ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники изобретения
Настоящее изобретение относится к способу и системе печати защитных признаков.
2. Описание предшествующего уровня техники
В связи с постоянным повышением качества цветных фотокопий и печатных работ и в попытке защитить защищаемые документы, такие как, например, банкноты, ценные документы или карточки, проездные билеты, акцизные марки и этикетки продукции, от подделки, фальсификации или незаконного воспроизведения, известно включение в эти документы различных защитных признаков. Типичные примеры защитных признаков включают защитные нити или полоски, окошки, волокна, конфетти, фольгу, переводную бумагу, голограммы, водяные знаки, а также защитные признаки, печатаемые защитными красками. Указанные защитные краски содержат выбранные соединения, способные придавать печатаемым защитным признакам конкретные свойства, такие как магнитные свойства, свойства поглощения ИК-излучения, оптически изменяющиеся свойства, свойства поляризации света, люминесцентные свойства, проводящие свойства и их комбинации.
Соединения в защитных красках обычно должны удовлетворять одному или более из следующих требований:
- высокая устойчивость к химическим веществам (таким как химические вещества для стирки) и загрязненному воздуху;
- высокая устойчивость к износу и разрыву (например, для предотвращения обращения банкнот);
- постоянная интенсивность сигнала во времени (например, люминесцентные, проводящие или магнитные соединения);
- изменение цвета, легко наблюдаемое неопытным глазом и не ухудшающееся с течением времени (оптически изменяющиеся пигменты).
Для выполнения этих требований преимуществом может быть то, что указанные соединения используются в форме пигментов, т.е. частиц, которые проявляют очень низкую растворимость в матрице краски и характеризуются конкретными твердотельными свойствами, такими как размер частиц, распределение частиц по размеру или морфология. Такие пигменты обычно имеют довольно большой размер частиц, как правило, в микрометровом диапазоне, а также широкое распределение частиц по размеру (характеризуемое значениями D50 или D90, полученными с использованием хорошо известных методов измерения, таких как лазерная дифракция или дифференциальный седиментационный анализ).
Процессы печати, известные в данной области техники для печати защитных красок, содержащих один или более из указанных пигментов, представляют собой, например, офсетную печать, трафаретную печать, ротационную глубокую печать, флексографическую печать и глубокую печать.
Офсетная печать представляет собой процесс, характеризующийся переносом вязкой (или пастообразной) краски с печатной формы на полотно и последующим нанесением краски на изделие или подложку. В традиционном процессе офсетной печати перед нанесением краски печатную форму смачивают, обычно водой или увлажняющим раствором. В таком традиционном процессе вода образует пленку на гидрофильных областях (т.е. областях без изображения) печатной формы, но сжимается в крошечные капли на водоотталкивающих областях (т.е. областях с изображением). Когда валик с краской проходит над смоченной печатной формой, он не может закрашивать области, покрытые водяной пленкой, но оттесняет капли на водоотталкивающих областях и краску вверх. Сухая офсетная печать, также называемая в данной области техники как высокая офсетная печать или высокая печать, сочетает в себе признаки как высокой, так и литографической печати. В таком процессе изображение поднимается как при высокой печати но перед печатью на подложку смещается на резиновое полотно.
Трафаретная печать представляет собой нанесение узора по шаблону, при котором жидкую краску переносят на поверхность через шаблон, поддерживаемый мелкой сеткой/пористой тканью и/или металлом. Трафаретная печать дополнительно описана, например, в The Printing ink manual, R.H. Leach and R.J. Pierce, Springer Edition, 5-е издание, стр. 58-62 и в Printing Technology, J.M. Adams and PA. Dolin, Delmar Thomson Learning, 5-е издание, стр. 293-328.
Ротационная/глубокая печать представляет собой процесс печати, в котором элементы изображения гравируют на поверхности цилиндра, зачастую металлического цилиндра. Перед печатью всю поверхность указанного цилиндра покрывают краской и заливают жидкой краской. Перед печатью избыток краски удаляют из области без изображения губкой или ножом, так что краска остается только в ячейках, соответствующих гравировке цилиндра. Изображение переносят из ячеек на подложку под воздействием давления и сил сцепления между подложкой и краской.
При флексографической печати предпочтительно используют блок с ракельным ножом, предпочтительно ракельную камеру, анилоксовый валик и формный цилиндр, который несет элементы изображения, подлежащие переносу на подложку. Анилоксовый валик преимущественно имеет небольшие ячейки, которые заполняются жидкой краской, и объем и/или плотность которых определяет степень нанесения краски. Ракельный нож расположен напротив анилоксового валика и одновременно снимает избыточную краску. Анилоксовый валик переносит краску на формный цилиндр, который в конечном счете переносит краску на подложку. Формные цилиндры могут быть выполнены из полимерных или эластомерных материалов.
Глубокую печать в данной области техники также называют печатью с помощью гравированных медных форм и тиснения гравированным стальным штампом. Во ходе процессов глубокой печати на гравированный стальной цилиндр, несущий пластину, гравированную рисунком или изображением, подлежащим печати, подают вязкую (или пастообразную) краску, поступающую из одного или более раскатных цилиндров (или цилиндров-шаблонов), причем каждый раскатный цилиндр покрывают краской по меньшей мере одного соответствующего цвета для формирования защитных признаков. После покрытия краской какой-либо избыток указанной пастообразной краски на поверхности формы для глубокой печати вытирают с помощью вращающегося цилиндра для удаления излишков краски, такого как, например, полимерный ролик. Оставшуюся краску в гравированной зоне печатного цилиндра переносят под давлением на подложку, подлежащую печати, при этом цилиндр для удаления излишков краски очищают с помощью промывного раствора. Также можно применять другие методики вытирания, такие как вытирание бумагой или вытирание тканью («ситцем»). После этапа вытирания покрытую краской форму для глубокой печати приводят в контакт с подложкой и краску переносят под давлением из гравированных зон формы для глубокой печати на подложку, подлежащую печати, с образованием толстого печатного рисунка в виде приподнятых линий на подложке. Глубокая печать дополнительно описана, например, в The Printing ink manual, R.H. Leach and R.J. Pierce, Springer Edition, 5-e издание, стр. 74 и в Optical Document Security, R. L. van Renesse, 2005, 3-е издание, стр. 115-117.
Все эти известные процессы печати подразумевают трудоемкое и дорогостоящее изготовление полного рулона (такого как гравированный стальной штамп процесса глубокой печати или гравированный металлический цилиндр процесса ротационной глубокой печати), который несет рисунок для переноса на подложку. Поэтому им не хватает низкой стоимости, универсальности и легкой вариабельности.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
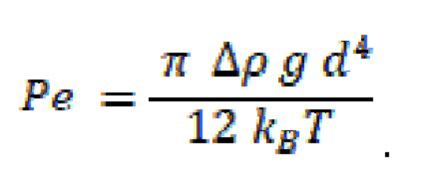
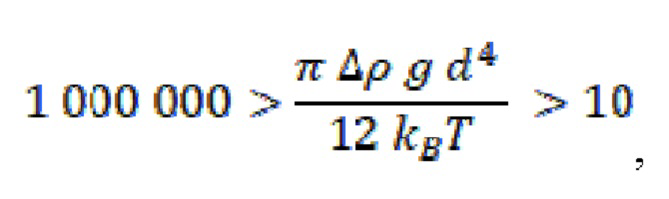
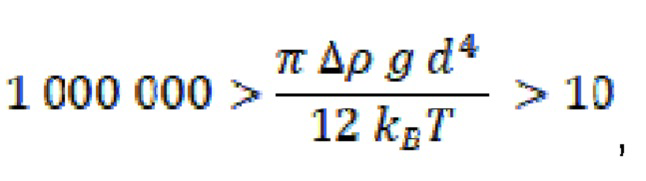
Согласно одному аспекту настоящего изобретения предусмотрен способ печати защитного признака на носителе, включающий струйную печать краской, содержащей один или более пигментов, при этом по меньшей мере один пигмент удовлетворяет формуле
где
Δρ представляет собой разность плотности между пигментом и связующим краски (кг/м3);
g представляет собой постоянную ускорения свободного падения (9,81 м/с2);
d представляет собой диаметр D90 частицы пигмента (мкм);
kВ представляет собой постоянную Больцмана (1,381⋅10-23 Дж/К); и
Г представляет собой абсолютную температуру (°С),
при этом струйную печать краской осуществляют с помощью гибкой конструкции печатающей головки для струйной печати; и печать осуществляют для нанесения одного или более защитных признаков на носитель.
Кроме того, предусмотрена система печати, предназначенная для печати защитного признака согласно вышеупомянутому способу, содержащая гибкую конструкцию печатающей головки для струйной печати, предназначенную для печати краской,
краску, содержащую один или более пигментов,
при этом по меньшей мере один пигмент удовлетворяет формуле
где
Δρ представляет собой разность плотности между пигментом и связующим краски (кг/м3);
g представляет собой постоянную ускорения свободного падения (9,81 м/с2);
d представляет собой диаметр D90 частицы пигмента (мкм);
kВ представляет собой постоянную Больцмана (1,381⋅10-23 Дж/К); и
Г представляет собой абсолютную температуру (°С).
ПОДРОБНОЕ ОПИСАНИЕ
С целью лучшего понимания настоящее изобретение будет описано посредством иллюстративных вариантов осуществления.
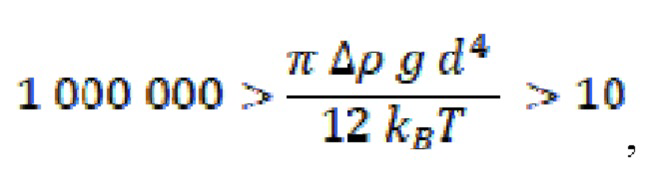
Способ печати защитного признака на носителе согласно настоящему изобретению включает струйную печать краской, содержащей один или более пигментов,
при этом по меньшей мере один пигмент удовлетворяет формуле
где
Δρ представляет собой разность плотности между пигментом и связующим краски (кг/м3);
g представляет собой постоянную ускорения свободного падения (9,81 м/с2);
d представляет собой диаметр D90 частицы пигмента (мкм);
кв представляет собой постоянную Больцмана (1,381⋅10-23 Дж/K); и
T представляет собой абсолютную температуру (°С),
при этом струйную печать краской осуществляют с помощью гибкой конструкции печатающей головки для струйной печати; и печать осуществляют для нанесения одного или более защитных признаков на носитель.
В контексте настоящего документа термин «пигмент» относится к множеству частиц, растворимость которых является от слабой до очень слабой в связующем краски и которые характеризуются своей формой (иглы, чешуйки, сферы…), своим размером и своим распределением частиц по размеру (D50, D90…), своими твердотельными свойствами (магнетизмом, поглощением в видимой и ближней инфракрасной области, люминесценцией…) и/или другими свойствами, связанными с их твердой природой.
Согласно настоящему изобретению один или более пигментов могут присутствовать в краске, при этом указанные один или более пигментов могут отличаться своими свойствами, описанными выше.
Приведенная выше формула (основанная на так называемом числе Пекле, как описано, например, в Sedimentation, Peclet number, and hydrodynamic screening, K. Benes, P. Tong, and B. J. Ackerson, Physical Review E 76, 056302 (2007)) может толковаться как соотношение энергии осаждения Esed частицы в жидкости и его термической энергии Etherm в результате броуновского движения
Esed представляет энергию, полученную частицей массой mр при оседании в жидкости на расстоянии а, равном его радиусу в гравитационном поле g:
mƒ представляет собой массу жидкости, вытесненной частицей.
Поскольку вытесненный объем жидкости равен объему частицы Vp, энергия осаждения становится

Δρ представляет собой разность плотности между частицей и жидкостью. Если частица приближена к сферической частице радиусом а, приведенное выше выражение становится
Etherm (энергия, обеспечиваемая броуновским движением) выражается как
kB представляет собой постоянную Больцмана, а Т представляет собой абсолютную температуру.
Вышеприведенное число Пекле Ре становится 
При использовании диаметра d=2а частицы пигмента, полученного из измерений размера частицы, уравнение становится:
Δρ в этом случае представляет собой разность плотности между пигментом и связующим краски. Если число Пекле больше 1, это означает, что движение частицы пигмента в связующем краски будет в большей степени регулироваться осаждением, чем броуновским движением. Если это число намного больше 1, это означает, что движение частицы будет регулироваться только осаждением.
Осаждение и засорение сопел печатающих головок происходит главным образом из-за самых крупных частиц, присутствующих в краске. Следовательно, диаметр D90 частицы использовался в качестве диаметра d частицы, поскольку, по определению, 90% частиц пигмента, присутствующих в краске, меньше или равны этому значению. Диаметр D90 частицы (а также средний диаметр D50 частицы) одного или более пигментов измеряют с использованием методов измерения, хорошо известных в данной области техники, таких как лазерная дифракция или дифференциальное осаждение. Измерения лазерной дифракции проводят согласно стандарту ISO 13320, а измерения дифференциального осаждения проводят согласно стандарту ISO 13318.
Как описано, струйную печать осуществляют с использованием гибкой конструкции печатающей головки для струйной печати. Такие структуры, которые подпадают под общий класс печатающих головок для струйной печати, известны из уровня техники.
Обычно гибкие преобразователи включают корпус или подложку, гибкую мембрану с выполненным в ней отверстием и привод. Подложка определяет резервуар для удержания запаса текучего материала, а гибкая мембрана имеет периферический край, поддерживаемый подложкой. Привод может быть либо пьезоэлектрическим (т.е. он включает пьезоэлектрический материал, который деформируется при подаче электрического напряжения), либо термически активированным, как, например, описано в документе US 8226213 В2. Таким образом, при деформации материала привода, гибкая мембрана отклоняется, вызывая выброс некоторого количества текучего материала из резервуара через отверстие.
Например, в документе US 5828394 от Стэнфордского университета описана гибкая конструкция печатающей головки. Раскрыт эжектор для жидкости, который включает одну стенку, включающую тонкую эластичную мембрану, имеющую отверстие, образующее сопло, и элементы, реагирующие на электрические сигналы для отклонения мембраны для выброса капель жидкости из сопла.
Другой пример гибкой конструкции печатающей головки описан в документе US 6394363. Это устройство использует, например, возбуждение поверхностных слоев, включая сопла, которые расположены над одним поверхностным слоем с возможностью адресации, образуя матрицу проецирования жидкости, способную работать на высоких частотах с широким диапазоном жидкостей.
Еще один пример можно найти в документе US 9517622, в котором описано устройство для формирования капель жидкости, содержащее пленочный элемент, выполненный с возможностью вибрации для выброса жидкости, удерживаемой в блоке удержания жидкости, в котором в пленочном элементе выполнено сопло. Кроме того, предусмотрен вибрирующий блок для вибрации пленочного элемента; и приводной блок для выборочного приложения формы волны выброса и формы волны перемешивания к вибрирующему блоку.
В документе US 8226213 В2 описан способ приведения в действие привода с температурным изгибом, в котором активная балка связана с пассивной балкой.
Способ включает пропускание электрического тока через активную балку, чтобы вызвать термоупругое расширение активной балки относительно пассивной балки и изгиб привода. Короткие импульсы активации 0,2 мкс или менее используются для запуска образования капель.
Вышеописанные гибкие конструкции печатающих головок являются исключительно примерами и не должны рассматриваться как ограничивающие. Любая другая гибкая конструкция печатающей головки или даже несколько конструкций печатающих головок также могут быть использованы согласно настоящему изобретению.
Преимущество гибких печатающих головок, как и печатающих головок для струйной печати, заключается в том, что печать могут осуществлять бесконтактным способом, относительно быстро, а также в том, что процесс печати очень гибкий, а печатный рисунок легко меняется. Особенно следует отметить возможность настройки печатного рисунка для каждого отдельного напечатанного предмета (например, банкноты или первой страницы паспорта).
Как упомянуто выше, пигменты, используемые согласно настоящему изобретению, описанные в данном документе, обычно имеют большой размер частиц и/или высокую плотность, что делает их склонными к осаждению в краске. Неожиданно было обнаружено, что при использовании гибкой конструкции печатающей головки частицы не склонны осаждаться, а вместо этого остаются диспергированными в краске.
Составы красок, которые согласно предпочтительному варианту осуществления настоящего изобретения представляют собой составы защитных красок, которые можно печатать с использованием таких гибких печатающих головок, выбраны из группы, состоящей из маловязких водных красок, маловязких красок на основе растворителей, маловязких отверждаемых под воздействием излучения красок и маловязких красок двойного отверждения.
Малая вязкость согласно данному описанию должна определять, что вязкость красок, подходящих для печати с использованием процесса печати, как описано согласно настоящему изобретению, должна составлять менее приблизительно 30 мПа, предпочтительно, менее приблизительно 25 мПа, и еще более предпочтительно, менее приблизительно 20 мПа при 1000 с-1 и 25°С, при определении при 25°С с использованием ротационного вискозиметра DHR-2 от компании ТА Instruments, имеющего геометрию конической плоскости и диаметр 40 мм.
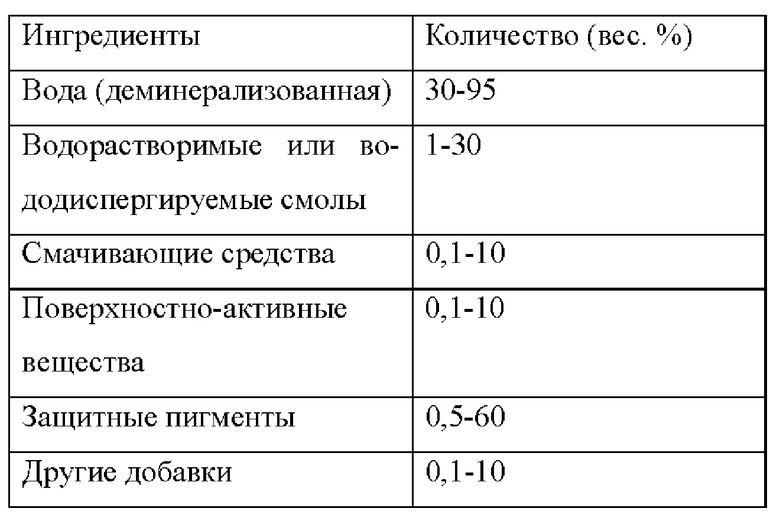
Маловязкие водные (или водорастворимые) краски, предпочтительно, защитные краски, подходящие для процесса печати, описанного в данном документе, могут согласно предпочтительному варианту осуществления содержать воду, одну или более смол, одно или более смачивающих средств, одно или более поверхностно-активных веществ, один или более защитных пигментов и одну или более добавок. Их общий состав приведен в следующей таблице:
Одна или более смол могут быть водорастворимыми и/или вододиспергируемыми смолами. Водорастворимые смолы включают, например, анионные полиакрилаты, поливиниловый спирт, поли(этиленгликоль), поливинилпирролидон, полиэтиленимины, модифицированный крахмал, сложные эфиры или простые эфиры целлюлозы (такие как ацетат целлюлозы и карбоксиметилцеллюлоза), а также их сополимеры и комбинации. Вододиспергируемые смолы включают, например, дисперсии винилового сополимера, акриловые дисперсии, полиуретановые дисперсии, акрилово-полиуретановые дисперсии и тому подобное. Эти дисперсии часто называют «латексными» дисперсиями, а соответствующие краски латексными красками для струйной печати.
Роль одной или более смол обычно заключается в повышении коллоидной стабильности частиц пигмента в краске, улучшении свойств механической и химической стойкости, а также в обеспечении адгезии слоя краски к подложке.
Одно или более смачивающих средств могут улучшать дисперсию пигмента в краске и избегать повторного накопления и осаждения после диспергирования частиц пигмента.
Одно или более поверхностно-активных веществ используются, среди прочего, для уменьшения статического поверхностного натяжения краски, которое должно составлять менее приблизительно 40 мН/м, предпочтительно, менее приблизительно 35 мН/м, более предпочтительно, менее приблизительно 30 мН/м, и даже более предпочтительно, менее 25 мН/м, чтобы обеспечить хорошее смачивание подложки и хорошее образование капель при струйной печати. Статическое поверхностное натяжение измеряется с помощью тензометра силы, оснащенного пластиной Вильгельми.
Одна или более добавок могут включать консерванты, увлажнители (такие как глицерин), сорастворители (такие как этиленгликоль или другие гликоли), пеногасители, наполнители (такие как пирогенетический кремнезем), средства, контролирующие рН, и стандартные, придающие цвет пигменты. Они также могут включать аналитические маркеры и/или метки.
Плотность связующего краски (т.е. всех компонентов краски, за исключением одного или более пигментов) по существу зависит от количества воды, содержащейся в краске, т.е. она составляет от приблизительно 1000 кг/м3 до приблизительно 1100 кг/м3.
После печати на желаемой подложке и/или носителе вода, содержащаяся в краске, частично поглощается подложкой или носителем, соответственно, и частично испаряется с использованием туннеля с горячим воздухом и/или инфракрасных нагревателей.
Поскольку по меньшей мере часть связующего краски (воды) должна поглощаться подложкой, указанная подложка предпочтительно выбрана из группы, состоящей из подложек, выполненных из пористых материалов, и подложек, содержащих выделенный восприимчивый к краске слой.
Подложки, выполненные из пористых материалов, обычно включают бумагу или другие волокнистые материалы (включая тканые и нетканые волокнистые материалы), а также композиционные материалы. Типичные бумажные, бумаге подобные или иные волокнистые материалы выполнены из самых разных волокон, включая без ограничения манильскую пеньку, хлопчатобумажное волокно, льняное волокно, древесную массу и их смеси. Как хорошо известно специалистам в данной области техники, для банкнот предпочтительными являются хлопчатобумажное волокно и смеси хлопчатобумажного/льняного волокна, в то время как для защищаемых документов, не являющихся банкнотами, обычно используется древесная масса. Типичные примеры композиционных материалов включают многослойные структуры или слоистые материалы, выполненные по меньшей мере из одного нижнего пластмассового или полимерного слоя и по меньшей мере одного верхнего бумажного слоя (как, например, Durasafe® от компании Landqart, который имеет полиамидный слой, зажатый между двумя хлопчатобумажными слоями), а также пластмассовые и/или полимерные волокна, включенные в бумаге подобный или волокнистый материал, такой как описанные в данном документе выше.
Подложки, содержащие выделенный восприимчивый к краске слой, выполнены по меньшей мере из одного нижнего слоя, выполненного либо из пористых или непористых материалов, либо из их смеси или комбинации, и по меньшей мере из одного верхнего слоя, содержащего пористые материалы. Если по меньшей мере один нижний слой выполнен из пористых материалов, указанные пористые материалы являются такими же, как описано в данном документе выше. Если он выполнен из непористых материалов, к указанным непористым материалам относятся стекла, металлы, виды керамики, виды пластмассы и полимеры, виды металлизированной пластмассы или металлизированные полимеры. Типичные примеры видов пластмассы и полимеров включают полиолефины, такие как полиэтилен (РЕ) и полипропилен (РР), включая двухосноориентированный полипропилен (ВОРР), полиамиды, сложные полиэфиры, такие как поли(этилентерефталат) (PET), поли(1,4-бутилентерефталат) (РВТ), поли(этилен-2,6-нафтоат) (PEN) и поливинилхлориды (PVC). В качестве подложки также могут быть использованы олефиновые волокна, формованные с эжектированием высокоскоростным потоком воздуха, такие как продаваемые под товарным знаком Tyvek®. Типичные примеры видов металлизированной пластмассы или металлизированных полимеров включают пластмассовые или полимерные материалы, описанные в данном документе выше, на поверхности которых непрерывно или прерывисто расположен металл. Типичные примеры металлов включают без ограничения алюминий (Al), хром (Cr), медь (Cu), золото (Au), серебро (Ag), их сплавы и комбинации двух или более из вышеупомянутых металлов. Металлизация пластмассовых или полимерных материалов, описанных в данном документе выше, может быть выполнена с помощью процесса электроосаждения, процесса высоковакуумного нанесения покрытия или с помощью процесса напыления.
Верхний восприимчивый к краске слой обычно добавляется к нижнему слою на отдельном этапе посредством печати или нанесения покрытия. Он содержит либо пористые частицы, предназначенные для поглощения воды, содержащейся в краске, одно или более связующих веществ и необязательные добавки, либо полимеры, которые поглощают воду и набухают при воздействии капель краски.
Пористые частицы включают оксиды металлов, такие как оксид алюминия (такой как γ-оксид алюминия), оксид/гидроксид алюминия (такой как псевдобемит), диоксид титана (рутил или анатаз), оксид цинка или диоксид кремния (коллоидный или осажденный), карбонаты (такие как карбонат кальция или карбонат алюминия натрия), силикаты (например, силикат магния, силикат алюминия), сульфаты (такие как сульфат бария) и их комбинации. Если прозрачность восприимчивого к краске слоя является обязательной, предпочтительным является использование пористых частиц, выполненных из материала с низким показателем преломления и небольшим размером частиц (такого как коллоидный диоксид кремния или псевдобемит). Одно или более связующих веществ включают желатин, поливиниловый спирт, производные поливинилового спирта, поливинилпирролидон и их смеси. Количество связующего вещества составляет от приблизительно 5 вес. % до приблизительно 100 вес. % от количества пористых частиц, предпочтительно, от приблизительно 10 вес. % до приблизительно 50 вес. %, и более предпочтительно, от приблизительно 15 вес. % до приблизительно 30 вес. %. Одной из добавок, известных специалисту в данной области техники, является борная кислота, которая действует как эффективный сшиватель для вышеупомянутых полимеров.
Полимеры, которые набухают в воде, включают, например, поливиниловый спирт, модифицированный поливиниловый спирт, желатин, крахмал, карбоксиметилцеллюлозу гидроксиэтилцеллюлозу, гидроксипропилцеллюлозу, гидроксиметилцеллюлозу, метоксиэтил целлюлозу, гуммиарабик, поливинилпирролидон, поливинилметилпирролидон, полиакриловую кислоту, полиакриловый амид, катионные полимеры, такие как кватернизованный поливинилпиридин, и их комбинации. Набухание помогает зафиксировать точки краски и избежать вытекания краски. Затем вода медленно испаряется (в конечном итоге, благодаря тому, что печатная подложка пропускается в туннель с горячим воздухом), и толщина слоя возвращается к своему номинальному значению (т.е. к значению перед печатью).
Подложки, специально изготовленные для струйной печати, обычно представляют собой композиционные подложки, которые содержат по меньшей мере сердцевину из бумаги или бумагоподобного материала и два слоя непоглощающего полимера (такого как полиэтилен или PET) с обеих сторон бумажной сердцевины. Поглощающий краску слой, описанный в данном документе выше, может присутствовать на одной или обеих сторонах подложки.
Кроме того, и в некоторых случаях слой грунтовки может присутствовать между одним или более нижними слоями и восприимчивым к краске слоем, чтобы улучшить адгезию. В качестве альтернативы, один или более нижних слоев могут быть обработаны электростатическим разрядом (коронным разрядом) перед нанесением покрытия или печатью восприимчивого к краске слоя для той же цели.
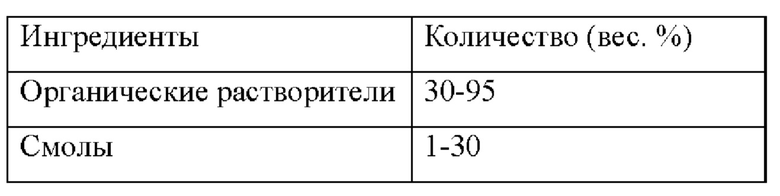
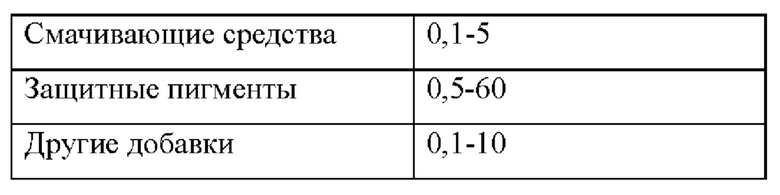
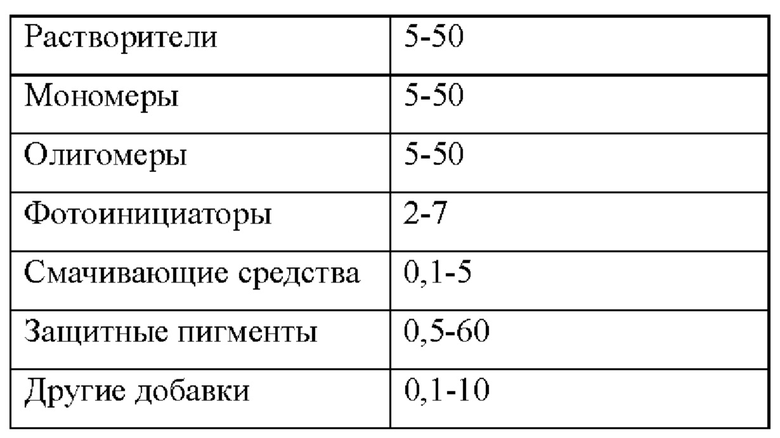
Маловязкие краски на основе растворителей, предпочтительно, защитные краски, подходящие для процесса печати, описанного в данном документе, предпочтительно содержат один или более органических растворителей, одну или более смол (или смолы), одно или более смачивающих средств, один или более защитных пигментов и одну или более добавок. Их общий состав приведен в следующей таблице:
Один или более растворителей, используемых согласно этому предпочтительному варианту осуществления настоящего изобретения, включают, например, спирты (такие как этанол), кетоны (такие как метилэтилкетон), сложные эфиры (такие как этилацетат или пропилацетат), простые эфиры гликолей (такие как DOWANOL DPM) или сложные эфиры гликолевого эфира, такие как ацетат бутилгликоля и тому подобное.
Одна или более смол для красок на основе растворителей включают, например, нитроцеллюлозу, метилцеллюлозу, этилцеллюлозу ацетат целлюлозы, поливинилбутиралы, полиуретаны, полиакрилаты, полиамиды, сложные полиэфиры, поливинилацетат, модифицированные канифолью фенольные смолы, фенольные смолы, малеиновые смолы, стирол-акриловые смолы, поликетоновые смолы и тому подобное.
Одно или более смачивающих средств используют, чтобы предпочтительно стабилизировать частицы пигмента в краске и увеличить взаимодействие между частицами пигмента и смоляной матрицей сразу после испарения одного или более растворителей.
После печати напечатанная подложка может быть далее передана в туннель с горячим воздухом и/или инфракрасный туннель, и один или более растворителей испаряются при прохождении через этот туннель. Одновременно с испарением одного или более растворителей толщина напечатанного слоя уменьшается, и полимеры, содержащиеся в одной или более смолах, начинают затвердевать, что приводит к сильному увеличению вязкости, что обеспечивает безопасное обращение с напечатанной подложной (состояние «высохший до исчезновения отлила»). Полимерная матрица продолжает затвердевать в темноте, хотя и более медленными темпами.
Одна или более добавок могут включать консерванты, выравнивающие средства, пластификаторы, наполнители (такие как пирогенетический кремнезем) и стандартные придающие цвет пигменты. Они также могут включать аналитические маркеры и/или метки.
Плотность связующего краски (т.е. всех компонентов краски, за исключением одного или более пигментов) по существу зависит от растворителей, содержащихся в краске, т.е. она составляет от приблизительно 800 кг/м3 до приблизительно 1000 кг/м3.
Что касается маловязких водных красок, статическое поверхностное натяжение маловязких красок на основе растворителей должно составлять менее приблизительно 40 мН/м, предпочтительно, менее приблизительно 35 мН/м, более предпочтительно, менее приблизительно 30 мН/м, и даже более предпочтительно, менее 25 мН/м, чтобы обеспечить хорошее смачивание подложки и хорошее образование капель при струйной печати.
Поскольку высушивание красок на основе растворителей обычно достигается в основном путем испарения одного или более растворителей, непористые, а также пористые подложки, как обсуждалось ранее для маловязких водных красок, могут использоваться с красками на основе растворителей. В определенных случаях может присутствовать определенный восприимчивый к краске слой. В качестве альтернативы, подложка может быть обработана электростатическим разрядом (коронным разрядом) перед печатью для улучшения адгезии между высушенным слоем краски и указанной подложкой.
Маловязкие отверждаемые под воздействием излучения краски, предпочтительно, защитные краски, подходящие для использования согласно еще одному варианту осуществления настоящего изобретения, предпочтительно содержат один или более отверждаемых под воздействием излучения мономеров, один или более отверждаемых под воздействием излучения олигомеров, один или более фотоинициаторов, одно или более смачивающих средств, один или более защитных пигментов и одну или более добавок. Их общий состав приведен в следующей таблице:
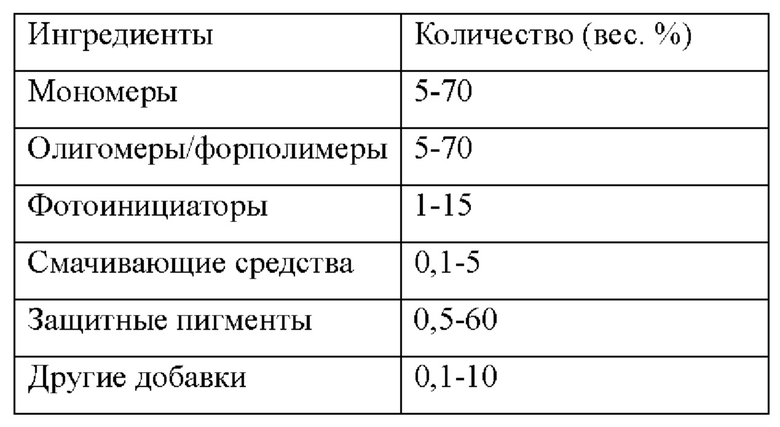
Один или более мономеров и один или более олигомеров/форполимеров, используемых в составе краски, полимеризуются для отверждения под действием одного или более фотоинициаторов при воздействии излучения и не ограничиваются иным образом. Например, могут быть использованы различные мономеры и олигомеры, имеющие монофункциональную группу, бифункциональную группу или трифункциональную или более полифункциональную группу. Полимеризация может быть осуществлена с помощью отверждения под воздействием электронно-лучевого излучения (ЕВ) или отверждения под воздействием УФ-излучения. Предпочтительно, полимеризацию осуществляют посредством отверждения под воздействием УФ-излучения с помощью светодиодов (светоиспускающих диодов), и один или более фотоинициаторов выбраны соответственно. Количество светодиодов не ограничивается одним, и может использоваться множество светодиодов, чтобы испускать свет, имеющий множество пиковых длин волн испускания.
Одна или более добавок могут включать один или более сенсибилизаторов, один или более ингибиторов полимеризации, одно или более поверхностно-активных веществ, а также консерванты, выравнивающие средства, пластификаторы, наполнители (такие как пирогенетический кремнезем) и стандартные придающие цвет пигменты. Они также могут включать аналитические маркеры и/или метки.
Плотность связующего краски (т.е. всех компонентов краски, за исключением одного или более пигментов) по существу зависит от смеси мономеров/олигомеров, присутствующих в краске. Обычно она составляет от приблизительно 1100 кг/м3 до приблизительно 1300 кг/м3.
Преимущества отверждаемых под воздействием излучения красок заключаются в том, что высушивание обычно происходит практически мгновенно, и летучие компоненты не выделяются. Толщина слоя после отверждения практически одинакова, что может создать трудности для защитных пигментов с высоким коэффициентом сжатия, которые требуют выравнивания вдоль подложки, таких как оптически изменяющиеся пигменты (OVP®), поскольку они склонны сохранять произвольную ориентацию при отверждении.
Как и в случае красок на основе растворителей, любой тип подложки (пористой или непористой) может быть использован с отверждаемыми под воздействием излучения красками без ограничения. Подложка может быть обработана электростатическим разрядом (коронным разрядом) перед печатью для улучшения адгезии между затвердевшим слоем краски и указанной подложкой.
Маловязкие краски двойного отверждения, предпочтительно, защитные краски, согласно еще одному варианту осуществления настоящего изобретения содержат предпочтительно те же ингредиенты, что и отверждаемые под воздействием излучения краски, и один или более растворителей.

Один или более растворителей обычно выпаривают путем подачи напечатанной подложки в туннель с горячим воздухом и/или инфракрасные нагреватели, затем отверждаемую под воздействием излучения часть краски отверждают, предпочтительно отверждением под воздействием УФ-излучения с использованием УФ-светодиодов. Слой краски более или менее сжимается в зависимости от количества растворителей, присутствующих в краске, что приводит к плоской ориентации пигментов с высоким коэффициентом сжатия.
Плотность связующего краски (т.е. всех компонентов краски, за исключением одного или более пигментов) по существу зависит от смеси мономеров/олигомеров и от растворителей, присутствующих в краске. Обычно она составляет от приблизительно 900 кг/м3 до приблизительно 1100 кг/м3.
Как и в случае маловязких красок на основе растворителей и маловязких отверждаемых под воздействием излучения красок, любой тип подложки/носителя (пористой или непористой) может быть использован с маловязкими красками двойного отверждения без ограничения. Подложка может быть обработана электростатическим разрядом (коронным разрядом) перед печатью для улучшения адгезии между затвердевшим слоем краски и указанной подложкой.
Один или более пигментов, предпочтительно, защитные пигменты, подходящие для использования в настоящем изобретении, выбраны так, чтобы придать защитным краскам, печатаемым согласно процессу печати, описанном в данном документе, свойства, выбранные из группы, состоящей из магнитных свойств, свойств поглощения ИК-излучения, оптически изменяющихся свойств, свойств поляризации света, люминесцентных свойств, проводящих свойств и их комбинаций.
Магнитные пигменты, подходящие для использования согласно предпочтительному варианту осуществления настоящего изобретения, широко используются в качестве маркировочных материалов для применений в области безопасности и уже давно используются в области печати банкнот для придания печатной валюте скрытого защитного признака, т.е. защитного признака, который можно обнаружить с помощью устройства для обнаружения и/или измерения, в данном случае магнитных детекторов, таких как те, которые используются коммерческими банками для высокоскоростной сортировки банкнот.Магнитные пигменты обладают конкретными, явными магнитными свойствами ферромагнитного или ферримагнитного типа и включают постоянные магнитные пигменты (выполненные из магнитожестких материалов с коэрцитивной силой Нc > 1000 А/м) и намагничиваемые пигменты (выполненные из магнитомягких материалов с коэрцитивной силой Нc <= 1000 А/м согласно стандарту IEC60404-1 (2000)). Типичные примеры магнитных материалов включают железо, никель, кобальт, марганец и их магнитные сплавы, карбонильное железо, диоксид хрома CrO2, магнитные оксиды железа (например, Fe2O3; Fe3O4), магнитные ферриты M(II)Fe(III)2O4 и гексаферриты M(II)Fe(III)12O19, магнитные гранаты M(III)3Fe(III)5O12 (такие как железоиттриевый гранат Y3Fe5O12) и их магнитные изо структурные продукты замещения и материалы с постоянной намагниченностью (например, CoFe2O4). Магнитные пигменты, содержащие материал магнитной сердцевины, который окружен (покрыт) по меньшей мере одним слоем другого материала, такие как описанные в документе WO 2010/115986 А2, могут также быть использованы для настоящего изобретения.
Другой возможностью является использование поглощающих инфракрасное излучение (ИК) пигментов, т.е. пигментов, выполненных из материалов, поглощающих в ближней инфракрасной (БИК) области электромагнитного спектра, чаще всего - в диапазоне длин волн от 700 нм до 2500 нм. Они широко известны и используются в качестве маркировочных материалов для применений в области безопасности для придания печатным документам скрытого защитного элемента, который помогает установлению их подлинности. Например, защитные признаки, имеющие свойства поглощения ИК-излучения, были внедрены в банкноты для использования, при помощи оборудования для автоматической обработки банкнот, в банковской и торговой сферах (банкоматы, торговые автоматы и т.д.) для распознавания купюры определенного номинала и удостоверения ее подлинности, в частности, для отличения ее от реплик, выполненных на цветных копировальных устройствах. Поглощающие ИК-излучение материалы включают поглощающие ИК-излучение неорганические материалы, стекла, содержащие значительные количества поглощающих ИК-излучение атомов или ионов, или вещества, проявляющие поглощение ИК-излучения в качестве сопутствующего эффекта, поглощающие ИК-излучение органические материалы и поглощающие ИК-излучение металлоорганические материалы (комплексы катиона(-ов) с органическим(-и) лигандом(-ами), причем либо отдельный катион и/или отдельный лиганд, либо оба в сочетании обладают свойствами поглощения ИК-излучения). Типичные примеры поглощающих ИК-излучение материалов включают, помимо всего прочего, углеродную сажу, соли хинон-дииммония или аминия, полиметины (например, цианины, скварены, кроконены), соединения фталоцианинового или нафталоцианинового типа (поглощающая ИК-излучения pi-система), дитиолены, диимиды кватеррилена, металл (например, переходные металлы или лантаниды), фосфаты, гексаборид лантана, оксид олова индия, легированный индием оксид олова, оксид олова сурьмы и легированный оксид олова(1У) (ассоциативная часть кристалла SnO4). Поглощающие ИК-излучение материалы, содержащие соединение переходного элемента, инфракрасное поглощение которых является следствием электронных переходов внутри d-оболочки атомов или ионов переходных элементов, такие как описанные в документе WO 2007/060133 А2, также могут быть использованы в настоящем изобретении.
Оптически изменяющиеся пигменты являются другим вариантом для использования в другом варианте осуществления и демонстрируют цвет, зависящий от угла обзора или угла падения. Оптически изменяющиеся пигменты широко используются в качестве маркировочных материалов для применений в области безопасности и уже давно используются в области печати банкнот для придания печатной валюте или документу явного защитного признака, который непосредственно можно наблюдать невооруженным глазом. Оптически изменяющиеся пигменты выбраны из группы, состоящей из тонкопленочных интерференционных пигментов, магнитных тонко пленочных интерференционных пигментов, пигментов с интерференционным покрытием, магнитных пигментов с интерференционным покрытием, оптически изменяющихся холестерических жидкокристаллических пигментов, магнитных холестерических
жидкокристаллических пигментов и их смесей. Магнитные тонкопленочные интерференционные пигменты, магнитные холестерические пигменты и магнитные пигменты с интерференционным покрытием имеют преимущество перед своими немагнитными аналогами в том, что они обладают дополнительным скрытым признаком, который может быть обнаружен с помощью электронных средств, известных в данной области техники, для обнаружения магнитных материалов.
Тонко пленочные интерференционные пигменты раскрыты, например, в документах US 4705300, US 4705356, US 4721271, US 5084351, US 5214530, US 5281480, US 5383995, US 5569535, US 5571624 и в документах, относящихся к ним. Предпочтительно, тонкопленочные интерференционные пигменты содержат многослойную структуру Фабри-Перо отражатель/диэлектрик/поглотите ль и более предпочтительно, многослойную структуру Фабри-Перопоглотитель/диэлектрик/отражатель/диэлектрик/поглотитель, при этом слои поглотителя являются частично пропускающими и частично отражающими, диэлектрические слои являются пропускающими, а отражающий слой отражает поступающий свет. Предпочтительно, слой отражателя выбран из группы, состоящей из металлов, сплавов металлов и их комбинаций, предпочтительно выбран из группы, состоящей из отражающих металлов, сплавов отражающих металлов и их комбинаций, и более предпочтительно выбран из группы, состоящей из алюминия (Al), хрома (Cr), никеля (Ni) и их смесей, и еще более предпочтительно - из алюминия (Al). Предпочтительно, диэлектрические слои независимо выбраны из группы, состоящей из фторида магния (MgF2), диоксида кремния (SiO2) и их смесей, и более предпочтительно - из фторида магния (MgF2). Предпочтительно, слои поглотителя независимо выбраны из группы, состоящей из хрома (Cr), никеля (Ni), сплавов металлов и их смесей, и более предпочтительно -из хрома (Cr). Особенно предпочтительной является многослойная структура Фабри-Перо поглотитель/диэлектрик/отражатель/диэлектрик/поглотитель, состоящая из многослойной структуры Cr/MgF2/Al/MgF2/Cr.
В еще одном примере магнитные тонкопленочные интерференционные пигменты известны специалистам в данной области техники и раскрыты, например, в документах US 4838648; WO 2002/073250 А2; ЕР 0686675 B1; WO 2003/000801 А2; US 6838166; WO 2007/131833 A1; ЕР2402401 A1 и в документах, указанных в них. Предпочтительно, магнитные тонкопленочные интерференционные пигменты представляют собой пигменты, имеющие пятислойную структуру Фабри-Перо, и/или пигменты, имеющие шестислойную структуру Фабри-Перо, и/или пигменты, имеющие семислойную структуру Фабри-Перо.
Предпочтительные пятислойные структуры Фабри-Перо включают многослойные структуры поглотитель/диэлектрик/отражатель/диэлектрик/поглотитель, при этом отражатель и/или поглотитель представляет собой также магнитный слой, предпочтительно, отражатель и/или поглотитель представляет собой магнитный слой, содержащий никель, железо и/или кобальт, и/или магнитный сплав, содержащий никель, железо и/или кобальт, и/или магнитный оксид, содержащий никель (Ni), железо (Fe) и/или кобальт (Со).
Предпочтительные шестислойные структуры Фабри-Перо включают многослойные структуры поглотитель/диэлектрик/ отражатель/магнитный материал/диэлектрик/поглотитель.
Предпочтительные семислойные структуры Фабри-Перо включают многослойные структуры поглотитель/диэлектрик/ отражатель/магнитный материал/отражатель/диэлектрик/поглотитель, такие как описанные в документе WO 2002/073250 А2.
Кроме того, тонкопленочные интерференционные пигменты и магнитные тонко пленочные интерференционные пигменты могут быть использованы в качестве меток, чтобы добавить дополнительный скрытый защитный признак к печатной валюте или документу. Такие пигменты обладают, помимо уже описанных свойств изменения цвета, определенной формой и/или специально разработанными границами и/или логотипом или знаками, которые наблюдаются только при сильном увеличении. Такие пигменты описаны, например, в документах US 7241489 В2, US 9164575 В2 и US 9458324 В2.
Подходящие пигменты с интерференционным покрытием включают без ограничения структуры, включающие подложку, выбранную из группы, состоящей из металлических сердцевин, таких как титан, серебро, алюминий, медь, хром, железо, германий, молибден, тантал или никель, покрытых одним или более слоями, выполненными из оксидов металлов, а также структуру, состоящую из сердцевины, выполненной из синтетической или натуральной слюды, других слоистых силикатов (например, талька, каолина и серицита), стекол (например, боросиликатов), диоксидов кремния (SiO2), оксидов алюминия (Al2O3), оксидов титана (TiO2), графитов и их смесей, покрытых одним или более слоями, выполненными из оксидов металлов (например, из оксидов титана, оксидов циркония, оксидов олова, оксидов хрома, оксидов никеля, оксидов меди и оксидов железа), структуры, описанные в данном документе выше, раскрытые, например, в Chem. Rev. 99 (1999), G. Pfaffand P. Reynders, стр. 1963-1981 и WO 2008/083894 A1. Типичные примеры этих пигментов с интерференционным покрытием включают без ограничения сердечники из оксида кремния, покрытые одним или более слоями, выполненными из оксида титана, оксида олова и/или оксида железа; сердечники из натуральной или синтетической слюды, покрытые одним или более слоями, выполненными из оксида титана, оксида кремния и/или оксида железа, в частности, сердечники из слюды, покрытые чередующимися слоями, выполненными из оксида кремния и оксида титана; сердечники из боросиликата, покрытые одним или более слоями, выполненными из оксида титана, оксида кремния и/или оксида олова; и сердечники из оксида титана, покрытые одним или более слоями, выполненными из оксида железа, оксида/гидроксида железа, оксида хрома, оксида меди, оксида церия, оксида алюминия, оксида кремния, ванадата висмута, титаната никеля, титаната кобальта и/или легированного сурьмой, легированного фтором или легированного индием оксида олова; сердечники из оксида алюминия, покрытые одним или более слоями, выполненными из оксида титана и/или оксида железа.
Подходящие магнитные пигменты с интерференционным покрытием включают без ограничения структуры, содержащие подложку, выбранную из группы, состоящей из сердечника, покрытого одним или более слоями, при этом по меньшей мере один из сердечника или одного или более слоев имеет магнитные свойства. Такие пигменты описаны, например, в документах ЕР 0341002 В2, ЕР 0686675 В1, WO 2010/149266 А1 и WO 2012/084097 А1. В документе ЕР 0341002 В2 раскрыты магнитные пигменты с интерференционным покрытием с оптически изменяющимися характеристиками, которые содержат подложку и многослойное тонко пленочное металл-диэлектрическое интерференционное покрытие на ней, где металл-диэлектрическое интерференционное покрытие содержит отражающий металлический слой, представляющий собой материал, имеющий магнитные свойства, а также отражающие свойства, такие как сплав кобальта и никеля. В документе ЕР 0686675 В1 описаны магнитные пигменты с интерференционным покрытием, выполненные из пластинчатых неферромагнитных металлических подложек, покрытых первым ферромагнитным слоем, вторым слоем диоксида кремния, оксида алюминия или их гидратов, третьим слоем металла или оксида металла и необязательно четвертым слоем бесцветного или окрашенного оксида металла. В документе WO 2010/149266 А1 раскрыты магнитные пигменты с интерференционным покрытием, имеющие по меньшей мере прозрачную чешуйчатую подложку, имеющую две основные поверхности и покрытие, содержащее маггемит (γ-Fe203). Необязательные диэлектрические слои между подложкой и слоем маггемита и/или поверх указанного слоя придают оптически изменяющиеся свойства пигментам. В документе WO 2012/084097 А1 раскрыты пигменты, аналогичные пигментам из документа WO 2010/149266 А1, где слой маггемита заменен первым слоем гематита (α-Fe2O3) и/или гетита (α-FeO(OH)) и вторым слоем магнетита (Fe3O4), при этом толщина слоя, состоящего из магнетита, больше, чем толщина слоя, состоящего из гематита и/или гетита.
Согласно другому варианту осуществления настоящего изобретения могут быть использованы холестерические жидкокристаллические пигменты, которые основаны на специфических свойствах жидких кристаллов в холестерической фазе, которые проявляют молекулярный порядок в виде спиральной сверхструктуры, перпендикулярной продольным осям его молекулы. Спиральная сверхструктура находится в начальной точке периодической модуляции показателя преломления по всему жидкокристаллическому материалу, что, в свою очередь, приводит к избирательной передаче/отражению определенных длин волн света (эффект интерференционного светофильтра). Холестерические жидкокристаллические пигменты выполнены из холестерических жидкокристаллических полимеров, которые можно получить, подвергая одно или более сшиваемых веществ (нематических соединений) с хиральной фазой выравниванию и ориентированию.
Шаг (т.е. расстояние при осуществлении полного поворота на 360° спиральной последовательности) можно корректировать, в частности, посредством изменения выбираемых факторов, в том числе температуры и концентрации растворителей, посредством изменения природы хирального(-ых) компонента(-ов) и соотношения нематических и хиральных соединений. Сшивание под воздействием УФ-излучения замораживает шаг спирали в предопределенном состоянии путем фиксирования требуемой спиральной формы таким образом, что цвет полученных в результате холестерических жидкокристаллических материалов фиксируется, не зависит от внешних факторов, таких как температура.
Холестерические жидкокристаллические полимеры могут затем принимать форму холестерических жидкокристаллических пигментов посредством последующего измельчения полимера до частиц необходимого размера. Примеры покрытий, пленок и пигментов, выполненных из холестерических жидкокристаллических материалов, и их получение раскрыты, например, в документах US 5211877, US 5362315, US 6423246, ЕР 1213338 A1, ЕР 1046692 A1 и ЕР 0601483 A1.
Магнитные холестерические жидкокристаллические пигменты включают без ограничения магнитные однослойные холестерические жидкокристаллические пигменты и магнитные многослойные холестерические жидкокристаллические пигменты. Такие пигменты раскрыты, например, в документах WO 2006/063926 А1, US 6582781 и US 6531221. В документе WO 2006/063926 А1 раскрыты монослои и полученные из них пигменты с повышенным блеском и свойствами изменения цвета, а также с дополнительными особыми свойствами, такими как намагничиваемость. Раскрытые монослои и пигменты, которые получены из них с помощью измельчения указанных монослоев, включают трехмерно сшитую холестерическую жидкокристаллическую смесь и магнитные наночастицы. В документах US 6582781 и US 6410130 раскрыты пластинчатые холестерические многослойные пигменты, которые содержат последовательность А1/В/А2, где А1 и А2 могут быть идентичными или различными, и каждый содержит по меньшей мере один холестерический слой, а В представляет собой промежуточный слой, поглощающий весь свет или некоторую часть света, пропускаемого слоями А1 и А2, и обеспечивающий магнитные свойства указанному промежуточному слою. В документе US 6531221 раскрыты пластинчатые холестерические многослойные пигменты, которые содержат последовательность А/В и необязательно С, где А и С представляют собой поглощающие слои, придающие им магнитные свойства, а В представляет собой холестерический слой.
В дополнение к вышеупомянутым свойствам холестерические жидкокристаллические пигменты и магнитные холестерические жидкокристаллические пигменты также могут проявлять специфические свойства поляризации света. Жидкие кристаллы в холестерической фазе демонстрируют молекулярный порядок в виде спиральной сверхструктуры, перпендикулярной продольным осям ее молекул, чье направление вращения зависит от хиральности указанных молекул. Это спиральное молекулярное расположение приводит к тому, что холестерические жидкокристаллические материалы проявляют свойство рассеивания неполяризованного падающего света в циркулярно поляризованном свете, т.е. отраженный свет может быть с левосторонней или правосторонней круговой поляризацией в зависимости от направления вращения спиралей. Поскольку человеческий глаз не способен воспринимать состояние поляризации света, защитный признак, содержащий холестерические жидкокристаллические пигменты, наблюдается через простой фильтр с круговой поляризацией или с использованием специально разработанного электронного устройства.
Следует отметить, что оптически изменяющиеся свойства оптически изменяющихся защитных пигментов, описанных в данном документе выше, не ограничены видимым диапазоном электромагнитного спектра. Например, оптически изменяющиеся защитные признаки, полученные из них, могут демонстрировать по меньшей мере под одним углом обзора другое положение полосы избирательного отражения и/или другой параметр индекса цвета CIE (1976) в диапазонах видимого, инфракрасного (ИК) или ультрафиолетового (УФ) излучения и/или свойства изменения цвета от диапазона видимого излучения до диапазона ИК-излучения, или от диапазона УФ-излучения до диапазона видимого излучения, или от диапазона УФ-излучения до диапазона ИК-излучения.
Люминесцентные материалы могут быть использованы в качестве маркеров для применений в области безопасности. Люминесцентными материалами могут быть, например, неорганические (неорганические кристаллы-хозяева или стекла, легированные люминесцентными ионами), органические или металлоорганические (комплексы люминесцентного(-ых) иона(-ов) с органическим(-и) лигандом(-ами)) вещества. Люминесцентные материалы могут поглощать определенные типы энергии, действующей на них, в электромагнитном спектре, т.е. в диапазоне УФ-, видимого и ИК-излучения, и, следовательно, испускать по меньшей мере частично данную поглощенную энергию в качестве электромагнитного излучения. Люминесцентные материалы обнаруживаются посредством подвергания воздействию определенной длины волны света и анализа испускаемого света. Люминесцентные материалы преобразования с понижением частоты поглощают электромагнитное излучение на более высокой частоте (более короткой длине волны) и по меньшей мере частично повторно испускают его на более низкой частоте (более длинной длине волны). Люминесцентные материалы преобразования с повышением частоты поглощают электромагнитное излучение на более низкой частоте и по меньшей мере частично повторно испускают его на более высокой частоте. Испускание света люминесцентными материалами возникает вследствие возбужденных состояний атомов или молекул. Люминесцентные материалы могут быть поделены на: (i) фосфоресцентные материалы, в которых наблюдается испускание запаздывающего излучения после того, как было убрано возбуждающее излучение (как правило, с продолжительностью затухания от приблизительно 1 мкс до приблизительно 100 с), и (ii) флуоресцентные материалы, в которых наблюдается испускание мгновенного излучения в момент возбуждения (как правило, с продолжительностью затухания менее 1 мкс). В описанных в данном документе защитных красках могут использовать как флуоресцентные, так и фосфоресцентные материалы. В случае фосфоресцентных соединений измерение характеристик затухания также может быть выполнено в качестве дополнительного средства установления подлинности.
Люминесцентные пигменты, которые согласно предпочтительному варианту осуществления настоящего изобретения могут использоваться в красках, были описаны, например, в документах US 6565770, WO 2008/033059 А2 и WO 2008/092522 A1. Примеры люминесцентных пигментов включают, помимо прочего, оксиды, сульфиды, оксисульфиды, фосфаты, тиогаллаты, алюминаты, бораты, силикаты, ванадаты, титанаты и т.д. нелюминесцентных катионов, легированных по меньшей мере одним люминесцентным катионом, выбранным из группы, состоящей из ионов переходных металлов и редкоземельных ионов, таких как, например, упомянутые в документах ЕР 0985007 A1, US 6180029 В1 или US 7476411 В1; люминесцентные материалы, имеющие множество реакций на возбуждение, такие как, например, раскрытые в документе US 8257612 В2. Типичные примеры люминесцентных пигментов включают без ограничения по меньшей мере одну решетку, выбранную из группы, состоящей из соединений иттрия (предпочтительно, иттрия, бората иттрия, фосфата иттрия, алюмината иттрия), соединений лютеция (предпочтительно, оксида лютеция и алюмината лютеция), соединений лантана (предпочтительно, оксида лантана, оксисульфида лантана, фосфата лантана, алюмината лантана, бората лантана и силиката лантана) и их смесей, а также по меньшей мере одной легирующей примеси лантаноидного элемента (предпочтительно, выбранной из группы, состоящей из катионов иттербия, катионов эрбия, катионов тулия и их смесей), таких как описанные в документах US 7922936 В2 и ЕР 2038372 В1. Другие типичные примеры включают хелатные пигменты лантаноида (III), термин «хелат» в контексте настоящего документа определяет соединение, содержащее один или более металлических центров и один или более органических лигандов, которые, в свою очередь, обеспечивают координационные центры для металлической связи. Предпочтительно, указанные хелатные пигменты лантаноида (III) содержат один или более органических лигандов, способных поглощать УФ-свет, таких как раскрытые в «Handbook on the Physics and Chemistry of rare earths», том 35, разд. 225, с. 145-153, 2005. Другие примеры можно найти, например, в документе US 7107742 В2. Особый класс люминесцентных пигментов представляют собой соединения, которые поглощают в диапазоне УФ-излучения и испускают в диапазоне БИК- или ИК-излучения. Такие соединения особенно желательны для применений в области безопасности, поскольку они не могут быть обнаружены невооруженным глазом и нуждаются в специальном оборудовании как для возбуждения, так и для обнаружения испускания, таким образом значительно повышая стойкость к подделке защитных признаков, которые их содержат.Такими соединениями могут быть, например, пигменты станната бария, которые были описаны Mizoguchi et al. (J. Am. Chem. Soc. 2004, 726, 9796). Mizoguchi et al. (J. Am. Chem. Soc. 2004, 126, 9796).
Обычные материалы преобразования с повышением частоты, используемые в качестве пигментов для настоящего изобретения, описанного в данном документе, имеют неорганическую природу и состоят по существу из кристаллической решетки, в которой редкоземельные ионы присутствуют в качестве активаторов и сенсибилизаторов. Характеристики возбуждения и испускания материалов преобразования с повышением частоты являются неотъемлемыми характеристиками используемых редкоземельных ионов. Активаторы люминесценции редкоземельных ионов имеют относительно долгоживущие возбужденные состояния и особую электронную структуру. Это позволяет энергии двух или более фотонов подряд передаваться в один единственный центр люминесценции и там накапливаться. Таким образом, электрон продвигается к более высокому уровню энергии, чем тот, который соответствует энергии поступающего фотона. При возвращении этого электрона со своего более высокого уровня в основное состояние, происходит испускание фотона, имеющего приблизительно сумму энергий накопленных возбуждающих фотонов. Таким образом, можно преобразовывать, например, ИК-излучение в видимый свет. Галогениды щелочных и щелочноземельных металлов, а также галогениды, оксигалогениды и оксисульфиды иттрия, лантана и гадолиния в основном используются в качестве материала-хозяина, тогда как, например, Еr3+, Но3+ и Тm3+служат активаторами. Кроме того, Yb3+ и/или другие ионы могут присутствовать в кристаллической решетке в качестве сенсибилизаторов для увеличения квантового выхода. Пигменты преобразования с повышением частоты описаны, например, в документах WO 2001/051571 А1, ЕР 2621736 А2 и ЕР 0966504 В1.
Другим возможным вариантом осуществления является использование проводящих пигментов, которые используются в области защищенной печати для придания ценному документу (например, банкноте, паспорту, удостоверению личности и т.п.) дополнительного скрытого защитного признака. Защитный признак, выполненный из защитной краски, содержащей один или более проводящих пигментов, может быть обнаружен простыми устройствами для обнаружения, такими как электродные схемы, которые контактируют с указанным защитным признаком. Преимущественно, указанные устройства для обнаружения содержат бесконтактные электронные средства, такие как индуктивные или емкостные датчики. В области безопасности обычно предпочтительны емкостные датчики, так как они способны обнаруживать небольшие проводящие элементы без взаимодействия с окружающей средой (подложкой или окружающим оборудованием).
Проводящие краски, используемые согласно еще одному варианту осуществления настоящего изобретения, содержат, например, проводящие пигменты, выполненные из непроводящих подложек, таких как оксиды титана, синтетические или натуральные слюды, другие филлосиликаты, стекла, диоксиды кремния или оксиды алюминия, которые заключены в проводящий слой. Предпочтительными являются проводящие пигменты, которые проявляют высокий коэффициент сжатия, также называемые чешуйчатыми пигментами, которые быстро ориентируются после печати, так что их два самых длинных размера по существу параллельны поверхности подложки, таким образом улучшая проводимость защитного признака. В зависимости от толщины проводящих пигментов с высоким коэффициентом сжатия и толщины слоя печатной краски можно получить прозрачные или полупрозрачные проводящие защитные признаки, которые легко встроить в дизайн защищаемого документа. В документе US 7416688 В2 раскрыты, например, прозрачные проводящие пигменты подложек в форме чешуек, покрытые проводящим слоем, при этом средневзвешенная площадь F50 частиц прозрачных проводящих пигментов больше или равна 150 мкм2. Особенно предпочтительные пигменты включают слюду, покрытую слоем легированного сурьмой оксида олова, слюду, покрытую слоем оксида титана, слоем оксида кремния и слоем легированного сурьмой оксида олова, или слюду, покрытую слоем легированного сурьмой оксида олова и слоем оксида металла, в частности, слоем оксида титана.
В качестве альтернативы, если высокая прозрачность не является обязательной, проводящие краски для печати, используемые в другом примере настоящего изобретения, могут содержать чешуйки с высоким аспектным соотношением, выполненные из одного или более металлов, таких как алюминий, медь, никель, железо, свинец, цинк и олово, а также их сплавы.
Кроме того, защитные признаки, содержащие один или более проводящих материалов, могут содержать один или более люминесцентных материалов. Один или более люминесцентных материалов выбраны из группы, состоящей из люминесцентных молекул (которые равномерно растворены в матрице краски), люминесцентных пигментов (которые диспергированы в указанной матрице краски), полупроводниковых квантовых точек (таких как CdSe, ZnS, ZnSe, CdZnSe, CdS, InAs, InP, CdSeS), люминесцентных полимеров и пигментов, на поверхность которых нанесен люминесцентный слой. При контактной или бесконтактной (например, емкостной или индуктивной) электрической стимуляции один или более люминесцентных материалов испускают электромагнитное излучение, которое может быть видно невооруженным глазом и/или обнаружено с использованием электронных средств, известных в данной области техники. Такой защитный признак описан, например, в документе US 2014/291495 A1.
Как правило, средний размер D50 частиц одного или более пигментов составляет от приблизительно 0,5 мкм до приблизительно 30 мкм, предпочтительно, от приблизительно 1 мкм до приблизительно 20 мкм, и более предпочтительно, от приблизительно 2 мкм до приблизительно 10 мкм. Размер D90 частиц составляет от приблизительно 1 мкм до приблизительно 50 мкм, предпочтительно, от приблизительно 2 мкм до приблизительно 30 мкм, и более предпочтительно, от приблизительно 5 мкм до приблизительно 20 мкм.
Процесс печати, описанный в данном документе, не ограничен плотностью одного или более пигментов, как это обычно происходит в случае со стандартными печатающими головками для струйной печати. Как правило, плотность оптически изменяющихся пигментов (включая холестерические жидкокристаллические пигменты), магнитных или намагничиваемых тонко пленочных интерференционных пигментов и частиц с интерференционным покрытием (перламутровые пигменты) составляет от приблизительно 1,2⋅103 кг/м3 до приблизительно 4⋅103 кг/м3, плотность люминесцентных пигментов составляет от приблизительно 3⋅103 кг/м3 до приблизительно 5⋅103 кг/м3, и плотность магнитного материала или пигментов, соответственно, составляет от приблизительно 5⋅103 кг/м3 до приблизительно 104 кг/м3.
Концентрация одного или более защитных пигментов ограничена только вязкостью краски, которая обсуждалась выше. Например, в краске, содержащей оптически изменяющийся пигмент (OVP®), концентрация указанного цветоизменяющегося пигмента находится в диапазоне от приблизительно 2,5 вес. % до приблизительно 35 вес. %, в зависимости от желаемого визуального эффекта. В краске, содержащей магнитный пигмент, концентрация указанного магнитного пигмента составляет от приблизительно 5 вес. % до приблизительно 60 вес. %, чтобы получить достаточно сильный магнитный сигнал, и в краске, содержащей люминесцентный пигмент, концентрация указанного люминесцентного пигмента составляет от приблизительно 2 вес. % до приблизительно 20 вес. %, в зависимости от желаемой интенсивности испускания.
Согласно предпочтительному варианту осуществления настоящего изобретения защитный признак, полученный с использованием процесса печати, описанного в данном документе, является явным защитным признаком, содержащим один или более пигментов, выбранных из группы, состоящей из оптически изменяющихся пигментов (включая холестерические жидкокристаллические пигменты), при этом по меньшей мере один пигмент удовлетворяет формуле
где
Δρ представляет собой разность плотности между пигментом и связующим краски (кг/м3);
g представляет собой постоянную ускорения свободного падения (9,81 м/с2);
d представляет собой диаметр D90 частицы пигмента (мкм);
kB представляет собой постоянную Больцмана (1,381⋅10-23 Дж/К); и
T представляет собой абсолютную температуру (°С).
Согласно другому предпочтительному варианту осуществления настоящего изобретения защитный признак, полученный с использованием процесса печати, описанного в данном документе, является скрытым защитным признаком, содержащим один или более пигментов, выбранных из группы, состоящей из магнитных пигментов, магнитных тонкопленочных интерференционных пигментов, магнитных пигментов с интерференционным покрытием, магнитных холестерических жидкокристаллических пигментов, люминесцентных пигментов, проводящих пигментов и поглощающих инфракрасное излучение пигментов, при этом по меньшей мере один или более пигментов удовлетворяет формуле
где
Δρ представляет собой разность плотности между пигментом и связующим краски (кг/м3);
g представляет собой постоянную ускорения свободного падения (9,81 м/с2);
d представляет собой диаметр D90 частицы пигмента (мкм);
kB представляет собой постоянную Больцмана (1,381⋅10-23 Дж/K); и
T представляет собой абсолютную температуру (°С).
Указанные явные и/или скрытые защитные признаки могут быть напечатаны с использованием процесса печати, описанного в данном документе, для формирования штрих-кода, двухмерного кода (такого как QR-код) или буквенно-цифровой символики. В другом варианте осуществления они могут образовывать геометрическую форму (такую как правильный или неправильный многоугольник), логотип, изображение или случайный рисунок.
Настоящее изобретение также относится к системе печати защитных признаков согласно любому из описанных способов. Таким образом, система содержит гибкую конструкцию печатающей головки для струйной печати, предназначенную для печати краской, при этом краска содержит один или более защитных пигментов, причем по меньшей мере один пигмент удовлетворяет формуле
где
Δρ представляет собой разность плотности между пигментом и связующим краски (кг/м3);
g представляет собой постоянную ускорения свободного падения (9,81 м/с2);
d представляет собой диаметр D90 частицы пигмента (мкм);
kB представляет собой постоянную Больцмана (1,381⋅10-23 Дж/K); и
T представляет собой абсолютную температуру (°С).
ПРИМЕРЫ
Настоящее изобретение будет далее описано более подробно со ссылкой на неограничивающие примеры. Приведенные ниже примеры предоставляют более подробные сведения о получении и использовании красок для струйной печати согласно настоящему изобретению.
Печать различными красками, как описано в примерах, осуществляли специально изготовленным принтером, оборудованным одной печатающей головкой с пьезоэлектрически управляемыми гибкими соплами. Его конструкция сопел, например, описана в патенте ЕР 1071559 В1. Более того, во избежание осаждения пигментов, принтер оборудован системой подачи краски, предназначенной для осаждения пигментов (например, описанной в патенте ЕР 2867027 В1). Испытание печати с помощью печатающей головки осуществляли по меньшей мере в течение четырех часов.
Пример 1
где а) представляет собой оптически изменяющийся пигмент с изменением цвета от голубого до пурпурного, имеющий форму чешуек размером D50 приблизительно 15 мкм, D90 приблизительно 24 мкм, толщину приблизительно 1 мкм и плотность приблизительно 2400 кг/м3. Распределение частиц по размеру определяли, используя устройство лазерной дифракции CILAS 1090.
С помощью откалиброванного пикнометра BlauBrand® согласно стандарту ISO 758:1976 (Жидкие химические продукты промышленного назначения. Определение плотности при 20°С) измеряли плотность связующего краски, которая составляла 870 кг/м3.
Из размера частиц D90=2,4⋅10-5 м, измеренной плотности 870 кг/м3 связующего краски и плотности 2400 кг/м3 пигмента рассчитывали Число Пекле (Ре), которое составляло приблизительно 320000 при комнатной температуре.
Смолы добавляли в смесь растворителей и перемешивали при 45°С до их полного растворения. Добавляли смачивающее средство, и, наконец, добавляли пигмент и диспергировали в течение 5 минут при 3000 об/мин, используя Dispermat (LC220-12). Вязкость краски составляла 10,6 мПа с при 1000 с-1 и 25°С. Поверхностное натяжение краски, измеренное с помощью силового тензиометра (K11 от Kruss, оснащенного пластиной Вильгельми), составляло 24,2 мН/м.
Печать полученной таким образом маловязкой краской на основе растворителей, содержащей OVP®, осуществляли с помощью гибкой печатающей головки на фотобумаге для струйной печати HP Premium Plus (покрытая РЕ бумага с восприимчивым к краске слоем) для образования цветоизменяющегося QR-кода размером 1 см × 1 см.
Цветоизменяющиеся свойства краски определяли с помощью гониометра, специально разработанного для оптически изменяющихся красок (гониоспектрометр Codec WI-10 5&5 от компании Phyma GmbH, Австрия). Значения L*a*b* напечатанного поля определяли под двумя углами, соответственно, 0° к нормали (обозначено ниже как ортогональный вид в таблице 1 с ниже) с освещением под углом 22,5° и 67,5° к нормали (обозначено ниже как вид под скользящим углом в таблице 1 с ниже) с освещением под углом 45°. Значения h* и с*, показанные в таблицах ниже, рассчитывали по значениям а* и b* согласно цветовому пространству CIELAB (1976), где:
и
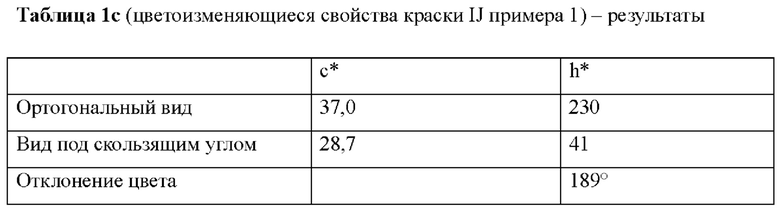
QR-код размером 1 см × 1 см можно легко считать с помощью смартфона Apple SE, оснащенного приложением i-nigma QR от 3GVision.
Как следует из результатов таблицы 1с, мало вязкая краска на основе растворителей, содержащая OVP®, дает поразительный эффект изменения цвета. Несмотря на высокую концентрацию OVP® в краске (8 вес. %), ее высокую плотность (2400 кг/м3) и ее большой размер частиц (D50=15 мкм, D90=24 мкм), печать краской можно осуществлять в течение нескольких часов без засорения сопел или осаждения, приводящего к сниженным количествам OVP®, осаждаемого на подложку.
Пример 2
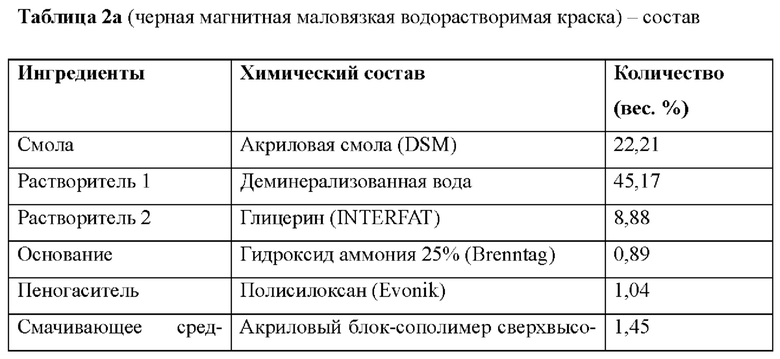
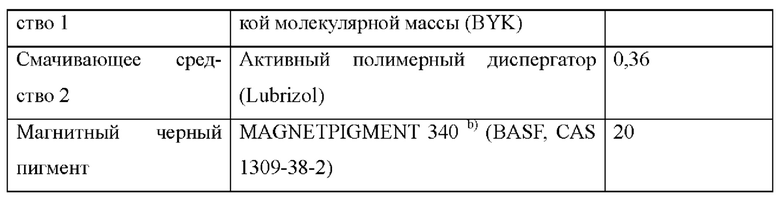
где b) представляет собой магнетит Fe3O4 (CI Pigment Black 11), D50 составляет приблизительно 6,5 мкм, D90 составляет приблизительно 12,5 мкм, плотность составляет 5200 кг/м3, напряженность коэрцитивного поля составляет 18 кА/м.
Плотность связующего краски измеряли так, как указано в примере 1, и она составляла 1028 кг/м3.
Из размера частиц D90=1,25⋅10-5 м, измеренной плотности 1028 кг/м3 связующего краски и плотности 5200 кг/м3 пигмента рассчитывали число Пекле (Ре), которое составляло приблизительно 65000 при комнатной температуре.
Смолу добавляли к раствору, содержащему воду, глицерин и гидроксид аммония, и перемешивали до полного растворения. После полного растворения рН составлял приблизительно 8. Затем добавляли пеногаситель и смачивающие средства и смешивали с помощью Dispermat (LC220-12) в течение 5 минут при 500 об/мин. Наконец, магнитный черный пигмент добавляли и диспергировали в течение 5 минут при 3000 об/мин. Вязкость краски составляла 26,4 мПа с при 1000 с-1 и 25°С, а ее поверхностное натяжение составляло 23,7 мН/м.
Печать полученной таким образом маловязкой черной магнитной водорастворимой краской осуществляли с помощью гибкой печатающей головки на подложке M-cote 120 из многослойной бумаги Gascogne для формирования прямоугольного рисунка с размерами 28 см × 13 см. Получали слой краски толщиной приблизительно 6 мкм, что определяли с помощью Altisurf 500 (Altimet).
Два образца слоя краски снимали для измерения их магнитных характеристик с помощью VSM (магнитометра с вибрирующим образцом) от компании Lake Shore Cryotronics Inc., с напряженностью поля 1 Тесла. Полную петлю гистерезиса записывали для обоих образцов, а остаточную магнитную индукцию (Вб/м2), а также напряженность коэрцитивного поля (А/м) получали из кривых. Результаты представлены в таблице 2с ниже.
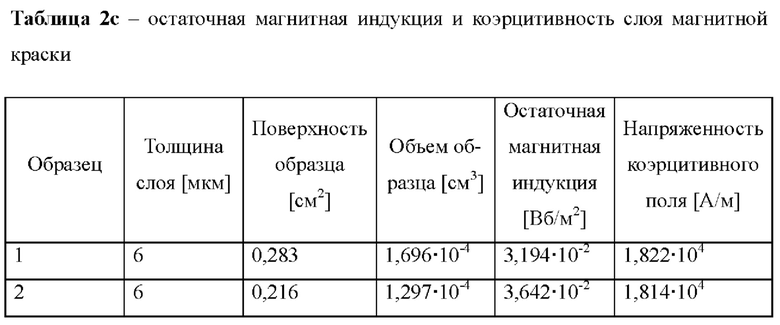
Несмотря на высокую концентрацию магнитного черного пигмента в краске (20 вес. %), ее высокую плотность (5200 кг/м3) и ее большой размер частиц (D50=6,5 мкм, D90=12,5 мкм), печать краской можно осуществлять в течение нескольких часов без засорения сопел или осаждения, приводящего к сниженным количествам магнитного черного пигмента, осаждаемого на подложку.
Пример 3

где с) представляет собой пигмент оксисульфида, где D50 составляет приблизительно 3,45 мкм, D90 составляет приблизительно 12,5 мкм, плотность составляет приблизительно 4900 кг/м3.
Плотность связующего краски измеряли так, как указано в примерах 1 и 2, и она составляла 868 кг/м3.
Из размера частиц D90=1,25⋅10-5 м, рассчитанной плотности 868 кг/м3 связующего краски и плотности 4900 кг/м3 пигмента рассчитывали число Пекле (Ре), которое составляло приблизительно 62000 при комнатной температуре.
Смолы добавляли в смесь растворителей и перемешивали при 45°С до их полного растворения. Добавляли смачивающее средство, и, наконец, добавляли преобразователь с повышением частоты и диспергировали в течение 5 минут при 3000 об/мин, используя Dispermat (LC220-12). Вязкость краски составляла 11,6 мПа с при 1000 с-1 и 25°С, а ее поверхностное натяжение составляло 24,5 мН/м.
Печать полученной таким образом маловязкой краской на основе растворителей, содержащей преобразователь с повышением частоты, осуществляли с помощью гибкой печатающей головки на подложке M-cote 120 из многослойной бумаги Gascogne для формирования прямоугольного рисунка с размерами 28 см × 13 см.
Напечатанный образец освещали с помощью лазерного диода 980 нм (Ledgor Lighting Technology). Таблица 3с показывает цветовые свойства напечатанного поля при освещении.
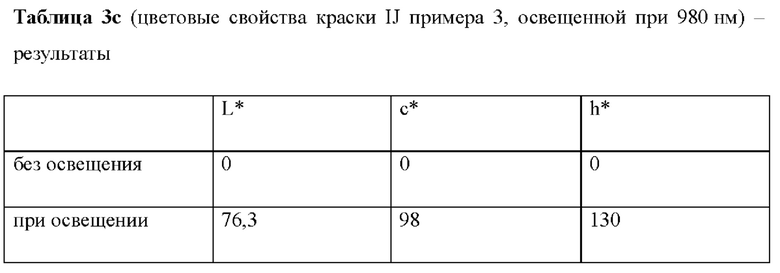
Как можно заключить из результатов таблицы 3с, поле, напечатанное маловязкой краской на основе растворителей из примера 3, было четко различимым невооруженным глазом при освещении лазерным диодом излучения в ближней инфракрасной области. Более того, несмотря на высокую плотность (4900 кг/м) и ее большой размер частиц (D50=3,5 мкм, D90=12,5 мкм) преобразователя с повышением частоты, печать краской можно осуществлять в течение нескольких часов без засорения сопел или осаждения, приводящего к сниженным количествам преобразователя, осаждаемого на подложку.
Пример 4
где d) представляет собой пигмент сульфида цинка, где D50 составляет приблизительно 0,6 мкм, D90 составляет приблизительно 1,1 мкм, плотность составляет приблизительно 4100 кг/м3.
Из плотностей отдельных компонентов рассчитывали плотность связующего краски, которая составляла 872 кг/м3.
Из размера частиц D90=1,1⋅10-6 м, рассчитанной плотности 872 кг/м3 связующего краски и плотности 4100 кг/м3 пигмента рассчитывали число Пекле (Ре), которое составляло приблизительно 3 при комнатной температуре.
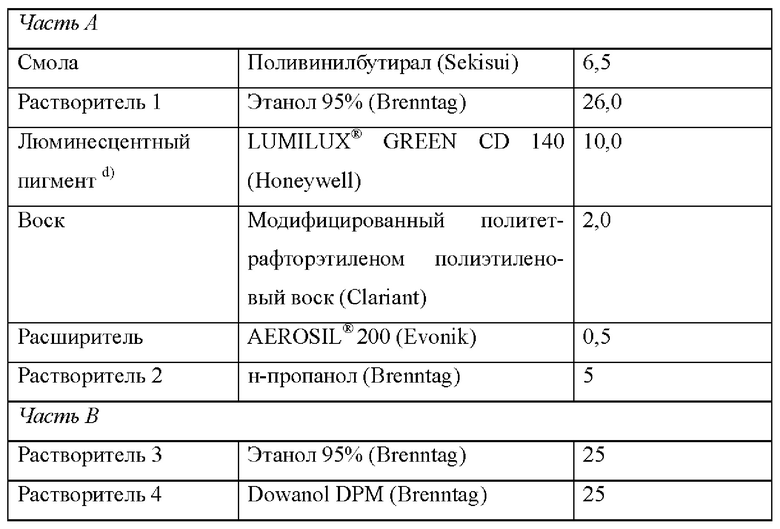
Чтобы получить краску для струйной печати примера 4, 130 г смолы сначала добавляли к 520 г этанола 95% (растворитель 1) и перемешивали при 45°С до полного растворения. Этот раствор охлаждали до комнатной температуры и выливали в контейнер системы измельчения шариков APS 3000 (VMA Getzmann GmbH). При осторожном перемешивании последовательно добавляли 200 г люминесцентного пигмента, 40 г воска, 10 г расширителя и 100 г н-пропанола (растворитель 2). Двухножевую полиамидную турбину DMS 100, прикрепленную к Dispermat CN 20 (VMA Getzmann GmbH), затем опускали в смесь. Турбину медленно вращали и добавляли 500 г стеклянных шариков (02,85-3,3 мм, VMA Getzmann GmbH). Смесь окончательно диспергировали в течение 5 минут при 5000 об/мин. В этом процессе получали 1 кг концентрата краски (часть А), содержащего 20% люминесцентного пигмента.
500 г концентрата краски (часть А) добавляли при осторожном перемешивании к смеси (часть В) 250 г этанола, 95% (растворитель 3) и 250 г Dowanol DPM (растворитель 4). Таким образом получали 1 кг маловязкой краски на основе растворителей из примера 4, содержащей 10% люминесцентного пигмента. Вязкость конечной краски составляла 14,8 мПа с при 1000 с-1, а ее поверхностное натяжение составляло 24 мН/м.
Печать полученной таким образом маловязкой краской на основе растворителей, содержащей люминесцентный пигмент, осуществляли с помощью гибкой печатающей головки на подложке M-cote 120 из многослойной бумаги Gascogne для формирования прямоугольного рисунка с размерами 28 см × 13 см.
Напечатанный образец освещали УФ-лампой (Fovea UV-512) при 365 нм для создания сильного зеленого испускания. Таблица 4 с демонстрирует цветовые свойства напечатанного поля при освещении.
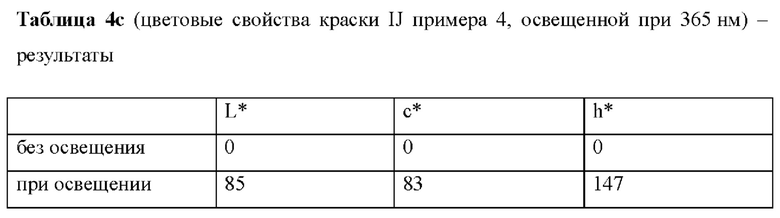
Несмотря на высокую плотность (4100 кг/м3), высокую концентрацию (10%) и большой размер частиц (D50=0,6 мкм, D90=1,1 мкм) люминесцентного пигмента, печать краской можно осуществлять в течение нескольких часов без засорения сопел или осаждения, приводящего к сниженным количествам люминесцентного пигмента, осаждаемого на подложку.
Хотя варианты осуществления настоящего изобретения были описаны и проиллюстрированы, такие варианты осуществления необходимо рассматривать только как иллюстративные варианты осуществления настоящего изобретения. Настоящее изобретение может включать варианты, не описанные или не проиллюстрированные подробно в данном документе. Таким образом, варианты осуществления, описанные и проиллюстрированные в данном документе, нельзя считать ограничивающими настоящее изобретение, как объяснено в соответствии с сопутствующей формулой изобретения.
Изобретение относится к способу и системе печати защитных признаков. Способ печати защитного признака включает струйную печать краской, содержащей один или более пигментов, причем по меньшей мере один пигмент удовлетворяет формуле
где Δρ представляет собой разность плотности между пигментом и связующим краски (кг/м3); g представляет собой постоянную ускорения свободного падения (9,81 м/с2); d представляет собой диаметр D90 частицы пигмента (мкм); kB представляет собой постоянную Больцмана (1,381⋅10-23 Дж/K) и Т представляет собой температуру (°С). Струйную печать краской осуществляют гибкой конструкцией печатающей головки для струйной печати и печать осуществляют для нанесения одного или более защитных признаков на носитель. Изобретение обеспечивает универсальность и легкую вариабельность печати защитных признаков. 2 н. и 8 з.п. ф-лы, 12 табл.
1. Способ печати защитного признака на носителе, включающий струйную печать краской, содержащей один или более пигментов, отличающийся тем, что по меньшей мере один пигмент удовлетворяет формуле
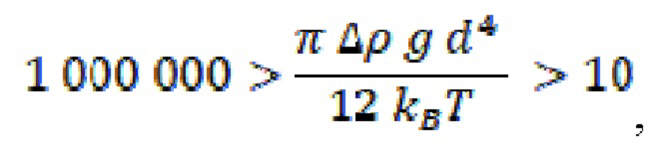
где
Δρ представляет собой разность плотности между пигментом и связующим краски (кг/м3);
g представляет собой постоянную ускорения свободного падения (9,81 м/с2);
d представляет собой диаметр D90 частицы пигмента (мкм);
kв представляет собой постоянную Больцмана (1,381⋅10-23 Дж/K) и
T представляет собой температуру (°С);
при этом диаметр D90 частицы пигмента составляет от приблизительно 1 мкм до приблизительно 50 мкм;
при этом вязкость краски составляет менее 30 мПа*с при 1000 с-1 и 25°С;
при этом струйную печать краской осуществляют посредством гибкой конструкции печатающей головки для струйной печати; и
печать осуществляют для нанесения одного или более защитных признаков на носитель.
2. Способ по п. 1, отличающийся тем, что по меньшей мере пигмент содержит защитный пигмент.
3. Способ по п. 1 или 2, отличающийся тем, что защитные признаки содержат QR-код, штрих-код, буквенно-цифровую символику, явные признаки, полускрытые признаки и/или лакированную зону.
4. Способ по п. 2 или 3, отличающийся тем, что защитные пигменты выбраны из группы, состоящей из магнитных пигментов, поглощающих ИК-излучение пигментов, оптически изменяющихся пигментов, люминесцентных пигментов, проводящих пигментов и их комбинаций.
5. Способ по п. 1, отличающийся тем, что носитель выбран из группы, состоящей из видов бумаги или других волокнистых материалов, материалов, содержащих бумагу, стекол, металлов, видов керамики, полимеров, металлизированных полимеров, композиционных материалов и их смесей или комбинаций.
6. Способ по п. 5, отличающийся тем, что носитель содержит восприимчивый к краске слой.
7. Система печати, предназначенная для печати защитного признака согласно способу по любому из предыдущих пунктов, содержащая:
гибкую конструкцию печатающей головки для струйной печати, предназначенную для печати краской;
краску, содержащую один или более пигментов, отличающаяся тем, что по меньшей мере один пигмент удовлетворяет формуле
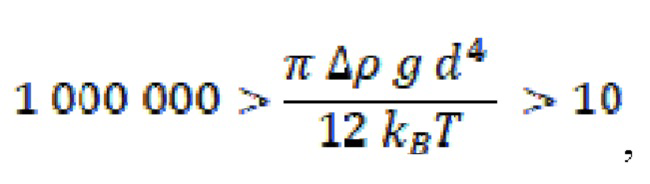
где
Δρ представляет собой разность плотности между пигментом и связующим краски (кг/м3);
g представляет собой постоянную ускорения свободного падения (9,81 м/с2);
d представляет собой диаметр D90 частицы пигмента (мкм);
kв представляет собой постоянную Больцмана (1,381⋅10-23 Дж/K) и
Т представляет собой температуру (°С);
при этом диаметр D90 частицы пигмента составляет от приблизительно 1 мкм до приблизительно 50 мкм;
при этом вязкость краски составляет менее 30 мПа*с при 1000 с-1 и 25°С.
8. Система печати по п. 7, отличающаяся тем, что защитный признак содержит QR-код, штрих-код, буквенно-цифровую символику и/или лакированную зону.
9. Система печати по п. 7 или 8, отличающаяся тем, что по меньшей мере один пигмент содержит защитный пигмент.
10. Система печати по п. 9, отличающаяся тем, что защитные пигменты выбраны из группы, состоящей из магнитных пигментов, поглощающих ИК-излучение пигментов, оптически изменяющихся пигментов, люминесцентных пигментов, проводящих пигментов и их комбинаций.
| US 2012287213 A1, 15.11.2012 | |||
| ЗАЩИТНЫЙ ЭЛЕМЕНТ С ОБЛАДАЮЩЕЙ ОПТИЧЕСКИ ПЕРЕМЕННЫМИ СВОЙСТВАМИ СТРУКТУРОЙ | 2007 |
|
RU2417897C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ С НАПЕЧАТАННЫМ МАГНИТНЫМ ЗАЩИТНЫМ ПРИЗНАКОМ С РАЗНОЙ НАМАГНИЧЕННОСТЬЮ | 2009 |
|
RU2498906C2 |
| ЦЕННЫЙ ДОКУМЕНТ И ЗАЩИТНАЯ МАРКИРОВКА С МАРКИРОВОЧНЫМ ВЕЩЕСТВОМ | 2002 |
|
RU2305866C2 |
| US 2012125229 A1, 24.05.2012 | |||
| US 2009278876 A1, 12.11.2009. | |||

