Изобретение относится к химической технологии и к технологии получения минеральных удобрений. Оно может быть использовано для получения очищенного моноаммонийфосфата (МАФ).
Очищенный моноаммонийфосфат является ценным азот и фосфор содержащим веществом, пригодным для применения в качестве продукта кормовой или технической квалификации. Вследствие требований, предъявляемых к указанным продуктам по содержанию вредных примесей, их надо производить из сырья высокой чистоты, такого, например, как термическая фосфорная кислоты. Однако эта кислота является очень дорогой и не производится в нашей стране. Поэтому в качестве сырья для получения очищенного МАФ используется экстракционная фосфорная кислота (ЭФК). При этом эту кислоту необходимо подвергать очистке от имеющихся в ее составе примесей с целью выполнения всех требований по ее качеству в готовом продукте. Кроме того, процесс получения МАФ должен быть эффективным и иметь минимальное потребление реагентов и энергозатрат. Поэтому актуальной задачей является снижение потребления реагентов и энергозатрат при получении очищенного МАФ при сохранении высокого качества продукта.
Известен способ получения фосфатов аммония из экстракционной фосфорной кислоты, описанный в книге: Кочетков В.Н. Фосфорсодержащие удобрения. -М.: Химия, 1982. - С. 130-131. Способ включает двухстадийную аммонизацию разбавленной до 25-30% Р2О5 экстракционной фосфорной кислоты до рН 4-4,5, отделение выделившегося примесного осадка от аммонизированного раствора, с его последующим выпариванием, кристаллизацией из него моноаммонийфосфата при охлаждении, центрифугирование кристаллов и их сушки. При этом маточный раствор МАФ после отделения кристаллов смешивают с аммонизированным раствором перед выпариванием.
Согласно этому способу, время пребывания аммонизированной пульпы в аммонизаторах составляет 1-1,5 часа, а температура в них 112-113°С. При этом в ходе аммонизации в осадок выпадают содержащиеся в ЭФК примеси фтора, железа, алюминия, кальция и др. Эти примеси после отделения от раствора направляются в производство сложных удобрений. Аммонизированный раствор, содержащий 19-21% Р2О5, концентрируют до 34-36% Р2О5, после чего направляют в охлаждаемый водой кристаллизатор, в котором раствор охлаждается до 18-20°С. При реализации данного способа в готовый продукт из ЭФК переходит 95% Р2О5, а в примесный осадок 5%. При этом получают продукционный МАФ, в котором содержится 60% P2O5 и 14,5% NH3 (11,94% N).
Недостатком известного способа является получение моноаммонийфосфата низкого качества. Об этом говорит то, что получаемый продукт содержит только 60% Р2О5 и 11,94% N, в то время как, согласно требований к очищенному МАФ, последний должен содержать не менее 61% Р2О5 и 12% N. Заниженное содержание как фосфора, так и азота говорит о том, что в составе продукта находится повышенное количество примесей, которые не удалось полностью отделить от аммонизированного раствора после аммонизации.
Кроме того, недостатком известного способа, как показали анализы, является повышенное содержание фтора в получаемом моноаммонийфосфате, что не позволяет отнести его к категории очищенного и использовать как кормовой.
Недостатком известного способа также является накопление примесей в цикле получения кристаллического МАФ вследствие подачи маточного раствора на выпаривание. В результате этого происходит ухудшение качества продукта.
Известен способ получения моноаммонийфосфата по авт.свид. СССР №571434, кл. С01В 25/28, 1974, заключающийся в аммонизации экстракционной фосфорной кислоты до рН 4,0-4,5, сгущении полученной пульпы, отделении выделившихся фосфатов полуторных металлов и упаривании полученного фильтрата. При этом полученную пульпу сгущают до Т:Ж=1:(3-4) и дополнительно аммонизируют до рН 5,0-5,5.
Примененное в данном способе сгущение аммонизированной пульпы до Т:Ж=1:(3-4) с дополнительной аммонизацией ее до рН 5,0-5,5 позволяют увеличить выделение примесей в осадок, что ведет к повышению качества готовой продукции.
Недостаток известного способа состоит в получении загрязненного примесями моноаммонийфосфата, в котором при общем содержании Р2О5 61,1% содержится только 60,5% усвояемой Р2О5. При этом следует учитывать, что в очищенном МАФ весь фосфор должен находиться в усвояемом виде.
Известен способ получения кормового моноаммонийфосфата, описанный в книге: Кармышов В.Ф., Соболев Б.П., Носов В.Н. Производство и применение кормовых фосфатов. -М.: Химия, 1987. - С. 202-204. Согласно этому способу моноаммонийфосфат получают нейтрализацией суперфосфорной кислоты (СФК) аммиаком. Способ включает разбавление СФК водой при выдерживании в течение 1 часа при температуре 60-70°С, последовательную аммонизацию в три стадии разбавленной стоками абсорбции СФК аммиаком до мольного отношения NH3:Н3РО4=0,55-0,75 (рН 1,6-2,2) при температуре не более 130°С. При этом вместе с аммиаком на каждую стадию подается воздух. После аммонизации аммонизированная пульпа поступает в барабанный аммонизатор-гранулятор, в который для дальнейшей аммонизации при 80-110°С до рН 3,8-5,0 подают аммиачную воду. Из аммонизатора-гранулятора гранулированный МАФ подается на сушку, после которой отводится в виде готового продукта.
Согласно данного способа предварительная аммонизация СФК до рН 1,6-2,2 проводится в три стадии. Причем разбавленная СФК вместе с разбавленной стоками абсорбции СФК и аммиаком подается на каждую стадию. При этом в осадок выделяются примеси железа, алюминия, сульфатов, фтора и др. Однако указанные примеси находятся в составе аммонизированной пульпы, которую направляют на дальнейшую переработку в готовый продукт. То есть данные примеси остаются в составе готового продукта. Это является очень серьезным недостатком известного способа.
Другим недостатком известного способа является недостаточное содержание Р2О5 в готовом МАФ - 55±1%, в то время как согласно требований к очищенному МАФ, в нем должно содержаться не менее 61% Р2О5, т.е. получаемый продукт имеет низкое качество. Причина этого заключается в нестабильности ведения процесса окончательной аммонизации в аммонизаторе-грануляторе.
Наиболее близким по технической сущности к предлагаемому решению является способ получения пищевых фосфатов аммония из упаренной экстракционной фосфорной кислоты по патенту РФ №2368567, кл. С01В 25/28, 2008, который принят в качестве прототипа. Способ включает нейтрализацию экстракционной фосфорной кислоты аммиаком, кристаллизацию фосфата аммония из аммонийфосфатного раствора, отделение кристаллов от маточных растворов с утилизацией последних. В известном способе упаренную экстракционную фосфорную кислоту разбавляют до концентрации 23-25% Р2О5, вводят в нее углекислый кальций при соотношении СаО/Р2О5=(0,03-0,05): 1, затем полученную смесь нейтрализуют в две стадии, сначала до рН 1,6-2,0, затем до рН 4,2-4,5, образующуюся пульпу фильтруют с отделением аммонийфосфатного раствора, кристаллизуют моноаммонийфосфат, кристаллы, отделенные от маточного раствора, растворяют в воде и раствор упаривают, полученный очищенный аммонийфосфатный раствор разделяют на два потока, один из которых направляют на получение моноаммонийфосфата кристаллизацией, а второй доаммонизируют до получения диаммонийфосфата (ДАФ), упаривают и отделяют кристаллы диаммонийфосфата. Согласно известному способу для аммонизации может быть использована аммиачная вода, а разделение очищенного аммонийфосфатного раствора на потоки проводится в зависимости от потребности в конкретном фосфате аммония. При этом утилизацию маточного раствора, отделенного на стадии первичной кристаллизации моноаммонийфосфата, осуществляют путем его смешения с осадком примесей, полученным после фильтрации пульпы с рН 4,2-4,5.
Указанный способ позволяет получать фосфаты аммония, в том числе и МАФ пищевой квалификации, т.е. высокой чистоты. Однако для этого необходимо получать МАФ путем растворения кристаллов и дальнейшей перекристаллизации. При этом для очистки целевого продукта от фтора при аммонизации ЭФК в нее вводят углекислый кальций. Кроме того, из процесса получения фосфатов аммония выводят маточный раствор после отделения от него кристаллов МАФ. Таким образом исключается накопление вредных примесей (мышьяк, свинец, кадмий и ртуть) в перерабатываемых растворах, а, следовательно, и в готовом продукте.
Необходимо также отметить, что в способе-прототипе применена двухстадийная аммонизация ЭФК с целью улучшения качества выделяющегося из раствора примесного осадка и улучшения его фильтрации. При этом конечное значение рН 4,2-4,5 на второй стадии аммонизации выбрано, исходя из того, чтобы в нем было максимально наличие МАФ и минимально ДАФ для исключения потерь аммиака при последующем выпаривании раствора.
Недостаток известного способа, вызванный высокими требованиями к чистоте продукта, состоит в невысокой степени использования исходной ЭФК, т.к. большая часть маточного раствора после растворения МАФ выводится из процесса получения фосфатов аммония вместе с примесным осадком на получение сложных удобрений.
Другим недостатком известного способа является недостаточное качество получаемого МАФ по содержанию Р2О5 (менее 61%) и N (менее 12% или по NH3 менее 14,6%), в то время как согласно требований к очищенному МАФ, содержанию в нем Р2О5 должно быть более 61%, а содержание N - более 12%. Указанные концентрации фосфора и азота в МАФ, полученном согласно известному способу, говорят о том, что вместе с МАФ происходит выделение некоторого количества сульфата аммония. При этом наличие сульфата аммония снижает общее содержание МАФ в готовом продукте, которое, на основании требований к очищенному МАФ, должно быть не менее 99%. В получаемом же согласно известному способу продукте содержание МАФ составляет только 97,8-98,5%.
Недостаток известного способа состоит также в том, что при добавлении углекислого кальция в перерабатываемую ЭФК при ее аммонизации происходит вспенивание раствора, что значительно усложняет ведение процесса, требует дополнительных объемов реакционного оборудования и замедляет проведение данной операции.
Кроме того, недостатком известного способа является введение в процесс получения фосфатов аммония дополнительного кальция, который впоследствии приходится выводить из раствора для обеспечения предъявляемых к продуктам требований по их чистоте.
Анализ известных решений и их недостатков дал возможность авторам предложить способ получения очищенного моноаммонийфосфата из упаренной экстракционной фосфорной кислоты, реализация которого позволит достигнуть желаемого технического результата - увеличения степени использования исходного сырья, улучшения качества готового продукта и снижения затрат. Для этого необходимо решить главную задачу: добиться наиболее полного выделения примесей из ЭФК в осадок при минимальном их попадании в готовый продукт.
Для решения поставленной технической задачи заявляется способ получения очищенного моноаммонийфосфата из упаренной экстракционной фосфорной кислоты, включающий разбавление экстракционной фосфорной кислоты водой, последовательную аммонизацию этой кислоты в несколько стадий, фильтрацию аммонизированной пульпы с отделением примесного осадка, выпаривание отфильтрованного раствора фосфатов аммония, кристаллизацию моноаммонийфосфата путем охлаждения раствора и отделение кристаллов моноаммонийфосфата от маточного раствора центрифугированием, с последующей сушкой и подачей маточного раствора вместе с примесным осадком на производство сложных удобрений. Новым в заявляемом способе является то, что аммонизацию разбавленной экстракционной фосфорной кислоты проводят последовательно в три стадии, причем на первой стадии аммонизации кислоту аммонизируют маточным раствором до рН 0,5-1,0, на второй и третьей стадиях аммонизацию ведут газообразным аммиаком до рН 2,5-3,0 и 5,0-5,5 соответственно при температуре 60-90°С, причем на второй и третьей стадиях аммонизации исходный поток смешивается с циркулирующим в массовом соотношении 1:(30-60) при массовом содержании твердой фазы в циркулирующем потоке 5-25% и при времени пребывания 1-1,5 часа на каждой стадии с последующей выдержкой 1-2 часа, выпаривание ведут до массовой концентрации моноаммонийфосфата 45-55% при температуре 90-105°С, при кристаллизации моноаммонийфосфата раствор охлаждают до 30-40°С, а маточный раствор делят на две части, 60-85% раствора по массе подают на первую стадию аммонизации, а оставшуюся часть, вместе с примесным осадком на производство сложных удобрений. При этом в заявленном способе на первой ступени аммонизации исходный поток экстракционной фосфорной кислоты смешивается с циркулирующим в соотношении 1:(5-10) по массе при времени смешения 0,5-1 час. Кроме того, в заявленном способе при кристаллизации моноаммонийфосфата раствор охлаждают через теплопередающую поверхность.
Заявляемое изобретение отвечает всем критериям патентоспособности. Заявляемый способ получения способ получения очищенного моноаммонийфосфата из упаренной экстракционной фосфорной кислоты является новым, т.к. из уровня техники не известны решения с такой же совокупностью существенных признаков, о чем свидетельствует приведенный выше анализ аналогов.
Способ получения очищенного моноаммонийфосфата из упаренной экстракционной фосфорной кислоты имеет изобретательский уровень, т.к. для специалиста он явным образом не следуют из известного уровня техники. Ни одно из выявленных технических решений не имеет признаков, совпадающих с отличительными признаками заявляемого решения.
Изобретение промышленно применимо и может быть использовано в химической технологии и в технологии получения минеральных удобрений для получения моноаммонийфосфата. Все признаки изобретения выполнимы и воспроизводимы. Они используются для достижения ожидаемого технического результата в полном объеме.
Далее рассмотрим подробнее необходимость и достаточность для достижения желаемого технического результата - увеличения степени использования исходного сырья, улучшения качества готового продукта и снижения затрат как каждого из отличительных признаков заявленного решения, так и всей совокупности.
Заявленная совокупность признаков предлагаемых технических решений позволяет получить очищенный МАФ из упаренной ЭФК с высоким содержанием целевого продукта (не менее 99%) и низким содержанием примесей. При этом высокая степень использования исходного сырья, а также реагентов позволяет снизить затраты на получение продукта.
Заявленные в предлагаемом техническом решении условия ведения процесса аммонизации: последовательная трехстадийная аммонизация с рН 0,5-1,0 на первой стадии при аммонизации разбавленной ЭФК маточным раствором после отделения кристаллов МАФ, с дальнейшей аммонизацией газообразным аммиаком до рН 2,5-3,0 на второй стадии и до рН 5,0-5,5 на третьей стадии при температуре 60-90°С и смешении исходного потока с циркулирующим в массовом соотношении 1:(30-60) на второй и третьей стадиях аммонизации при массовом содержании твердой фазы в циркулирующем потоке 5-25% и при времени пребывания 1-1,5 часа на каждой стадии с последующей выдержкой 1-2 часа позволяет выделить в примесный осадок наибольшее количество примесей, содержащихся в исходной ЭФК. Вследствие этого готовый продукт имеет низкое содержание примесей. Дальнейшее выпаривание аммонизированного раствора до массовой концентрации МАФ 45-55% при температуре 90-105°С и с последующей кристаллизацией МАФ из раствора при охлаждении до 30-40°С дают возможность получать очищенный МАФ из ЭФК с высоким содержанием целевого продукта (не менее 99%). Деление маточного раствора после отделения кристаллов МАФ центрифугированием на две части с подачей 60-85% по массе на первую стадию аммонизации ЭФК, а оставшейся части на производство сложных удобрений приводит к увеличению степени использования исходного сырья, а также снижению затрат на получение готового продукта. К увеличению выделения примесей из исходной ЭФК ведет также смешение исходного потока разбавленной ЭФК на первой стадии аммонизации с циркулирующим в соотношении 1:(5-10) по массе при времени смешения 0,5-1 час. Увеличению содержания целевого продукта (не менее 99%) в очищенном МАФ, полученном из ЭФК, приводит также то, что при кристаллизации МАФ упаренный раствор фосфатов аммония охлаждают через теплопередающую поверхность.
Применение последовательной трехстадийной аммонизации разбавленной ЭФК позволяет поэтапно выделить в примесный осадок различные примеси, содержащиеся в кислоте. При этом заявленные значения рН по стадиям, равные 0,5-1,0 на первой, 2,5-3,0 на второй и 5,0-5,5 на третьей стадии, дают возможность выделить в осадок вредные примеси различных соединений с получением в конечном итоге очищенного аммонизированного раствора, являющегося сырьем для выпуска очищенного МАФ в соответствии с предъявляемыми к нему требованиями.
Причем, предлагаемый в заявленном способе признак, заключающийся в последовательной трехстадийной аммонизации кислоты, отличается от известного приема, описанного в книге: Кармышов В.Ф. и др. Производство и применение кормовых фосфатов. -М.: Химия, 1987. - С. 202-204. Одно из отличий состоит в том, что в известном приеме в трехстадийном каскаде реакторов-аммонизаторов ведется только предварительная аммонизация экстракционной фосфорной кислоты до рН 1,6-2,2, ведущая к неполному осаждению примесей из кислоты, тогда как в заявленном способе в таком же каскаде последовательно проводится полностью весь процесс аммонизации до конечного значения рН 5,0-5,5. При этом согласно известному приему, из кислоты в осадок выделяется только часть примесей, в то время как по заявленному способу в осадок из кислоты выделяются все примеси. Другое отличие состоит в том, что по известному способу на каждую стадию аммонизации, помимо аммиака, подается разбавленная СФК вместе с кислотой, разбавленной стоками абсорбции СФК, т.е. на каждой из стадий процесс аммонизации происходит от исходной кислоты до заданного значения рН. Согласно заявленному способу аммонизация исходной кислоты ведется лишь на первой стадии, а на остальных стадиях происходит аммонизация уже предварительно аммонизированного раствора от значения рН на предыдущей стадии до конечного значения рН на данной стадии. Результатом этого является то, что по известному способу выделившийся осадок примесей остается вместе с аммонизированным раствором в пульпе, а затем в конечном продукте, тогда как в заявленном способе выделившийся осадок примесей отфильтровывается от раствора и выводится из цикла. То есть заявленная последовательная аммонизация от начальных до конечных значений рН позволяет получить хорошофильтруемый осадок примесей, и, в результате, получить очищенный МАФ требуемой чистоты.
Проведение первой стадии аммонизации разбавленной ЭФК при нейтрализации ее маточным раствором при рН 0,5-1,0 (что соответствует мольному отношению NH3/Н3РО4=0,15-0,3) позволяет присутствующим в составе кислоты соединениям кальция, железа и алюминия, а также фтора при взаимодействии с маточным раствором фосфатов аммония, перейти в формы, которые лучше выделяются в осадок на последующих стадиях аммонизации. Эти соединения при дальнейшей аммонизации выделяются в осадок в виде хорошо структурируемых частиц, которые достаточно хорошо отделяются от раствора при фильтрации. При этом если рН аммонизированного на первой стадии кислоты менее 0,5, это означает, что на нейтрализацию ЭФК подано недостаточное количество маточного раствора, что ведет к снижению степени использования исходной ЭФК. В этом случае недостаточное количество примесей перейдет в формы, которые лучше выделяются в осадок, что ведет к снижению качества готового продукта. Если же рН раствора более 1,0, то из раствора начинает выделяться мелкодисперсная твердая фаза, которая в дальнейшем не увеличивается в размерах и затрудняет фильтрацию раствора от примесного осадка, т.е. ведет к ухудшению качества продукционного МАФ.
При этом смешение исходного потока ЭФК с циркулирующим на первой стадии аммонизации в соотношении 1:(5-10) по массе при времени смешения 0,5-1 час дает возможность хорошо подготовить аммонизируемый раствор для последующих стадий аммонизации и обеспечить получение хорошо фильтруемого осадка для максимального выделения примесей из ЭФК. Как показали проведенные лабораторные исследования, соблюдение указанных условий позволяет повысить скорость фильтрации примесного осадка на 20-30% по сравнению с прототипом. Смешение исходного потока ЭФК с меньшим, чем 5 количеством раствора, циркулирующего на первой стадии, ведет к снижению скорости фильтрации примесного осадка и к проскоку мелких его частиц в отфильтрованный раствор, что ведет к ухудшению качества готового продукта. Если же количество циркулирующего раствора более, чем в 10 раз превышает поток исходной ЭФК, то происходит необоснованное увеличение потребления электроэнергии при практически неизменной скорости фильтрации примесного осадка. Для выполнения условий, по переходу указанных выше соединений в формы, обеспечивающие получение хорошо фильтруемого осадка и очищенного раствора, необходимо, чтобы время смешения исходного потока ЭФК с циркулирующим на первой стадии раствором составляло бы 0,5-1 час. При меньшем, чем 0,5 часа времени смешения в аммонизированном растворе после отделения осадка примесей остается повышенное количество примесей, что ведет к снижению качества продукционного МАФ. Если же время смешения ЭФК с циркулирующим раствором превысит 1 час, то для этого потребуется больший объем реакционного оборудования, что ведет к необоснованному увеличению капзатрат.
Согласно заявленному способу на второй и третьей стадиях аммонизации кислоты ее ведут с помощью газообразного аммиака соответственно при рН 2,5-3,0 и рН 5,0-5,5. Указанные значения рН на второй и третьей стадиях аммонизации при отмеченных выше условиях проведения аммонизации на первой стадии, позволяют выделить из аммонизированного раствора в примесный осадок наибольшее количество примесей и получить продукционный очищенный МАФ высокого качества. При этом заявленное значение рН 2,5-3,0 (мольное отношение NH3/H3PO4=0,8-0,9) на второй стадии аммонизации ведет к выделению в примесный осадок соединений железа, алюминия, кремния и др. Значение рН 5,0-5,5 (мольное отношение NH3/H3PO4=1,1-1,2) на третьей стадии аммонизации позволяет максимально выделить в примесный осадок соединения фтора, которые присутствуют в ЭФК. Следствием изложенного является получение очищенного МАФ высокого качества.
При понижении значения рН на второй стадии аммонизации менее 2,5 происходит недовыделение соединений железа, алюминия кремния и др. из ЭФК и большее их присутствие в аммонизированном растворе, т.е. ухудшение качества продукционного МАФ. Если же рН раствора превысит 3,0, то вместе с примесным осадком начинает выделяться МАФ, вследствие чего происходят потери продукта, т.е. увеличение затрат на его получение.
На третьей стадии аммонизации значения рН поддерживается в интервале 5,0-5,5. При этом в аммонизированном растворе присутствует как моноаммонийфосфат, так и диаммонийфосфат. Заявленные границы интервала рН обусловлены требованиями к получению очищенного МАФ высокого качества. Если рН будет менее 5,0, то в примесный осадок выделится не весь фтор, и в готовом продукте его содержание будет повышенным. Если же рН будет более 5,5, то при кристаллизации вместе с МАФ будет также выделяться ДАФ. В результате этого в продукционном МАФ будет меньше фосфора и больше азота чем указано в требованиях к очищенному продукту. То есть будет иметь место снижение качества полученного МАФ. Кроме того, превышение рН более 5,5 при аммонизации ведет к снижению выделения сульфата аммония в примесный осадок и к растворению уже имеющихся в осадке частиц этого вещества. В результате будет ухудшено качество продукционного МАФ.
Процесс аммонизации фосфорной кислоты газообразным аммиаком является экзотермическим и происходит с выделением значительного количества тепла. Рациональное использование этого тепла позволит существенно снизить энергозатраты на производство. Исходя из этого, аммонизацию ЭФК на второй и третьей стадиях необходимо вести при температуре 60-90°С. При этих температурах перерабатываемая аммонизированная пульпа имеет небольшую вязкость и хорошую текучесть, что обеспечивает достаточные условия для протекания химических реакций образования примесного осадка. Наряду с этим, проведение аммонизации при указанных температурах позволяет испарить из раствора некоторое количество воды, содержащейся в разбавленной ЭФК, что дает возможность снизить количество воды, которое необходимо испарить при выпаривании, а также потребные затраты пара. При этом поддержание указанных температур на второй и третьей стадиях аммонизации позволяет избежать кристаллизации МАФ в процессе аммонизации.
В случае если температура при аммонизации будет ниже 60°С возрастет вязкость перерабатываемой аммонизированной пульпы. Вследствие этого будет затруднено выделение примесей из раствора и образование примесного осадка. Кроме того, будет ухудшена фильтрация осадка от раствора. Если же температура при аммонизации будет выше 90°С количество воды, выпаренной при аммонизации за счет тепла нейтрализации будет мало, а количество воды, испаряемой при выпаривании возрастет, также как и затраты пара, т.е. энергозатраты на получение МАФ увеличатся.
Для обеспечения наилучших условий выделения примесей из аммонизированного раствора и получения хорошо фильтруемого осадка примесей при его образовании на второй и третьей стадиях аммонизации исходный поток частично нейтрализованной ЭФК смешивается с циркулирующим на каждой стадии в массовом соотношении 1:(30-60). Благодаря этому в 30-60 раз снижается пересыщение в циркулирующей пульпе по выделяющимся из раствора солям, что ведет к укрупнению частиц осадка. При меньшем соотношении смешиваемых потоков пересыщение выделяющихся солей возрастет, что приведет к образованию слишком мелких частиц осадка, затрудняющих их фильтрацию и приводящему к неполному отделению осадка от раствора и, в конечном итого, к снижению качества готового продукта. При большем соотношении смешиваемых потоков излишне возрастают затраты электроэнергии на циркуляцию аммонизированной пульпы.
Согласно заявленному способу на второй и третьей стадиях аммонизации необходимо поддерживать массовое содержание твердой фазы в циркулирующем потоке 5-25%. Это требуется для обеспечения наилучших условий выделения примесей из раствора, а также формирования и укрупнения частиц примесного осадка, с целью улучшения фильтрации. Указанная концентрация твердой фазы превышает содержание твердого, которое образуется согласно материальному балансу и зависит от состава исходной ЭФК. Для получения заявленного содержания твердой фазы в циркулирующем потоке необходимо накопить дополнительно твердую фазу на каждой стадии аммонизации. Наличие в циркулирующем потоке 5-25% твердой фазы служит затравкой при выделении примесей из раствора, которые не образуют новые мелкодисперсные частицы, а осаждаются на поверхности уже имеющихся частиц, увеличивая их размеры. При этом наличие в циркулирующем потоке дополнительной твердой фазы способствует также более полному выделению примесей из аммонизированного раствора, т.е., в конечном итоге, улучшению качества получаемого продукционного МАФ.
Заявленные границы (5-25% мас.) интервала содержания твердой фазы в циркулирующем потоке на второй и третьей стадиях аммонизации обусловлены соображениями, которые основаны на данных о свойствах получаемых частиц примесного осадка и оценке технически осуществимых возможностей для его накопления в реакторах-аммонизаторах. Исходя из указанных условий, для случая переработки ЭФК высокой чистоты с низким содержанием примесей оптимальным массовым содержанием твердой фазы является 5% и 25% для ЭФК, загрязненной большим количеством примесей. При этом если содержание твердой фазы менее 5%, то выделяющиеся в осадок примеси образуют мелкодисперсные частицы, которые плохо отделяются от раствора и проскакивают в него, что ведет к ухудшению качества продукта. Если же содержание твердой фазы больше 25%, то необоснованно возрастают затраты электроэнергии на циркуляцию пульпы в аппарате.
Наряду с отмеченными выше условиями наилучшего выделения примесей из аммонизированного раствора на второй и третьей стадиях аммонизации для его осуществления, согласно заявленному способу, необходимо обеспечить время пребывания 1-1,5 часа на каждой стадии с последующей выдержкой 1-2 часа. Указанное время пребывания приводит к наиболее полному выделению из раствора примесных соединений, имеющих длительный латентный период осаждения. При этом следует отметить, что большинство примесей, присутствующих в ЭФК, имеют длительный период осаждения, о чем свидетельствуют данные лабораторных исследований. При уменьшении времени пребывания и выдержки осаждение примесей из ЭФК будет неполным. В результате в аммонизированном растворе будет больше примесей, что приведет к снижению качества продукционного МАФ. Если время пребывания и выдержки будет больше заявленного, то это приведет к увеличению объема реакционного оборудования, т.е. увеличению капзатрат.
После аммонизации и отделения примесного осадка очищенный от примесей раствор фосфатов аммония подвергается выпариванию. При этом выпаривание ведут до массовой концентрации МАФ 45-55% при температуре 90-105°С. Указанные концентрации упаренного раствора объясняются тем, что рН этого раствора равен 5,0-5,5 и в нем, помимо МАФ, также содержится и ДАФ. Причем доля последнего составляет 10-20%, и перепаривание раствора до более высокой концентрации, чем 55% по МАФ, приведет к кристаллизации солей, в частности ДАФ, растворимость которого в данных условиях ниже. При этом выделение ДАФ приведет к снижению качества продукционного МАФ. Выпаривание раствора до концентрации менее 45% по МАФ приведет к снижению выделения МАФ из раствора, к переработке повышенного количества растворов, т.е. к увеличению затрат на производство.
Заявленный температурный интервал 90-105°С при выпаривании раствора фосфатов аммония позволяет сконцентрировать раствор до массовой концентрации МАФ 45-55%. При этом переработка данного раствора при указанных температурах исключит преждевременную кристаллизацию солей и позволит подать на стадию кристаллизации наиболее концентрированный раствор с высоким содержанием целевого компонента - МАФ. При температуре выпаривания менее 90°С из раствора может начаться кристаллизация солей. Если же отмеченная температура выше 105°С, то на стадии кристаллизации потребуются повышенные затраты энергоресурсов для выделения продукционного МАФ.
Упаренный раствор фосфатов аммония подается на кристаллизацию, при которой его охлаждают до 30-40°С, причем раствор охлаждают через теплопередающую поверхность. Охлаждению подвергают раствор фосфатов аммония, имеющий рН 5,0-5,5 и температуру 90-105°С. В составе этого раствора присутствуют как МАФ, так и ДАФ. Охлаждение такого раствора до 30-40°С ведет к наиболее полному выделению из него в кристаллическом виде только МАФ, растворимость которого при данных условиях ниже, чем у ДАФ, который при указанных условия остается в растворе и не кристаллизуется. При этом заявленный температурный интервал кристаллизации обусловлен возможностями реального производства по его реализации и, в частности, использования для этого оборотной охлаждающей воды, имеющейся на большинстве заводов. Для такой воды охлаждение раствора фосфатов аммония до температуры ниже 30°С приводит к увеличению затрат воды, т.е. к увеличению энергозатрат. Если же охлаждение вести до температуры выше 40°С, то это снизит выход кристаллического МАФ из раствора и также приведет к увеличению затрат.
Охлаждение раствора при кристаллизации через теплопередающую поверхность, согласно заявленного способа, дает возможность снизить содержание примесей в готовом очищенном МАФ. Объяснение этого заключается в том, что примеси, которые имеются в продукционном МАФ попадают в него из маточного раствора, из которого выделились кристаллы. При этом в случае охлаждения раствора через теплопередающую поверхность из раствора выделяются только кристаллы МАФ, а остальные примеси остаются в маточном растворе. В случае охлаждения раствора посредством испарения под вакуумом, кристаллизация МАФ происходит вследствие удаления части растворителя - воды. В результате этого из маточного раствора кроме кристаллов будет удалена также часть воды. Исходя из изложенного видно, что во втором случае количество маточного раствора будет меньше, а концентрация в нем примесей - больше. Таким образом, охлаждение раствора при кристаллизации через теплопередающую поверхность ведет к получению более чистого продукта.
Согласно заявленного способа при получении продукционного МАФ кристаллы отделяют от маточного раствора, который делят на две части, 60-85% раствора по массе подают на первую стадию аммонизации, а оставшуюся часть, вместе с примесным осадком на производство сложных удобрений. Таким образом исключаются значительные потери маточника из производства МАФ, свойственные способу-прототипу, что ведет к увеличению степени использования сырья и, в конечном итоге, к снижению затрат. Как уже говорилось выше, нейтрализация ЭФК на первой стадии аммонизации маточным раствором, позволяет входящим в состав кислоты соединениям кальция, железа и алюминия, а также фтора при взаимодействии с маточным раствором фосфатов аммония, перейти в формы, которые лучше выделяются в осадок на последующих стадиях аммонизации, чтобы выделить их на последующих стадиях в осадок в виде хорошо структурируемых частиц, хорошо отделяющихся при фильтрации раствора. Для этого на первую стадию аммонизации необходимо подать 60-85% мас. маточного раствора после отделения МАФ. Оставшуюся часть этого раствора вместе с примесным осадком отводят на производство сложных удобрений. При подаче на первую стадию аммонизации менее 60% маточного раствора этого количества не хватает, чтобы перевести все соединения кальция, железа и алюминия, а также фтора в формы, которые лучше выделяются в осадок на последующих стадиях аммонизации. В результате будет уменьшено количество этих примесей, выпадающих в осадок, их будет больше содержаться в растворе и, в конечном итоге, в продукционном МАФ, т.е. будет снижено качество готового продукта. Если же на первую стадию аммонизации подать более 85% маточного раствора, то как в цикле получения МАФ, так и в готовом продукте, будет происходить накопление таких вредных примесей как мышьяк, свинец, кадмий и ртуть. То есть будет снижено качество готового продукта.
Подтверждением изложенного служит представленное ниже описание выполнения заявленного способа получения очищенного моноаммонийфосфата из упаренной экстракционной фосфорной кислоты, которое поясняется схемой, приведенной на фиг. 1.
Исходную упаренную ЭФК 1 подают в бак 2 на стадию разбавления, на которую также поступает вода 3. Поток 4 разбавленной до 20-27% мас. ЭФК подают в аммонизатор 5 на первую стадию аммонизации, где происходит ее нейтрализация до рН 0,5-1,0 частью 6 маточного раствора МАФ. При этом исходный поток ЭФК 4 смешивают с циркулирующим в аммонизаторе 5 потоком 7 в соотношении 1:(5-10) по массе при времени смешения 0,5-1 час.
Аммонизированный на первой стадии раствор 8 поступает в аммонизатор 9 на вторую стадию аммонизации, на которой происходит дальнейшая нейтрализация кислоты газообразным аммиаком 10 до рН 2,5-3,0. При этом аммонизация на второй стадии ведется при температуре 60-90°С, а исходный поток раствора 8 смешивают с циркулирующим потоком 11 в массовом соотношении 1:(30-60) при массовом содержании твердой фазы в циркулирующем потоке 5-25% и при времени пребывания 1-1,5 часа на этой стадии с последующей выдержкой 1-2 часа в баке 12. За счет тепла нейтрализации аммиаком ЭФК аммонизированная пульпа на второй стадии в аммонизаторе 9 нагревается до указанной температуры и из нее испаряется вода 13.
Аммонизированная на второй стадии пульпа 14 поступает на третью стадию аммонизации в аммонизатор 15, где происходит окончательная нейтрализация кислоты газообразным аммиаком 16 до конечного значения рН 5,0-5,5. При этом аммонизация на третьей стадии также ведется при температуре 60-90°С, причем исходный поток 14 пульпы смешивается с циркулирующим в аммонизаторе 15 потоком 17 в мас. соотношении 1:(30-60) при мас. содержании твердой фазы в циркулирующем потоке 5-25% и при времени пребывания 1-1,5 часа с последующей выдержкой 1-2 часа в баке 18. За счет тепла нейтрализации аммиаком ЭФК аммонизированная пульпа на третьей стадии аммонизации в аммонизаторе 15 нагревается до указанной температуры и из нее испаряется вода 19.
Аммонизированную пульпу 20 после третьей стадии аммонизации подают на стадию фильтрации 21, где от нее отделяют примесный осадок 22, который смешивают с частью маточного раствора МАФ 23. Полученную пульпу примесей 24 направляют на получение сложных удобрений.
Отфильтрованный от примесей раствор фосфатов аммония 25 подают на стадию выпаривания в выпарной аппарат 26, который обогревается паром 27, вследствие чего из раствора выпаривается вода 28, благодаря чему концентрация МАФ в растворе повышается до 45-55% мас. При этом раствор выпаривают при температуре 90-105°С.
Упаренный раствор фосфатов аммония 29 подают на стадию кристаллизации в кристаллизатор 30, в котором при охлаждении раствора до 30-40°С из него кристаллизуется МАФ. При этом охлаждение раствора в кристаллизаторе 30 проводится водой 31 через теплопередающую поверхность 32 кристаллизатора 30.
Пульпа 33, содержащая кристаллический МАФ, из кристаллизатора 30 подается на стадию центрифугирования 34, где происходит отделение кристаллов 35 от маточного раствора 36. Кристаллы МАФ 35 подаются на сушку 37, после которой отводятся в качестве готового продукта 38.
Маточный раствор 36 поступает на стадию деления потока в бак 39, где общий поток делится на две части. Первая часть маточного раствора 6, составляющая 60-85% по массе от общего потока, подается на первую стадию аммонизации в аммонизатор 5. Вторая часть 23 смешивается с примесным осадком 22 и в виде пульпы 24 подается на получение сложных удобрений.
Пример конкретного выполнения заявленного способа.
Процесс получения очищенного МАФ из упаренной ЭФК проводился в непрерывном режиме на опытной установке. Показатели работы приведены в пересчете на 1000 кг/ч исходной ЭФК.
На установку получения очищенного МАФ подавалась исходная упаренная ЭФК с расходом 1000 кг/ч, которая содержала следующие массовые доли компонентов: 52,5% Р2О5; 0,82% F; 2,7% SO3; 0,64% Fe; 0,47% Аl; 3,0% взвешенных веществ. На стадии разбавления исходную ЭФК разбавили путем добавления 1532 кг/ч воды, получив 2532 кг/ч разбавленной кислоты с мас. содержанием 20,7% Р2О5.
Разбавленная ЭФК поступала в аммонизатор на первую стадию аммонизации, куда для ее нейтрализации подавали часть маточного раствора после отделения от него кристаллов МАФ. Расход этого раствора был 988 кг/ч, что составляет по массе 82,5% от общего количества данного раствора. В маточном растворе содержалось по массе 24,5% Р2О5. Вследствие смешения ЭФК и маточного раствора рН аммонизированного раствора первой стадии аммонизации составлял 1,0 (при мольном соотношении NH3/H3PO4 0,35). При этом исходный поток разбавленной ЭФК с расходом 2532 кг/ч смешивали с 20200 кг/ч циркулирующего на первой стадии аммонизированного раствора при соотношении около 1:8 по массе, при времени пребывания кислоты в аммонизаторе было 0,7 часа.
Аммонизированный раствор после первой стадии в количестве 3520 кг/ч подавали в аммонизатор на вторую стадию аммонизации, на которую для его нейтрализации подавали газообразный аммиак с расходом 81 кг/ч. В результате нейтрализации кислоты из нее выделялся осадок примесей. Значение рН аммонизированной пульпы составляло 2,5 (при мольном соотношении NH3/H3PO4 0,8). Температура раствора в аммонизаторе второй стадии была 85°С. При этом исходный поток аммонизированного на первой стадии раствора с расходом 3520 кг/ч смешивали с циркулирующим в аммонизаторе второй стадии потоком в 140800 кг/ч при массовом соотношении 1:40. В процессе аммонизации на данной стадии в циркулирующем потоке поддерживали концентрацию твердой фазы около 10% мас. за счет накопления примесного осадка в реакторе. Объем аммонизатора был таким, чтобы время пребывания раствора в нем составляло 1 час.
Аммонизированная на второй стадии аммонизации пульпа поступала в бак, в котором происходило ее выдерживание в течение 1,5 часа для довыделения из нее примесей, после чего эта пульпа подавалась на аммонизатор третьей стадии аммонизации.
На третьей стадии аммонизации происходила конечная нейтрализация кислоты до значения рН 5,0. Для этого в аммонизатор подавали газообразный аммиак в количестве 51 кг/ч. Процесс аммонизации на третьей стадии происходил при температуре 85°С. Исходный поток пульпы с расходом 3530 кг/ч (с учетом испаренной воды) смешивался с циркулирующим в аммонизаторе потоком в 140800 кг/ч при соотношении около 1:40 по массе. В циркулирующем потоке в аммонизаторе поддерживалась концентрация твердой фазы около 20% мас. за счет накопления примесного осадка в реакторе. Объем аммонизатора был таким, чтобы время пребывания раствора в нем составляло 1 час. При этом за счет выделения тепла при нейтрализации ЭФК аммиаком на второй и третьей стадиях аммонизации происходило испарение воды в количестве 112 кг/ч.
Аммонизированная на третьей стадии аммонизации пульпа поступала в бак, в котором ее выдерживали в течение 1,5 часа для полного выделения примесей из раствора в осадок, после чего эта пульпа подавалась на фильтрацию. Расход аммонизированной пульпы 3539 кг/ч.
После фильтрации был получен раствор фосфатов аммония в количестве 3199 кг/ч, содержащий по массе 30,4% NH4H2PO4 и 2,72% (NH4)2HPO4 или 20,3% Р2О5. Расход отфильтрованного примесного осадка составлял 340 кг/ч его влажность составляла 41%. В нем содержалось по массе 34,7% Р2О5; 9,1% NH3; 0,61% SO3; 5,5% F. К этому осадку добавлялась часть маточного раствора после отделения кристаллов в количестве 219 кг/ч. После этого примесный осадок вместе с частью маточного раствора с расходом 559 кг/ч (при содержании по массе 26,3% Р2О5 и 6,8% NH3) направлялся на производство аммофоса.
Отфильтрованный от примесей раствор фосфатов аммония направляли на выпарную установку, на которой происходило его выпаривание до концентрации МАФ 55% по массе. Температура упаренного раствора составляла 95°С. При этом из раствора испарили 1429 кг/ч воды, затратив на это 1570 кг/ч пара.
Упаренный раствор в количестве 1770 кг/ч подавали на кристаллизацию в охладительный кристаллизатор, в котором раствор охлаждался до температуры 35°С через теплопередающую поверхность, охлаждаемую водой. Охлажденную пульпу из кристаллизатора направляли на центрифугирование, после которого было получено 573 кг/ч кристаллического МАФ и 1197 кг/ч маточного раствора. Влажность полученных после центрифугирования кристаллов МАФ составляла около 2% по массе. Они направлялись на сушку, после которой их влажность была менее 0,1%. После сушки кристаллы МАФ отводились в качестве готового продукта - очищенного МАФ. Этот МАФ содержал следующие массовые доли компонентов: 61,17% Р2О5; 12,11% N; 0,05% SO3; 0,007% F; 0,01% нерастворимого в воде осадка. В нем содержалось 99,1% моноаммонийфосфата; 2,5 мг/кг As; 0,021 мг/кг Pb; 0,001 мг/кг Cd; 0,01 мг/кг Hg. Значение рН 1% раствора МАФ составляло 4,45, а мутность 20% раствора была равна 6 ЕМФ. В целом по своему качеству полученный МАФ полностью соответствовал требованиям, предъявляемым к очищенному МАФ.
После отделения кристаллов на центрифуге полученный маточный раствор с расходом 1197 кг/ч делили на две части. Одну из них, равную 988 кг/ч, что составляет 82,5% от общего количества данного раствора, направляли на первую стадию аммонизации, а вторая часть в количестве 219 кг/ч подавали на смешение с влажным примесным осадком для подачи на производство аммофоса.
На основании изложенного видно, что в результате выполнения всех перечисленных действий согласно заявленному способу повышается степень использования исходного сырья, по сравнению со способом-прототипом. По заявленному способу степень использования исходного сырья, согласно приведенного примера, составляет 66,2%, тогда как для способа-прототипа она равна 60%.
Другим преимуществом заявленного способа получения очищенного МАФ является высокое качество получаемого кристаллического продукта, заключающееся в высоком содержании фосфора и азота в нем, т.е. в высоком содержании целевого продукта, а также в низком содержании примесей. Преимуществом предлагаемого способа является также отсутствие необходимости добавления дополнительных реагентов, применение которых усложняет ведение процесса получения целевого продукта и его аппаратурное оформление. Кроме того, преимуществом заявленного способа является снижение затрат тепла при его осуществлении за счет испарения воды на второй и третьей стадиях аммонизации. Это позволяет снизить затраты тепла при выпаривании на 8-10%. К снижению затрат, согласно заявленному способу, ведет также исключение перекристаллизации кристаллического МАФ, как требуется согласно способа-прототипа.
Таким образом, предлагаемый способ получения очищенного моноаммонийфосфата из упаренной экстракционной фосфорной кислоты позволяет достигнуть желаемого технического результата - увеличения степени использования исходного сырья, повышения качества готового продукта и снижения затрат.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПИЩЕВЫХ ФОСФАТОВ АММОНИЯ | 2008 |
|
RU2368567C1 |
| СПОСОБ ПРОИЗВОДСТВА ДИАММОНИЙФОСФАТА | 2023 |
|
RU2807991C1 |
| СПОСОБ ПОЛУЧЕНИЯ АММОФОСА | 2009 |
|
RU2420453C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОАММОНИЙФОСФАТА | 2004 |
|
RU2259941C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОНОАММОНИЙФОСФАТА | 2023 |
|
RU2812559C1 |
| Способ получения диаммонийфосфата | 1979 |
|
SU906976A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОСФАТОВ АММОНИЯ | 2008 |
|
RU2368566C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОСФАТОВ АММОНИЯ | 2003 |
|
RU2230026C1 |
| Способ получения моноаммонийфосфата | 1974 |
|
SU571434A1 |
| Способ получения кормового диаммонийфосфата | 1986 |
|
SU1520059A1 |
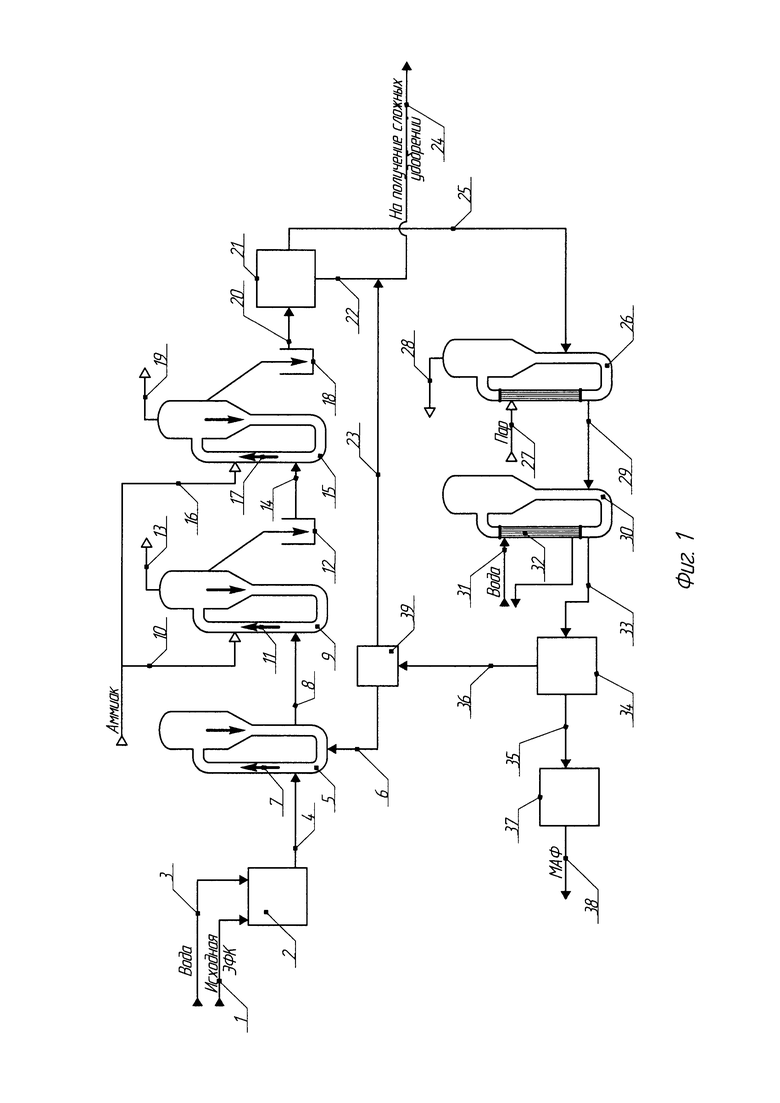
Изобретение относится к химической технологии и технологии получения минеральных удобрений, конкретно к способу получения очищенного моноаммонийфосфата из упаренной экстракционной фосфорной кислоты. Способ включает разбавление экстракционной фосфорной кислоты водой, последовательную аммонизацию этой кислоты в несколько стадий, фильтрацию аммонизированной пульпы с отделением примесного осадка, выпаривание отфильтрованного раствора фосфатов аммония, кристаллизацию моноаммонийфосфата путем охлаждения раствора и отделение кристаллов моноаммонийфосфата от маточного раствора центрифугированием с последующей сушкой и подачей маточного раствора вместе с примесным осадком на производство сложных удобрений. Способ характеризуется тем, что аммонизацию разбавленной экстракционной фосфорной кислоты проводят последовательно в три стадии в трех последовательно установленных аммонизаторах 5, 9 и 15, причем на первой стадии аммонизации кислоту аммонизируют в аммонизаторе 5 маточным раствором 6 до рН 0,5-1,0, на второй и третьей стадиях в аммонизаторах 9 и 15 аммонизацию ведут газообразным аммиаком 10 и 16 до рН 2,5-3,0 и 5,0-5,5 соответственно при температуре 60-90°С. При этом на второй и третьей стадиях аммонизации исходные потоки 8 и 14 смешиваются с циркулирующими в аммонизаторах 9 и 15 потоками 11 и 17 в массовом соотношении 1:(30-60) при массовом содержании твердой фазы в циркулирующем потоке 5-25% и времени пребывания 1-1,5 ч на каждой стадии с последующей выдержкой 1-2 ч в баках 12 и 18. После третьей стадии аммонизации аммонизированную пульпу 20 подают на стадию фильтрации 21, на которой примесной осадок 22 отделяют, а отфильтрованный раствор фосфатов аммония 25 выпаривают в выпарном аппарате 26 до массовой концентрации моноаммонийфосфата 45-55% при температуре 90-105°С. Упаренный раствор 29 подают на кристаллизацию в кристаллизатор 30, охлаждают до 30-40°С и кристаллы моноаммонийфосфата 35 отделяют центрифугированием. Маточный раствор 36 делят на две части в баке 39, первую часть 6, составляющую 60-85% раствора по массе, подают на первую стадию аммонизации в аммонизатор 5, а вторую часть 23 вместе с примесным осадком 22 подают на производство сложных удобрений. Предлагаемый способ позволяет увеличить степень использования исходного сырья, улучшить качество готового продукта и снизить затраты. 2 з.п. ф-лы, 1 ил., 1 пр.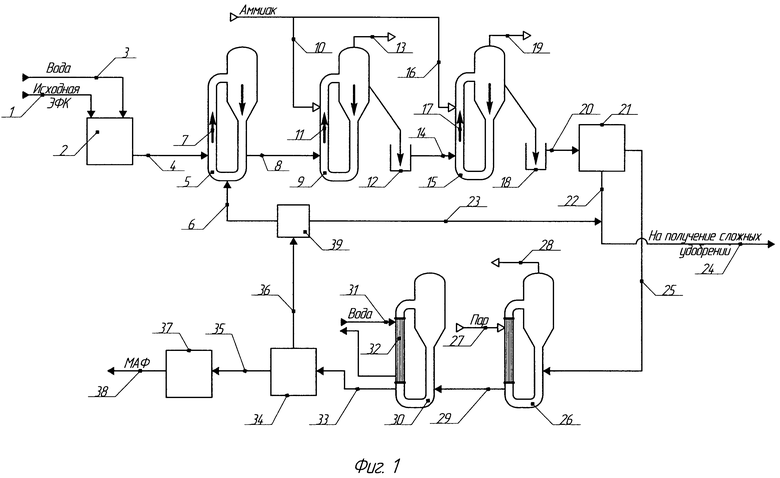
1. Способ получения очищенного моноаммонийфосфата из упаренной экстракционной фосфорной кислоты, включающий разбавление экстракционной фосфорной кислоты водой, последовательную аммонизацию этой кислоты в несколько стадий, фильтрацию аммонизированной пульпы с отделением примесного осадка, выпаривание отфильтрованного раствора фосфатов аммония, кристаллизацию моноаммонийфосфата путем охлаждения раствора и отделение кристаллов моноаммонийфосфата от маточного раствора центрифугированием, с последующей сушкой и подачей маточного раствора вместе с примесным осадком на производство сложных удобрений, отличающийся тем, что аммонизацию разбавленной экстракционной фосфорной кислоты проводят последовательно в три стадии, причем на первой стадии аммонизации кислоту аммонизируют маточным раствором до рН 0,5-1,0, на второй и третьей стадиях аммонизацию ведут газообразным аммиаком до рН 2,5-3,0 и 5,0-5,5 соответственно при температуре 60-90°С, причем на второй и третьей стадиях аммонизации исходный поток смешивается с циркулирующим в массовом соотношении 1:(30-60) при массовом содержании твердой фазы в циркулирующем потоке 5-25% и времени пребывания 1-1,5 ч на каждой стадии с последующей выдержкой 1-2 ч, выпаривание ведут до массовой концентрации моноаммонийфосфата 45-55% при температуре 90-105°С, при кристаллизации моноаммонийфосфата раствор охлаждают до 30-40°С, а маточный раствор делят на две части, 60-85% раствора по массе подают на первую стадию аммонизации, а оставшуюся часть вместе с примесным осадком подают на производство сложных удобрений.
2. Способ по п. 1, отличающийся тем, что на первой стадии аммонизации исходный поток экстракционной фосфорной кислоты смешивается с циркулирующим в соотношении 1:(5-10) по массе при времени смешения 0,5-1 ч.
3. Способ по п. 1, отличающийся тем, что при кристаллизации моноаммонийфосфата раствор охлаждают через теплопередающую поверхность.
| СПОСОБ ПОЛУЧЕНИЯ БЕСХЛОРНОГО NPK УДОБРЕНИЯ | 2003 |
|
RU2230050C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОСФАТОВ АММОНИЯ | 2002 |
|
RU2201394C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОЖНЫХ АЗОТНО-ФОСФОРНЫХ УДОБРЕНИЙ | 2009 |
|
RU2404149C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПИЩЕВЫХ ФОСФАТОВ АММОНИЯ | 2008 |
|
RU2368567C1 |

