Область техники, к которой относится изобретение
Настоящее изобретение относится к жидкости для получения изолирующего покрытия, предназначенной для формирования бесхромового изолирующего покрытия на поверхности текстурированного листа из электротехнической стали. В дополнение к этому, настоящее изобретение относится к текстурированному листу из электротехнической стали с нанесенным изолирующим покрытием и к способу его производства. Изолирующее покрытие представляет собой изолирующее покрытие, полученное в результате спекания жидкости для получения изолирующего покрытия, и оно расположено на поверхности текстурированного листа из электротехнической стали.
Уровень техники
Обычно текстурированные листы из электротехнической стали имеют на своей поверхности покрытие. Покрытие получают для придания изолирующих свойств, стойкости к слипанию, противокоррозионных свойств и тому подобного. Поверхностное покрытие включает подстилающее покрытие и верхнее покрытие, сформированное на нем. Подстилающее покрытие формируется во время окончательного отжига и содержит форстерит в качестве главной составной части. Верхнее покрытие является покрытием на основе соли фосфорной кислоты.
Эти покрытия образуются при высоких температурах и имеют низкий коэффициент теплового расширения. Соответственно, эти покрытия производят следующий эффект: поскольку стальной лист и покрытия имеют разные коэффициенты теплового расширения, когда их температура снижается до комнатной, то стальному листу придается натяжение и, следовательно, потери в железе в стальном листе уменьшаются. Соответственно, желательно, чтобы покрытия придавали стальным листам как можно более высокое натяжение.
Для удовлетворения этому требованию в предшествующем уровне техники были предложены различные покрытия. Например, в источнике патентной литературы 1 предлагается покрытие, которое включает в качестве основных компонентов фосфат магния, коллоидный диоксид кремния и хромовый ангидрид. Кроме того, в источнике патентной литературы 2 предлагается покрытие, которое включает в качестве основных компонентов фосфат алюминия, коллоидный диоксид кремния и хромовый ангидрид.
С другой стороны, в последние годы наблюдается растущий интерес к защите окружающей среды, что привело к появлению возрастающего спроса на продукты, которые не содержат токсичных веществ, таких как хром и свинец. Таким образом, и для текстурированных листов из электротехнических сталей желательной стала разработка бесхромового покрытия (покрытия, не содержащего хрома). Однако покрытия, не содержащие хрома, имеют проблемы, такие как значительное уменьшение стойкости к влагопоглощению и значительный недостаток в придании натяжения, и, следовательно, было трудно создать покрытие, не содержащее хрома.
Были сделаны предложения, направленные на решение вышеупомянутых проблем. В источнике патентной литературы 3 предлагается агент для обработки поверхности, который содержит дигидросоль фосфорной кислоты, коллоидный диоксид кремния и коллоидный оксид. В источнике патентной литературы 4 предлагается Жидкость для получения изолирующего покрытия, которая содержит соль фосфорной кислоты, коллоидный диоксид кремния и микрочастицы соединения на основе фосфата циркония. В источнике патентной литературы 5 предлагается текстурированный лист из электротехнической стали, который в покрытии, придающем натяжение, содержит соединение Ti, соединение Zr и/или соединение Hf. Кроме того, в источнике патентной литературы 6 предлагается изолирующее покрытие, которое содержит частицы наполнителя, характеризующиеся высоким модулем Юнга.
Однако было обнаружено, что в некоторых случаях заметно возникает следующая проблема: при нанесении покрытия на высокоскоростных валках, при котором жидкость для получения изолирующего покрытия наносится валковым устройством для нанесения покрытий при повышенной скорости подачи стального листа, после нанесения жидкости и спекания для получения изолирующего покрытия, проявляется дефект внешнего вида.
Перечень цитирования
Источники патентной литературы
ИПЛ 1: публикация японской нерассмотренной патентной заявки № 50-79442
ИПЛ 2: публикация японской нерассмотренной патентной заявки № 48-39338
ИПЛ 3: публикация японской нерассмотренной патентной заявки № 2000-169972
ИПЛ 4: публикация японской нерассмотренной патентной заявки № 2017-137540
ИПЛ 5: публикация японской нерассмотренной патентной заявки № 2008-266743
ИПЛ 6: публикация японской нерассмотренной патентной заявки (перевод заявки РСТ) № 2017-511840
Сущность изобретения
Техническая проблема
Настоящее изобретение было сделано с учетом вышеизложенных обстоятельств, и одна цель настоящего изобретения заключается в создании жидкости для получения изолирующего покрытия, которая может формировать бесхромовое изолирующее покрытие, характеризующееся превосходной стойкостью к влагопоглощению и способное придавать высокое натяжения для создания превосходного эффекта уменьшения потерь в железе, при этом жидкость для получения изолирующего покрытия ингибирует возникновение дефектов внешнего вида, которые могут проявляться после нанесения на стальной лист и спекания жидкости для получения изолирующего покрытия. Еще одна цель заключается в создании текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием и способа его производства; изолирующее покрытие представляет собой изолирующее покрытие, полученное в результате спекания жидкости для получения изолирующего покрытия, и оно расположено на поверхности текстурированного листа из электротехнической стали.
Решение проблемы
Для решения описанных выше проблем изобретатели настоящего изобретения провели тщательные исследования по выявлению причин возникновения дефектов внешнего вида после нанесения и спекания.
Жидкости, содержащие частицы (дисперсии), такие как те, которые соответствуют жидкости настоящего изобретения, характеризуются вязкостью, зависящей от скорости сдвига, и, таким образом, представляют собой так называемые неньютоновские текучие среды. То есть, вязкость является высокой в области низкой скорости сдвига, и вязкость является низкой в области высокой скорости сдвига.
Обычно текстурированные листы из электротехнической стали с нанесенным изолирующим покрытием производят путем нанесения на поверхность стального листа жидкости для получения изолирующего покрытия с использованием валкового устройства для нанесения покрытия и последующего спекания жидкости для получения изолирующего покрытия. В данном случае во время нанесения на поверхность стального листа жидкости для получения изолирующего покрытия важный параметр представляет собой вязкость жидкости для получения изолирующего покрытия при высокой скорости сдвига, а во время проведения выравнивания, которое происходит между нанесением и спеканием важный параметр представляет собой вязкость жидкости для получения изолирующего покрытия при низкой скорости сдвига.
Если вязкость жидкости для получения изолирующего покрытия при высокой скорости сдвига высока, то поверхность жидкости между стальным листом и валком становится нестабильной, что увеличивает вероятность возникновения дефекта полосчатости, называемого дефектом ребристости.
С другой стороны, в случае, когда неоднородности покрытия, такие как дефект ребристости, возникающие в результате нанесения, можно исправить путем выравнивания до начала спекания, можно избежать дефектов внешнего вида после спекания; соответственно, чтобы способствовать выравниванию, важно обеспечить, чтобы жидкость для получения изолирующего покрытия имела низкую вязкость. Следовательно, улучшение выравнивания, помимо коррекции неоднородностей покрытия, является эффективным для обеспечения хорошего внешнего вида после нанесения и спекания.
В любом случае, как это хорошо известно, вязкость жидкостей для получения изолирующих покрытий должна быть достаточно низкой не только при высокой скорости сдвига, но также и при низкой скорости сдвига.
Однако в случае, когда зависимость вязкости жидкости для обработки изолирующего покрытия от скорости сдвига высока, если происходит отклонение от надлежащих условий нанесения из-за изменения скорости производственной линии для изолирующего покрытия, могут возникнуть неоднородности покрытия, которые проявляются после нанесения жидкости для изолирующего покрытия, и спекание может выполняться в состоянии, в котором не достигнуто достаточное выравнивание, и, следовательно, может проявляться дефект внешнего вида. Чтобы предотвратить это, важно обеспечить, чтобы зависимость вязкости жидкости для изолирующего покрытия от скорости сдвига не превышала определенного значения. Это открытие, которое было сделано.
В частности, краткое изложение структуры настоящего изобретения представляет собой нижеследующее.
[1] Жидкость для получения изолирующего покрытия, которая представляет собой жидкость для получения бесхромового изолирующего покрытия на поверхности текстурированного листа из электротехнической стали,
причем жидкость для получения изолирующего покрытия содержит по меньшей мере одну соль фосфорной кислоты, выбранную из фосфатных солей любого из Mg, Ca, Ba, Sr, Zn, Al и Mn, и включает коллоидный диоксид кремния и частицы соединения, содержащего металлический элемент, где
содержание коллоидного диоксида кремния, в расчете на SiO2 и в пересчете на твердое вещество, составляет от 50 до 120 массовых частей, и содержание частиц соединения, содержащего металлический элемент, в расчете на элементарный металл, составляет от 5 до 60 массовых частей на 100 массовых частей по меньшей мере одной фосфатной соли, и
жидкость для получения изолирующего покрытия имеет индекс тиксотропности (TI) в диапазоне от 1,00 и более до 10,00 и менее.
[2] Жидкость для получения изолирующего покрытия, согласно [1], где частицы соединения, содержащего металлический элемент, представляют собой по меньшей мере один тип частиц, выбираемых из частиц оксида и частиц нитрида, при этом оксид является по меньшей мере одним, выбираемым из оксидов любого из Ti, Zr, Hf, V, Mg, Zn и Nb, причем нитрид является по меньшей мере одним, выбираемым из нитридов любого из Ti, Zr, Hf, V, Mg, Zn и Nb.
[3] Жидкость для получения изолирующего покрытия, согласно [1] или [2], где частицы соединения, содержащего металлический элемент, представляют собой по меньшей мере один тип частиц, выбираемых из частиц любого из TiO2, ZrO2, HfO2, MgO, ZnO, Nb2O5, V2O5, TiN и ZrN.
[4] Жидкость для получения изолирующего покрытия, согласно любому из [1] -[3], где частицы соединения, содержащего металлический элемент, характеризуются диаметром частиц в диапазоне от 0,05 мкм и более до 1,0 мкм и менее.
[5] Жидкость для получения изолирующего покрытия, согласно любому из [1] - [4], дополнительно содержащая катионное поверхностно-активное вещество.
[6] Жидкость для получения изолирующего покрытия, согласно [5], где катионное поверхностно-активное вещество представляет собой поверхностно-активное вещество соли четвертичного аммония.
[7] Жидкость для получения изолирующего покрытия, согласно [5] или [6], где содержание катионного поверхностно-активного вещества составляет от 0,20 до 2,0 массовой части на 100 массовых частей по меньшей мере одной фосфатной соли любого из Mg, Ca, Ba, Sr, Zn, Al и Mn.
[8] Текстурированный лист из электротехнической стали с нанесенным изолирующим покрытием, при этом изолирующее покрытие представляет собой изолирующее покрытие, полученное в результате спекания жидкости для получения изолирующего покрытия, согласно любому из [1] - [7], и изолирующее покрытие расположено на поверхности текстурированного листа из электротехнической стали.
[9] Способ производства текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием, при этом способ включает нанесение жидкости для получения изолирующего покрытия согласно любому из [1] - [7], на поверхность текстурированного листа из электротехнической стали и затем спекание жидкости для получения изолирующего покрытия.
[10] Способ производства текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием, согласно [9], в котором, когда жидкость для получения изолирующего покрытия наносят на поверхность текстурированного листа из электротехнической стали, то жидкость для получения изолирующего покрытия наносят на поверхность текстурированного листа из электротехнической стали с использованием валка для нанесения покрытий во время перемещения текстурированного листа из электротехнической стали.
Преимущества изобретения
В настоящем изобретении предлагается жидкость для получения изолирующего покрытия, которая может формировать бесхромовое изолирующее покрытие, характеризующееся превосходной стойкостью к влагопоглощению и способное придавать высокое натяжения для получения превосходного эффекта уменьшения потерь в железе, при этом жидкость для получения изолирующего покрытия также ингибирует возникновение дефектов внешнего вида, которые могут проявляться после нанесения жидкости для получения изолирующего покрытия на стальной лист и спекания.
Жидкость для получения изолирующего покрытия также ингибирует возникновение дефектов внешнего вида, которые могут проявляться после нанесения жидкости для получения изолирующего покрытия на стальной лист и спекания даже в случае проведения высокоскоростного нанесения покрытия с использованием валка или в случае, когда в линии по производству изоляционного покрытия происходит изменение скорости.
Кроме того, текстурированный лист из электротехнической стали с нанесенным изолирующим покрытием, которое получено в результате нанесения и спекания жидкости для получения изолирующего покрытия, характеризуется превосходной стойкостью к влагопоглощению и превосходным эффектом уменьшения потерь в железе и, в дополнение к этому, имеет однородный и эстетически привлекательный внешний вид поверхности, на которой, благодаря жидкости для получения изолирующего покрытия, подавлено возникновение следов неоднородности покрытия.
Описание вариантов осуществления
Причины ограничений, накладываемых на каждый из основных элементов настоящего изобретения, будут описаны ниже.
Стальные листы, представляющие собой предмет изобретения, могут относиться к любому сорту стали при условии, что стальные листы являются текстурированными листами из электротехнической стали. Предпочтительно типовой текстурированный лист из электротехнической стали производят, например, описанным ниже способом.
Сначала будет описываться предпочтительный химический состав стали. В следующем далее описании изобретения символ «%», использованный для указания содержания каждого из элементов, будет обозначать «мас.%», если только не будет указано иное.
С: от 0,001 до 0,10%
С представляет собой компонент, подходящий для использования при формировании зерен, характеризующихся ориентацией Госса. Для возможности эффективного проявления такой функции, предпочтительно, чтобы содержание C было больше или равно 0,001%. С другой стороны, если содержание С составляет более, чем 0,10%, при обезуглероживающем отжиге может иметь место неудовлетворительное обезуглероживание. Соответственно, предпочтительным является содержание С в диапазоне от 0,001 до 0,10%.
Si: от 1,0 до 5,0%
Si является компонентом, необходимым для увеличения электрического сопротивления, уменьшения потерь в железе и для стабилизации ОЦК-структуры железа, чтобы обеспечить возможность высокотемпературной термообработки. Предпочтительным является содержание Si больше или равное 1,0%. С другой стороны, если содержание Si составляет более чем 5,0%, становится затруднительным проведение холодной прокатки. Соответственно, предпочтительным является содержание Si в диапазоне от 1,0 до 5,0%. Более предпочтительным является содержание Si в диапазоне от 2,0 до 5,0%.
Mn: от 0,01 до 1,0%
Mn эффективно способствует снижению красноломкости стали и, кроме того, служит ингибитором роста зерен, образуя выделения, такие как MnS или MnSe, в случае присутствия S или Se. Поэтому предпочтительно, чтобы содержание Mn было больше или равно 0,01%. С другой стороны, если содержание Mn превышает 1,0%, диаметр зерен выделения, такого как MnSe, может укрупниться, и, следовательно, эффект действия ингибитора может быть потерян. Соответственно, предпочтительно, чтобы содержание Mn находилось в диапазоне от 0,01 до 1,0%.
раств. Al: от 0,003 до 0,050%
Al является полезным компонентом, потому что в стали Al образует AlN, который служит второй дисперсной фазой и, таким образом, действует как ингибитор. Поэтому предпочтительно, раств. Al должен быть включен в количестве, превышающем или равном 0,003%. С другой стороны, если содержание Al в расчете на раств. Al составляет больше 0,050%, AlN может образовывать крупные выделения, и, следовательно, эффект действия ингибитора может быть потерян. Соответственно, предпочтительно, чтобы содержание Al в расчете на раств. Al находилось в диапазоне от 0,003 до 0,050%.
N: от 0,001 до 0,020%
Подобно Al N представляет собой компонент, необходимый для образования AlN. Поэтому предпочтительным является содержание N превышающее или равное 0,001%. С другой стороны, если содержание N составляет более, чем 0,020%, во время нагревания сляба может происходить образование вздутий и тому подобное. Соответственно, предпочтительно, чтобы содержание N находилось в диапазоне от 0,001 до 0,020%.
Общее содержание одного или обоих, выбранных из S и Se: от 0,001 до 0,05%
S и Se являются полезными компонентами, поскольку S или Se связываются с Mn или Cu с образованием MnSe, MnS, Cu2-xSe или Cu2-xS, которые служат в качестве второй дисперсной фазы в стали и, таким образом, действуют как ингибитор. Поэтому предпочтительно обеспечить, чтобы общее содержание одного или обоих из S и Se было больше или равно 0,001%. С другой стороны, если общее содержание одного или обоих из S и Se превышает 0,05%, то образующийся во время нагрева сляба твердый раствор может быть неполным (с ограниченной взаимной растворимостью компонентов), и, кроме того, может возникнуть дефект поверхности продукта. Соответственно, независимо от того, включен ли один из S и Se или включены оба S и Se, предпочтительно, чтобы общее содержание S и Se находилось в диапазоне от 0,001 до 0,05%.
Предпочтительно, чтобы основные компоненты стали были такими, как указано выше. Кроме того, кроме компонентов, описанных выше, остаток в химическом составе стали может состоять из Fe и случайных примесей.
Кроме того, описанный выше химический состав может дополнительно включать один или несколько дополнительных элементов, выбираемых из Cu: от 0,01 до 0,2%, Ni: от 0,01 до 0,5%, Cr: от 0,01 до 0,5%, Sb: от 0,01 до 0,1%, Sn: от 0,01 до 0,5%, Mo: от 0,01 до 0,5% и Bi: от 0,001 до 0,1%. Добавление элемента, который выполняет функцию вспомогательного ингибитора, позволяет дополнительно улучшить магнитные свойства. К таким элементам относятся элементы, упомянутые выше, которые имеют тенденцию разделяться по диаметру зерен или поверхности. Каждый из элементов оказывает полезный эффект, если включен в количестве, превышающем или равном нижнему пределу содержания, упомянутому выше. Если верхний предел содержания, упомянутый выше, будет превышен, имеет место тенденция к отказу от вторичной рекристаллизации, и, следовательно, упомянутые выше диапазоны являются предпочтительными.
Кроме того, в дополнение к компонентам, упомянутым выше, могут быть включены один или несколько элементов, которые выбирают из B: от 0,001 до 0,01%, Ge: от 0,001 до 0,1%, As: от 0,005 до 0,1%, P: от 0,005 до 0,1%, Te: от 0,005 до 0,1%, Nb: от 0,005 до 0,1%, Ti: от 0,005 до 0,1% и V: от 0,005 до 0,1%. Включение одного или нескольких из них приводит к повышенной способности подавлять рост зерен, что, в свою очередь, приводит к постоянному достижению более высоких плотностей магнитного потока.
Теперь будет описан способ производства текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием.
Расплавленную сталь, имеющую химический состав, как описано выше, получают с использованием процесса рафинирования, известного в данной области техники, а затем жидкую сталь обрабатывают с использованием метода непрерывной разливки или способа прокатки слитков-слябов с образованием исходного материала стали (стального сляба). Затем стальной сляб подвергают горячей прокатке с получением горячекатаного листа, который при необходимости может быть подвергнут отжигу в зоне горячих состояний. Затем полученный продукт подвергают холодной прокатке один, два или более раза с промежуточным отжигом, чтобы получить холоднокатаный лист, имеющий конечную толщину листа. Затем проводят первичный рекристаллизационный отжиг и обезуглероживающий отжиг. Затем применяется сепаратор для отжига, содержащий MgO в качестве основного компонента, а затем выполняется окончательный отжиг для образования слоя покрытия, который включает форстерит в качестве основного компонента. Затем наносят жидкость для обработки изолирующего покрытия, чтобы сформировать стеклянное изолирующее покрытие, а затем при необходимости проводят процесс сушки. После этого выполняется правильный отжиг, при котором также может выполняться спекание. Таким образом, при использовании такого способа производства, включающего последовательность стадий, может быть произведен текстурированный лист из электротехнической стали с нанесенным изолирующим покрытием.
Жидкость для получения изолирующего покрытия настоящего изобретения содержит по меньшей мере одну соль фосфорной кислоты, выбранную из фосфатов Mg, Ca, Ba, Sr, Zn, Al и Mn, и содержит коллоидный диоксид кремния и частицы соединения, содержащего металлический элемент. Предпочтительный растворитель для жидкости представляет собой воду.
В жидкости для получения изолирующего покрытия используемая соль фосфорной кислоты представляет собой по меньшей мере одну, выбранную из фосфатных солей любого из Mg, Ca, Ba, Sr, Zn, Al и Mn. Фосфатные соли щелочного металла (Li, Na и тому подобного), не подходят для использования, поскольку такие соли фосфорной кислоты характеризуются очень низкой стойкостью к влагопоглощению. Обычно используют одну из вышеупомянутых солей фосфорной кислоты, но могут быть смешаны друг с другом и использованы две и более фосфатные соли. В случаях, когда две или более из упомянутых выше фосфатных солей смешивают и используют, значения физических свойств изолирующего покрытия (покрытия) можно точно контролировать. Предпочтительно, чтобы фосфатная соль была дигидрофосфатной солью (бифосфатной солью), поскольку дигидрофосфатные соли легко доступны.
Коллоидный диоксид кремния, в расчете на SiO2 в пересчете на твердое вещество, содержится в количестве от 50 до 120 массовых частей на 100 массовых частей по меньшей мере одной соли фосфорной кислоты, выбираемой из фосфатов любого из Mg, Ca, Ba, Sr, Zn, Al и Mn. Если содержание коллоидного диоксида кремния в расчете на SiO2 в пересчете на твердое вещество составляет менее 50 частей по массе на 100 частей по массе фосфатной соли, эффект уменьшения коэффициента теплового расширения покрытия снижается, в результате натяжение, которое придается стальному листу, также снижается, и, следовательно, эффект устранения потери в железе из-за образования изолирующего покрытия (покрытия натяжения) не создается. Кроме того, если содержание коллоидного диоксида кремния в расчете на SiO2 в пересчете на твердое вещество превышает 120 частей по массе на 100 частей по массе фосфатной соли, стойкость к влагопоглощению покрытия снижается. Предпочтительно, содержание коллоидного диоксида кремния в расчете на SiO2 в пересчете на твердое вещество больше или равно 60 массовым частям на 100 массовых частей фосфатной соли. Кроме того, предпочтительно, чтобы содержание коллоидного диоксида кремния в расчете на SiO2 в пересчете на твердое вещество было меньше или равно 100 массовым частям на 100 массовых частей фосфатной соли.
Частицы соединения, содержащего металлический элемент, включают для улучшения стойкости к влагопоглощению, натяжения покрытия, противокоррозионной стойкости и тому подобного, которые ухудшаются в случае бесхромовых покрытий. Частицы соединения, содержащего металлический элемент, в расчете на элементарный металл, содержатся в количестве от 5 массовых частей до 60 массовых частей на 100 массовых частей по меньшей мере одной соли фосфорной кислоты, выбираемой из фосфатных солей любого из Mg, Ca, Ba, Sr, Zn, Al и Mn. Если содержание частиц соединения, содержащего металлический элемент в расчете на элементарный металл, составляет менее чем 5 массовых частей на 100 массовых частей фосфатной соли, стойкость к влагопоглощению, натяжение покрытия и противокоррозионная стойкость являются недостаточными. С другой стороны, если содержание частиц соединения, содержащего металлический элемент, в расчете на элементарный металл, составляет более чем 60 массовых частей на 100 массовых частей фосфатной соли, увеличивается вязкость жидкости для получения изолирующего покрытия, и в результате формирование однородного покрытия, не содержащего дефектов внешнего вида, обусловленных неоднородностями покрытия, является затруднительным. Предпочтительно содержание частиц соединения, содержащего металлический элемент в расчете на элементарный металл, превышает или равно 10 массовым частям на 100 массовых частей фосфатной соли. Кроме того, предпочтительно содержание частиц соединения, содержащего металлический элемент в расчете на элементарный металл, меньше или равно 40 массовым частям на 100 массовых частей фосфатной соли.
С точки зрения улучшения стойкости к влагопоглощению, предпочтительно, чтобы металлический элемент соединения, содержащего металлический элемент, представлял собой Ti, Zr, Hf, V, Mg, Zn или Nb. Предпочтительно, чтобы соединение имело форму оксида или нитрида.
Предпочтительными являются частицы соединения, содержащего металлический элемент, относящиеся по меньшей мере к одному типу частиц, выбираемых из частиц любого из TiO2, ZrO2, HfO2, MgO, ZnO, Nb2O5, V2O5, TiN и ZrN. Использование любых из данных частиц способствует повышению натяжения покрытия и противокоррозионной стойкости.
В жидкости для получения изолирующего покрытия настоящего изобретения соединение, содержащее металлический элемент, присутствует в форме частиц (микрочастиц). С точки зрения улучшения натяжения покрытия предпочтительным является диаметр частиц соединения, содержащего металлический элемент, в диапазоне от 0,05 мкм и более до 1,0 мкм и менее. Более предпочтительно диаметр частиц соединения, содержащего металлический элемент, больше или равен 0,10 мкм. Кроме того, более предпочтительно диаметр частиц соединения, содержащего металлический элемент, меньше или равен 0,80 мкм. Диаметр частиц является средним диаметром частиц (вторичных частиц (агрегированных частиц) для случая агрегирования частиц) в жидкости для получения изолирующего покрытия и представляет собой значение, измеренное при использовании лазерной дифрактометрии. Средний диаметр частиц — это диаметр 50% частиц по объему, то есть медианный диаметр (d50).
Жидкость для получения изолирующего покрытия настоящего изобретения характеризуется индексом тиксотропности (TI) в диапазоне от 1,00 и более до 10,00 и менее.
Индекс тиксотропности (TI) представляет собой величину, рассчитываемую следующим образом. В результате проведения измерения при использовании одноцилиндрового ротационного вискозиметра, который является вискозиметром, относящимся к так называемому типу В, в соответствии с указанием в документе JIS Z 8803 получают вязкость η (L) [мПа⋅сек], которая является вязкостью при температуре жидкости 20°С и скорости вращения 6 об/мин, и вязкость η (Н) [мПа⋅сек], которая является вязкостью при температуре жидкости 20°С и скорости вращения 60 об/мин. В соответствии с этим, вычисление проводят при использовании представленного ниже уравнения (1). Предпочтительно, чтобы используемый шпиндель не менялся при измерении при 6 об/мин и при измерении при 60 об/мин.
TI = η (L)/ η (H) ... (1)
Значение TI 1,00 указывает на то, что жидкость для получения изолирующего покрытия представляет собой ньютоновскую текучую среду, которая характеризуется вязкостью, не зависящей от скоростей сдвига. Если значение TI составляет менее, чем 1,00, вязкость увеличивается при увеличении скорости сдвига, и возникновение дефекта ребристости является весьма вероятным. Соответственно, значения TI, составляющие менее, чем 1,00, являются неподходящими для использования. С другой стороны, если TI больше 10,00, степень увеличения вязкости чрезмерно увеличивается при уменьшении скорости сдвига, и, следовательно, выравнивание не может быть достигнуто в достаточной степени; следовательно, поверхность после нанесения и спекания неоднородна. Эта тенденция проявляется и в случае нанесения покрытия с помощью высокоскоростных валков и в случае изменения скорости на производственной линии для нанесения изолирующего покрытия. Предпочтительно значение TI находится в диапазоне от 1,00 и более до 8,00 и менее. Более предпочтительно значение TI является большим или равным 1,20. Кроме того, более предпочтительно значение TI является меньшим или равным 6,00.
Необходимо отметить, что на значение η (L) конкретных ограничений не накладывают, и предпочтительно оно находится в диапазоне от 2,0 до 60,0 мПа⋅сек. Кроме того, на значение η (Н) конкретных ограничений не накладывают, и предпочтительно оно находится в диапазоне от 2,0 до 30,0 мПа⋅сек.
Способы контролируемого выдерживания индекса тиксотропности (TI) в пределах предпочтительного диапазона включают различные способы, примеры которых включают способ, при котором изменяют значение рН жидкости для получения изолирующего покрытия, и способ, при котором в результате обработки поверхности контролируемо выдерживают поверхностный заряд коллоидного диоксида кремния. Примеры способа, при котором изменяют значение рН жидкости для получения изолирующего покрытия, включают способ, при котором к жидкости для получения изолирующего покрытия добавляют неорганическую кислоту и тому подобное. В частности, предпочтительным является способ, при котором в целях контролируемого выдерживания значения TI к жидкости для получения изолирующего покрытия добавляют незначительные количества диспергатора, поскольку данный способ оказывает наименьшее воздействие на свойства изолирующего покрытия.
Существуют различные типы диспергаторов, такие как ионные поверхностно-активные вещества и неионные поверхностно-активные вещества. В настоящем изобретении предпочтительным является добавление катионного поверхностно-активного вещества. Причина этого заключается в следующем. Как полагают, в жидкости для получения изолирующего покрытия поверхность частиц соединения, содержащего металлический элемент, приобретает отрицательный заряд, и катионное поверхностно-активное вещество может легко адсорбироваться на поверхности. В числе катионных поверхностно-активных веществ наиболее предпочтительными для использования в жидкости для получения изолирующего покрытия настоящего изобретения являются поверхностно-активные вещества, относящиеся к типу четвертичной аммониевой соли, которые характеризуются низкой вспениваемостью. Несмотря на зависимость уровня содержания диспергатора от соотношения между частями при смешивании данный уровень содержания предпочтительно находится в диапазоне от 0,20 массовой части и более до 2,0 массовой части и менее на 100 массовых частей по меньшей мере одной соли фосфорной кислоты, выбираемой из фосфатных солей, любого из Mg, Ca, Ba, Sr, Zn, Al и Mn. Более предпочтительно уровень содержания диспергатора больше или равен 0,25 массовой части на 100 массовых частей фосфатной соли. Кроме того, более предпочтительно уровень содержания диспергатора меньше или равен 1,5 массовой части на 100 массовых частей фосфатной соли. Необходимо отметить, что если диспергатор растворяют в растворителе, то количество диспергатора, выраженное в массовых частях, не включает количества растворителя.
В соответствии с настоящим изобретением способы производства текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием включают способ производства, при котором жидкость для получения изолирующего покрытия наносят на поверхность текстурированного листа из электротехнической стали, после этого по мере надобности проводят высушивание, а вслед за этим проводят спекание. В случае, когда жидкость для получения изолирующего покрытия наносят на поверхность текстурированного листа из электротехнической стали, предпочтительно, чтобы жидкость для получения изолирующего покрытия наносили на поверхность текстурированного листа из электротехнической стали с использованием валкового устройства для нанесения покрытий, при перемещении текстурированного листа из электротехнической стали. В соответствии с настоящим изобретением дефекты внешнего вида, которые могут проявляться после нанесения и спекания жидкости для нанесения изолирующего покрытия, подавляются, даже в случае, когда нанесение покрытия выполняют на высокоскоростном валке, или в случае, когда на производственной линии для нанесения изолирующего покрытия происходит изменение скорости. Примеры производственных условий, связанных с нанесением покрытия высокоскоростным валком, включают условия производства, в которых скорость подачи стального листа во время нанесения жидкости для нанесения изолирующего покрытия на поверхность текстурованного листа из электротехнической стали составляет 180 м/мин (метр в минуту) или больше. Кроме того, примеры производственных условий, связанных с изменением скорости, включают производственные условия, в которых возникает разница в 50 м/мин или более между максимальной скоростью подачи стального листа и минимальной скоростью подачи стального листа на производственной линии, в которой на поверхность текстурированного листа из электротехнической стали наносят обрабатывающую жидкость для изолирующего покрытия.
В соответствии с настоящим изобретением текстурированный лист из электротехнической стали с нанесенным изолирующим покрытием имеет изолирующее покрытие на обеих поверхностях. Изолирующее покрытие является покрытием, сформированным в результате нанесения жидкости для получения изолирующего покрытия на поверхности стального листа, после этого по мере надобности проведения высушивания и вслед за этим проведения спекания. Вследствие наличия у текстурированного листа из электротехнической стали изолирующего покрытия текстурированный лист из электротехнической стали характеризуется превосходной стойкостью к влагопоглощению и превосходным эффектом уменьшения потерь в железе, а также имеет однородный и эстетически привлекательный внешний вид поверхности, на которой устранены неровности из-за неоднородностей покрытия, связанные с жидкостью для нанесения изолирующего покрытия.
Предпочтительно, чтобы текстурированный лист из электротехнической стали, имеющий изолирующее покрытие по настоящему изобретению, имел потери в железе, меньше или равные 0,88 Вт/кг. Кроме того, в текстурированном листе из электротехнической стали, имеющем изолирующее покрытие по настоящему изобретению, предпочтительно, чтобы натяжение (натяжение покрытия), придаваемое текстурированному листу из электротехнической стали изолирующим покрытием, было больше или равно 10,0Мпа. Кроме того, предпочтительно, чтобы текстурированный лист из электротехнической стали, имеющий изолирующее покрытие по настоящему изобретению, имел стойкость к влагопоглощению, соответствующую величине выщелачивания фосфора, меньшей или равной 100 [мкг/150 см2]. Методы измерения потерь в железе, придаваемого натяжения и стойкости к влагопоглощению описаны ниже в примерах.
Примеры
Пример 1
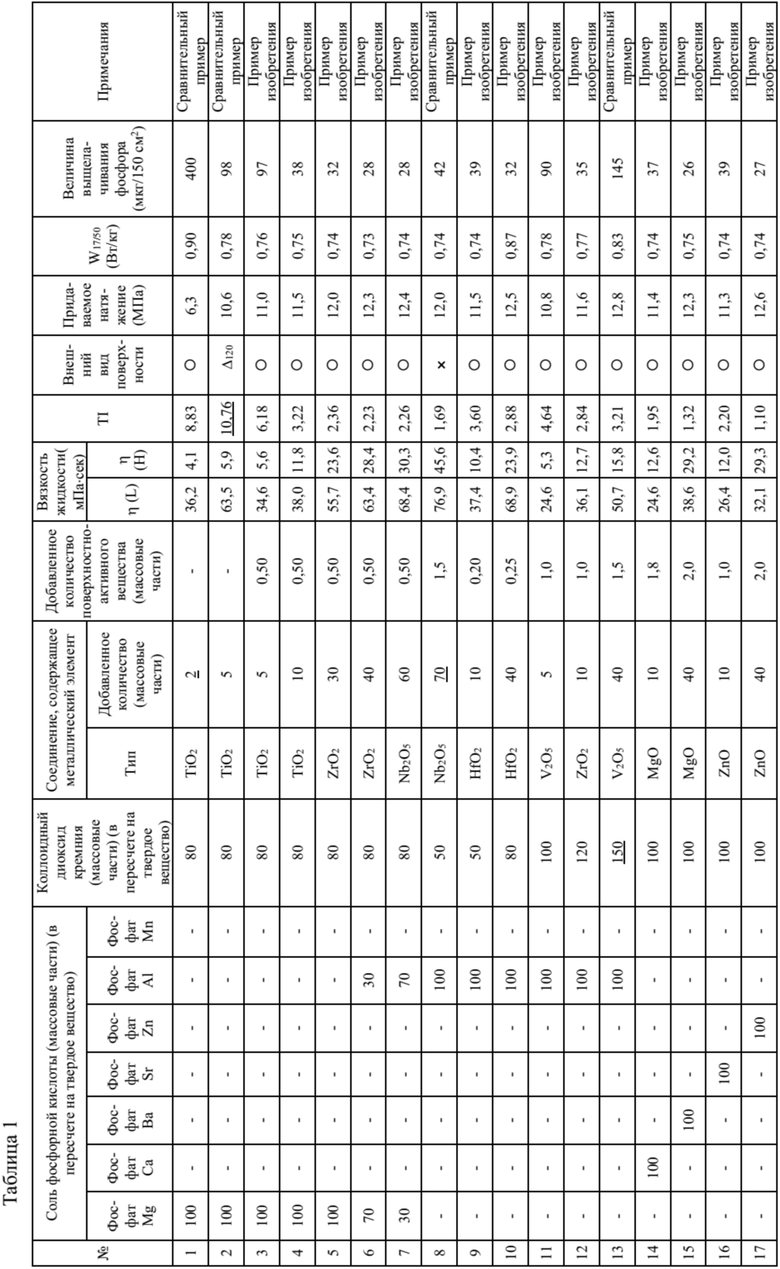
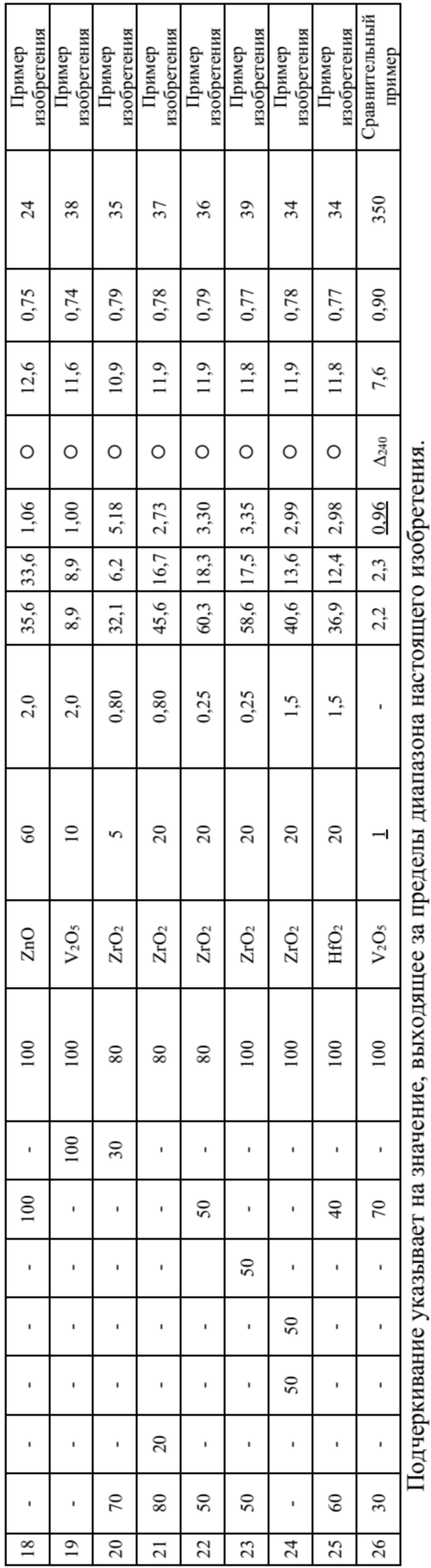
Получали подвергнутый окончательному отжигу текстурированный лист из электротехнической стали с толщиной листа 0,20 мм. Текстурированный лист из электротехнической стали характеризуется плотностью магнитного потока В8 1,920 Тл. Текстурированный лист из электротехнической стали подвергали травлению в фосфорной кислоте, а затем были нанесены указанные в таблице 1 различные жидкости для получения бесхромового изолирующего покрытия, таким образом, чтобы была бы достигнута общая масса покрытия на обеих поверхностях после спекания 8,0 г/м2. В данном случае жидкость для получения изолирующего покрытия наносили с использованием валкового устройства для нанесения покрытия при одновременном перемещении текстурированного листа из электротехнической стали, при этом использовали два уровня скоростей подачи – 120 м/мин и 240 м/мин. Далее осуществляли спекание в условиях 820°С, 30 секунд и атмосфера 100 об.% N2. Соответственно были изготовлены текстурированные листы из электротехнической стали с нанесенным изолирующим покрытием.
В таблице 1 фосфатная соль, использованная для каждого из образцов, представляла собой водный раствор дигидросоли фосфорной кислоты, а использованный коллоидный диоксид кремния представлял собой продукт SNOWTEX-C, производства компании Nissan Chemical Corporation. Для обоих указанных материалов содержание показано в пересчете на твердое вещество. Частицы соединения, содержащего металлический элемент, представляют собой частицы TiO2, ZrO2, HfO2, Nb2O5, V2O5, MgO и ZnO. Во всех случаях диаметр частиц находился в диапазоне от 0,1 до 0,8 мкм. Диаметр частиц соединения, содержащего металлический элемент, в жидкости для получения изолирующего покрытия измеряли при использовании лазерного дифракционного анализатора распределения частиц по размерам SALD-3100, производства компании Shimadzu Corporation. Диаметр частиц является средним диаметром частиц и является диаметром, не превышаемым диаметром 50% частиц и полученным при расчете на объем, то есть, медианным диаметром. Кроме того, содержание частиц соединения, содержащего металлический элемент, представляют собой содержание в расчете на элементарный металл в пересчете на твердое вещество. Поверхностно-активное вещество, использованное в качестве диспергатора, представляло собой продукт QUARTAMIN 24Р (катионное поверхностно-активное вещество типа четвертичной аммониевой соли), производства компании Kao Corporation. Уровень содержания поверхностно-активного вещества не включает количество растворителя. Относительную плотность жидкости для получения изолирующего покрытия доводили до 1,180 при использовании очищенной воды.
При использовании методов, описанных ниже, проводили измерение вязкостей жидкости для получения изолирующего покрытия, оценку внешнего вида поверхности, после нанесения и спекания жидкости для получения изолирующего покрытия, оценку потерь в железе, придаваемого натяжения и стойкости к влагопоглощению текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием. Результаты демонстрируются в таблице 1.
Вязкость жидкости для получения изолирующего покрытия
Вязкости жидкости для получения покрытия измеряли при использовании вискозиметра типа В, имеющего ротор № 1, производства компании Toki Sangyo Co., Ltd. Более конкретно, измеряли вязкость η (L) при температуре жидкости 20°С и скорости вращения 6 об/мин и вязкость η (Н) при температуре жидкости 20°С и скорости вращения 60 об/мин. Затем рассчитывали индекс тиксотропности (TI) в соответствии с представленным ниже уравнением (1).
TI = η (L)/ η (H) ... (1)
Внешний вид поверхности после нанесения и спекания жидкости для получения изолирующего покрытия
Проводили визуальный осмотр для проверки состояния поверхности, на которую жидкость для получения изолирующего покрытия наносили при использовании валкового устройства для нанесения покрытия при одновременном перемещении текстурированного листа из электротехнической стали, при этом использовали два уровня скоростей подачи – 120 м/мин и 240 м/мин, со следующим далее спеканием. Оценки проводили следующим образом. При следующих далее оценках символ «○» указывает «соответствие требованиям».
Дефект ребристости не возникал ни при каком из условий (120 м/мин и 240 м/мин): ○
Дефект ребристости возникал при одном из условий: Δ120 или Δ240 (символ Δ120 указывает на возникновение дефекта ребристости в условиях при 120 м/мин, а символ Δ240 указывает на возникновение дефекта ребристости в условиях при 240 м/мин)
Дефект ребристости возникал при обоих условиях: ×
(Потери в железе)
В соответствии с методом, указанным в документе JIS C 2550, потери в железе (W17/50) измеряли при использовании образца для испытаний с размерами 30 мм (в ширину) × 280 мм (в длину), вырезанного из текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием. При потерях в железе (W17/50), составляющих 0,88 Вт/кг и менее, присваивался рейтинг «соответствует требованиям».
Придаваемое натяжение
Натяжение (натяжение покрытия), придаваемое стальному листу, определяли следующим образом. Натяжение является натяжением в направлении прокатки. Из текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием вырезали образец для испытаний с размерами 30 мм (в длину в направлении, перпендикулярном направлению прокатки) × 280 мм (в длину в направлении прокатки). Одну поверхность образца для испытаний маскировали клейкой лентой, а после этого изолирующее покрытие на другой поверхности удаляли при использовании щелочи, кислоты и тому подобного. Вслед за этим фиксировали область, простирающуюся на 30 мм на одном конце образца для испытаний, и участок образца для испытаний, простирающийся от нее на 250 мм, обозначали как длину измерения. В соответствии с этим, измеряли величину отклонения и использовали уравнение, показанное ниже. Необходимо отметить, что модуль Юнга для стального листа предположительно составлял 132 ГПа. При придаваемом натяжении, составляющем 10,0 МПа и более, присваивался рейтинг «соответствует требованиям».
Натяжение (МПа), придаваемое стальному листу = Модуль Юнга (ГПа) для стального листа × толщина листа (мм) × величина отклонения (мм) ÷ (длина измерения отклонения (мм))2 × 103
Стойкость к влагопоглощению
Стойкость к влагопоглощению измеряли и оценивали следующим образом. Три образца для испытаний с размерами 50 мм × 50 мм, которые вырезали из текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием, погружали в дистиллированную воду при 100°С и кипятили на протяжении 5 минут для выщелачивания фосфора с поверхности изолирующего покрытия. Величину выщелачивания [мкг/150 см2] количественно анализировали при использовании спектрометрии с индуктивно связанной плазмой. При величине выщелачивания фосфора, составляющей 100 и менее [мкг/150 см2], присваивался рейтинг «соответствует требованиям».
Как показано в таблице 1, использование жидкости для получения изолирующего покрытия настоящего изобретения делает возможным формирование бесхромового изолирующего покрытия, характеризующегося превосходной стойкостью к влагопоглощению и способного придавать высокое натяжение для обеспечения превосходного эффекта уменьшения потерь в железе, а также предотвращает появление дефектов внешнего вида, обусловленных неоднородностями покрытия, которые могут возникать в случае нанесения жидкости для получения изолирующего покрытия на стальной лист.
Пример 2
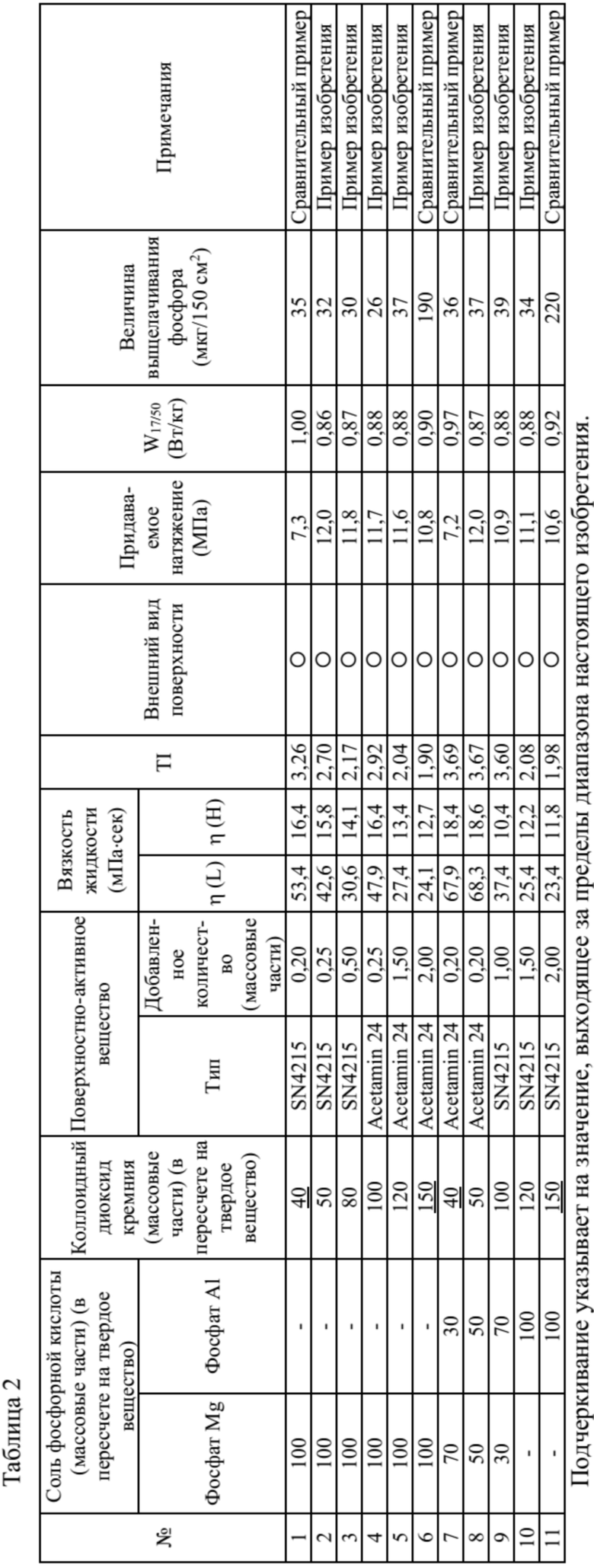
Получали подвергнутый окончательному отжигу текстурированный лист из электротехнической стали с толщиной листа 0,27 мм. Текстурированный лист из электротехнической стали характеризуется плотностью магнитного потока В8 1,928 Тл. Текстурированный лист из электротехнической стали подвергали травлению в фосфорной кислоте, а затем были нанесены указанные в таблице 2 различные жидкости для получения бесхромового изолирующего покрытия, таким образом, чтобы была бы достигнута общая масса покрытия на обеих поверхностях после спекания 12,0 г/м2. В данном случае жидкость для получения изолирующего покрытия наносили с использованием валкового устройства для нанесения покрытия при одновременном перемещении текстурированного листа из электротехнической стали, при этом использовали два уровня скоростей подачи – 100 м/мин и 300 м/мин. Далее осуществляли спекание в условиях 900°С, 30 секунд и атмосфера 90 об.% N2 и 10 об.% Н2. Соответственно были изготовлены текстурированные листы из электротехнической стали с нанесенным изолирующим покрытием.
В таблице 2 фосфатная соль, использованная для каждого из образцов, представляла собой водный раствор дигидросоли фосфорной кислоты, а использованный коллоидный диоксид кремния представлял собой продукт АТ-30, производства компании ADEKA Corporation. Для обоих указанных материалов содержание показано в пересчете на твердое вещество. Частицы соединения, содержащего металлический элемент, представляли собой продукт NanoUse ZR-30AH, который представляет собой золь ZrO2, производства компании Nissan Chemical Corporation. Количество добавки, в расчете на элементарный металл (Zr) в пересчете на твердое вещество, составляло 20 массовых частей на 100 массовых частей фосфатной соли. Диаметр частиц составлял 0,1 мкм (измерено, как в примере 1). Поверхностно-активные вещества, использованные в качестве диспергатора, представляли собой продукты SN dispersant 4215 (катионное поверхностно-активное вещество, относящееся к типу четвертичной аммониевой соли), производства компании San Nopco Limited, и ACETAMIN 24 (катионное поверхностно-активное вещество, относящееся к типу алкиламина), производства компании Kao Corporation. Содержание поверхностно-активного вещества не включает количество растворителя. Относительную плотность жидкости для получения изолирующего покрытия доводили до 1,250 при использовании очищенной воды.
Как и в примере 1, проводили измерение вязкости жидкости для получения изолирующего покрытия и оценки потерь в железе, придаваемого натяжения и стойкости к влагопоглощению текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием. Кроме того, при использовании метода, описанного ниже, проводили оценку внешнего вида поверхности, обнаруживаемого после нанесения и спекания жидкости для получения изолирующего покрытия. Результаты демонстрируются в таблице 2.
Внешний вид поверхности после нанесения и спекания жидкости для получения изолирующего покрытия
Проводили визуальный осмотр для проверки состояния поверхности, на которую жидкость для получения изолирующего покрытия наносили при использовании валкового устройства для нанесения покрытия при одновременном перемещении текстурированного листа из электротехнической стали, при этом использовали два уровня скоростей подачи – 100 м/мин и 300 м/мин, со следующим далее спеканием. Оценки проводили следующим образом. При следующих далее оценках символ «○» указывает «соответствие требованиям».
Дефект ребристости не возникал ни при каком из условий (100 м/мин и 300 м/мин): ○
Дефект ребристости возникал при одном из условий: Δ100 или Δ300 (символ Δ100 указывает на возникновение дефекта ребристости в условиях при 100 м/мин, а символ Δ300 указывает на возникновение дефекта ребристости в условиях при 300 м/мин)
Дефект ребристости возникал при обоих условиях: ×
Как показано в таблице 2, использование жидкости для получения изолирующего покрытия настоящего изобретения делает возможным формирование бесхромового изолирующего покрытия, характеризующегося превосходной стойкостью к влагопоглощению и способного придавать высокое натяжение для обеспечения превосходного эффекта уменьшения потерь в железе, а также предотвращает появление дефектов внешнего вида, обусловленных неоднородностями покрытия, которые могут возникать в случае нанесения жидкости для получения изолирующего покрытия на стальной лист.
Пример 3
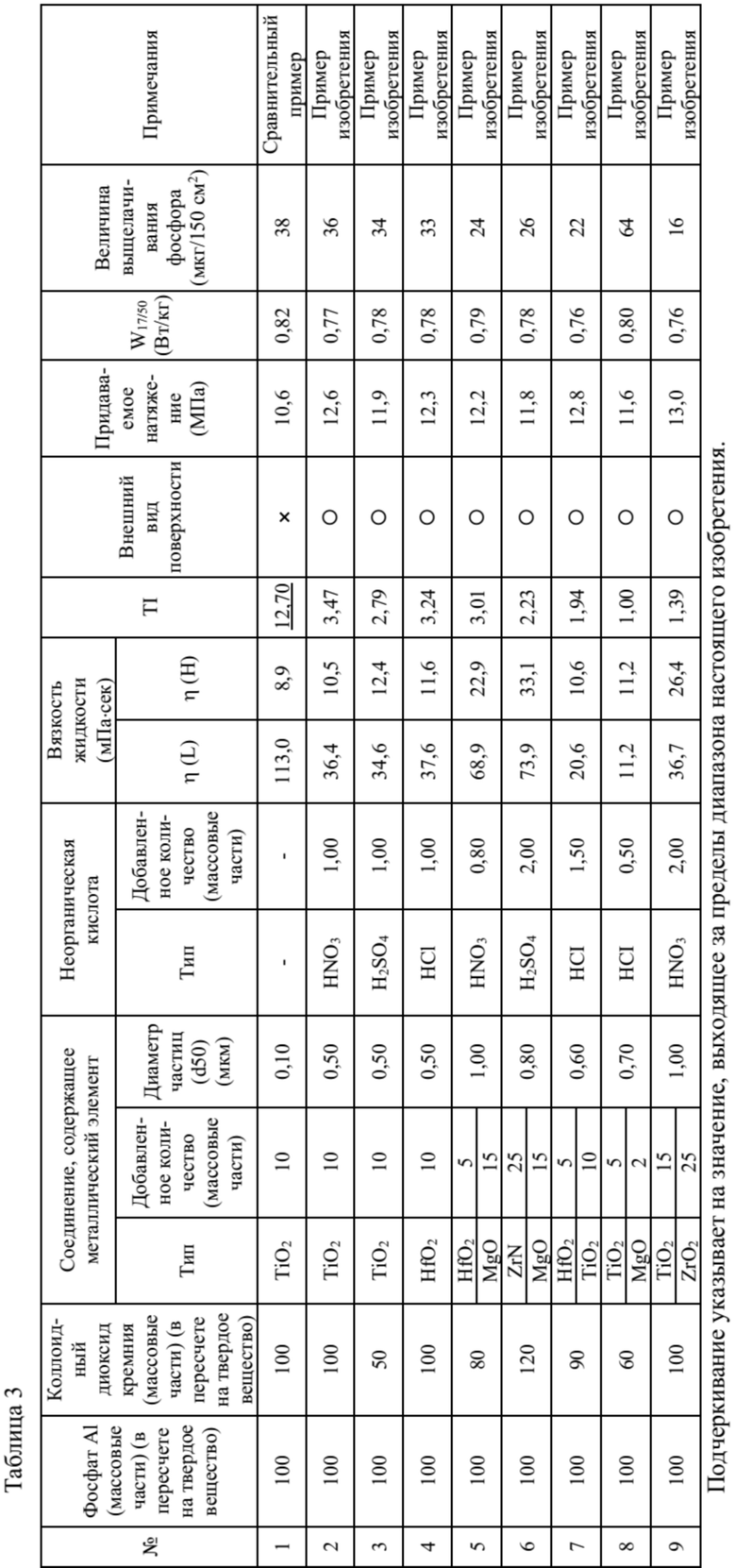
Получали подвергнутый окончательному отжигу текстурированный лист из электротехнической стали с толщиной листа 0,23 мм. Текстурированный лист из электротехнической стали характеризуется плотностью магнитного потока В8 1,923 Тл. Текстурированный лист из электротехнической стали подвергали травлению в фосфорной кислоте, а затем были нанесены указанные в таблице 3 различные жидкости для получения бесхромового изолирующего покрытия, таким образом, чтобы была бы достигнута общая масса покрытия на обеих поверхностях после спекания 10,0 г/м2. В данном случае жидкость для получения изолирующего покрытия наносили с использованием валкового устройства для нанесения покрытия при одновременном перемещении текстурированного листа из электротехнической стали, при этом использовали два уровня скоростей подачи – 150 м/мин и 380 м/мин. Далее осуществляли спекание в условиях 950°С, 10 секунд и атмосфера 85 об.% N2 и 15 об.% Н2. Соответственно были изготовлены текстурированные листы из электротехнической стали с нанесенным изолирующим покрытием.
В таблице 3 фосфатная соль, использованная для каждого из образцов, представляла собой водный раствор дигидрофосфата алюминия, а использованный коллоидный диоксид кремния представлял собой продукт АТ-30, производства компании ADEKA Corporation. Для обоих указанных материалов содержание показано в пересчете на твердое вещество. Частицы соединения, содержащего металлический элемент, представляли собой частицы TiO2, ZrN, HfO2, или MgO. Количество добавки, в расчете на элементарный металл в пересчете на твердое вещество, показано на твердое вещество. Диаметр их частиц в жидкости для получения изолирующего покрытия измеряли, как в примере 1. Для регулирования вязкости жидкости для получения изолирующего покрытия каждую неорганическую кислоту, перечисленную в таблице 3, добавляли в количестве, указанном в таблице. Указанные количества представляют собой количества, которые не включают количество других веществ, отличных от неорганической кислоты, таких как растворитель. Удельный вес жидкости для обработки изоляционного покрытия был доведен до 1,100 с использованием очищенной воды. Поверхностно-активные вещества, использованные в качестве диспергатора, представляли собой продукты SN dispersant 4215 (катионное поверхностно-активное вещество, относящееся к типу четвертичной аммониевой соли), производства компании San Nopco Limited, и ACETAMIN 24 (катионное поверхностно-активное вещество, относящееся к типу алкиламина), производства компании Kao Corporation. Содержание поверхностно-активного вещества не включает количество растворителя. Относительную плотность жидкости для получения изолирующего покрытия доводили до 1,250 при использовании очищенной воды.
Как и в примере 1, проводили измерение вязкости жидкости для получения изолирующего покрытия и оценки потерь в железе, придаваемого натяжения и стойкости к влагопоглощению для текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием. Кроме того, при использовании метода, описанного ниже, проводили оценку внешнего вида поверхности после нанесения и спекания жидкости для получения изолирующего покрытия. Результаты демонстрируются в таблице 3.
Внешний вид поверхности после нанесения и спекания жидкости для получения изолирующего покрытия
Проводили визуальный осмотр для проверки состояния поверхности, на которую жидкость для получения изолирующего покрытия наносили при использовании валкового устройства для нанесения покрытия при одновременном перемещении текстурированного листа из электротехнической стали, при этом использовали два уровня скоростей подачи – 150 м/мин и 380 м/мин, со следующим далее спеканием. Оценки проводили следующим образом. При следующих далее оценках символ «○» указывает «соответствие требованиям».
Дефект ребристости не возникал ни при каком из условий (150 м/мин и 380 м/мин): ○
Дефект ребристости возникал при одном из условий: Δ150 или Δ380 (символ Δ150 указывает на возникновение дефекта ребристости в условиях при 150 м/мин, а символ Δ380 указывает на возникновение дефекта ребристости в условиях при 380 м/мин)
Дефект ребристости возникал при обоих условиях: ×
Как показано в таблице 3, использование жидкости для получения изолирующего покрытия настоящего изобретения делает возможным формирование бесхромового изолирующего покрытия, характеризующегося превосходной стойкостью к влагопоглощению и способного придавать высокое натяжение для обеспечения превосходного эффекта уменьшения потерь в железе, а также предотвращает появление дефектов внешнего вида, обусловленных неоднородностями покрытия, которые могут возникать в случае нанесения жидкости для получения изолирующего покрытия на стальной лист.
Группа изобретений относится к жидкости для получения бесхромового изолирующего покрытия на поверхности текстурированного листа из электротехнической стали, текстурированному листу из электротехнической стали с нанесенным изолирующим покрытием и способу его производства. Жидкость для получения бесхромового изолирующего покрытия содержит по меньшей мере одну соль фосфорной кислоты, выбранную из фосфатных солей любого из Mg, Ca, Ba, Sr, Zn, Al и Mn, коллоидный диоксид кремния, содержание которого в расчете на SiO2 и в пересчете на твердое вещество составляет от 50 до 120 массовых частей, и частицы соединения, содержащего металлический элемент, содержание которых в расчете на элементарный металл составляет от 5 до 60 массовых частей на 100 массовых частей по меньшей мере одной фосфатной соли. Жидкость для получения изолирующего покрытия имеет индекс тиксотропности (TI) в диапазоне от 1,20 и более до 10,00 и менее. Обеспечивается создание жидкости для получения бесхромового изолирующего покрытия, характеризующегося превосходной стойкостью к влагопоглощению и способного придавать высокое натяжение для достижения превосходного эффекта уменьшения потерь в железе, при этом жидкость для получения изолирующего покрытия ингибирует возникновение дефектов внешнего вида, которые могут проявляться после ее нанесения на стальной лист и спекания. 3 н. и 7 з.п. ф-лы, 3 табл., 2 пр.
1. Жидкость для получения бесхромового изолирующего покрытия на поверхности текстурированного листа из электротехнической стали, содержащая по меньшей мере одну соль фосфорной кислоты, выбранную из фосфатных солей любого из Mg, Ca, Ba, Sr, Zn, Al и Mn, и включаюшая коллоидный диоксид кремния и частицы соединения, содержащего металлический элемент, в которой
содержание коллоидного диоксида кремния, в расчете на SiO2 и в пересчете на твердое вещество, составляет от 50 до 120 массовых частей, и содержание частиц соединения, содержащего металлический элемент, в расчете на элементарный металл, составляет от 5 до 60 массовых частей на 100 массовых частей по меньшей мере одной фосфатной соли,
и которая имеет индекс тиксотропности (TI) в диапазоне от 1,20 и более до 10,00 и менее.
2. Жидкость для получения изолирующего покрытия по п. 1, в которой частицы соединения, содержащего металлический элемент, представляют собой по меньшей мере один тип частиц, выбранных из частиц оксида и частиц нитрида, при этом оксид представляет собой по меньшей мере один из оксидов любого из Ti, Zr, Hf, V, Mg, Zn и Nb, и нитрид представляет собой по меньшей мере один из нитридов любого из Ti, Zr, Hf, V, Mg, Zn и Nb.
3. Жидкость для получения изолирующего покрытия по п. 1 или 2, в которой частицы соединения, содержащего металлический элемент, представляют собой по меньшей мере один тип частиц, выбираемых из частиц любого из TiO2, ZrO2, HfO2, MgO, ZnO, Nb2O5, V2O5, TiN и ZrN.
4. Жидкость для получения изолирующего покрытия по любому из пп. 1-3, в которой частицы соединения, содержащего металлический элемент, имеют диаметр частиц в диапазоне от 0,05 мкм и более до 1,0 мкм и менее.
5. Жидкость для получения изолирующего покрытия по любому из пп. 1-4, дополнительно содержащая катионное поверхностно-активное вещество.
6. Жидкость для получения изолирующего покрытия по п. 5, в которой катионное поверхностно-активное вещество представляет собой поверхностно-активное вещество соли четвертичного аммония.
7. Жидкость для получения изолирующего покрытия по п. 5 или 6, в которой содержание катионного поверхностно-активного вещества составляет от 0,20 до 2,0 массовых частей на 100 массовых частей по меньшей мере одной фосфатной соли любого из Mg, Ca, Ba, Sr, Zn, Al и Mn.
8. Текстурированный лист из электротехнической стали с нанесенным изолирующим покрытием, в котором изолирующее покрытие представляет собой изолирующее покрытие, полученное в результате спекания жидкости для получения изолирующего покрытия по любому из пп. 1-7, и изолирующее покрытие расположено на поверхности текстурированного листа из электротехнической стали.
9. Способ производства текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием, включающий нанесение жидкости для получения изолирующего покрытия по любому из пп. 1-7 на поверхность текстурированного листа из электротехнической стали и затем спекание жидкости для получения изолирующего покрытия.
10. Способ производства текстурированного листа из электротехнической стали с нанесенным изолирующим покрытием по п. 9, в котором, при нанесении жидкости для получения изолирующего покрытия на поверхность текстурированного листа из электротехнической стали, жидкость для получения изолирующего покрытия наносят на поверхность текстурированного листа из электротехнической стали с использованием валка для нанесения покрытий во время перемещения текстурированного листа из электротехнической стали.
| WO 2017150383 A1, 08.09.2017 | |||
| JP 2017141480 A, 17.08.2017 | |||
| WO 2018043167 A1, 08.03.2018 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ПОЛОСОВОЙ СТАЛИ | 2011 |
|
RU2550450C2 |
| ГРУНТОВОЧНОЕ ПОКРЫТИЕ ДЛЯ СТАЛИ | 2001 |
|
RU2269555C2 |

