Настоящее изобретение относится к плите из материала на основе древесины, в частности, в виде древесно-пластикового композитного материала, как заявлено в пункте 1 формулы изобретения, и к способу изготовления такой плиты из материала на основе древесины, как заявлено в пункте 12 формулы изобретения.
Описание
Во множестве напольных покрытий фундаментальной проблемой при использовании является повреждение материала, вызванное влагой и/или водой, причем к указанному повреждению материала относится не только разрушение материала, но и ухудшение свойств изделия или появление неприятных запахов. Поскольку появление пятен от воды, неприятных запахов или, в худшем случае, плесени заметно в случае текстильных напольных покрытий в результате этих специфических условий, как правило, наблюдаются такие дефекты поверхности, как матовость, в случае лакированных изделий.
В дополнение к текстильным напольным покрытиям, для использования в виде напольного ламината или для наружной обшивки стен или также в изготовлении мебели давно известно использование плит из материала на основе древесины, например, в качестве древесноволокнистых плит в различных конфигурациях. Например, древесноволокнистые плиты используются в виде древесноволокнистых плит средней плотности (MDF плит), древесноволокнистых плит высокой плотности (HDF плит), древесно-стружечных плит или OSB (ориентированно-стружечных плит), которые получают путем прессования подходящих древесных волокон или стружки с термореактивной полимерной смолой в качестве связующего.
Существенной проблемой при использовании упомянутых древесноволокнистых плит является чувствительность используемых древесных волокон или древесной стружки к высокому содержанию влаги в воздухе и непосредственному контакту с водой. Несмотря на то, что данную проблему можно устранить относительно легко посредством конструкции или технологических мер в отношении мебели или изделий для внутренней отделки, в отношении напольных покрытий, например, ламинатных полов на основе древесины или материалов на основе древесины, сделать это часто намного сложнее.
Напольные покрытия на основе древесных плит или плит из материала на основе древесины, такие как ламинатные полы или сборно-разборный паркет, быстро реагируют на контакт с водой посредством набухания и/или изменений в размерах, которые могут начинаться с незначительного набухания кромок и заканчиваться разрушением собранной конструкции. Одной из причин этого является воздействие средств по уходу на водной основе, которые в некоторых случаях используются очень часто и очень интенсивно. Высокая влажность воздуха также может вызывать аналогичные процессы. Кроме того, напольное покрытие, как правило, также находится в непосредственном контакте с частями здания, например, бетонным полом/стяжкой или стенами, которые могут подобным образом переносить влагу в напольное покрытие. По этой причине, при изготовлении упомянутых выше изделий из материала на основе древесины применяют древесину или материалы на основе древесины с низкой степенью набухания, которые могут уменьшить описанные проблемы, но не устранить их полностью. В некоторых случаях неорганические несущие плиты также используются для изготовления изделий, имеющих древесную поверхность, но в данном случае могут возникать проблемы с соединением, обработкой или укладкой.
Чем плотнее древесина или материал на основе древесины уплотняется при изготовлении изделия, тем сильнее повреждение от влаги. В результате, давление набухания при контакте с водой значительно увеличено. Это объясняет, например, четко выраженную реакцию ламинатных полов или лакированных материалов на основе древесины на непосредственный контакт с водой. Большое количество мер (плиты с низкой степенью набухания, уплотнения краев и т. д.) привело к улучшениям в отношении чувствительности к воде/влаге, но не обеспечило возможность полного устранения проблем.
В качестве альтернативы использованию ламинатных полов с упомянутой проблемой набухания в прошлом увеличилось использование напольных покрытий на основе поливинилхлорида (PVC), которые обладают от очень низкой до нулевой степени набухания. Однако недостатками использования PVC полов является их высокая чувствительность к царапанию и их склонность к деформации, которая приводит к быстрому износу и неприглядному внешнему виду напольного покрытия, особенно в местах с высокой посещаемостью (например, торговых площадях).
По этим причинам древесно-пластиковые композиты (WPC) часто использовались в прошлом в качестве материалов-подложек для древесных изделий. Эти материалы-подложки обладают очень низкой степенью набухания, меньше чем 3%, и высокой степенью размерной стабильности.
WPC являются удобными в обработке в отношении термопластичности композитными материалами на основе древесной муки или древесной стружки и термопластичными полимерами, к которым могут быть добавлены при необходимости дополнительные добавки. Смеси древесных волокон и термопластичного материала выплавляются и обрабатываются до агломератов. Позже в процессе производства агломераты выплавляются в экструдерах и обрабатываются для придания плитам относительно маленького размерного формата. Ширина плит в данном случае, как правило, находится в диапазоне до 1 метра, что обусловлено процессом изготовления в экструдере. Производительность, измеряемая в квадратных метрах в час, также находится в низком одноразрядном диапазоне, и поэтому сочетание низкой производительности и ограниченного размера плиты приводит к относительно высокой стоимости WPC плит, изготавливаемых таким образом.
Факт того, что древесный компонент необходимо высушивать до содержания влаги меньше чем 5 вес.%, лучше даже меньше чем 1 вес.%, также не способствует малым затратам. Более высокое содержание влаги приводит к образованию водяного пара в ходе процесса и, следовательно, к образованию пузырей в изделии. Еще одним значительным недостатком является то, что используемая древесина не должна содержать песок и минералы. Данные разрушающие материалы повредят в противном случае станок для прессования.
Это, соответственно, увеличивает недостатки низкой производительности, ограниченного размера плиты и, следовательно, приводит к дорогостоящему способу изготовления.
Следовательно, техническая цель настоящего изобретения заключается в устранении описанных недостатков и предоставлении плит из материала на основе древесины, обладающих низкой степенью набухания, например, меньше чем 3%, в более разнообразных и больших размерных форматах и с более высокой производительностью. Данные плиты из материала на основе древесины, следовательно, необходимо использовать в качестве несущих плит, а также для изготовления изделий для применения в условиях повышенного содержания влаги.
Эта цель достигается с помощью плиты из материала на основе древесины, как заявлено в пункте 1 формулы изобретения, и способа изготовления этой плиты из материала на основе древесины, как заявлено в пункте 12 формулы изобретения.
Соответственно, предоставлена плита из материала на основе древесины, в частности, в виде древесно-полимерного композитного материала, содержащая древесные частицы и по меньшей мере один полимер, при этом по меньшей мере один полимер предпочтительно функционализирован по меньшей мере одним органическим соединением. По меньшей мере одно органическое соединение предпочтительно имеет по меньшей мере одну функциональную группу, которая главным образом способна образовывать связь с гидроксильными группами древесных волокон.
Настоящая плита из материала на основе древесины дополнительно содержит по меньшей мере один декоративный слой, который нанесен по меньшей мере на одну сторону, предпочтительно, верхнюю сторону плиты.
Плита из материала на основе древесины изготавливается способом, включающим следующие этапы:
– нанесение смеси древесных частиц и полимера, в частности, полимера, функционализированного по меньшей мере одним органическим соединением, на первую конвейерную ленту с образованием предварительного ковра и подачу предварительного ковра по меньшей мере в одну первую печь термообработки для предварительного уплотнения;
– передачу предварительно уплотненного ковра по меньшей мере в один двухленточный пресс для дальнейшего уплотнения до плиты из материала на основе древесины; и
– охлаждение уплотненной плиты из материала на основе древесины по меньшей мере в одном охлаждающем прессе.
Настоящую плиту из материала на основе древесины получают способом, включающим несколько этапов, в частности, способом, включающим три этапа, в котором сначала используют смесь древесных частиц, например, в виде древесных волокон, и функционализированных полимеров, в частности, термопластичных полимеров, для получения предварительно уплотненного ковра или сырого ковра, обладающего низкой кажущейся плотностью. Данный ковер или сырой ковер, обладающий низкой кажущейся плотностью, следовательно, сначала уплотняется в двухленточном прессе под высоким давлением и при высокой температуре, а затем охлаждается в охлаждающем прессе. Настоящий способ обеспечивает возможность изготовления плит из материала на основе древесины в виде древесно-полимерных композитных материалов или композитов (WPC) в больших размерных форматах, которые служат в качестве несущих плит для изготовления напольных покрытий, связанного с высокой производительностью и, следовательно, более низкими затратами.
В одном варианте осуществления термопластичный полимер, в частности, в виде гранул, порошка или полимерных волокон, используется в смеси из древесных частиц и полимера.
Термопластичный полимер предпочтительно выбирают из группы, содержащей полиэтилен (PE), полипропилен (PP), сложные полиэфиры, полиэтилентерефталат (PET), полиамид (PA), полистирол (PS), акрилонитрилбутадиенстирол (ABS), полиметилметакрилат (PMMA), поликарбонат (PC), полиэфирэфиркетон (РЕЕК), полиизобутилен (PIB), полибутилен (PB), их смеси и сополимеры. Особенно предпочтительным является использование термопластичного полимера PE, PP или их смеси.
Как упомянуто выше, термопластичный полимер может использоваться в виде полимерных волокон. Полимерные волокна могут принимать форму монокомпонентных волокон или бикомпонентных волокон. Термоактивируемые полимерные волокна или связующие волокна выполняют как функцию связывания, так и функцию поддержки в матрице древесных волокон или древесных частиц. Если используются монокомпонентные волокна, они предпочтительно состоят из полиэтилена или других термопластичных полимеров, имеющих низкую температуру плавления.
Особенно предпочтительно использование бикомпонентных волокон (также называемых бикомпонентными поддерживающими волокнами). Бикомпонентные волокна увеличивают жесткость древесноволокнистых плит, а также уменьшают склонность к деформации, которая встречается в случае термопластичных полимеров (например, в случае PVC).
Бикомпонентные волокна, как правило, состоят из филаментной нити-основы или же сердцевины волокна, состоящей из полимера, обладающего относительно высокой термостойкостью, в частности, сложного полиэфира или пропилена, заключенного в оболочку или окруженного оболочкой из полимера, обладающего низкой температурой плавления, в частности, состоящего из полиэтилена. Оболочка или капсула бикомпонентного волокна обеспечивает возможность перекрестного связывания древесных частиц друг с другом после (частичного) плавления. В данном случае используемыми бикомпонентными волокнами являются, в частности, волокна на основе термопластичных материалов, таких как PP/PE, сложный полиэфир/PE или сложный полиэфир/сложный полиэфир.
Подобным образом, предполагается, что полимерный компонент сам по себе является также смесью разных полимеров. Например, смесь полимеров может состоять из бикомпонентных волокон и PE-волокон в соотношении от 20 вес.% бикомпонентных волокон:80 вес.% PE-волокон до 80 вес.% бикомпонентных волокон:20 вес.% PE-волокон. В общем, возможны также другие композиции. Благодаря изменению в композиции полимерного компонента, можно изменить и отрегулировать температуру, требуемую для уплотнения предварительного ковра или ковра.
Как указано выше, в данном случае используется по меньшей мере один полимер, функционализированный по меньшей мере одним органическим соединением. Органическое соединение, например, в виде мономера, имеет в свою очередь предпочтительно по меньшей мере одну функциональную группу, при этом функциональная группа может обеспечивать по меньшей мере одну связь, в частности, химическую связь, с гидроксильными группами целлюлозы древесных частиц. Это повышает химическую связь между полимером, в частности, полимерными волокнами, и древесными волокнами, которая предотвращает разделение двух типов волокон при контакте с водой.
Соединение представляет собой органическое соединение, при этом по меньшей мере одна функциональная группа выбрана из группы, включающей -CO2H, -CONH2, -COO-, в частности, представляет собой малеиновую кислоту, фталевую кислоту, янтарную кислоту, глутаровую кислоту, адипиновую кислоту или их ангидриды, или сукцинимид.
Мономерное органическое соединение, например, малеиновый ангидрид (MA), прививается к неполярному базовому полимеру, например, полипропилену или полиэтилену, способом привитой сополимеризации. В данном случае также возможно, чтобы органическое соединение содержало более одного мономера, например, в виде димера или тримера, в данном случае, например, две функционализированные органические молекулы или соединения в каждом случае соединены друг с другом посредством сшивающей молекулы, например, в виде нефункционализированной молекулы. В этом соединении особое предпочтение отдают тримеру, состоящему из MA-стирола-MA.
Степень привитой сополимеризации используемого полимера может составлять от 0,1 до 5 вес.% мономерного органического соединения, предпочтительно от 0,5 до 3 вес.%, особенно предпочтительно от 1 до 2 вес.%.
Наиболее предпочтительно, используется смесь полипропилена и полиэтилена, в частности, в виде бикомпонентных волокон, состоящих из полипропиленовой сердцевины и полиэтиленовой оболочки, при этом неполярные базовые полимеры в каждом случае функционализированы малеиновым ангидридом. Также бикомпонентные волокна могут состоять из полиэтилентерефталата/сополимера полиэтилентерефталата и изофталата, факультативно, с привитым MA.
Также может использоваться смесь пропорциональной части немодифицированных бикомпонентных волокон (т.е. без привитого органического соединения) и пропорциональной части полимера, функционализированного органическим соединением (т.е. с привитым органическим соединением). Например, предполагается использование смеси пропорциональной части волокон полиэтилентерефталата/сополимера полиэтилентерефталата и изофталата и малеинового ангидрида, привитого к полиэтилену (например, в виде LLDPE-волокон).
В еще одном варианте осуществления настоящего способа используется смесь из древесных частиц и полимера, содержащая соотношение компонентов в смеси из древесных частиц и пластика (модифицированного и немодифицированного) от 90 вес.% древесных частиц:10 вес.% пластика до 20 вес.% древесных частиц:80 вес.% пластика, предпочтительно от 70 вес.% древесных частиц:30 вес.% пластика до 40 вес.% древесных частиц:60 вес.% пластика. Используемая смесь из древесных частиц и полимера может, например, содержать 44 вес.% древесных волокон или древесных частиц и 56 вес.% бикомпонентных волокон, например, волокон полиэтилентерефталата/сополимера полиэтилентерефталата и изофталата или PP/PE-волокон. Особенно предпочтительно соотношение компонентов в смеси из древесных волокон и полимерных волокон 50 вес.% и 50 вес.%.
Древесные частицы, используемые в контексте настоящего документа, следует понимать как лигноцеллюлозные продукты измельчения, например, древесные волокна, древесная стружка или также древесная мука. В случае использования древесных волокон используются, в частности, сухие древесные волокна, имеющие длину от 1,0 мм до 20 мм, предпочтительно от 1,5 мм до 10 мм, и толщину от 0,05 мм до 1 мм. Содержание влаги используемых древесных волокон находится в диапазоне от 5% до 15%, предпочтительно от 6% до 12%, исходя из общего веса древесных волокон.
Также можно определить используемые древесные частицы в отношении среднего диаметра частиц, где средний диаметр d50 частиц может составлять от 0,05 мм до 1 мм, предпочтительно от 0,1 до 0,8 мм.
В соответствии с необходимой композицией смеси из древесных частиц и полимера отдельные компоненты (древесные частицы и полимер) тщательно смешивают в смесителе. Компоненты могут быть смешаны, например, с помощью подачи в продувной трубопровод. Интенсивное перемешивание осуществляется в данном случае по установленному пути, начиная от добавления компонентов к сосуду для хранения благодаря воздуху, вдуваемому в качестве транспортной среды. Интенсивное смешивание компонентов продолжается в сосуде для хранения посредством вдуваемого воздуха в качестве транспортной среды.
Из сосуда для хранения смесь из древесных частиц и полимера, например, после взвешивания на весах с поверхностью для взвешивания вдувается на первую конвейерную ленту, равномерно по своей ширине. Количество подаваемой смеси из древесных частиц и полимера основывается на требуемой толщине слоя и требуемой кажущейся плотности изготавливаемого предварительного ковра. Обычный базовый вес рассеянного предварительного ковра может находиться в диапазоне 3000—10000 г/м², предпочтительно 5000—7000 г/м². Как уже упоминалось выше, ширина рассеянного предварительного ковра определяется шириной первой конвейерной ленты и может, например, находится в диапазоне до 3000 мм, предпочтительно 2800 мм, особенно предпочтительно до 2500 мм.
После нанесения смеси из древесных частиц и полимера на первую конвейерную ленту с образованием предварительного ковра, предварительный ковер подается по меньшей мере в одну первую печь термообработки для предварительного уплотнения. В особенно предпочтительном варианте осуществления способа предварительный ковер, состоящий из древесных частиц и полимера, нагревается по меньшей мере в одной печи термообработки до температуры, соответствующей температуре плавления используемого полимера или выше нее.
Температура в печи термообработки может составлять 150—250°C, предпочтительно 160—230°C, особенно предпочтительно 160—200°C. Внутренняя температура предварительного ковра находится предпочтительно в диапазоне 100—150°C, особенно предпочтительно приблизительно 130°C. Во время нагревания в печи термообработки имеет место частичное плавление полимерного материала, что приводит к тесной связи между полимерным материалом, например, полимерными волокнами, и древесными волокнами с одновременным уплотнением предварительного ковра. Чем выше внутренняя температура предварительного ковра, тем быстрее может осуществляться прессование, поскольку ускорен процесс уплотнения.
Температура в печи термообработки поддерживается, например, посредством вдувания горячего воздуха.
В еще одном варианте осуществления настоящего способа предварительно уплотненный предварительный ковер после выхода из печи термообработки обладает кажущейся плотностью 40—200 кг/м³, предпочтительно 60—150 кг/м³, особенно предпочтительно 80—120 кг/м³. Толщина предварительно уплотненного предварительного ковра может составлять 20—100 мм, предпочтительно 30—50 мм, особенно предпочтительно 35—45 мм.
Особенно предпочтительно, если скорость продвижения транспортной ленты или конвейерной ленты в печи термообработки находится в диапазоне 5—15 м/мин, предпочтительно 6—12 м/мин.
После выхода из печи термообработки предварительно уплотненный предварительный ковер может быть охлажден и обработан. Обычными мерами обработки является, например, обрезка предварительного ковра. Полученные остатки на данном этапе, в частности, полученные боковые обрезки, могут быть измельчены в порошок и повторно возвращены в процесс. Поскольку соотношение компонентов в смеси является требуемым, материал может подаваться непосредственно в сосуд для хранения.
В еще одном варианте настоящего способа предварительно уплотненный предварительный ковер уплотняется по меньшей мере в одном двухленточном прессе до толщины 2—20 мм, предпочтительно 3—15 мм, особенно предпочтительно 4—10 мм.
Температура, применяемая во время уплотнения предварительного ковра, по меньшей мере в одном двухленточном прессе, составляет 150—250°C, предпочтительно 180—230°C, предпочтительно 200—220°C. Давление, применяемое по меньшей мере в одном двухленточном прессе, может составлять 2—10 МПа, предпочтительно 3—8 МПа, особенно предпочтительно 5—7 МПа. Скорость продвижения двухленточного пресса составляет 4—15 м/мин, предпочтительно 6—12 м/мин.
После выхода по меньшей мере из одного двухленточного пресса уплотненная плита из материала на основе древесины подается по меньшей мере в один охлаждающий пресс, в котором уплотненная плита из материала на основе древесины охлаждается до температуры 10—100°C, предпочтительно 15—70°C, особенно предпочтительно 20—40°C. Давление, применяемое по меньшей мере в одном охлаждающем прессе, идентично или по меньшей мере почти идентично давлению в двухленточном прессе, т.е. давление в охлаждающем прессе составляет 2—10 МПа, предпочтительно 3—8 МПа, особенно предпочтительно 5—7 МПа.
Подача уплотненной плиты из материала на основе древесины в охлаждающий пресс необходима, так как силы возврата в исходное положение волокон могут быть настолько большими, что плита разъединится, снова не дойдя до этапа холодного прессования после уплотнения в двухленточном прессе.
После выхода из охлаждающего пресса уплотненные плиты из материала на основе древесины имеют толщину 2—15 мм, предпочтительно 3—12 мм, особенно предпочтительно 4—10 мм.
Кажущаяся плотность уплотненных плит из материала на основе древесины после выхода из охлаждающего пресса находится в диапазоне 500—1500 кг/м³, предпочтительно 650—1300 кг/м³, особенно предпочтительно 800—1100 кг/м³.
Для изготовления плиты из материала на основе древесины, обладающей кажущейся плотностью 850 кг/м³, например, давление в двухленточном прессе (а также охлаждающем прессе) в 4,5—5 МПа (45—50 бар) преимущественно применяется при температуре прессования во впускном отверстии двухленточного пресса, составляющей 235°C, и температуре прессования на поверхности плиты, составляющей 220°C. В случае изготовления плиты из материала на основе древесины, обладающей кажущейся плотностью 950 кг/м³, давление в двухленточном прессе (а также охлаждающем прессе) в 5,5—6 МПа (55—60 бар) преимущественно применяется при температуре прессования во впускном отверстии двухленточного пресса, составляющей 235°C, и температуре прессования на поверхности плиты, составляющей 220°C.
В особенно предпочтительном варианте осуществления способ изготовления настоящей плиты из материала на основе древесины включает следующие этапы:
– предоставление древесных волокон и полимерных волокон, в частности, полимера, функционализированного по меньшей мере одним органическим соединением;
– образование смеси из древесных волокон и полимерных волокон в продувном трубопроводе;
– промежуточное накопление или промежуточное хранение смеси в подающем механизме;
– вдувание смеси на первый валик с образованием первого предварительного ковра (аэродинамическое формирование);
– разделение на волокна первого предварительного ковра и повторное вдувание смеси на второй валик с образованием второго предварительного ковра (аэродинамическое формирование);
– передачу второго предварительного ковра на конвейерную ленту и подачу второго предварительного ковра по меньшей мере в одну печь термообработки для предварительного уплотнения посредством термического связывания для получения ковра;
– передачу предварительно уплотненного слоя по меньшей мере в один двухленточный пресс для дальнейшего уплотнения для получения несущей плиты, и
– охлаждение несущей плиты, в частности, в зоне охлаждения по меньшей мере одного пресса.
Древесные волокна и полимерные волокна, как правило, поставляются в виде кип, которые разрыхляются в подходящих кипоразрыхлителях. После соответствующих кипоразрыхлителей волокна взвешивают в отдельных блоках для взвешивания и подают в продувной трубопровод, в котором по пути, начиная от добавления волокон и каких-либо еще компонентов в сосуд для хранения или подающий механизм, имеет место интенсивное смешивание посредством вдувания воздуха в качестве транспортной среды. Из сосуда для хранения или подающего механизма смесь из древесных волокон и полимерных волокон после взвешивания на весах с поверхностью для взвешивания вдувается на первую конвейерную ленту с использованием первого валика равномерно по своей ширине с образованием первого предварительного ковра. Первый предварительный ковер поступает в устройство для разделения волокон в конце первой конвейерной ленты. Разделенная на волокна смесь вдувается на вторую конвейерную ленту с использованием второго валика с образованием второго предварительного ковра.
Полученный таким образом предварительный ковер (в данном случае второй предварительный ковер) теперь подается в уже описанную выше печь термообработки для предварительного уплотнения с образованием предварительно уплотненного предварительного ковра, который следовательно передается по меньшей мере в один двухленточный пресс для дальнейшего уплотнения для получения плиты из материала на основе древесины.
Плиты из материала на основе древесины или древесно-пластиковые композиты (WPC), полученные с помощью настоящего способа характеризуются набуханием меньше чем 5%, предпочтительно меньше чем 3%, особенно предпочтительно меньше чем 1%.
В еще одном варианте осуществления настоящего способа, было обнаружено преимущество в добавлении дополнительных веществ, таких как наполнители или добавки, которые придают определенные свойства плите из материала на основе древесины, в смесь из древесных частиц и полимера перед уплотнением.
К подходящим добавкам, которые могут быть добавлены в смесь из древесных частиц и полимера, относятся замедлители горения, или люминесцирующие или антибактериальные вещества. Подходящие замедлители горения могут быть выбраны из группы, содержащей фосфаты, бораты, в частности, полифосфат аммония, трис(трибромнеопентил)фосфат, борат цинка или комплексы борной кислоты многоатомных спиртов.
Дополнительные добавки могут влиять на стойкость к УФ-излучению, характеристики старения или удельную электрическую проводимость плиты из материала на основе древесины. Примером известного способа увеличения стойкости к УФ-излучению является добавление того, что называется придающими устойчивость к УФ-излучению соединениями, такими как соединения, известные как HALS соединения, в полимеры. К используемым антифунгицидам и антибактериальным средствам могут относиться полиимины.
Также преимущественным является добавление неорганических наполнителей в смесь из древесных частиц и полимера. Используемыми неорганическими наполнителями могут быть, например, материалы, такие как тальк, мел, диоксид титана или другие, которые придают определенный цвет плите.
Как объяснялось выше, настоящая плита из материала на основе древесины предусмотрена по меньшей мере с одним декоративным слоем по меньшей мере на одной стороне, предпочтительно верхней стороне.
По меньшей мере один декоративный слой может быть исполнен или создан различными способами.
Например, плита из материала на основе древесины согласно первому варианту осуществления может содержать декоративный слой, содержащий по меньшей мере одну декоративную пленку. Такая декоративная пленка состоит по меньшей мере из одного термопластичного слоя-носителя, по меньшей мере из одного рисунка, напечатанного на слое-носителе, или по меньшей мере из одного отдельного декоративного листа и по меньшей мере одного полимерного уплотнителя.
Как упоминалось выше, декоративные пленки, как правило, состоят из одного или более слоев из термопластичного материала в качестве слоя-носителя, особенно полиэтилена, полипропилена или полиуретана. Рисунок может быть напечатан непосредственно на этом слое-носителе или предоставлен в виде отдельного декоративного листа на слое-носителе. Рисунок, в свою очередь, снабжен полимерным уплотнителем, например, в виде полипропиленовой пленки или полиуретановой пленки или в виде отдельного лака (EBC-лака), в данном случае полимерный уплотнитель может быть предоставлен в виде износоустойчивого слоя с подходящими противоизносными частицами (данный материал также представлен ниже). Декоративные пленки, следовательно, представляют собой совокупность слоев, состоящую из слоя-носителя, рисунка и уплотнителя, которые сами по себе образуют готовый ламинат или готовый композит, используемый в качестве декоративного слоя.
Такая декоративная пленка может предпочтительно наслаиваться на плиту из материала на основе древесины с использованием по меньшей мере одного клеящего вещества, или может вжиматься в указанную плиту во время процесса изготовления плиты из материала на основе древесины, в частности, во время уплотнения ковра из древесного волокна на плите из материала на основе древесины.
В еще одном варианте осуществления плита из материала на основе древесины может содержать декоративный слой в виде пленки для декоративной отделки. Пленка для декоративной отделки состоит из пропитанной аминосмолой декоративной бумаги и по меньшей мере одного слоя лака, нанесенного на нее. Декоративная бумага либо наклеивается, либо незначительно пропитывается подходящей аминосмолой (например, меламиноформальдегидной смолой или мочевиноформальдегидной смолой).
Пленку для отделки предпочтительно наслаивают на плиту из материала на основе древесины с использованием по меньшей мере одного клеящего вещества.
После наслаивания на плиту из материала на основе древесины пленка для декоративной отделки может быть снабжена по меньшей мере одним дополнительным слоем лака, предпочтительно двумя или тремя слоями лака из отверждаемого УФ-излучением и/или отверждаемого электронным лучом (EBC) лака.
Отверждаемые УФ-излучением и/или отверждаемые электронным лучом (EBC) лаки являются, в частности, радиационно-отверждаемыми, содержащими акрилат лаками. Как правило, используемые радиационно-отверждаемые лаки содержат метакрилаты, например, сложный полиэфир-(мет)акрилаты, полиэфир-(мет)акрилаты, эпокси-(мет)акрилаты или уретан-(мет)акрилаты. Также предполагается, что используемый акрилат или содержащий акрилат лак содержит функционализированные или нефункционализированные мономеры, олигомеры и/или полимеры, в частности, в виде акриловой кислоты, акриловых эфиров и/или мономеров, олигомеров или полимеров эфира акриловой кислоты.
Отверждаемый УФ-излучением лак и/или отверждаемый электронным лучом (EBC) лак может содержать стойкие к истиранию частицы, натуральные и/или синтетические волокна, а также дополнительные добавки. Стойкие к истиранию или противоизносные частицы, присутствующие в УФ-лаке, в частности, выбраны из группы, включающей оксиды алюминия (например, корунд), карбид бора, диоксиды кремния (например, стеклянные шарики), карбиды кремния.
Также можно добавлять натуральные или синтетические волокна, выбранные из группы, включающей древесные волокна, целлюлозные волокна, частично обесцвеченные целлюлозные волокна, шерстяные волокна, пеньковые волокна и органические или неорганические полимерные волокна, в УФ- и/или EBC-лак. Дополнительные добавляемые добавки могут представлять собой замедлители горения и/или люминесцирующие вещества. Подходящие замедлители горения могут быть выбраны из группы, содержащей фосфаты, бораты, в частности, полифосфат аммония, трис(трибромнеопентил)фосфат, борат цинка или комплексы борной кислоты многоатомных спиртов. Используемые люминесцирующие вещества могут представлять собой флуоресцентные или фосфоресцирующие вещества, в частности, сульфит цинка и алюминаты щелочных металлов.
В одном варианте осуществления предпочтение отдается предоставлению более одного радиационно-отверждаемого защитного слоя, предпочтительно двух или трех защитных слоев или слоев износа, каждый из которых расположен или нанесен поверх другого. Например, можно сначала наносить первое покрытие из отверждаемого УФ-излучением лака, затем второе покрытие из EBC-лака, затем, в свою очередь, третье покрытие из верхнего EBC-покрытия. Каждый из отдельных слоев лака может содержать стойкие к истиранию частицы и/или наночастицы, особенно желательным для УФ-лака является содержание противоизносных частиц (например, корунда), а для верхнего EBC-покрытия — содержание частиц для усиления стойкости к микроцарапанию (например, силикатных наночастиц, состоящих из пирогенного диоксида кремния).
В особенно предпочтительном варианте осуществления слой износа содержит первое покрытие из содержащего корунд УФ-лака, который частично загустел посредством устройств для УФ-сушки, второе покрытие из EBC-лака в качестве эластичного промежуточного покрытия и третье покрытие из верхнего EBC-покрытия, содержащего наночастицы.
Слои лака сначала частично отверждают, в частности, с использованием эксимерного источника с целью матирования путем образования микроскладок на поверхности лака, и вся структура лака окончательно отверждается или полностью отверждается, в частности, с использованием EBC-источника.
В данных случаях количество, наносимое в виде каждого отдельного защитного слоя или покрытия из защитного слоя, может изменяться от 10 г/м² до 100 г/м², предпочтительно от 20 г/м² до 80 г/м², особенно предпочтительно от 30 до 50 г/м², или быть одинаковым. Общее наносимое количество в зависимости от количества покрытий может изменяться от 30 г/м² до 150 г/м², предпочтительно от 50 г/м² до 120 г/м².
Также по меньшей мере один износоустойчивый слой может содержать химические средства для перекрестного связывания, например, на основе изоцианатов, которые улучшают промежуточное склеивание отдельных износоустойчивых слоев, расположенных друг над другом.
Акрилатные соединения, используемые в радиационно-отверждаемых лаках из-за своей реакционной способности, можно добавлять или капсулировать в волокна, стойкие к истиранию частицы или добавки, присутствующие в лаке. Во время последующей обработки плит из материала на основе древесины имеет место химическое перекрестное связывание реакционной двойной связи акрилатных соединений, и, следовательно, образование полимерного слоя на волокнах, частицах, цветных пигментах или добавках, которые препятствуют выцветанию.
Как было упомянуто выше, декоративная пленка и пленка для декоративной отделки могут быть наслоены на плиту из материала на основе древесины в качестве декоративного слоя, например, в прессе для ламинирования. В случае наслаивания на плиту из материала на основе древесины, в частности, верхнюю сторону плиты из материала на основе древесины, подходящее связующее, например, клей на основе поливинилацетата (PVA), карбамидный клей или полиуретановый термоплавкий клей, сначала наносят на верхнюю сторону. Необходимое количество (жидкого) связующего находится в диапазоне 20—50 г/м², предпочтительно 30—40 г/м2. В случае использования полиуретанового термоплавкого клея наносимое количество находится в диапазоне 50—150 г/м2, предпочтительно 70—100 г/м². Скорость продвижения линии наслоения предпочтительно составляет 10—50 м/мин, предпочтительно 20—30 м/мин. Из-за высоких температур, которые присутствуют в прессе для ламинирования, в случае пленки для отделки, присутствует остаточное отверждение пропитанной смолой декоративной бумаги пленки для отделки.
В еще одном варианте осуществления настоящей плиты из материала на основе древесины по меньшей мере один декоративный слой может содержать по меньшей мере один слой пропитанной аминосмолой декоративной бумаги и, факультативно, по меньшей мере один пропитанный аминосмолой верхний слой бумаги, в данном случае слой декоративной бумаги и, факультативно, верхний слой бумаги сжаты с плитой из материала на основе древесины.
Декоративная бумага или слои декоративной бумаги в свою очередь являются однослойной бумагой высшего качества для отделки поверхности материалов на основе древесины, которая обеспечивает возможность предоставления большого разнообразия рисунков. Таким образом, наравне со стандартными печатными рисунками различных древесных структур можно получить более сложные печатные рисунки геометрической формы или художественных изделий. Выбор повторяющегося узора на самом деле неограничен. Для обеспечения оптимальной печати используемая бумага должна обладать хорошей гладкостью и размерной стабильностью, а также быть пригодной для проникания любой необходимой пропитки из синтетической смолы. Предпочтение отдается использованию пропитанной декоративной бумаги, например, с пропиткой из теплоотверждаемой синтетической смолы.
Часто, декоративная бумага поставляется вместе со слоем износа (верхний слой бумаги) в качестве одного слоя. Используемые верхние слои являются тонкой бумагой, которая уже, как правило, пропитана меламиновой смолой. Аналогичным образом получают верхние слои, в которых стойкие к истиранию частицы, например, стойкие к истиранию частицы, предпочтительно выбранные из группы, содержащей оксиды алюминия, карбиды бора, диоксиды кремния, карбиды кремния и стеклянные частицы, уже смешаны со смолой для верхнего слоя для увеличения износостойкости ламината или плиты из материала на основе древесины.
В другом варианте по меньшей мере один слой декоративной бумаги после нанесения на верхнюю сторону плиты из материала на основе древесины сжимается под воздействием давления и температуры (например, в прессе с коротким циклом) (например, для образования ламината).
В еще одном варианте осуществления подложку могут наносить на нижнюю сторону плиты из древесно-полимерного композитного материала. Это, в частности, компенсирует растягивающие усилия, которые действуют в результате нанесения декоративного и верхнего слоев на верхнюю сторону плиты из древесно-полимерного композитного материала. В предпочтительном варианте осуществления подложка выполнена в виде пропитанного целлюлозой слоя. Например, подложка может быть выполнена в виде бумаги, пропитанной теплоотверждаемой синтетической смолой. В особенно предпочтительном варианте осуществления конструкция слоя подложки соответствует конструкции слоя и толщине соответствующего слоя правильной последовательности слоев, состоящей из декоративного и верхнего слоев, нанесенных на верхнюю сторону.
В предпочтительном варианте осуществления слой декоративной бумаги и/или верхний слой бумаги и подложка сжимаются с плитой из древесно-пластикового композитного материала большого размерного формата на одном рабочем этапе под воздействием температуры и давления в прессе с коротким циклом для получения ламината.
Стандартные прессы с короткими циклами работают, например, под давлением 30—60 кг/см², при температуре на поверхности материала на основе древесины приблизительно 165—175°C, и продолжительности прессования 6—12 секунд.
В случае использования плит из древесно-полимерного композитного материала согласно изобретению в качестве базовых материалов, прессы с короткими циклами предпочтительно работают при температуре на 30—40°C ниже, чем в случае изготовления ламинатов на основе обычных древесноволокнистых плит. В особенно предпочтительном варианте осуществления прессы с короткими циклами, в случае использования плит из древесно-полимерного композитного материала согласно изобретению работают при температуре от 140°C до 160°C на поверхности плиты, наиболее предпочтительно при 150°C на поверхности плиты.
Продолжительность сжатия в прессе с коротким циклом в случае использования плит из древесно-полимерного композитного материала согласно изобретению составляет 5—15°С, предпочтительно 7—12°С, более предпочтительно не больше чем 10°С, например, 9, 8, 7 или 6 секунд.
Когда при изготовлении ламината на основе древесно-полимерных композитных материалов выбирается продолжительность сжатия больше чем 10°С, необходимо охлаждение для того, чтобы структура плиты из древесно-полимерного композитного материала не разрушилась. Это можно выполнить, например, посредством охлаждения плит непосредственно на выходе из пресса посредством предварительно охлажденного воздуха. Дополнительным вариантом является охлаждение посредством охлажденных валиков или в прессе, оборудованном для данной цели (зоной охлаждения).
Как уже указывалось выше, также возможно и целесообразно в еще одном варианте настоящего способа наносить по меньшей мере один декоративный слой, в частности, в виде пленки для отделки или слоя пропитанной аминосмолой декоративной бумаги, на верхнюю сторону предварительно уплотненного предварительного ковра непосредственно во время процесса изготовления. Другими словами, по меньшей мере одна пленка для отделки наносится в данном случае одновременно на верхнюю сторону предварительного ковра с целью дальнейшего уплотнения при подаче предварительно уплотненного предварительного ковра с первой печи термообработки по меньшей мере в один двухленточный пресс, так что предварительно уплотненный предварительный ковер следовательно уплотняется вместе с по меньшей мере одной пленкой для отделки (в двухленточном прессе). Пленка для отделки может быть нанесена простым образом посредством подачи пленки для отделки по меньшей мере в один двухленточный пресс посредством по меньшей мере одного устройства для разматывания.
Также можно подавать несколько пленок для отделки, например, 2, 3, 4 или 5 пленок.
Также предполагается, что по меньшей мере один разделительный слой одновременно наносят поверх пленки для отделки во время подачи предварительно уплотненного предварительного ковра по меньшей мере в один двухленточный пресс.
Также можно обеспечивать верхние стороны плит из материала на основе древесины рельефной структурой. Это предпочтительно непосредственно следует за нанесением декоративного слоя на плиту из материала на основе древесины или предварительный ковер.
Таким образом, во время дальнейшей обработки плиты из материала на основе древесины в прессе с коротким циклом с использованием структурированной прижимной пластины, структуры поверхности можно создать по меньшей мере на одной поверхности, предпочтительно верхней стороне плиты из материала на основе древесины, такой как плита из древесно-полимерного композитного материала, которые могут факультативно совпадать с рисунком (так называемые синхронные с рисунком структуры). Предпочтительно, структуры поверхности по существу совпадают с рисунком. В этом случае ссылка делается на структуры с тиснением в регистр. В случае рисунков под древесину структуры могут быть в виде пористых структур, которые соответствуют текстуре древесины. В случае рисунков под плитку структуры могут быть углублениями в местах швов, входящих в рисунок.
В покрытии плиты, однако, температура прессования должна быть уменьшена на 30—40°C. Подобно уменьшению продолжительности сжатия меньше 10 секунд, эта мера также служит для предотвращения нежелательного попадания тепла в несущую плиту, что привело б к нежелательной пластикации и, следовательно, к деформации.
В случае структурирования поверхности предварительного ковра возможны следующие подходы:
a. использование уже структурированной пленки для отделки;
b. использование структурированной бумаги, которая захвачена между верхней лентой двухленточного пресса и верхней стороной предварительно уплотненного предварительного ковра; или
c. тиснение структуры во время прохода через двухленточный пресс с использованием верхней ленты двухленточного пресса, которая в свою очередь имеет структуру.
Структурированная пленка для отделки согласно варианту a) может, например, представлять собой полимерную пленку, которая сама по себе уже структурирована.
В дополнительной конфигурации также возможно то, что плита из материала на основе древесины в виде WPC имеет профиль по меньшей мере в области кромки плиты, при этом профиль обеспечивает возможность, например, введения профиля в виде паза и/или шпунта в кромку или боковую сторону плиты из материала на основе древесины, в данном случае панели или плиты из материала на основе древесины, полученные таким образом, могут быть соединены друг с другом и обеспечивать возможность укладки и покрытия пола свободным образом.
Посредством настоящего способа теперь возможно изготовить плиту из материала на основе древесины, в частности, древесно-полимерный композитный материал, содержащий смесь древесных частиц и по меньшей мере один полимер, в частности, полимер, функционализированный органическим соединением, при этом по меньшей мере одно органическое соединение имеет по меньшей мере одну функциональную группу для образования связи с гидроксильными группами древесных частиц.
Благодаря высокому содержанию полимера настоящая плита из материала на основе древесины характеризуется существенным снижением степени набухания по сравнению со стандартными HDF-плитами или даже HDF-плитами с меньшей степенью набухания. В покрытом состоянии при испытании набухания кромки согласно DIN EN 13329 с сильным меламиновым укреплением используемого клея последняя достигает значений набухания кромки приблизительно 7%. Волокнистая плита или WPC согласно изобретению достигает набухания кромки меньше 3,5% в покрытом состоянии.
Настоящая плита из материала на основе древесины обладает множеством преимуществ: сохранение хороших механических свойств, практичность стандартных технологий, например, ламинирование известными прессами для ламинирования и/или лакировка известными линиями лакирования, оптимальная обрабатываемость плит большого размерного формата и очень низкая степень набухания несущей плиты и готового пола.
Настоящая плита из материала на основе древесины, в частности, плиты из древесно-полимерного композитного материала, обеспеченные соответствующими рисунками и слоями износа, могут быть использованы в качестве покрытий для стен, полов или крыш или для мебели. Предпочтительной областью применения является область напольных покрытий и ламинатных полов.
Изобретение объясняется подробно далее со ссылкой на фигуры графических материалов со ссылкой на несколько демонстративных примеров. На фигурах изображено:
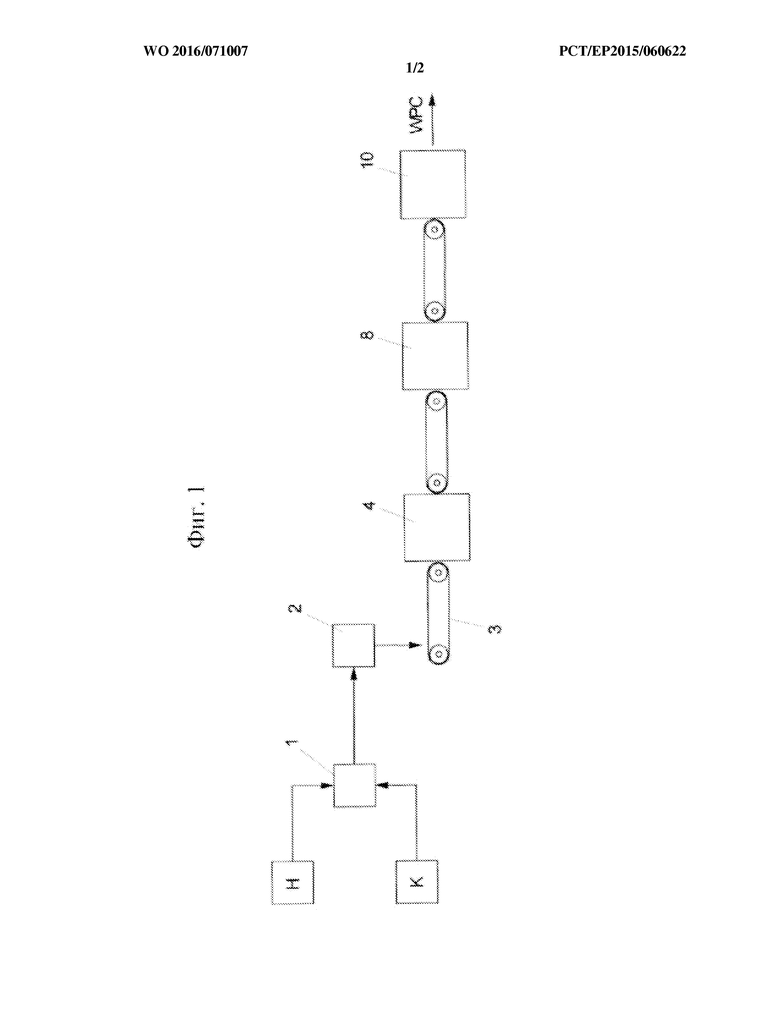
фиг. 1 — принципиальная схема первого варианта осуществления настоящего способа, и
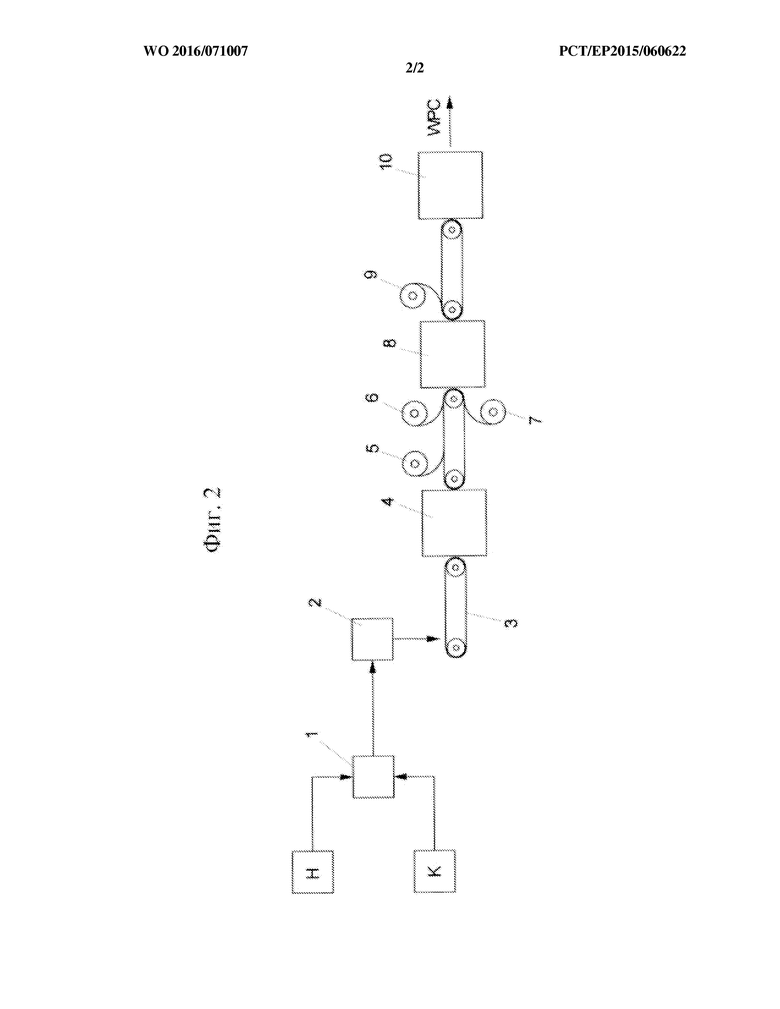
фиг. 2 — принципиальная схема второго варианта осуществления настоящего способа.
Схема технологического процесса, показанная на фиг. 1, содержит устройство 1 для смешивания, в которое подают древесные волокна H и полимер K, например, бикомпонентные волокна, функционализированные малеиновым ангидридом. Устройство 1 для смешивания может быть выполнено, например, в виде продувного трубопровода, в котором вдувание воздуха приводит к интенсивному смешиванию древесных волокон и функционализированных бикомпонентных волокон.
Из устройства 1 для смешивания смесь волокон поступает в устройство 2 для рассеивания, из которого смесь волокон механически выпускается и рассеивается на конвейерную ленту 3 с образованием предварительного ковра. Устройство 2 для рассеивания может быть выполнено, например, в виде головки для рассеивания роликового типа. Под конвейерной лентой могут быть расположены весы, например, в виде ленточных весов, которые постоянно определяют вес предварительного ковра.
Конвейерная лента 3 подает предварительный ковер в печь 4 термообработки, например, в виде конвейерной печи со скоростью продвижения не больше 15 м/мин. В печи термообработки предварительное уплотнение предварительного ковра проходит при температуре не больше 200°C, при этом частичное плавление бикомпонентных волокон обеспечивает связывание бикомпонентных волокон с древесными волокнами. Толщина предварительного ковра, который выходит из печи термообработки, может составлять 20—100 мм.
После выхода из печи 4 термообработки предварительно уплотненный предварительный ковер подается непосредственно в двухленточный пресс 5 со скоростью продвижения не больше 12 м/мин. В двухленточном прессе 5 происходит дальнейшее уплотнение ковра или предварительного ковра под давлением, например, 3 МПа и при температуре, например, 220°C до толщины 2—15 мм.
После частичного плавления бикомпонентных волокон состояние уплотнения плиты, выходящей из двухленточного пресса 8, должно поддерживаться до тех пор, пока бикомпонентные волокна не охладятся до такой степени, что температура станет существенно ниже их температуры размягчения, с целью предотвращения разъединения уплотненной плиты за счет сил возврата в исходное положение бикомпонентных волокон. Для этого уплотненная плита, выходящая из двухленточного пресса 8, подается непосредственно в охлаждающий пресс 10, в котором уплотненная плита охлаждается до температуры 15—40°C. Охлаждающий пресс может охлаждаться, например, посредством водяного охлаждения. Части для нагревания охлаждения могут также быть объединены вместе в двухленточном прессе и соединены друг с другом посредством общей конвейерной ленты.
После выхода из охлаждающего пресса 10 уплотненная (WPC) плита имеет толщину 2—12 мм и кажущуюся плотность, например, 800—1100 кг/м³. WPC-плита, следовательно, может быть при необходимости дополнительно обработана (например, нанесение декоративных слоев) и завершена.
Схема технологического процесса, показанного на фиг. 2, отличается от технологической схемы по фиг. 1 тем, что после выхода из печи 4 термообработки предварительно уплотненный предварительный ковер подается непосредственно в двухленточный пресс 8 со скоростью продвижения не больше 12 м/мин с одновременным нанесением пленки для декоративной отделки на верхнюю сторону предварительного ковра посредством устройства 5 для развертки и бумажной подложки на нижнюю сторону предварительного ковра посредством устройства 7 для разматывания. При необходимости, после нанесения пленки для декоративной отделки с помощью устройства 5 для разматывания прокладочная бумага или прокладочная пленка может быть также нанесена с помощью устройства 6 для разматывания. В двухленточном прессе 8 ковер или предварительный ковер уплотняется далее до толщины 2—15 мм, например, до 4,5 мм под давлением, например, 3 МПа и при температуре, например, 160°C.
Демонстративный пример 1a: Изготовление первой несущей WPC-плиты
Использовали кипоразрыхлители для предоставления древесных волокон (44 вес.%) и смеси бикомпонентных волокон (55 вес.%, полиэтилентерефталат/сополимер полиэтилентерефталата и изофталата) и 1 вес.% LLDPE-волокон, с привитым малеиновым ангидридом, которые подавали в продувной трубопровод в качестве устройства для смешивания с образованием смеси из древесных волокон и полимерных волокон. Смесь из древесных волокон и полимерных волокон промежуточно хранили в подающем механизме.
Следовательно, смесь из древесных волокон и полимерных волокон вдували на первый валик с образованием первого предварительного ковра (образованного воздушным способом ковра), при этом первый предварительный ковер разделяли на волокна и разделенную на волокна смесь вдували снова на дополнительный второй валик с образованием второго предварительного ковра (образованного воздушным способом ковра).
Второй предварительный ковер (базовый вес: 4200 г/м²) размещали на транспортной ленте с шириной 2800 мм. Скорость продвижения транспортной ленты составляла приблизительно 6 м/мин.
Предварительный ковер предварительно уплотнялся в конвейерной печи при температуре не больше 160°C до толщины 35 мм для получения ковра посредством термического связывания. Ковер достигал внутренней температуры приблизительно 130°C.
Ковер (размерный формат: 2650 x 2150 мм, толщина: 35 мм, базовый вес: 3100 г/м²) уплотнялся в двухленточном прессе при температуре приблизительно 220°C и давлении 50 бар до толщины приблизительно 4 мм. Следовательно, ковер, уплотненный до плиты, охлаждался до температуры приблизительно 50°C в постоянно охлаждаемом прессе. Плиты обрезали (размерный формат: 2600 x 2070 мм; толщина приблизительно 4 мм) и полировали.
Демонстративный пример 1b: Изготовление второй несущей WPC-плиты
По аналогии с демонстративным примером 1a ковер (предварительно уплотненный ковер) изготавливали посредством смешивания волокон и образования уплотненного ковра с последующим термическим связыванием с образованием ковра, в котором точка связывания образуется между нагретыми полимером и древесными волокнами.
Соотношение полимерных волокон и древесных волокон составляло 56%:44%. Полимерные волокна представляли собой бикомпонентные волокна, состоящие из PE/PP, с привитым малеиновым ангидридом. Малеиновый ангидрид служил в качестве связующего вещества с гидроксильными группами целлюлозы древесных волокон.
Ковер (размерный формат: 2650 x 2150 мм, толщина: 35 мм, базовый вес: 3100 г/м²) уплотнялся в данном случае в двухленточном прессе при температуре приблизительно 220°C и давлении 50 бар до толщины приблизительно 4 мм. Следовательно, уплотненный ковер охлаждали до температуры приблизительно 50°C в охлажденном непрерывном прессе. Плиты обрезали (размерный формат: 2600 x 2070 мм; толщина приблизительно 4 мм) и полировали.
Демонстративный пример 2: WPC с декоративной пленкой, нанесенной способом ламинирования
Размерные форматы WPC по демонстративному примеру 1a после охлаждения связывали с декоративной полипропиленовой пленкой для напольных применений на верхней стороне и с подложкой на основе склеенной бумаги на обратной стороне. Связывание осуществлялось с помощью полиуретанового термоплавкого клея. Количество наносимого клеящего вещества составляло 100 г/м² на верхней стороне и 50 г/м² на нижней стороне.
Упомянутые выше размерные форматы использовались для изготовления напольных плит, оснащенных соединительными профилями шпунтового и пазового типа на боковых сторонах. Плиты, полученные таким образом, подходят для покрытия пола и укладываются плавающим образом.
Демонстративный пример 3: WPC со слоем декоративной бумаги (пленкой для отделки), нанесенным способом ламинирования и предоставляющим стойкое к истиранию лаковое покрытие
Несущую WPC-плиту, получаемую в демонстративном примере 1b, покрывали в прессе для ламинирования декоративной, пропитанной смолой и поверхностно лакированной бумагой. Подложку (бумагу) наслаивали на нижнюю сторону. Для ламинирования использовали клей PVA, который наносят в жидкой форме на каждую сторону в количестве приблизительно 30 г/м². Скорость продвижения на линии ламинирования составляла приблизительно 20 м/мин. Температура в термомасле составляла приблизительно 200°C.
Декорированную сторону плиты (размерный формат 1300 x 1300 x 4 мм) лакировали посредством нескольких нанесений лака на линии лакирования. Прежде всего наносили базовое УФ-покрытие, наполненное корундом (наносимое количество составляло приблизительно 80 г/м²). Последнее частично загустевало с использованием источника УФ-излучения. Затем наносили эластичный промежуточный лак, EBC-лак (наносимое количество составляло приблизительно 50 г/м²). Последний частично загустевал с использованием источника электронного луча. Далее наносили верхнее EBC-покрытие, предусмотренное с наночастицами для усиления стойкости к микроцарапанию (наносимое количество составляло приблизительно 20 г/м²). Данный лак сначала частично поверхностно отверждался с использованием эксимерного источника (это делалось с целью матирования путем образования микроскладок на поверхности лака) и затем вся структура лака подвергалась окончательному отверждению, а именно полному отверждению с использованием EBC-излучателя.
Пластины большого размерного формата после периода покоя приблизительно в два дня использовали для изготовления плит на линии создания напольного покрытия, их оборудовали соединительными профилями на боковых сторонах, которые подходят для бесклеевого соединения и блокировки таких плит для получения напольного покрытия, уложенного свободным образом.
Демонстративный пример 4: WPC со слоем бумаги (пленкой для отделки), нанесенным способом непосредственного ламинирования на предварительно уплотненный ковер
По аналогии с демонстративным примером 1a предварительные ковры или заготовки волокнистого ковра, состоящие из 54 вес.% полимерных волокон (27 вес.% PE волокон, 25 вес.% PET бикомпонентных волокон и 2 вес.% LLDPE волокон, с привитым малеиновым ангидридом), 44 вес.% древесины и 2 вес.% парафина с базовым весом 3150 г/м², толщиной 35 мм и размерным форматом 1300 x 1400 мм размещали на конвейерную ленту двухленточного пресса. Двухленточный пресс содержал зону нагревания, имеющую длину три метра, и зону охлаждения, имеющую длину шесть метров.
Пленку для декоративной отделки, которая была лакирована на верхней стороне с использованием содержащего корунд, радиационно отверждаемого лака, размещали поверх волокнистого ковра посредством устройства для разматывания. Вес лакированной бумаги составлял приблизительно 200 г/м². Второе устройство для разматывания использовали для нанесения прокладочной бумаги на декоративную пленку. Бумажную подложку (граммовый вес: 80 г/м²) подавали на нижнюю сторону волокнистого ковра посредством устройства для разматывания.
Волокнистый ковер затем подавали в двухленточный пресс и сжимали до толщины 4,5 мм со скоростью продвижения 2 м/мин, давлением 30 бар и температурой верхней и нижней стальной ленты 160°C. Прилагаемую термопару использовали для определения температуры в середине волокнистого ковра. Она составляла в итоге 140°C.
После пресса прокладочную бумагу сматывали. Декоративную бумагу и бумажную подложку прижимали однотипно и без загибов к WPC-(древесно-пластиковой композитной) плите, которую образовывали во время операции сжатия. В испытании решетчатым надрезом можно снимать декоративную бумагу на обратной стороне только со всеми прикрепленными волокнами, что предполагает очень хорошую связь между пленкой и WPC-плитой.
Демонстративный пример 5: ламинат, образованный из WPC
WPC-плиту (5 мм, кажущаяся плотность: 850 кг/м², соотношение полимера и древесных волокон 56%:44%), полученную, например, согласно демонстративным примерам 1a, b, покрывали в прессе с коротким циклом структурой, которую обычно используют для ламинатного пола. Она была следующей:
- верхняя сторона
- верхний слой с пропиткой из меламиновой смолы (наполненный корундом),
- декоративная бумага с пропиткой из меламиновой смолы
- нижняя сторона
- подложка с пропиткой из меламиновой смолы.
Пропитанная бумага была стандартным изделием в отношении нанесения смолы, VC (содержание летучих компонентов) и реакционной способности. Покрытие осуществляли при температуре приблизительно 150°C (температура изделия), давлении 40 бар и продолжительности сжатия 9 секунд. Далее покрытую плиту охлаждали и после определенного времени хранения разделяли на линии создания напольного покрытия для получения плит с бесклеевым соединительным профилем. Плиты снимали с производства и подвергали испытанию на набухание кромок согласно DIN EN 13329. В этом испытании после продолжительности испытания в 24 ч было обнаружено набухание кромок в 2,5%. После повторной сушки при комнатной температуре оно уменьшилось до 0,5%.
Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению плиты из материала на основе древесины. Смесь древесных волокон с содержанием влаги в древесных волокнах в диапазоне от 6% до 15% и пластика в соотношении компонентов в смеси от 70 вес.% древесных волокон/30 вес.% пластика до 40 вес.% древесных волокон/60 вес.% пластика наносят на первую конвейерную ленту с образованием предварительного ковра. Подают предварительный ковер по меньшей мере в одну первую печь термообработки для предварительного уплотнения. Передают предварительно уплотненный предварительный ковер по меньшей мере в один двухленточный пресс для дальнейшего уплотнения с получением плиты из материала на основе древесины. Охлаждают уплотненную плиту из материала на основе древесины по меньшей мере в одном охлаждающем прессе до температуры в диапазоне 10-70°C. Снижается набухание плит. 13 з.п. ф-лы, 2 ил.
1. Способ изготовления плиты из материала на основе древесины, в частности, в виде древесно-пластикового композита, включающий этапы: нанесения смеси древесных волокон с содержанием влаги в древесных волокнах в диапазоне от 6 % до 15 % и пластика в соотношении компонентов в смеси от 70 вес.% древесных волокон/30 вес.% пластика до 40 вес.% древесных волокон/60 вес.% пластика, на первую конвейерную ленту с образованием предварительного ковра, и подачи предварительного ковра по меньшей мере в одну первую печь термообработки для предварительного уплотнения; передачи предварительно уплотненного предварительного ковра по меньшей мере в один двухленточный пресс для дальнейшего уплотнения с получением плиты из материала на основе древесины; и охлаждения уплотненной плиты из материала на основе древесины по меньшей мере в одном охлаждающем прессе до температуры в диапазоне 10-70°C.
2. Способ по п. 1, отличающийся тем, что пластик является термопластичным материалом, в частности, в виде термопластичных гранул или синтетических волокон.
3. Способ по п. 1 или 2, отличающийся тем, что используемый пластик содержит бикомпонентные волокна.
4. Способ по п. 1 или 2, отличающийся тем, что используемый пластик содержит термопластичные материалы, выбранные из группы, включающей полиэтилен (PE), полипропилен (PP), поливинилхлорид (PVC) или сложные полиэфиры, такие как полиэтилентерефталат.
5. Способ по п. 1 или 2, отличающийся тем, что предварительный ковер, изготовленный из древесных частиц и пластика, уплотняют по меньшей мере в одной печи термообработки при температуре 130-200°C, предпочтительно 150-180°C, особенно предпочтительно 160-170°C.
6. Способ по п. 1 или 2, отличающийся тем, что кажущаяся плотность предварительно уплотненного предварительного ковра после выхода из печи термообработки находится в диапазоне 40-200 кг/м3, предпочтительно 60-150 кг/м3, особенно предпочтительно 80-120 кг/м3.
7. Способ по п. 1 или 2, отличающийся тем, что после выхода из печи термообработки предварительно уплотненный предварительный ковер охлаждают и подвергают окончательной обработке.
8. Способ по п. 1 или 2, отличающийся тем, что по меньшей мере в одном двухленточном прессе предварительно уплотненный предварительный ковер уплотняют до толщины в диапазоне 2-20 мм, предпочтительно 4-15 мм, особенно предпочтительно 5-10 мм.
9. Способ по п. 1 или 2, отличающийся тем, что по меньшей мере в одном двухленточном прессе предварительно уплотненный предварительный ковер уплотняют при температуре в диапазоне 150-250°C, предпочтительно 180-230°C, особенно предпочтительно 200-220°C.
10. Способ по п. 1 или 2, отличающийся тем, что по меньшей мере в одном двухленточном прессе предварительно уплотненный предварительный ковер уплотняют при давлении в диапазоне 2-10 МПа, предпочтительно 3-8 МПа, особенно предпочтительно 5-7 МПа.
11. Способ по п. 1 или 2, отличающийся тем, что по меньшей мере в одном охлаждающем прессе уплотненную плиту из материала на основе древесины охлаждают до температуры в диапазоне 20-40°C.
12. Способ по п. 1 или 2, отличающийся тем, что по меньшей мере в одном охлаждающем прессе уплотненную плиту из материала на основе древесины охлаждают при давлении, идентичном давлению в двухленточном прессе.
13. Способ по п. 1 или 2, отличающийся тем, что толщина уплотненных плит из материала на основе древесины после выхода из охлаждающего пресса находится в диапазоне 2-15 мм, предпочтительно 3-12 мм, особенно предпочтительно 5-10 мм.
14. Способ по п. 1 или 2, отличающийся тем, что кажущаяся плотность уплотненных плит из материала на основе древесины находится в диапазоне 500-1500 кг/м3, предпочтительно 650-1300 кг/м3, особенно предпочтительно 800-1100 кг/м3.
| СИГНАЛИЗАТОР ЗАГРУЗКИ ДВИГАТЕЛЯ | 1992 |
|
RU2027979C1 |
| EP 1769894 B1, 16.11.2011 | |||
| US 7651964 B2, 26.01.2010 | |||
| ПЛИТА, СПОСОБЫ ИЗГОТОВЛЕНИЯ ПЛИТ И ПАНЕЛЬ, СОДЕРЖАЩАЯ МАТЕРИАЛ ТАКОЙ ПЛИТЫ | 2008 |
|
RU2471619C2 |
| ПАНЕЛИ НА ОСНОВЕ ДРЕВЕСНЫХ ВОЛОКОН С ИЗНОСОСТОЙКОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2483867C2 |

