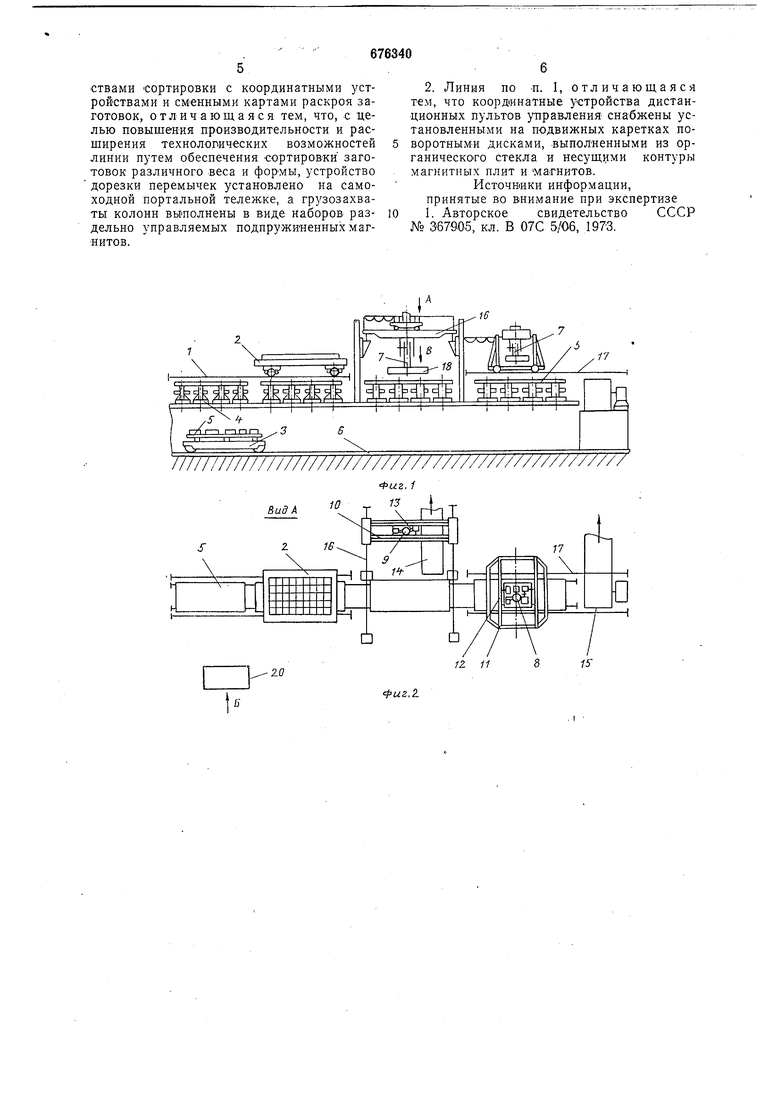
Транспортная тележка 3 установлена на рельсовый путь 6, расположенный под всеми узлами линии.
По ходу технологического працесса установлены устройства сортировки мелких и крупных заготовок, вьшолненные в виде подъемно-поворотных телескопических колонн с ,грузозахватам1И 7, установленными на каретках 8 и 9 подвижных мостов 10 и И.
Каретки 8 и 9 снабжены ориентирующими механизмами 12 и 13, обеспечивающими рассортировку заготовок и укладку их на транспортные магистрали 14 и 15, перемещающие заготовки в направлении стрелок.
Устройство сортировки крупных заготовок перемещается по рельсовому путп 16, а устройство сортировки мелких заготовок перемещаед1ся по рельсовому пути 17.
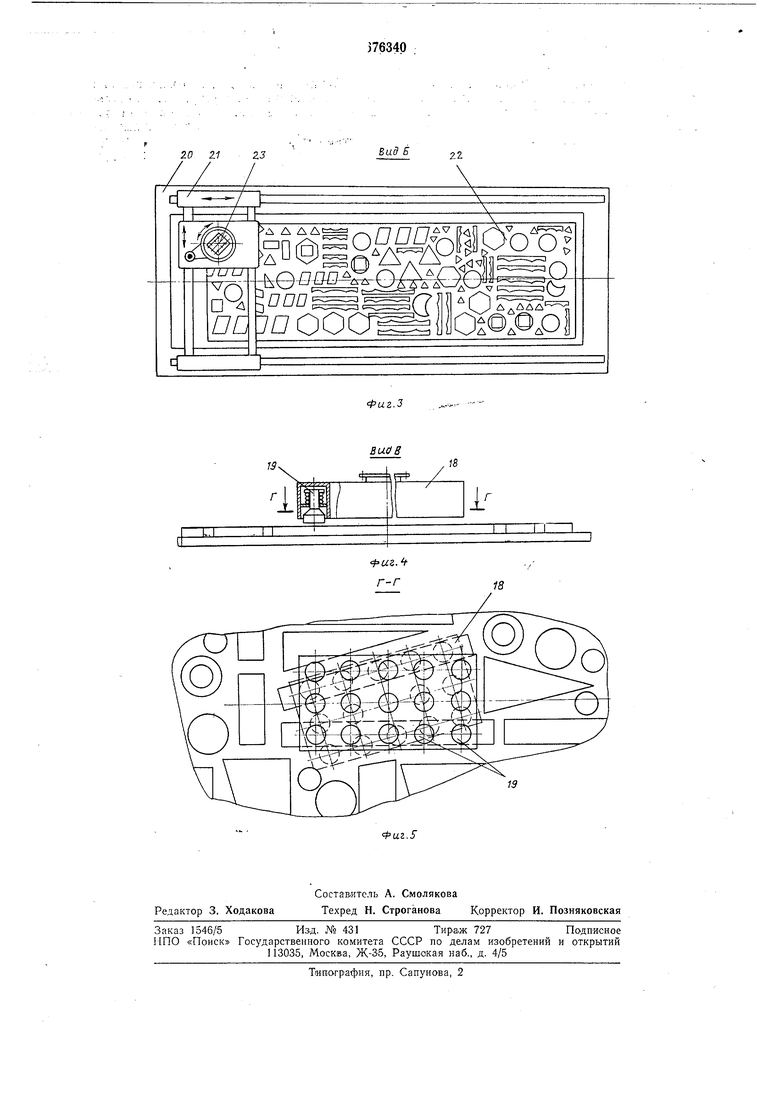
Грузозахваты 7 снабжены магнитными плитами 18 с .набором раздельно управляемых .подпружиненных магнитов 19, обеспечивающих захват из общего раскроя, заготовоК заданно.й формы.
На каретках 8 и 9 подвижных мостов 10 и И устройств сортировки установлены дистанционные пульты управления 20 устройствами сортировки с координатными устройствами 21 и сменными картами раскроя заготовок 22.
Координатные у-стройства 21 Дистанционных пультов управления 20 сна бжены установленными на подвижных каретках 8 и 9 поворотными дисками 23, выполненными из органического стекла с нанесенными на них контурами магнитных плит 18 и магнитов 19.
Устройство работает следующим образом.
На рещетку портальной тележкм 2 перегружателем линии термической резки листов укладывается разрезанный лист с недорезанными перемычками между заготовками (лист «в прочном корпусе). На нортальной тележке 2 производится до.резка перемычек, .после чего перегружатель линии термической резки магнитной пл1итой перекладывает разрезанный лист на сортировочную плиту 5, установленную на блоках опор 4 узла загрузки линии сортировки. Портальная тележка 2 перед этим перемещается из положения, под узлом загрузки в положение под узлом накопления заготовок (это положение тележки изображена на чертежах). Транспортная тележка 3 с подъемником забирает сортировочную плиту 5 с заготовками с блока опор 4, перевозит ее к узлу сортировки крупных или мелких заготовок (в зависимости от того, какой ИЗ этих узлов осво.бодился) и устанавливает сортировочную плиту .5 па блоки опор 4.
При подаче заготовок на уст.ро.йства рассортировки подвижные мосты Ю, 11 и каретки 8, 9 перемещаются и устанавливаются над центром тяжести рассортировываемой заготовки по командам, полученным с Дистанционного - пульта управления 20.
Команды подаются координатными устройствами 21 согласно сменных карт раскроя заготовок 22. Ориентирующие механизмы 12, 13 по команде с координатных устройств 21 разворачивают Грузозахваты 7 относительно положения заготовки и производят опускание и захват заготовок, после чего каретки в, 9 перемещаются (с захваченными заготовками) к транспортным .малистралям 14, 15 и укладывают на них заготовки, предварительно соориенткровав их относительна линии движения транспортных магистралей 14, 15. Далее транспортная тележка 3 подходит к узлу, па котором освободилась сортировочная плита 5 (все заготовки отсортированы), забирает ее подъемником и нодходит к узлу загрузки, где устанавливает ее на блоки опор 4. Далее транспортная тележка 3 переставляет сортировочную нлиту 5 с узла сортировки крупных заготовок (после того как они отсортированы) на узел сортировки мелких заготовок (или наоборот, в заВИСИМО.СТИ от времени сортировки на указанных узлах). При установившемся режиме работы лиНии для. исключения простоя оборудов.ания узлов сортировки одна из сортировочных плит 5 с заготовками устанавливается на блоки онор 4 узла накопления заготовок (п.од портальной тележкой 2). Эта .плита устана-вливается на тот из .сортировочных узлов, у которого цикл сортировки в данное время короче. Устройство крупных заготовок разбирает крупные заготовки с сортировочной плиты б магнитным (или вакуумным) захватом и раскладывает их по поддонам (на чертежах не указаны) или на транспортную магистраль 14, кото.рая доставляет заготовки к м.есту потребления.
Аналогичную функцию, вынолняет устройство мелких заготовок н транспортная магистраль 15.
Формула изобретения
1. Линия сортиров.ки заготовок деталей, полученных терморезкой листово.го материала, содержащая рельсовые транспортные магистрали, подвижные мосты с каретками, сам.оходные портальные тележки и установленные в последовательности технологического процесса устройства загрузки с транспортной тележкой с подъемником, блоком опор и сортировочной плитой, устройство дорезки перемычек, устройства сортиров.ки Мелких и крупных заготовок, выполненные .в виде подъемно-поворотных телескопических колонн с грузозахватами, несущими электр.омагниты и установленными на каретках подвижных мостов, дистанционные пульты управления устройствами Сортировки с координатными устройствами и см-енными картами раскроя заготовок, отличающаяся тем, что, с целью повышения производительности и расширения технологаческих возможностей линии путем обеспечения ссртиров-ки заготовок различного веса и формы, устройство дорезки перемычек установлено на самоходной портальной тележ.ке, а грузозахваты колонн выполнены в виде наборов раздельно управляемых подпружиненных магнитов.
2. Линия по л. 1, о тл ич а юш.ая ся тем, что координатные устройства дистанционных пультов управления снабжены установленными на подвижных каретках поворотныМИ дисками, .выполненными из органического стекла и несуш,ими контуры магнитных плит и магнитов.
Источники информации, принятые во В|Нимание при экспертизе 1. Авторское свидетельство СССР № Э67905, кл. В 07С 5/06, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для резки листового проката | 1978 |
|
SU719032A1 |
| Кран-штабелер | 1977 |
|
SU865756A1 |
| Поточная линия для газовой резки изделий из листа | 1976 |
|
SU659304A1 |
| Установка для вулканизации бесконечных резинотканевых изделий | 1991 |
|
SU1821386A1 |
| Линия изготовления заготовок из пиломатериалов для клееных конструкций | 1983 |
|
SU1142289A1 |
| Устройство для резки труб | 1982 |
|
SU1088896A1 |
| МАШИНА ВАГОНОРЕМОНТНАЯ | 2008 |
|
RU2385240C1 |
| Линия резки труб | 1979 |
|
SU804248A1 |
| МОДУЛЬ МОБИЛЬНЫЙ ДЛЯ ИЗВЛЕЧЕНИЯ ТВЕРДЫХ РАДИОАКТИВНЫХ ОТХОДОВ ИЗ ХРАНИЛИЩА | 2008 |
|
RU2388086C1 |
| Автоматизированная поточная линия для правки крупногабаритных листовых заготовок | 1990 |
|
SU1808447A1 |
., .1. I
э
5
I-I I-irnr-i
s
э
I////////77///7////////////////////////////////////
n..:D .
ГЩг
17
|1 1Я
Фиг. 1
с-( ОО
Г5
Вид Б
22
V
АТЙ
18
19
