Изобретение касается подающего устройства для автоматизированной производственной линии, несущей тележки для деталей для подающего устройства, а также способа эксплуатации подающего устройства согласно независимым пунктам 1, соответственно, 11, соответственно, 15 формулы изобретения.
Подающие устройства и несущие тележки для деталей известны из уровня техники, например, из WO 16/150543 А1 или ЕР 2 560 861 В1.
В частности, при так называемом монтаже необработанных компонентов кузова транспортного средства различные детали кузова соединяются друг с другом на нескольких рабочих станциях с помощью роботов, большей частью, точечной сваркой или другими методами соединения. При этом роботы запрограммированы так, чтобы они наносили свои соединения в точно определенных координатах пространства. Задача подающего устройства, которое на рабочих станциях предоставляет в распоряжение отдельные детали или групп деталей, - это особо точно, зачастую на доли миллиметра точно направить на нужное место детали или группы деталей, так чтобы заданные роботам координаты и положение обрабатываемого изделия из деталей или групп деталей совпадали насколько возможно точно. При этом позиционирование обрабатываемого изделия производят вдоль трех пространственных направлений X, Y, Z, ориентируя несущую тележку для деталей, как составную часть подающего устройства. При этом несущая тележка для деталей заезжает в рабочую станцию и затем должна быть сориентирована вдоль своего направления (Х) движения, перпендикулярно направлению (Y) движения и по вертикали (Z).
Как правило, значительные проблемы возникают, с одной стороны, из-за компактной конструкции для того, чтобы предоставлять насколько возможно много пространства для обрабатывающих автоматов, в частности, промышленных роботов, а, с другой стороны, из-за требуемой точности при позиционировании в отдельных рабочих станциях.
Таким образом, задача изобретения - улучшить известные подающие устройства в отношении их конструктивного пространства и точного позиционирования.
Таким образом, изобретение касается подающего устройства для автоматизированной производственной линии, включающего в себя:
- по меньшей мере, один транспортер вдоль хода производственной линии,
- по меньшей мере, одну несущую тележку для деталей (компонентов) для транспортировки деталей (компонентов) или групп деталей (компонентов), в частности, кузовов, в производственной линии,
- при этом производственная линия включает в себя участки передачи и рабочие станции, и через них проходит транспортер вдоль хода производственной линии.
Изобретение отличается тем,
- что транспортер сформирован как однопутный транспортер, предпочтительно однопутный транспортер, проходящий вдоль центральной продольной оси несущей тележки для деталей, и,
- что транспортер имеет множество роликов, которые являются приводными, по меньшей мере, частично посредством приводов и
- что несущая тележка для деталей включает в себя, по меньшей мере, одну поверхность трения, посредством которой может приводиться несущая тележка для деталей с помощью роликов транспортера, в частности, может динамически двигаться вдоль транспортера.
Благодаря конструкции в виде однопутного транспортера, который проходит предпочтительно вдоль продольной оси несущей тележки для деталей и который своим путевым направлением определяет направление производственной линии, требуется значительно меньше занимаемого пространства для установки транспортера, так что в распоряжении имеется больше конструктивного пространства для рабочих станций, в частности, роботов. Привод несущей тележки для деталей за счет поверхности трения с помощью роликов из транспортера концентрирует, в свою очередь, технологию привода в транспортере и дает возможность предоставить компактную несущую тележку для деталей с улучшенной возможностью доступа для роботов к обрабатываемой детали или группе деталей, в частности кузову.
Предпочтительное усовершенствование соответствующего изобретению подающего устройства отличается тем, что
- на несущей тележке для деталей предусмотрены позиционирующие средства,
- а на транспортере, по меньшей мере, в зоне рабочей станции предусмотрены контрольные (референтные) средства,
- при этом позиционирующие средства на несущей тележке для деталей и контрольные средства транспортера взаимодействуют таким образом, что в рабочем положении, в котором предусмотрена обработка деталей или групп деталей с помощью по меньшей мере одного манипулятора, несущая тележка для деталей однозначно позиционирована относительно рабочей станции в одном, предпочтительно двух, в частности, трех пространственных направлениях.
Точное позиционирование несущей тележки для деталей в рабочей станции позволяет манипуляторам, в частности, промышленным роботам, точно настраиваться на заданные координаты, чтобы выполнять задачи обработки. Позиционирование в по меньшей мере одном, предпочтительно во всех трех пространственных направлениях происходит через взаимодействие позиционирующих и контрольных средств, которые, в частности, являются юстируемыми и после монтажа подающего устройства в месте работы в каждой рабочей станции могут быть выставлены (настроены) на требуемые допуски. При этом особо предпочтительно предусмотрены поверхности позиционирования или блоки позиционирования, которые движутся на одной или двух контактных поверхностях к контрольным роликам и прилегают к ним, если достигнуто точное положение. Здесь также допустимы и другие виды механических упоров.
Сверх этого, в одном усовершенствовании подающего устройства есть то, что предусмотрены направляющие модули, при этом ролики подающего устройства, по меньшей мере, частично являются составными частями отдельных направляющих модулей, и ролики направляющего модуля включают в себя подпружиненные или неподпружиненные, соответственно, жесткие подвесы, при этом направляющие модули размещены предпочтительно в зоне рабочей станции.
Приводная за счет поверхности трения несущая тележка для деталей взаимодействует с приводными роликами, чтобы перемещаться вдоль транспортера через рабочие станции и между рабочими станциями. При этом приводные ролики частично принимаются в направляющих модулях, причем направляющие модули, которые перемещают несущую тележку для деталей вдоль транспортера, и направляют по ним дальше, по меньшей мере, вдоль транспортера (Х-ось). Эти направляющие модули оснащены, по меньшей мере, частично пружинами для подвешивания роликов, так что, с одной стороны, возможно изменение плоскости движения, образованной направлением (Х-ось) движения и находящейся к нему под прямым углом, лежащей в горизонтали перпендикулярной оси (Y-ось), и, с другой стороны, может настраиваться предварительное натяжение, соответственно, прижимание приводных роликов к поверхности трения, сила действия которого превышает силу тяжести несущей тележки для деталей с размещенными на ней деталями или группами деталей.
Далее, в одной предпочтительной форме исполнения подающего устройства предусмотрено, что позиционирование вдоль хода транспортера (Х-направление) осуществляется с помощью, по меньшей мере, одного установщика, при этом установщик, предпочтительно выступая из транспортера, входит с геометрическим замыканием в прием на несущей тележке для деталей.
Такого рода установщики могут захватывать (улавливать) несущую тележку для деталей и приводить в необходимое положение с помощью соответствующего конического формирования вершины. Они должны быстро срабатывать и, при необходимости, могут во введенном состоянии воспринимать большие усилия.
Кроме этого, предпочтительно предусмотрено, чтобы позиционирование вертикально ходу транспортера (Z-направление) происходило с помощью по меньшей мере двух позиционирующих средств, в частности, Z-пакетов на несущей тележке для деталей во взаимодействии с по меньшей мере двумя контрольными средствами, в частности, двумя Z-упорами или Z-роликами.
Z-позиционирование, т.е. позиционирование в вертикальном направлении (Z-ось), предполагается за счет поверхностей позиционирования/пакетов позиционирования на несущей тележке для деталей или рабочей станции, которые взаимодействуют с контрольными средствами на соответственно другом компоненте путем механического прилегания.
При этом предпочтительно позиционирующие средства указывающей вверх поверхностью взаимодействуют с указывающей вниз поверхностью или роликом контрольных средств. Это вхождение (утапливание) в конечном положении путем взаимодействия противоположной, вытесняющей вниз пары поверхностей или позиционирующей поверхности с вытесняющим вниз роликом позволяет, в частности, против направления действия пружинно подвешенных приводных роликов, точное позиционирование по вертикальной оси (Z-направление). Это позиционирование, по сравнению с налагаемым позиционированием, является особо предпочтительным, поскольку подъемные моменты, например, от манипуляторов, могут быть скомпенсированы без угрозы для точной позиции. Несущая тележка для деталей удерживается с зажимом в Z-направлении.
Сверх этого, предпочтительно предусмотрено, что позиционирование поперек хода транспортера (Y-направление) осуществляется с помощью по меньшей мере двух установщиков, при этом установщики расположены на расстоянии друг от друга и предпочтительно, выступая из транспортера, входят с геометрическим замыканием в прием на несущей тележке для деталей.
Преимущества установщиков описаны выше. С помощью двух точек с установщиками ориентация несущей тележки для деталей в Х-направлении и Y-направлении может быть однозначно осуществлено. Они могут одновременно или следуя друг за другом воздействовать на несущую тележку для деталей.
Сверх этого, предпочтительно предусмотрено, чтобы позиционирование поперек хода транспортера (Y-направление) происходило с помощью по меньшей мере двух позиционирующих средств, в частности Y-пакетов на несущей тележке для деталей во взаимодействии с по меньшей мере двумя контрольными средствами, в частности, двумя Y-упорами или Y-роликами.
Соответственно Z-позиционированию также и Y-позиционирование может осуществляться с помощью соответствующих пакетов позиционирования, которые вдвигаются к поверхностям роликов или в роликовые пары и, таким образом, обеспечивают точную позицию в пространстве вдоль Y-оси.
Следующая форма исполнения соответствующего изобретению подающего устройства предусматривает, что позиционирование несущей тележки для деталей относительно рабочей станции вдоль одной, предпочтительно, двух, в частности, трех пространственных направлений выполнено с геометрическим замыканием, так что, в частности, предотвращается подъем несущей тележки для деталей от транспортера.
С помощью образующих в целом геометрическое замыкание позиционирующих средств достигается то, что несущая тележка для деталей неподвижно удерживается в рабочей станции и выдерживает, в частности, воздействующие силы от манипуляторов, например, промышленных роботов. Вследствие этого, еще больше улучшается точность при обработке и достигается уменьшенная доля нарушений, соответственно, ошибок.
Также, в частности, предусмотрено, что для фиксации несущей тележки для деталей в рабочей станции в Z-направлении взаимодействуют, по меньшей мере, три и предпочтительно 4 позиционирующих и контрольных средства.
Также, в частности, предусмотрено, что для фиксации несущей тележки для деталей в рабочей станции в Y-направлении взаимодействуют, по меньшей мере, три и предпочтительно 4 позиционирующих и контрольных средства.
Сверх того, в изобретении предусмотрено, что на транспортере, проходя в продольном направлении, образован по меньшей мере, один профиль, предпочтительно два или более профилей, причем по меньшей мере один ролик, предпочтительно роликовая система на несущей тележке для деталей входит с геометрическим замыканием в указанный профиль так, что предотвращается подъем несущей тележки для деталей от транспортера и/или боковое смещение несущей тележки для деталей относительно транспортера.
Профиль, например, штампованный профиль или С-образный рельс, который обхватывается роликами или в который входит ролик, представляет собой геометрическое замыкание для перемещения несущей тележки для деталей, так что предотвращается опрокидывание или подъем несущей тележки для деталей.
В частности, в случае пружинно нагруженного ролика, который надавливает на несущую тележку для деталей на ее поверхности трения, может быть предоставлена особенно стабильная, защищенная от подъема и опрокидывания направляющая за счет геометрически замкнутого приема по меньшей мере одного ролика в С-образном рельсе, причем указанный ролик прилегает к боковой поверхности С-образного рельса и при движении обкатывается по ней.
В одном предпочтительном исполнении однопутный транспортер проходит под несущей тележкой для деталей, в частности, центрально под несущей тележкой для деталей. Но также допустимы исполнения, у которых целесообразно боковое смещение. В частности, удерживаемые доступными для манипуляторов места определяют расположение компонентов подающего устройства.
Также предусмотрено оснащать участок передачи и/или рабочую станцию транспортера множеством прижимов, при этом каждый прижим включает в себя прижимной ролик и роликовый носитель, при этом прижимной ролик размещен с помощью роликового носителя на профиле транспортера, и при этом прижимные ролики ориентированы на ролики транспортера таким образом, чтобы направляемая вдоль транспортера несущая тележка для деталей постоянно была направляемой между несколькими прижимными роликами и несколькими роликами, при этом, в частности, предусмотрено, чтобы соответственно два прижима были размещены на профиле транспортера противоположно. Таким образом, с малыми затратами возможно, даже в случае привода несущей тележки для деталей неподпружиненными, соответственно, жестко установленными роликами, создать достаточное фрикционное замыкание между несущей тележкой для деталей и соответственно приводящими роликами, так что с помощью приводных роликов несущая тележка для деталей может надежно ускоряться и тормозиться и дополнительно защищена от бокового опрокидывания.
Также предусмотрено оснащать прижим пружиной, при этом прижимной ролик посредством пружины может давить на поверхность несущей тележки для деталей, едущей вдоль транспортера, таким образом, что несущая тележка для деталей прижимается к роликам, на которые налегает несущая тележка для деталей, причем, в частности, предусмотрено, что прижим включает в себя рычаг, и прижимной ролик с помощью рычага шарнирно соединен с профилем транспортера с возможностью поворота вокруг проходящей горизонтально в Y-направлении (Y) оси поворота, и пружина соединяет рычаг с профилем таким образом, что она создает вращающий момент вокруг оси поворота, и причем также, в частности, предусмотрено, что два размещенных противоположно прижима в области их оси поворота соединены с помощью соединяющего средства, при этом оба рычага соединены с соединяющим средством, в частности, таким образом, что они независимо друг от друга могут поворачиваться вокруг своих осей поворота. Использованием пружины на каждом прижиме могут быть выравнены допуски и демпфированы вибрации, так что возможно плавное движение несущей тележки для деталей. Благодаря использованию рычагов в качестве роликовых носителей также могут быть созданы достаточные силы с помощью более слабых пружин, так что могут найти применение экономичные пружины, а также упрощена замена пружин. Благодаря соединению противолежащих прижимов с минимальным использованием материала достигается более стойкая, в частности, против сил скручивания конструктивная форма.
Далее предусмотрено, чтобы подающее устройство включало в себя устанавливающее устройство, при этом устанавливающее устройство включает в себя выполненный, в частности, в виде/по типу «меча» установщик и гнездо (приемное гнездо) для приема установщика, при этом гнездо является перемещаемым поперек направления (Х-направление) запирания, в частности, в Z-направлении (Z), из положения разблокировки в положение запирания, в котором установщик принят гнездом, при этом, в частности, предусмотрено, чтобы гнездо включало в себя два противоположно расположенных тела качения, при этом, в частности, предусмотрено, чтобы оси вращения тел качения были расположены поперек направления (Х) перемещения таким образом, чтобы установщик с малым трением принимался гнездом, когда он движется в положение запирания, при этом, в частности, предусмотрено, чтобы установщик мог монтироваться на несущей тележке для деталей, которая может перемещаться на транспортере. Такого рода устанавливающее устройство просто интегрируется в профиль транспортера. Далее такого рода устанавливающее устройство может эксплуатироваться с незначительными приводными силами, поскольку силы трения снижены с помощью тел качения.
Наконец, в случае подающего устройства предусмотрено его оснащение по меньшей мере одним стыковочным устройством, при этом стыковочное устройство включает в себя по меньшей мере один размещенный в одной из рабочих станций подающего устройства стыковочный элемент и один монтируемый на несущей тележке для деталей стыковочный контр-элемент, причем стыковочный элемент может перемещаться, в частности, вместе с гнездом устанавливающего устройства таким образом, что стыковочный элемент может соединяться со стыковочным контр-элементом несущей тележки для деталей, находящейся в рабочем положении в рабочей станции, причем стыковочное устройство включает в себя, в частности, стыковочное устройство с рабочей средой, с помощью которого несущая тележка для деталей может снабжаться предпочтительно сжатым воздухом и/или электричеством. Таким образом, с минимальными затратами на несущей тележке для деталей могут быть реализованы, в частности, в каждой рабочей станции дополнительные функции, для которых несущей тележке для деталей требуются активные компоненты.
В соответствии с изобретением также предусмотрена несущая тележка для деталей для выше описанного подающего устройства. Эта несущая тележка для деталей включает в себя:
- несущую структуру и приемные средства для деталей или групп деталей,
- при этом несущая структура включает в себя, по меньшей мере, один продольный несущий элемент и, по меньшей мере, два поперечных несущих элемента, выступающих сбоку, предпочтительно симметрично, по типу лотарингского креста, за упомянутый продольный несущий элемент,
- при этом приемные средства принимают детали или группы деталей, в частности, кузов транспортного средства, с однозначным позиционированием относительно несущей структуры.
Несущая тележка для деталей согласно изобретению характеризуется тем, что
- несущая структура включает в себя крепежную решетку (растр), в которой расположены и закреплены в выбираемой позиции (предпочтительно в Х-направлении) поперечные несущие элементы,
и/или
- поперечные несущие элементы включают в себя крепежную решетку, в которой расположены и закреплены приемные средства в по меньшей мере одном пространственном направлении (предпочтительно в Y-направлении), в частности, в двух пространственных направлениях (Y- и Z-направлении) в выбираемой позиции.
Поскольку устанавливаемые детали или группы деталей, в частности, формы кузова могут меняться из-за модельных рядов или обновления модели, то экономически выгодной является гибкая приспосабливаемость несущей тележки для деталей к принимаемым деталями или группам деталей является экономичной. При этом особо предпочтительным является то, что как Х-направление, так и другие пространственные направления позволяют гибкое размещение компонентов несущей тележки для деталей. Растр (решетка) крепежных возможностей дает системе несущей тележки для деталей высокую гибкость, а пользователю - техническое преимущество благодаря уменьшенным затратам на переоборудование, которые, в противном случае, при известных обстоятельствах, должны были бы быть реализованы в полностью заново сооруженной несущей тележке для деталей.
Одна предпочтительная форма исполнения предусматривает, чтобы крепежная решетка на несущей структуре была сформирована, по меньшей мере, на 60%, предпочтительно, по меньшей мере, 80% длины несущей структуры.
На этой длине может быть предоставлено почти полное покрытие необходимых расположений для принимаемых деталей или групп деталей, в частности, кузовов.
Одна особенная форма исполнения несущей тележки для деталей предусматривает, что на по меньшей мере одном поперечном несущем элементе размещено как по меньшей мере одно приемное средство для деталей или групп деталей, так и по меньшей мере одно позиционирующее средство для ориентации несущей тележки для деталей относительно рабочей станции.
Комбинированное расположение позиционирующих средств для несущей тележки для деталей и приемных средств для принимаемых деталей или групп деталей сокращает число поперечных несущих элементов и освобождает, тем самым, больше пространства для применения манипуляторов, в частности, промышленных роботов. В частности, кроме этого, благодаря описанному выше зажимному, геометрически замкнутому позиционированию достигается более точное, более жесткое в пространстве расположение деталей, соответственно, групп деталей.
В одном другом предпочтительном исполнении предусмотрено, что
- продольный несущий элемент в поперечном сечении образован в виде перевернутой Т, в частности, из полого профиля и предпочтительно размещенного под ним плоского профиля,
- при этом плоский профиль предпочтительно с обеих сторон и, в частности, симметрично выступает за полый профиль, и
- при этом противоположная полому профилю сторона плоского профиля образует поверхность трения, соответственно, приводную поверхность, которая может приводиться в движение роликами подающего устройства.
Привод от поверхности трения дает доступ к высокой динамике при ускорении и торможении несущей тележки для деталей. Сверх этого, благодаря поверхности трения почти все приводные средства могут быть переставлены на транспортер. Конструктивное пространство, например, для ходовых роликов в области наложения несущей тележки для деталей, не требуется и имеется в распоряжении для присоединения поперечных несущих элементов или тому подобного. Таким образом, несущая тележка для деталей становится более компактной и освобождает больше пространства для использования манипуляторов, в частности, промышленных роботов.
Далее, изобретение предлагает способ для эксплуатации описанного выше подающего устройства, при этом
- несущая тележка для деталей на транспортере въезжает в рабочую станцию до подлежащего достижению рабочего положения и при этом
- осуществляется введение (утапливание) из горизонтальной плоскости транспортировки, в которой происходит транспортировка между по меньшей мере двумя рабочими станциями, в лежащую под плоскостью транспортировки плоскость позиционирования, в которой происходит обработка деталей или групп деталей, в частности, кузова, на несущей тележке для деталей.
Соответствующее изобретению введение (утапливание) в Z-позиционирование с помощью смены плоскости транспортировки на лежащую под ней плоскость позиционирования позволяет геометрически замыкаемое зажатие позиционирующих средств с пружинно нагруженными приводными роликами в направляющих модулях, вследствие чего предотвращается подъем и становится возможным особо точное Z-позиционирование.
Одно предпочтительное исполнение способа отличается тем, что динамика движения осуществляет смену между двумя позиционированными состояниями в рабочих станциях менее 12 с, предпочтительно от 5 с до 10 с, в частности, в течение 6 с.
Въезд в плоскость позиционирования, также как и Y-позиционирование, происходит во время движения и не требует никакого дополнительного промежутка времени. Ввод установщика для Х-позиционирования требует приблизительно от 0,5с до 1с и должна происходить при стоящей несущей тележке для деталей. Благодаря позиционированию в одной, предпочтительно в двух пространственных осях во время динамики движения (торможение) достигается преимущество во времени по сравнению с позиционированием, которое происходит внутри рабочей станции только после произведенного въезда. Укороченное тактовое время оставляет больше времени для обработки манипуляторами, в частности, промышленными роботами.
В смысле изобретения под однопутным транспортером понимается транспортер, который в продольной протяженности включает в себя только профиль, который образован размещенными в ряд друг за другом участками профиля. Однопутный транспортер включает в себя множество установленных на профиле роликов, по которым катится упомянутая по меньшей мере одна несущая тележка для деталей. При этом также может быть предусмотрено, чтобы два или более роликов были расположены рядом друг с другом. Благодаря параллельному расположению роликов поверхность контакта с несущей тележкой для деталей расширяется простым образом.
Подробнее изобретение разъясняется с помощью последующего примера исполнения. Однако, изобретение не ограничено представленной формой исполнения.
Показано:
Фиг.1 первый вариант исполнения соответствующего изобретению подающего устройства;
Фиг.2 схематичный частичный разрез показанного на фиг.1 соответствующего изобретению подающего устройства вдоль Y-Z-плоскости;
Фиг.3а/b схематичное изображение в разрезе а) плоскости позиционирования и b) плоскости транспортировки;
Фиг.4 изображение в перспективе показанной на фиг.1 несущей тележки для деталей;
Фиг.5 изображение в перспективе фрагмента транспортера второго варианта исполнения соответствующего изобретению подающего устройства и
Фиг.6 изображение в перспективе фрагмента транспортера третьего варианта исполнения соответствующего изобретению подающего устройства.
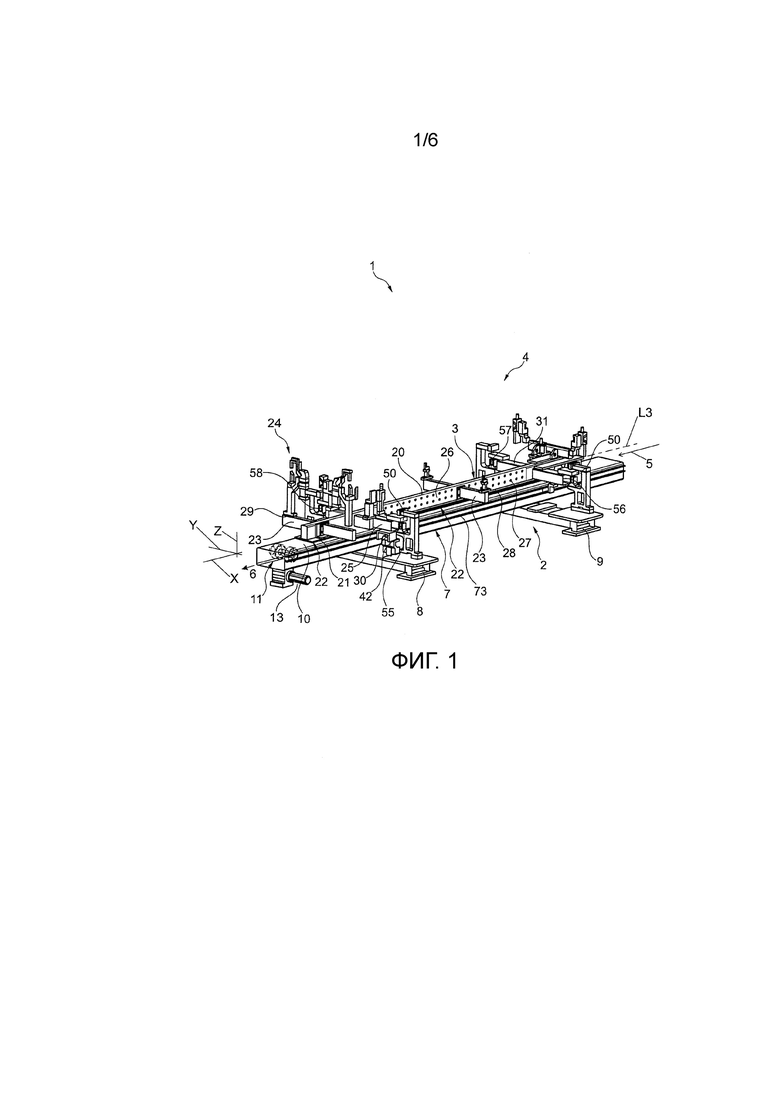
Фиг.1 показывает в деталях первый вариант исполнения соответствующего изобретению подающего устройства 1, включающего в себя транспортер 2, а также несущую тележку 3 для деталей с центральной продольной остью L3. Представленное как пример подающее устройство 1 представляет собой в данном случае область рабочей станции 4 по ходу производственной линии. Несущие тележки 3 для деталей вводятся из направления 5 хода в область рабочей станции 4 и покидают ее опять-таки в направлении дальнейшего хода 6 производственной линии.
Транспортер 2 в данном случае сформирован как однопутный транспортер (англ. Monorail). Он включает в себя размещенный на опорах 8, 9 профиль 10, в котором размещены на расстоянии друг от друга ролики, соответственно, роликовые пары 11, принятые по меньшей мере частично в направляющих модулях 12 с подпружиненным подвесом роликовые пары 11. Ролики, соответственно, роликовые пары 11 приводятся во вращение от привода 13 для того, чтобы динамически перемещать несущую тележку 3 для деталей вдоль транспортера 2. Профиль 10 включает в себя, в зависимости от длины и хода транспортера 2, множество размещенных в ряд друг за другом участков профиля.
В свою очередь, несущая тележка 3 для деталей включает в себя центрально расположенный полый профиль 20, который на своей нижней стороне присоединен к плоскому профилю 21. Плоский профиль 21 образует на своей нижней стороне поверхность 22 трения, которая во взаимодействии с роликами, соответственно, роликовыми парами 11 и приводом 13 делает возможным динамическое движение несущей тележки 3 для деталей. Соответствующие направляющие модули 12 (смотри фиг.3а) с пружинно подвешенными приводными роликами, соответственно, роликовыми парами 11 размещены на регулярных расстояниях друг от друга вдоль транспортера 2 для того, чтобы постоянно обеспечивать возможность привода несущей тележки 3 для деталей.
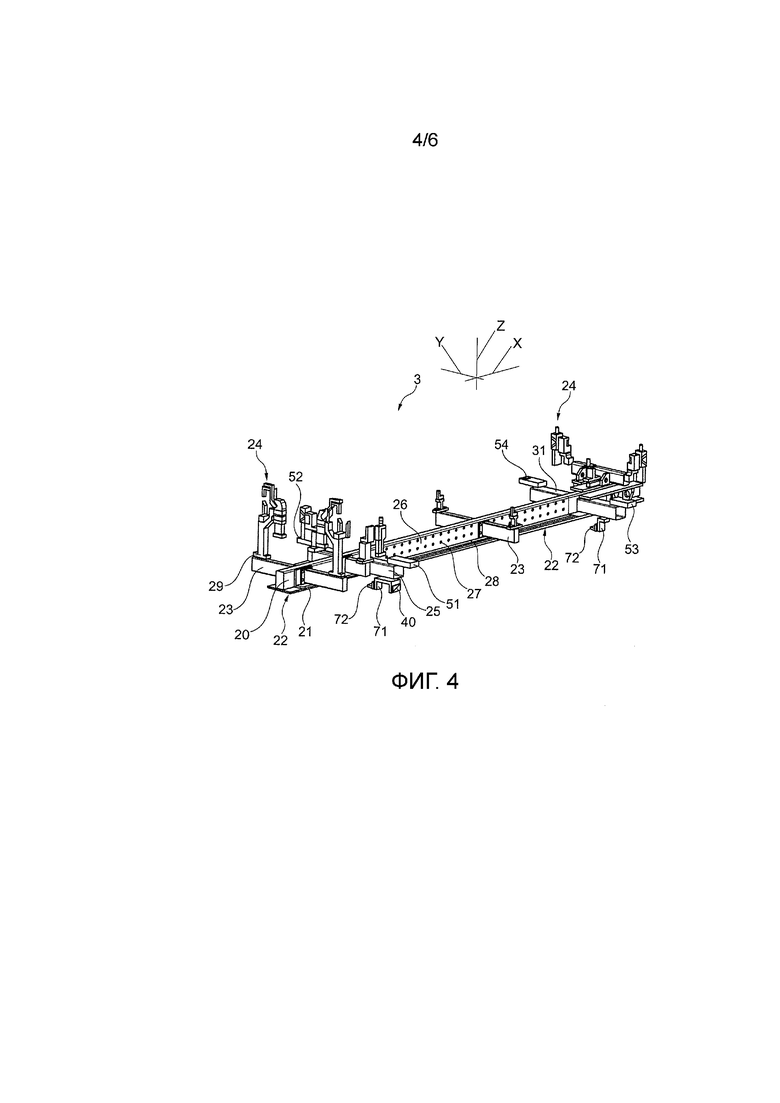
Далее, несущая тележка 3 для деталей включает в себя поперечные несущие элементы 23, 25 которые, в свою очередь, несут приемные средства 24 для деталей или групп деталей, в частности, для не изображенного кузова транспортного средства. Часть поперечных несущих элементов, а именно поперечные несущие элементы 25, включают в себя, наряду с приемными средствами 24, также позиционирующие средства 30, которые в данном случае предусмотрены для позиционирования вдоль Y-оси на переднем, левостороннем в направлении движения участке несущей тележки 3 для деталей.
Вдоль плоского профиля 21 предусмотрена крепежная решетка (растр) 26, выполненная в данном случае из регулярных резьбовых отверстий 27 для закрепления поперечных несущих элементов 23. Либо непосредственно в плоском профиле 21, либо через соответствующие дополнительные детали, такие как, например, уголковые элементы, на плоском профиле 21 может быть предусмотрена следующая крепежная решетка 28 также с резьбовыми отверстиями. Таким образом, поперечные несущие элементы 23 могут быть гибко размещены и приспособлены под принимаемые детали, соответственно, группы деталей. Также поперечные несущие элементы 23 включают в себя соответствующие приемы 29, например, в форме зажимных профилей, для гибкого позиционирования и фиксации приемных средств 24.
При въезде несущей тележки 3 для деталей в область рабочих станций 4 из хода 5 производственной линии, она достигает изображенного на фиг.1 рабочего положения. При этом позиционирующие средства находятся в зацеплении с соответствующими контрольными средствами, что в дальнейшем будет описано подробнее.
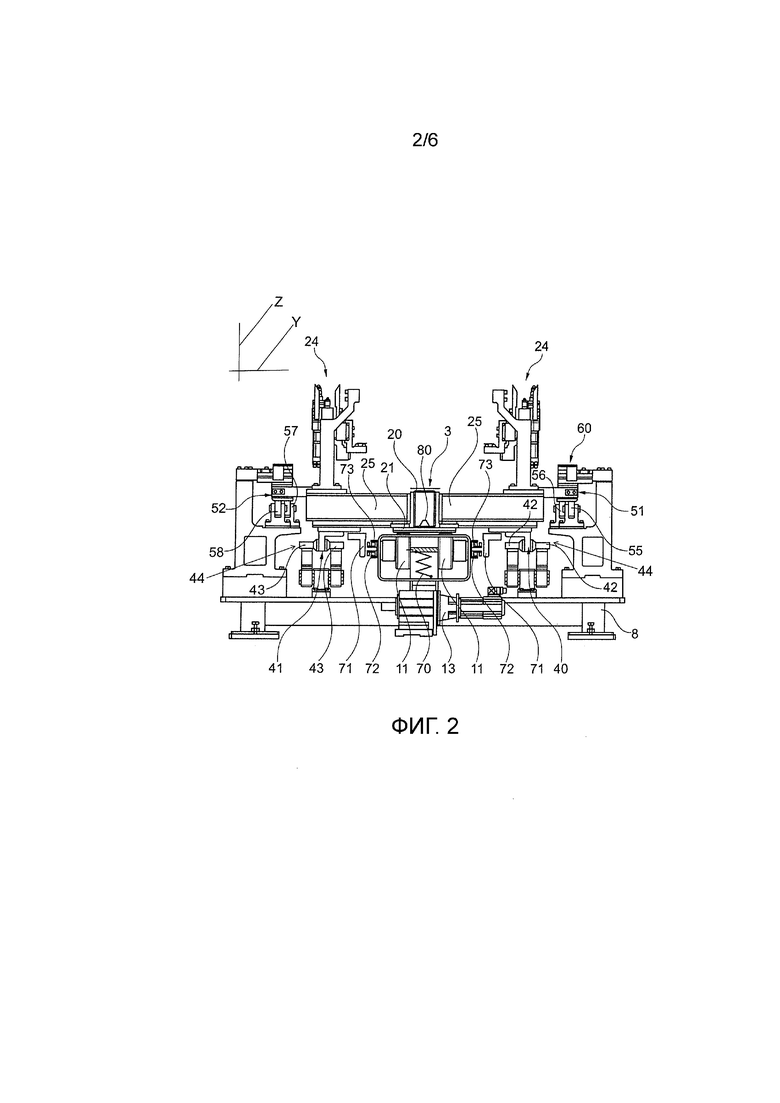
Для позиционирования горизонтально поперечно направлению хода 5, 6 производственной линии, тем самым, для позиционирования вдоль Y-оси, на переднем, левостороннем в направлении движения поперечном несущем элементе 25 предусмотрены позиционирующие средства 30. На заднем, правостороннем в направлении движения поперечном несущем элементе 31 предусмотрены соответствующие Y-позиционирующие средства, которые в данном случае перекрыты изображением. Y-позиционирующие средства образованы так называемыми Y-пакетами 40, 41 (смотри, в частности, фиг.2 и 4), которые вдвигаются в Y-контрольные ролики 42, 43 с расположенной вертикально в пространстве осью вращения и там точно, в Y-направлении, принимаются с геометрическим замыканием. С помощью этих двух контрольных роликовых пар 42, а именно - Y-контрольных роликов 42 (спереди слева), а также Y-контрольных роликов 43 (сзади справа) определено Y-положение несущей тележки 3 для деталей. Y-контрольные ролики 42 и ролики 43 образуют соответственно Y-контрольное средство 44.
Согласно одному варианту исполнения, альтернативно описанному диагональному расположению контрольных роликовых пар предусмотрено также находящееся со смещением друг за другом расположение на левой или правой стороне профиля 10.
Соответствующим образом, Z-позиционирующие средства, определяющие позицию по вертикальной оси, вдвигаются в соответствующие контрольные средства. Z-позиционирующие средства 50 в форме Z-пакетов 51-54 (смотри, в частности, фиг.4) расположены в области четырех углов несущей тележки 3 для деталей на поперечных несущих элементах 25 с позиционирующими средствами. Z-пакеты 51-54 въезжают в соответствующие Z-ролики 55-58 (смотри, в частности, фиг.1) и также удерживаются в Z-направлении с геометрическим замыканием за счет Z-контрольных средств 60 (смотри, в частности, фиг.2), образованных из соответствующих Z-роликов.
Взаимодействие позиционирующих средств с контрольными средствами более подробно объясняется на фиг.2. При этом следует различать, что Z-позиционирующие пакеты 51-54 имеют соответственно на одной стороне смещение относительно друг друга в Y-направлении, так что возможен проход соответствующих Z-контрольных средств при прохождении несущей тележки 3 для деталей через область рабочей станции 4.
Ролики, соответственно, роликовая пара 11 приводятся приводом 13 и пружинно установлены посредством пружины 70 (примерно представлено). Несущая тележка 3 для деталей налегает плоским профилем 21 на ходовую поверхность роликов, соответственно, роликовых пар 11 и ими динамически перемещается. На несущей тележке 3 для деталей посредством угловых профилей 71 установлены ролики 72, которые входят в С-образные рельсы 73 на стороне транспортера 2. Благодаря двухстороннему вхождению получается геометрическое замыкание в Y- и Z-направлении, которое препятствует, в частности, опрокидыванию несущей тележки 3 для деталей, в также подъему от транспортера 2.
Позиционирование в Х-направлении происходит посредством установщика 80, который может выдвигаться из транспортера 2 и входит в соответствующее отверстие на нижней стороне несущей тележки 3 для деталей. Конически сформированная вершина установщика 80 позволяет при этом определенную самоцентровку для позиционирования в Х-направлении.
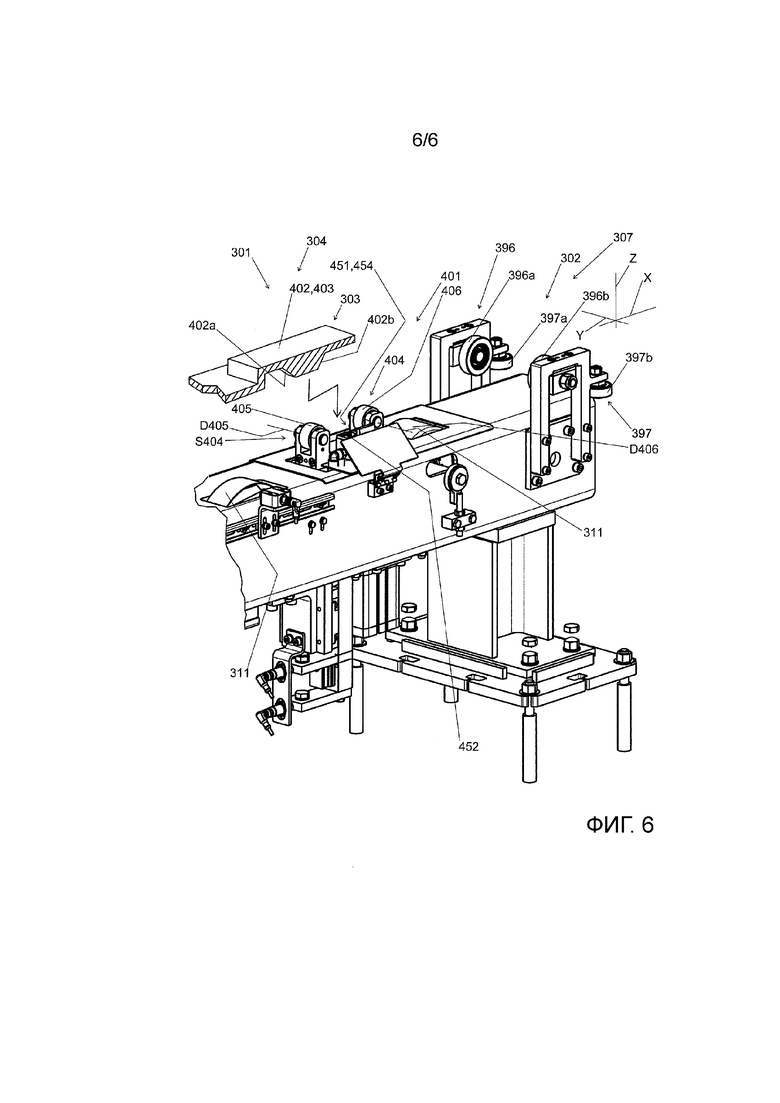
Вместо защиты от подъема и опрокидывания посредством входящих роликов 72 в С-профиль 73 также имеется возможность (в данном случае не изображено) несколькими роликами охватывать планку или иначе сформированный профиль таким образом, чтобы было возможным только движение в Х-направлении. В качестве примера это показано на транспортере 302, изображенном на фиг.6, с помощью двух противолежащих Z-фиксирующих роликов 396а, 396b и двух противолежащих Y-фиксирующих роликов 397а, 397b. С помощью этих, образующих соответствующую роликовую пару 396, 297 фиксирующих роликов показанная только схематично несущая тележка 303 для деталей защищается при останове и в движении от подъема от транспортера 302 и от бокового опрокидывания относительно транспортера 302. Разумеется, в продольной протяженности (Х-направление) транспортера 302 расположены следующие подобные роликовые пары, так что несущая тележка 303 для деталей на всем своем пути движения защищена. Не зависимо от этой защиты от подъема и опрокидывания, в каждой рабочей станции 304 происходит позиционирование несущей тележки 303 для деталей с помощью не видимых на фиг.6 Z-контрольных средств и Y-контрольных средств, которые взаимодействуют с Z-позиционирующими средствами и Y-позиционирующими средствами несущей тележки 303 для деталей. Это приведено в сравнении с фиг.1-4. В рабочей станции 304 несущая тележка 303 для деталей позиционирована таким образом, чтобы она была на расстоянии от Z-защищающих роликов 396а, 396b и от Y-защищающих роликов 397а, 397b. Контакт с Z-защищающими роликами 396а, 396b и с Y-защищающими роликами 397а, 397b возможен только, если несущая тележка 303 для деталей находится в плоскости транспортировки, а не в плоскости позиционирования.
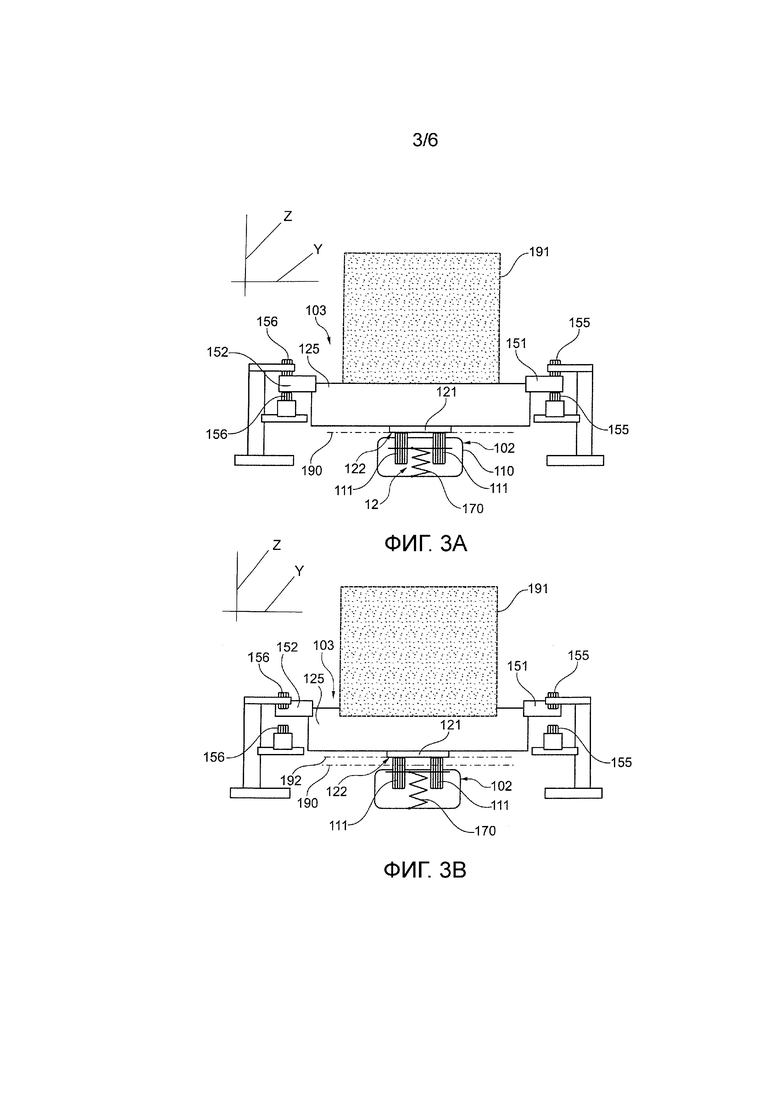
Фиг.3а, а также 3b схематично показывают смену позиционированного состояния соответствующего изобретению подающего устройства 1 на состояние транспортировки. При этом используются ссылочные позиции аналогично использованным на фиг.1, 2 и 4 ссылочным позициям, но с увеличением соответственно на 100.
Несущая тележка 103 для деталей позиционирована на фиг.3а в области рабочей станции. Приводные ролики 111 в профиле 110 транспортера 102 прижаты к пружинам 170 с помощью несущей тележки 103 для деталей, в частности, плоского профиля 121, таким образом, чтобы поверхность 122 трения была расположена на плоскости 190 позиционирования. Это прижатие достигается с помощью въезда расположенных на поперечных несущих элементах 125 Z-позиционирующих пакетов 151, 152 в Z-контрольный ролик 155, 156, которые в данном случае образованы с помощью размещенного на нижней стороне и верхней стороне ролика. Таким образом однозначно определена Z-позиция, так что может происходить обработка группы 191 деталей, в частности, кузова (показан схематично), с помощью промышленных роботов.
Фиг.3b показывает соответственно состояние транспортировки, при котором Z-позиционирующие пакеты 151, 152 пока еще не заехали в Z-контрольные ролики 155, 156. Пара 111 приводных роликов расположена с помощью пружин 170 в выступающем дальше наверх положении, так что нижняя сторона поверхности 122 трения направляется в плоскости 192 транспортировки выше плоскости 190 позиционирования.
Для позиционирования несущей тележки для деталей в области рабочей станции в Z-направлении, она утапливается, таким образом, от лежащей выше плоскости 192 транспортировки в лежащую под ней плоскость 190 позиционирования.
Фиг.4 еще раз изображает соответствующую изобретению, показанную на фиг.1 несущую тележку 3 для деталей. Дается ссылка на описание фиг.1, соответствующие элементы имеют одинаковые ссылочные позиции.
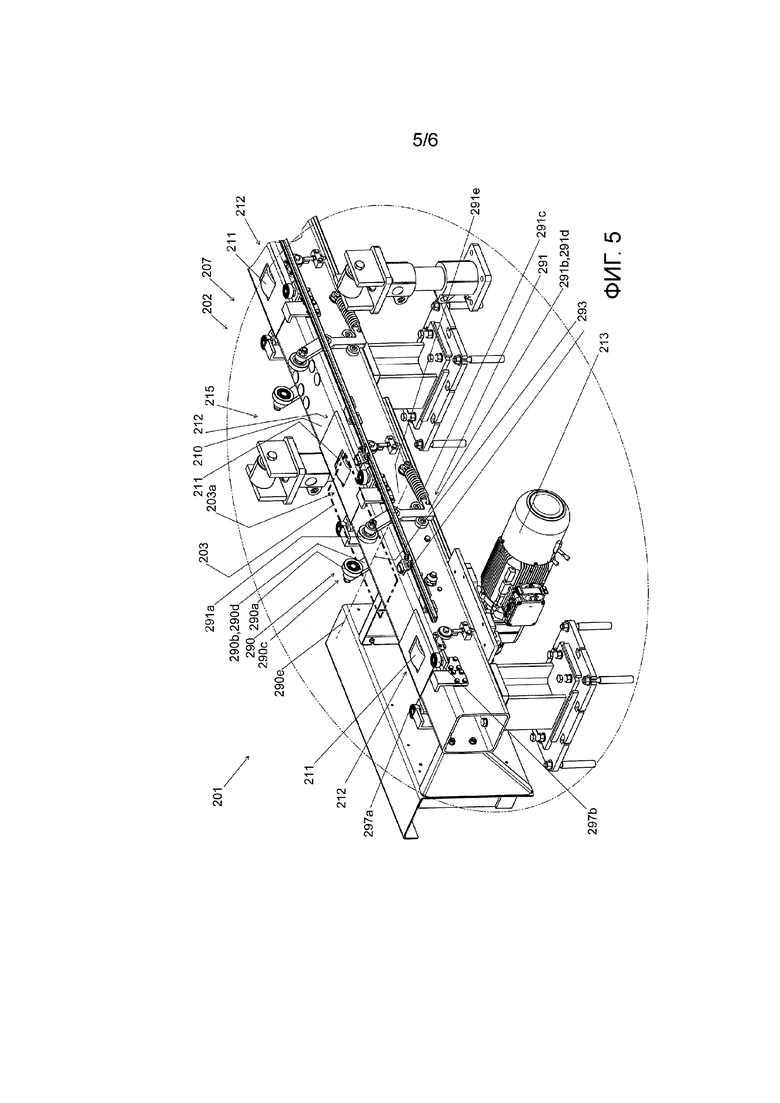
На фиг.5 показан фрагмент транспортера 202, сформированного как однопутный транспортер 207 (англ. Monorail), второго варианта исполнения подающего устройства 201 на изображении в перспективе. Транспортер 202 показан в области участка 215 передачи и включает в себя множество прижимов 290, 291, из которых только два описаны в качестве примера и обозначены. Участок 215 передачи сформирован между рабочими станциями и применяется в сравнимой конструкции, в частности, как станция транспортировки или пустая станция или обходная станция. Каждый прижим 290, 291 включает в себя прижимной ролик 290а, 291а и роликовый носитель 290b, 291b, при этом прижимной ролик 290а, 291а размещен с помощью роликового носителя 290b, 291b на проходящем вдоль хода транспортера 202 профиле 210, и при этом прижимные ролики 290а, 291а ориентированы на ролики 211 транспортера 202 таким образом, что идущая вдоль транспортера 202, схематично обозначенная несущая тележка 203 для деталей постоянно направляется между несколькими прижимными роликами 290а, 291а и несколькими роликами 211. При этом по два прижима 290, 291 размещены противоположно на профиле 210 транспортера 201. Ролики 211 участка передачи, в противоположность роликам 211 рабочих станций, показанных на предыдущих фигурах, жестко, соответственно, безпружинно приняты в направляющих модулях 212. Ролики 211 являются приводным от привода 213, при этом в профиле 210 не изображенное тяговое средство, которое включает в себя, в частности, зубчатый ремень или цепь, соединяет привод 213 и ролики 211.
Прижим 290, 291 также включает в себя пружину 290с, 291с, при этом прижимной ролик 290а, 291а с помощью пружины 290с, 291с давит на поверхность 203а идущей вдоль транспортера несущей тележки 203 для деталей (изображена схематично) таким образом, чтобы несущая тележка 203 для деталей могла давить на ролики 211, на которые она налегает сверху, так что обеспечивается достаточное фрикционное замыкание. Прижим 290, 291 включает в себя далее рычаг 290d, 291d, при этом прижимной ролик 290а, 291а с помощью рычага 290d, 291d шарнирно соединен с профилем 210 транспортера 201 с возможностью поворота вокруг проходящей горизонтально в Y-направлении оси 290е, 291е поворота, а пружина 290с, 291с соединяет рычаг 290d, 291d с профилем 210 таким образом, чтобы она создавала вращающие моменты вокруг осей 290е, 291е поворота, с помощью которых прижимные ролики 290а, 291а надавливают на несущую тележку 203 для деталей. При этом рычаги 290d, 291d сформированы как коленчатые рычаги.
Примерно описанные прижимы 290, 291, точно также как и другие, не описанные прижимы, размещены противоположно парами и соединены в области их оси 290е, 291е поворота с помощью идущего через профиль 211 соединяющего средства 293, при этом оба рычага 290d, 291d соединены с соединяющим средством 293, в частности, таким образом, чтобы они могли независимо друг от друга поворачиваться вокруг своих осей 290е, 291е поворота.
Благодаря размещенным сбоку на профиле 210, противолежащим Y-защищающим роликам 297а, 297b, несущая тележка 203 также направляется сбоку, так что обеспечивается ее следование ходу профиля 211 участка 215 передачи. При этом по ходу профиля 211 размещено множество лежащих противоположно друг другу Y-защищающих роликов, так что несущая тележка 203 защищена на всем своем пути следования.
На фиг.6 показан фрагмент уже упомянутого, сформированного как однопутный транспортер 307 (англ. Monorail) транспортера 302 третьего варианта исполнения подающего устройства 301 на изображении в перспективе, при этом описанное далее устанавливающее устройство 401 может быть также смонтировано на рабочей станции, соответственно, на участке передачи подающего устройства, показанного на фиг.1-4 или 5. Подающее устройство 301 представляет собой в данном случае область рабочей станции 304 по ходу производственной линии и оснащено там подпружиненными или нагруженными давлением роликами 311. Транспортер 302 подающего устройства 301 включает в себя упомянутое устанавливающее устройство 401, причем устанавливающее устройство 401 включает в себя сформированный по типу «меча» 402 установщик 403 и гнездо 404 для приема установщика 403. При этом установщик 403 закреплен на изображенной лишь схематично и на расстоянии от транспортера 302 несущей тележке 303 для деталей подающего устройства 301. Гнездо 404 может перемещаться поперек направления (Х-направление) запирания в Z-направлении из не изображенного положения разблокировки, в котором меч 402 и, тем самым, несущая тележка 303 для деталей является свободно подвижным в направлении (Х-направление) запирания, наверх в изображенное положение S404 запирания. Тогда в положении S404 запирания меч 402 - как показано стрелкой - принимается гнездом 404. Гнездо 404 включает в себя два размещенных противоположно друг другу тела 405, 406 качения, при этом оси D405, D406 вращения тел 405, 406 качения размещены поперек направления (Х-направление) запирания, соответственно, поперек направления (Х-направление) перемещения таком образом, что меч 402 своими задними поверхностями 402а, 402b с малым трением центрируется на гнезде 404, когда он движется из профиля 310 наверх в положение S404 запирания, чтобы позиционировать несущую тележку 303 для деталей в Х-направлении.
В качестве опции, подающее устройство 301 включает в себя также по меньшей мере одно стыковочное устройство 451, при этом стыковочное устройство 451 включает в себя по меньшей мере один размещенный в одной из рабочих станций подающего устройства 301 стыковочный элемент 452 и монтируемый на несущей тележке 303 для деталей стыковочный контр-элемент (не изображен), при этом стыковочный элемент 452 вместе с гнездом 404 устанавливающего устройства 401 может перемещаться таким образом, что стыковочный элемент 452 может соединяться со стыковочным контр-элементом несущей тележки 303 для деталей, стоящей в рабочем положении в рабочей станции, при этом стыковочное устройство 451 включает в себя стыковочное устройство 454 с рабочей средой, с помощью которой несущая тележка 303 для деталей может снабжаться предпочтительно сжатым воздухом и/или электричеством.
Список ссылочных позиций
Изобретение касается подающего устройства (1) для автоматизированной производственной линии, включающего в себя транспортер (2) вдоль хода производственной линии несущую тележку (3) для деталей для транспортировки деталей или групп деталей, в частности кузовов, по производственной линии, при этом производственная линия включает в себя участки передачи и рабочие станции (4), и через них проходит транспортер (2) вдоль хода производственной линии. Транспортер (2) сформирован как однопутный транспортер (7), предпочтительно как идущий вдоль центральной продольной оси (L3) несущей тележки (3) для деталей однопутный транспортер (7). Транспортер (2) имеет множество приводных роликов (11), и при этом несущая тележка (3) для деталей включает в себя поверхность (22) трения, посредством которой несущая тележка (3) для деталей приводится движение с помощью роликов (11) транспортера (2), в частности динамически двигается вдоль транспортера (2). Требуется значительно меньше занимаемого пространства для установки транспортера, так что в распоряжении имеется больше конструктивного пространства для рабочих станций, в частности роботов. Обеспечивается конструкция компактной несущей тележку для деталей с улучшенной возможностью доступа для роботов к обрабатываемой детали или группе деталей, в частности кузову. 3 н. и 12 з.п. ф-лы, 7 ил.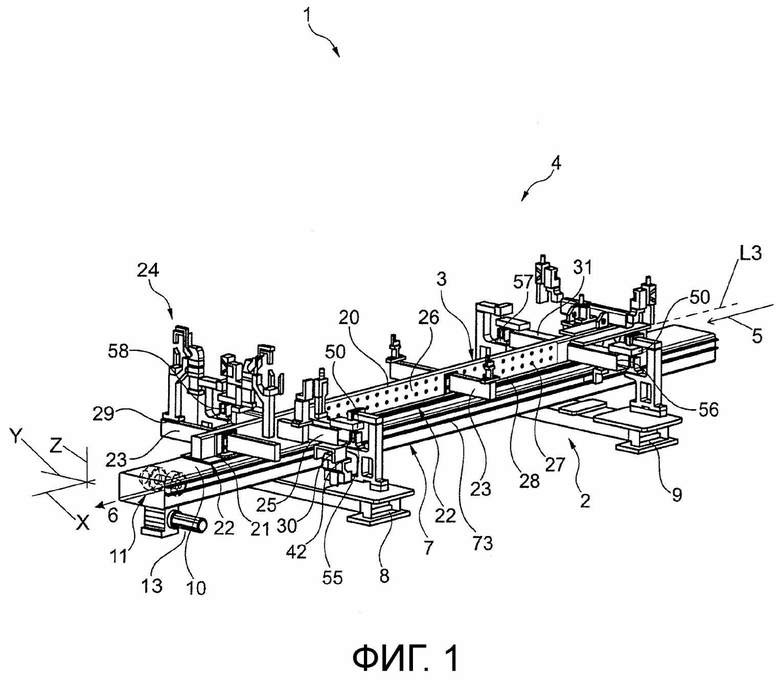
1. Подающее устройство (1; 201; 301) для автоматизированной производственной линии, включающее в себя:
- по меньшей мере, один транспортер (2; 102; 202; 302) вдоль хода производственной линии,
- по меньшей мере, одну несущую тележку (3; 103; 203; 303) для деталей для транспортировки деталей или групп деталей, в частности кузовов, в производственной линии,
- при этом производственная линия включает в себя участки (215) передачи и рабочие станции (4; 304), и через них проходит транспортер (2; 102; 202; 302) вдоль хода производственной линии,
- причем транспортер (2; 102; 202; 302) выполнен в виде однопутного транспортера (7), предпочтительно в виде проходящего вдоль центральной продольной оси (L3) несущей тележки (3; 103; 203; 303) для деталей однопутного транспортера (7; 207; 307),
отличающееся тем, что
- транспортер (2; 102; 202; 302) имеет ролики (11; 111; 211), которые выполнены с возможностью приведения в действие, по меньшей мере, частично от привода (13; 213), и
- несущая тележка (3; 103; 203; 303) для деталей включает в себя по меньшей мере одну поверхность (22; 122) трения, посредством которой несущая тележка (3; 103; 203; 303) для деталей является приводимой с помощью роликов (11; 111; 211) транспортера (2; 102; 202; 302), в частности динамически подвижной вдоль транспортера (2; 102; 202; 302), и
- участок (215) передачи и/или рабочая станция (304) транспортера (202) включает в себя прижимы (290, 291),
- причем каждый прижим (290, 291) включает в себя прижимной ролик (290а, 291а) и роликовый носитель (290b, 291b),
- причем прижимной ролик (290а, 291а) с помощью роликового носителя (290b, 291b) расположен на профиле (210) транспортера (202), и
- причем прижимные ролики (290а, 291а) ориентированы на ролики (211) транспортера (202) таким образом, что несущая тележка (203) для деталей, перемещаемая вдоль транспортера (202), выполнена с возможностью постоянного направления между несколькими прижимными роликами (290а, 291а) и несколькими роликами (211),
- причем, в частности, предусмотрено, что соответственно два прижима (290, 291) расположены противоположно на профиле (210) транспортера (202).
2. Подающее устройство по п.1, отличающееся тем, что
- на несущей тележке (3; 103; 203; 303) для деталей предусмотрены позиционирующие средства (30; 50; 151, 152),
- и на транспортере (2; 102; 202; 302) по меньшей мере в области рабочей станции (4; 304) предусмотрены контрольные средства (42, 43; 60; 155, 156; 242, 243, 244),
- при этом позиционирующие средства (30; 50; 151, 152) на несущей тележке (3; 103; 203; 303) для деталей и контрольные средства (42, 43; 60; 155, 156; 242, 243, 244) транспортера (2; 102; 202; 302) взаимодействуют таком образом, что несущая тележка (3; 103; 203; 303) для деталей в рабочем положении (190), в котором предусмотрена обработка деталей или групп (191) деталей с помощью по меньшей мере одного манипулятора, однозначно позиционирована относительно рабочей станции (4; 304) в одном, предпочтительно двух, в частности трех, пространственных направлениях (Х; Y; Z).
3. Подающее устройство по п.2, отличающееся тем, что предусмотрены направляющие модули (12; 212), при этом ролики (11; 111; 211) подающего устройства (1; 201; 301) по меньшей мере частично являются составными частями отдельных направляющих модулей (12; 212), и предусмотрено, что ролик, соответственно, ролики (11; 111) одного направляющего модуля (12) включают в себя подпружиненные или нагруженные давлением подвесы, или что ролик, соответственно, ролики (211) одного направляющего модуля (212) включают в себя неподпружиненные, соответственно, жесткие подвесы, причем направляющие модули (12) расположены предпочтительно в области рабочей станции (4; 304).
4. Подающее устройство по п.2 или 3, отличающееся тем, что
позиционирование вдоль хода (Х-направление) транспортера (2; 102; 202; 302) происходит с помощью по меньшей мере одного установщика (80; 403), причем установщик (80; 403), предпочтительно выступая из транспортера (2; 102; 202; 302), входит в прием на несущей тележке (3; 103; 203; 303) для деталей с геометрическим замыканием,
и/или
позиционирование вертикально ходу (Z-направление) транспортера (2; 102; 202; 302) происходит с помощью по меньшей мере двух позиционирующих средств (50), в частности Z-пакетов (51-54; 151, 152), на несущей тележке (3; 103; 203; 303) для деталей во взаимодействии с по меньшей мере двумя контрольными средствами (60), в частности с двумя Z-упорами или Z-роликами (55-58, 60; 155, 156),
причем
в частности, позиционирующие средства (50, 51-54) указывающей вверх поверхностью взаимодействуют с указывающей вниз поверхностью или роликом (55-58; 155, 156) контрольных средств (60),
и/или
позиционирование поперек хода (Y-направление) транспортера (2; 102; 202; 302) происходит с помощью по меньшей мере двух установщиков, причем установщики находятся на расстоянии друг от друга и предпочтительно, выступая из транспортера (2; 102; 202; 302), входят с геометрическим замыканием в прием на несущей тележке (3; 103; 203; 303) для деталей,
и/или
позиционирование поперек хода (Y-направление) транспортера (2; 102) происходит с помощью по меньшей мере двух позиционирующих средств (30), в частности Y-пакетов (40, 41), на несущей тележке (3; 103; 203; 303) для деталей во взаимодействии с по меньшей мере двумя контрольными средствами, в частности двумя Y-упорами или Y-роликами (42, 43).
5. Подающее устройство по одному из пп.2-4, отличающееся тем, что позиционирование несущей тележки (3; 103; 203; 303) для деталей относительно рабочей станции (4; 304) вдоль одного, предпочтительно двух, в частности трех, пространственных направлений (Х; Y; Z) выполнено с геометрическим замыканием, так что предотвращен, в частности, подъем несущей тележки (3; 103; 203; 303) для деталей от транспортера (2; 102; 202; 302).
6. Подающее устройство по одному из предыдущих пунктов, отличающееся тем, что на транспортере (2; 102; 202; 302) сформирован, проходя в продольном направлении (5, 6), по меньшей мере один профиль (73), предпочтительно два или более профилей (73),
причем по меньшей мере один ролик (72), предпочтительно одна роликовая система, на несущей тележке (3; 103; 203; 303) для деталей входит в профиль (73) с геометрическим замыканием так, что предотвращен подъем несущей тележки (3; 103; 203; 303) для деталей от транспортера (2; 102; 202; 302) и/или боковое смещение несущей тележки (3; 103; 203; 303) для деталей относительно транспортера (2; 102; 202; 302).
7. Подающее устройство по п.1, отличающееся тем, что прижим (290, 291) включает в себя пружину (290с, 291с), причем прижимной ролик (290а, 291а) с помощью пружины (290с, 291с) выполнен с возможностью надавливания на поверхность (203а) перемещаемой вдоль транспортера (202) несущей тележки (203) для деталей таким образом, что несущая тележка (203) для деталей прижимается к роликам (211), на которые налегает несущая тележка (203) для деталей, причем, в частности, предусмотрено, что прижим (290, 291) включает в себя рычаг (290d, 291d), а прижимной ролик (290а, 291а) с помощью рычага (290d, 291d) шарнирно установлен на профиле (210) транспортера (202) с возможностью поворота вокруг проходящей горизонтально в Y-направлении (Y) оси (290е, 291е) поворота, и пружина (290с, 291с) соединяет рычаг (290d, 291d) с профилем (210) таким образом, что она создает вращающий момент вокруг оси (290е, 291е) поворота, и причем, в частности, также предусмотрено, что два противоположно расположенных прижима (290, 291) в области своих осей (290е, 291е) поворота соединены с помощью соединяющего средства (293), причем оба указанных рычага (290d, 291d) соединены с соединяющим средством (293), в частности, таким образом, что они являются поворотными независимо друг от друга вокруг своих осей (290е, 291е) поворота.
8. Подающее устройство по одному из предыдущих пунктов, отличающееся тем, что подающее устройство (201; 301) включает в себя устанавливающее устройство (401), при этом устанавливающее устройство (401) включает в себя сформированный, в частности, в виде меча (402) установщик (403) и гнездо (404) для приема установщика (403), причем гнездо (404) выполнено с возможностью перемещения поперек направления (Х-направление) запирания, в частности, в Z-направлении (Z) из положения разблокировки в положение (S404) запирания, в котором установщик (403) принят гнездом (404), причем, в частности, предусмотрено, что гнездо (404) включает в себя два противоположно расположенных тела (405, 406) качения, причем, в частности, предусмотрено, что оси (D405, D406) вращения тел (405, 406) качения расположены поперек направления (Х) перемещения таким образом, чтобы установщик (403) с малым трением принимался гнездом (404), когда он перемещается в положение (S404) запирания, при этом, в частности, предусмотрено, что установщик (403) выполнен с возможностью монтажа на несущей тележке (203; 303) для деталей, которая выполнена с возможностью перемещения на транспортере (202; 302).
9. Подающее устройство по одному из предыдущих пунктов, отличающееся тем, что подающее устройство (201; 301) включает в себя по меньшей мере одно стыковочное устройство (451), причем стыковочное устройство (451) включает в себя по меньшей мере один стыковочный элемент (452), расположенный в одной из рабочих станций подающего устройства (201; 301,) и монтируемый на несущей тележке (203; 303) для деталей стыковочный контр-элемент (453), причем стыковочный элемент (452), в частности, вместе с гнездом (404) устанавливающего устройства (404) выполнен с возможностью перемещения таким образом, что стыковочный элемент (452) является соединяемым со стыковочным контр-элементом (453) несущей тележки (203; 303) для деталей, находящейся в рабочей станции (304) в рабочем положении, причем стыковочное устройство (451) включает в себя, в частности, стыковочное устройство (454) с рабочей средой, с помощью которой несущая тележка (203; 303) для деталей может снабжаться предпочтительно сжатым воздухом и/или электричеством.
10. Несущая тележка (3; 103; 203; 303) для деталей для подающего устройства (1; 201; 301) для автоматизированной производственной линии, включающего в себя:
- несущую структуру и приемные средства (24) для деталей или групп (191) деталей,
- по меньшей мере, один транспортер (2; 102; 202; 302) вдоль хода производственной линии,
- по меньшей мере, одну несущую тележку (3; 103; 203; 303) для деталей для транспортировки деталей или групп деталей, в частности кузовов, в производственной линии,
- при этом производственная линия включает в себя участки (215) передачи и рабочие станции (4; 304), и через них проходит транспортер (2; 102; 202; 302) вдоль хода производственной линии,
- причем транспортер (2; 102; 202; 302) выполнен в виде однопутного транспортера (7), предпочтительно в виде проходящего вдоль центральной продольной оси (L3) несущей тележки (3; 103; 203; 303) для деталей однопутного транспортера (7; 207; 307),
- при этом несущая структура включает в себя по меньшей мере один продольный несущий элемент и по меньшей мере два поперечных несущих элемента (23, 25), выступающих сбоку, предпочтительно симметрично по типу лотарингского креста, за указанный продольный несущий элемент,
- при этом приемные средства (24) принимают детали или группы (191) деталей, в частности кузов транспортного средства, с однозначным позиционированием относительно несущей структуры,
отличающаяся тем, что
- транспортер (2; 102; 202; 302) имеет ролики (11; 111; 211), которые выполнены с возможностью приведения в действие, по меньшей мере, частично от привода (13; 213), и
- несущая тележка (3; 103; 203; 303) для деталей включает в себя по меньшей мере одну поверхность (22; 122) трения, посредством которой несущая тележка (3; 103; 203; 303) для деталей является приводимой с помощью роликов (11; 111; 211) транспортера (2; 102; 202; 302), в частности, динамически подвижной вдоль транспортера (2; 102; 202; 302), и
- несущая структура включает в себя крепежную решетку (26; 28), в которой расположены и закреплены поперечные несущие элементы (23, 25) на выбираемой позиции (предпочтительно в Х-направлении),
и/или
- поперечные несущие элементы (23, 25) включают в себя крепежную решетку (29), в которой приемные средства расположены и закреплены в по меньшей мере одном пространственном направлении (предпочтительно в Y-направлении), в частности в двух пространственных направлениях (Y- и Z-направление), на выбираемой позиции.
11. Несущая тележка для деталей по п.10, отличающаяся тем, что крепежная решетка (26; 28) на несущей структуре сформирована, по меньшей мере, на 60%, предпочтительно на 80% длины несущей структуры.
12. Несущая тележка для деталей по п.10 или 11, отличающаяся тем, что на по меньшей мере одном поперечном несущем элементе (23, 25) расположено как по меньшей мере одно приемное средство (24) для деталей или групп (191) деталей, так и по меньшей мере одно позиционирующее средство (30; 50) для ориентации несущей тележки (3; 103) для деталей относительно рабочей станции (4; 304).
13. Несущая тележка для деталей по одному из пп.10-12, отличающаяся тем, что
- продольный несущий элемент сформирован в поперечном сечении в виде перевернутой Т, в частности, из полого профиля (20) и предпочтительно расположенного под ним плоского профиля (21),
- причем плоский профиль (21) выступает предпочтительно с обеих сторон и, в частности, симметрично, за полый профиль (20) и
- причем противоположная полому профилю (20) сторона плоского профиля (21) образует поверхность (22) трения, соответственно приводную поверхность, которая выполнена с возможностью приведения в движение роликами (11) подающего устройства (1).
14. Способ эксплуатации подающего устройства (1; 201; 301) по одному из пп.1-9, в котором
- несущую тележка (3; 103; 203; 303) для деталей на транспортере (2; 102; 202; 302) вводят в рабочую станцию (4; 304) до подлежащего достижению рабочего положения, и при этом
- осуществляют ввод/утапливание из горизонтальной плоскости (192) транспортировки, в которой производится транспортировка между по меньшей мере двумя рабочими станциями (4; 304), в лежащую ниже плоскости (192) транспортировки плоскость (190) позиционирования, в которой происходит обработка деталей или групп (191) деталей, в частности кузова, на несущей тележке (3; 103).
15. Способ по п.14, отличающийся тем, что динамика движения проводит смену между двумя позиционированными состояниями в рабочих станциях (4; 304) менее 12 с, предпочтительно между 5 с и 10 с, в частности в течение 6 с.
| US 9045183 B2, 02.06.2015 | |||
| US 7971709 В2, 05.07.2011 | |||
| РОЛИКОВЫЙ ТРАНСПОРТЕР И РОЛЬГАНГОВАЯ СИСТЕМА ДЛЯ ЕГО СООРУЖЕНИЯ | 2006 |
|
RU2432309C2 |
| KR 1020100030701 A, 19.03.2010 | |||
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

