального листа, более предпочтительно составляет 45% или более, и еще более предпочтительно 50% или более, принимая во внимание податливость стального листа. С другой стороны, феррит является мягкой структурой, так что, когда его объемная доля превышает 90%, появляется риск неполучения достаточной прочности стального листа. Для того чтобы достаточно увеличить прочность стального листа, объемная доля феррита, содержащегося в структуре стального листа, предпочтительно устанавливается равной 85% или менее, и более предпочтительно устанавливается равной 75% или менее.
[0057] [Остаточный аустенит: 5 об.% или менее]
Остаточный аустенит преобразуется в довольно твердый мартенсит во время обработки, что существенно увеличивает способность к деформационному упрочнению, так что он является структурой, эффективной для улучшения прочности и податливости стального листа, и может содержаться в стальном листе. Однако довольно твердый мартенсит, образующийся из остаточного аустенита, значительно способствует замедленному разрушению стального листа, вызываемого водородом, и таким образом ухудшает сопротивление замедленному разрушению. Поэтому верхний предел объемной доли остаточного аустенита устанавливается равным 5,0% или менее. Далее, принимая это во внимание, объемная доля остаточного аустенита предпочтительно устанавливается равной 3,0% или менее, и может составлять 0%.
Здесь объемная доля остаточного аустенита может быть измерена следующим образом.
[0058] Для определения объемной доли остаточного аустенита на поверхности наблюдения, которая является поверхностью, параллельной поверхности основного стального листа и находящейся на глубине в 1/4 толщины, выполняется рентгеновская дифракция. Затем на основании ее результатов вычисляется доля площади остаточного аустенита на поверхности наблюдения. В этом варианте осуществления эта доля площади рассматривается как объемная доля остаточного аустенита в диапазоне от 1/8 до 3/8 толщины основного стального листа, центром которого является 1/4 толщины основного стального листа от поверхности основного стального листа. В данном случае поверхность наблюдения может быть установлена в произвольном положении в диапазоне от 1/8 до 3/8 толщины основного стального листа при условии, что она параллельна поверхности основного стального листа.
[0059] [Нерекристаллизованный феррит: 50 об.% или менее от всей ферритовой фазы]
Феррит включает три вида: рекристаллизованный феррит, в котором рекристаллизация была вызвана на этапе отжига; нерекристаллизованный феррит, в котором никакой рекристаллизации не произошло, и ориентации кристаллов после холодной прокатки не изменились; и преобразованный феррит, который был однократно преобразован в аустенит на этапе отжига, чтобы затем преобразоваться в феррит.
[0060] Среди этих трех видов нерекристаллизованный феррит не является предпочтительным, потому что ориентации кристаллов отклоняются при холодной прокатке, что увеличивает анизотропию стального листа. Принимая это во внимание, отношение нерекристаллизованного феррита ко всему ферриту устанавливается менее 50% в объемной доле. Далее, внутри нерекристаллизованного феррита существует много дислокаций и/или дислокационных подструктур, так что наличие большого количества нерекристаллизованного феррита вызывает уменьшение податливости стального листа. Принимая это во внимание, объемная доля нерекристаллизованного феррита в стальном листе должна быть уменьшена, поэтому объемная доля нерекристаллизованного феррита по отношению ко всему ферриту предпочтительно устанавливается менее 30%, и более предпочтительно устанавливается менее 15%. Более низкая объемная доля нерекристаллизованного феррита является более предпочтительной, и может также составлять 0%.
[0061] Здесь объемная доля нерекристаллизованного феррита может быть измерена следующим образом.
Нерекристаллизованный феррит имеет такую особенность, что ориентация кристаллов изменяется в одном кристаллическом зерне, потому что в нерекристаллизованном феррите существует много дислокаций и/или дислокационных подструктур. Далее, бейнит, бейнитный феррит, мартенсит и мартенсит отпуска, состоящие из кристаллов объемно-центрированного кубического железа, отличного от феррита, также имеют внутри себя много дислокаций и/или дислокационных подструктур аналогично нерекристаллизованному ферриту, и, таким образом, имеют ту же самую особенность изменения ориентации кристаллов в одном кристаллическом зерне. С другой стороны, в каждом кристаллическом зерне рекристаллизованного феррита и преобразованного феррита разориентировки с величиной 1,0° или более не существует.
[0062] С помощью этой особенности нерекристаллизованный феррит и другие ферриты можно различить путем выполнения анализа ориентации кристаллов с высокой разрешающей способностью, используя способ анализа дифракции обратно-диспергированных электронов (EBSD) в поле зрения, в котором было выполнено наблюдение с помощью полевого эмиссионного сканирующего электронного микроскопа (FE-SEM) для измерения структурных фракций. Конкретно, поверхность, которая находится в положении 1/4 толщины от поверхности основного стального листа и параллельна поверхности основного стального листа, зеркально полируется и подвергается анализу ориентации кристаллов с высокой разрешающей способностью, используя способ анализа дифракции обратно-диспергированных электронов (EBSD) с шагом измерения 0,5 мкм. Затем получается разориентировка кристалла между второй ближайшей точкой измерения и каждой точкой измерения, все точки, имеющие разориентировку кристалла 5,0° или более, игнорируются как точки, которые принадлежат различным кристаллическим зернам, и получается среднее значение разориентировок кристалла группы оставшихся вторых ближайших точек измерения, каждая из которых имеет разориентировку кристалла 5,0° или менее и отнесена к одному и тому же кристаллическому зерну. Затем возможно, что точки, имеющие среднее значение разориентировок кристалла менее чем 1,0°, определяются как рекристаллизованный феррит или преобразованный феррит, чтобы получить их долю площади. Затем путем сравнения доли площади всего феррита, полученного наблюдением с помощью полевого эмиссионного сканирующего электронного микроскопа (FE-SEM), и долей площади рекристаллизованного феррита и преобразованного феррита могут быть получены доля площади нерекристаллизованного феррита и отношение нерекристаллизованного феррита ко всему ферриту. В этом варианте осуществления доля площади нерекристаллизованного феррита, полученная таким образом, рассматривается как объемная доля нерекристаллизованного феррита.
[0063] [Другие структуры стали]
В качестве структур стали, отличных от вышеописанных ферритовой фазы (включая нерекристаллизованный феррит) и фазы остаточного аустенита, обычно содержатся бейнит, бейнитный феррит и мартенсит (мартенсит отпуска или свежий мартенсит), и иногда дополнительно содержатся перлит и крупнозернистый цементит. Доли этих структур особенно не ограничиваются, в частности потому, что они зависят от предполагаемого использования. Например, если для стального листа требуется высокое значение отношения предела текучести к пределу прочности, суммарная объемная доля бейнита, бейнитного феррита, мартенсита, мартенсита отпуска, перлита и так далее предпочтительно устанавливается равной 40% или более. С другой стороны, когда требуется дальнейшее улучшение податливости стального листа, суммарная объемная доля бейнита, бейнитного феррита, мартенсита, мартенсита отпуска, перлита и так далее предпочтительно устанавливается равной 40% или менее.
В данном случае, как было описано ранее, доля каждой из структур стали, кроме ферритовой фазы (включая нерекристаллизованный феррит) и фазы остаточного аустенита, особенно не ограничивается, но предпочтительно, чтобы они находились в конкретных диапазонах, величина и смысл которых описаны ниже.
[0064] [Свежий мартенсит: 40 об.% или менее]
Свежий мартенсит является структурой, которая в значительной степени улучшает предел прочности. Когда доля свежего мартенсита превышает 40 об.%, податливость стального листа значительно ухудшается. Следовательно, свежий мартенсит также может содержаться в основном стальном листе в количестве не более 40 об.% Для того чтобы в достаточной степени увеличить предел прочности стального листа, объемная доля свежего мартенсита предпочтительно устанавливается равной 4% или более. С другой стороны, свежий мартенсит становится отправной точкой разрушения и ухудшает низкотемпературную ударную вязкость, так что объемная доля свежего мартенсита предпочтительно устанавливается равной 20% или менее, более предпочтительно 15% или менее, и еще более предпочтительно 12% или менее.
[0065] [Мартенсит отпуска: 50 об.% или менее]
Мартенсит отпуска является структурой, которая в значительной степени улучшает предел прочности стального листа и не с такой легкостью становится отправной точкой разрушения стального листа, так что он может содержаться в структуре стального листа в количестве 50 об.% или менее. Когда объемная доля мартенсита отпуска превышает 50%, податливость стального листа значительно ухудшается, что не является предпочтительным.
[0066] (Бейнитный феррит и/или бейнит: 60 об.% или менее)
Бейнитный феррит и/или бейнит являются превосходными структурами, способствующими балансу между прочностью и податливостью стального листа, и также могут содержаться в структуре стального листа в объемной доле 60% или менее. Далее, бейнитный феррит и бейнит имеют микроструктуры, которые имеют промежуточную прочность между мягким ферритом и твердым мартенситом и промежуточную прочность между мартенситом отпуска и остаточным аустенитом. Таким образом, при использовании с целью усовершенствования стального листа обе эти структуры содержатся в стальном листе, чтобы таким образом уменьшить локальные различия твердости в стальном листе и обеспечить эффект подавления возникновения разрушения, что является предпочтительным с точки зрения низкотемпературной ударной вязкости. Для того чтобы в достаточной степени получить этот эффект, объемная доля бейнитного феррита и/или бейнита предпочтительно составляет 10% или более, и более предпочтительно 15% или более. С другой стороны, когда объемная доля бейнитного феррита и/или бейнита превышает 60%, податливость стального листа ухудшается, что не является предпочтительным. Принимая во внимание обеспечение податливости стального листа, объемная доля бейнитного феррита и/или бейнита предпочтительно устанавливается равной 50% или менее, и более предпочтительно 45% или менее.
[0067] Кроме этого, в структуре высокопрочного стального листа, используемого в качестве основного материала в этом варианте осуществления, также могут содержаться отличные от вышеописанных структуры, такие как перлит и/или крупнозернистый цементит. Однако, когда в структуре листа высокопрочной стали увеличивается содержание перлита и/или крупнозернистого цементита, изгибаемость стального листа ухудшается. Учитывая это, суммарная объемная доля перлита и/или крупнозернистого цементита, содержащихся в структуре стального листа, предпочтительно составляет 6% или менее, и более предпочтительно 4% или менее.
[0068] Объемные доли соответствующих структур, содержащихся в структуре листа высокопрочной стали, который используется в качестве основного материала в этом варианте осуществления, могут быть измерены, например, следующими способами.
Рентгеновский анализ выполняется на поверхности наблюдения, которая параллельна поверхности стального листа и находится на глубине, равной 1/4 толщины основного стального листа, и по результатам этого анализа вычисляется доля площади остаточного аустенита, и эта доля площади может быть принята за объемную долю остаточного аустенита.
Объемные доли соответствующих структур, а именно феррита, бейнитного феррита, бейнита, мартенсита отпуска и свежего мартенсита могут быть получены следующим образом.
[0069] Сначала поперечное сечение, параллельное направлению прокатки основного стального листа и перпендикулярное поверхности основного стального листа, устанавливается в качестве поверхности наблюдения, и из него берется образец. Затем поверхность наблюдения полируется и травится ниталем (раствором азотной кислоты в спирте). Затем диапазон от 1/8 до 3/8 толщины листа, центром которого является 1/4 толщины листа, наблюдается с помощью полевого эмиссионного электронного сканирующего микроскопа (FE-SEM), и измеряются доли площади соответствующих структур, и эти доли площади могут быть приняты за объемные доли соответствующих структур.
[0070] Далее, в отношении стального листа, используемого в качестве основного материала в этом варианте осуществления, пункты (a)-(c), описанные ниже, выполняются по порядку, для того чтобы уменьшить анизотропию сопротивления замедленному разрушению.
(a) Подстройка отношения диаметров кристаллических зерен, являющегося отношением диаметра в направлении прокатки кристаллических зерен ферритовой фазы в поверхности, параллельной поверхности стального листа (поверхности прокатки), к диаметру зерна в направлении ширины листа (перпендикулярном к направлению прокатки) (= диаметр зерна в направлении прокатки / диаметр зерна в направлении ширины листа) так, чтобы оно составляло от 0,75 до 1,33.
(b) Подстройка отношения длин твердых структур, которое определяется как длина в направлении прокатки твердых структур (твердой фазы), диспергированных в виде островков в поверхности, параллельной поверхности стального листа (поверхности прокатки), деленная на длину этих структур в направлении ширины листа (= длина в направлении прокатки / длина в направлении ширины листа) так, чтобы оно составляло от 0,75 до 1,33.
(c) Подстройка среднего соотношения сторон включений в поверхности, параллельной поверхности стального листа (поверхности прокатки), так, чтобы оно составляло 5,0 или менее. Далее будут объяснены причины этих ограничений и способы их измерения.
[0071] [Отношение диаметров кристаллических зерен ферритовой фазы в направлении прокатки к диаметрам кристаллических зерен ферритовой фазы в направлении ширины листа]
Когда кристаллические зерна феррита располагаются в конкретном направлении в поверхности, параллельной поверхности стального листа (поверхности прокатки), плоскостная анизотропия сопротивления замедленному разрушению улучшается. У кристаллических зерен ферритовой фазы средний диаметр зерна в направлении прокатки равен d(RD), а средний диаметр зерна в направлении ширины листа равен d(TD). Когда значение отношения d(RD)/d(TD) падает ниже 0,75, сопротивление замедленному разрушению в направлении прокатки стального листа уменьшается относительно направления ширины листа. Следовательно, значение отношения диаметра кристаллических зерен ферритовой фазы в направлении прокатки и диаметра этих зерен в направлении ширины листа, а именно, d(RD)/d(TD) должно составлять 0,75 или более. В данном случае значение отношения d(RD)/d(TD) предпочтительно составляет 0,80 или более, и более предпочтительно 0,85 или более. Аналогичным образом, когда значение отношения d(RD)/d(TD) превышает 1,33, сопротивление замедленному разрушению в направлении прокатки стального листа уменьшается относительно направления ширины листа. Следовательно, значение 1,33 устанавливается в качестве верхнего предела отношения d(RD)/d(TD). В данном случае значение отношения d(RD)/d(TD) предпочтительно составляет 1,25 или менее, и более предпочтительно 1,18 или менее.
[0072] В данном случае измерение диаметров зерен в соответствующих направлениях кристаллических зерен ферритовой фазы может быть выполнено следующим образом.
Поверхность, которая находится на глубине, равной 1/4 толщины основного стального листа, от поверхности основного стального листа и параллельна поверхности основного стального листа, травится ниталем, после чего наблюдается с помощью полевого эмиссионного электронного сканирующего микроскопа (FE-SEM) и измеряются диаметры зерен в направлении прокатки и в направлении ширины листа для каждого из 100-1000 кристаллических зерен ферритовой фазы, которые выбираются при наблюдении случайным образом.
[0073] [Отношение длины в направлении прокатки и длины в направлении ширины листа твердой структуры островной формы]
Твердая структура представляет собой совокупность множества кристаллических зерен, существующую в островной форме на поверхности, параллельной поверхности стального листа (поверхности прокатки). Когда эта твердая структура островной формы расположена в конкретном направлении на поверхности, параллельной поверхности стального листа (поверхности прокатки), плоскостная анизотропия сопротивления замедленному разрушению в стальном листе улучшается. У твердых структур островной формы на поверхности, параллельной поверхности стального листа (поверхности прокатки), средняя длина в направлении прокатки равна L(RD), а их средняя длина в направлении ширины листа равна L(TD). Когда значение отношения L(RD)/L(TD) падает ниже 0,75, сопротивление замедленному разрушению в направлении прокатки стального листа уменьшается относительно направления ширины листа, так что значение длины твердой структуры в направлении прокатки, деленное на значение длины твердой структуры в направлении ширины листа, а именно значение L(RD)/L(TD), устанавливается равным 0,75 или более.
[0074] В данном случае значение отношения L(RD)/L(TD) предпочтительно составляет 0,80 или более, и более предпочтительно 0,85 или более. Аналогичным образом, когда значение отношения L(RD)/L(TD) превышает 1,33, сопротивление замедленному разрушению в направлении ширины стального листа уменьшается относительно направления прокатки, так что значение 1,33 устанавливается в качестве верхнего предела отношения L(RD)/L(TD). Значение отношения L(RD)/L(TD) предпочтительно составляет 1,25 или менее, и более предпочтительно 1,18 или менее.
[0075] В данном случае твердая структура островной формы означает структуру островной формы, составленную из совокупности твердых фаз, главным образом таких как бейнит, бейнитный феррит, мартенсит и мартенсит отпуска, иначе говоря, она означает структуру, в которой множественные кристаллические зерна, состоящие из фаз более твердых, чем феррит, объединяются и образуют островную форму, которая диспергируется в родительской фазе, состоящей из ферритовой фазы.
[0076] Измерение соотношения длин твердой структуры островной формы может быть выполнено следующим образом.
Сначала поверхность, которая находится на глубине, равной 1/4 толщины основного стального листа, от поверхности основного стального листа и параллельна поверхности основного стального листа, зеркально полируется и подвергается анализу ориентации кристаллов с высокой разрешающей способностью, используя способ анализа дифракции обратно-диспергированных электронов (EBSD) с шагом измерения 0,5 мкм. Затем получается разориентировка кристалла между второй ближайшей точкой измерения и каждой точкой измерения, отбираются только точки, имеющие разориентировку кристалла 5,0° или менее и относящиеся к одному и тому же кристаллическому зерну, и для этой группы точек определяется среднее значение разориентировок кристаллов. Затем на карту наносятся точки, имеющие среднее значение разориентировок кристаллов 1,0° или более. Точки, имеющие среднее значение разориентировок кристаллов 1,0° или более, иногда являются нерекристаллизованным ферритом, точно так же, как и твердой структурой. Таким образом, после анализа ориентации кристаллов то же самое поле зрения, которое использовалось для анализа ориентации кристаллов, травится ниталем и наблюдается с помощью полевого эмиссионного сканирующего электронного микроскопа (FE-SEM), для того чтобы получить дисперсное состояние феррита. Затем путем сравнения дисперсного состояния феррита и результатов анализа ориентации кристаллов могут быть извлечены только твердые структуры. Затем из полученных вышеописанным способом твердых структур островной формы случайным образом выбираются от 30 до 300 твердых структур, измеряются их длины в направлении прокатки и в направлении ширины основного стального листа, и вычисляется их соотношение.
[0077] [Соотношение сторон включений]
Увеличенное содержание крупнозернистого сульфида марганца и/или крупнозернистых композитных включений, содержащих сульфид марганца, значительно ухудшает сопротивление стального листа замедленному разрушению. Когда среднее соотношение сторон включений превышает 5,0, сопротивление замедленному разрушению стального листа не может быть получено в достаточной степени, так что необходимо поддерживать среднее соотношение сторон включений, содержащихся в основном стальном листе, на уровне 5,0 или менее. Принимая во внимание обеспечение сопротивления замедленному разрушению стального листа, среднее соотношение сторон включений предпочтительно должно составлять 4,0 или менее, и более предпочтительно 3,0 или менее. Чем меньше соотношение сторон включений, тем более оно предпочтительно, и нижним пределом соотношения сторон включений является величина 1,0. В данном случае соотношение сторон включений означает длину главной оси эллипса, деленную на длину малой оси эллипса (= главная ось / малая ось), когда двумерная форма включения аппроксимируется эллипсом.
[0078] Далее, если вышеописанные грубые включения располагаются в конкретном направлении, анизотропия сопротивления замедленному разрушению в стальном листе становится весьма сильной. У включений на поверхности, параллельной поверхности стального листа (поверхности прокатки), средняя длина в направлении прокатки равна D(RD), а средняя длина в направлении ширины листа равна D(TD). Когда значение отношения D(RD)/D(TD) падает ниже 0,50, сопротивление замедленному разрушению в направлении прокатки стального листа ухудшается относительно направления ширины листа. С другой стороны, когда значение отношения D(RD)/D(TD) превышает 2,00, сопротивление замедленному разрушению в направлении ширины стального листа ухудшается относительно направления прокатки. Для того чтобы уменьшить анизотропию сопротивления замедленному разрушению в стальном листе, значение отношения D(RD)/D(TD) предпочтительно должно находиться в диапазоне от 0,5 до 2,0. Нижний предел значения отношения D(RD)/D(TD) предпочтительно составляет 0,60 или более, и более предпочтительно 0,70 или более. Верхний предел значения отношения D(RD)/D(TD) предпочтительно составляет 1,67 или менее, и более предпочтительно 1,43 или менее.
[0079] Среднее соотношение сторон включений может быть получено следующим образом.
Поперечное сечение, параллельное направлению прокатки основного стального листа и перпендикулярное поверхности основного стального листа, зеркально полируется в качестве поверхности наблюдения. После этого от 10 до 100 включений, имеющих диаметр зерна 2 мкм или более, наблюдается с помощью полевого эмиссионного электронного сканирующего микроскопа (FE-SEM) в диапазоне от 1/8 толщины до 7/8 толщины основного стального листа, и для каждого из них получается соотношение сторон. Затем их среднее значение принимается за среднее соотношение сторон. Далее, аналогичное наблюдение выполняется для поперечного сечения, перпендикулярного направлению прокатки основного стального листа и перпендикулярного поверхности основного стального листа, и получается среднее соотношение сторон. Большее из этих двух средних соотношений сторон принимается за среднее соотношение сторон включений в стальном листе.
[0080] Далее, длина включений в направлении прокатки D(RD) может быть получена следующим образом.
Поперечное сечение, параллельное направлению прокатки основного стального листа и перпендикулярное поверхности основного стального листа, зеркально полируется в качестве поверхности наблюдения. После этого от 10 до 100 включений, имеющих диаметр зерна 2 мкм или более, наблюдается с помощью полевого эмиссионного электронного сканирующего микроскопа (FE-SEM) в диапазоне от 1/8 толщины до 7/8 толщины основного стального листа. Затем измеряется длина каждого из наблюдаемых включений вдоль направления прокатки, и среднее значение этих длин принимается за длину включений в направлении прокатки D(RD).
Аналогичным образом, на поперечном сечении, перпендикулярном направлению прокатки стального листа и перпендикулярном поверхности основного стального листа, получается длина включений в направлении ширины листа D(TD).
В данном случае при наблюдении включений анализ состава включений выполняется с использованием энергодисперсионного рентгеновского спектрометра, снабженного полевым эмиссионным электронным сканирующим микроскопом (FE-SEM), для того чтобы подтвердить, что все или некоторые из включений являются сульфидами марганца.
[0081] [Степень отклонения ориентаций кристаллов]
Далее, когда степень отклонения ориентаций кристаллов в структуре стали в основном стальном листе является высокой, анизотропия сопротивления замедленному разрушению в стальном листе увеличивается. Таким образом, когда ориентации кристаллов феррита и твердых структур (бейнит, бейнитный феррит, мартенсит и мартенсит отпуска) отклоняются в одном или двух или более конкретных направлениях, анизотропия сопротивления замедленному разрушению в стальном листе увеличивается. Таким образом, в этом варианте осуществления степень отклонения этих структур определяется с помощью отношения интенсивности случайных рентгеновских лучей для объемно-центрированного кубического железа в положении 1/4 толщины основного стального листа от поверхности основного стального листа (фаза с объемно-центрированной кубической структурой). Конкретно, отношение интенсивности случайных рентгеновских лучей предпочтительно должно составлять 4,0 или менее. Причина этого заключается в следующем.
Все вышеописанные структуры составлены из кристаллов объемно-центрированного кубического железа (кристаллы с объемно-центрированной кубической структурой). Таким образом, текстура кристаллов объемно-центрированного кубического железа измеряется способом рентгеновской дифракции, позволяя таким образом оценивать степень отклонения этих структур. Для этого необходимо лишь получить отношение интенсивности случайных рентгеновских лучей для объемно-центрированного кубического железа из функции распределения ориентаций (функция распределения ориентаций, которая в дальнейшем будет обозначаться как ODF), которая вычисляется способом разложения в ряд на основе множества полюсных фигур {110}, {100}, {211} и {310}, измеренных с помощью рентгеновской дифракции, и показывает трехмерную структуру. В данном случае отношение интенсивности случайных рентгеновских лучей является численным значением, получаемым путем измерения интенсивности рентгеновских лучей стандартного образца, не имеющего накопления в конкретной ориентации, и образца для анализа при тех же самых условиях с помощью способа рентгеновской дифракции или ему подобного и деления полученной интенсивности рентгеновских лучей образца для анализа на интенсивность рентгеновских лучей стандартного образца.
[0082] Изготовление образцов для рентгеновской дифракции выполняется следующим образом. Стальной лист полируется в предопределенном положении в направлении толщины листа при помощи механической полировки, химической полировки и т.п., чтобы удалить напряжения, вызванные электролитической полировкой, химической полировкой и т.п. по мере необходимости, и в то же самое время образец регулируется таким образом, что поверхность в положении 1/4 толщины основного стального листа от поверхности основного стального листа становится поверхностью измерения. Следует отметить, что точно поместить поверхность измерения в положении 1/4 толщины затруднительно. Таким образом, образец необходимо изготовить так, чтобы область в пределах диапазона 3% от толщины листа, центр которой совпадает с целевым положением (положением 1/4 толщины основного стального листа от поверхности основного стального листа), стала поверхностью измерения. Далее, когда измерение рентгеновской дифракцией затруднено, статистически достаточное количество измерений также может быть выполнено способом анализа дифракции обратно-диспергированных электронов (EBSD).
[0083] Для того чтобы в достаточной степени уменьшить анизотропию сопротивления замедленному разрушению, пиковые интенсивности на соответствующих поперечных сечениях при ϕ2 = 0°, 45°, 60° в пространстве Эйлера получаются в вышеописанной функции распределения ориентаций (ODF) и с помощью максимального значения пиковой интенсивности оценивается степень отклонения структур. Для того чтобы в достаточной степени уменьшить анизотропию сопротивления замедленному разрушению в стальном листе, желательно, чтобы пиковая интенсивность имела значение 4,0 или менее. Для уменьшения анизотропии сопротивления замедленному разрушению в стальном листе более предпочтительной является более низкое значение пиковой интенсивности, и более предпочтительно оно составляет 3,5 или менее, и еще более предпочтительно 3,0 или менее. Нижний предел пиковой интенсивности не определялся, однако довольно трудно получить в промышленных условиях пиковую интенсивность менее чем 1,5, так что нижний предел пиковой интенсивности предпочтительно составляет 1,5 или более.
[0084] [Обезуглероженный слой]
В этом варианте осуществления, для того чтобы предотвратить возникновение замедленного разрушения, вызываемого попаданием водорода с поверхности стального листа, осуществляется управление микроструктурой части поверхностного слоя (поверхностного слоя) основного стального листа. Конкретно, для того чтобы предотвратить замедленное разрушение, начинающееся с части поверхностного слоя основного стального листа, часть поверхностного слоя основного стального листа превращается в обезуглероженный слой, содержание твердых структур в котором уменьшается, и в обезуглероженном слое чрезвычайно плотно диспергируются мелкозернистые оксиды, работающие как ловушки для водорода. В этом варианте осуществления диффузия водорода во внутреннюю часть от части поверхностного слоя основного стального листа таким образом предотвращается, чтобы тем самым улучшить сопротивление замедленному разрушению стального листа. То есть, выполняются следующие пункты (a)-(c).
(a) Превращение поверхностного слоя основного стального листа в обезуглероженный слой, имеющий толщину от 0,01 до 10,0 мкм.
(b) Обеспечение среднего диаметра зерна оксидов в обезуглероженном слое, равного 500 нм или менее.
(c) Обеспечение средней плотности оксидов в обезуглероженном слое в пределах диапазона от 1,0×1012 оксидов/м2 до 1,0×1016 оксидов/м2.
Причины таких ограничений заключаются в следующем.
[0085] Основной стальной лист имеет обезуглероженный слой, имеющий достаточную толщину (слой, содержание твердых структур в котором уменьшено) в поверхностной части слоя, чтобы таким образом позволить подавить замедленное разрушение, начинающееся с поверхностной части слоя. Когда толщина обезуглероженного слоя составляет менее чем 0,01 мкм, замедленное разрушение в поверхностной части слоя основного стального листа не подавляется, так что толщина обезуглероженного слоя должна составлять 0,01 мкм или более. Для того чтобы в достаточной степени улучшить сопротивление замедленному разрушению стального листа, толщина обезуглероженного слоя предпочтительно составляет 0,10 мкм или более, и более предпочтительно 0,30 мкм или более. С другой стороны, чрезмерно толстый обезуглероженный слой уменьшает предел прочности и предел усталости стального листа. Принимая это во внимание, толщина обезуглероженного слоя составляет 10,0 мкм или менее. Принимая во внимание предел усталости, толщина обезуглероженного слоя предпочтительно составляет 9,0 мкм или менее, и более предпочтительно 8,0 мкм или менее.
[0086] В данном случае обезуглероженный слой является областью, продолжающейся от верхней поверхности основного железа в стальном листе, и означает область, где объемная доля твердой структуры равна или менее половины объемной доли твердой структуры в положении 1/4 толщины основного стального листа (микстура основного железа). Далее, упомянутая твердая структура означает структуру, состоящую из фаз, тяжелее, чем феррит, а именно структуру, состоящую главным образом из таких фаз, как бейнит, бейнитный феррит, мартенсит, мартенсит отпуска и остаточный аустенит.
Далее, толщина обезуглероженного слоя определяется следующим образом. Поверхность измерения, полученная зеркальной полировкой поперечного сечения, параллельного направлению прокатки стального листа и перпендикулярного поверхности листа, наблюдается с помощью полевого эмиссионного сканирующего электронного микроскопа (FE-SEM), толщина обезуглероженного слоя измеряется в трех или более местах одного стального листа, и среднее значение измеренных толщин принимается за толщину обезуглероженного слоя.
[0087] [Оксиды в обезуглероженном слое]
Плотность и диаметры зерен оксидов (главным образом оксидов, содержащих кремний и/или марганец), существующих в дисперсном виде в обезуглероженном слое стального листа, также сильно влияют на сопротивление стального листа замедленному разрушению. То есть, оксиды, диспергированные в кристаллических зернах и/или на границах кристаллических зерен в обезуглероженном слое стального листа, функционируют как ловушки для внешнего водорода для того, чтобы подавить попадание водорода во внутреннюю часть стального листа и, таким образом, способствовать улучшению сопротивления стального листа замедленному разрушению. По мере того как плотность оксидов становится выше, попадание водорода во внутреннюю часть стального листа подавляется, так что плотность оксидов должна составлять 1,0×1012 оксидов/м2 или более. Для того чтобы в достаточной степени подавить попадание водорода во внутреннюю часть стального листа, плотность оксидов предпочтительно должна составлять 3,0×1012 оксидов/м2 или более, и более предпочтительно 5,0×1012 оксидов/м2 или более. С другой стороны, когда плотность оксидов превышает 1,0×1016 оксидов/м2, расстояние между оксидами становится чрезмерно малым, часть поверхностного слоя стального листа разрушается при легкой обработке, и слой металлизации на ее внешней стороне также разрушается. Поэтому плотность оксидов должна составлять 1,0×1016 оксидов/м2 или менее. Для того чтобы часть поверхностного слоя стального листа обладала достаточной формуемостью, плотность оксидов предпочтительно должна составлять 5,0×1015 оксидов/м2 или менее, и более предпочтительно 1,0×1015 оксидов/м2 или менее.
[0088] Далее, более мелкозернистые оксиды, диспергированные в части поверхностного слоя (обезуглероженного слоя) основного стального листа, являются более эффективными в качестве ловушек для водорода. Поэтому средний диаметр зерна оксидов должен составлять 500 нм или менее. Для того чтобы более эффективно подавить диффузию водорода, средний диаметр зерна оксидов предпочтительно должен составлять 300 нм или менее, и более предпочтительно 100 нм или менее. Хотя нижний предел среднего диаметра зерна оксидов особенно не устанавливается, для получения среднего диаметра зерна менее чем 30 нм необходимо строго контролировать состав атмосферы и температуры в процессах изготовления основного стального листа, что становится затруднительным при практическом применении. Таким образом, средний диаметр зерна оксидов предпочтительно составляет 30 нм или более.
[0089] В данном случае оксиды в части поверхностного слоя (обезуглероженного слоя) основного стального листа наблюдаются на поверхности измерения, полученной зеркальной полировкой поперечного сечения, параллельного направлению прокатки стального листа и перпендикулярного поверхности листа, с помощью полевого эмиссионного сканирующего электронного микроскопа (FE-SEM). Плотность оксидов получается путем наблюдения 7 мкм2 обезуглероженного слоя и подсчета количества оксидов, или путем определения площади, которая содержит 1000 оксидов. Здесь область наблюдения означает двумерную область части для наблюдения оксидов. Далее, средний диаметр зерна оксидов получается путем усреднения диаметров эквивалентных окружностей для 100-1000 оксидов, выбранных случайным образом. Здесь диаметр эквивалентной окружности означает квадратный корень из произведения большой и малой осей эллипса, описанного вокруг двумерной формы наблюдаемой оксиды.
[0090] [Коэффициент деформационного упрочнения (значение n) основного стального листа]
В качестве оценки обрабатываемости основного стального листа эффективно использовать коэффициент деформационного упрочнения (значение n), и значение n основного стального листа в высокопрочном горячеоцинкованном стальном листе этого варианта осуществления предпочтительно составляет 0,060 или более. Когда значение n основного стального листа составляет менее чем 0,060, обрабатываемость стального листа ухудшается, что создает риск разрушения стального листа во время интенсивной формующей обработки.
[0091] [Индекс анизотропии сопротивления замедленному разрушению]
Сопротивление замедленному разрушению приписывается водороду, попадающему снаружи и диффундирующему во внутреннюю часть стального листа, что вызывает водородную хрупкость. Поэтому в качестве индекса анизотропии сопротивления замедленному разрушению, в частности, индекса плоскостной анизотропии, возможно использовать отношение H(RD)/H(TD), представляющее собой предельное значение содержания диффундирующего водорода H(RD) в направлении прокатки в поверхности, параллельной поверхности основного стального листа (поверхности прокатки), деленное на предельное значение содержания диффундирующего водорода H(TD) в направлении ширины листа в той же самой поверхности, параллельной поверхности основного стального листа (поверхности прокатки). В высокопрочном горячеоцинкованном стальном листе этого варианта осуществления значение вышеописанного отношения H(RD)/H(TD) основного стального листа предпочтительно находится в диапазоне от 0,5 до 2,0, и более предпочтительно в диапазоне от 0,5 до 1,5. Когда значение вышеописанного отношения H(RD)/H(TD) составляет менее чем 0,5, или превышает 2,0, плоскостная анизотропия сопротивления замедленному разрушению в стальном листе становится большой, что приводит к усилению ограничений на конструкцию или режимы обработки, для того чтобы обеспечить безопасность при использовании стального листа для изготовления высоконагруженных деталей.
[0092] В данном случае предельное значение содержания диффундирующего водорода означает содержание водорода в стальном листе, когда водород заставляют попасть внутрь с поверхности стального листа (заряжают лист водородом) и к стальному листу прикладывается нагрузка (напряжение), и происходит разрушение (и наоборот, предельное содержание водорода, которое не вызывает разрушения из-за водородной хрупкости). Затем, предельное содержание диффундирующего водорода в направлении прокатки в поверхности, параллельной поверхности основного стального листа (поверхности прокатки), означает предельное содержание диффундирующего водорода, когда нагрузка прикладывается к стальному листу в направлении прокатки. Предельное содержание диффундирующего водорода в направлении ширины листа в поверхности, параллельной поверхности основного стального листа (поверхности прокатки), означает предельное содержание диффундирующего водорода, когда нагрузка прикладывается к стальному листу в направлении ширины листа.
[0093] В качестве способа измерения предельного содержания диффундирующего водорода для оценки анизотропии сопротивления замедленному разрушению может быть применен следующий способ, описанный в Непатентной литературе 1. Также в стальных листах в примерах, которые будут описаны позже, предельное содержание диффундирующего водорода в направлении прокатки и в направлении ширины основного стального листа измерялось с помощью этого способа.
Из стального листа сначала вырезаются образцы для испытания, длинные в направлении прокатки и длинные в направлении ширины листа, и каждому из этих образцов для испытания предварительно придается U-образная форма. Затем к обработанной U-образной части каждого из образцов для испытания прикладывается напряжение, равное 0,6 от предела прочности, а затем образцы для испытания заряжаются водородом при помощи катодного электролиза при плотности тока 0,05 мА/см2 в 0,3% растворе тиоцианата аммония, и содержание водорода в каждом из образцов для испытания измеряется немедленно после разрушения с помощью газовой хроматографии с программированием температуры. Соответствующие содержания водорода в образце для испытания в направлении прокатки и в образце для испытания в направлении ширины листа, измеренные таким способом, принимаются за предельное содержание диффундирующего водорода в направлении прокатки и предельное содержание диффундирующего водорода в направлении ширины листа, соответственно.
Далее, в качестве оценки самого сопротивления стального листа замедленному разрушению U-образные образцы для испытания в двух направлениях, подготовленные вышеописанным способом, погружаются в соляную кислоту, и в том случае, когда один или более образцов для испытания разрушаются в течение 24 часов, сопротивление замедленному разрушению оценивается как плохое.
[0094] [Горячеоцинкованный слой]
Высокопрочный горячеоцинкованный стальной лист этого варианта осуществления представляет собой ранее описанный основной стальной лист, на обезуглероженном слое которого формируется горячеоцинкованный слой. Плотность слоя горячего цинкования особенно не ограничивается, но предпочтительно составляет 20 г/м2 или более, принимая во внимание устойчивость стального листа к коррозии, и предпочтительно составляет 150 г/м2 или менее, принимая во внимание экономическую эффективность.
[0095] Далее, этот горячеоцинкованный слой также может быть легированным слоем, состоящим главным образом из сплава Zn-Fe (легированный горячеоцинкованный слой). Легированный слой, состоящий главным образом из сплава Zn-Fe (легированный горячеоцинкованный слой), формируется таким образом, что на поверхности основного стального листа с помощью горячего цинкования формируется плакирующий слой цинка, который затем повторно нагревается до температуры, равной или выше точки плавления цинка, и подвергается легирующей обработке для того, чтобы железо продиффундировало из основного стального листа в плакирующий слой. В этом случае среднее содержание железа в легированном слое горячего цинкования предпочтительно находится в диапазоне от 8,0 масc.% до 12,0 масc.% Далее, даже когда горячеоцинкованный слой в дополнение к цинку и железу содержит в небольших количествах один или два или более элементов, выбираемых из Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi, Sr, I, Cs и REM, эффекты настоящего изобретения не ухудшаются. Далее, в зависимости от количества этих элементов могут быть получены преимущества, такие как повышение устойчивости к коррозии и улучшение обрабатываемости.
[0096] Далее будет объяснен один пример способа изготовления высокопрочного горячеоцинкованного стального листа этого варианта осуществления.
[0097] [Литье сляба]
Сначала в соответствии с обычным способом, таким как непрерывное литье или машина для непрерывного литья тонких слябов, отливается сляб, имеющий химические компоненты (состав), описанные ранее в отношении основного стального листа, после чего сляб подвергается горячей прокатке. В данном случае способ изготовления высокопрочного горячеоцинкованного стального листа этого варианта осуществления также совместим с таким процессом, как процесс непрерывной разливки и прямой прокатки рулонов (CC-DR), в котором горячую прокатку осуществляют немедленно после литья.
[0098] [Нагревание сляба]
Полученный сляб нагревают до температуры 1080°C или выше, предпочтительно 1180°C или выше для горячей прокатки. Для того чтобы подавить анизотропию ориентаций кристаллов, вызванную литьем, необходимо установить температуру нагрева сляба, равной 1080°C или выше, предпочтительно 1180°C или выше. Далее, учитывая вышеизложенное, температура нагрева сляба более предпочтительно устанавливается равной 1200°C или выше. Верхний предел температуры нагрева сляба особенно не устанавливается, но, для того чтобы нагреть его до температуры выше чем 1300°C, необходимо большое количество энергии, так что температура нагрева сляба предпочтительно устанавливается равной 1300°C или ниже.
[0099] [Горячая прокатка]
После нагревания сляба выполняется горячая прокатка. Когда выполняется горячая прокатка, твердость включений уменьшается при высокой температуре. Поэтому, когда при высокой температуре выполняется чрезмерная вытяжка, включения расширяются в одном направлении, что приводит к тому, что сопротивление замедленному разрушению в стальном листе ухудшается, и его анизотропия также увеличивается. Для того чтобы избежать этого, горячую прокатку осуществляют в диапазоне, удовлетворяющем нижеприведенному Выражению 1. В данном случае в Выражении 1 N означает общее количество проходов прокатки. Далее, суммируемое выражение после знака Σ представляет собой выражение для i-го прохода горячей прокатки, i представляет собой порядковый номер прохода (i = от 1 до N), TPi представляет собой температуру прокатки на i-м проходе (°C), и ri представляет собой степень обжатия на i-м проходе (-). Чем раньше во времени осуществляется проход, тем меньше значение порядкового номера прохода i.
[0100] [Числовое выражение 2]

[0101] Выражение 1 является выражением для оценки степени расширения включений прокаткой. Выражение 1 означает, что, по мере того как значение Выражения 1 становится меньше, включения начинают расширяться изотропно и становятся безвредными. Экспоненциальный член в Выражении 1 является членом, относящимся к распределению напряжения между железной частью стального листа и включениями. Этот член означает, что, по мере того как значение этого экспоненциального члена становится больше, напряжение легко проникает во включения, и включения легко расширяются в одном направлении. В Выражении 1 член {1/(1543-TPi)-1,00×10-3} является членом, относящимся к мягкости включений. Этот член означает, что, по мере того как значение этого члена становится больше, включения становятся мягче и легко расширяются в одном направлении.
Таким образом, в этом варианте осуществления коэффициент вытяжки и температура прокатки на каждом проходе задаются таким образом, чтобы значение Выражения 1 было равно 1,00 или менее. Это позволяет предотвратить чрезмерное расширение включений, так что становится возможным получить достаточно хорошее сопротивление стального листа замедленному разрушению и предотвратить увеличение анизотропии сопротивления замедленному разрушению. Для того чтобы надежно подавить расширение включений, значение Выражения 1 предпочтительно устанавливается равным 0,90 или менее, и более предпочтительно 0,80 или менее.
[0102] С другой стороны, когда значение Выражения 1 падает ниже 0,10, чрезмерная прокатка выполняется в низкотемпературной области, что приводит к образованию сильной анизотропии в структуре аустенита в стальном листе. Когда в аустените образуется сильная анизотропия, сильная анизотропия передается не только рулону горячекатаной полосы, полученному после охлаждения, но также и различным преобразованным структурам в стальном листе, полученном после холодной прокатки и отжига, так что в стальном листе образуется анизотропия сопротивления замедленному разрушению. Принимая это во внимание, значение Выражения 1 должно быть установлено равным 0,10 или более. Для того чтобы дополнительно уменьшить анизотропию сопротивления замедленному разрушению в стальном листе, значение Выражения 1 предпочтительно устанавливается равным 0,20 или более, и более предпочтительно 0,30 или более.
Температура завершения горячей прокатки устанавливается в диапазоне от 850°C до 980°C, предпочтительно в диапазоне от 850°C до 950°C. Когда температура завершения горячей прокатки составляет менее 850°C, в аустените образуется сильная анизотропия, упрочняющая структуру получаемого листа, и анизотропия сопротивления замедленному разрушению в стальном листе улучшается. С другой стороны, когда температура завершения горячей прокатки превышает 980°C, становится трудным ограничить значение Выражения 1 величиной 1,00 или менее, что приводит к расширению включений в одном направлении и к увеличению анизотропии сопротивления замедленному разрушению в стальном листе.
[0103] [Вплоть до первого охлаждения после горячей прокатки]
После того как горячая прокатка заканчивается, горячекатаный стальной лист быстро охлаждается для сматывания его в рулон. Время до начала этого быстрого охлаждения (первого и главного охлаждения) и условия быстрого охлаждения (первого охлаждения) влияют на анизотропию стального листа, так что ими необходимо соответствующим образом управлять. Таким образом, полное время от окончания горячей прокатки до начала охлаждения устанавливается равным 1,0 секунде или более, охлаждение (первое охлаждение) выполняется при скорости охлаждения не менее чем 5°C/c и не более чем 50°C/c, и первое охлаждение останавливают при температуре, находящейся в диапазоне от 500°C до 650°C. Причины этих ограничений заключаются в следующем.
[0104] Сразу же после горячей прокатки структура аустенита в стальном листе имеет сильную анизотропию, созданную обработкой. Для того чтобы уменьшить эту анизотропию, необходимо ускорить рекристаллизацию аустенита между концом горячей прокатки и началом первого охлаждения. Принимая это во внимание, время от конца горячей прокатки до начала охлаждения устанавливается равным 1,0 секунде или более. Для того чтобы дополнительно способствовать рекристаллизации аустенита, это время предпочтительно устанавливается равным 1,5 секундам или более, и более предпочтительно 2,0 секундам или более. Верхний предел этого времени особенно не устанавливается, но, для того чтобы начать охлаждение после долгого времени, более чем 20 секунд, требуется достаточное пространство для хранения стального листа после горячей прокатки, что приводит к существенному увеличению производственных площадей, что не является предпочтительным с точки зрения производственных затрат. Поэтому верхний предел этого времени предпочтительно устанавливается равным 20 секундам или менее. Принимая во внимание стоимость, оно более предпочтительно устанавливается равным 15 секундам или менее.
[0105] [Первое охлаждение]
После завершения горячей прокатки горячекатаный стальной лист быстро охлаждается (первое охлаждение) до подходящей температуры, как было описано ранее, для того чтобы смотать горячекатаный стальной лист в рулон. Конкретно, горячекатаный стальной лист охлаждается (первое охлаждение) при скорости охлаждения 50°C/c или менее (предпочтительно 5°C/c или более) и первое охлаждение останавливается при достижении температурой диапазона от 500°C до 650°C.
Когда скорость охлаждения этого первого охлаждения является чрезмерно большой, анизотропия различных преобразованных структур в рулоне горячекатаной полосы становится сильной, так что средняя скорость охлаждения при первом охлаждении после завершения прокатки устанавливается равной 50°C/c или менее. Здесь средняя скорость охлаждения является абсолютным значением разности между температурой во время начала целевой операции (в данном случае этапа первого охлаждения) и температурой во время конца целевой операции, деленным на время, необходимое для этой операции. Чем меньше средняя скорость первого охлаждения, тем более слабой становится анизотропия в рулоне горячекатаной полосы, так что средняя скорость охлаждения предпочтительно устанавливается равной 42°C/c или менее, и более предпочтительно 35°C/c или менее. Нижний предел средней скорости первого охлаждения особенно не ограничивается, но, для того чтобы достаточно охладить горячекатаный стальной лист до температуры сматывания полосы в рулон при скорости охлаждения менее чем 5°C/c, требуются большие производственные площади, что не является предпочтительным с точки зрения производственных затрат. Поэтому средняя скорость первого охлаждения предпочтительно устанавливается равной 5°C/c или более, и более предпочтительно 10°C/c или более.
[0106] Температура остановки первого охлаждения влияет на преобразование структуры во время этапа намотки горячекатаного стального листа в рулон. Таким образом, на этапе намотки горячекатаного стального листа в рулон (что соответствует второму охлаждению), в горячекатаном стальном листе образуются перлит и/или крупнозернистый цементит, имеющие значение большой оси более чем 1 мкм, позволяя тем самым рандомизировать структуры и формы различных преобразованных структур с тем, чтобы уменьшить анизотропию на этапе отжига после холодной прокатки. Для того чтобы образовался перлит и/или крупнозернистый цементит, температура остановки основного охлаждения после горячей прокатки устанавливается равной 500°C или выше. Для того чтобы в достаточной степени уменьшить анизотропию стального листа, температура остановки основного охлаждения предпочтительно должна составлять 530°C или выше, и более предпочтительно 550°C или выше. С другой стороны, когда температура остановки основного охлаждения слишком увеличивается, толщина слоя окалины на поверхностном слое стального листа чрезмерно увеличивается, и качество поверхности ухудшается, так что необходимо устанавливать температуру остановки основного охлаждения 650°C или ниже. Принимая это во внимание, температура остановки основного охлаждения предпочтительно устанавливается равной 630°C или ниже.
[0107] [Намотка/второе охлаждение]
Как было описано ранее, на этапе непрерывной намотки в рулон горячекатаного стального листа после первого охлаждения горячекатаный стальной лист медленно охлаждается таким образом, чтобы полное время от остановки основного охлаждения до достижения температуры 400°C равнялось 1 часу или более (этап второго охлаждения). Таким образом, для того чтобы перлит и/или крупнозернистый цементит образовались в достаточном количестве для уменьшения анизотропии сопротивления замедленному разрушению в стальном листе, горячекатаный стальной лист должен быть выдержан в течение достаточного количества времени в такой температурной области, где образуется цементит после остановки быстрого охлаждения на этапе первого охлаждения. Поэтому после первого охлаждения горячекатаный стальной лист медленно охлаждается (второе охлаждение) таким образом, чтобы полное время от остановки основного охлаждения до достижения температуры 400°C равнялось 1 часу или более. Это полное время предпочтительно устанавливается равным 2,0 ч или более, и более предпочтительно 3,0 ч или более. Верхний предел полного времени особенно не устанавливается, но, для того чтобы выдерживать горячекатаный стальной лист дольше, чем 24,0 ч, требуется специальное оборудование, что не является предпочтительным с точки зрения стоимости, так что полное время предпочтительно устанавливается равным 24,0 ч или менее. В данном случае вышеописанное второе охлаждение обычно накладывается на этап намотки, но также очевидно, что вышеописанное полное время может также включать период времени, в течение которого намотанный рулон просто выстаивается. Далее, очевидно, что медленное охлаждение на этапе второго охлаждения включает тот случай, когда горячекатаный стальной лист, охлажденный на этапе первого охлаждения до конкретной температуры, выдерживается в течение части вышеописанного полного времени.
[0108] [Холодная прокатка]
После намотки рулона горячекатаного стального листа, как было описано ранее, выполняется его холодная прокатка.
Холодная прокатка выполняется таким образом, чтобы полная степень обжатия была не менее чем 30% и не более чем 75%. Холодная прокатка предпочтительно выполняется за множество проходов, при этом возможно применение любого количества проходов прокатки и любого распределения степени обжатия по проходам. Когда полная степень обжатия холодной прокатки падает ниже 30%, в стальном листе не накапливается достаточного напряжения, в результате чего на последующем этапе отжига происходит недостаточная рекристаллизация, и структуры остаются в обработанном состоянии. В результате этого анизотропии структур и кристаллических зерен феррита в стальном листе становятся сильными, и образуется анизотропия сопротивления замедленному разрушению в стальном листе. Для того чтобы накопить достаточное напряжение в стальном листе, полная степень обжатия холодной прокатки предпочтительно должна составлять 33% или более, и более предпочтительно 36% или более. С другой стороны, когда полная степень обжатия холодной прокатки превышает 75%, развивается рекристаллизованная структура феррита, и образуется анизотропия сопротивления замедленному разрушению в стальном листе. Поэтому полная степень обжатия холодной прокатки предпочтительно устанавливается равной 75% или менее. Принимая это во внимание, полная степень обжатия холодной прокатки предпочтительно составляет 65% или менее, и более предпочтительно 60% или менее.
[0109] [Отжиг]
После этого выполняется процесс отжига холоднокатаного стального листа (основного стального листа), полученного вышеописанным способом. Желательно, чтобы в процесс охлаждения после достижения максимальной температуры нагрева во время этого этапа отжига было включено горячее цинкование поверхности стального листа (и дополнительно легирующая обработка плакирующего слоя в зависимости от обстоятельств). В качестве оборудования для выполнения этапа отжига предпочтительно используется линия непрерывного отжига и нанесения гальванопокрытий, имеющая зону предварительного нагрева, зону восстановления и зону металлизации. Далее в качестве примера будет объяснен случай, в котором непрерывная обработка, в которой этапы, относящиеся к металлизации, включены в процесс охлаждения после отжига, выполняется с использованием такой линии непрерывного отжига и нанесения гальванопокрытий.
[0110] На этапе отжига температура увеличивается таким образом, чтобы средняя скорость увеличения температуры в диапазоне от 600°C до 750°C равнялась 20°C/с или менее, и основной стальной лист нагревается до температуры 750°C или выше и охлаждается (первое охлаждение) таким образом, чтобы средняя скорость охлаждения в диапазоне температур от 750°C до 650°C составляла от 1,0°C/c до 15,0°C/c. Здесь средняя скорость охлаждения является абсолютным значением разности между температурой во время начала целевой операции (в данном случае этапа предварительного нагрева) и температурой во время конца целевой операции, деленным на время, необходимое для этой операции. В данном случае средняя скорость охлаждения аналогична описанной ранее.
Здесь на линии непрерывного отжига и нанесения гальванопокрытий в зоне предварительного нагрева сначала выполняется процесс увеличения температуры, включающий повышение температуры со средней скоростью увеличения температуры 20°C/с или менее в вышеописанном температурном диапазоне от 600°C до 750°C. В следующей зоне восстановления температура основного стального листа доводится до максимальной температуры нагрева (750°C или выше) отжига. После этого во время процесса охлаждения перед зоной металлизации в качестве первого охлаждения выполняется охлаждение со средней скоростью охлаждения от 1,0°C/c до 15,0°C/c в вышеописанном температурном диапазоне от 750°C до 650°C.
Эти условия отжига будут объяснены ниже.
[0111] Скорость увеличения температуры основного стального листа на этапе отжига влияет на поведение рекристаллизации в основном стальном листе. В частности, важной является скорость увеличения температуры от 600°C до 750°C, и средняя скорость увеличения температуры в это время устанавливается равной 20°C/c или менее, что позволяет в достаточной степени ускорить рекристаллизацию. Таким образом возможно создать изотропные структуры, кристаллические зерна феррита и твердые структуры островной формы и уменьшить содержание нерекристаллизованного феррита, который вызывает ухудшение податливости основного стального листа. Далее, для того чтобы уменьшить содержание нерекристаллизованного феррита и тем самым улучшить податливость основного стального листа, средняя скорость увеличения температуры от 600°C до 750°C предпочтительно устанавливается равной 15°C/c или менее, и более предпочтительно 12°C/c или менее. Нижний предел средней скорости увеличения температуры особенно не ограничивается, но когда средняя скорость увеличения температуры устанавливается равной 0,5°C/c или менее, производительность значительно уменьшается, так что средняя скорость увеличения температуры предпочтительно устанавливается равной 0,5°C/c или более.
[0112] Далее, процесс увеличения температуры на этапе отжига выполняется в зоне предварительного нагрева линии непрерывного отжига и нанесения гальванопокрытий. По меньшей мере часть зоны предварительного нагрева используется как зона окислительной обработки. В зоне окислительной обработки предпочтительно выполняется окислительная обработка для формирования в части поверхностного слоя основного стального листа плакирующей пленки из оксида железа, имеющей подходящую толщину. Таким образом, в качестве предварительной обработки на этапе, где в части поверхностного слоя стального листа формируется обезуглероженный слой путем нагрева в последующей зоне восстановления, в зоне окислительной обработки, являющейся по меньшей мере частью зоны предварительного нагрева, в части поверхностного слоя основного стального листа предпочтительно формируется плакирующая пленка из оксида железа, имеющая подходящую толщину. В этом случае температура стального листа при его прохождении через зону окислительной обработки устанавливается в диапазоне от 400°C до 800°C, и выполняется предварительный нагрев при условии, что воздушное отношение (значение объема воздуха, содержащегося в единице объема смешанного газа, который является смесью воздуха, используемого для горелки предварительного нагрева, и горючего газа, деленное на объем воздуха, теоретически требуемый для полного сгорания горючего газа, содержащегося в единице объема смешанного газа (= [объем воздуха, содержащегося в единице объема смешанного газа]/[объем воздуха, теоретически требуемый для полного сгорания горючего газа, содержащегося в единице объема смешанного газа]), устанавливается в диапазоне от 0,7 до 1,2. Тем самым в части поверхностного слоя основного стального листа предпочтительно формируется плакирующая пленка из оксида железа, имеющая толщину от 0,01 до 20 мкм.
[0113] Здесь, когда значение вышеописанного воздушного отношения в зоне окислительной обработки превышает 1,2, появляется риск того, что пленка оксидного покрытия чрезмерно вырастет, и в последующей зоне восстановления чрезмерно вырастет обезуглероженный слой. Далее, есть риск того, что в зоне восстановления пленка оксидного покрытия не сможет быть восстановлена полностью и останется в части поверхностного слоя основного стального листа, уменьшая тем самым способность стального листа к покрытию. С другой стороны, когда значение вышеописанного воздушного отношения менее чем 0,7, пленка оксидного покрытия не формируется в достаточной степени в части поверхностного слоя основного стального листа. Здесь пленка оксидного покрытия, формируемая в части поверхностного слоя основного стального листа в зоне окислительной обработки зоны предварительного нагрева, функционирует как источник поступления кислорода из оксидов, содержащих кремний и/или марганец, в обезуглероженном слое, который будет сформирован в последующей зоне восстановления. Таким образом, если пленка оксидного покрытия не формируется в достаточной степени в части поверхностного слоя основного стального листа, появляется риск того, что не удастся получить уже описанный обезуглероженный слой, в котором оксиды диспергированы очень плотно.
Далее, когда температура стального листа при его прохождении через зону окислительной обработки зоны предварительного нагрева ниже чем 400°C, не может быть сформирована достаточная пленка оксидного покрытия в части поверхностного слоя основного стального листа. С другой стороны, когда температура основного стального листа при его прохождении через зону окислительной обработки зоны предварительного нагрева превышает 800°C, пленка оксидного покрытия в части поверхностного слоя основного стального листа вырастает чрезмерно, так что становится затруднительным поддерживать толщину обезуглероженного слоя в пределах предопределенного диапазона.
[0114] Максимальная температура нагрева основного стального листа на этапе отжига устанавливается равной 750°C или выше, и причина этого следующая.
Когда максимальная температура нагрева основного стального листа на этапе отжига является низкой, крупнозернистый цементит остается нерасплавленным, и податливость основного стального листа значительно ухудшается. Для того чтобы в достаточной степени растворить цементит и тем самым обеспечить податливость основного стального листа, максимальная температура нагрева основного стального листа устанавливается равной 750°C или выше, и предпочтительно 760°C или выше. Верхний предел максимальной температуры нагрева основного стального листа особенно не устанавливается, но когда основной стальной лист нагревается до температуры выше чем 1000°C, качество поверхности стального листа значительно ухудшается, что приводит к ухудшению смачиваемости при металлизации. Поэтому максимальная температура нагрева основного стального листа предпочтительно устанавливается равной 1000°C или ниже, и более предпочтительно 950°C или ниже.
[0115] Далее, в зоне восстановления линии непрерывного отжига и нанесения гальванопокрытий температура основного стального листа на этапе отжига предпочтительно доводится до максимальной температуры нагрева. В зоне восстановления возможно восстановить пленку оксидного покрытия, сформированную в зоне окислительной обработки зоны предварительного нагрева, для того чтобы сформировать обезуглероженный слой и превратить обезуглероженный слой (поверхностный слой) в структуру, в которой оксиды, содержащие кремний и/или марганец, диспергированы умеренно. Атмосфера зоны восстановления предпочтительно поддерживается такой, чтобы значение отношения парциальных давлений P(H2O)/P(H2), представляющее собой значение парциального давления водяного пара P(H2O), деленное на парциальное давление водорода P(H2), находилось в диапазоне от 0,0001 до 2,00. Когда вышеописанное отношение парциальных давлений P(H2O)/P(H2) составляет менее чем 0,0001, содержащие кремний и/или марганец оксиды формируются только в самом верхнем поверхностном слое основного стального листа, что затрудняет умеренное диспергирование содержащих кремний и/или марганец оксидов во внутреннюю часть обезуглероженного слоя. С другой стороны, когда вышеописанное отношение парциальных давлений P(H2O)/P(H2) превышает 2,00, обезуглероживание избыточно прогрессирует, что вызывает риск невозможности поддержания толщины обезуглероженного слоя в предопределенном диапазоне. В данном случае вышеописанное отношение парциальных давлений P(H2O)/P(H2) предпочтительно должно находиться в диапазоне от 0,001 до 1,50, и более предпочтительно в диапазоне от 0,002 до 1,20.
[0116] Процесс охлаждения от максимальной температуры нагрева основного стального листа на этапе отжига важен для образования достаточного количества феррита в основном стальном листе. Таким образом, основной стальной лист должен быть охлажден таким образом, чтобы средняя скорость охлаждения от 750°C до 650°C в этом процессе охлаждения (этап первого охлаждения) составляла от 1,0°C/c до 15,0°C/c. Таким образом, диапазон от 750°C до 650°C является температурной областью, где в основном стальном листе образуется феррит. Таким образом, средняя скорость первого охлаждения в этой температурной области составляет не менее чем 1,0°C/c и не более чем 15°C/c, позволяя тем самым образовать достаточное количество феррита в основном стальном листе. Когда средняя скорость первого охлаждения превышает 15°C/c, достаточное количество феррита иногда не может быть получено, и тогда податливость основного стального листа ухудшается. С другой стороны, когда средняя скорость первого охлаждения падает ниже 1,0°C/c, феррит в основном стальном листе образуется в чрезмерном количестве, а также образуется перлит и т.п., что приводит к тому, что достаточное количество твердой структуры не может быть получено. В результате прочность основного стального листа ухудшается.
[0117] Далее, средняя скорость охлаждения (на этапе второго охлаждения) от 650°C до того момента, как температура основного стального листа становится достаточной, чтобы остановить охлаждение и подать стальной лист в ванну для металлизации в процессе охлаждения этапа отжига предпочтительно устанавливается равной 3,0°C/c или более. Смысл этого состоит в том, чтобы получить твердые структуры, в которых ориентации кристаллов более случайны, путем дополнительного уменьшения температуры преобразования в твердую структуру. Принимая это во внимание, средняя скорость второго охлаждения более предпочтительно устанавливается равной 5,0°C/c или более. Верхний предел средней скорости второго охлаждения особенно не устанавливается, но, для того чтобы установить среднюю скорость охлаждения равной 200°C/c или более, требуется специальное охлаждающее оборудование, так что средняя скорость охлаждения предпочтительно составляет 200°C/c или менее.
В этом варианте осуществления путем грубой финишной прокатки, которая является прокаткой после нагревания на этапе горячей прокатки, придания стальному листу напряжения и термической истории на этапе охлаждения и этапе намотки, и придания стальному листу напряжения и термической истории на последующем этапе холодной прокатки и этапе отжига, структуры делаются изотропными. В результате скорости рекристаллизации и роста кристаллов также становятся изотропными, и отношение для феррита и твердой структуры диаметра зерна в направлении прокатки к диаметру зерна в направлении ширины листа (d(RD)/d(TD)) становится равным от 0,75 до 1,33.
[0118] [Горячее цинкование]
После этого основной стальной лист погружается в ванну для горячего цинкования в зоне металлизации и подвергается горячему цинкованию. Ванна для нанесения металлического покрытия состоит главным образом из цинка. Кроме того, эффективное количество алюминия, представляющее собой значение, получаемое вычитанием полного количества железа из полного количества алюминия в ванне для нанесения металлического покрытия, предпочтительно находится в диапазоне от 0,01 масc.% до 0,18 масc.% В частности, когда после металлизации выполняется легирующая обработка, эффективное количество алюминия в ванне для нанесения металлического покрытия предпочтительно находится в диапазоне от 0,07 масc.% до 0,12 масc.% для того, чтобы управлять ходом легирования плакирующего слоя металлизации.
Далее, когда слой металлизации не легируется, не возникает никаких проблем даже при том, что эффективное количество алюминия в ванне для нанесения металлического покрытия находится в диапазоне от 0,18 масc.% до 0,30 масc.%
[0119] Далее, даже когда один или два или более элементов, выбираемых из Pb, Sb, Si, Sn, Mg, Mn, Ni, Cr, Co, Ca, Cu, Li, Ti, Be, Bi, Sr, I, Cs и редкоземельного металла, смешиваются в ванне для цинкования, эффект настоящего изобретения не ухудшается. В зависимости от количества этих элементов возможно даже получение преимуществ, таких как повышение устойчивости к коррозии и улучшение обрабатываемости.
[0120] Температура ванны для нанесения металлического покрытия предпочтительно устанавливается в диапазоне от 450°C до 470°C. Когда температура ванны для нанесения металлического покрытия ниже чем 450°C, вязкость ванны для нанесения металлического покрытия становится чрезмерно высокой, управление толщиной слоя металлизации становится затруднительным, и внешний вид стального листа ухудшается. С другой стороны, когда температура ванны для нанесения металлического покрытия превышает 470°C, образуется много отходящих газов, и безопасное изготовление становится затруднительным, так что температура ванны для нанесения металлического покрытия предпочтительно составляет 470°C или ниже. Далее, если температура стального листа, когда он погружается в ванну для нанесения металлического покрытия, падает ниже 430°C, для того чтобы стабилизировать температуру ванны для нанесения металлического покрытия на уровне 450°C или выше, необходимо подавать к ванне для нанесения металлического покрытия большое количество тепла, что не является предпочтительным для практического использования. С другой стороны, если температура стального листа, когда он погружается в ванну для нанесения металлического покрытия, превышает 490°C, для того чтобы стабилизировать температуру ванны для нанесения металлического покрытия на уровне 470°C или ниже, необходимо использовать дополнительное оборудование для отвода большого количества тепла из ванны для нанесения металлического покрытия, что не является предпочтительным с точки зрения стоимости. Таким образом, для того чтобы стабилизировать температуру ванны для нанесения металлического покрытия, температура, с которой стальной лист погружается в ванну для нанесения металлического покрытия, предпочтительно устанавливается в диапазоне от 430°C до 490°C.
[0121] [Процесс бейнитного преобразования]
Далее, до или после погружения в ванну для нанесения металлического покрытия также может быть выполнен процесс, в котором стальной лист выдерживается в течение от 20 до 1000 секунд при температуре от 300°C до 470°C (процесс бейнитного преобразования), с целью ускорения бейнитного преобразования для улучшения прочности, податливости и т.п. стального листа. Далее, когда после металлизации выполняется легирующая обработка, процесс бейнитного преобразования также может быть выполнен до или после легирующей обработки.
[0122] Однако процесс бейнитного преобразования влияет на конечное содержание остаточного аустенита в основном стальном листе. С другой стороны, в этом варианте осуществления количество остаточного аустенита в основном стальном листе поддерживается на низком уровне. Таким образом, время выполнения процесса бейнитного преобразования предпочтительно выбирается с учетом влияния процесса бейнитного преобразования на количество остаточного аустенита.
[0123] Таким образом, когда процесс бейнитного преобразования выполняется при температуре 430°C или ниже (300°C или выше), иногда случается так, что по ходу бейнитного преобразования большое количество углерода концентрируется в виде непреобразованного аустенита, и при дальнейшем охлаждении до комнатной температуры объемная доля остаточного аустенита в основном стальном листе увеличивается. С другой стороны, количество твердорастворенного в аустените углерода уменьшается путем повторного нагрева основного стального листа до температуры выше, чем температура, вызывающая бейнитное преобразование. Затем, если процесс бейнитного преобразования выполняется на этапе, предшествующем погружению основного стального листа в ванну для нанесения металлического покрытия, стальной лист будет повторно нагрет до температуры ванны для нанесения металлического покрытия во время погружения в ванну для нанесения металлического покрытия после того, и таким образом количество твердорастворенного в непреобразованном аустените углерода может быть уменьшено, и при дальнейшем охлаждении до комнатной температуры количество остаточного аустенита в основном стальном листе также может быть уменьшено. С этой точки зрения процесс бейнитного преобразования предпочтительно выполняется перед тем, как основной стальной лист погружается в ванну для нанесения металлического покрытия. В этом случае, поскольку температура процесса бейнитного преобразования находится в диапазоне от 300°C до 470°C, температура не ограничивается температурной областью выше 430°C.
[0124] С другой стороны, когда процесс бейнитного преобразования выполняется после погружения в ванну для нанесения металлического покрытия, процесс бейнитного преобразования соответственно выполняется в температурной области выше 430°C и до 470°C или ниже для того, чтобы предотвратить избыточное увеличение содержания остаточного аустенита.
В данном случае температура процесса бейнитного преобразования (от 300°C до 470°C) зачастую ниже, чем температура, с которой основной стальной лист погружается в ванну для нанесения металлического покрытия (обычно от 430°C до 490°C). Затем, когда процесс бейнитного преобразования выполняется на этапе, предшествующем погружению основного стального листа в ванну для нанесения металлического покрытия, после процесса бейнитного преобразования основной стальной лист предпочтительно повторно нагревается перед погружением в ванну для нанесения металлического покрытия.
[0125] [Легирующая обработка плакирующего слоя]
После погружения в ванну для нанесения металлического покрытия также может быть выполнена легирующая обработка плакирующего слоя. Когда температура легирующей обработки ниже чем 470°C, сплавление плакирующего слоя проходит с недостаточной скоростью. Поэтому температура легирующей обработки предпочтительно устанавливается равной 470°C или выше. Далее, когда температура легирующей обработки превышает 620°C, образуется крупнозернистый цементит, и прочность стального листа значительно уменьшается. Поэтому температура легирующей обработки предпочтительно устанавливается равной 620°C или ниже. Учитывая это, температура легирующей обработки более предпочтительно устанавливается в диапазоне от 480°C до 600°C, и еще более предпочтительно в диапазоне от 490°C до 580°C.
[0126] Время легирующей обработки предпочтительно устанавливается равным 2 секундам или дольше, и более предпочтительно 5 секундам или дольше, для того чтобы скорость сплавления плакирующего слоя была достаточной. С другой стороны, когда время легирующей обработки превышает 200 секунд, плакирующий слой легируется чрезмерно, что может вызвать ухудшение его свойств, так что время легирующей обработки предпочтительно устанавливается равным 200 секундам или менее, и более предпочтительно 100 секундам или менее.
В данном случае легирующая обработка предпочтительно выполняется немедленно после того, как основной стальной лист погружается в ванну для нанесения металлического покрытия, но возможно также, что после погружения основного стального листа в ванну для нанесения металлического покрытия температура основного стального листа однократно уменьшается до 150°C или ниже, а затем основной стальной лист повторно нагревается до температуры легирующей обработки.
[0127] [Охлаждение после металлизации (этап третьего охлаждения)]
В процессе охлаждения после горячего цинкования (после легирующей обработки, когда легирующая обработка выполняется сразу после горячего цинкования), когда средняя скорость охлаждения стального листа на этапе охлаждения до температуры 150°C или ниже (этап третьего охлаждения) падает ниже 0,5°C/c, образуется крупнозернистый цементит, что может ухудшить прочность и/или податливость стального листа. Поэтому средняя скорость охлаждения стального листа на этапе третьего охлаждения предпочтительно устанавливается равной 0,5°C/c или более, и более предпочтительно 1,0°C/c или более.
[0128] Далее, во время или после охлаждения на этапе третьего охлаждения после горячего цинкования (после легирующей обработки, когда легирующая обработка выполняется сразу после горячего цинкования), также может быть выполнен повторный нагрев с целью отпуска мартенсита. Температура нагрева при повторном нагреве предпочтительно устанавливается равной 200°C или выше, потому что, когда она ниже 200°C, отпуск протекает с недостаточной скоростью. Далее, когда температура нагрева превышает 620°C, прочность стального листа значительно ухудшается, так что температура нагрева предпочтительно устанавливается равной 620°C или ниже, и более предпочтительно 550°C или ниже.
[0129] Далее, на высокопрочном горячеоцинкованном стальном листе, охлажденном до комнатной температуры, холодная прокатка в степени обжатия 3,00% или менее (корректирующее вращение) может также быть выполнена для исправления его формы.
[0130] Далее высокопрочный горячеоцинкованный стальной лист, полученный вышеописанным способом, может подвергаться процессу формирования пленки покрытия на основе фосфорной кислоты, для того чтобы сформировать пленку покрытия из оксидов фосфора и/или композитных оксидов, содержащих фосфор. Пленка покрытия из оксидов фосфора и/или композитных оксидов, содержащих фосфор, может функционировать как смазка при обработке высокопрочного горячеоцинкованного стального листа, и может защитить плакирующий слой, сформированный на поверхности основного стального листа.
[0131] В соответствии с этим вариантом осуществления, объясненным выше, поскольку горячеоцинкованный стальной лист использует лист высокопрочной стали в качестве основного материала, возможно получить высокопрочный горячеоцинкованный стальной лист, который имеет превосходное сопротивление замедленному разрушению и имеет небольшую анизотропию сопротивления замедленному разрушению (в частности, анизотропия сопротивления замедленному разрушению в поверхности, параллельной поверхности листа (поверхности прокатки) (плоскостная анизотропия)) несмотря на то что он является тонким листом, без ухудшения податливости и прочности. Таким образом, даже когда высокопрочный горячеоцинкованный стальной лист используется для изготовления высоконагруженного элемента, может быть обеспечена высокая безопасность, а риск того, что высокопрочный горячеоцинкованный стальной лист подвергнется ограничениям с точки зрения конструкции и обработки, является небольшим, и таким образом возможно увеличить степень свободы в конструкции и обработке с тем, чтобы расширить область применения высокопрочного горячеоцинкованного стального листа.
Следует отметить, что вышеописанный вариант осуществления просто иллюстрирует конкретный пример осуществления настоящего изобретения, и техническая область охвата настоящего изобретения не должна рассматриваться как ограниченная этим вариантом осуществления. Таким образом, настоящее изобретение может быть осуществлено в различных формах без отступления от его технического духа или его главных особенностей.
Пример
[0132] Далее настоящее изобретение будет объяснено конкретно с помощью примеров. В данном случае примеры, приведенные ниже, должны иллюстрировать конкретные эффекты настоящего изобретения, и является очевидным, что условия, описанные в примерах, не ограничивают техническую область охвата настоящего изобретения.
[0133] Слябы, имеющие химические составы A-Z, AA-AG, показанные в Таблице 1 и Таблице 2, отливались в соответствии с обычным способом. Сразу же после отливки с использованием условий, показанных в Экспериментальных примерах 1-123 в Таблицах 3-7, слябы подвергали нагреву, затем горячей прокатке, а затем охлаждению (первому охлаждению и второму охлаждению), и горячекатаные стальные листы, каждый, сматывали в рулоны. После этого каждый горячекатаный стальной лист подвергали холодной прокатке до тех пор, пока холоднокатаный стальной лист не приобретал толщину листа 1,4 мм.
Полученные холоднокатаные стальные листы в Экспериментальных примерах 1-128, каждый, были отожжены при условиях, показанных в Таблицах 8-12 (их нагревали до максимальной температуры нагрева, а затем охлаждали посредством первого охлаждения и второго охлаждения), после чего были подвергнуты горячему цинкованию, а затем были охлаждены до температуры 150°C или ниже в качестве третьего охлаждения с использованием линии непрерывного отжига и нанесения гальванопокрытий. В данном случае в качестве линии непрерывного отжига и нанесения гальванопокрытий использовали линию, имеющую зону предварительного нагрева, зону восстановления и зону металлизации (печь горячего цинкования).
[0134] Далее, в некоторых примерах (сталь типа GA) из Экспериментальных примеров 1-128 печь легирования была расположена на линии непрерывного отжига и нанесения гальванопокрытий после печи горячего цинкования, и легирующую обработку плакирующего слоя выполняли после горячего цинкования. Что касается других типов стали (сталь типа GI), легирующую обработку плакирующего слоя после горячего цинкования не выполняли, либо температуру легирующей обработки устанавливали ниже 470°C, и изготавливали горячеоцинкованные стальные листы (GI), каждый из которых имел нелегированный плакирующий слой.
Далее, в некоторых примерах из Экспериментальных примеров 1-128 после второго охлаждения на этапе отжига был выполнен процесс бейнитного преобразования (процесс выдержки при температуре от 300°C до 470°C), и затем основные стальные листы подавали в печь металлизации в зоне металлизации. Однако в Экспериментальном примере 60 из тех примеров, где выполняли процесс бейнитного преобразования, процесс бейнитного преобразования был выполнен после горячего цинкования. В данном случае в каждом из примеров, где выполняли процесс бейнитного преобразования и затем основной стальной лист подавали в ванну для нанесения металлического покрытия, после процесса бейнитного преобразования (процесса выдержки) основной стальной лист подвергали небольшому повторному нагреву, и лишь после этого подавали в ванну для нанесения металлического покрытия.
Далее, в некоторых примерах из Экспериментальных примеров 1-128 после металлизации (после легирующей обработки в случае выполнения легирующей обработки) в качестве третьего охлаждения горячеоцинкованные стальные листы (включая легированные горячеоцинкованные стальные листы) охлаждали до температуры 150°C или ниже, после чего их подвергали этапу отпуска.
Аналогичным образом в некоторых примерах из Экспериментальных примеров 1-128 после металлизации (после легирующей обработки в случае выполнения легирующей обработки) в качестве третьего охлаждения горячеоцинкованные стальные листы (включая легированные горячеоцинкованные стальные листы), каждый, охлаждали до температуры 150°C или ниже, после чего охлажденные горячеоцинкованные стальные листы (включая легированные горячеоцинкованные стальные листы) подвергали корректирующей холодной прокатке.
[0135] Что касается каждого из полученных горячеоцинкованных стальных листов (включая легированные горячеоцинкованные стальные листы) Экспериментальных примеров 1-128, микроструктура основного стального листа (объемная доля каждой фазы, объемная доля нерекристаллизованного феррита в ферритовой фазе, отношение диаметра зерна феррита в направлении прокатки к диаметру зерна феррита в направлении ширины листа d(RD)/d(TD), отношение длины твердой структуры островной формы в направлении прокатки к длине твердой структуры островной формы в направлении ширины листа L(RD)/L(TD), а также отношение интенсивности случайных рентгеновских лучей для объемно-центрированного кубического железа, толщина поверхностного слоя (обезуглероженного слоя) основного стального листа, и плотность и размер (средний диаметр зерна) оксидов в поверхностном слое (обезуглероженном слое) основного стального листа были измерены с помощью вышеописанных способов. Эти результаты показаны в Таблицах 13-21.
[0136] Далее, для каждого из горячеоцинкованных стальных листов Экспериментальных примеров 1-128 в качестве оценки их характеристик выполняли их внешний осмотр, испытание на растяжение и испытание на отшелушивание металлизирующего покрытия, затем в качестве оценки их сопротивления замедленному разрушению выполняли испытание на стойкость к солевому туману, и в качестве оценки их анизотропии сопротивления замедленному разрушению проверяли отношение значения предельного содержания диффундирующего водорода в направлении прокатки к значению предельного содержания диффундирующего водорода в направлении ширины листа. Эти результаты показаны в Таблицах 13-21.
При этом использовали следующие способы соответствующих оценочных испытаний.
[0137] [Внешний осмотр]
Каждый горячеоцинкованный стальной лист (включая легированные горячеоцинкованные стальные листы), изготовленный с помощью вышеописанных процедур, был подвергнут внешнему осмотру. При этом визуально определялись видимые дефекты металлизации поверхности стального листа, и результаты этого показаны в Таблицах 13-21 как “ ” и “×”. В данном случае “×” в Таблицах 13-21 указывает на то, что стальной лист имеет видимые дефекты металлизации поверхности стального листа с диаметром 0,5 мм или более, которые выходят за пределы диапазона допустимого внешнего вида, а “” указывает на то, что стальной лист имеет практически допустимый внешний вид.
” и “×”. В данном случае “×” в Таблицах 13-21 указывает на то, что стальной лист имеет видимые дефекты металлизации поверхности стального листа с диаметром 0,5 мм или более, которые выходят за пределы диапазона допустимого внешнего вида, а “” указывает на то, что стальной лист имеет практически допустимый внешний вид.
[0138] [Испытание на отшелушивание металлизирующего покрытия]
Каждый из стальных листов, изготовленных с помощью вышеописанных процедур, был подвергнут испытанию на отшелушивание металлизирующего покрытия в соответствии с описанием, приведенным в Непатентной литературе 2, для того, чтобы оценить адгезию металлизирующего покрытия во время обработки, которая добавляет сжимающее напряжение к стальному листу. Конкретно, для каждого из стальных листов выполняли испытание на V-образный изгиб под углом 60° в соответствии с методикой испытания на изгиб металлических материалов, описанной в японском стандарте JIS Z 2248, изготавливали образец для испытания, а затем клейкую целлофановую ленту наносили на внутреннюю сторону загнутой части образца для испытания, после чего клейкую целлофановую ленту удаляли. Затем по состоянию слоя металлизации, удаленного вместе с клейкой целлофановой лентой, оценивали адгезию металлизирующего покрытия, и результаты показаны в Таблицах 13-21 как “ ” и “×”. Здесь “×” в Таблицах 13-21 означает практически недопустимый стальной лист, у которого ширина отшелушивания металлизирующего покрытия составляет 7,0 мм или более. “” указывает на то, что стальной лист имеет практически допустимую адгезию металлизирующего покрытия.
” и “×”. Здесь “×” в Таблицах 13-21 означает практически недопустимый стальной лист, у которого ширина отшелушивания металлизирующего покрытия составляет 7,0 мм или более. “” указывает на то, что стальной лист имеет практически допустимую адгезию металлизирующего покрытия.
[0139] [Свойство растяжимости]
Каждый из стальных листов Экспериментальных примеров был обработан для того, чтобы получить образцы №5 для испытания, описанного в японском стандарте JIS Z 2201. Для полученных образцов были измерены предел прочности (МПа) и полное удлинение (%) в соответствии с методикой испытаний, описанной в японском стандарте JIS Z 2241, после чего был измерен предел текучести (МПа) в соответствии с методикой испытаний, описанной в японском стандарте JIS Z 0202. Далее, что касается значения n (коэффициента деформационного упрочнения), по результатам испытания на растяжение были взяты номинальные усилия в точке номинального напряжения 3% и в точке номинального напряжения 7%, и номинальные усилия и номинальные напряжения были преобразованы в истинные усилия σ3% и σ7% и истинные напряжения ε3% и ε7%, и значение n (коэффициент деформационного упрочнения) было получено в соответствии со следующим выражением:
{n=log(σ7%/σ3%)/log(ε7%/ε3%)}
Однако для стального листа с однородным удлинением менее 7% значение n (коэффициент деформационного упрочнения) было получено в соответствии с вышеописанным выражением по двум точкам: точке номинального напряжения 3%; и точке максимального напряжения при растяжении.
[0140] Дополнительно к этому, сопротивление замедленному разрушению и анизотропия сопротивления замедленному разрушению были измерены и оценены с помощью вышеописанных способов.
[0141]
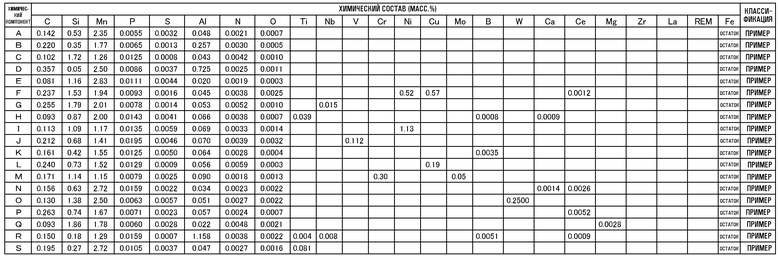
[0142]
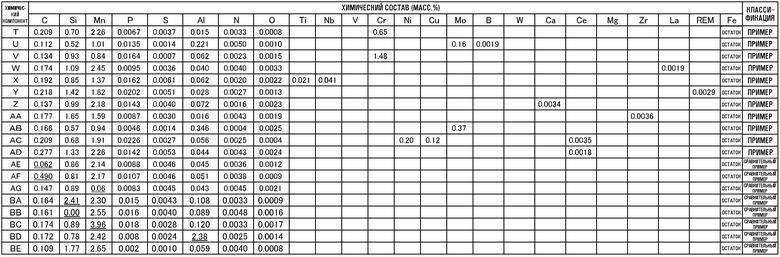
[0143]
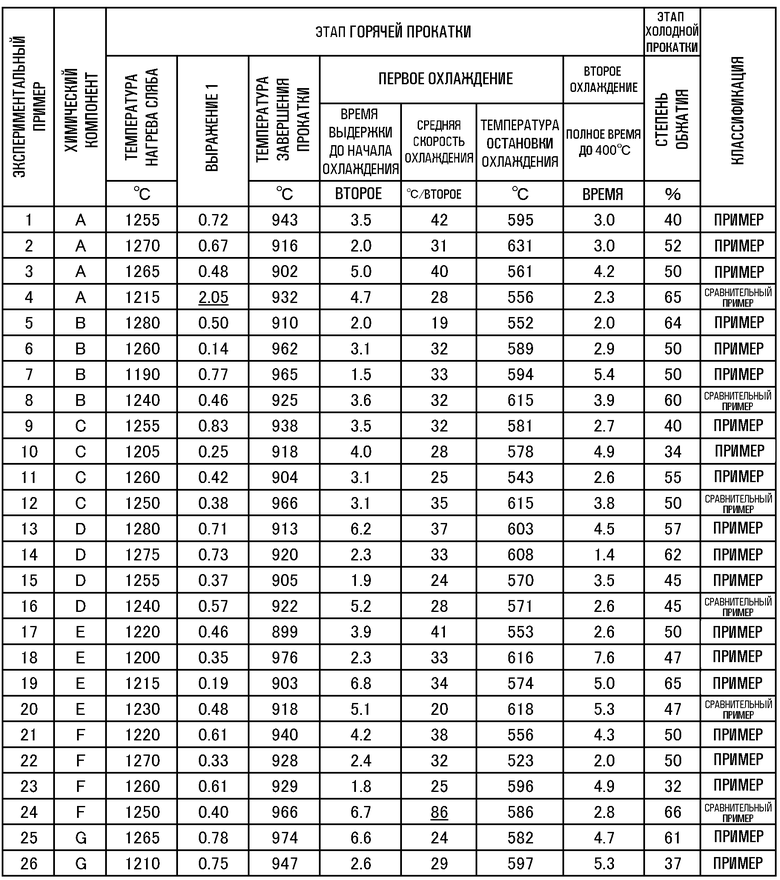
[0144]
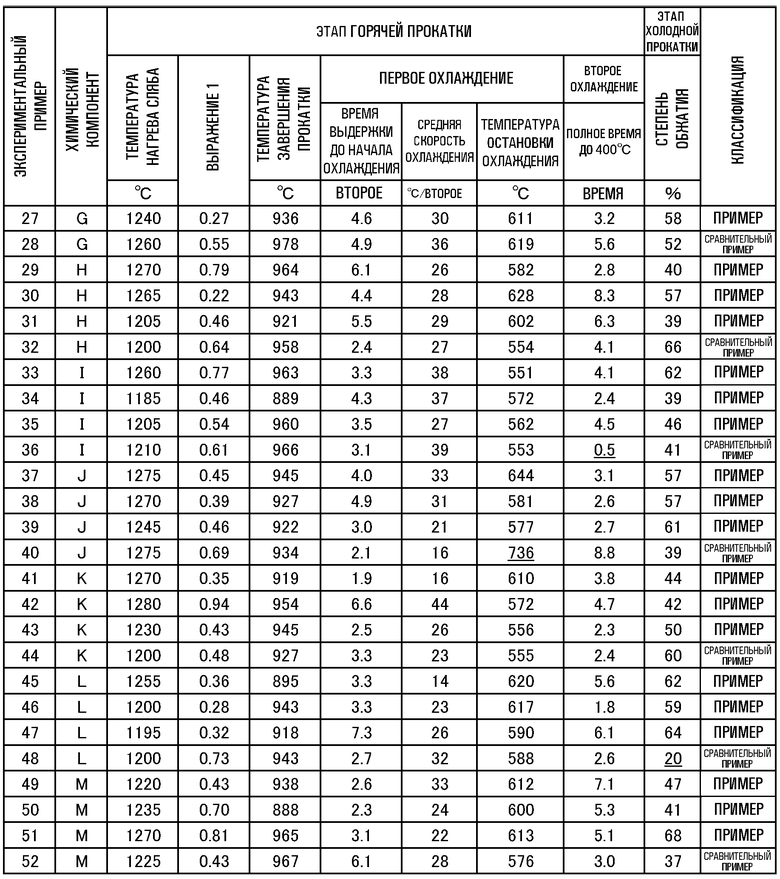
[0145]
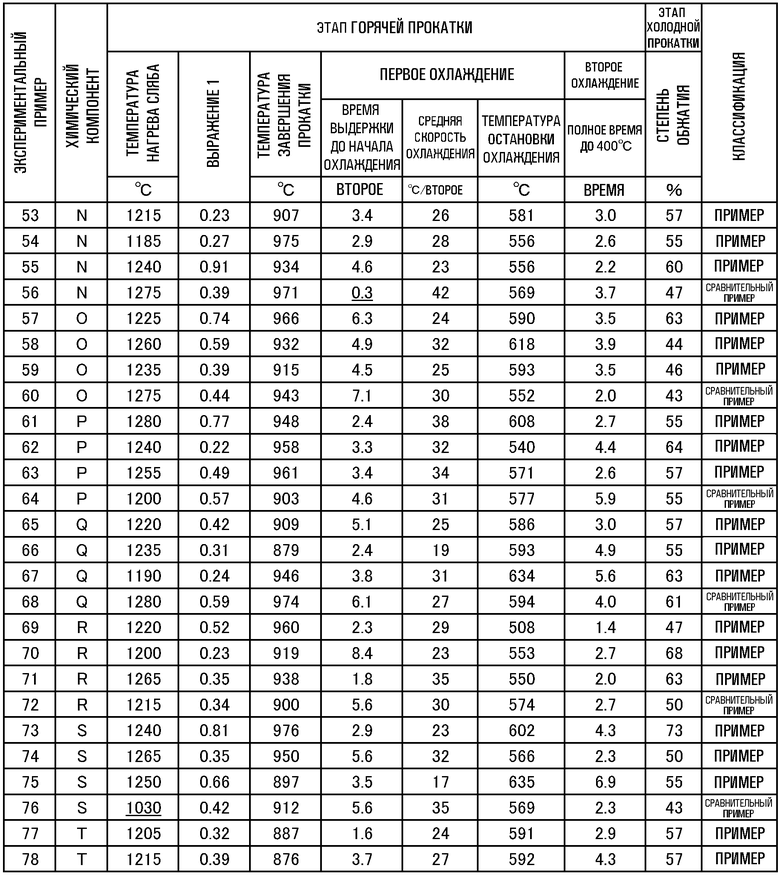
[0146]
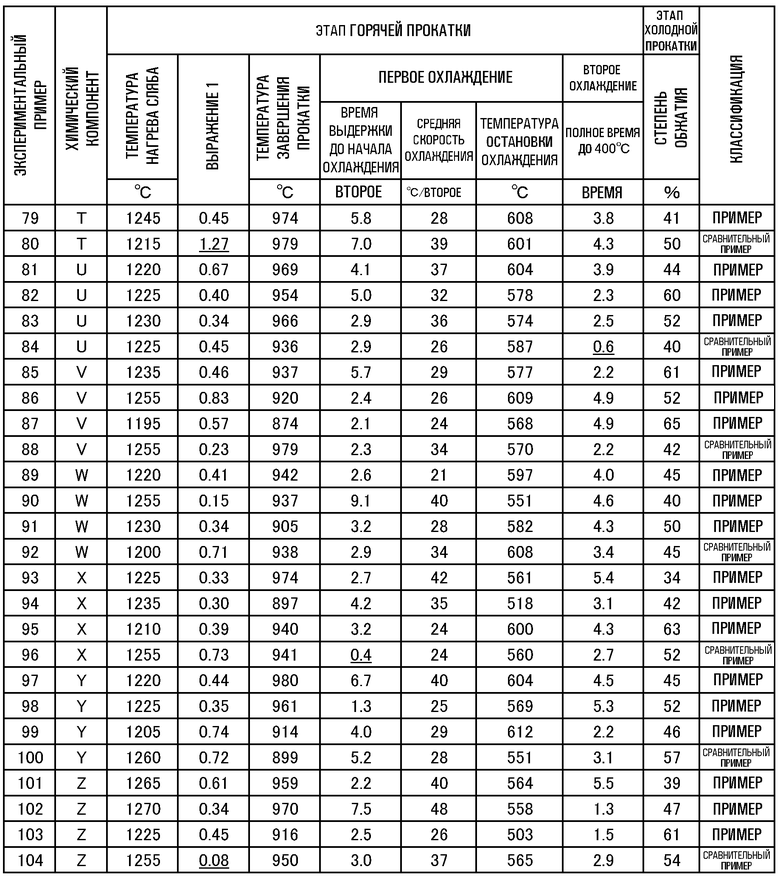
[0147]

[0148]
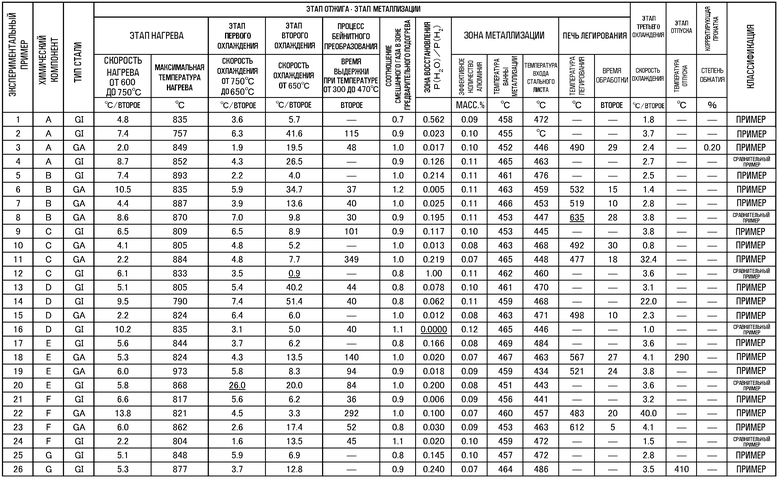
[0149]
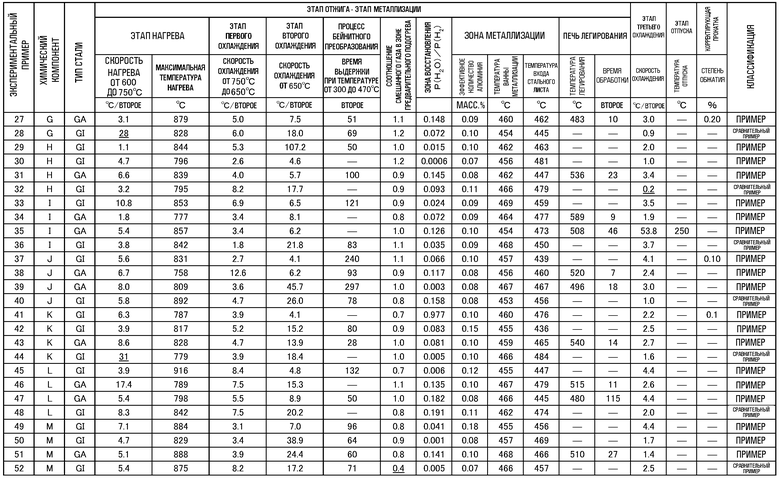
[0150]
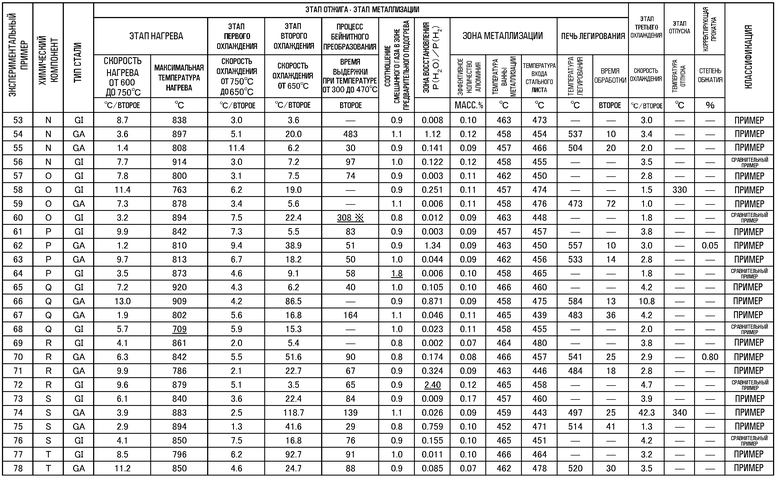
[0151]
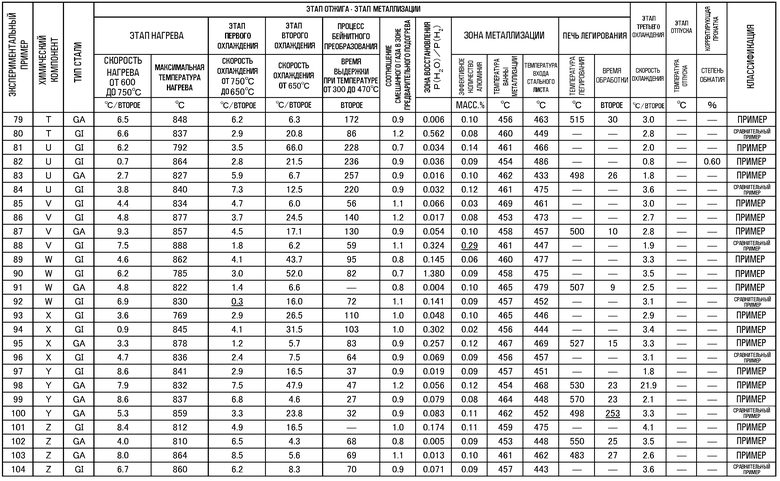
[0152]

[0153]
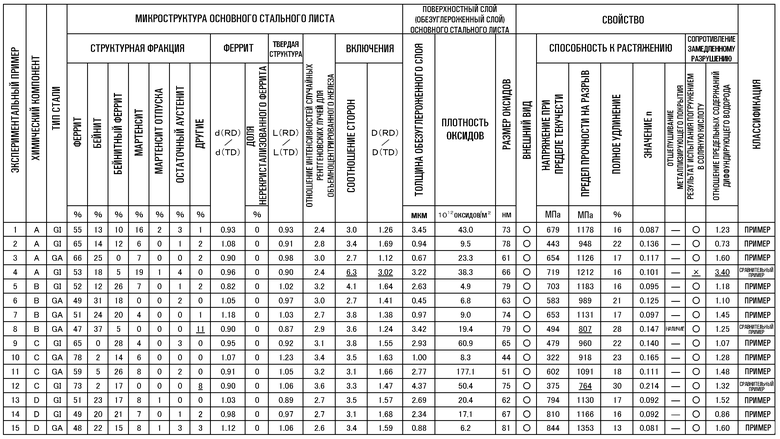
[0154]
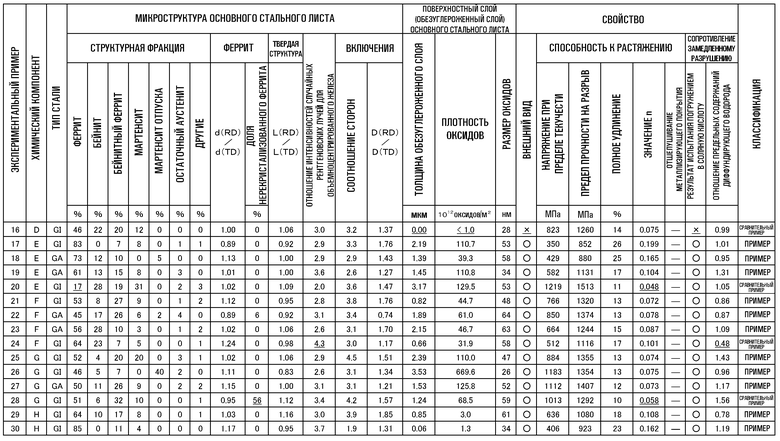
[0155]
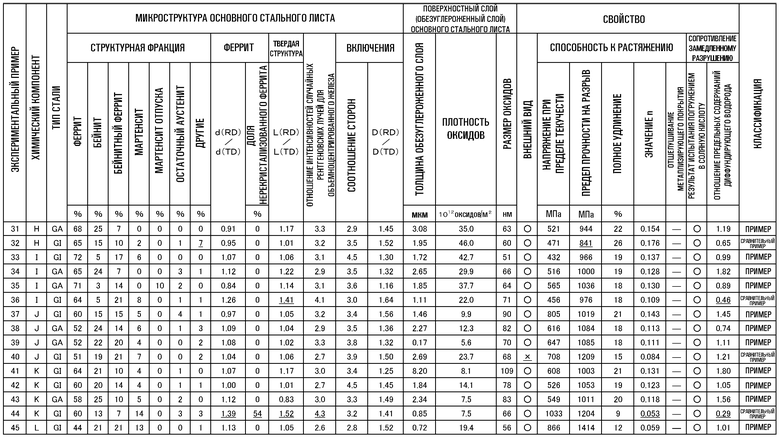
[0156]
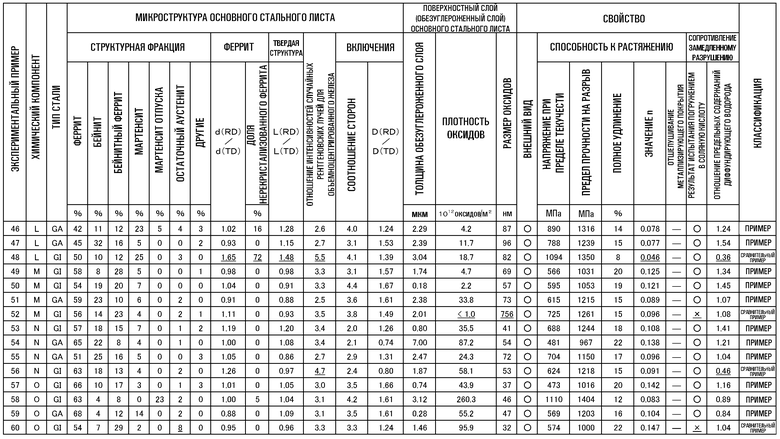
[0157]

[0158]
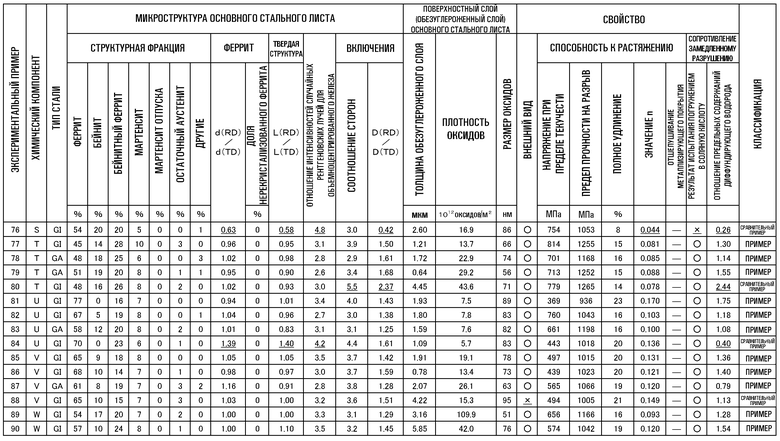
[0159]
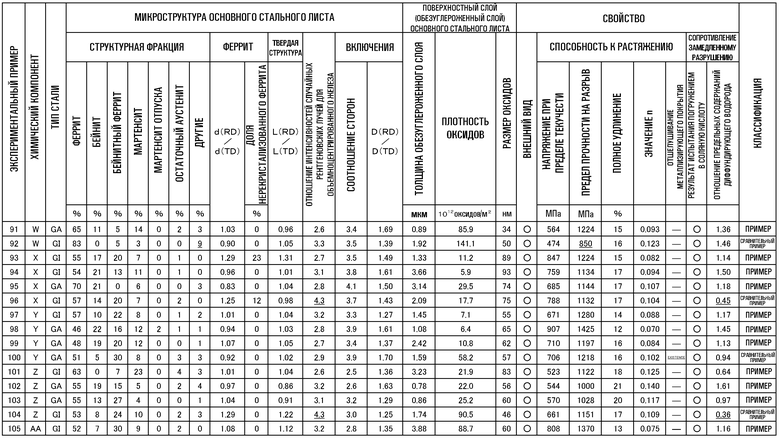
[0160]

[0161]
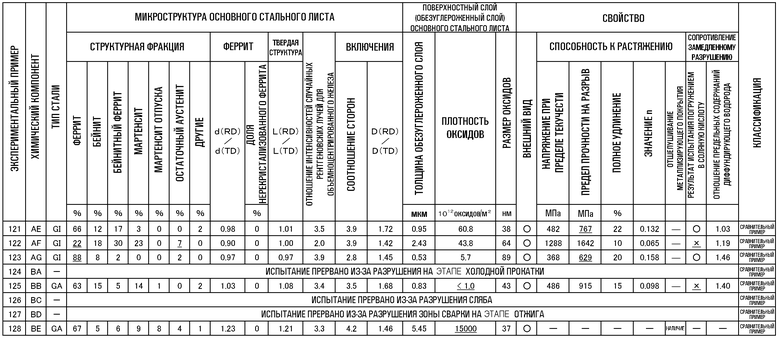
[0162] Как видно из Таблиц 13-21, в горячеоцинкованных стальных листах примеров настоящего изобретения, в которых химический состав основного стального листа находится в диапазоне, предписываемом настоящим изобретением, и микроструктура основного стального листа которых удовлетворяет условиям, предписываемым настоящим изобретением, и, кроме того, толщина обезуглероженного слоя и характер оксидов в обезуглероженном слое находятся в диапазонах, предписываемых настоящим изобретением (Экспериментальные примеры 1-3, 5-7, 9-11, 13-15, 17-19, 21-23, 25-27, 29-31, 33-35, 37-39, 41-43, 45-47, 49-51, 53-55, 57-59, 61-63, 65-67, 69-71, 73-75, 77-79, 81-83, 85-87, 89-91, 93-95, 97-99, 101-103, 105-107, 109-111, 113-115 и 117-119), было подтверждено, что сопротивление замедленному разрушению, оцененное с помощью испытания на стойкость к солевому туману, является превосходным, анизотропия сопротивления замедленному разрушению, оцененная с помощью отношения значений предельного содержания диффундирующего водорода в соответствующих направлениях, является небольшой, и, кроме того, обеспечиваются высокая прочность и высокая податливость, значение n также является высоким, обрабатываемость является превосходной, и дополнительно качество внешнего вида является хорошим, и сопротивление отшелушиванию слоя металлизации также является хорошим.
[0163] В отличие от этого, в сравнительных примерах, в которых любое одно или более из условий отклонялись от диапазона/диапазонов, предписываемых настоящим изобретением, одна или более характеристик из соответствующих вышеописанных характеристик были неудовлетворительными.
А именно, экспериментальный пример 121 является сравнительным примером, использующим основной стальной лист, имеющий слишком маленькое содержание углерода, и в этом случае прочность была недостаточной. Экспериментальный пример 122 является сравнительным примером, использующим основной стальной лист, имеющий слишком большое содержание углерода, и в этом случае сопротивление замедленному разрушению ухудшилось. Экспериментальный пример 123 является сравнительным примером, использующим основной стальной лист, имеющий слишком маленькое содержание марганца, и в этом случае прочность была недостаточной.
[0164] Экспериментальный пример 124 является сравнительным примером, использующим основной стальной лист, имеющий слишком большое содержание кремния, и является примером, в котором основной стальной лист сломался на этапе холодной прокатки, и испытание было прервано. Экспериментальный пример 125 является сравнительным примером, использующим основной стальной лист, имеющий слишком маленькое содержание кремния, и в этом случае плотность оксидов в обезуглероженном слое была маленькой, и сопротивление замедленному разрушению ухудшилось. Экспериментальный пример 126 является сравнительным примером, использующим основной стальной лист, имеющий слишком большое содержание марганца, и является примером, в котором сляб сломался между завершением литья и выполнением этапа горячей прокатки, и испытание было прервано. Экспериментальный пример 127 является сравнительным примером, использующим основной стальной лист, имеющий слишком большое содержание алюминия, и является примером, в котором на этапе непрерывного отжига, зона, сваренная с предыдущим стальным листом, сломалась, и испытание было прервано.
[0165] Что касается остальных сравнительных примеров, кроме Экспериментальных примеров 121-127, описанных выше, химический состав основного стального листа находился в диапазоне, предписываемом настоящим изобретением, но, во-первых, Экспериментальный пример 4 является сравнительным примером, в котором условия горячей прокатки находились за пределами диапазона, предписанного Выражением 1 (в данном случае был превышен верхний предел Выражения 1), и в этом случае соотношение сторон включений в основной стальной лист стало большим, и, таким образом, сопротивление замедленному разрушению ухудшилось, и анизотропия сопротивления замедленному разрушению также стала большой.
[0166] Далее, Экспериментальный пример 8 является сравнительным примером, в котором температура легирующей обработки плакирующего слоя металлизации была слишком высокой, и в этом случае прочность стала недостаточной, и сопротивление отшелушиванию плакирующего слоя ухудшилось.
[0167] Экспериментальный пример 12 является сравнительным примером, в котором средняя скорость охлаждения на этапе второго охлаждения в процессе охлаждения этапа отжига основного стального листа была слишком маленькой, и в этом случае прочность стала недостаточной.
[0168] Экспериментальный пример 16 является сравнительным примером, в котором в зоне восстановления этапа отжига значение отношения P(H2O)/P(H2) парциальных давлений водяного пара P(H2O) и водорода P(H2) было слишком маленьким, и в этом случае обезуглероженный слой по существу не был сформирован, и, таким образом, сопротивление замедленному разрушению ухудшилось, а внешний вид стал неудовлетворительным.
[0169] Экспериментальный пример 20 является сравнительным примером, в котором скорость первого охлаждения на этапе отжига основного стального листа была слишком большой, и в этом случае прочность стала недостаточной.
[0170] Экспериментальный пример 24 является сравнительным примером, в котором скорость первого охлаждения на этапе горячей прокатки основного стального листа была слишком большой, и в этом случае отношение случайных интенсивностей объемно-центрированного кубического железа было большим, и степень отклонения кристаллических зерен стала большой, и, таким образом, анизотропия сопротивления замедленному разрушению стала большой.
[0171] Экспериментальный пример 28 является сравнительным примером, в котором скорость увеличения температуры на этапе отжига основного стального листа была слишком большой, и в этом случае доля нерекристаллизованного феррита в феррите была слишком большой, так что значение n уменьшилось, и обрабатываемость ухудшилась.
[0172] Экспериментальный пример 32 является сравнительным примером, в котором средняя скорость охлаждения стального листа на этапе третьего охлаждения после металлизации на этапе металлизации была слишком маленькой, и в этом случае прочность стала недостаточной.
[0173] Экспериментальный пример 36 является сравнительным примером, в котором время выдержки во втором охлаждении на этапе горячей прокатки основного стального листа было слишком коротким, и в этом случае твердые структуры островной формы в основном стальном листе были расширены в направлении прокатки, и, таким образом, анизотропия сопротивления замедленному разрушению стала большой.
[0174] Экспериментальный пример 40 является сравнительным примером, в котором температура остановки первого охлаждения на этапе горячей прокатки основного стального листа была слишком высокой, и в этом случае внешний вид листа стал неудовлетворительным.
[0175] Экспериментальный пример 44 является сравнительным примером, в котором скорость увеличения температуры на этапе отжига основного стального листа была слишком большой, и в этом случае было установлено, что содержание нерекристаллизованного феррита увеличивается, твердые структуры островной формы приобретают форму, расширенную в направлении прокатки, и дополнительно степень отклонения кристаллов также становится большой, и, таким образом, анизотропия сопротивления замедленному разрушению становится большой, значение n уменьшается, и обрабатываемость ухудшается.
[0176] Экспериментальный пример 48 является сравнительным примером, в котором степень обжатия холодной прокатки в процессе изготовления основного стального листа была слишком маленькой, и в этом случае было найдено, что содержание нерекристаллизованного феррита увеличивается, твердые структуры островной формы приобретают форму, расширенную в направлении прокатки, и дополнительно степень отклонения кристалла также становится большой, и, таким образом, анизотропия сопротивления замедленному разрушению становится большой, значение n также уменьшается, и обрабатываемость ухудшается.
[0177] Экспериментальный пример 52 является сравнительным примером, в котором соотношение смешанного газа в зоне предварительного нагрева на этапе отжига основного стального листа было слишком низким, и в этом случае оксиды в обезуглероженном слое стали крупнозернистыми, и в то же самое время их плотность стала слишком маленькой, и, таким образом, сопротивление замедленному разрушению ухудшилось.
[0178] Экспериментальный пример 56 является сравнительным примером, в котором время ожидания (время выдержки) до начала первого охлаждения после завершения горячей прокатки на этапе горячей прокатки основного стального листа было слишком коротким, и в этом случае степень отклонения ориентаций кристаллов основного стального листа стала большой, и, таким образом, анизотропия сопротивления замедленному разрушению также стала большой.
[0179] Экспериментальный пример 60 является сравнительным примером, в котором процесс бейнитного преобразования (процесс выдержки) был выполнен после горячего цинкования, и в этом случае ухудшилось сопротивление замедленному разрушению.
[0180] Экспериментальный пример 64 является сравнительным примером, в котором вышеописанное значение воздушного коэффициента было слишком высоким, и в этом случае толщина обезуглероженного слоя стала слишком большой, что вызвало недостаток прочности и неудовлетворительный внешний вид листа.
[0181] Экспериментальный пример 68 является сравнительным примером, в котором максимальная температура нагрева на этапе отжига основного стального листа была слишком низкой, и в этом случае обратное преобразование в аустенит происходило в недостаточной степени, из-за чего оставалось чрезмерное количество феррита, так что прочность стала недостаточной, и дополнительно обрабатываемость также ухудшилась.
[0182] Экспериментальный пример 72 является сравнительным примером, в котором в зоне восстановления этапа отжига основного стального листа значение отношения P(H2O)/P(H2) парциальных давлений водяного пара P(H2O) и водорода P(H2) было слишком большим, и в этом случае обезуглероженный слой получился слишком толстым, что вызвало недостаток прочности.
[0183] Экспериментальный пример 76 является сравнительным примером, в котором температура нагрева сляба во время изготовления основного стального листа была слишком низкой, и в этом случае анизотропия структуры стального листа стала большой, и, таким образом, сопротивление замедленному разрушению ухудшилось, анизотропия сопротивления замедленному разрушению также стала большой, и дополнительно обрабатываемость также ухудшилась.
[0184] Экспериментальный пример 80 является сравнительным примером, в котором условия горячей прокатки основного стального листа находились за пределами диапазона, предписанного Выражением 1 (в данном случае был превышен верхний предел Выражения 1), и в этом случае соотношение сторон включений в основном стальном листе стало большим, и, таким образом, анизотропия сопротивления замедленному разрушению стала большой.
[0185] Экспериментальный пример 84 является сравнительным примером, в котором время выдержки при втором охлаждении на этапе горячей прокатки основного стального листа было слишком коротким, и в этом случае форма твердых структур островной формы в основном стальном листе была расширена в направлении прокатки, и степень отклонения всей структуры стали также стала большой, и, таким образом, анизотропия сопротивления замедленному разрушению стала большой.
[0186] Экспериментальный пример 88 является сравнительным примером, в котором эффективное количество алюминия в ванне горячего цинкования было слишком большим, что вызвало неудовлетворительный внешний вид листа.
[0187] Экспериментальный пример 92 является сравнительным примером, в котором скорость первого охлаждения на этапе отжига основного стального листа была слишком маленькой, и в этом случае прочность стала недостаточной.
[0188] Экспериментальный пример 96 является сравнительным примером, в котором время ожидания (время выдержки) до начала первого охлаждения после завершения горячей прокатки на этапе горячей прокатки основного стального листа было слишком коротким, и в этом случае соотношение сторон включений основного стального листа стало большим, и, таким образом, анизотропия сопротивления замедленному разрушению также стала большой.
[0189] Экспериментальный пример 100 является сравнительным примером, в котором продолжительность легирующей обработки после горячего цинкования была слишком большой, и в этом случае сопротивление отшелушиванию плакирующего слоя ухудшилось.
[0190] Экспериментальный пример 104 является сравнительным примером, в котором условия горячей прокатки основного стального листа находились за пределами диапазона, предписанного Выражением 1 (в данном случае они выходили за нижнее предельное значение Выражения 1), и в этом случае степень отклонения структуры основного стального листа стала большой, и анизотропия сопротивления замедленному разрушению также стала большой.
[0191] Экспериментальный пример 108 является сравнительным примером, в котором эффективное количество алюминия в ванне горячего цинкования было слишком малым, и в этом случае сопротивление отшелушиванию плакирующего слоя ухудшилось.
[0192] Экспериментальный пример 112 является сравнительным примером, в котором температура остановки охлаждения первого охлаждения на этапе горячей прокатки основного стального листа была слишком низкой, и в этом случае степень отклонения структуры стального листа стала большой, и твердые структуры островной формы расширились в направлении прокатки, и, таким образом, анизотропия сопротивления замедленному разрушению стала большой.
[0193] Экспериментальный пример 116 является сравнительным примером, в котором условия горячей прокатки основного стального листа находились за пределами диапазона, предписанного Выражением 1 (в данном случае они выходили за нижнее предельное значение Выражения 1), и в этом случае степень отклонения структуры стального листа стала большой, и, таким образом, анизотропия сопротивления замедленному разрушению стала большой.
[0194] В Экспериментальном примере 120 степень обжатия холодной прокатки в процессе изготовления основного стального листа была слишком большой, и степень отклонения структуры стального листа стала большой, и, таким образом, анизотропия сопротивления замедленному разрушению также стала большой.
Экспериментальный пример 128 является примером, в котором значение вышеописанного воздушного коэффициента в зоне окислительной обработки было слишком большим, и, таким образом, плотность оксидов в обезуглероженном слое стала чрезмерно высокой, и адгезия металлизации чрезвычайно ухудшилась, и, таким образом, испытание на растяжение и тест оценки сопротивления замедленному разрушению были остановлены.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0195] Настоящее изобретение может быть подходящим образом применено к элементам, подвергаемым горячему цинкованию и обработке, такой как изгиб, и используемым затем при больших нагрузках, требующих высокой прочности, таким как, например, структурные элементы и элементы, увеличивающие жесткость конструкции автомобилей, строительных машин и так далее, и в частности, может быть применено к тем элементам, в которых необходимо избежать возникновения замедленного разрушения. Однако формы применения настоящего изобретения не ограничиваются этим.
Изобретение относится к горячекатаным оцинкованным листам. Высокопрочный горячеоцинкованный стальной лист, содержит лист из стали, содержащей, в маc.%: С от 0,075 до 0,400, Si от 0,01 до 2,00, Mn от 0,80 до 3,50, Р от 0,0001 до 0,100, S от 0,0001 до 0,0100, Al от 0,001 до 2,00, О от 0,0001 до 0,0100, N от 0,0001 до 0,0100, железо и неизбежные примеси - остальное, и горячеоцинкованный слой, сформированный на поверхности стального листа. При этом в диапазоне от 1/8 до 3/8 толщины стального листа, центром которого является 1/4 толщины стального листа от поверхности стального листа, структура стального листа содержит от 40 об.% до 90 об.% ферритовой фазы, фазу остаточного аустенита, составляющую 5 об.% или менее, а отношение нерекристаллизованного феррита ко всей ферритовой фазе составляет 50 об.% или менее. Отношение диаметров кристаллических зерен в ферритовой фазе в упомянутом стальном листе составляет от 0,75 до 1,33. Упомянутое отношение диаметров кристаллических зерен определено как отношение среднего диаметра зерен упомянутой фазы в направлении прокатки к среднему диаметру зерен упомянутой фазы в направлении ширины листа, а отношение длин твердых структур, диспергированных в виде островков в ферритовой фазе, составляет от 0,75 до 1,33. Упомянутое отношение длин твердых структур определено как средняя длина упомянутых структур в направлении прокатки к средней длине упомянутых структур в направлении ширины листа, и дополнительно среднее соотношение сторон включений, содержащихся в стальном листе, составляет от 1,0 до 5,0. Поверхностный слой стального листа выполнен в виде обезуглероженного слоя, имеющего толщину от 0,01 до 10,0 мкм, при этом средний диаметр зерен оксидов в обезуглероженном слое составляет от 30 до 500 нм, а средняя плотность оксидов в обезуглероженном слое находится в диапазоне от 1,0×1012 оксидов/м2 до 1,0×1016 оксидов/м2. Технический результат заключается в повышении сопротивления замедленному разрушению листа. 2 н. и 9 з.п. ф-лы, 21 табл.
1. Высокопрочный горячеоцинкованный стальной лист, имеющий повышенное сопротивление замедленному разрушению, содержащий лист, выполненный из стали, содержащей, в маc.%:
С от 0,075 до 0,400
Si от 0,01 до 2,00
Mn от 0,80 до 3,50
Р от 0,0001 до 0,100
S от 0,0001 до 0,0100
Al от 0,001 до 2,00
О от 0,0001 до 0,0100
N от 0,0001 до 0,0100
железо и неизбежные примеси - остальное,
горячеоцинкованный слой, сформированный на поверхности стального листа, при этом в диапазоне от 1/8 до 3/8 толщины стального листа, центром которого является 1/4 толщины стального листа от поверхности стального листа, структура стального листа содержит от 40 об.% до 90 об.% ферритовой фазы, фазу остаточного аустенита, составляющую 5 об.% или менее, а отношение нерекристаллизованного феррита ко всей ферритовой фазе составляет 50 об.% или менее, при этом отношение диаметров кристаллических зерен в ферритовой фазе в упомянутом стальном листе составляет от 0,75 до 1,33, причем упомянутое отношение диаметров кристаллических зерен определено как отношение среднего диаметра зерен упомянутой фазы в направлении прокатки к среднему диаметру зерен упомянутой фазы в направлении ширины листа, а отношение длин твердых структур, диспергированных в виде островков в ферритовой фазе, составляет от 0,75 до 1,33, при этом упомянутое отношение длин твердых структур определено как средняя длина упомянутых структур в направлении прокатки к средней длине упомянутых структур в направлении ширины листа, и дополнительно среднее соотношение сторон включений, содержащихся в стальном листе, составляет от 1,0 до 5,0, при этом поверхностный слой стального листа представляет собой обезуглероженный слой, имеющий толщину от 0,01 до 10,0 мкм, при этом средний диаметр зерен оксидов в обезуглероженном слое составляет от 30 до 500 нм, а средняя плотность оксидов в обезуглероженном слое находится в диапазоне от 1,0×1012 оксидов/м2 до 1,0×1016 оксидов/м2.
2. Высокопрочный горячеоцинкованный стальной лист по п.1, в котором упомянутый стальной лист дополнительно содержит один, два или более элементов, выбранных из, в мас.%:
Cr от 0,01 до 2,00
Ni от 0,01 до 2,00
Cu от 0,01 до 2,00
Мо от 0,01 до 2,00
В от 0,0001 до 0,0100
W от 0,01 до 2,00
3. Высокопрочный горячеоцинкованный стальной лист по п.1, в котором стальной лист дополнительно содержит один, два или более элементов, выбранных из, в мас.%:
Ti от 0,001 до 0,150
Nb от 0,001 до 0,100
V от 0,001 до 0,300
4. Высокопрочный горячеоцинкованный стальной лист по п.1, в котором стальной лист дополнительно содержит один, два или более элементов, выбранных из Са, Се, Mg, Zr, La и REM - редкоземельный элемент суммарно от 0,0001 до 0,0100 мас.%.
5. Высокопрочный горячеоцинкованный стальной лист по п. 1, в котором средний коэффициент деформационного упрочнения (n) в стальном листе в диапазоне полного удлинения от 3% до 7% составляет 0,060 или более.
6. Высокопрочный горячеоцинкованный стальной лист по п.1, в котором значение предельного содержания диффундирующего водорода в стальном листе в направлении прокатки, деленное на значение предельного содержания диффундирующего водорода в направлении ширины листа, находится в диапазоне от 0,5 до 1,5.
7. Высокопрочный горячеоцинкованный стальной лист по п.1, в котором отношение интенсивности случайных рентгеновских лучей в стальном листе для объемно-центрированного кубического железа в положении 1/4 толщины от поверхности составляет 4,0 или менее.
8. Высокопрочный горячеоцинкованный стальной лист по п.1, в котором горячеоцинкованный слой подвергнут легирующей обработке.
9. Способ изготовления высокопрочного горячеоцинкованного стального листа, имеющего повышенное сопротивление замедленному разрушению, включающий этап горячей прокатки сляба, содержащего, в мас.%:
С от 0,075 до 0,400
Si от 0,01 до 2,00
Mn от 0,80 до 3,50
Р от 0,0001 до 0,100
S от 0,0001 до 0,0100
Al от 0,001 до 2,00
О от 0,0001 до 0,0100
N от 0,0001 до 0,0100
железо и неизбежные примеси - остальное,
нагрев до температуры 1080°С или выше, и ведение горячей прокатки, причем общее количество проходов от начала горячей прокатки до конца горячей прокатки устанавливают в N, температуру прокатки (°С) на i-м проходе устанавливают в TPi, а степень обжатия на i-м проходе устанавливают в ri, при этом горячую прокатку осуществляют таким образом, что значения N, TPi и ri удовлетворяют Выражению А:

и заканчивают горячую прокатку, когда температура стального листа находится в диапазоне от 850 до 980°С,
этап первого охлаждения, на котором полное время от конца горячей прокатки до начала охлаждения устанавливают в 1,0 секунду или более, горячекатаный стальной лист подвергают первому охлаждению со скоростью охлаждения не менее чем 5°С/с и не более чем 50°С/с, и останавливают первое охлаждение, когда температура стального листа находится в диапазоне от 500 до 650°С,
этап второго охлаждения после этапа первого охлаждения, на котором стальной лист медленно охлаждают таким образом, что полное время от момента, когда первое охлаждение прекращено до момента, когда температура стального листа становится равной 400°С, составляет один час или более,
этап холодной прокатки стального листа после этапа второго охлаждения, на котором полную степень обжатия устанавливают равной от 30% до 75%,
этап отжига после этапа холодной прокатки, на котором температуру увеличивают таким образом, что средняя скорость увеличения температуры в диапазоне от 600°С до 750°С составляет 20°С/с или менее, при этом холоднокатаный стальной лист нагревают до температуры 750°С или выше, а затем нагретый стальной лист охлаждают таким образом, что средняя скорость охлаждения в диапазоне от 750°С до 650°С составляет от 1,0°С/с до 15,0°С/с, и
этап металлизации, заключающийся в горячем цинковании поверхности стального листа, полученного после этапа отжига.
10. Способ изготовления высокопрочного горячеоцинкованного стального листа по п.9, в котором упомянутый этап отжига и упомянутый этап металлизации выполняют непрерывно на линии непрерывного отжига и металлизации, имеющей зону предварительного нагрева, зону восстановления и зону металлизации, и дополнительно по меньшей мере часть зоны предварительного нагрева устанавливают как зону окислительной обработки, в которой значение воздушного коэффициента, равное объему воздуха, содержащемуся в единице объема смешанного газа, который использован в горелке для нагревания и состоит из воздуха и горючего газа, деленному на объем воздуха, теоретически требуемого для полного сжигания горючего газа, содержащегося в единице объема смешанного газа, составляет от 0,7 до 1,2, и в зоне окислительной обработки в поверхностной части слоя стального листа, полученного после холодной прокатки, образуются оксиды, при этом в зоне восстановления, в которой отношение парциальных давлений Р (H2O)/Р(Н2), равное значению парциального давления паров воды, деленному на парциальное давление водорода, составляет от 0,0001 до 2,0, оксиды восстанавливают, а в зоне металлизации стальной лист, прошедший через зону восстановления, погружают в ванну горячего цинкования с температурой гальванической ванны от 450°С до 470°С и эффективным количеством алюминия в гальванической ванне от 0,01 до 0,18 мас.%, при этом температура стального листа во время входа в гальваническую ванну составляет от 430°С до 490°С, и, обеспечивают горячее цинкование поверхности стального листа.
11. Способ изготовления высокопрочного горячеоцинкованного стального листа по п. 9, который дополнительно включает этап легирующей обработки после упомянутого этапа металлизации для легирования слоя горячего цинкования.
| JP 2011117041 A, 16.06.2011 | |||
| JP 2011111675 A, 09.06.2011 | |||
| JP 2011153349 A, 11.08.2011 | |||
| СТАЛЬ С ОЧЕНЬ ВЫСОКОЙ МЕХАНИЧЕСКОЙ ПРОЧНОСТЬЮ, СПОСОБ ПОЛУЧЕНИЯ ЛИСТА ИЗ СТАЛИ С ПОКРЫТИЕМ ИЗ ЦИНКА ИЛИ ЦИНКОВОГО СПЛАВА И ЕГО ПРИМЕНЕНИЕ | 2003 |
|
RU2321667C2 |

