Предлагаемое изобретение относится к области неразрушающего контроля металлических деталей (МД) авиационной техники (AT) при их изготовлении, эксплуатации и ремонте.
При производстве, эксплуатации и ремонте AT важно контролировать состояние поверхности ее МД. От состояния поверхности деталей AT в значительной степени зависят их эксплуатационные свойства. Однако определение состояния поверхности МД AT является сложной задачей [1].
При определении технического состояния поверхности металлических авиационных деталей средствами неразрушающего контроля в целях обеспечения единства и точности измерений необходимо проводить поверку используемых для неразрушающего контроля устройств.
Известно устройство измерения КРП МД AT, относящееся к средствам измерения метода КРП электрического вида неразрушающего контроля деталей машин. Метод КРП основан на сравнении работы выхода электрона из контролируемого объекта (КО), например, металлической авиационной детали, и заранее известной работой выхода из измерительного электрода (ИЭ) датчика устройства измерения КРП согласно формуле [2]:

где Uк - КРП, В;
ФКО - работа выхода электрона из КО, Дж;
ФИЭ - работа выхода электрона из ИЭ датчика устройства измерения КРП, Дж;
 - единичный заряд электрона, Кл.
- единичный заряд электрона, Кл.
Метод КРП очень чувствителен к состоянию поверхности КО. Особенно сильно на точность измерений КРП влияет чистота поверхностей ИЭ датчика устройства измерения КРП и КО. Поэтому измерениям КРП должна предшествовать тщательная очистка поверхностей КО и ИЭ датчика устройства измерения КРП [3].
При измерении КРП имеет место флуктуация ее значений. Поэтому результаты измерений КРП МД должны обрабатываться методами математической статистики.
Для обеспечения точности измерений КРП требуется поверка устройства измерения КРП.
Известны способы поверки измерительных средств, например, способы [4-6], заключающиеся в сравнении измеренных значений поверяемого средства измерения с образцовым средством измерения. Недостатком способов поверки [4-6] является потребность в применении образцовых аттестованных средств измерения, аттестация которых проведена непосредственно перед поверкой.
Известен способ определения метрологических характеристик однотипных средств измерений в группе [7], заключающийся в формировании группового выходного сигнала нескольких средств измерений, обрабатываемого электронно-вычислительной машиной. Недостатками данного способа являются высокие финансовые и временные затраты.
Наиболее близким к предлагаемому изобретению является способ определения погрешностей измерителя КРП [8]. Данный способ реализуется устройством, содержащим динамический конденсатор с пластинами, одна из которых является измеряемым образцом, а другая - эталонным, резистор, усилитель, нуль-индикатор, источник компенсационного напряжения, источник потенциала, имитирующего КРП. Для осуществления способа на эталонный образец подают потенциал от источника потенциала, который совместно с КРП компенсируется потенциалом источника компенсационного напряжения. На выходе усилителя измеряют остаточный некомпенсированный потенциал нуль-индикатором. Величины погрешности измерений при различных значениях величины КРП определяют по формуле:
Uп=±(Uос/К⋅A),
где Uп - погрешность измерителя КРП;
Uoc - остаточный некомпенсируемый потенциал;
К - коэффициент усиления усилителя измерителя КРП;
А - коэффициент преобразования динамического конденсатора измерителя КРП.
Способ [8] может быть применен для поверки предложенного в прототипе измерительного устройства, однако его затруднительно применять для поверки устройств другой конструкции, например, устройства измерения КРП [2].
Техническим результатом заявленного изобретения является возможность выполнение поверки устройств измерения КРП МД различных конструкций эффективным, простым, недорогим способом, который можно применить при неразрушающем контроле в процессе производства, эксплуатации и ремонта AT.
Заявленный технический результат достигается следующим образом. Для поверки устройства измерения контактной разности потенциалов металлических деталей авиационной техники используют эталонный образец, изготовленный из токопроводящего материала, одинакового с материалом измерительного электрода датчика устройства, поверхность эталонного образца обработана по технологии, одинаковой с технологией обработки поверхности измерительного электрода датчика, при этом расстояние от измерительного электрода до торца датчика устройства измерения контактной разности потенциалов, определяющее расстояние от электрода до поверхности эталонного образца составляет 0,5 мм, перед поверкой тщательно очищают поверхности измерительного электрода датчика устройства и эталонного образца, проверяют уровень зарядки аккумулятора устройства; затем датчик устройства измерения контактной разности потенциалов прикладывают к поверхности эталонного образца под углом 90°, при этом измерения контактной разности потенциалов на эталонном образце проводят в стационарных условиях окружающей среды; по результатам не менее 10 измерений на поверхности эталонного образца рассчитывают среднее арифметическое значение контактной разности потенциалов и среднее квадратическое отклонение, по величинам которых судят об исправности и точности устройства измерения контактной разности потенциалов.
В частном случае для электрода из никеля, среднее арифметическое значение измеренных значений контактной разности потенциалов на эталонном образце составляет не более 15 мВ, а среднее квадратическое отклонение не более 5 мВ.
Поверка устройства измерения КРП МД AT проводится:
- перед каждым его применением;
- при необходимости, периодически (рекомендуется не реже, чем каждые 30 минут) в течение длительных измерений КРП;
- при выявлении аномальных измеренных значениях КРП на поверхности КО.
Измерения КРП на поверхности МД AT, а также и метрологическое обеспечение должны осуществляться квалифицированным исполнителем.
Перед применением устройство измерения КРП, изображенное на фиг. 1, осматривается визуально на отсутствие дефектов, прежде всего таких, как трещины и деформации. На фиг. 1 цифрами обозначены:
1 - КО;
2 - динамический конденсатор;
3 - ИЭ датчика устройства измерения КРП;
4 - колебательный контур;
5 - предварительный усилитель;
6 - датчик;
7 - осциллограф.
Динамический конденсатор (2) образуют КО (1) и ИЭ (3).
При осмотре устройства измерения КРП особое внимание нужно уделить визуальному осмотру ИЭ (3). При необходимости при проведении осмотра нужно использовать дополнительный источник света и увеличительное стекло.
Затем необходимо измерить расстояние между ИЭ (3) и прикладываемым к КО (1) торцом корпуса датчика (6), которое должно быть 0,5 мм (фиг.1). Расстояние от прикладываемого к КО (1) торца корпуса датчика (6) до ИЭ (3) можно определить глубиномером или шаблоном.
Затем необходимо выполнить поверку точности измерения КРП устройством [2]. При проведении поверки точности измерения используются эталонный образец (могут быть использованы два образца: основной и контрольный), изготовленный из того же материала, что и ИЭ (3). Поверхность образца обработана по той же технологии, что и поверхность ИЭ (3). При измерении КРП между ИЭ (3) и эталонным образцом, которые изготовлены из одного и того же материала и обработаны по одинаковой технологии, КРП будет стремиться к нулю, однако полностью не исчезнет, т.к. на величину КРП оказывает влияние множество факторов, например, адсорбционные процессы, которые не одинаковы на поверхностях ИЭ (3) и эталонного образца.
Перед проведением поверки необходима тщательная очистка и сушка поверхностей КО (1) и ИЭ (3) устройства измерения КРП. Для обеспечения достаточной эффективности очистки и сокращения времени сушки поверхностей нами предлагается использовать петролейный эфир или этанол.
Перед измерением КРП необходимо проверить достаточность заряда аккумуляторной батареи портативного устройства измерения КРП, т.к. из-за недостаточного заряда батареи могут иметь место нерасчетные амплитуда и частота колебаний ИЭ (3), образующего с поверхностью КО (1) динамический конденсатор (2). Это может снизить точность измерений КРП.
Датчик (6) на поверхность КО (1) следует устанавливать строго под углом 90° (фиг. 1). Иначе перекос датчика вносит погрешности в результаты измерений КРП.
Поверку устройства измерения КРП и измерения КРП МД AT необходимо проводить в лабораторных условиях, т.к. нестационарные условия окружающей среды, например, изменение температуры и (или) влажности, значительно влияют на точность измерений КРП. Причем одновременное изменение температуры и влажности окружающей среды при измерении КРП на поверхности МД AT усиливает это негативное влияние на точность измерений [9].
При проведении поверки целесообразно производить не менее 10 измерений КРП на эталонном образце и по результатам измерений находить среднее арифметическое значение КРП и его среднее квадратическое отклонение [10].
Проведенные нами экспериментальные исследования показали, что критерием исправности устройства измерения КРП [2], имеющего ИЭ (3) из чистого никеля, является среднее арифметическое значение измеренной КРП на никелевом эталонном образце, обработанном по такой же, как и ИЭ (3) технологии, составляющее не более 15 мВ. При этом среднее квадратическое отклонение измеренных значений КРП на эталонном образце должно быть не более 5 мВ.
Среднее квадратическое отклонение измеренных на поверхности эталонного образца значений КРП более 5 мВ может свидетельствовать либо о неудовлетворительной очистке ИЭ (3) и/или эталонного образца, либо о несоблюдении стационарности условий окружающей среды при измерениях, либо о неисправности устройства измерения КРП [2].
Рекомендуется при поверке устройства измерения КРП [2] использовать два уже упомянутых эталонных образца - основной и контрольный, изготовленных из такого же материала, как и ИЭ (3) устройства [2] и поверхность которых обработана так же, как и поверхность ИЭ (3) устройства [2]. Если при поверке устройства [2] на основном никелевом эталонном образце среднее арифметическое значение измерений КРП окажется больше 15 мВ, необходимо провести повторную поверку устройства [2] с использованием другого, контрольного никелевого эталонного образца, обработанного аналогично ИЭ (3) и основному эталонному образцу. Это позволит обнаружить возможную дефектность основного эталонного образца. Если среднее арифметическое значение измеренной КРП на контрольном никелевом эталонном образце окажется больше 15 мВ, значит неисправно устройство измерения КРП [2], если же меньше 15 мВ, то дефектным является основной никелевый эталонный образец, который подлежит замене.
В случае выявления при поверке неисправностей устройства измерения КРП необходимо восстановление его исправного состояния до применения по назначению при неразрушающем контроле МД AT.
Предложенный нами способ поверки устройства измерения КРП является эффективным, простым и недорогим. Его можно применять при неразрушающем контроле МД в процессе их производства, эксплуатации и ремонта AT.
Источники информации
1. Олешко B.C. Подготовка боевой авиационной техники к ремонту: Учебное пособие. - М.: Издательство МАИ, 2016. - 72 с. - ISBN 978-5-4316-0378-5.
2. Патент на изобретение RU 2717747 от 25.03.2020 г.
3. Патент на изобретение RU 2488093 от 20.07.2013 г.
4. Авторское свидетельство SU 416641 от 25.11.1974 г.
5. Авторское свидетельство SU 507133 от 05.07.1978 г.
6. Авторское свидетельство SU 1290217 от 15.02.1987 г.
7. Патент на изобретение RU 2123190 от 10.12.1998 г.
8. Авторское свидетельство SU 1255943 от 07.09.1986 г.
9. Yurov V.M., Oleshko V.S. The impact of the environment on the contact potential difference of metal machine parts // Eurasian Physical Technical Journal, 2019, volume 16, no 1 (31), pp. 99-108, DOI: 10.31489/2019No1/99-108.
10. Гончаренко В.И., Олешко B.C. Метод контактной разности потенциалов в оценке энергетического состояния поверхности металлических деталей авиационной техники: монография. - М.: Издательство МАИ, 2019. - 160 с. - ISBN 978-5-4316-0631-1.

Изобретение относится к области неразрушающего контроля металлических деталей авиационной техники при их изготовлении, эксплуатации и ремонте. Техническим результатом является упрощение процедуры поверки. Для поверки устройства измерения контактной разности потенциалов используют эталонный образец, изготовленный из токопроводящего материала, одинакового с материалом измерительного электрода датчика устройства. Поверхность эталонного образца обработана по технологии, одинаковой с технологией обработки поверхности измерительного электрода датчика. Расстояние от измерительного электрода до торца датчика устройства составляет 0,5 мм. Перед поверкой тщательно очищают поверхности измерительного электрода датчика устройства и эталонного образца, проверяют уровень зарядки аккумулятора устройства. Для измерения датчик устройства прикладывают к поверхности эталонного образца под углом 90°. Измерения проводят в стационарных условиях окружающей среды. По результатам не менее 10 измерений на поверхности эталонного образца рассчитывают среднее арифметическое значение контактной разности потенциалов и среднее квадратическое отклонение, по величинам которых судят об исправности и точности устройства измерения контактной разности потенциалов. 1 з.п. ф-лы, 1 ил.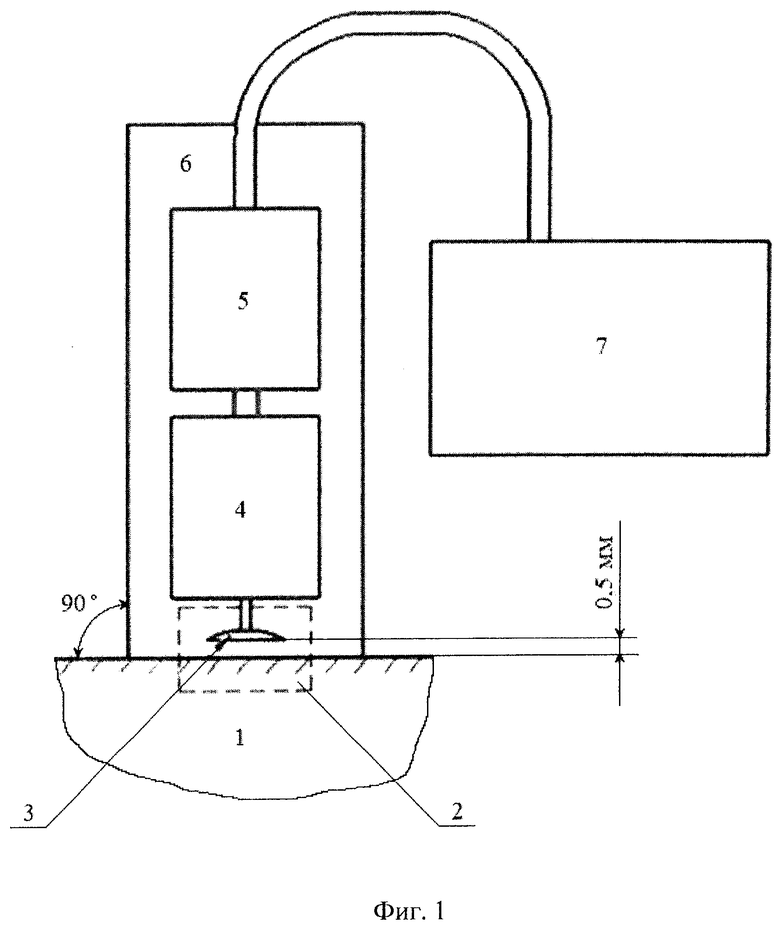
1. Способ поверки устройства измерения контактной разности потенциалов металлических деталей авиационной техники, заключающийся в том, что для поверки устройства измерения контактной разности потенциалов используют эталонный образец, изготовленный из токопроводящего материала, одинакового с материалом измерительного электрода датчика устройства, поверхность эталонного образца обработана по технологии, одинаковой с технологией обработки поверхности измерительного электрода датчика, при этом расстояние от измерительного электрода до торца датчика устройства измерения контактной разности потенциалов, определяющее расстояние от электрода до поверхности эталонного образца, составляет 0,5 мм, перед поверкой тщательно очищают поверхности измерительного электрода датчика устройства и эталонного образца, проверяют уровень зарядки аккумулятора устройства; затем датчик устройства измерения контактной разности потенциалов прикладывают к поверхности эталонного образца под углом 90°, при этом измерения контактной разности потенциалов на эталонном образце проводят в стационарных условиях окружающей среды; по результатам не менее 10 измерений на поверхности эталонного образца рассчитывают среднее арифметическое значение контактной разности потенциалов и среднее квадратическое отклонение, по величинам которых судят об исправности и точности устройства измерения контактной разности потенциалов, при этом устройство измерения контактной разности потенциалов содержит контролируемый объект, динамический конденсатор, колебательный контур, измерительный электрод датчика устройства измерения контактной разности потенциалов, предварительный усилитель, датчик, осциллограф.
2. Способ поверки устройства измерения контактной разности потенциалов металлических деталей авиационной техники по п. 1, отличающийся тем, что для электрода из никеля среднее арифметическое значение измеренных значений контактной разности потенциалов на эталонном образце составляет не более 15 мВ, а среднее квадратическое отклонение не более 5 мВ.
| Способ определения погрешности измерителя контактной разности потенциалов | 1985 |
|
SU1255943A1 |
| Устройство для автоматического закрывания связанных между собою кранов водомерных стекол | 1928 |
|
SU12530A1 |
| US 7202691 B2, 10.04.2007 | |||
| US 5136247 A, 04.08.1992 | |||
| US 6507201 B2, 14.01.2003. | |||

