Настоящее изобретение относится к способу сортировки и сортировочному устройству для сортировки пластинчатых изделий, предпочтительно заготовок стеклянных листов, а также к устройству для получения раскроенных стеклянных листов с резальной установкой для резания стеклянных листов на отдельные заготовки стеклянных листов и сортировочным устройством подобного типа, и к способу получения раскроенных стеклянных листов.
Соответствующее родовому понятию сортировочное устройство следует, например, из EP 1 323 651 A1. EP 1 323 651 A1 раскрывает сортировочное устройство для сортировки заготовок стеклянных листов, причем имеется устройство для промежуточного хранения и сортировки, которое предназначено для временного накопления и сортировки заготовок стеклянных листов, которое имеет неподвижный промежуточный накопитель, и на которое в производственном цикле могут передаваться, в частности, непрерывно, заготовки стеклянных листов. При этом дополнительно имеются устройства, в которых заготовки стеклянных листов из стационарного промежуточного накопителя могут вводиться в рассортированном состоянии. Выше по потоку относительно промежуточного накопителя размещен передвижной челнок, и рядом с промежуточным накопителем размещен дополнительный передвижной челнок, противолежащий относительно первого челнока.
Кроме того, EP 1 323 651 A1 раскрывает способ сортировки стеклянных листов, причем стеклянные листы одного производственного цикла на обрабатывающей линии подаются в рассортированном состоянии в накопительные устройства или на линии дополнительной обработки, причем применяется устройство для промежуточного хранения и сортировки, в которое в производственном цикле непрерывно загружаются заготовки стеклянных листов, и стеклянные листы размещаются, будучи отсортированными, в накопительных устройствах или на линиях дополнительной обработки, причем устройство для промежуточного хранения и сортировки имеет многочисленные передвижные промежуточные накопители, которые передвигаются независимо друг от друга в положение загрузки или выгрузки. Промежуточные накопители перемещаются вдоль направляющей, причем промежуточные накопители подобно лифту непрерывного действия приподнимаются с направляющей для опережения второго промежуточного накопителя и перемещаются над вторым или прочими промежуточными накопителями.
Из EP 0 620 171 A1 известна установка для сортировки раскроенных стеклянных пластин. Раскроенные стеклянные пластины рассортировываются с помощью сортировочной тележки, имеющей два отсека, в размещенные друг возле друга секционированные тележки. Когда секционированные тележки полностью заполняются, они перемещаются в точно определенное положение перед передаточным устройством для переноса стеклянных пластин в установку для последующей обработки, например, на линию для формирования изоляционного стекла. Из секций стеклянные пластины извлекают в предварительно запрограммированной последовательности.
EP 0 048 334 A1 также раскрывает устройство для сортировки несортированных стеклянных пластин установки для резки стекла. Раскроенные стеклянные пластины размещают несортированными в секционированной тележке. Затем секционированную тележку вводят в сортировочное устройство, которое имеет многочисленные, размещенные друг возле друга секционированные тележки. Кроме того, сортировочное устройство имеет передаточную тележку, которая принимает поступающие из резальной установки секционированные тележки и может перемещаться вдоль выстроенных в ряд секционированных тележек. Кроме того, передаточная тележка имеет перемещаемое вдоль передаточной тележки передаточное устройство для переноса раскроенных стеклянных пластин с секционированной тележки на выстроенные в ряд секционированные тележки.
WO 95/25688 A1 раскрывает способ сортировки пластин, в частности, заготовок стеклянных листов, причем заготовки стеклянных листов устанавливают в отсеки секционированного стеллажа, и затем заготовки стеклянных листов переносят из секционированного стеллажа в секционированную тележку. При этом секция секционированной тележки, в который установлена заготовка стеклянного листа, позиционируют напротив секции секционированного стеллажа, в котором размещена заготовка стеклянных листов, смещением секционированной тележки вдоль секционированного стеллажа.
Задача настоящего изобретения состоит в создании сортировочного устройства для сортировки пластинчатых изделий, предпочтительно раскроенных стеклянных листов, которое выполнено простым и занимающим немного места, и обеспечивает простую, быструю и экономичную сортировку.
Дополнительная задача изобретения заключается в создании простого и экономичного способа сортировки для сортировки пластинчатых изделий, предпочтительно раскроенных стеклянных листов.
Кроме того, задачей изобретения является создание устройства для получения раскроенных стеклянных листов с резальной установкой для резания стеклянных листов на отдельные заготовки стеклянных листов и сортировочным устройством подобного типа, и к способу получения раскроенных стеклянных листов.
Эти задачи решаются посредством сортировочного устройства согласно пункту 1 формулы изобретения, способа сортировки согласно пункту 18 формулы изобретения, устройства согласно пункту 26 формулы изобретения и способа согласно пункту 32 формулы изобретения. Предпочтительные варианты осуществления изобретения приведены в последующих соответствующих зависимых пунктах формулы изобретения.
Далее изобретение подробнее разъясняется в порядке примера с помощью чертежа. Как показано:
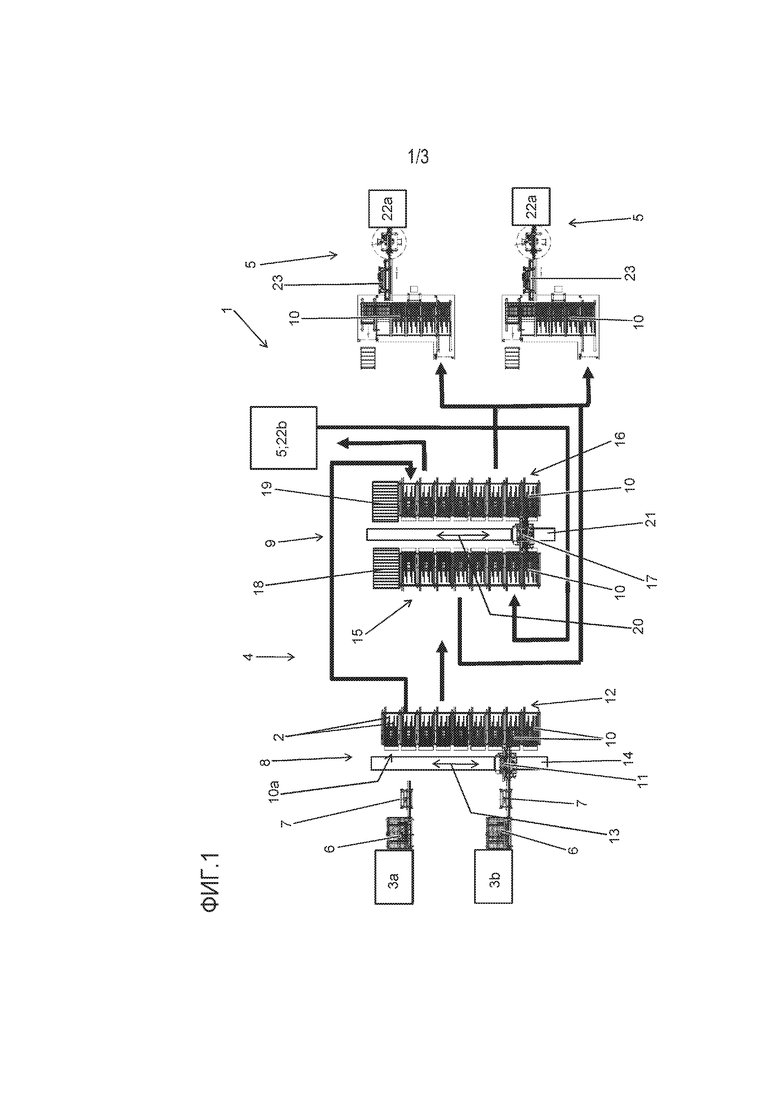
Фигура 1: представляет сильно упрощенный и схематический вид сверху соответствующего изобретению устройства с двумя резальными установками и с соответствующим изобретению сортировочным устройством согласно первому варианту осуществления изобретения
Фигура 2: представляет сильно упрощенный и схематический вид сверху соответствующего изобретению устройства с двумя резальными установками и с соответствующим изобретению сортировочным устройством согласно дополнительному варианту осуществления изобретения
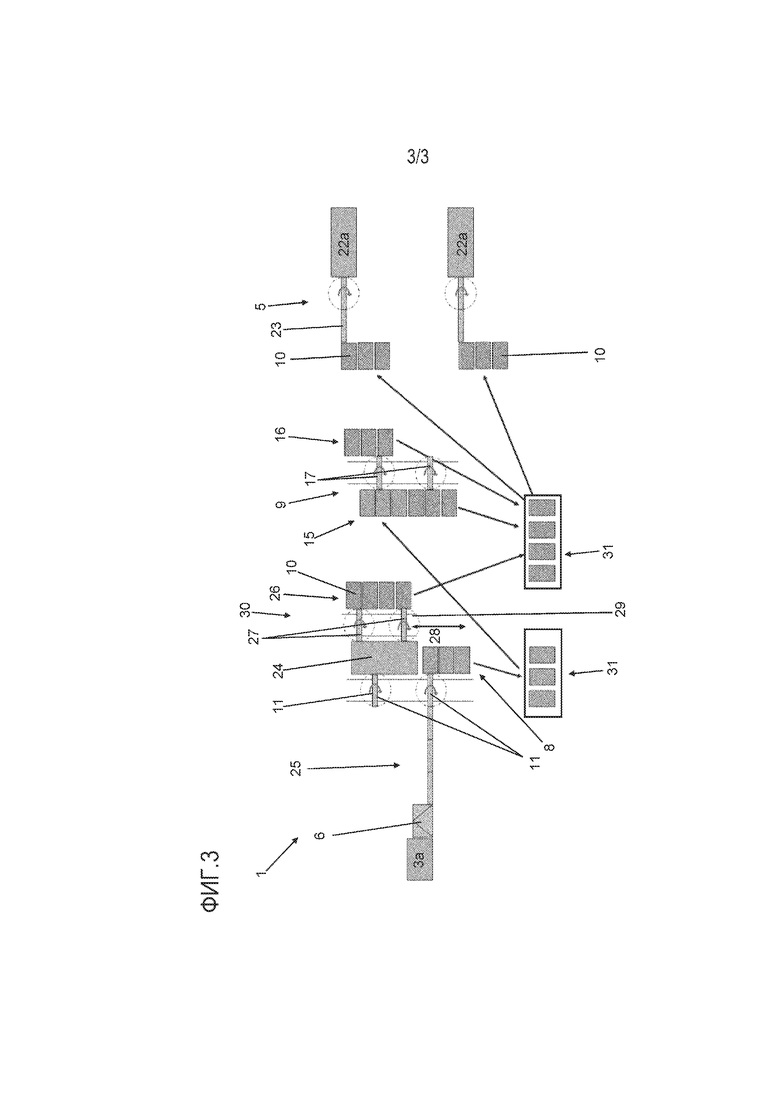
Фигура 3: представляет сильно упрощенный и схематический вид сверху соответствующего изобретению устройства согласно дополнительному варианту осуществления изобретения с дополнительным стационарным накопительным устройством
Соответствующее изобретению устройство 1 (Фиг. 1, 2, 3) для получения раскроенных стеклянных листов или, соответственно, заготовок 2 стеклянных листов, имеет по меньшей мере одну общеизвестную резальную линию или, соответственно, резальную установку 3а; b, соответствующее изобретению сортировочное устройство 4 и по меньшей мере одну установку для последующей обработки или, соответственно, линию последующей обработки 5.
Заготовки 2 стеклянных листов предпочтительно состоят из флоат-стекла и/или из многослойного стекла. Тем самым речь предпочтительно идет о заготовках листов из флоат-стекла и/или заготовках листов из многослойного стекла.
Поэтому устройство 1 предпочтительно имеет установку 3а для резки многослойного стекла и установку 3b для резки флоат-стекла. В резальных установках 3а; b листы исходного стекла общеизвестным способом разрезают на соответственные отдельные заготовки 2 стеклянных листов.
На конце каждой резальной установки 3а; b предпочтительно имеется наклоняемый стол 6, посредством которого заготовки 2 стеклянных листов из их горизонтального положения переводят в вертикальное или слегка наклонное относительно вертикали положение. К наклоняемому столу 6 предпочтительно примыкает транспортер 7. При этом речь предпочтительно идет о буферном конвейере. Посредством транспортера 7 соответственно отдельная заготовка 2 стеклянного листа передается на сортировочное устройство 4 и, соответственно, поступает в него. Но перенос на сортировочное устройство 4 может быть также проведен непосредственно с наклоняемого стола 6.
Соответствующее изобретению сортировочное устройство 4 имеет приемный узел 8 и сортировочный узел 9.
Приемный узел 8 имеет несколько размещенных друг возле друга передвижных секционированных стеллажей 10 и передвижной приемный и передаточный челнок 11.
Секционированные стеллажи 10 служат для приема заготовок 2 стеклянных листов и имеют для этого несколько общеизвестных секций. В частности, секционированный стеллаж 10 имеет по меньшей мере 20 секций, предпочтительно по меньшей мере 50 секций, для приема соответственно одной или нескольких заготовок 2 стеклянных листов. Заготовки 2 стеклянных листов выставлены в секциях вертикально или размещены слегка наклонно относительно вертикали. Секционированные стеллажи 10 в расчете на секцию могут принимать также несколько размещенных друг возле друга заготовок 2 стеклянных листов.
Кроме того, секционированные стеллажи 10 соответственно имеют открытый загрузочный и разгрузочный конец 10а, на котором заготовки 2 стеклянных листов вставляют в секционированный стеллаж 10 и, соответственно, из которого извлекают их. При этом все секционированные стеллажи 10, размещенные друг возле друга в ряду 12 секционированных стеллажей 10, размещены так, что загрузочные и разгрузочные концы 10а соответственно обращены к приемному и передаточному челноку 11. Они не обращены к соседнему секционированному стеллажу 10.
Кроме того, секционированные стеллажи 10 предпочтительно не имеют транспортер для загрузки заготовок 2 стеклянных листов в секционированный стеллаж 10 и разгрузки из него.
В отношении секционированных стеллажей 10 речь предпочтительно идет о секционированных тележках. Кроме того, однако, могут быть использованы также секционированные стеллажи 10, которые перемещаются посредством роботизированных транспортных средств (AGV=Автоматически управляемая тележка). Поскольку эти секционированные стеллажи 10 не имеют колес, они оказываются явно более легкими, чем секционированные тележки. Тем самым в отношении секционированных тележек речь идет о перемещаемых секционированных стеллажах 10 с колесами. Секционированные стеллажи 10, в частности, секционированные тележки 10, в отличие от приемного и передаточного челнока 11, могут свободно перемещаться, то есть могут передвигаться не только по заданным траекториям, как приемный и передаточный челнок 11, но и независимо от направляющих и, соответственно, рельсов.
Приемный и передаточный челнок 11 служит для приема заготовок 2 стеклянных листов из данной резальной установки 3а; b, в частности, с транспортера 7, и для передачи заготовок 2 стеклянных листов на секционированные стеллажи 10.
Приемный и передаточный челнок 11 размещен перед рядом 12 секционированных стеллажей 10 в последовательности технологических стадий изготовления и, соответственно, обработки и, соответственно, переработки. Кроме того, приемный и передаточный челнок 11 может автоматизированно перемещаться вперед и назад параллельно горизонтальному ряду 12 секционированных стеллажей 10 в горизонтальном направлении 13 подачи вдоль жестко заданной траектории движения, предпочтительно на направляющих 14. Для перемещения приемного и передаточного челнока 11 предусмотрены соответствующие приводные и управляющие устройства. Приемный и передаточный челнок 11 предпочтительно имеет приводной двигатель и управляющее средство. В отношении приводного двигателя речь предпочтительно идет о линейном электродвигателе. Но привод также может быть сформирован роторным двигателем в сочетании с шестерней и зубчатой рейкой. Привод также может быть сформирован посредством зубчатого ремня и стационарного приводного двигателя. Управляющее устройство может быть стационарным и соединенным с приемным и передаточным челноком 11 линией для передачи сигнала.
Приемный и передаточный челнок 11 предпочтительно имеет одно или несколько захватных устройств, которыми заготовки 2 стеклянных листов могут переноситься с данного транспортера 7 на приемный и передаточный челнок 11, и с приемного и передаточного челнока 11 на секционированный стеллаж 10. Но приемный и передаточный челнок 11 также может иметь, например, ролики или ремни для подачи заготовок 2 стеклянных листов в секционированный стеллаж 10, и обратно.
Приемный и передаточный челнок 11 предпочтительно имеет только одну отдельную или две секции (не показаны), причем в каждом случае в каждом отсеке могут быть размещены единственная заготовка 2 стеклянного листа или многочисленные заготовки 2 стеклянных листов друг возле друга, соответственно, на одной прямой относительно друг друга.
Однако приемный и передаточный челнок 11 предпочтительно имеет не более 10, предпочтительно не более 5, секций. Если приемный и передаточный челнок 11 имеет две заготовки 2 стеклянных листов друг рядом с другом, что является предпочтительным, то речь идет о сдвоенном челноке.
После приемного узла 8 в последовательностях технологических стадий изготовления и, соответственно, обработки и, соответственно, переработки размещен отдельный сортировочный узел 9 соответствующего изобретению сортировочного устройства 4.
Согласно первому варианту осуществления (Фиг. 1), сортировочный узел 9 имеет первый ряд 15 секционированных стеллажей 10, второй ряд 16 секционированных стеллажей 10, размещенный между ними сортировочный челнок 17 и, предпочтительно, по меньшей мере один первый стационарный накопитель 18 и один второй стационарный накопитель 19. Второй ряд 16 секционированных стеллажей 10 размещен после первого ряда 15 секционированных стеллажей 10, если смотреть по последовательностям технологических стадий изготовления и, соответственно, обработки и, соответственно, переработки.
Оба горизонтальных ряда 15; 16 секционированных стеллажей 10 сортировочного устройства 4 в каждом случае имеют многочисленные, размещенные друг возле друга передвижные секционированные стеллажи 10. При этом все секционированные стеллажи 10, находящиеся друг возле друга в одном ряду 15; 16 секционированных стеллажей 10, размещены так, что загрузочные и разгрузочные концы 10а в каждом случае обращены к сортировочному челноку 17. Соответственно этому, загрузочные и разгрузочные концы 10а секционированных стеллажей 10 обоих рядов 15; 16 секционированных стеллажей 10 обращены друг к другу.
Сортировочный челнок 17 может автоматизированно перемещаться вперед и назад параллельно обоим горизонтальным рядам 15; 16 секционированных стеллажей 10 между ними в горизонтальном направлении 20 подачи вдоль жестко заданной траектории движения, предпочтительно на направляющих 21. Для перемещения сортировочного челнока 17 опять же предусмотрены соответствующие приводные и управляющие устройства. Привод сортировочного челнока 17 и управление им производятся аналогично тому, как для приемного и передаточного челнока 11.
Сортировочный челнок 17 предпочтительно также имеет одно или многие захватные устройства, с помощью которых заготовки 2 стеклянных листов могут переноситься из секционированных стеллажей 10 на сортировочный челнок 17, и с сортировочного челнока 17 в другие секционированные стеллажи 10, будучи рассортированными. Но сортировочный челнок 17 также может иметь, например, ролики или ремни для подачи заготовок 2 стеклянных листов в секционированные стеллажи 10, и обратно.
Сортировочный челнок 17 также предпочтительно имеет только одну отдельную или две секции (не показаны), причем в каждой секции могут быть размещены единственная заготовка 2 стеклянного листа или несколько заготовок 2 стеклянных листов друг возле друга или, соответственно, на одной прямой относительно друг друга.
Сортировочный челнок 17 предпочтительно имеет не более 10, предпочтительно не более 5, секций. Если сортировочный челнок 17 имеет две заготовки 2 стеклянных листов друг рядом с другом, что является предпочтительным, то речь идет о сдвоенном челноке.
Кроме того, первый стационарный накопитель 18 размещен на торцевом или, соответственно, головном конце первого ряда 15 секционированных стеллажей 10, и второй стационарный накопитель 19 ряда размещен на торцевом или, соответственно, головном конце второго ряда 16 секционированных стеллажей 10. Сортировочный челнок 17 также может обслуживать оба стационарных накопителя 18; 19.
Согласно дополнительному варианту осуществления (Фиг. 2), сортировочный узел 9 имеет только один ряд 15 секционированных стеллажей 10.
В отношении установки 5 для дополнительной обработки речь предпочтительно идет о линии 22а для получения изоляционного стекла для переработки заготовок 2 стеклянных листов в изоляционное стекло или об отжиговом устройстве 22b для отжига заготовок 2 стеклянных листов из флоат-стекла, или об устройстве для обработки кромок.
Согласно дополнительному варианту осуществления изобретения (Фиг. 3), приемный узел 8 дополнительно к секционированным стеллажам 10 имеет по меньшей мере одно стационарное накопительное устройство 24 для хранения заготовок 2 стеклянных листов. Накопительное устройство 24 находится рядом с рядом 12 секционированных стеллажей 10, и также по соседству с направляющей приемного и передаточного челнока 11 и, соответственно, размещено непосредственно после него в последовательности технологических стадий обработки так, что заготовки 2 стеклянных листов из приемного и передаточного челнока 11 могут быть альтернативно введены как в секционированные стеллажи 10, так и в ряд 12 секционированных стеллажей 10. Накопительное устройство 24 для этого имеет размещенные общеизвестным образом многочисленные вертикальные или наклонные относительно вертикали секции для приема заготовок 2 стеклянных листов.
Кроме того, после накопительного устройства 24 в последовательности технологических стадий обработки имеется размещенный после него дополнительный ряд 26 секционированных стеллажей 10 со сформированными друг возле друга секционированными стеллажами 10. И между накопительным устройством 24 и рядом 26 секционированных стеллажей 10 имеется по меньшей мере один дополнительный сортировочный челнок 27, предпочтительно два, который может автоматизированно перемещаться вперед и назад в горизонтальном направлении 28 подачи челнока вдоль жестко заданной траектории движения, предпочтительно на направляющих 29. Для этого имеются соответствующие приводные устройства. Кроме того, ряд 26 секционированных стеллажей 10 и дополнительный сортировочный челнок 27 образуют дополнительный сортировочный узел 30.
Кроме того, согласно дополнительному варианту осуществления, устройство 1 предпочтительно имеет участок 25 предварительной сортировки, который размещен перед приемным узлом 8 в последовательности технологических стадий обработки. Например, участок 25 предварительной сортировки выполнен как впускная линия согласно немецкой патентной заявке DE 10 2018 214 131.2. Тем самым он предпочтительно имеет многоярусное, предпочтительно двухъярусное транспортное и подъемное устройство и размещенный после него в последовательности технологических стадий обработки многоярусный, предпочтительно двухъярусный, накопительный участок.
В транспортном и подъемном устройстве заготовки стеклянных листов частично транспортируются по вертикали на верхний ярус или верхние ярусы или на верхние ярусы транспортного и подъемного устройства. Поэтому транспортное и подъемное устройство служит для многоярусного, предпочтительно двухъярусного, транспортирования заготовок 2 стеклянных листов в горизонтальном направлении. Накопительный участок также выполнен многоярусным, предпочтительно двухъярусным, и имеет два размещенных друг над другом яруса и, соответственно, накопительных площадки, на которых заготовки 2 стеклянных листов транспортируются друг над другом в горизонтальном направлении.
Кроме того, другие элементы устройства 1, в частности, оба челнока 11; 17, секционированные стеллажи 10, накопители 18; 19, накопительное устройство 24, также могут быть сформированы многоярусными, предпочтительно двухъярусными.
Кроме того, устройство 1 предпочтительно имеет места 31 стоянки, на которых временно могут выдерживаться заполненные или незаполненные секционированные стеллажи 10, когда они не используются или находятся в положении ожидания.
При этом наличие дополнительного накопительного устройства 24 и/или двухъярусного впускного участка 25, и/или других элементов устройства 1 в двухъярусном исполнении, и/или мест 31 стоянки, разумеется, возможно во всех вариантах исполнения устройства 1.
Теперь далее более подробно разъясняются соответствующий изобретению способ получения и соответствующий изобретению способ сортировки с использованием соответствующих изобретению устройств 1; 4:
В соответственной резальной установке 3а; b стеклянные листы, предпочтительно состоящие из многослойного стекла или флоат-стекла, известным способом разрезаются и, соответственно, разделяются на отдельные заготовки 2 стеклянных листов. Затем раскроенные заготовки 2 стеклянных листов переводятся с наклоняемого стола 6 из их горизонтального положения по меньшей мере по существу в вертикальное положение. С помощью транспортера 7 размещенная стоящей заготовка 2 стеклянного листа подается к приемному и передаточному челноку 11 приемного узла 8, и там захватывается приемным и передаточным челноком 11.
В зависимости от того, сколько секций имеет приемный и передаточный челнок 11, он может принимать одну или несколько заготовок 2 стеклянных листов.
Теперь приемный и передаточный челнок 11 перемещает принятую или принятые заготовки 2 стеклянных листов к одному из приготовленных, ожидающих секционированных стеллажей 10 приемного узла 8, и передает одну или несколько заготовок 2 стеклянных листов на секционированный стеллаж 10. При этом заполнение секционированного стеллажа 10 происходит без сортировки, то есть, секционированные стеллажи 10 заполняются заготовками 2 стеклянных листов по очереди в той последовательности, в которой заготовки 2 стеклянных листов поступают с резки, без проведения сортировки. Таким образом, секционированные стеллажи 10 заполняются заготовками 2 стеклянных листов в хаотической (по мере резки) последовательности.
При этом последовательность заготовок 2 стеклянных листов, то есть, в какой секции какого секционированного стеллажа 10 размещаются какие заготовки 2 стеклянных листов, запоминается, предпочтительно автоматически.
При этом заготовки 2 стеклянных листов с приемного и передаточного челнока 11 могут быть также повернуты на 180°, например, чтобы изменить сторону разреза. Для этого верхняя часть приемного и передаточного челнока 11 общеизвестным путем может поворачиваться вокруг вертикальной оси.
Затем секционированные стеллажи 10, заполненные несортированными заготовками 2 стеклянного листа в хаотической последовательности, вручную или при автоматическом управлении, перемещают к сортировочному узлу 9. В случае автоматизированного перемещения предусматриваются соответствующие приводные и управляющие устройства для транспортных средств или секционированных тележек. Там секционированные стеллажи 10 выстраивают в первый и/или второй ряд 15; 16 секционированных стеллажей 10 сортировочного узла 9.
Теперь производится автоматизированное рассортировывание несортированных заготовок 2 стеклянных листов посредством сортировочного челнока 17. Заготовки 2 стеклянных листов из заполненных несортированными заготовками 2 стеклянных листов секционированных стеллажей 10 рассортировываются в последовательности и с группированием в другие и, соответственно, дополнительные секционированные тележки 10 первого или второго ряда 15; 16 секционированных стеллажей 10, которые требуются для последующей обработки. При этом рассортировывающее заполнение секционированных стеллажей 10 производится без перемещения секционированных стеллажей 10 первого или второго ряда 15; 16 секционированных стеллажей 10. Для этого производится перемещение только сортировочного челнока 17.
Во втором варианте осуществления только с одним рядом 15 секционированных стеллажей 10 заготовки 2 стеклянных листов из заполненных несортированными заготовками 2 стеклянных листов секционированных стеллажей 10 рассортировываются в дополнительные или, соответственно, другие секционированные стеллажи 10 того же ряда 15 секционированных стеллажей 10. При этом в отношении дополнительных или, соответственно, других секционированных стеллажей 10 речь может идти также о секционированных стеллажах 10, которые до этого тоже были заполнены несортированными заготовками 2 стеклянных листов или все еще являются такими.
Опять же, заготовки 2 стеклянных листов с приемного и передаточного челнока 11 также могут быть повернуты на 180°, чтобы, например, сменить сторону разреза. Для этого верхняя часть приемного и передаточного челнока 11 общеизвестным путем может поворачиваться вокруг вертикальной оси.
При этом опять же запоминается, предпочтительно автоматически, последовательность заготовок 2 стеклянных листов, то есть, в какой секции какого секционированного стеллажа 10 размещаются какие заготовки 2 стеклянных листов.
Кроме того, секционированные стеллажи 10 с заготовками 2 стеклянных листов из других процессов, нежели процесс резки, например, с заготовками 2 стеклянных листов из отжигового устройства 22b, также могут быть выстроены несортированными в первый или второй ряд 15; 16 секционированных стеллажей 10 сортировочного узла 4, и содержащиеся в них заготовки 2 стеклянных листов рассортировываются в другой секционированный стеллаж 10 сортировочного узла 4.
Кроме того, заготовки 2 стеклянных листов могут быть уложены или, соответственно, оставлены на временное хранение в обоих стационарных накопителях 18; 19, когда они потребуются лишь позднее.
Затем секционированные стеллажи 10, заполненные рассортированными в последовательности технологических стадий изготовления, могут быть перемещены из сортировочного узла 4 в соответственные установки 5; 22а; b для последующей обработки, где они затем вводятся в соответственный процесс последовательности технологических стадий изготовления. Перемещение секционированных стеллажей 10 опять же производится вручную или, предпочтительно, при автоматическом управлении. В случае автоматизированного перемещения предусматриваются соответствующие приводные и управляющие устройства.
В соответственной установке 5; 22а; b для последующей обработки заготовки 2 стеклянных листов, например, посредством стационарного передающего устройства 23, извлекаются из секционированных стеллажей 10. Передающее устройство 23 может иметь для этого захватное устройство или другое средство. И для извлечения секционированные тележки 10 перемещаются вдоль передающего устройства 23.
В дополнительном варианте осуществления изобретения согласно Фигуре 3 заготовки 2 стеклянных листов перед приемным узлом 8 переходят через многоярусный, предпочтительно двухъярусный, впускной участок 25.
Во впускном участке 25 часть заготовок 2 стеклянных листов поднимается на один или несколько верхних ярусов, и там дополнительно транспортируется, и другая часть транспортируется внизу. Из впускного участка 25 заготовки 2 стеклянных листов поочередно, как они поступают из впускного участка 25, в хаотической последовательности подаются в многоярусные секционированные стеллажи 10 с помощью многоярусного приемного и передаточного челнока 11.
Кроме того, согласно дополнительному варианту осуществления, как уже было разъяснено, имеется стационарное накопительное устройство 24. В него также в хаотической последовательности с помощью приемного и передаточного челнока 11 может быть направлена часть заготовок 2 стеклянных листов. Эти заготовки 2 стеклянных листов тогда с помощью дополнительного сортировочного челнока 27 рассортировываются в секционированные стеллажи 10 дополнительного ряда 26 секционированных стеллажей 10. Тогда секционированные стеллажи 10 с рассортированными заготовками 2 стеклянных листов, аналогично секционированным стеллажам 10 первого сортировочного узла 4, перемещаются на установки 5; 22а; b для последующей обработки.
Преимущество изобретения, помимо всего прочего, состоит в том, что передвижные секционированные стеллажи 10 представляют собой подвижные, пространственно независимые промежуточные накопители, и представляют собой явно более простое решение, нежели крупные, стационарные промежуточные накопители.
Кроме того, посредством размещенного перед сортировочным узлом 9 приемного узла 8 создается дополнительный буфер, так что не происходит никакое блокирование одного из узлов 8; 9.
Кроме того, изобретение обеспечивает возможность быстрого заполнения секционированных стеллажей 10. Не требуются никакие длительные позиционирующие передвижения.
Кроме того, подвижные секционированные стеллажи 10 могут обслуживать даже находящиеся пространственно далеко друг от друга процессы.
Разумеется, при этом в рамках изобретения также предусматривается, вместо применения приемного и передаточного челнока 11, проведение заполнения заготовками 2 стеклянных листов вручную или посредством другого сортировочного устройства.
Кроме того, в рамках изобретения предусматривается, что имеется несколько приемных и передаточных челноков 11, предпочтительно два, и/или несколько, предпочтительно два, сортировочных челнока 17; 27. Несколько приемных и передаточных челноков 11 и, соответственно, несколько сортировочных челноков 17; 27 при этом перемещаются соответственно по одним и тем же направляющим.
Транспортер 7, в частности, буферный конвейер, также может подавать на приемный и передаточный челнок 11 не только единственную заготовку 2 стеклянного листа, но, например, также одновременно несколько, предпочтительно две, заготовки 2 стеклянных листов. В частности, это зависит также от того, сколько заготовок 2 стеклянных листов может принимать приемный и передаточный челнок 11 друг возле друга. В этом случае транспортер 7, в частности, буферный конвейер, имеет несколько, предпочтительно две, размещенных друг возле друга секции для приема соответственно одной заготовки 2 стеклянного листа или нескольких заготовок 2 стеклянных листов друг возле друга.
Если приемный и передаточный челнок 11 и/или сортировочный челнок 17; 27 соответственно могут принимать несколько, предпочтительно две, заготовки 2 стеклянных листов друг возле друга, то в особенно благоприятной ситуации также несколько, предпочтительно две, заготовки 2 стеклянных листов, соответственно одновременно могут быть поданы с данного челнока 11; 17; 27 на секционированную тележку 10.
В частности, это является благоприятным при приемном и передаточном челноке 11. Например, тогда сначала заполняются секции № 1 и 25 секционированной тележки 10 приемного узла 8, и после этого секции 2 и 26 секционированной тележки 10. Тем самым значительно сокращаются продолжительности одной операции.
Разумеется, с данного челнока 11; 17; 27 в секционированную тележку 10 могут одновременно подаваться более чем две заготовки 2 стеклянных листов, в зависимости от того, сколько заготовок 2 стеклянных листов может принимать челнок 11; 17. Однако челноки 11; 17; 27 предпочтительно сформированы как сдвоенные челноки.
Кроме того, из секционированной тележки 10 сортировочным челноком 17; 27 также благоприятным образом могут быть одновременно поданы несколько, предпочтительно две, заготовки 2 стеклянных листов, или из накопительного устройства 24 на сортировочный челнок 17; 27.
Передающее устройство 23 также может быть выполнено так, что оно может извлекать из секционированной тележки 10 одну отдельную заготовку 2 стеклянного листа или одновременно несколько, предпочтительно две, следующие друг возле друга заготовки 2 стеклянных листов. Например, передающее устройство 23 тогда сначала извлекает заготовки 2 стеклянных листов из секций № 1 и 25, и затем из секций 2 и 26 данной секционированной тележки 10. В этом случае передающее устройство 23 имеет несколько, предпочтительно две, размещенных друг возле друга секции для приема соответственно одной заготовки 2 стеклянного листа или нескольких заготовок 2 стеклянных листов.
Кроме того, в рамках изобретения предусматривается, что в отношении заготовок 2 стеклянных листов речь идет о приобретаемых заготовках 2 стеклянных листов. То есть, устройство 1 не должно иметь резальную установку 3а; b, или же часть заготовок 2 стеклянных листов может быть приобретена.
Кроме того, посредством соответствующего изобретению сортировочного устройства 4 также могут быть рассортированы другие пластинчатые изделия, кроме заготовок 2 стеклянных листов, в частности, пластины из оргстекла, керамические плитки и/или деревянные доски.
| название | год | авторы | номер документа |
|---|---|---|---|
| Сортировочное устройство для листов | 1976 |
|
SU712012A3 |
| НАКОПИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ СТЕКЛЯННЫХ ЛИСТОВ, ПРЕДПОЧТИТЕЛЬНО МНОГОСЛОЙНЫХ СТЕКЛЯННЫХ ЛИСТОВ ИЛИ ОДНОСЛОЙНЫХ БЕЗОПАСНЫХ СТЕКЛЯННЫХ ЛИСТОВ | 2019 |
|
RU2752664C1 |
| Линия сортировки заготовок деталей | 1975 |
|
SU676340A1 |
| Устройство для сортировки листовых деталей | 1986 |
|
SU1423187A1 |
| Устройство сортировки листовых заготовок | 1985 |
|
SU1418006A1 |
| Устройство для сортировки листовых деталей | 1983 |
|
SU1169762A2 |
| СОРТИРОВОЧНАЯ СИСТЕМА И СПОСОБ СОРТИРОВКИ ОБЪЕКТОВ | 2020 |
|
RU2743623C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2083512C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2081067C1 |
| УСТРОЙСТВО СОРТИРОВКИ ЛИСТОВЫХ НОСИТЕЛЕЙ ИНФОРМАЦИИ | 1999 |
|
RU2222389C2 |

Настоящее изобретение относится к способу сортировки и к сортировочному устройству для сортировки заготовок стеклянных листов, а также к устройству для получения раскроенных стеклянных листов с резальной установкой для резки стеклянных листов на отдельные заготовки стеклянных листов и с сортировочным устройством подобного типа, и к способу получения раскроенных стеклянных листов. Сортировочное устройство (4) содержит приемный узел (8) с несколькими, предпочтительно размещенными в ряду секционированных стеллажей (10) с размещенными в них несортированными пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов, размещенный после приемного узла (8) отдельный сортировочный узел (9). Сортировочный узел (9) имеет по меньшей мере один ряд (15; 16) секционированных стеллажей (10). Часть секционированных стеллажей (10) представляет собой секционированные стеллажи (10) с принятыми в них из приемного узла (8) несортированными пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов. Сортировочный узел (9) имеет по меньшей мере один сортировочный челнок (17), который может перемещаться вперед и назад вдоль жестко заданной траектории параллельно ряду секционированных стеллажей (10), предпочтительно автоматизированно, для рассортировывания несортированных пластинчатых элементов, предпочтительно несортированных заготовок (2) стеклянных листов, из заполненных несортированными пластинчатыми элементами, в другие секционированные стеллажи (10) сортировочного узла (9). В способе сортировки пластинчатых элементов, устройстве для получения заготовок стеклянных листов и способе получения заготовок стеклянных листов используется охарактеризованное выше сортировочное устройство. Изобретения обеспечивают простую, быструю и экономичную сортировку заготовок. 4 н. и 29 з.п. ф-лы, 3 ил.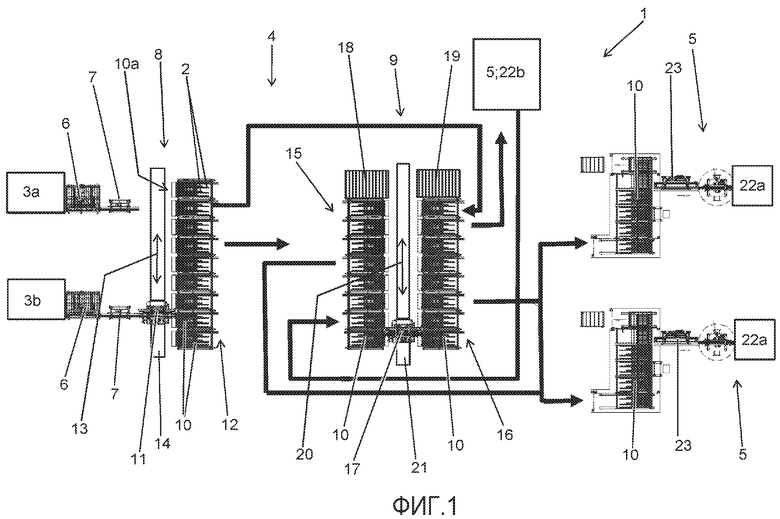
1. Сортировочное устройство (4) для сортировки пластинчатых элементов, предпочтительно заготовок (2) стеклянных листов, имеющее:
а) приемный узел (8) с несколькими, предпочтительно размещенными в ряду (12) секционированных стеллажей (10) друг возле друга секционированных стеллажей (10) с размещенными в них несортированными пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов,
b) размещенный после приемного узла (8) в последовательности технологических стадий обработки отдельный сортировочный узел (9),
причем сортировочный узел (9) имеет по меньшей мере один ряд (15; 16) секционированных стеллажей (10) с несколькими соответственно размещенными друг возле друга секционированными стеллажами (10), причем часть секционированных стеллажей (10) представляет собой секционированные стеллажи (10) с принятыми в них из приемного узла (8) несортированными пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов, и причем сортировочный узел (9) имеет по меньшей мере один сортировочный челнок (17), который может перемещаться вперед и назад вдоль жестко заданной траектории параллельно ряду (15; 16) секционированных стеллажей (10), предпочтительно автоматизированно, для рассортировывания несортированных пластинчатых элементов, предпочтительно несортированных заготовок (2) стеклянных листов, из заполненных несортированными пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов секционированных стеллажей (10) в другие секционированные стеллажи (10) сортировочного узла (9).
2. Сортировочное устройство (4) по п. 1,
отличающееся тем, что
сортировочное устройство (4) имеет приводное и управляющее средство для автоматизированного перемещения секционированных стеллажей (10) от приемного узла (8) к сортировочному узлу (9).
3. Сортировочное устройство (4) по одному из предшествующих пунктов,
отличающееся тем, что
сортировочный узел (9) имеет первый и второй ряд (15; 16) секционированных стеллажей (10) соответственно с несколькими размещенными друг возле друга секционированными стеллажами (10), и между первым и вторым рядом (15; 16) секционированных стеллажей (10) размещен сортировочный челнок (17).
4. Сортировочное устройство (4) по одному из предшествующих пунктов,
отличающееся тем, что
сортировочный узел (9), предпочтительно сортировочный челнок (17), имеет средства, с помощью которых пластинчатые элементы, предпочтительно заготовки (2) стеклянных листов, могут быть поданы из секционированных стеллажей (10) на сортировочный челнок (17) и с сортировочного челнока (17) в секционированные стеллажи (10).
5. Сортировочное устройство (4) по одному из предшествующих пунктов,
отличающееся тем, что
секционированные стеллажи (10) имеют несколько, предпочтительно по меньшей мере 20, предпочтительно по меньшей мере 50, секций для приема пластинчатых элементов, предпочтительно заготовок (2) стеклянных листов, причем пластинчатые элементы, предпочтительно заготовки (2) стеклянных листов, размещены в секциях вертикально или наклонно относительно вертикали.
6. Сортировочное устройство (4) по одному из предшествующих пунктов,
отличающееся тем, что
секционированные стеллажи (10) представляют собой секционированные тележки с колесами.
7. Сортировочное устройство (4) по одному из предшествующих пунктов,
отличающееся тем, что
сортировочное устройство (4) имеет роботизированное транспортное средство для перемещения секционированных стеллажей (10).
8. Сортировочное устройство (4) по одному из предшествующих пунктов,
отличающееся тем, что
приемный узел (8) имеет по меньшей мере один размещенный перед одним его рядом (12) секционированных стеллажей (10) в последовательности технологических стадий обработки приемный и передаточный челнок (11) для приема соответственно по меньшей мере одного пластинчатого элемента, предпочтительно заготовки (2) стеклянного листа, из резальной установки (3а; b), и для передачи пластинчатого элемента, предпочтительно заготовки (2) стеклянного листа, на один из секционированных стеллажей (10) приемного узла (8).
9. Сортировочное устройство (4) по п. 8,
отличающееся тем, что
приемный и передаточный челнок (11) может перемещаться вперед и назад параллельно ряду (12) секционированных стеллажей (10) в горизонтальном направлении (13) подачи челнока, предпочтительно автоматизированно, по жесткой направляющей.
10. Сортировочное устройство (4) по п. 8 или 9,
отличающееся тем, что
приемный и передаточный челнок (11) имеет средство, предпочтительно одно или несколько захватных устройств, которыми пластинчатые элементы, предпочтительно заготовки (2) стеклянных листов, могут подаваться на приемный и передаточный челнок (11), и с приемного и передаточного челнока (11) в секционированные стеллажи (10).
11. Сортировочное устройство (4) по одному из предшествующих пунктов,
отличающееся тем, что
сортировочный челнок (17) и/или приемный и передаточный челнок (11) соответственно имеет не более 10, предпочтительно не более 5, секций для приема пластинчатых элементов, предпочтительно заготовок (2) стеклянных листов.
12. Сортировочное устройство (4) по п. 11,
отличающееся тем, что
сортировочный челнок (17) и/или приемный и передаточный челнок (11) соответственное имеет только одну отдельную секцию или только две секции для приема пластинчатых элементов, предпочтительно заготовок (2) стеклянных листов.
13. Сортировочное устройство (4) по одному из предшествующих пунктов,
отличающееся тем, что
пластинчатые элементы, предпочтительно заготовки (2) стеклянных листов, размещены в сортировочном челноке (17) и/или приемном и передаточном челноке (11) вертикально или наклонно относительно вертикали.
14. Сортировочное устройство (4) по одному из предшествующих пунктов,
отличающееся тем, что
приемный узел (8), в частности приемный и передаточный челнок (11) и секционированные стеллажи (10), и/или сортировочный узел (9), в частности сортировочный челнок (17) и секционированные стеллажи (10), сформированы многоярусными, предпочтительно двухъярусными.
15. Сортировочное устройство (4) по одному из предшествующих пунктов,
отличающееся тем, что
сортировочный челнок (17) и/или приемный и передаточный челнок (11) имеет поворотную вокруг вертикальной оси верхнюю часть так, что пластинчатые элементы, предпочтительно заготовки (2) стеклянных листов, посредством челнока (11; 17) могут быть повернуты на 180°.
16. Сортировочное устройство (4) по одному из предшествующих пунктов,
отличающееся тем, что
приемный узел (8) имеет стационарное накопительное устройство (24), которое размещено рядом с рядом (12) секционированных стеллажей (10) так, что пластинчатые элементы, предпочтительно заготовки (2) стеклянных листов, альтернативно, в частности с помощью приемного и передаточного челнока (11), могут передаваться на накопительное устройство (24).
17. Сортировочное устройство (4) по п. 16,
отличающееся тем, что
сортировочное устройство (4) имеет дополнительный сортировочный узел (30), который имеет по меньшей мере один дополнительный ряд (26) секционированных стеллажей (10) соответственно с несколькими расположенными друг возле друга секционированными стеллажами (10), и причем дополнительный сортировочный узел (30) имеет по меньшей мере один дополнительный сортировочный челнок (27), который может перемещаться вперед и назад, предпочтительно автоматизированно, вдоль жестко заданной траектории параллельно ряду (26) секционированных стеллажей (10) для рассортировывания несортированных пластинчатых элементов, предпочтительно несортированных заготовок (2) стеклянных листов, из заполненного несортированными пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов, накопительного устройства (24) в секционированные стеллажи (10) дополнительного сортировочного узла (30).
18. Способ сортировки для сортирования пластинчатых элементов, предпочтительно заготовок (2) стеклянных листов, предпочтительно из поступающих из резальной установки (3а; b) заготовок (2) стеклянных листов, предпочтительно с использованием сортировочного устройства (4) по одному из предшествующих пунктов, со следующими технологическими стадиями:
а) несортированного или, соответственно, хаотического заполнения секционированных стеллажей (10), предпочтительно секционированных тележек, приемного узла (8) пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов,
b) перемещения заполненных несортированными пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов, секционированных стеллажей (10) к сортировочному узлу (9), и выстраивания секционированных стеллажей (10) в ряд (15) секционированных стеллажей (10) сортировочного узла (9),
с) рассортировывания пластинчатых элементов, предпочтительно заготовок (2) стеклянных листов, в сортировочном узле (9) из заполненных несортированными пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов, секционированных стеллажей (10) в другие секционированные стеллажи (10) сортировочного узла (9) посредством по меньшей мере одного перемещаемого вперед и назад параллельно ряду (15) секционированных стеллажей (10) сортировочного узла (9), предпочтительно автоматизированно, сортировочного челнока (17).
19. Способ сортировки по п. 18,
отличающийся тем, что
рассортировывающее заполнение секционированных стеллажей (10) производят автоматизированно посредством автоматически перемещаемого сортировочного челнока (17).
20. Способ сортировки по п. 18 или 19,
отличающийся тем, что
для сортировки несортированные пластинчатые элементы, предпочтительно заготовки (2) стеклянных листов, соответственно из заполненного несортированными пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов, секционированного стеллажа (10) подают на сортировочный челнок (17), с сортировочного челнока (17) перемещают на один из дополнительных секционированных стеллажей (10), и затем из сортировочного челнока (17) рассортировывают в дополнительный секционированный стеллаж (10).
21. Способ сортировки по одному из пп. 18-20,
отличающийся тем, что
секционированные стеллажи (10) сортировочного узла (9) для рассортировывающего заполнения секционированных стеллажей (10) не перемещают.
22. Способ сортировки по одному из пп. 18-21,
отличающийся тем, что
заполненные рассортированными пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов, секционированные стеллажи (10), предпочтительно автоматизированно перемещают к установке (5; 22а; b) для последующей обработки.
23. Способ сортировки по одному из пп. 18-22,
отличающийся тем, что
приемный и передаточный челнок (11) и/или сортировочный челнок (17) заполняют секционированный стеллаж (10) соответственно несколькими пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов, одновременно предпочтительно двумя пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов, одновременно.
24. Способ сортировки по одному из пп. 18-23,
отличающийся тем, что
сортировочный челнок (17) заполняют из секционированного стеллажа (10) соответственно несколькими пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов, одновременно, предпочтительно двумя пластинчатыми элементами, предпочтительно заготовками (2) стеклянных листов, одновременно.
25. Устройство (1) для получения заготовок (2) стеклянных листов по меньшей мере с одной резальной установкой (3а; b) для резки стеклянных листов на отдельные заготовки (2) стеклянных листов, с размещенным после резальной установки (3а; b) сортировочным устройством (4) для сортировки заготовок (2) стеклянных листов, и по меньшей мере с одной установкой (5; 22а; b) для последующей обработки для последующей обработки рассортированных заготовок (2) стеклянных листов,
отличающееся тем, что
устройство (1) имеет сортировочное устройство (4) по одному из пп. 1-17.
26. Устройство по п. 25,
отличающееся тем, что
установка (5) для последующей обработки представляет собой линию (22а) для получения изоляционного стекла для переработки заготовок (2) стеклянных листов в изоляционное стекло и/или отжиговое устройство (22b) для отжига заготовок (2) стеклянных листов из флоат-стекла, и/или устройство для обработки кромок.
27. Устройство (1) по п. 25 или 26,
отличающееся тем, что
устройство (1) имеет приводное и управляющее средство для автоматизированного перемещения секционированных стеллажей (10) из сортировочного узла (9) к соответствующей установке (5; 22а; 22b) для последующей обработки.
28. Устройство (1) по одному из пп. 25-27,
отличающееся тем, что
устройство (1) имеет размещенный перед сортировочным устройством (4) транспортер (7), в частности буферный конвейер, для передачи отдельной заготовки (2) стеклянного листа или нескольких заготовок (2) стеклянных листов одновременно на сортировочное устройство (4), предпочтительно на приемный и передаточный челнок (11).
29. Устройство (1) по одному из пп. 25-28,
отличающееся тем, что
устройство (1) имеет по меньшей мере одно размещенное после сортировочного устройства (4) передающее устройство (23) для передачи отдельной заготовки (2) стеклянного листа или нескольких рассортированных заготовок (2) стеклянных листов одновременно по меньшей мере на одну установку (5; 22а; 22b) для последующей обработки.
30. Устройство (1) по одному из пп. 25-29,
отличающееся тем, что
устройство (1) имеет многоярусный, предпочтительно двухъярусный, впускной участок (25), по которому заготовки (2) стеклянного листа подают на сортировочное устройство (4) по нескольким ярусам, предпочтительно по двум ярусам.
31. Способ получения заготовок (2) стеклянных листов, предпочтительно с использованием устройства по одному из пп. 25-30, причем стеклянные листы разделяют на отдельные заготовки (2) стеклянных листов, сортируют заготовки (2) стеклянных листов, и затем подвергают дальнейшей обработке,
отличающийся тем, что
сортировку заготовок (2) стеклянных листов производят способом сортировки по одному из пп. 18-24.
32. Способ по п. 31,
отличающийся тем, что
разделенные заготовки (2) стеклянных листов в виде одиночных или нескольких разделенных заготовок (2) стеклянных листов одновременно передают на приемный узел (8), предпочтительно на приемный и передаточный челнок (11).
33. Способ по п. 31 или 32,
отличающийся тем, что
рассортированные заготовки (2) стеклянных листов в виде одиночных или нескольких рассортированных заготовок (2) стеклянных листов одновременно передают по меньшей мере на одну установку (5; 22а; 22b) для последующей обработки.
| УСТРОЙСТВО ДЛЯ ПРЕДОТВРАЩЕНИЯ ПРОВИСАНИЯ КАНАТА ЛИФТА | 2011 |
|
RU2543446C2 |
| Водораспределительное устройство для закрытой оросительной сети | 1984 |
|
SU1323651A1 |
| EP 0620171 A1, 19.10.1994 | |||
| УСТАНОВКА СО СТАНЦИЕЙ КОМПЛЕКТОВАНИЯ ЗАКАЗОВ | 2012 |
|
RU2574308C2 |
| Сортировочное устройство для листов | 1976 |
|
SU712012A3 |

