Область техники, к которой относится изобретение
Изобретение относится к листу из текстурированной электротехнической стали со сниженными потерями в железе за счёт модификации магнитного домена термическим напряжением на его поверхности.
Известный уровень техники
Листы из текстурированной электротехнической стали, которые содержат Si и кристаллы в ориентировке (110)[001], обладают подходящими мягкими магнитными свойствами и поэтому широко используются в качестве различных материалов сердечника в коммерческой частотной области. Важным требованием здесь являются потери в железе, обычно выраженные как W17/50 (Вт/кг), то есть потери в случае намагниченности до 1,7 Тл с частотой 50 Гц. Это связано с тем, что использование материала с низким значением W17/50 может значительно снизить потери без нагрузки (потери энергии) в сердечнике трансформатора. Следовательно, потребность в разработке материала с низкими потерями в железе ежегодно увеличивается.
Способы, которые, как известно, эффективны для снижения потерь в железе листа из текстурированной электротехнической стали, включают увеличение содержания Si, уменьшение толщины листа, улучшение ориентировки кристаллов, создание натяжения на стальном листе, сглаживание поверхности стального листа, модификацию зерна микроструктуры вторичной рекристаллизации и модификацию магнитных доменов. Способы модификации магнитных доменов включают способ не термостойкой модификации магнитного домена для формирования канавки или инкорпорирования немагнитного вещества на поверхность стального листа, и способ модификации магнитного домена созданием термического напряжения в стальном листе посредством лазера или электронного пучка.
Например, JP S55-18566A (PTL 1) предлагает способ не термостойкой модификации магнитного домена облучением стального листа после окончательного отжига лазером для введения области с высокой плотностью дислокаций в поверхностном слое стального листа.
Способ модификации магнитного домена с использованием лазерного облучения позже был улучшен для усиления эффекта снижения потерь в железе модификацией магнитного домена (например, JP S63-083227 A (PTL 2), JP H10-204533 A (PTL 3) и JP H11- 279645 A (PTL 4)).
Однако способ не термостойкой модификации магнитного домена для введения линейной термической деформации на поверхности стального листа с помощью лазерного облучения, имеет проблему с большим повреждением изоляционного покрытия вокруг зоны термического воздействия и значительным уменьшением изоляционной способности при использовании стальных листов в шихтованном виде.
Ввиду этой проблемы предложены следующие способы восстановления стального листа, изоляционное покрытие которого нарушено лазерным облучением, для улучшения изоляционной способности: нанесение органического покрытия в JP S56-105421 A (PTL 5); нанесение полу-органического покрытия в JP S56-123325 A (PTL 6); и нанесение неорганического покрытия в JP H04-165022 A (PTL 7).
Раскрытие сущности изобретения
Техническая проблема.
При использовании вышеуказанных различных способов, учитывая, что лазерное облучение после формирования керамической основной плёнки и изоляционного покрытия повреждает покрытие, снова требуется повторное нанесение изоляционного покрытия после стадии лазерного облучения. Добавление такой стадии неизбежно приводит к увеличению стоимости производства. Кроме того, в случае повторного нанесения изоляционного покрытия доля компонентов, отличных от железа, увеличивается. Это снижает коэффициент укладки при использовании стального листа в виде сердечника и ухудшает его характеристики в качестве материала сердечника.
Решение проблемы.
Мы неоднократно изучали способ идеальной модификации магнитного домена, который не повреждает покрытие модификацией магнитного домена термическим напряжением, чтобы предотвратить снижение изолирующей способности и коэффициента укладки.
В результате мы установили следующее: равномерно формируя на поверхности стального листа керамическую основную плёнку, которая прочно присоединяется к стальной подложке, оценивая адгезию поверхности стального листа с помощью теста на царапание рулона непосредственно перед модификацией магнитного домена и выбирая материал, подходящий для модификации магнитного домена, можно предотвратить снижение изоляционной способности из-за повреждения изоляционного покрытия и получить лист из текстурированной электротехнической стали, обладающий подходящими магнитными свойствами без необходимости повторного нанесения покрытия после лазерного облучения.
Изобретение основано на вышеуказанных данных.
В развёрнутой форме мы предлагаем следующее:
1. Лист из текстурированной электротехнической стали, включающий:
стальную подложку;
керамическую основную плёнку; и
изоляционное покрытие,
причём критическое разрушающее сдвиговое напряжение τ между основной плёнкой и стальной подложкой составляет 50 МПа или более.
2. Лист из текстурированной электротехнической стали, в соответствии с 1.,
в котором лист из текстурированной электротехнической стали имеет область не термостойкой модификации магнитного домена, и
в котором ширина термического воздействия w составляет 50 мкм или более и (2τ + 150) мкм или менее, ширина термического воздействия w является шириной участка термического напряжения в области модификации магнитного домена.
3. Способ изготовления листа из текстурированной электротехнической стали, включающий:
горячую прокатку стального материала, содержащего C: 0,10% масс. или менее, Si: 2,0 - 4,5% масс. и Mn: 0,005 - 1,0% масс., для получения горячекатаного листа;
необязательный отжиг горячекатаного листа;
затем холодную прокатку горячекатаного листа однократную, двукратную или многократную с промежуточным отжигом между ними, для получения холоднокатаного листа конечной толщины;
затем проведение обезуглероживающего отжига, который также служит в качестве отжига первичной рекристаллизации холоднокатаного листа, для получения обезуглероженного, отожжённого листа,
затем нанесение отжигового сепаратора с MgO в качестве основного компонента на поверхность обезуглероженного, отожжённого листа.
затем окончательный отжиг обезуглероженного, отожжённого листа; и
нанесение изоляционного покрытия на обезуглероженный, отожжённый лист после окончательного отжига,
причём выполняются следующие условия (1) - (4):
(1) оксиды в слое внутреннего окисления, формирующиеся в качестве поверхности обезуглероженного, отожжённого листа, при измерении пика Af Fe2SiO4 и пика As SiO2 в инфракрасном спектре отражения слоя внутреннего окисления имеют составы, удовлетворяющие отношению пиков Af/As равному 0,4 или менее;
(2) сферический диоксид кремния на глубине 0,5 мкм от поверхности слоя внутреннего окисления имеет средний диаметр 50 - 200 нм;
(3) один или несколько оксидов металлов, выбранных из CuO2, SnO2, MnO2, Fe3O4, Fe2O3, Cr2O3 и TiO2, добавлены в количестве 2 - 30% масс. в отжиговый сепаратор; и
(4) продолжительность повышения температуры от 950°С до 1100°С во время окончательного отжига составляет 10 часов или менее.
4. Способ изготовления листа из текстурированной электротехнической стали в соответствии с 3., дополнительно включающий
выполнение не термостойкой модификации магнитного домена после нанесения изоляционного покрытия для формирования области модификации магнитного домена, имеющей участок термического напряжения,
причём ширина w термического воздействия, которая является шириной участка термического напряжения, составляет 50 мкм или более и (2τ + 150) мкм или менее.
Положительный эффект.
Таким образом, можно изготовить лист из электротехнической стали, обладающий подходящими потерями в железе без дополнительной стадии восстановления, поскольку изолирующая способность поверхности стального листа не повреждается при модификации магнитного домена термическим напряжением. Также возможно предложить трансформатор с малыми потерями энергии, потому что изоляционное покрытие не нужно наносить повторно, и поэтому коэффициент укладки при использовании стального листа в качестве сердечника трансформатора является высоким.
Краткое описание чертежей
На прилагаемых чертежах:
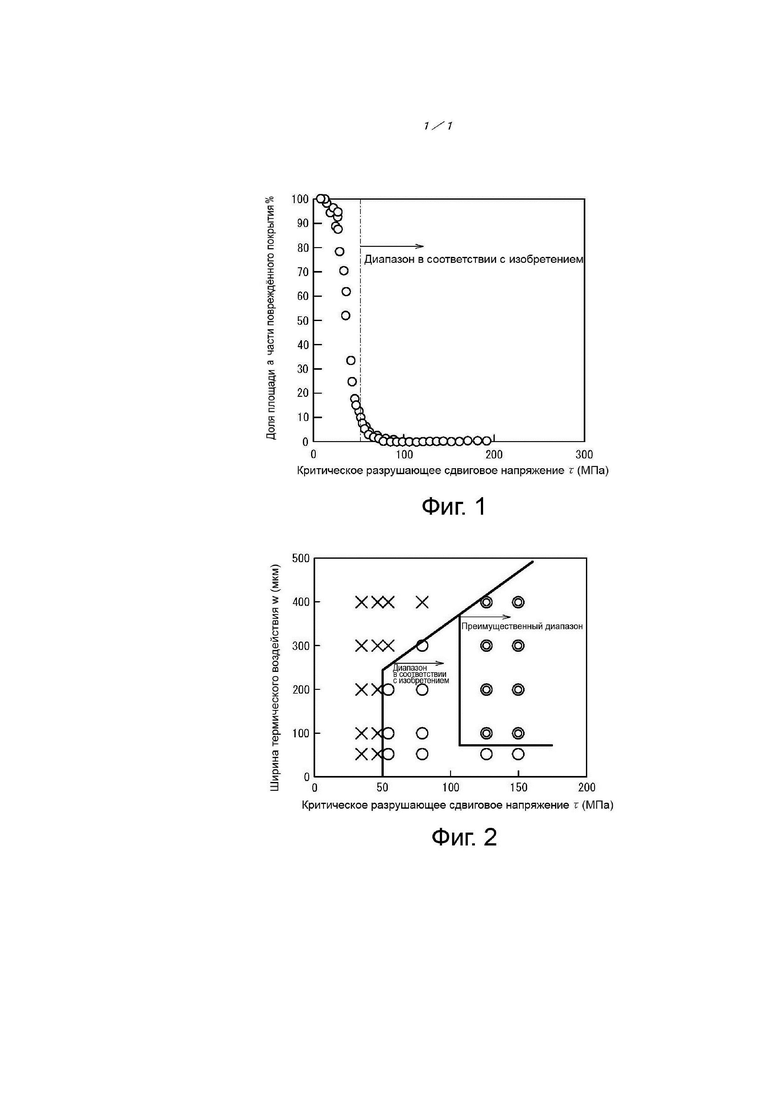
фиг. 1 представляет диаграмму, иллюстрирующую зависимость между критическим разрушающим сдвиговым напряжением τ и отношением доли площади повреждённой части покрытия a; и
фиг. 2 представляет диаграмму, иллюстрирующую влияние критического разрушающего сдвигового напряжения τ и ширины термического воздействия w на повреждение покрытия.
Осуществление изобретения
Одно из раскрытых осуществлений подробно описано ниже.
Химический состав сляба для листа из текстурированной электротехнической стали, используемого в этом осуществлении, может быть в основном таким химическим составом, который обеспечивает вторичную рекристаллизацию. В случае использования ингибитора для ингибирования роста обычного зерна во время вторичной рекристаллизации, например, Al и N добавляют в соответствующих количествах при использовании ингибитора на основе AlN, а Mn и Se и/или S добавляют в соответствующих количествах при использовании ингибитора на основе MnS/MnSe. Оба ингибитора могут использоваться вместе. Предпочтительное содержание Al, N, Mn, S и Se в этом случае составляет в % масс., Al: 0,01 - 0,065%, N: 0,005 - 0,012% Mn: 0,005 - 1,0%, S: 0,005 - 0,03% и Se: 0,005 -0,03%.
В этом осуществлении может быть использован лист из текстурированной электротехнической стали без ингибитора, в котором содержание Al, N, S и Se ограничено. В этом случае содержание Al, N, S и Se предпочтительно ограничено в частях на миллион по массе (млн-1) Al: 100 млн-1 или менее, N: 50 млн-1 или менее, S: 50 млн-1 или менее и Se: 50 млн-1 или менее.
Основные компоненты и необязательно добавленные компоненты предпочтительного сляба для листа из текстурированной электротехнической стали в этом осуществлении подробно описаны ниже. В нижеследующем описании “%” и “млн-1” применительно к стальному листу обозначают % масс. и млн-1 масс., если не указано иное.
C: 0,10% или менее
С добавляют для улучшения микроструктуры горячекатаного листа. Если содержание С превышает 0,10%, трудно уменьшить содержание C до 50 млн-1 или менее, при котором магнитное старение не происходит в процессе изготовления. Поэтому содержание С предпочтительно составляет 0,10% или менее. Нижний предел особо не ограничен, так как материал, не содержащий С, тем не менее может быть вторично рекристаллизован.
Si: 2,0 - 4,5%
Si является элементом, эффективным для повышения электрического сопротивления стали и улучшения потерь в железе. Если содержание Si менее 2,0%, эффект снижения потерь в железе недостаточен. Если содержание составляет Si более 4,5%, обрабатываемость значительно уменьшается и также снижается плотность магнитного потока. Поэтому содержание Si предпочтительно находится в диапазоне 2,0 - 4,5%.
Mn: 0,005 - 1,0%
Mn является элементом, необходимым для достижения подходящей горячей обрабатываемости. Если содержание Mn меньше 0,005%, эффект добавления Mn является слабым. Если содержание Mn превышает 1,0%, снижается плотность магнитного потока конечного листа. Поэтому содержание Mn предпочтительно находится в диапазоне 0,005 - 1,0%.
В дополнение к вышеуказанным основным компонентам следующие элементы могут присутствовать при необходимости в качестве компонентов, улучшающих магнитные свойства.
По меньшей мере, один элемент выбран из Ni: 0,03 - 1,50%, Cr: 0,01 - 0,50%, Sn: 0,01 - 1,50%, Sb: 0,005 - 1,50%, Cu: 0,03 - 3,0%, P: 0,03 - 0,50% и Mo: 0,005 - 0,10%.
Эти элементы полезны для улучшения микроструктуры горячекатаного листа и улучшения магнитных свойств.
Если содержание Ni менее 0,03%, эффект улучшения магнитных свойств низкий. Если держание Ni превышает 1,50%, вторичная рекристаллизация нестабильна и ухудшаются магнитные свойства. Поэтому содержание Ni предпочтительно находится в диапазоне 0,03 - 1,50%.
Если содержание Cr составляет 0,01% или более, граница между керамической основной плёнкой и частью стальной подложки является шероховатой и, следовательно, увеличивается её прочность. Если содержание Cr более 0,50%, плотность магнитного потока уменьшается. Поэтому содержание Cr предпочтительно находится в диапазоне 0,01 - 0,50%.
Sn, Sb, Cu, P и Mo являются элементами, полезными для улучшения магнитных свойств. Если содержание каждого из этих компонентов менее вышеуказанного нижнего предела, эффект улучшения магнитных свойств является низким. Если содержание каждого из этих компонентов более вышеуказанного верхнего предела, рост зёрен вторичной рекристаллизации ингибируется. Поэтому содержание каждого из этих компонентов предпочтительно находится в вышеуказанном диапазоне.
Остальное, отличное от вышеописанных компонентов, представляет собой Fe и побочные примеси, появляющиеся в процессе изготовления.
Сляб описанного выше химического состава, нагревают и подвергают горячей прокатке в соответствии с обычным способом. Альтернативно сляб может быть непосредственно подвергнут горячей прокатке без нагрева после литья. В случае тонкого сляба или более тонкой стальной отливки их можно подвергнуть горячей прокатке и затем последующим стадиям или подвергнуть последующим стадиям без горячей прокатки.
После горячей прокатки горячекатаный лист необязательно подвергают отжигу. Для значительного формирования текстуры Госса в конечном листе температура отжига предпочтительно находится в диапазоне 800 - 1100°С. Если температура отжига горячекатаного листа менее 800°С, сохраняется полосовая текстура при горячей прокатке, что затрудняет реализацию гомогенизированной микроструктуры первичной рекристаллизации, ингибирует формирование зёрен вторичной рекристаллизации. Если температура отжига составляет более 1100°С, диаметр зерна после отжига является чрезмерно крупным, что затрудняет реализацию гомогенизированной микроструктуры первичной рекристаллизации.
После этого горячекатаный лист подвергают холодной прокатке однократно двукратно или многократно с промежуточным отжигом, выполненным между ними, для получения холоднокатаного листа конечной толщины.
Холоднокатаный лист затем подвергают отжигу первичной рекристаллизации (обезуглероживающий отжиг), чтобы получить обезуглероженный отожжённый лист. После этого на поверхность обезуглероженного отожжённого листа наносят отжиговый сепаратор и обезуглероженный отожжённый лист подвергают окончательному отжигу с целью вторичной рекристаллизации и формирования плёнки форстерита.
Обезуглероживающий отжиг предпочтительно проводят в интервале температур 800 - 900°С в течение 60 - 180 с.
Окончательный отжиг предпочтительно проводят в интервале температур 1150 - 1250°С в течение 5 - 20 ч.
Основная плёнка форстерита образуется в результате реакции между SiO2, сформированным при обезуглероживающем отжиге, и MgO в сепараторе отжига. Основная плёнка форстерита остаётся в конечном листе и её структура на поверхности раздела существенно влияет на силу сцепления между покрытием, включая покрытие, создающее натяжение, и стальной подложкой. SiO2 реагирует с MgO при перемещении изнутри стальной подложки к поверхности в температурном диапазоне 950°C или более во время окончательного отжига.
Состав внутренних оксидов, сформированных на поверхности обезуглероженного отожжённого листа в основном представлен SiO2, но содержит небольшое количество Fe2SiO4. Fe2SiO4 находится в виде тонкой плёнки и подавляет диффузию кислорода с поверхности только вблизи неё. Следовательно, высокая доля Fe2SiO4 приводит к образованию неоднородного внутреннего слоя окисления и к разрушению покрытия.
Поэтому мы изучили влияние Fe2SiO4 на формирование покрытия. В результате мы установили следующее: когда состав внутренних оксидов анализируются с помощью инфракрасной спектроскопии отражения для определения пика Af Fe2SiO4, находящегося вблизи около 1000 см-1 и пика As SiO2, находящегося вблизи 1200 см-1, отношение пиков Af/As равное 0,4 или менее, эффективно для формирования подходящей основной плёнки форстерита. Было также установлено, что если Fe2SiO4 отсутствует, стальной лист чрезмерно азотируется при конечном отжиге, и разложение нитрида, такого как AlN, подавляется или образуется новый нитрид. Это приводит к тому, что нормальная способность к ингибированию роста зерна может отклоняться от соответствующего диапазона и снижает степень предпочтительной ориентировки Госса зёрен вторичной рекристаллизации. Поэтому Af/As предпочтительно составляет 0,01 или более.
Для того чтобы получить значение Af/As равное 0,4 или менее (и предпочтительно 0,01 или более), предпочтительно создать атмосферу с окислительной способностью P(H2O)/P(H2) на стадии обезуглероживающего отжига в диапазоне следующего выражения в зависимости от концентрации Si ([Si]% масс.) в стальном листе:
–0,04[Si]2 + 0,18[Si] + 0,42 > P(H2O)/P(H2) > –0,04[Si]2 + 0,18[Si] + 0,18.
Когда SiO2 в поверхностном слое листа, подвергнутого обезуглероживающему отжигу, имеет сложную форму, такую как дендриты, SiO2 перемещается к поверхности стального листа быстрым вязким потоком во время окончательного отжига. С другой стороны, когда SiO2 имеет сферическую форму, SiO2 движется к поверхности медленной диффузией в стали. Если перемещение SiO2 на поверхность задерживается, граница между сформированной основной плёнкой форстерита и стальной подложкой делается шероховатой, в результате чего улучшается адгезия покрытия конечного отожжённого листа. Таким образом, сферическая форма SiO2 внутренних оксидов в обезуглероженном отожжённом листе более выгодна для улучшения адгезии покрытия. Более того, больший диаметр сферического оксида, вероятно, будет способствовать лучшей адгезии покрытия, учитывая, что диффузия SiO2 во время окончательного отжига задерживается больше, когда SiO2 имеет больший диаметр.
Мы изучили этот момент и выяснили, что адгезия покрытия улучшается путём получения среднего диаметра SiO2, измеренного путём удаления части компонента железа медленной электрополировкой с поверхности на глубину 500 нм, его извлечения методом реплик, и проведения ТЕМ исследования, до 50 нм или более. Средний диаметр SiO2 предпочтительно составляет 75 нм или более и 200 нм или менее.
Чтобы получить средний диаметр зерна SiO2 равный 50 нм или более, предпочтительно ограничить скорость нагрева от 500°С до 700°С 20°С/с или более и 80°С/с или менее в случае, когда содержание Si составляет менее 3,0%, и 40°С/с или более в случае, когда содержание Si составляет 3,0% или более, чтобы регулировать диффузию Si из стального листа на стадии обезуглероживающего отжига.
Мы дополнительно установили, что добавление в отжиговый сепаратор одного или нескольких оксидов металлов, выбранных из CuO2, SnO2, MnO2, Fe3O4, Fe2O3, Cr2O3 и TiO2, которые медленно выделяют кислород, по меньшей мере, между 800°С и 1050°С, с общим содержанием добавленных оксидов металлов составляющим 2,0 – 30%, является эффективным для улучшения адгезии покрытия. Кислород, выделяемый из такого отжигового сепаратора во время окончательного отжига, ингибирует разложение и диффузию SiO2. Это делает шероховатой границу раздела между основной плёнкой форстерита, образованной окончательным отжигом, и стальной подложкой и улучшает адгезию. Если содержание оксида металла превышает верхний предел, металл остаётся в стали в виде примеси. Соответственно содержание оксида металла должно быть в диапазоне 30% или менее. Содержание оксида металла предпочтительно находится в диапазоне 5,0 – 20%.
Во время окончательного отжига в диапазоне температур 950 - 1100°С перемещение SiO2 по направлению к поверхности происходит относительно быстро, тогда как реакция формирования форстерита является медленной. Таким образом, мы установили, что, при продолжительности, необходимой для прохождения через диапазон температур 950 - 1100°С, равной 10 часов или менее, чтобы инициировать реакцию форстерита до полного перемещения SiO2 на поверхность, граница раздела между основной плёнкой форстерита и стальной подложкой делается шероховатой и таким образом улучшается адгезия между основной плёнкой форстерита и частью стальной подложки.
Эффективным является проведения отжига-правки для регулировки формы после окончательного отжига. В этом осуществлении изоляционное покрытие формируется на поверхности стального листа до или после отжига-правки.
Это изолирующее покрытие представляет собой такое покрытие, которое может создавать натяжение на стальном листе для снижения потерь в железе. Примеры изоляционного покрытия, создающего натяжение, включают неорганическое покрытие, содержащее диоксид кремния, и керамическое покрытие, наносимые физическим осаждением из паровой фазы, химическим осаждением из паровой фазы и т.п.
В этом осуществлении после формирования покрытия, создающего натяжение, образец, подвергнутый не термостойкой модификации магнитного домена, сортируют по измерению критического сдвигового напряжения (тест на царапание), описанному в JIS R 3255. В тесте на царапание покрытие деформируется при вдавливании движущимся индентором и применяемая нагрузка вдавливания непрерывно увеличивается пока покрытие не перестанет повторять деформацию подложки. Минимальная нагрузка, при которой происходит разрушение покрытия, называемая критической нагрузкой Lc, измеряется путём проверки повреждённого положения покрытия и нагрузки с использованием оптического микроскопа. Здесь критическое повреждающее сдвиговое напряжение τ, действующее на границу раздела между основной плёнкой форстерита и стальной подложкой, рассчитывается по методу, описанному в JIS R 3255, для оценки адгезии между основной плёнкой форстерита и частью стальной подложки.
Когда выполняется не термостойкая модификация магнитного домена, сдвиговое напряжение действует между керамической основной плёнкой и частью стальной подложки. Это сдвиговое напряжение разрушает межповерхностную связь и, когда углубляющиеся трещины достигают поверхности, покрытие отслаивается и повреждается.
Поэтому мы исследовали взаимосвязь между сдвиговым напряжением и повреждением покрытия и в результате установили, что выбором материала, критическое повреждающее сдвиговое напряжение τ которого составляет 50 МПа или более, при облучении материала покрытия лазером, электронным лучом или плазменным факелом можно предотвратить не только повреждение покрытия, но и уменьшение натяжения покрытия в результате разрушения связи между керамической основной плёнкой и частью стальной подложки может быть подавлено. Критическое повреждающее сдвиговое напряжение τ также предпочтительно составляет 100 МПа или более. Верхний предел τ составляет около 200 МПа.
После сортировки образца проводят не термостойкую модификацию магнитного домена путём облучения лазером, электронным лучом или плазменным факелом.
Здесь с увеличением мощности лазерного, электронного пучка или плазменного факела, увеличивается напряжение, вводимое в участок стальной подложки, за счёт чего можно ожидать увеличения эффекта модификации магнитного домена. Однако, если сдвиговое напряжение между керамической основной плёнкой и частью стальной подложки увеличивается из-за увеличения мощности, межповерхностная связь, скорее всего, разрушается.
Таким образом, мы исследовали взаимосвязь между используемой мощностью лазера или т.п. и критическим повреждающим сдвиговым напряжением τ и в результате установили, что предпочтительно вводить термическое напряжение, так чтобы ширина w термического воздействия находилась в диапазоне, удовлетворяющем следующим выражениям (1) и (2). Здесь ширина w термического воздействия т. е. ширина области, в которую вводится термическое напряжение, измеряется визуализацией и идентификацией магнитной доменной структуры, например, методом Биттера с использованием магнитного коллоида. Мы также установили, что для улучшения потерь в железе предпочтительно вводить термическое напряжение в таком диапазоне, который также удовлетворяет следующим выражениям (3) и (4):
τ ≥ 50 МПа … (1)
w ≤ 2τ + 150 (мкм) … (2)
τ ≥ 100 МПа … (3)
2τ + 150 ≥ w ≥ 50 (мкм) … (4).
Чтобы отрегулировать ширину термического воздействия w в диапазоне, удовлетворяющем выражениям (1) и (2), предпочтительно задавать мощность в диапазоне 5 - 100 (Дж/м) в случае лазерного облучения, мощность в диапазоне 5 - 100 (Дж/м) в случае облучения электронным пучком и мощность в диапазоне 5 - 100 (Дж/м) в случае плазменного факела. Чтобы отрегулировать ширину термического воздействия w, в диапазоне, удовлетворяющем выражениям (3) и (4), предпочтительно задавать мощность в диапазоне 10 - 50 (Дж/м) в случае лазерного облучения, мощность в диапазоне 10 - 50 (Дж/м) в случае облучения электронным пучком и мощности в диапазоне 10 - 50 (Дж/м) в случае плазменного факела.
Интервал облучения и направление облучения при лазерном облучении, электронном облучении или облучении плазменном факелом могут быть как в обычных способах.
Примеры
Пример 1
Сталь, содержащую C: 0,065%, Si: 3,4% и Mn: 0,08% получают выплавкой стали и переделывают в стальной сляб путём непрерывной разливки. Стальной сляб затем нагревают до 1410°С и подвергают горячей прокатке для получения горячекатаного листа толщиной 2,4 мм. Горячекатаный лист затем подвергают отжигу при 1050°С в течение 60 с, подвергают первичной холодной прокатке до промежуточной толщины листа 1,8 мм и после промежуточного отжига при 1120°С в течение 80 с тёплой прокатке при 200°С для получения холоднокатаного листа с конечной толщиной листа 0,23 мм. После этого холоднокатаный лист подвергают обезуглероживающему отжигу, который также служит в качестве отжига первичной рекристаллизации при 820°С в течение 80 с в окислительной влажной атмосфере Н2-N2. Затем на поверхность стального листа наносят отжиговый сепаратор, содержащий MgO в качестве основного компонента, к которому добавлен Cr2O3 в количестве, изменяющемся в диапазоне 0 – 40%. После этого стальной лист подвергают окончательному отжигу, включая: отжиг вторичной рекристаллизации со временем нагрева от 950°С до 1100°С, изменяющемся в диапазоне от 5 до 15 ч; и очистку при 1200°С в течение 7 ч в атмосфере водорода.
Из полученного конечного листа отбирают 2 набора из 10 образцов шириной 100 мм в 10 местах в направлении ширины стального листа для каждого условия. Для 1 набора потери в железе W17/50 измеряют методом, описанным в JIS C 2556, и вычисляют среднее значение. Для другого набора критическое повреждающее сдвиговое напряжение τ измеряют методом, описанным в JIS R 3255. В этих методах измерения потерь в железе и адгезии покрытия значения измерений ухудшаются в случае, когда потери в железе и адгезия покрытия изменяются в направление ширины. Следовательно, возможна оценка потерь в железе и адгезии покрытия, включая их изменения. Зонд для царапания, используемый при измерении критического сдвигового напряжения методом, описанным в JIS R 3255, имеет сферическую головку 1 мм R. Зонд перемещается со скоростью 10 мм/с, с изменением в диапазоне 1 - 20 Н на длине 500 мм. Твёрдость стальной подложки под покрытием, которая необходима для расчёта τ, измеряют по Виккерсу после удаления покрытия химическим полированием.
Кроме того, каждый испытуемый образец, уже подвергшийся измерению магнитных свойств, подвергают модификации магнитного домена линейной развёрткой лазерного излучения в направлении, перпендикулярном направлению прокатки, с интервалом 5 мм в направлении прокатки и шириной термического воздействия 150 мкм, для получения листа из текстурированной электротехнической стали с модификацией магнитного домена. Потери в железе W17/50 стального листа после модификации магнитного домена измеряют методом, описанным в JIS C 2556, и вычисляют среднее значение. Внешний вид покрытия после лазерного облучения стального листа затем проверяется визуально.
В таблице 1 приведены полученные результаты.

Как видно из таблицы 1, для каждого материала с критическим повреждающим сдвиговым напряжением τ 50 МПа или более не происходит отслаивания покрытия и потери в железе являются подходящими.
Пример 2.
Сталь, содержащую C: 0,070%, Si: 3,2% и Mn: 0,1% получают выплавкой стали и переделывают в стальной сляб путём непрерывной разливки. Стальной сляб затем нагревают до 1410°С и подвергают горячей прокатке для получения горячекатаного листа толщиной 2,4 мм. Горячекатаный лист затем подвергают отжигу при 1050°С в течение 60 с, подвергают первичной холодной прокатке до промежуточной толщины листа 1,9 мм и после промежуточного отжига при 1120°С в течение 80 с тёплой прокатке при 200°С для получения холоднокатаного листа с конечной толщиной листа 0,23 мм. После этого холоднокатаный лист подвергают обезуглероживающему отжигу, который также служит в качестве отжига первичной рекристаллизации при 840°С в течение 100 с в окислительной влажной атмосфере Н2-N2. Затем на поверхность стального листа наносят отжиговый сепаратор, содержащий MgO в качестве основного компонента, к которому добавлено 10% Cr2O3, и высушивают. После этого стальной лист подвергают окончательному отжигу, включая: отжиг вторичной рекристаллизации; и очистку при 1200°С в течение 7 ч в атмосфере водорода.
Из полученного таким образом конечного листа отбирают 2 набора из 10 образцов шириной 100 мм в 10 местах в направлении ширины стального листа. Для 1 набора измеряют критическое повреждающее сдвиговое напряжение τ методом, описанным в JIS R 3255. Для другого набора проводят модификацию магнитного домена линейной развёрткой электронного пучка в направлении, ортогональном направлению прокатки, для получения листа из текстурированной электротехнической стали, подвергнутого модификации магнитного домена. Затем проверяют внешний вид покрытия после облучения электронным лучом стального листа с использованием оптического микроскопа, и отношение площадей а части облучённой электронным пучком и части поврежденного покрытия определяют с помощью анализа изображения.
Фиг. 1 иллюстрирует результат изучения зависимости между критическим повреждающим сдвиговым напряжением τ и отношением площади а части, облучённой электронным пучком и площади повреждённой части покрытия.
Как показано на фиг. 1 снижаются с увеличением τ и почти отсутствуют повреждения покрытия, когда τ, было 50 МПа и более.
Пример 3.
Сталь, содержащую C: 0,070%, Si: 3,2% и Mn: 0,1% получают выплавкой стали и переделывают в стальной сляб путём непрерывной разливки. Стальной сляб затем нагревают до 1410°С и подвергают горячей прокатке для получения горячекатаного листа толщиной 2,4 мм. Горячекатаный лист затем подвергают отжигу при 1050°С в течение 60 с, подвергают первичной холодной прокатке до промежуточной толщины листа 1,9 мм и после промежуточного отжига при 1120°С в течение 80 с тёплой прокатке при 200°С для получения холоднокатаного листа с конечной толщиной листа 0,23 мм. После этого холоднокатаный лист подвергают обезуглероживающему отжигу, который также служит в качестве отжига первичной рекристаллизации при 840°С в течение 100 с в окислительной влажной атмосфере Н2-N2, имеющей окислительную способность атмосферы P(H2O)/P(H2) = 0,40. Затем на поверхность стального листа наносят отжиговый сепаратор, содержащий MgO в качестве основного компонента, к которому добавлено 10% Cr2O3, и высушивают. После этого стальной лист подвергают окончательному отжигу, включая: отжиг вторичной рекристаллизации; и очистительную обработку при 1200°С в течение 7 ч в атмосфере водорода.
Из полученного таким образом конечного листа отбирают 2 набора из 10 образцов шириной 100 мм в 10 местах в направлении ширины стального листа. Для 1 набора измеряют критическое повреждающее сдвиговое напряжение τ методом, описанным в JIS R 3255. Для другого набора проводят модификацию магнитного домена линейной развёрткой электронного пучка в направлении, ортогональном направлению прокатки, для получения листа из текстурированной электротехнической стали, подвергнутого модификации магнитного домена. Здесь ширина термического воздействия, сформированная облучением электронным пучком, изменяется в диапазоне 50 - 400 мкм. Затем визуально проверяется внешний вид покрытия после облучения электронным пучком стального листа.
В таблице 2 приведены полученные результаты. Кроме того, фиг. 2 обобщает полученные результаты. На фиг. 2, двойные кружки указывают, что в покрытии не наблюдается изменения, кружки указывают на то, что в части наблюдается след, который, как представляется, являются повреждением части покрытия, и крестики указывают на то, что наблюдается больше повреждений покрытия, чем наблюдается выше.
Таблица 2
(МПа)
w
(мкм)
после модификации магнитного домена
(Тл)
(Вт/кг)
Как показано в таблице 2 и фиг. 2, в случае, когда критическое повреждающее сдвиговое напряжение τ и ширина w, термического воздействия удовлетворяют следующим выражениям (1) и (2), повреждение покрытия не происходит, и получаются подходящие магнитные свойства:
τ ≥ 50 MPa … (1)
w ≤ 2τ + 150 (мкм) … (2).
Кроме того, в случае, когда критическое повреждающее сдвиговое напряжение τ и ширина w, термического воздействия удовлетворяют следующим выражениям (3) и (4), получаются более подходящие результаты:
τ ≥ 100 MPa … (3)
2τ + 150 ≥ w ≥ 50 (мкм) … (4).
Пример 4.
Сталь, содержащую C: 0,065%, Si: 3,4% и Mn: 0,08% получают выплавкой стали и переделывают в стальной сляб путём непрерывной разливки. Стальной сляб затем нагревают до 1410°С и подвергают горячей прокатке для получения горячекатаного листа толщиной 2,4 мм. Горячекатаный лист затем подвергают отжигу при 1050°С в течение 60 с, подвергают первичной холодной прокатке до промежуточной толщины листа 1,8 мм и после промежуточного отжига при 1120°С в течение 80 с тёплой прокатке при 200°С для получения холоднокатаного листа с конечной толщиной листа 0,23 мм. После этого холоднокатаный лист подвергают обезуглероживающему отжигу, который также служит в качестве отжига первичной рекристаллизации при 820°С в течение от 50 с до 150 с во влажной атмосфере Н2-N2, с изменением окислительной способности атмосферы P(H2O)/P(H2) в диапазоне 0,02 - 0,6, как показано в таблице 3.
Отбирают часть обезуглероженного отожжённого листа и определяют отношение Af/As между пиком Af Fe2SiO4 и пиком As SiO2 на его инфракрасном спектре отражения. Внутренние оксиды, выделенные электрополировкой с глубины 0,5 мкм от поверхности, анализируют в 20 положениях на площади 5 мкм2 с помощью ТЕМ и измеряют средний диаметр зерна сферического SiO2. Затем отжиговый сепаратор, содержащий MgO в качестве основного компонента, к которому добавлены CuO2, SnO2, MnO2, Fe3O4, Fe2O3, Cr2O3 и TiO2 в количестве, изменяющемся в диапазоне 0 – 25%, наносят на стальной лист и высушивают. После этого стальной лист подвергают окончательному отжигу, включая: вторичный рекристаллизационный отжиг с продолжительностью повышения температуры от 950°С до 1100°С, составляющей 8 ч; и очистительную обработку при 1200°С в течение 7 ч в атмосфере водорода.
Из полученного конечного листа отбирают 2 набора из 10 образцов шириной 100 мм в 10 местах в направлении ширины стального листа для каждого условия. Для 1 набора потери в железе W17/50 измеряют методом, описанным в JIS C 2556, и вычисляют среднее значение. Для другого набора критическое повреждающее сдвиговое напряжение τ измеряют методом, описанным в JIS R 3255.
Кроме того, каждый испытуемый образец, уже подвергшийся измерению магнитных свойств, подвергают модификации магнитного домена линейной развёрткой лазерного излучения в направлении, перпендикулярном направлению прокатки, с интервалом 5 мм в направлении прокатки для получения листа из текстурированной электротехнической стали с модификацией магнитного домена. Потери в железе W17/50 стального листа после модификации магнитного домена измеряют методом, описанным в JIS C 2556, и вычисляют среднее значение.
Внешний вид покрытия после лазерного облучения стального листа затем проверяется визуально.
Таблица 3 представляет полученные результаты


Как видно из таблицы 3, при соответствующих отношении Af/As обезуглероженного отожжённого листа, диаметра зерна SiO2 и добавок к отжиговому сепаратору не происходит отслаивания покрытия и получены подходящие потери в железе.
Изобретение относится к получению листов из текстурированной электротехнической стали со сниженными потерями в железе за счет модификации магнитного домена термическим напряжением. Лист из текстурированной электротехнической стали содержит стальную подложку, форстеритовую основную плёнку и изоляционное покрытие, при этом критическое повреждающее сдвиговое напряжение τ между основной плёнкой и стальной подложкой составляет 50 МПа или более. Лист получен путем горячей прокатки стали, содержащей C 0,10 мас.% или менее, Si 2,0-4,5 мас.% и Mn 0,005-1,0 мас.%, холодной прокатки горячекатаного листа, обезуглероживающего отжига, нанесения отжигового сепаратора, содержащего MgO в качестве основного компонента, на поверхность обезуглероженного отожжённого листа, окончательного отжига обезуглероженного отожжённого листа и нанесения изоляционного покрытия. Предложенный лист из текстурированной электротехнической стали имеет высокие изоляционные свойства, коэффициент укладки и магнитные свойства без повреждения покрытия. 2 н. и 2 з.п. ф-лы, 2 ил., 3 табл.
1. Лист из текстурированной электротехнической стали, включающий:
стальную подложку;
керамическую основную плёнку; и
изоляционное покрытие,
причём керамическая основная плёнка представляет собой форстеритовую основную пленку, а критическое повреждающее сдвиговое напряжение τ между указанной основной плёнкой и стальной подложкой составляет 50 МПа или более.
2. Лист по п. 1, в котором лист из текстурированной электротехнической стали имеет нетермостойкую область модификации магнитного домена, причем ширина w термического воздействия составляет 50 мкм или более и (2τ + 150) мкм или менее, причем ширина w термического воздействием является шириной участка термического напряжения в области модификации магнитного домена.
3. Способ изготовления листа из текстурированной электротехнической стали, включающий:
горячую прокатку стального материала, содержащего C 0,10 мас.% или менее, Si 2,0 - 4,5 мас. % и Mn 0,005 - 1,0 мас.%, для получения горячекатаного листа;
необязательно отжиг горячекатаного листа;
после этого холодную прокатку горячекатаного листа однократную, двукратную или многократную с промежуточным отжигом, выполненным между ними, для получения холоднокатаного листа, имеющего толщину конечного листа;
после этого проведение обезуглероживающего отжига, который также служит в качестве отжига первичной рекристаллизации холоднокатаного листа для получения обезуглероженного отожжённого листа,
после этого нанесение отжигового сепаратора, имеющего MgO в качестве основного компонента, на поверхность обезуглероженного отожжённого листа;
после этого окончательный отжиг обезуглероженного отожжённого листа; и
нанесение изоляционного покрытия на обезуглероженный отожжённый лист после окончательного отжига,
причём выполняются следующие условия (1) - (4):
(1) поверхностный слой обезуглероженного отожженного листа содержит оксиды, которые при измерении пика Af Fe2SiO4 и пика As SiO2 в инфракрасном спектре отражения поверхностного слоя имеют составы, соответствующие отношению пиков Af/As, составляющему 0,4 или менее;
(2) сферический диоксид кремния на глубине 0,5 мкм от поверхности поверхностного слоя имеет средний диаметр 50 - 200 нм;
(3) один или несколько оксидов металлов, выбранных из CuO2, SnO2, MnO2, Fe3O4, Fe2O3, Cr2O3 и TiO2, добавляются в количестве 2 - 30 мас.% в отжиговый сепаратор; и
(4) продолжительность повышения температуры от 950 °С до 1100 °С во время окончательного отжига составляет 10 часов или менее.
4. Способ по п. 3, дополнительно включающий проведение нетермостойкой модификации магнитного домена после нанесения изоляционного покрытия для формирования области модификации магнитного домена, имеющей участок термического напряжения, причём ширина w термического воздействия, которая является шириной участка термического напряжения, составляет 50 мкм или более и (2τ + 150) мкм или менее.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ИЗОЛЯЦИОННЫМ ПОКРЫТИЕМ, СОДЕРЖАЩИМ ПОЛИСИЛОКСАНОВЫЙ ПОЛИМЕР, И СПОСОБ ПОЛУЧЕНИЯ ИЗОЛЯЦИОННОГО ПОКРЫТИЯ НА НЕМ | 2006 |
|
RU2395623C2 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2010 |
|
RU2496905C1 |
| ВЫСОКОПРОЧНЫЙ ЛИСТ НЕТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2007 |
|
RU2409693C2 |
| US 20150007908 A1, 08.01.2015. | |||

