ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления плиты из минеральной ваты, а также к плите из минеральной ваты, полученной этим способом. Такие плиты используются, например, в качестве фасадных плит, напольных покрытий или в строительстве с использованием элементов полной заводской готовности.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Из предшествующего уровня техники известно множество панелей или плит для стеновых, потолочных или напольных покрытий. Например, в качестве напольных покрытий для внутренних помещений широко используются так называемые многослойные панели. Обычно они имеют в своем основании несущую плиту, изготовленную из древесноволокнистой плиты средней плотности (МДФ) (MDF - от англ. «medium density wood fiber board») или древесноволокнистой плиты высокой плотности (ХДФ) (HDF - от англ. «high density wood fiber board)», верхняя сторона которой покрыта декоративной бумагой, пропитанной меламиновой смолой. Смолы отверждают при прессовании под действием тепла и давления, образуя стойкую к истиранию и твердую поверхность. Один из недостатков таких многослойных панелей состоит в том, что они, в общем, не подходят для использования на открытом воздухе, при котором они подвергаются атмосферному влиянию и влажности.
Из патентного документа WO 2014/053186 того же заявителя, что и настоящая заявка, известна улучшенная напольная панель для использования внутри помещений с несущей плитой, лучше подходящей для использования на открытом воздухе. Несущая плита состоит из плиты МДФ или ХДФ из ацетилированной древесины, цементно-волокнистой плиты или, предпочтительно, специально обработанной плиты из поливинилхлорида (ПВХ, англ. аббревиатура - PVC от «polyvinyl chloride»). Также в качестве альтернативы многослойным панелям в последнее время появились и имеются на рынке под названием «Виниловая Плитка Категории Люкс» или LVT (от англ. «Luxury Vinyl Tiles») высококачественные панели на основе ПВХ. На слой мягкого ПВХ наклеивается декоративное бумажное полотно или лист для обеспечения видимой поверхности ПВХ желаемым декором. Такие панели на основе ПВХ не подходят для использования там, где они подвергаются атмосферным влияниям, таким как ультрафиолетовое излучение или влажность.
Кроме того, из предшествующего уровня техники известны изготовленные из минеральных волокон строительные материалы, часто используемые в качестве теплоизоляционных материалов. Для этого минеральные волокна вытягиваются, например, из расплавленного базальтового камня, и значительная часть этих волокон сразу же после вытягивания смачивается жидким связующим. Остаточное тепло после вытягивания используется для испарения из связующего воды и последующей конденсации связующего. Затем волокна спрессовываются для получения теплоизоляционных плит очень низкой плотности. Связующее служит для свободного связывания волокон таким образом, чтобы теплоизоляционная плита сохраняла форму. Плотность такой теплоизоляционной плиты составляет от 20 до 200 кг/м3. Используемые связующие обладают очень низкой молекулярной массой и высокой растворимостью в воде. Они особенно известны под названием «полимеры для минеральной ваты».
Кроме того, известно использование плит из связанных полимером волокон минеральной ваты для облицовки фасадов (в качестве фасадных панелей). Для этого, например, используют сухие порошковые полимеры. Эти порошки в сухом состоянии смешивают с волокнами, и смесь подается в пресс.
Задачей настоящего изобретения является улучшение известного уровня техники и, в частности, создание улучшенного способа изготовления плит из минеральной ваты. Способ позволяет получить прочную и надёжную плиту, обеспечивая при этом экономичное ее изготовление. Эти и другие задачи, которые будут изложены ниже или станут ясны специалисту, позволит решить способ изготовления плиты из минеральной ваты в соответствии с п. 1 прилагаемой формулы изобретения и плита из минеральной ваты в соответствии с п. 16 прилагаемой формулы изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предложен способ изготовления плиты из минеральной ваты, которая может использоваться, например для облицовки наружной стороны зданий. На первом этапе обеспечивают волокна минеральной ваты, причем длина волокна составляет от 50 до 800 мкм. Минеральная вата представляет собой материал, изготовленный из полученных искусственным путем минеральных волокон. В зависимости от исходного материала различают, например, минеральный войлок, стеклянную вату или каменную вату. Минеральная вата широко используется в качестве теплоизоляционного материала для теплоизоляции домов или в качестве звукоизоляционного и огнестойкого материала. Для получения плиты из минеральной ваты необходимо добавление к волокнам связующего и их последующее прессование с приложением тепла и давления для получения пригодных к использованию плит или панелей. Таким образом, на втором этапе (который может также осуществляться перед первым этапом или одновременно с ним) обеспечивают жидкое связующее, содержащее фенольную смолу (полимер). Предпочтительно жидким связующим является фенольная смола, т.е. жидкая фенольная смола. Обычно фенольные смолы поставляются в жидком состоянии, причем содержание сухого вещества в жидкой фенольной смоле составляет от 40% до 50% полимера. Остальную часть составляет вода, которая обычно испаряется при дальнейшей обработке фенольной смолы и, следовательно, уже не присутствует в готовом изделии. В связи с настоящим изобретением различные составы обозначены процентах по массе относительно связующего, т.е. жидкого полимера. При этом всегда исходят из содержания в жидком полимере сухого вещества, поскольку содержание воды может меняться и, как уже было сказано, не имеет значения для готового изделия.
Полученные волокна склеивают связующим, причем отношение связующего (исходя из содержания в нем сухого вещества полимера) к волокнам минеральной ваты составляет от 5 до 30 масс. %. Таким образом, на 100 кг волокон добавляют от 5 до 30 кг сухого полимера. Например, волокна минеральной ваты могут быть склеены связующим в продувном трубопроводе таким образом, чтобы обеспечить хорошее распределение жидкого связующего по волокнам. Затем склеенные волокна, при необходимости после этапа сушки, спрессовывают с использованием тепла и давления для получения плиты, плотность которой составляет больше, чем 500 кг/м3. Благодаря своей высокой плотности плиты могут использоваться во многих случаях, в которых полученные обычным способом плиты из минеральной ваты невозможно использовать из-за их низкой плотности. При прессовании с использованием тепла и давления из связующего удаляется вода, и полимер отверждается. Это приводит к химической реакции полимера, обычно к поликонденсации. Полученные таким образом плиты из минеральной ваты могут затем обрабатываться, например, путем наложения дополнительных декоративных слоев или поверхностей или путем разрезания спрессованных плит по требуемым размерам и т.д.
Предпочтительно волокна минеральной ваты являются волокнами стеклянной ваты и/или каменной ваты. Эти материалы недороги и отлично подходят для целей изобретения.
Предпочтительно перед склеиванием волокон в связующее вносят добавки. Добавки представляют собой дополнительные, предпочтительно минеральные, наполнители и в частности каолин, кварцевую муку, известняк и/или оксид алюминия. Наиболее предпочтительно, минеральные наполнители в основном состоят из каолина, кварцевой муки, известняка и/или оксида алюминия. В общем, предпочтительно перед склеиванием волокон связующим смесь жидкого связующего и наполнителей подвергают ультразвуковой обработке. Эта обработка позволяет обеспечить очень однородную дисперсию наполнителей в жидком связующем.
Предпочтительно средний размер зерна d50 минеральных наполнителей составляет от 10 нм до 150 мкм, более предпочтительно от 300 нм до 100 мкм и наиболее предпочтительно от 500 до 900 нм. Зерна такого размера могут легко диспергироваться в жидком полимере и таким образом позволяют получить однородный высококачественный продукт. Минеральные наполнители можно приобрести у коммерческих поставщиков. Размер частиц, указанный изготовителями, является достаточно точным, поскольку эффект не зависит от точного размера, и наполнители могут использоваться в широком диапазоне размеров. Альтернативно, для определения размеров и распределения по размеру непосредственно или по аналогии могут применяться соответствующие нормы Федерации Европейских Производителей Абразивов (FEPA - от англ. «Federation of European Producers of Abrasive Products»). Смесь полимера и наполнителей предпочтительно приготавливают путем введения минеральных наполнителей в жидкий полимер.
Предпочтительно минеральные наполнители добавляют в количестве от 5 до 150 масс. % от массы связующего, исходя из содержания в нем сухого вещества, более предпочтительно от 10 до 100 масс. % и наиболее предпочтительно от 35 до 90 масс. %. Например, добавление 30 масс. % минеральных наполнителей от массы связующего равноценно добавлению на 1000 кг фенольной смолы (исходя из содержания сухого вещества, т.е. фенольной смолы без содержания воды) 300 кг минеральных наполнителей. Добавление 120 масс. % минеральных наполнителей равноценно добавлению 1200 кг минеральных наполнителей. Минеральные наполнители предпочтительно добавляются в жидкий полимер перед его использованием для склеивания волокон минеральной ваты. Для жидкой фенольной смолы с содержанием сухого вещества 40% добавление минеральных наполнителей в количестве 80 масс. % от массы связующего равноценно добавлению 320 кг наполнителя на 1000 кг жидкой фенольной смолы. Поскольку 1000 кг жидкой фенольной смолы, содержащей 40% сухого вещества, содержит 400 кг твердого полимера (80% от 400 кг составляет 320 кг). Поскольку волокна минеральной ваты склеиваются со смесью наполнитель/полимер, минеральные наполнители очень хорошо распределяются в готовой плите. Это распределение значительно улучшается при необязательной ультразвуковой обработке связующего перед склеиванием волокон.
Предпочтительно длина волокна волокон минеральной ваты составляет от 60 до 700 мкм, более предпочтительно от 80 до 600 мкм и наиболее предпочтительно от 100 до 500 мкм. Было обнаружено, что волокна такой длины легко обрабатываются и позволяют получить стабильный и износостойкий продукт.
Предпочтительно склеенные волокна спрессовываются при температурах от 130° до 180°, более предпочтительно от 140° до 160°, а также предпочтительно при удельном давлении от 15 до 35 бар. Такие диапазоны температур и давления обеспечивают хорошее и полное отверждение используемых полимеров, особенно при использовании фенольных смол. Фенольные смолы конденсируются при этих давлениях и температурах, позволяя получить очень стабильную и устойчивую плиту из минеральной ваты, отлично поддающуюся обработке.
Предпочтительно отношение связующего (исходя из содержания в нем сухого вещества полимера) к волокнам минеральной ваты составляет от 10 до 30 масс. %, более предпочтительно от 12 до 30 масс. % и наиболее предпочтительно от 14 до 25 масс. %. Таким образом, масса необязательно включенных минеральных наполнителей не учитывается. Например, отношение связующего к волокнам минеральной ваты, равное 20 масс. %, означает, что 20 кг связующего добавляется к 100 кг волокон минеральной ваты, исходя из содержания сухого вещества полимера в связующем. Например, при использовании жидкой фенольной смолы с содержанием сухого вещества 40% это означает, что 50 кг жидкой фенольной смолы (т.е. содержащей 20 кг твердого полимера, т.е. 40% от 50 кг) добавляется к 100 кг волокон минеральной ваты. Эти соотношения на практике показали себя оптимальными. Они позволяют получить очень стабильные плиты из минеральной ваты экономичным способом.
Предпочтительно волокна минеральной ваты склеивают связующим в продувном трубопроводе. Связующее впрыскивают непосредственно в поток волокна в продувном трубопроводе. Этот способ обеспечивает очень однородное распределение клея и является очень экономичным. В принципе, для склеивания волокон минеральной ваты могут использоваться общие требования к изготовлению плит из минеральной ваты. Альтернативно и также предпочтительно волокна минеральной ваты могут склеиваться связующими веществами путем механического склеивания. При внесении более значительных количеств наполнителя в связующие также может быть полезным механическое добавление клея к волокнам с помощью известных смесительных устройств.
Предпочтительно склеенные волокна спрессовывают с использованием тепла и давления в двухленточном прессе непрерывного действия. Очень важно, чтобы температуры при прессовании были достаточно высокими для отверждения полимера. Требуемые температуры, в общем, известны специалисту или сообщаются поставщиком или изготовителем жидкого полимера. Использование двухленточного пресса непрерывного действия обеспечивает непрерывное и, следовательно, экономичное изготовление больших количеств плит из минеральной ваты. Они выходят из двухленточного пресса в виде длинной непрерывной заготовки, которая затем может быть разрезана по заданному размеру.
Предпочтительно полученная после прессования плита из минеральной ваты дополнительно обрабатывается для получения напольной панели. Например, и предпочтительно, поверхность плиты из минеральной ваты покрывается декоративной поверхностью, такой как декоративная бумага или другой подобный материал. Кроме того, можно выполнить на краях плиты из минеральной ваты соединительные средства, такие как, в частности, элементы соединения шип-паз, таким образом, чтобы несколько плит из минеральной ваты могли быть соединены друг с другом для получения покрытия большой площади.
Предпочтительно, склеенные волокна спрессовывают с использованием тепла и давления таким образом, чтобы плотность полученной плиты была больше, чем 700 кг/м3, предпочтительно больше, чем 900 кг/м3, и наиболее предпочтительно больше, чем 1000 кг/м3. Панели такой плотности очень компактны, обладают высокой механической прочностью и могут применяться в различных областях.
Настоящее изобретение также относится к плите из минеральной ваты, предпочтительно изготовленной с использованием одного из описанных выше способов. Таким образом, плита из минеральной ваты в соответствии с изобретением содержит волокна минеральной ваты с длиной волокна от 50 до 800 мкм, связующее в виде отвержденного полимера, в частности отвержденной фенольной смолы, и соответствующие минеральные наполнители, средний размер зерна d50 которых предпочтительно составляет от 10 нм до 150 мкм, причем плотность плиты из минеральной ваты больше, чем 500 кг/м3.
Минеральные наполнители предпочтительно включают каолин, кварцевую муку, известняк и/или оксид алюминия. Особенно предпочтительно, наполнители могут состоять из этих материалов.
Как уже было сказано в связи со способом в соответствии с изобретением, средний размер зерна минеральных наполнителей предпочтительно составляет от 10 нм до 50 мкм, более предпочтительно от 300 нм до 100 мкм и наиболее предпочтительно от 500 до 900 нм. Как уже было сказано в связи со способом в соответствии с изобретением, длина волокна волокон минеральной ваты предпочтительно составляет от 60 до 700 мкм, более предпочтительно от 80 до 600 мкм и наиболее предпочтительно от 100 до 500 мкм.
Предпочтительно отношение связующего (исходя из содержания сухого вещества полимера в связующем) к волокнам минеральной ваты составляет от 10 до 30 масс. %, предпочтительно от 12 до 30 масс. % и наиболее предпочтительно от 14 до 24 масс. %.
Предпочтительно плотность плиты из минеральной ваты составляет больше, чем 700 кг/м3, предпочтительно больше, чем 900 кг/м3 и наиболее предпочтительно больше, чем 1000 кг/м3.
Плита из минеральной ваты в соответствии с изобретением предпочтительно отличается следующими характеристиками или может быть изготовлена с этими характеристиками при осуществлении способа в соответствии с изобретениями:
- плотность в соответствии со стандартом DIN EN 323: от 700 до 2000 кг/м3, предпочтительно от 1000 до 1750 мг/м3 и наиболее предпочтительно от 1250 до 1550 кг/м3;
- прочность на изгиб в соответствии со стандартом DIN EN 789 от 25 до 125 Н/мм2;
- прочность при растяжении с соответствии со стандартом DIN 52188 от 15 до 125 Н/мм2 и модуль упругости (при изгибе) от 3000 до 15000 Н/мм2.
Ниже способ в соответствии с изобретением будет описан более подробно с помощью двух примеров. Эти примеры являются только иллюстративными и не должны рассматриваться как ограничивающие.
Пример 1
На первом этапе была получена жидкая фенольная смола, в которой один моль фенола смешали с 1,05 моля формальдегида, и отрегулировали уровень рН до приблизительно от 8,3 до 8,9 с помощью каустической соды. Конденсация осуществлялась при температуре 85°С до тех пор, пока вязкость (измеренная при 20°С) не достигла приблизительно 65 мПа⋅с. Требовалось обеспечить растворимость в воде от 120% до 200% и время до стадии В (при 150°С) от 100 до 150 секунд. Содержание сухого вещества в полученной таким образом фенольной смоле в соответствии с DIN EN ISO 3251 составило приблизительно 60%.
На следующем этапе приготовили волокна минеральной ваты. Для этого имеющаяся в наличии каменная вата, полученная из расплавленного камня, размочаливалась до отсутствия волокнистых агломератов большого размера. Каменная вата такого типа может быть получена в коммерческих масштабах, например от изготовителей такой ваты, таких как компании Saint Gobain или Rockwool. Получение волокон с длиной волокна приблизительно от 50 до 800 мкм обеспечивает равномерное смачивание волокон жидким связующим. При недостаточной длине волокна склеенные волокна не обладают необходимой структурной прочностью. Слишком большая длина волокна затрудняет равномерное смачивание волокон жидким связующим. Затем полученные таким образом волокна минеральной ваты были равномерно склеены жидкой фенольной смолой. Количество фенольной смолы на входе составило 12 масс. %, исходя из массы твердого полимера. В данном примере 12 кг твердого полимера или 20 кг жидкой фенольной смолы (при содержании сухого вещества приблизительно 60% 20 кг жидкой фенольной смолы содержит приблизительно 12 кг твердого полимера и 8 кг воды) добавили к 100 кг волокон. Затем смоченные волокна смешали в смесительном устройстве и склеили, а затем склеенные и смешанные волокна высушили и поместили на плиту пресса, равномерно распределили и предварительно спрессовали при слабом давлении. Вес, приложенный к сухой волокнистой массе, составил 9,6 кг/м2, и прессование осуществлялось при температуре 180°С, удельном давлении прессования 20 бар и времени прессования 3 минуты. Полученные таким образом плиты имели толщину 7 мм и плотность 1200 кг/м3 и обладали следующими характеристиками: прочность на изгиб 38 Н/мм2; модуль упругости (при изгибе) 5600 Н/мм2, прочность при растяжении 27 Н/мм2 и модуль упругости (при растяжении) 5500 Н/мм2.
Пример 2
Во втором примере минеральные наполнители добавили к жидкому полимеру и полученное таким образом связующее перед добавлением к волокнам подвергли ультразвуковой обработке. Фенольная смола была получена как описано выше. Затем 650 г фенольной смолы (с содержанием сухого вещества 60%, включающей 390 г твердого полимера) смешали с 350 г каолина для получения 1000 г связующего. Это значит, что 350 г каолина добавили к 390 г сухого вещества в жидком полимере, т.е. количество, составляющее 90% минерального наполнителя, исходя из массы связующего. Полученная таким образом жидкая смесь была подвергнута ультразвуковой обработке с мощностью 185 Вт и интенсивностью 120 Вт/см2, и с подводимой энергией 14 кВт⋅час/т. Использование ультразвука приводит к повышению температуры смеси. Температура должна оставаться ниже 55°С, что обеспечивается путем соответствующего охлаждения. При использовании подводимой энергии ультразвука такого типа последующее микроскопическое исследование не показывает присутствия агломератов минеральных наполнителей в связующем. Ультразвуковая обработка связующего осуществлялась в течение приблизительно 5 минут. Было получено обработанное связующее для изготовления волокнистой плиты с вязкостью при комнатной температуре 30 секунд, измеренной с помощью мерной чашки/сопла DIN 8 мм.
В смесительном устройстве 879 г волокон минеральной ваты было смешано с 321 г связующего. Волокна должны быть смешаны или склеены непосредственно после обработки ультразвуком, поскольку в противном случае хорошо диспергированные наполнители снова осядут. Таким образом, содержание твердого полимера в 321 г связующего составило приблизительно 125 г или приблизительно 40% (321 г связующего состоял из приблизительно 112 г наполнителей и приблизительно 209 г жидкого полимера, который в свою очередь содержал 60% сухого вещества, т.е. 125 г твердого полимера, и 84 г воды). Затем склеенные таким образом волокна высушили для удаления воды. Затем высушенная смесь склеенных волокон была помещена на плиту пресса, равномерно распределена и слегка предварительно спрессована. Окончательное прессование осуществлялось при температуре 180°С, удельном давлении прессования 20 бар и времени прессования приблизительно 3 минуты. Полученная плита имела толщину 7 мм и плотность 1284 кг/м3, прочность на изгиб 48 Н/мм2; прочность при растяжении 28 Н/мм2 и модуль упругости (при растяжении) 7800 Н/мм2, что демонстрирует значительное улучшение механических свойств плиты по сравнению с примером 1. Это особенно справедливо для прочности на изгиб, модуля упругости и модуля растяжения.
СВЕДЕНИЯ, ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ниже изобретение будет описано более подробно со ссылками на прилагаемые чертежи.
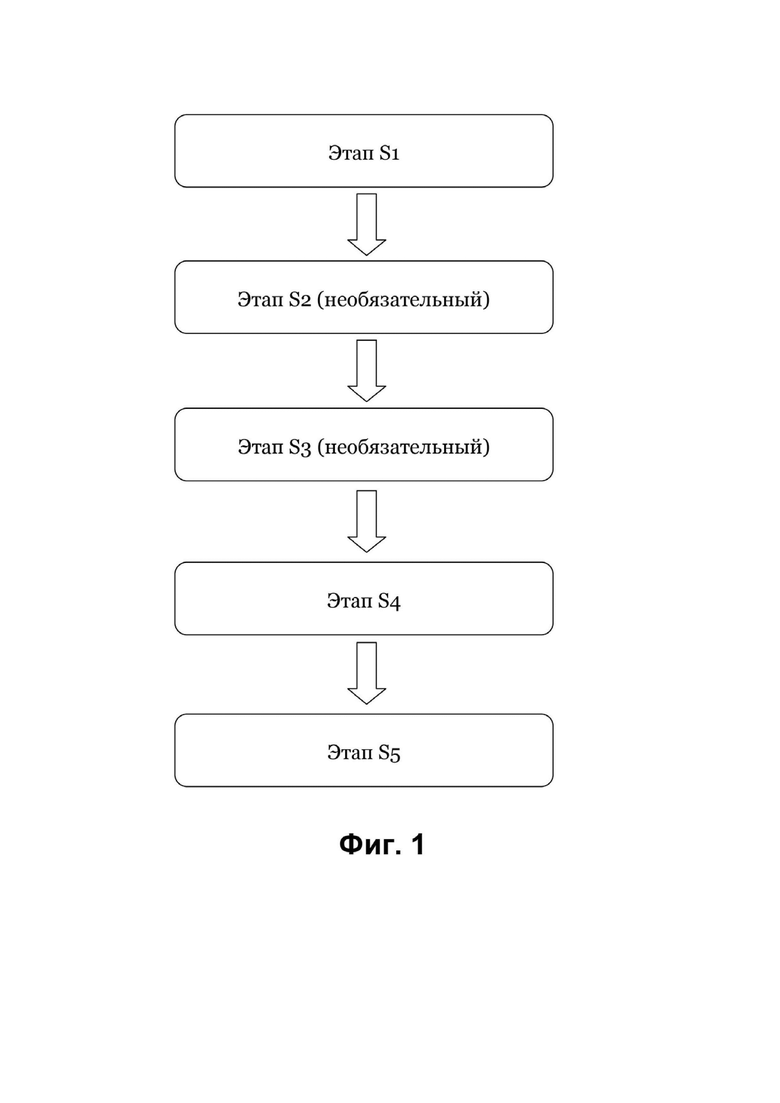
На фиг. 1 представлена блок-схема последовательности осуществления способа в соответствии с изобретением.
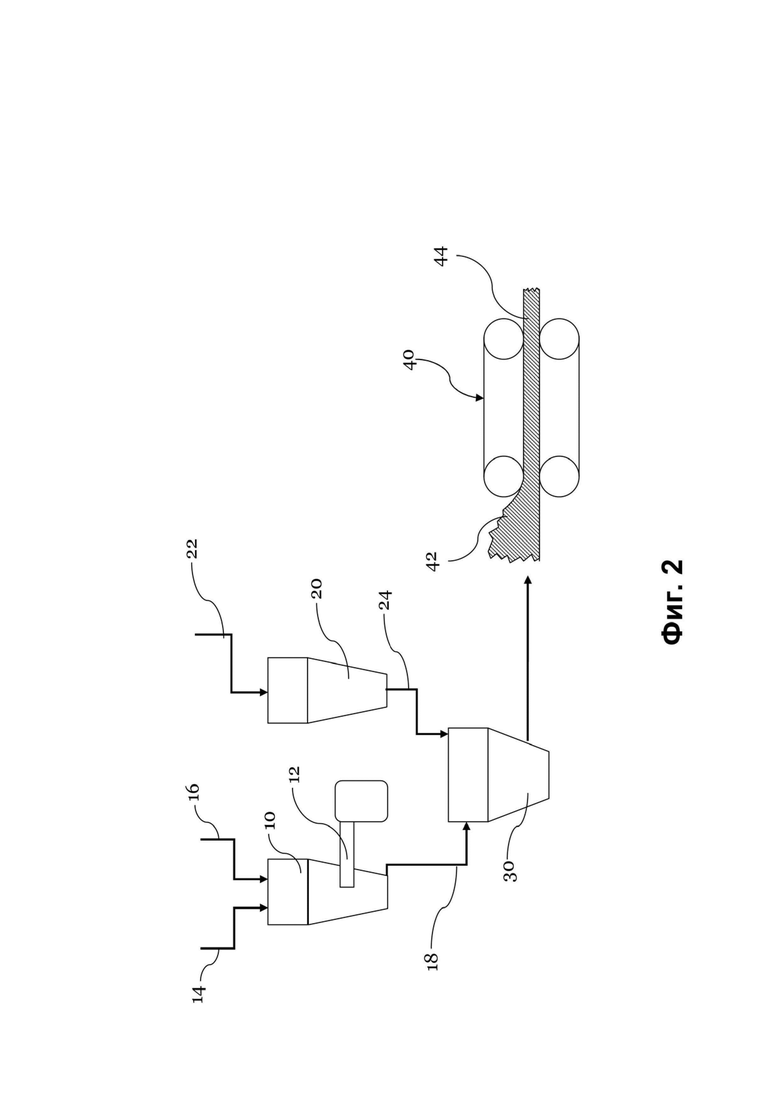
На фиг. 2 схематично представлена установка для осуществления способа и изготовления плиты из минеральной ваты.
На фиг. 1 представлена блок-схема последовательности осуществления способа в соответствии с изобретением изготовления плиты из минеральной ваты. На этапе S1 подготавливают волокна минеральной ваты с длиной волокна от 50 до 800 мкм. Это может осуществляться, например, путем измельчения имеющейся в продаже каменной ваты до получения желаемой длины волокна. На этапе S2 подготавливается связующее, содержащее смесь жидкого полимера и минеральных наполнителей. Средний размер d50 зерна наполнителей должен составлять от 10 нм до 250 мкм. Этапы S1 и S2 необязательно должны осуществляться в описанной последовательности, и могут также осуществляться одновременно или в другой последовательности. Добавление наполнителей необязательно, но предпочтительно. На этапе S3 связующее, по существу состоящее из жидкого полимера и минеральных наполнителей, подвергается ультразвуковой обработке, вследствие чего наполнители распределяются в жидком полимере, и агломераты наполнителей предпочтительно разрушаются или уменьшаются в размере. При использовании наполнителей этап S3 не обязателен, однако предпочтителен, поскольку подведение ультразвуковой энергии обеспечивает отличную дисперсию наполнителей. На этапе S4 полученные волокна минеральной ваты склеивают связующим. Склеивание волокон должно обязательно осуществляться после этапов S1, S2 и S3, поскольку ультразвуковая обработка имеет смысл только до того, как волокна минеральной ваты были добавлены к связующему. Кроме того, этап S4 должен осуществляться немедленно после этапа S3, поскольку наполнители, диспергированные ультразвуком, в противном случае могут снова осесть в жидком полимере. Наконец, на последнем этапе S5 склеенные волокна спрессовываются при использовании тепла и давления для получения плиты из минеральной ваты.
На фиг. 2 схематично представлена установка для изготовления плиты из минеральной ваты в соответствии с изобретением или осуществления способа в соответствии с изобретением. В смесительное устройство 10 через подающее устройство 14 для жидкого полимера и подающее устройство 16 для минеральных наполнителей подаются и смешиваются жидкий полимер и наполнители. Подача и смешивание осуществляются отдельными порциями. После подачи и смешивания необходимых количеств полимера и наполнителей, связующее обрабатывается ультразвуком с помощью ультразвукового датчика 12. Это обеспечивает хорошее распределение или диспергирование наполнителей в жидком полимере и уменьшение или разрушение агломератов наполнителей. Ультразвуковая обработка может осуществляться в течение нескольких минут, например от 5 до 15 минут. Интенсивность или сила ультразвука зависит от используемых материалов, например, от вязкости жидкого полимера и размера и консистенции минеральных наполнителей. Интенсивность ультразвука следует выбирать таким образом, чтобы обеспечить хорошее распределение наполнителей в жидком полимере и эффективное измельчение или разрушение агломератов наполнителей большого размера.
В измельчитель 20 через подающее устройство 22 подается минеральная вата или волокна минеральной ваты. В измельчителе 20 волокна минеральной ваты измельчаются таким образом, чтоб длина волокна составила от 50 до 800 мкм. Соответствующим образом укороченные волокна подаются через питатель 24 в устройство 30 для склеивания. Связующее, состоящее из жидкого полимера и минеральных наполнителей, подается из смесительного устройства 10 в устройство 30 для склеивания через подающее устройство 18. Склеивание волокон должно осуществляться непосредственно после ультразвуковой обработки. В устройстве 30 для склеивания волокна склеиваются связующим. После выхода из устройства 30 для склеивания склеенные таким образом волокна при необходимости сушатся и затем подаются на двухленточный пресс 40. Высушенные и склеенные волокна минеральной ваты расстилаются на конвейерной ленте и образуют склеенный волокнистый лист 42. Волокнистый лист 42 проходит через двухленточный пресс 40 и спрессовывается в плиту 44 из минеральной ваты под действием тепла и давления. В этом случае полученная плита 44 из минеральной ваты имеет вид длинной непрерывной заготовки, которая затем может быть разрезана по заданному размеру и при необходимости подвергнута дополнительной обработке.
Перечень ссылочных позиций
10 Смесительное устройство
12 Ультразвуковой датчик
14 Подающее устройство для жидкого полимера
16 Питатель для наполнителей
18 Питатель для связующего
20 Измельчитель
22 Подающее устройство для минеральной ваты
24 Подающее устройство для волокон
30 Устройство для склеивания
40 Двухленточный пресс
42 Склеенный волокнистый лист
44 Плита из минеральной ваты
Группа изобретений относится к строительству, в частности к изготовлению фасадных, напольных, потолочных и других плит и панелей. Способ включает обеспечение волокон минеральной ваты с длиной волокна от 50 до 800 мкм, склеивание волокон жидким связующим, содержащим фенольную смолу. Отношение связующего к волокнам минеральной ваты составляет от 5 до 30 масс.%. Далее осуществляют прессование склеенных волокон с использованием тепла и давления для обеспечения плотности 500 кг/м3. В связующее включены добавки, содержащие каолин, кварцевую муку, известняк и/или оксид алюминия со средним размером d50, составляющим от 10 нм до 250 мкм. Минеральные наполнители добавляют в количестве от 5 до 150 масс.% исходя из массы сухого вещества смолы в жидком связующем. Повышается прочность и надежность плиты из минеральной ваты. 2 н. и 16 з.п. ф-лы, 2 ил.
1. Способ изготовления плиты (44) из минеральной ваты, включающий следующие этапы в указанном порядке:
a) обеспечение волокон минеральной ваты с длиной волокна от 50 до 800 мкм;
b) склеивание волокон жидким связующим, содержащим фенольную смолу, причем отношение связующего, исходя из содержания сухого вещества смолы в связующем, к волокнам минеральной ваты составляет от 5 до 30 масс.%, отличающийся тем, что включает:
c) прессование склеенных волокон с использованием тепла и давления для обеспечения плотности, превышающей 500 кг/м3;
причем в связующее включены добавки, которые являются минеральными наполнителями, содержащими каолин, кварцевую муку, известняк и/или оксид алюминия, со средним размером d50 зерна, составляющим от 10 нм до 250 мкм,
при этом минеральные наполнители добавляют в количестве от 5 до 150 масс.%, исходя из массы сухого вещества смолы в жидком связующем.
2. Способ по п. 1, отличающийся тем, что волокна минеральной ваты являются волокнами стеклянной ваты и/или волокнами каменной ваты.
3. Способ по п. 1, отличающийся тем, что средний размер d50 зерна минеральных наполнителей составляет от 300 нм до 100 мкм, наиболее предпочтительно от 500 до 900 нм.
4. Способ по любому из пп. 1 или 3, отличающийся тем, что минеральные наполнители добавляют в количестве от 10 до 100 масс.%, исходя из массы сухого вещества смолы в жидком связующем, предпочтительно от 35 до 90 масс.%.
5. Способ по любому из предшествующих пунктов, отличающийся тем, что длина волокна волокон минеральной ваты составляет от 60 до 700 мкм, предпочтительно от 80 до 600 мкм и наиболее предпочтительно от 100 до 500 мкм.
6. Способ по любому из предшествующих пунктов, отличающийся тем, что этап прессования склеенных волокон осуществляют при температурах от 130°С до 180°С, предпочтительно от 140°С до 160°С, и предпочтительном удельном давлении от 15 до 35 бар.
7. Способ по любому из предшествующих пунктов, отличающийся тем, что отношение связующего, исходя из содержания в нем сухого вещества смолы, к волокнам минеральной ваты составляет от 10 до 30 масс.%, предпочтительно от 12 до 30 масс.% и наиболее предпочтительно от 14 до 25 масс.%.
8. Способ по любому из предшествующих пунктов, отличающийся тем, что склеивание волокон минеральной ваты связующим осуществляют в продувном трубопроводе.
9. Способ по любому из предшествующих пунктов, отличающийся тем, что волокна минеральной ваты склеивают связующим путем механического склеивания.
10. Способ по любому из предшествующих пунктов, отличающийся тем, что прессование осуществляют в двухленточном прессе непрерывного действия.
11. Способ по любому из предшествующих пунктов, отличающийся тем, что связующее является жидкой фенольной смолой.
12. Способ по любому из предшествующих пунктов, отличающийся тем, что после прессования полученную таким образом плиту из минеральной ваты подвергают дополнительной обработке для получения напольной панели.
13. Способ по любому из предшествующих пунктов, отличающийся тем, что склеенные волокна спрессовывают с использованием тепла и давления таким образом, чтобы плотность полученной плиты была больше чем 700 кг/м3, предпочтительно больше чем 900 кг/м3, и наиболее предпочтительно больше чем 1000 кг/м3.
14. Плита из минеральной ваты, содержащая:
- волокна минеральной ваты с длиной волокна от 50 до 800 мкм;
- связующее в виде отвержденной смолы, в частности отвержденной фенольной смолы;
- минеральные наполнители, средний размер d50 зерна которых составляет от 10 нм до 250 мкм, причем плотность плиты из минеральной ваты больше чем 500 кг/м3,
при этом минеральные наполнители содержат каолин, кварцевую муку, известняк и/или оксид алюминия и предусмотрены в количестве от 5 до 150 масс.%, исходя из массы сухого вещества смолы.
15. Плита из минеральной ваты по п. 14, отличающаяся тем, что средний размер d50 зерна минеральных наполнителей составляет от 300 нм до 100 мкм, наиболее предпочтительно от 500 до 900 нм.
16. Плита из минеральной ваты по любому из пп. 14 или 15, отличающаяся тем, что длина волокна волокон минеральной ваты составляет от 60 до 700 мкм, предпочтительно от 80 до 600 мкм и наиболее предпочтительно от 100 до 500 мкм.
17. Плита из минеральной ваты по любому из пп. 14-16, отличающаяся тем, что отношение связующего, исходя из содержания в нем сухого вещества смолы, к волокнам минеральной ваты составляет от 10 до 30 масс.%, предпочтительно от 12 до 30 масс.% и наиболее предпочтительно от 14 до 25 масс.%.
18. Плита из минеральной ваты по любому из пп. 14-17, отличающаяся тем, что плотность плиты из минеральной ваты больше чем 700 кг/м3, предпочтительно больше чем 900 кг/м3, и наиболее предпочтительно больше чем 1000 кг/м3.
| JP H11269795 A, 05.10.1999 | |||
| СТРОИТЕЛЬНОЕ ПОКРЫТИЕ | 1990 |
|
RU2095251C1 |
| Многослойное поверхностное покрытие | 2013 |
|
RU2625879C2 |
| RU 2002106423 A, 10.11.2003 | |||
| US 3804706 A, 16.04.1974 | |||
| Детектор дозиметра фотонного излучения | 1982 |
|
SU1045780A1 |
| WO 2017194722 A1, 16.11.2017. | |||

